Showing 2554 items
matching cleaning
-
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, household soap, c1900
Common soap was made from mixing animal fat with potash a form of the potassium based alkali present in plant and wood material. Early settlers, made their own soap from the waste fats and ashes they saved from their daily work. They did not then have to rely on waiting for soap to be shipped from England and waste their goods or money in trade for soap. In making soap the first ingredient required was a liquid solution of potash commonly called lye. Animal fat, when removed from the animals during butchering, must be rendered to remove all meat tissues and cooking residue before soap of any satisfactory quality can be made from it. To render, fats and waste cooking grease were placed in a large kettle with an equal amount of water. Then the kettle was placed over the open fire outdoors, because the smell from rendering the fats was too strong to wish in anyone's house. The mixture of fats and water were boiled until all the fats had melted. After a longer period of boiling to insure completion of melting the fats, the fire was stopped and into the kettle was placed another amount of water about equal to the first amount of water. The solution was allowed to cool down and left over night. By the next day the fats had solidified and floated to the top forming a layer of clean fat. All the impurities being not as light as the fat remained in water underneath the fat. In another large kettle or pot the fat was placed with an amount of lye solution ( known by experience ). This mixture was boiled until the soap was formed - 6-8 hours - a thick frothy mass, and a small amount placed on the tongue caused no noticeable "bite". The next day a brown jelly like slippery substance was in the kettle and this was 'soft soap' . To make hard soap, common salt was thrown in at the end of the boiling and a hard cake of soap formed in a layer at the top of the pot. But as salt was expensive most settlers used 'soft soap',. The soap could be scented with oils such as lavender for personal use. These 3 cakes of home-made soap are examples of the self sufficiency of the early settlers as they had to be self reliant ,growing food and making and mending their own farm equipment, tools and clothes while establishing their market gardens in Moorabbin Shire3 cakes of home-made, white hard household soap. 1 cake of soap eaten by a brush tailed possum when he entered the Cottage via the chimney 27/4/2014soap making, market gardeners, pioneers, early settlers, moorabbin, brighton, dendy's special survey 1841. kitchen equipment, laundry equipment, bentleigh -
 Vision Australia
Vision AustraliaMagazine - Text, Inter Link Autumn 1998
Newsletter created to share information between branches, staff and volunteers on achievements at the AFB. This issue includes: Wendy Bateman and her role as an Elanora nurse, volunteer June Day receiving the Citizen of the Year award for Murchison on Australia Day, Victoria's triumphant blind bowls team who, when tied with their SA competitors, decided to share the Catchpole trophy by keeping it for 12 months then sending it back to South Australia for 12 months, Julie Deutscher has won the tender to clean Kelaston, staff members Margaret Caldwell, Ada Fox, Maureen Gleeson and Lorelle McGain have completed five years of service with the AFB, Gale Burns, Glenys Drewitt, Fiona Jackson, Gena Kyne, Anne Menzel and Margaret Tozer have completed 10 years of service and Margary Paynter has completed 15 years of service with the AFB, Dennis Smith from the George Vowell Centre helping out as barman and waiter, RPH volunteers David Ditchfield and wife Janet received a special award for their service to the station, Judy Sutherland, Chrisi Tsafso and Jo Sisley were present for awards handed to police who had held a self defence course for vision impaired, the AFB boat in the Moomba Dragon Boat Race, Sherry Cuthbert and James Nevein toast to Ernie Stewart's 102nd birthday, Susan Marshall with her children, Dorothy Cleeland and John Dowdle hand of a $25,000 cheque, Easter Bunny promoting the world's largest Easter Egg hunt as part of the Tattersall's Kooyong fair, Elenoar Scott and her mum Julie and Roberta Ashby, the use of teleconferencing by Palm Mitchell, with Shane McCarthy and Joy Lindsay in the background, aims for the year ahead including a possible name change, staff members Esther Lalor and Alex Capporilli learning Braille, and the Braille and Talking Book Library party with Mieke Mellars, Rose Blustein, Julia Simmons, Beryl Simmons, Emma Pritchard, Lorna Hayter and Alison Forbes.8 pages of text and images about AFB clients, staff and volunteersnon-fictionFor Staff & Volunteers of the Association for the Blind Inter Link Print Post No. 327855/00001 Association for the Blind A.C.N. 007 428 284 7 Mair Street, Brighton 3186 Autumn 1998elizabeth maxwell, neil maxwell, association for the blind, palm mitchell, shane mccarthy, mieke mellers, emma pritchard, lorna hayter, alison forbes, rose blustein, julie simmons, beryl simmons, stephen jolley, allan heywood, esther lalor, alex capporilli, elanoar scott, julie scott, roberta ashby, dorothy cleeland, john dowdle, susan marshall, sherry cuthbert, james nevein, david ditchfield, janet ditchfield, judy sutherland, christi tsafso, jo sisley, dennis smith, julie deutscher, june day, wendy bateman -
 National Wool Museum
National Wool MuseumPhotograph - Product Photograph, Automatic Feeding Machine
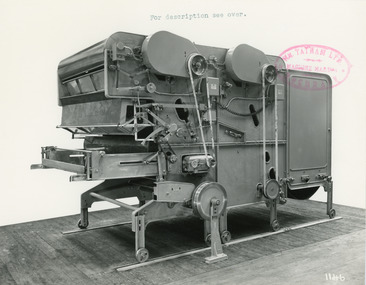
These are sales photographs for William Tatham Ltd. of Rochdale. These photographs are taken in the fitting shop at William Tatham Ltd. where final assembly would have taken place. The Automatic Feeding Machine automatically dispenses wool to a carding machine, so that an even, constant supply is received. This eliminated the manual labour previously needed for the initial weighing and feeding of wool. The photographed machine was made by William Tatham Ltd, a textile engineering company based in Rochdale, UK. Established in 1866, Tatham developed innovative textile machinery and sent their products to Australia and other countries around the world.Two black and white photos of an Automatic Feeding Machine in a landscape format. The first photo is of the front of the machine, the second is of the rear.8037.1 - Front - top margin: For description see over. Front mide right edge - Wm. TATHAM Ltd. ROCHDALE. Machine Maker Front bottom right corner - 1146 Rear - 78” wide Automatic Feeding Machine having Dual Hoppers in which the first and large section feeds the second Hopper so as to maintain a constant level of material in the latter. The driving of both spiked lattices is by electro-magnetic clutches, the one in the first Hopper being actuated by a sensitive feeler motion in the second, the second spiked lattice however, being controlled, of course, from the Scale Pan. Through a mercury switch. The scale is of our latest super-sensitive pattern mounted diagonally across the Feed. Only the opening doors are used in the actual weighting and the trap doors placed over the scale which close immediately the correct weight is deposited, operate through a solenoid. The machine incorporates many other features and is arranged to divide for facility in cleaning. 8037.2 - Front mide right edge - Wm. TATHAM Ltd. ROCHDALE. Machine Maker Front bottom right corner - 1147 Rear - Showing opposite side of Dual Automatic Feed illustrated in photo 1146textile machinery, automatic feeding machine, tatham, feeding machine -
 Montmorency/Eltham RSL Sub Branch
Montmorency/Eltham RSL Sub BranchEquipment - Instruction Card, Lamps, Signalling Daylight, Short Range, MK II, PMG 1942, 1942
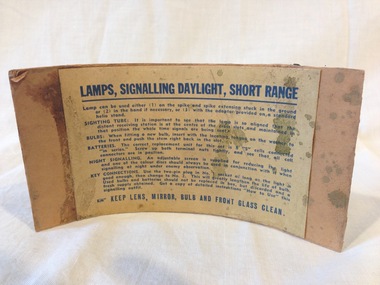
Dark blue printed instructions on paper mounted on a buff coloured cardboard card.LAMPS, SIGNALLING DAYLIGHT, SHORT RANGE Lamp can be used either (1) on the spike and spike extension stuck in the ground or (2) in the hand if necessary, or (3) withe the adaptor provided on a standard helio stand. SIGHTING TUBE: It is important to see that the lamp is so aligned that the distant receiving station is at the centre of the cross slots and maintained in that position the whole time that signals are being sent. BULBS: when fitting a new bulb, insert the locating tongue on the washer to the front and push the stem right back in the slot. BATTERIES: The correct replacment unit for this set is 8 "S" cells connected "in series". Screw up both terminal nuts tightly, ans see thar all connectors are in position. NIGHT SIGNALLING: An adjustable screen is supplied for reducing the light and one of the colour discs should always be used in conjunction with it when signalling at night under enemy observation. KEY CONNECTIONS. Use the two-pin plug in No.1 socket as long as the light is good enough, then cahnge to No.2. This will greatly lengthen the life of bulb. Used bulbs and batteries should not be relaced in the box, but discarded and a fresh supply obtained. Get a copy of detailed instructions "How to Use" this signalling outfit. KEEP LENS, MIRROR, BULB AND FRONT GLASS CLEAN.instructions, lamp, signalling, daylight, short range -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph - Lantern Slide, c1900
