Showing 8612 items
matching london-uk
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Religious Book, James Semple, The Holy Bible: The Old Testament and The New Testament, c. 1875
A Holy Bible of this size and design was a common possession to be brought to Australia with migrating families. Part of family routine in a Victorian home would included the head of the family reading a passage from the Bible to the family. A Bible was a prized possession. It often included inserts of family records, and children would use the text to learn to read.This Bible is of cultural significance, representing part of family routine, religious beliefs and basic life principals.Book, the Holy Bible, has hard brown, heavily bound cover with gold embossing. The book has two brass locking clips on the open side. Pages have gilt edges. Printed in Glasgow by James Semple. The book has additional notes by Rev Gen Leo Haydock. It has been translated from the Latin Vulgate. Published c. 1875flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, the holy bible the old testament and the new testament, bible, book, religion, holy bible, rev geo leo haydock, latin vulgate, family bible -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Plate, Minton Potteries, ca 1878
This plate is one of a collection of plates with the Asiatic Pheasant design from recovered from the wreck o the Loch Ard. A brief history of the Loch Ard (1873-1878): - The sailing ship Loch Ard was one of the famous Loch Line ships that sailed from England to Australia. Barclay, Curdle and Co. built the three-masted iron vessel in Glasgow in 1873. It had sailed three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of recently married, 29-year-old Captain Gibbs. It was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, and a heavier load of railway irons, cement, lead and copper. Other cargo included items intended for display in the Melbourne International Exhibition of 1880. The Loch Ard had been sailing for three months and was close to its destination on June 1, 1878. Captain Gibbs had expected to see land at about 3 am but the Loch Ard ran into a fog that greatly reduced visibility and there was no sign of land or the Cape Otway lighthouse. The fog lifted at 4 am and the sheer cliffs of Victoria's west coast were much closer to them than Captain Gibbs expected. He tried to manage the vessel but failed and the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. The top deck loosened from the hull, and the masts and rigging crashed down, knocking passengers and crew overboard. The lifeboat was launched by Tom Pearce but crashed into the side of Loch Ard and capsized. He clung onto its overturned hull and sheltered under it. He drifted out to sea and the tide brought him back to what is now called Loch Ard Gorge. He swam to shore and found a cave for shelter. A passenger, Eva Carmichael, had raced onto the deck to find out what was happening and was confronted by towering cliffs above the ship. She was soon swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He swam out and dragged her to the shelter of the cave. He revived her with a bottle of brandy from a case that had washed up on the beach. Tom scaled a cliff in search of help and followed some horse hoof prints. He came from two men from Glenample Station, three and a half miles away. He told the men of the tragedy and then returned to the gorge while the two men rode back to the station to get help. They reached Loch Ard Gorge and took the two shipwreck survivors to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome and was presented with a medal and some money. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. This plate is significant for its connection to the potters Minton. It is also significant for its connection with the wreck of the sailing ship Loch Ard. The Loch Ard shipwreck is significant for Victoria and is registered on the Victorian Heritage Register (S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulations of artefacts from this notable