This image appears to show nurses at what is now the Mayday Hills Mental Asylum arriving for work in approximately 1900. These individuals are part of a long history of nursing in Beechworth. Three medical or social welfare facilities opened in the mid-1800s as part of a push by the township to become a regional centre for Government services. These were the Ovens District Hospital (opened in 1857), the Ovens Benevolent Asylum (opened in 1863), and the Beechworth Mental Hospital (opened in 1867 and renamed Mayday Hills Hospital at Centenary celebrations in 1967). It was recognised that the unsettled living conditions, poverty and relative isolation of the Goldfields environment could produce 'mental disturbances' which required local treatment facilities as services in Melbourne were too far away. Carole Woods' publication 'A Titan's Field' describes activities undertaken by patients at Beechworth Mental Hospital as including monthly balls and occasional concerts as well as work to make the facility self-supporting such as farm work and making clothes. She mentions a report in 1870 that the approximately 300 patients were clean and neat with 'no-one in restraint or seclusion' but that by 1905 the organisation had 623 patients which placed strain on building infrastructure such as heating and water supplies, leading to high turnover of nurses and other issues. A program of building works to extend and improve facilities followed over subsequent decades. Lantern slides, sometimes called 'magic lantern' slides, are glass plates on which an image has been secured for the purpose of projection. Glass slides were etched or hand-painted for this purpose from the Eighteenth Century but the process became more popular and accessible to the public with the development of photographic-emulsion slides used with a 'Magic Lantern' device in the mid-Nineteenth Century. Photographic lantern slides comprise a double-negative emulsion layer (forming a positive image) between thin glass plates that are bound together. A number of processes existed to form and bind the emulsion layer to the base plate, including the albumen, wet plate collodion, gelatine dry plate and Woodburytype techniques. Lantern slides and magic lantern technologies are seen as foundational precursors to the development of modern photography and film-making techniques This glass slide is significant because it provides insight into Beechworth's social and medical amenities in the early Twentieth Century, around the time of Australia's Federation into one nation. It is also an example of an early photographic and film-making technology in use in regional Victoria in the time period.Thin translucent sheet of glass with a rectangular image printed on the front and framed in a black backing. It is held together by metals strips to secure the edges of the slide.Obverse: i /burke museum, beechworth, lantern slide, slide, glass slide, plate, burke museum collection, photograph, monochrome, magic lantern, indigo shire, north-east victoria, nineteenth century, 1900s, twentieth century, emulsion slides, nursing, nurses, mental hospitals, lunatic asylums, asylums, social services, social welfare, insane asylums, mental health, infrastructure -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph - Lantern Slide, c1900
This image appears to show nurses at what is now the Mayday Hills Mental Asylum in approximately 1900. These individuals are part of a long history of nursing in Beechworth. Three medical or social welfare facilities opened in the mid-1800s as part of a push by the township to become a regional centre for Government services. These were the Ovens District Hospital (opened in 1857), the Ovens Benevolent Asylum (opened in 1863), and the Beechworth Mental Hospital (opened in 1867 and renamed Mayday Hills Hospital at Centenary celebrations in 1967). It was recognised that the unsettled living conditions, poverty and relative isolation of the Goldfields environment could produce 'mental disturbances' which required local treatment facilities as services in Melbourne were too far away. Carole Woods' publication 'A Titan's Field' describes activities undertaken by patients at Beechworth Mental Hospital as including monthly balls and occasional concerts as well as work to make the facility self-supporting such as farm work and making clothes. She mentions a report in 1870 that the approximately 300 patients were clean and neat with 'no-one in restraint or seclusion' but that by 1905 the organisation had 623 patients which placed strain on building infrastructure such as heating and water supplies, leading to high turnover of nurses and other issues. A program of building works to extend and improve facilities followed over subsequent decades. Lantern slides, sometimes called 'magic lantern' slides, are glass plates on which an image has been secured for the purpose of projection. Glass slides were etched or hand-painted for this purpose from the Eighteenth Century but the process became more popular and accessible to the public with the development of photographic-emulsion slides used with a 'Magic Lantern' device in the mid-Nineteenth Century. Photographic lantern slides comprise a double-negative emulsion layer (forming a positive image) between thin glass plates that are bound together. A number of processes existed to form and bind the emulsion layer to the base plate, including the albumen, wet plate collodion, gelatine dry plate and Woodburytype techniques. Lantern slides and magic lantern technologies are seen as foundational precursors to the development of modern photography and film-making techniques.This glass slide is significant because it provides insight into Beechworth's social and medical amenities in the early Twentieth Century, around the time of Australia's Federation into one nation. It is also an example of an early photographic and film-making technology in use in regional Victoria in the time period.Thin translucent sheet of glass with a circular image printed on the front and framed in a black backing. It is held together by metals strips to secure the edges of the slide.burke museum, beechworth, lantern slide, slide, glass slide, plate, burke museum collection, photograph, monochrome, magic lantern, indigo shire, north-east victoria, nineteenth century, 1900s, twentieth century, emulsion slides, nursing, nurses, mental hospitals, lunatic asylums, asylums, social services, social welfare, insane asylums, mental health, infrastructure -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Tap, mid-late 19th century
This type of large, brass tap is typical of the plumbing fittings manufactured in the late 19th and early 20th centuries. The tap has encrustations and concretion inside, showing that it had been in the sea for quite some time. The pipe leading to the spout is squashed, nicked and appears to have been sawn or broken off. It could have once been part of the plumbing from a ship, perhaps from one of the boilers used in the kitchen, for bathing or for laundry or cleaning. The name “BEST” on the tap signifies that it could have been made by Robert Best who began his Birmingham brass foundry c. 1840, and even though The information from the donor is that tap was given to her father (1906-1982) who lived in the Warrnambool district. It was likely given by a cray fisherman or diver, who said that the tap came from the Loch Ard shipwreck, wrecked on Mutton Bird Island, east of Port Campbell, Victoria, on 1st June 1878. This could easily be the case but there is no provenance for it. ROBERT BEST, BRASS FOUNDRY Circa 1840 Robert Best founded his brass foundry business and was referred to as a Brass Chandelier of Birmingham”. In 1864 an advertisement in the Journal of Gas Lighting, Water Supply, & Sanitary Improvement announces Best and Hobson, late Robert Best, 100 Charlotte Street Birmingham, manufacturers of Chandeliers, Brass and iron fittings, Steam and Water-cocks etc. gas apparatus of every description, Plumber's brass foundry, with works at Birmingham and Great Bridge, Staffordshire. In 1867 Best & Lloyd was formed, after Best and Hobson went into liquidation, manufacturing at the Cambray Works of Wattville Road, Handsworth. It was a light industrial engineering works and one of the owners was Robert Dudley Best’s father. Robert Dudley Best (1892-1984) later took over the business of Best & Lloyd. The company is still in business at Downing Street, Smethwick, Birmingham. In 1878, brass ship furniture and bell fittings stamped “BEST” was made by William Udal & Co., who advertised as manufacturers of BEST cast and stamped brass foundry goods. This large brass tap is typical of industrial tapware of the mid-late 19th ancenturies 20th century. The location of the tap when found is associated with the Warrnambool district and could have easily been from a shipwreck due to the encrustation found inside the tap. Due to its design and manufacturer, the tap is associated with the mid-late 19th and early 20th-century manufacture of plumbing fittings. Tap, brass, heavy-duty, with butterfly handle. The design and style are typical of the plumbing of the late 1800s. Inscription pressed into the handle, within rectangular border "BEST". Encrustation and concretion are inside the tap spout. “BEST” on one side of the tap handle (Also, a label from the donor attached to the tap “from the wreckage of the LOCH ARD")flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, robert best brass foundry, best and hobson, best & llyod, birmingham brass foundry, brass tap, best brand tap, heavy duty brass tap, industrial brass tap, boiler tap, 19th century plumbing, 19th century tapware, 19th century plumbing fitting, tap with butterfly handle, tap salvaged from shipwreck, brass fittings, steam engine fittings, water-cock fitting -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Containers,Shaving cream, J.B.Williams Co, mid 20thC
Shaving cream is a cream applied to the face, or wherever else hair grows, to facilitate shaving. The use of cream achieves three effects: lubricates the cutting process; swells keratin; and de-sensitizes skin. Shaving creams commonly consist of an emulsion of oils, soaps or surfactants, and water. James Baker Williams was born in 1818 in Lebanon, Connecticut USA and, in 1834, began employment with F. and H.C. Woodbridge, a general store located in Manchester. Williams was offered half-interest in the store in 1838, after which its name was changed to Keeny and Williams. Two years later, Williams sold his interest in the store, but retained his share in the drug department. He began experimenting with various soaps to determine which were best for shaving, and eventually developed Williams' Genuine Yankee Soap, the first manufactured soap for use in shaving mugs. In 1847, Williams moved his enterprise to a rented gristmill on William Street in Glastonbury, Connecticut, and his brother, William S. Williams, joined the firm around 1848, when the firm's name was changed to the James B. Williams and Company. William's shaving soaps were sold throughout the United States and Canada and James Williams supervised many aspects of the company until shortly before his death in 1907 at the age of eighty-eight. The Williams family continued to manage the company until it was sold in 1957. By the early 1900s, the company was known throughout the world. In addition to its line of shaving creams, the firm produced talcum powder, toilet soaps, and other toilet preparations. The original 1847 factory is still standing in Glastonbury and, in 1979, was converted into a condominium complex. I In 1983 it was placed on the National Register of Historic Places. 1927 - 1990 Salmond and Spraggon (Australia) Limited , Sydney , New South Wales, was registered as a company on 10 June 1927 following the liquidation of Salmond and Spraggon (Australia) Limited known as the Old Company. The company distributed household cleaning and mineral, metal and chemical wholesaling, pharmaceutical wholesaling throughout Australia on behalf of manufacturers. In 1990 the company was taken over by Alberto Culver, a manufacturer of hair and skin products. A clear glass jar with a screw lid containing 'Williams Shaving Cream' Front Label : J.B WILLIAMS / LUXURY / SHAVING CREAM Back Label : The contents of this jar are guaranteed to be / The J.B.WILLIAMS Luxury Shaving Cream Jar has been changed to meet the Wartime conditions but / the cream is of the same high quality / made in Australia for / J.B. WILLIAMS COMPANY / Glastonbury, Conn. U.S.A. / Vendors / SALMOND & SPRAGGON (AUST.) PTY.LTD. / All Statesshaving equipment, razors, safety razors, cutthroat razors, soap, world war 11 1939-1945, moorabbin, bentleigh, cheltenham, early settlers, shaving cream, williams j.b. company ltd, connecticut usa, glastonbury connecticut usa, salmond & spraggon pty ltd, sydney, new south wales, toiletries, shaving soap, -
 Federation University Historical Collection
Federation University Historical CollectionDocument - Document - Correspondence, ZILLES COLLECTION: Letter paper and cards - Defence Forces, Portsea and Queenscliff
Zilles Printers was begun by Lewis Zilles in the early 1930s. It was in McKenzie Street Ballarat. His son Jeffrey also became a printer - letterpress, offset and screen printer. The business became Zilles Printers/Graphics and was in Armstrong Street and later Bell Street Ballarat. Items are work done for the Australian Defence Force bases at Portsea and Queenscliff. They were training bases - Officer Cadet School and Australian Staff College. Originally the base at Portsea was the Quarantine Station established in the late 1800s. International protocols required captains of arriving ships to provide a clean bill of health from the last port of call. If this was not possible all on board would be transferred to the Quarantine Station by boat for observations. This was to stop the spread of diseases such as cholera, small pox, typhoid fever, influenza and the plague. In 1952 it became a military training base - Officer Cadet School. The quarantine station still operated and the Army had to be prepared to evacuated in an emergency. This occurred in 1954 when 113 passengers on board the Strathaird were quarantined with smallpox. Cadets and staff came with their families and was a small township. Training for the Vietnam War was here, Now gone the remnants of the quarantine station and army activites can be seen. Under Point Nepean Community Trust. Fort Queenscliff dates from 1860 when it was an open battery known as Shortlands Bluff. The Garrison included volunteer artillery, engineers and infantry. It was a Coastal Defence Installation from 1883-1946. The base on Swan Island was part of this and soldiers from the Fort would go on detail to the Island each day. A permanent group with their families were housed there. The children would attend the local school in Queenscliff. It eventually became and still is a restricted area. In 1946 the Fort became home of the Army Command and Staff College. Officers came from overseas to train. Families would come with them and be accommodated in the main officers residence "Maytone" or private housing rented by the Army. Their children would attend local schools. Staff Colleges were all moved to Canberra. The Fort is now the Army Soldiers Career Management Agency and houses all historical documents related to the Army. .1 Off-white card with gold badge and black writing. .2 White card with separate page held together with blue and red ribbon. Badge in gold on front. Two Officer Cadet School flags - crossed and Christmas Greeting in blue inside card. .3 Off-white paper with Australian Staff College emblem. Blue print.2 Officer Cadet School emblem - lion and crown in centre. Flags - British and Australian .3 Emblem - crossed swords, owl and crownzilles printers, australian defence force, quarantine station portsea, officer cadet school, fort queenscliff, open battery, swan island, staff college, army command, zilles collection -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedPrincess Mary 'Tin' - Bullet Pencil - War Service Medals, Circa 1914 -1918
A 'Sailors & Soldiers Christmas Fund' created by Princess Mary had overwhelming response and so it was decided to give every person 'wearing the King's uniform on Christmas Day 1914' the brass tin along with a Christmas card and a picture of the princess, and items such as pipe, lighter, tobacco, and 20 cigarettes. Non-smokers and boys received a bullet pencil and a packet of sweets. Indian troops often received sweets and spices, and nurses received chocolates. Many of the items were sent separately from the boxes because of lack of space. Not all the tins could be sent out by Christmas and so those sent in January 1915 contained a New Year card. Shortage of brass meant that many did not received their tins until summer 1916, however by January 1919 some still did not receive them. After using up the contents many service people then used the tins to store small items. The brass tin, bullet pencil, and medals belonged to Pte George Nutting of the 2nd London regiment, and regimental number 2080/230442. After World War 1 George Nutting sailed for Melbourne on June 1, 1922 aboard the S.S. Borda. He then lived at several addresses in the Sunshine/Albion area including Dawson St, 32 King Edward Ave, and 15 Kamarooka St. At one stage he was involved in a window cleaning and gardening business, and both he and his wife Janet were very good dancers. George Nutting was also involved in the loyal Sunshine Lodge and was presented with a Past Grand's Collar in 1943. He lived at 15 Kamarooka St until he passed away on March 20th 1979 at the age of 85. The above information was sourced from http://www.kinnethmont.co.uk/1914-1918_files/xmas-box-1914.htm (accessed 1/3/2014), and from http://museumvictoria.com.au/collections/items/1329146/tin-princess-mary-s-Christmas-gift-1914 (accessed 1/3/2014), and from research work done by Eva and Marie of S&DHS.The Tin and Medals provide a visible historical record of the Christmas gift, and the awards that the average WW1 British service person received about 100 years ago. The bullet pencil may indicate that Pte G. Nutting was probably a non-smoker, at least around circa 1914.Brass rectangular box with an embossed and hinged lid. The lid features the profile of Princess Mary with an 'M' on each side, and the names of Britain's allies in 1914. The pencil fits into the brass bullet casing to give the appearance of a bullet. The WW1 British medals are: 1. 1914 - 1915 Star, 2. British War Medal 1914 - 1918 (Silver), 3. Allied Victory Medal.TIN: Imperium Brittanicum, Christmas 1914, Belgium, France, Servia, Japan, Russia, Monte Negro. MEDALS: 2080 Pte G. Nutting 2 - Lond.R g. nutting, princess mary tin, christmas 1914, bullet pencil, british ww1 medals, 1914 - 1915 star, british war medal 1914 - 1918, allied victory medal -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - YMCA BENDIGO, 1ST VICTORIAN AMATEUR COUNTRY BOXING CHAMPIONSHIPS, 31 Aug, 1951
YMCA Bendigo, 1st Victorian Amateur Country Boxing Championships. A Victorian Jubilee Sporting Fixture. Highlight of Bendigo's Centenary Year. Friday, 31st August, 1951. Authorised by Victorian Amateur Boxing and Wrestling Association. Only the best is good enough for champions!! All championship gloves supplied exclusively by Jack Hunt's Sports Depot, Cr. Queen & Mitchell Streets. Sherrin and Nutting and Young Championship Models. Open to all bona fide Amateur Boxers Resident in Victoria outside a 20 mile radius of Melbourne. Junior Division: K Hartley, D Hughes, K Hibberd, J Preece, J Heil, J Strickland, N Buckland, A Carlos, G Luke, K Hopkins, D Baker, R Gilchrist, G Hansford, N Williams, M Carlos, B Hampson. Senior Divisions: R Stanley, J Carlos, B Cahill, D Duguid, W Davey, T Clough, J Hurrell, P Cork, L Abbey, L Harris, R Duguid, E Arnold, T Watters, R Brander, P Wagg. The E A Cambridge Cup will be presented to the 'Champion of Champions' (Judges 'Decision) of the Senior Divisions. Awarding points are awarded for direct clean hits with . . . Judging and Control by Bendigo and District Amateur Boxing and Wrestling Executive. Rule applying will be rules of VABWA and Aust. Boxing Union. Promoted by YMCA Amateur Boxing Club. Officials: Referee: Ron Davies, Judges: R Wright, P Boylan, Timekeeper: B Carruthers, Announcer: I Campbell, House Manager: N Tieman, Stewards: YMCA, First Aid: Bendigo Red Cross Emergency. Colors _ YMCA, Red & White; Rowing Club, Green & Gold; Castlemaine, Black & Amber; Geelong, Red & Gold; VABWA, Navy & White. APPRECIATION To State Government for Supply of Centenary Medallions. To RAN for co-operation in sending Boxers & RAN Band. To Visiting Boxers for attendance and Co-operation. To Press and Radio for generous publicity. Rear cover advertisements for: Y's or Otherwise. Ashmans, Bendigo. Front cover advertisement: Jack Hunt's Sports Depot, Cr Queen & Mitchell Streets, Bendigo.Cambridge Press, Bendigo.program, sporting event, amateur country boxing championship, ymca bendigo, 1st victorian amateur country boxing championships. a victorian jubilee sporting fixture. highlight of bendigo's centenary year. friday, 31st august, 1951. authorised by victorian amateur boxing and wrestling association. only the best is good enough for champions! all championship gloves supplied exclusively by jack hunt's sports depot, cr. queen & mitchell streets. sherrin and nutting and young championship models. open to all bona fide amateur boxers resident in victoria outside a 20 mile radius of melbourne. junior division: k hartley, d hughes, k hibberd, j preece, j heil, j strickland, n buckland, a carlos, g luke, k hopkins, d baker, r gilchrist, g hansford, n williams, m carlos, b hampson. senior divisions: r stanley, j carlos, b cahill, d duguid, w davey, t clough, j hurrell, p cork, l abbey, l harris, r duguid, e arnold, t watters, r brander, p wagg. the e a cambridge cup will be presented to the 'champion of champions' (judges 'decision) of the senior divisions. awarding points are awarded for direct clean hits with . . . judging and control by bdabw executive. rules of vabwa and aust. boxing union. promoted by ymca amateur boxing club. officials: referee: ron davies, judges: r wright, p boylan, timekeeper: b carruthers, announcer: i campbell, house manager: n tieman, stewards: ymca, first aid: bendigo red cross emergency. colors ymca, rowing club, castlemaine, geelong, vabwa, state government for supply of centenary medallions. boxers & ran band. visiting press radio publicity advertisements: y's or otherwise. ashmans, bendigo. jack hunt's sports depot, bendigo -
 Uniting Church Archives - Synod of Victoria
Uniting Church Archives - Synod of VictoriaDocument - Methodist Order of Knights, The Page's Pledge and Page's Law
The Page's Pledge: I pledge my word and honour, to love God, to cheerfully help other people, and to try to live by the Page's Law. The Page's Law: 1. A Page regularly attends a Methodist Sunday School and Church. 2. A Page tries to grown up to full manhood. 3. A Page is loyal. 4. A Page is faithful and honest at all times. 5. A Page tries to be a good citizen. 6. A Page is kind and polite to people. 7. A Page is clean in thought, word and deed. The Methodist Order of Knights was the official youth organisation of the Methodist Church of Australasia. It originated in Hurstville, NSW, on the 4th October 1914 by the then Mr and later Rev Alex Bray. Alex Bray was a Sunday School teacher and spoke to his class of the Knights of the Round Table. In 1917 the Order of Knights was officially recognised by the Sunday School Dept of the NSW Methodist Conference. Courts spread thoroughout Australia. In 1927 the High Court of NSW called for designs for a badge and in 1929 the General Conference of the Methodist Church of Australasia recognised the Order as an approved Organisation. In 1938 the Senior Section was organised into Degrees of Sincerity, Service and Sacrifice; the Junior Section into Pages' Degree with advancement to Esquire. In 1954 the Junior Section was reorganised into two groups: Pages 8 to 11 years and Esquires 12 to 15 years. The Knight's Motto: "Live Pure, Speak True, Right Wrong, Follow Christ the King, else wherefore born?" Courts of the Order: General Conference Department of the Christian Education - General Court - Provincial High Court - District Court - Local Court - Senior Court - Intermediate Court - Junior Court . Regalia: All members of the Intermediate and Senior Courts wore regalia consisting of a cloth shield superimposed by a cross of light and dark blue ribbons, and supported by a cloth collar. Esquire and Degree of Sincerity regalia: White collar and white shield. Degree of Service regalia: Green collar and shield. Degree of Sacrifice: Scarlet collar and shield. District Court regalia: Blue collar and gold shield. High Court regalia: Gold collar and purple shield. General Court regalia: Purple collar and shield. Officers of the local courts wore their symbols as part of their regalia. White card with red and blue text and an image of Jesus, a knight on one knee and a boy standing in front a cross and tree.methodist order of knights -
 Uniting Church Archives - Synod of Victoria
Uniting Church Archives - Synod of VictoriaDocument - Methodist Order of Knights, The Knight's Motto and The Esquire's Law
The Knight's Motto: Live pure, speak true, right wrong, follow the Christ the King - Else wherefore born? The Esquire's Law: 1. An Esquire believes in Jesus Christ as his Leader and Friend, and regularly attends a Christian Sunday School and Church. 2. An Esquire strives to attain full manhood in body, and mind, heart and spirit. 3. An Esquire is loyal 4. An Esquire is faithful and honest at all times. 5. An Esquire endeavours to be a good citizen. 6. An Esquire is kind and polite to all people. 7. An Esquire is clean in thought, word and deed. The Methodist Order of Knights was the official youth organisation of the Methodist Church of Australasia. It originated in Hurstville, NSW, on the 4th October 1914 by the then Mr and later Rev Alex Bray. Alex Bray was a Sunday School teacher and spoke to his class of the Knights of the Round Table. In 1917 the Order of Knights was officially recognised by the Sunday School Dept of the NSW Methodist Conference. Courts spread thoroughout Australia. In 1927 the High Court of NSW called for designs for a badge and in 1929 the General Conference of the Methodist Church of Australasia recognised the Order as an approved Organisation. In 1938 the Senior Section was organised into Degrees of Sincerity, Service and Sacrifice; the Junior Section into Pages' Degree with advancement to Esquire. In 1954 the Junior Section was reorganised into two groups: Pages 8 to 11 years and Esquires 12 to 15 years. The Knight's Motto: "Live Pure, Speak True, Right Wrong, Follow Christ the King, else wherefore born?" Courts of the Order: General Conference Department of the Christian Education - General Court - Provincial High Court - District Court - Local Court - Senior Court - Intermediate Court - Junior Court . Regalia: All members of the Intermediate and Senior Courts wore regalia consisting of a cloth shield superimposed by a cross of light and dark blue ribbons, and supported by a cloth collar. Esquire and Degree of Sincerity regalia: White collar and white shield. Degree of Service regalia: Green collar and shield. Degree of Sacrifice: Scarlet collar and shield. District Court regalia: Blue collar and gold shield. High Court regalia: Gold collar and purple shield. General Court regalia: Purple collar and shield. Officers of the local courts wore their symbols as part of their regalia. E3112.14.1 and E3112.14.2: White card with red and blue text and an image of Jesus, a knight on one knee and a boy standing in front a cross and tree.methodist order of knights -
 Federation University Historical Collection
Federation University Historical CollectionLetter - Correspondence, Numerous letters of different sizes relating to the Ballarat School of Mines, 1943, 1943
Numerous letters of different sizes relating to the Ballarat School of Mines in 1943. .16) Education Department Correspondence requesting registration of all male teachers for military service. List of those registered are Heseltine, Allsop, Yates, Pound, Lambert, Richards, Cornell, Sutherland, Goldsmith, Mein, Hillman, Gordon, Mullins, Wilkinson, Ferguson, Jeffrey, Paterson, Mayo, Whitla, Cotton, Warson, Bergin, Gilpin, Johnston, Trengrove, Proctor, Brew, Rowlands, Gardiner .31) Special Leave arrangements for defence Training instructors and staff on Education Training Branch letterhead. The leave relates to the Ballarat SChool of Mines' A. J. Murdock .32) Ballarat School of Mines COuncil Members, statistics, student numbers, Staff Members and salary, etc .33) R.H. Parsons of Footscray nominated as the representative of Technical School Councils .34) Edward James Quick, Maxwell Donald Gilbert and John Alexander McBride qualify for the Young Patriotic Guild .35) Ballarat School of Mines recommending increase in rates of pay for female Clerical Workers (Ruby H. Lonie, Annie A. Jones) .37) Ballarat School of Mines requesting authority for part-time appointments (William J. Meinhardt, Alan J. Murdoch, D. Metcalfe) .38) Cromwell George Bray is recommended for the Young Workers Patriotic Guild Certificate. He raised 1 pound, 2 shillings, 4 pence by selling oilcloth scraps, catching mice and doing odd jobs, cleaning drains and taps. .39) Stanley Robert Marshall is recommended for the Young Workers Patriotic Guild Certificate. He raised 1 pound by running messages and doing odd jobs. .40) Extension of J.M. Sutherland's appointment at the Ballarat School of Mines .41) Pre-Nursing Education Course for Girls' School .42) Douglas Philip Campbell and Raymond George Colbourne are recommended for the Young Workers Patriotic Guild Certificate. .43) Report on holders of Senior Technical Scholarships attending the Ballarat School of Mines (Geoffrey Biddington, Bill Carroll, Douglas George Dean, Robert James Egginton, Percival David Fisher, Norman Ludbrook, Maxwell Pescott, Ernest J. Poppins, Lindsay Wallis, Joy Martin) .44) Visit to the Ballarat School of Mines concerning proposed new workshop units .45) Promotion of G.W. Cornelleducation department defence training branch, world war two, a.j. murdoch, fred l. gray, william baragwanath, t.a.l. farr, h.b. george, b.a. john, a.w. lynch, f. middleton, a.w. nicholson, g.k. sutton, m.g. beanland, v.c. jones, m.b. john, d. maxwell, n. mchutchison, j. smail, l.j. wilson, technical education, ballarat school of mines, george m. downing, geoffrey w. crouch, douglas e. hale, amel r. gordon, alan h. gilpin, jack w. sandall, harold j. hassell, andrew j.e. campbell, dressmaking, ballarat junior technical school, art courses, edward james quick, maxwell donald gilbert, john alexander mcbride, young patriotic guild, f.w. ferguson, ruby h. lonie, annie a. jones, william j. meinhardt, alan j. murdoch, d. metcalfe, cromwell george bray, stanley robert marshall, young workers patriotic guild certificate, j.m. sutherland, nursing, douglas philip campbell, raymond george colbourne, g.w. cornell, geoffrey biddington, bill carroll, douglas george dean, robert james egginton, percival david fisher, norman ludbrook, maxwell pescott, ernest j. poppins, lindsay wallis, joy martin, heseltine, allsop, yates, pound, lambert, richards, cornell, sutherland, goldsmith, mein, hillman, gordon, mullins, wilkinson, ferguson, jeffrey, paterson, mayo, whitla, cotton, warson, bergin, gilpin, johnston, trengrove, proctor, brew, rowlands, gardiner, airforce, ballarat school of mines, f.g. procter, gladstone procter, military service, annie jones -
Tarnagulla History Archive
Photograph - Photograph: Company's Dam and Flour Mill, Tarnagulla, c. 1880 - 1920
Williams Family Collection. On the 20th December 1873 it was reported in the Tarnagulla Courier that arrangements were being made for the erection of a steam flour mill at Tarnagulla. Mr Bristol had purchased the necessary plant which would be erected with as little delay as possible. The site chosen was the premises occupied previously by Mr John Pierce, grocer and wine and spirit merchant, at the corner of King and Commercial Road. These premises were incorporated in the mill building. Suitable buildings for receiving and storing grain and flour had been erected already. On 10th January, 1874 an advertisement in the Courier called for tenders from masons, bricklayers and carpenters for the erection of a flour mill at Tarnagulla for H. C. Bristol, Esq. with all enquiries to be made from G. Minto, Engineer. In December 1881 the proprietors made a request to the Tarnagulla Borough Council for permission to lay pipes to the Municipal Dam, which was generally known as the Company's Dam, and to obtain water from the dam for milling purposes. This was granted. Steam was got up for the first time on 30th of March, 1882. A large quantity of wheat was stored ready for milling. Just prior to 29th of April 1882 the boiler at the mill burst, as the result of which two men, J. H. Smith and W. Hargreaves died and H. Joyce Bousfield, senior and junior, were seriously injured. The mill commenced operations on 13th June, 1882 with Mr W Fitzgerald as manager. The price offered for wheat was thirty-seven pence per bushell. It operated with grinding stones until considerable renovations were done in the early part of 1899 when new rollers and more up to date equipment installed. The mill was then known as the Tarnagulla Flour Mill Co., with Thos. Comrie as proprietor, Mr Fitzgerald was still manager, and Mr T. Leonard was the traveller. Much new equipment was put in and each of the three floors had different processes. The rollers were on the ground floor, the purifiers and elevators reel were on the second floor, plus the clean wheat bin directly over the Ganz rollers. On the top floor was the chop reel, bran reel, inter-elevator reels, brush machine cyclone sack hoist, dirty wheat shaker, clean wheat bin, dust rooms and also double damping rooms. A plant was also erected for the making of an improved quality of wheaten meal, for which purpose special machinery was procured and a pair of stones was left for grinding the meal. A complete plant for the crushing of oats etc was also erected. The driving power of the mill was supplied by a new engine complete with 16 inch cylinder, manufactured and erected by Bousfield & Co. of Eaglehawk. It was fitted with Pickering governors, connected with the cylinder was a super heater. The boiler was tested and all connections etc. overhauled, with much of it being completely renewed. There was a complete network of belts, spouts, elevators etc. all over the building, all conveniently placed. The plans etc for the new plant were drawn up by Mr J. Kilborn, manager of the firm of Bodington & Co., engineers and millwrights of Carlton, which supplied the whole of the machinery, excepting the engine. The work of erection was carried out by Mr Kilborn and his assistants to the entire satisfaction of Mr Comrie, who had gone to considerable expense to bring the mill to a completely up-todate machine, fitted with all of the most modern appliances available. An advertisement on May 6th, 1899 read: "Tarnagulla Flour Mill Co., Patent Roller Flour. Also their Digestive Wheaten Meal specially prepared for Porridge or Bread." In January 1901, 6000 bags of wheat were received weekly at the mill and it was a common sight to see the streets lined with wagons. In May 1902 the mill was lighted by gas and in July 1906 an application was made to the Tarnagulla Borough Council for permission to lay a tram track from the mill to the Railways Station. Council was agreeable to this provided suitable plans were submitted. In 1913, 15,000 bags of wheat were bought at three shillings and four pence per bushell. In January 1914 the mill was renovated. At this time 1500 bags of wheat were coming in daily, with 20,000 bags in storage. On 15th December, 1917 the mill was advertised for sale, to be sold on Friday, 21st December,.1917, on behalf of the Estate of the Late Thomas Comrie, who had died on 4th August, 1910. The Courier at that time recorded him as being responsible for the building of the mill and with being the sole proprietor. The mill was closed, apparently, for a short period. The Courier reported on 13th of September, 1918 that the mill had been sold to Mr O. Albert of Talbot and that it would re-open. An advertisement read: ALBERT. O. & SON, MILLERS. During 1920 the mill was closed and pulled down. It was later re-erected at Mildura where it operated for many years. (by Donald Clark)Monochrome photograph depicting view of Company's Dam and the flour mill in Tarnagulla. Handwritten on reverse: 'J. Caldwell and photographer's stamp 'C. Bock Photo Tarnagulla'.tarnagulla -
Tarnagulla History Archive
Postcard - Photographic postcard: Company's Dam and Flour Mill, Tarnagulla, c. 1880 - 1920
Williams Family Collection. On the 20th December 1873 it was reported in the Tarnagulla Courier that arrangements were being made for the erection of a steam flour mill at Tarnagulla. Mr Bristol had purchased the necessary plant which would be erected with as little delay as possible. The site chosen was the premises occupied previously by Mr John Pierce, grocer and wine and spirit merchant, at the corner of King and Commercial Road. These premises were incorporated in the mill building. Suitable buildings for receiving and storing grain and flour had been erected already. On 10th January, 1874 an advertisement in the Courier called for tenders from masons, bricklayers and carpenters for the erection of a flour mill at Tarnagulla for H. C. Bristol, Esq. with all enquiries to be made from G. Minto, Engineer. In December 1881 the proprietors made a request to the Tarnagulla Borough Council for permission to lay pipes to the Municipal Dam, which was generally known as the Company's Dam, and to obtain water from the dam for milling purposes. This was granted. Steam was got up for the first time on 30th of March, 1882. A large quantity of wheat was stored ready for milling. Just prior to 29th of April 1882 the boiler at the mill burst, as the result of which two men, J. H. Smith and W. Hargreaves died and H. Joyce Bousfield, senior and junior, were seriously injured. The mill commenced operations on 13th June, 1882 with Mr W Fitzgerald as manager. The price offered for wheat was thirty-seven pence per bushell. It operated with grinding stones until considerable renovations were done in the early part of 1899 when new rollers and more up to date equipment installed. The mill was then known as the Tarnagulla Flour Mill Co., with Thos. Comrie as proprietor, Mr Fitzgerald was still manager, and Mr T. Leonard was the traveller. Much new equipment was put in and each of the three floors had different processes. The rollers were on the ground floor, the purifiers and elevators reel were on the second floor, plus the clean wheat bin directly over the Ganz rollers. On the top floor was the chop reel, bran reel, inter-elevator reels, brush machine cyclone sack hoist, dirty wheat shaker, clean wheat bin, dust rooms and also double damping rooms. A plant was also erected for the making of an improved quality of wheaten meal, for which purpose special machinery was procured and a pair of stones was left for grinding the meal. A complete plant for the crushing of oats etc was also erected. The driving power of the mill was supplied by a new engine complete with 16 inch cylinder, manufactured and erected by Bousfield & Co. of Eaglehawk. It was fitted with Pickering governors, connected with the cylinder was a super heater. The boiler was tested and all connections etc. overhauled, with much of it being completely renewed. There was a complete network of belts, spouts, elevators etc. all over the building, all conveniently placed. The plans etc for the new plant were drawn up by Mr J. Kilborn, manager of the firm of Bodington & Co., engineers and millwrights of Carlton, which supplied the whole of the machinery, excepting the engine. The work of erection was carried out by Mr Kilborn and his assistants to the entire satisfaction of Mr Comrie, who had gone to considerable expense to bring the mill to a completely up-todate machine, fitted with all of the most modern appliances available. An advertisement on May 6th, 1899 read: "Tarnagulla Flour Mill Co., Patent Roller Flour. Also their Digestive Wheaten Meal specially prepared for Porridge or Bread." In January 1901, 6000 bags of wheat were received weekly at the mill and it was a common sight to see the streets lined with wagons. In May 1902 the mill was lighted by gas and in July 1906 an application was made to the Tarnagulla Borough Council for permission to lay a tram track from the mill to the Railways Station. Council was agreeable to this provided suitable plans were submitted. In 1913, 15,000 bags of wheat were bought at three shillings and four pence per bushell. In January 1914 the mill was renovated. At this time 1500 bags of wheat were coming in daily, with 20,000 bags in storage. On 15th December, 1917 the mill was advertised for sale, to be sold on Friday, 21st December,.1917, on behalf of the Estate of the Late Thomas Comrie, who had died on 4th August, 1910. The Courier at that time recorded him as being responsible for the building of the mill and with being the sole proprietor. The mill was closed, apparently, for a short period. The Courier reported on 13th of September, 1918 that the mill had been sold to Mr O. Albert of Talbot and that it would re-open. An advertisement read: ALBERT. O. & SON, MILLERS. During 1920 the mill was closed and pulled down. It was later re-erected at Mildura where it operated for many years. (by Donald Clark)Photographic postcard, front image depicting view of Company's Dam and the flour mill in Tarnagulla. Handwritten on reverse: 'A Merry Christmas and a Happy New Year, E. Bool' and photographer's stamp 'C. Bock Photo Tarnagulla'.tarnagulla -
 Victoria Police Museum
Victoria Police MuseumPhotograph (Frederick Deeming)
In March 1892, Melbourne Butcher John Stamford took a prospective tenant to a house he owned at 57 Andrew Street Windsor. He noticed a 'disagreeable smell' coming from the front rooms. Suspecting foul play, Stamford called the police who quickly discovered a decomposing body and partially clad body of a young woman in a shallow grave under the fireplace. 'Her skull had been shattered and her throat cut'. Two detectives, Sergeants Considine and Cawsey, began investigations. The previous tenant, a 'Mr. Druin' who had rented the house had since disappeared was the main suspect. 'Druin' had arrived in Australia from England as 'Albert Williams' in December 1891 with his 24 year old wife Emily Mather. The body was Emily's. The crime scene investigation proved difficult as the suspect - whatever his real name- had cleaned up the scene very carefully. Much later it was discovered that the suspect was in fact Frederick Bayley Deeming, a former sailor born in Birkenhead, Cheshire, in 1854. In 1881, Deeming deserted his ship and lived in Sydney where he married and had a family. Deeply in debt, he later burned his business down to claim its insurance value and fled to South Africa before he could be arrested. He is believed to have committed numerous frauds and murders in Africa. Eventually found in Uruguay, he spent time in prison in England for fraud. After being released he married Emily and returned to Australia. After leaving England, British police began investigating him over the murder of Mrs Marie Deeming and her four children. Now using another alias, 'Baron Swanston', Deeming was arrested in Western Australia before he left the country in the company of a young woman, Kate Rounsefell, whom he planned to marry. It seems Kate would have been his next murder victim. Brought back to Victoria, in May 1892, Deeming went on trail for the murder of Emily Mather. Despite a strong defense conducted by a brilliant young barrister and 3 times Australian Prime Minister Alfred Deakin, the evidence against Deeming was overwhelming and he was found guilty. Deeming was hanged at Melbourne Gaol on 23 May 1892. He was known to be responsible for at least 6 murders and may have committed others. Black and white photograph backed onto black backing board showing a man in a long coat and top hat with his hands in his pockets and a moustachefrederick deeming, emily mather, murders -
 Victoria Police Museum
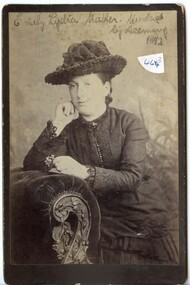
Victoria Police MuseumPhotograph (Emily Mather)
In March 1892, Melbourne Butcher John Stamford took a prospective tenant to a house he owned at 57 Andrew Street Windsor. He noticed a 'disagreeable smell' coming from the front rooms. Suspecting foul play, Stamford called the police who quickly discovered a decomposing body and partially clad body of a young woman in a shallow grave under the fireplace. 'Her skull had been shattered and her throat cut'. Two detectives, Sergeants Considine and Cawsey, began investigations. The previous tenant, a 'Mr. Druin' who had rented the house had since disappeared was the main suspect. 'Druin' had arrived in Australia from England as 'Albert Williams' in December 1891 with his 24 year old wife Emily Mather. The body was Emily's. The crime scene investigation proved difficult as the suspect - whatever his real name- had cleaned up the scene very carefully. Much later it was discovered that the suspect was in fact Frederick Bayley Deeming, a former sailor born in Birkenhead, Cheshire, in 1854. In 1881, Deeming deserted his ship and lived in Sydney where he married and had a family. Deeply in debt, he later burned his business down to claim its insurance value and fled to South Africa before he could be arrested. He is believed to have committed numerous frauds and murders in Africa. Eventually found in Uruguay, he spent time in prison in England for fraud. After being released he married Emily and returned to Australia. After leaving England, British police began investigating him over the murder of Mrs Marie Deeming and her four children. Now using another alias, 'Baron Swanston', Deeming was arrested in Western Australia before he left the country in the company of a young woman, Kate Rounsefell, whom he planned to marry. It seems Kate would have been his next murder victim. Brought back to Victoria, in May 1892, Deeming went on trail for the murder of Emily Mather. Despite a strong defense conducted by a brilliant young barrister and 3 times Australian Prime Minister Alfred Deakin, the evidence against Deeming was overwhelming and he was found guilty. Deeming was hanged at Melbourne Gaol on 23 May 1892. He was known to be responsible for at least 6 murders and may have committed others. Black and white photograph backed onto black board showing a lady in dark clothing and hat resting with her right elbow on the arm of a lounge. Woman is holding a small sprig of flowers in her left handEmily Lydia Mather. Murdered by Deeming 1892 (in black ink along top of photograph)frederick deeming, emily mather, murders -
 Victoria Police Museum
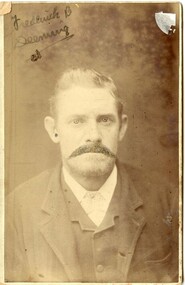
Victoria Police MuseumPhotograph (Frederick Deeming)
In March 1892, Melbourne Butcher John Stamford took a prospective tenant to a house he owned at 57 Andrew Street Windsor. He noticed a 'disagreeable smell' coming from the front rooms. Suspecting foul play, Stamford called the police who quickly discovered a decomposing body and partially clad body of a young woman in a shallow grave under the fireplace. 'Her skull had been shattered and her throat cut'. Two detectives, Sergeants Considine and Cawsey, began investigations. The previous tenant, a 'Mr. Druin' who had rented the house had since disappeared was the main suspect. 'Druin' had arrived in Australia from England as 'Albert Williams' in December 1891 with his 24 year old wife Emily Mather. The body was Emily's. The crime scene investigation proved difficult as the suspect - whatever his real name- had cleaned up the scene very carefully. Much later it was discovered that the suspect was in fact Frederick Bayley Deeming, a former sailor born in Birkenhead, Cheshire, in 1854. In 1881, Deeming deserted his ship and lived in Sydney where he married and had a family. Deeply in debt, he later burned his business down to claim its insurance value and fled to South Africa before he could be arrested. He is believed to have committed numerous frauds and murders in Africa. Eventually found in Uruguay, he spent time in prison in England for fraud. After being released he married Emily and returned to Australia. After leaving England, British police began investigating him over the murder of Mrs Marie Deeming and her four children. Now using another alias, 'Baron Swanston', Deeming was arrested in Western Australia before he left the country in the company of a young woman, Kate Rounsefell, whom he planned to marry. It seems Kate would have been his next murder victim. Brought back to Victoria, in May 1892, Deeming went on trail for the murder of Emily Mather. Despite a strong defense conducted by a brilliant young barrister and 3 times Australian Prime Minister Alfred Deakin, the evidence against Deeming was overwhelming and he was found guilty. Deeming was hanged at Melbourne Gaol on 23 May 1892. He was known to be responsible for at least 6 murders and may have committed others. Medium sized photograph of Frederick Deeming with a moustache drawn on the image in inkFrederick B. Deeming (on image in black ink)frederick deeming, emily lydia mather, murders -
 Coal Creek Community Park & Museum
Coal Creek Community Park & MuseumMedical dressing
TROVE : Advocate (Melbourne, Vic. : 1868 - 1954), Saturday 29 March 1919, page 6. For Perfuming the Living or Sick Rooms, for Special Services, High, Mass, Requiem Service, and Benediction. "SANAX" Fragrant Pastille; ignite easily and burn steadily, emitting delightful fumes of fragrant incense. Every home should have them. All Chemists, or BURROWS PHARMACY, 5 Brunswick St., FITZROY. TROVE : Age (Melbourne, Vic. : 1854 - 1954), Saturday 16 August 1941, page 4 SITUATIONS VACANT. ADVERTISERS …………Girl Packer, about 18 yrs. The Sanax Co., 5 Brunswick-street, Fitzroy. City…….. Manila coloured cardboard box printed in dark brown and orange containing a pink coloured lint cloth.Box. Side 1. 'SANAX (logo) BORACIC LINT. As a compress. Dip in very hot water, wring out in a clean towel, and apply hot, then cover with Absorbent Cotton and bandage. Smear with Carbolised Petrolatum as a Dressing for wounds. THE SANAX CO. Manuf. Chemists Melbourne Reg'd Office : 5 Brunswick Street, Fitzroy, N.6.' Side 2. 'THERE'S A "SANAX" FIRST AID CASE for every purpose 27 Distinct Patterns to choose from. No. 1 "Sanax" First Aid For Factories, Home etc. No. 1a "Sanax" First Aid For the Home, Farm, School No. 2 "Sanax" First Aid For Factories, Mines, Quarries No. 4 "Sanax" First Aid (Portable) For Sports Clubs, Scouts, Guides No. 5 "Sanax" First Aid For Mines, Racing & Football Clubs No. 7 "Sanax" First Aid (Portable) For the Farm, Home or Sports Field No. 9 "Sanax" First Aid (Portable) For the Motor Car No. 11 "Sanax" First Aid (Pocket Size) For Boy Scouts, Girl Guides No. 20 & 25 "Sanax" First Aid (Portable) For the Motorist. Side 3. USE "SANAX" ACHE TABLETS for ALL PAINS ACHES and FEVERS - SAFE and EFFECTIVE. Side 4 Keep "Sanax" First Aid Dressing handy , for small wounds, cuts, cracked hands, and abrasions. It forms an antiseptic healing skin over the damaged part. Sole Makers The SANAX Co. Melbourne. Side 5. TRADE "SANAX" MARKwound dressing, lint cloth -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, Pre 1974
Phenyle has been used for decades as a cleaner and disinfectant. It is well know for its use for cleaning outdoor toilets and easily identified by its strong odour. The brown glass bottle is immediately recognised as containing a poison. We've all seen them in a hundred different mystery movie scenes. The medicine cabinet opens and there, sitting on a shelf, is the incriminating object -- the ominous dark bottle with the skull and crossbones on the label. In off-screen reality, however, poison bottles have quite a different identity -- they are distinctive, varied, colorful -- and definitely collectible. Obviously, the one thing that sets the poison bottle apart from all other bottles is the need for prominent and immediate identification as a receptacle for toxic material, and this was achieved in a number of ways, including shape, color, embossing and labeling. Poisons were commonly found in the home for the purpose of controlling rodents and other pests, and were sold by grocers and druggists. For consumer protection, as far back as 1829, New York State made mandatory the marking of the bottles with the word "poison" in large letters. Then, in the middle of the 19th century, the American Pharmaceutical Association recommended legislation regarding identification of all poison bottles. In 1872 the American Medical Association also made recommendations -- namely that poison bottles be made of colored glass, and also have a rough surface on one side -- making them identifiable even in the dark -- and the word "poison" visible on the other (the skull and crossbones wasn't quite as ubiquitous as those movies led us to believe). However, passing these laws was not easy, and the manufacturers were essentially left to do as they wished. For collectors, the high point of poison bottle manufacturing was the period ranging roughly from the 1870s to the 1930s. At that time some, of the bottles were distinguished by particularly bright colors, such as cobalt blue (the most common) and emerald green. Others, particularly rare and collectible, had unusual -- and appropriate -- shapes, including skulls, leg bones and coffins. In order to better identify these lethal vessels by feel (not forgetting that there were many people in this period who could not read) when groping for them in the dark, they had such elaborate tactile patterns as quilted diamonds, lattices, hobnails and prominent vertical or horizontal ribbing, as well as spiky knobs and ridges. In addition, many had sharp points on top for the same precautionary purpose. Further efforts to distinguish poison bottles from others included uncommon multisided and triangular shapes, and unusual, hard-to-open tops, the predecessors of the modern child-proof openings. https://www.southcoasttoday.com/story/lifestyle/2001/08/19/poison-bottles-steeped-in-history/50352280007/The recognition and awareness of bottles containing poisonpous substances is extremely important for safety reasons.Bottle, brown glass, diamond shaped. "Bright Star" phenyle. Paper label attached, but peeling off and badly damaged. Corked with contents. Text moulded into glass, some with a border of stars. Poisonous contents, not to be taken. Registered Number 2140. Volume is 20 fluid ounces. Printed label "Bright Star". Text is moulded in the glass in raised lettering: "PHENYLE" outlined and decorated with star border. "POISONOUS", "NOT TO BE TAKEN" "V / DM / A" within oval, "REGD NO. 2140" (D and O are smaller and underlined) . Base is marked "F190".flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, bright star, phenyl, cleaning and disinfecting chemical, poison, bottles -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Stoneware Demijohn, Bendigo Pottery , 1904-1930s
This Sharpe Bros. one gallon stoneware Demijohn is in excellent condition and includes its original stopper. It was made between 1904 and 1930, the date from the patent of the handle until the time that the factory no long produced returnable items. The bottle was once part of Dr W.R. Angus' household and is part of the W.R. Angus Collection and could have been purchased from Warrnambool's Sharpe Bros. factory. SHARPE BROS. 1903-1972- The first Sharpe Bros. cordial factory was opened in Dunedin, New Zealand, in 1903 by English prohibition brothers John and Percy Sharpe. Sharpe Bros. made ‘health’ beverages that were non-alcoholic drinks such as ginger beer, ginger ale, lime juice, soda and cordials. The containers of these drinks were not sold with the drinks but were marked as returnable items, to be cleaned and re-used, until this practice ceased in the 1930s. Sharpe Bros. made a niche in the soft drink market by delivering drinks by horse and cart to its customers’ homes. John Sharpe patented the unique wire spiral handle in 1904. By 1905 the New Zealand company also had factories in Australia. By 1910 the company had over 20 factories including Wanganui, New Zealand; Adelaide, Albury, Ballarat, Bathurst, Forbes, Geelong, Goulburn, Lithgow, Melbourne, Newcastle, Orange, Sydney, Tamworth, Warrnambool and Wollongong. The Warrnambool factory was established in 1919 and existed until 1951. The company won awards at Australian exhibitions for its carbonated drinks, including First Prize for its ginger beer made in the Brisbane factory. The company was taken over in 1962 by Tarax Drinks Holdings Ltd, which was in turn taken over by Cadbury Schweppes in 1972. W.R. Angus Collection- The W R Angus Collection spans from 1885 to the mid-1900s and includes historical medical and surgical equipment and instruments from the doctors Edward and Thomas Ryan of Nhill, Victoria. Dr Angus married Gladys in 1927 at Ballarat, the nearest big city to Nhill where he began as a Medical Assistant. He was also Acting House surgeon at the Nhill hospital where their two daughters were born. He and his family moved to Warrnambool in 1939, where Dr Angus operated his own medical practice. He later added the part-time Port Medical Officer responsibility and was the last person appointed to that position. Dr Angus and his wife were very involved in the local community, including the early planning stages of the new Flagstaff Hill, where they contributed to the layout of the gardens. Dr Angus passed away in March 1970.This stoneware Demijohn is connected to the history of Warrnambool, as it was owned by the daughter of Dr W. R. Angus and his wife Gladys. It is part of the W.R. Angus Collection, which is notable for still being located at the site connected to Doctor Angus, Warrnambool’s last Port Medical Officer. It is also connected through its manufacturer Sharpe Bros. which had a branch in Warrnambool from 1919 to 1951, overlapping the time when the Angus family resided there from 1939 to the 1970s. The bottle is also significant as an example of the early-20th-century beverages found in local households and could have been purchased from the local Sharpe Bros. factory.This stoneware Demijohn is glazed, with a brown neck with internal thread and shoulders and a cylindrical cream base. The one gallon bottle has a flat, black stopper with a cork stem and a rubber, threaded tip. The ‘U’ shaped wire carry handle has a spiral of wire around the handpiece. An overhanging lip is on top of the bottle’s short neck above its rounded shoulder. The clay has been joined at the base of the neck, shoulder and body. The underneath is unglazed. The brown glazing on the shoulder has a run mark. Inscriptions are on the stopper and bottle. This container is part of the W.R. Angus Collection.Stamped in black on the shoulder: “KEEP THE / STOPPER TIGHT” Stamped in black on the body: “THIS JAR IS THE ABSOLUTE PROPERTY OF AND MUST BE RETURNED TO SHARPE BROS. AUSTRALIA / & NEW ZEALAND. ORIGINAL & LARGEST HYGIENIC BREWERY. CAUTION Persons Damaging, Willfully Retaining, Trading with or Misappropriating the Use of this Jar WILL BE PROSECUTED “ Stamped in script writing: “Sharpe Bros. TRADE - - - ED “ Embossed on the stopper: “AUSTRALIA AND NEW ZEALAND, SHARPE BROS.”flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, dr w r angus, dr roy angus, dr ryan, sharpe bros., bendigo pottery, bottle, stoneware bottle, demihohn, one gallone bottle, soft drink, non-alcoholic drink, drink container, jar, jug, warrnambool soft drink, hygienic brewery, cordial factory, new zealand, australia, john sharpe, percy sharpe, non-alcoholic, spiral wire handle, ginger beer, w.r. angus collection, demijohn -
 Ballarat and District Irish Association
Ballarat and District Irish AssociationImage, Life in Ireland - A Farmer's Cabin, c1864
The tenant lived at the mercy of the resident landlord. Home was a one-roomed house, a chimney of wicker work plastered over with mud or just a hole in the roof. The walls might consist of mud too, or sods of grass. Any windows, were rarely glazed and would be open to the elements all year round. The Pig, if any, was kept in the house, the most valuable possession. Sold for cash at local market. The main items in the house were a potato pot and water bucket. As well as mother, father and children, there could well be grandparents all living in the same cramped conditions. The family would sleep on rushes or straw lain on the floor. Most tenants were tenants 'at will ', which meant they could be evicted at the 'will' of the landlord. Some had a lease for the life of the father and the eldest son, and this meant they were relatively safe from eviction as long as they could pay their rent. There was a tradition of passing on a portion of your land from father to each of the sons, who would build a small dwelling, and in turn pass a portion onto their own sons. This cycle of subdivision meant that many families were surviving on a tiny plot of land from which to derive a crop of potatoes for the year. Women worked hard in this environment, rearing children, cooking, cleaning, tending to any animals such a pigs or chicken and when needed, helping in the potato field. Life was dictated by the annual rent due to the landlord. Other typical expenses could be the Hearth Tax (actually charged by the number of fire places in a house) Turf, Hay (for any farm animals) and tithes. A tax known as the tithes were calculated at one tenth the value of everything saleable. Tithes were a bitter issue. They were for the support of the Church of Ireland, Protestant Bishops and Ministers, and a cess tax for the construction and maintenance of Protestant Church buildings. The problem being that the vast majority of those paying the Tax were Catholic and paying to support something that was contrary to their beliefs. Potatoes were the staple diet from September through to the end of Spring of the following year. But the summer months were months of hunger and hardship as they waited for the following harvest to come in Autumn. During these months people had to resort to eating anything they could find; turnips, cabbage, even wild grass, nettles, wild berries and dandelions. Those who lived close to the sea would collect seaweed and use it spread on their land as a form of manure. The dependency of so much of the population on the Potato as their sole source of food was to prove disastrous during the Famine years. [http://www.youririshroots.com/irishhistory/tenant.php, accessed 14 December 2013]A woman spins wools, while another cards fleece in preparation for spinning. I man smokes a pipe by an open fireplace, while a cow takes shelter in the cabin for warmth. ballarat irish, cabin, spinning, wool, cow -
 Kyneton RSL Sub Branch
Kyneton RSL Sub BranchWWI CARTRIDGE, WWI 1914-18
Pte Evan Edward Jones (No 276) and his younger brother Pte Edward Jones (No 1731) were both members of the 29 Infantry Battalion during World War 1. They enlisted in 1915 in Kyneton where they grew up. Edward enlisted after approval was given by his mother as he was not quite 21. He did not survive the war as he was killed by a sniper in France in 1916. It was Private Edward Jones’ love of adventure that cost him his life. In the trenches in France on 16 August 1916, beside his brother, Private Evan Edward, he raised his head and was caught by a German sniper. The brothers were side by side, and it was suggested to their sergeant that he should take a short rest; they had been 36 hours without sleep. The sergeant said “Oh no, I won’t leave you fellows.” Private Jones said “If I got a chance of a shut eye I’d take it.” He raised his head over the parapet and a German sniper caught him in the forehead, and shut his eyes forever. With difficulty his brother was restrained from rushing over the top for revenge. Evan survived the war, serving in France and Belgium. Some of his letters, together with other memorabilia, have been donated to the RSL by family members. One letter to his wife describes how a bullet hit a cartridge in his pouch but missed his body. Cartridges, the bullet and the piece of shrapnel are also included with the donated items. Part of one of Evan’s letters to his wife is re-printed here. “This bullet is the nearest thing as ever … since I have been in France. I wondered what struck me when it hit me, or rather hit the cartridge that was in my pouch. If it had been an inch or two higher it would have come through my body…the wish bone is from the fowl we had for supper last night, one of the boys bowled the fowl over with a stone so we got to work and cleaned and cooked it and it was just the thing. I got the wishbone so I thought it would be a good souvenir to send home…don’t forget to wish something nice with the wishbone.” Both boys had a strong sense of adventure and it was only natural that they fought and died for King and country. Original letters, photographs and documents have been copied for preservation. *Items donated by John and Phyllis Adams will form part of the World War One commemorative display at the Sub-Branch for Anzac Day 2015. The Jones boys grew up in the Kyneton area and enlisted in the AIF in Kyneton in 1915World War I cartridge damaged by another bullet. K15 VII on base of cartridge casingww1, pte evan jones, pte edward jones,, letters from the front -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncDomestic object - Haeusler Collection Lactogen baby formula measuring spoon c.1920s
The Wodonga Historical Society Haeusler Collection provides invaluable insight into life in late nineteenth and early twentieth century north east Victoria. The collection comprises manuscripts, personal artefacts used by the Haeusler family on their farm in Wodonga, and a set of glass negatives which offer a unique visual snapshot of the domestic and social lives of the Haeusler family and local Wodonga community. The Haeusler family migrated from Prussia (Germany) to South Australia in the 1840s and 1850s, before purchasing 100 acres of Crown Land made available under the Victorian Lands Act 1862 (also known as ‘Duffy’s Land Act’) in 1866 in what is now Wodonga West. The Haeusler family were one of several German families to migrate from South Australia to Wodonga in the 1860s. This item is a Nestlé Lactogen baby formula measuring scoop used in the preparation of formula for bottle feeding. It was used by Ilma Margaret Ernestine Haeusler (née Tasker, b.1900 in Tallangatta) to feed her son Alfred who was born in 1922. Ilma died in childbirth in 1928. This measuring spoon is one of several objects in the Haeusler Collection concerning early childhood that provide insight into family and home life in early twentieth century Wodonga. The first fully artificial infant milk formula, Farine Lactee, was developed in the 1860s. Companies continued to attempt to develop synthetic formulas which nutritionally replicated human breast milk in the decades that followed. Nestlé began producing Lactogen in 1921. It was marketed to women as a nutritionally superior substitute for breast milk, and as a nutritional supplement for breast feeding mothers. From the 1920s, when the Haeusler Collection measure was produced and used, Nestlé employed nurses in major Australian cities to promote Lactogen and its supposed health benefits to new mothers. They also used print advertisements to offer free product samples and instruction booklets advising on pregnancy and infant care for the same purpose. Nestlé was formed in 1905 by the merger of the Anglo-Swiss Milk Company, established in 1866 by brothers George and Charles Page, and Farine Lactée Henri Nestlé, founded in 1866 by Henri Nestlé. The company grew significantly during the First World War and again following the Second World War, expanding its offerings beyond its early condensed milk and infant formula products. In the twenty-first century, Nestlé has faced criticism and boycotts over its decision to market baby formula as an alternative to breastfeeding in developing countries. The adoption of bottle feeding in countries without access to clean water and sanitation infrastructure has contributed to high infant mortality rates. This item has well documented provenance and a known owner. It forms part of a significant and representative historical collection which reflects the local history of Wodonga. It contributes to our understanding of domestic and family life in early twentieth century Wodonga, as well as providing interpretative capacity for themes including local history, social history, and women’s history.Silver toned alloy measuring spoon for Lactogen infant formula, produced by food and drink manufacturing company Nestlé. Embossed with the Lactogen brand name, and teaspoon and tablespoon measurements. "LACTOGEN MEASURE" on central handle/"TABLESPOON" on large inner scoop/"TEASPOON" on small inner scoopchildren, babies, household, domestic, motherhood, family, kitchen -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware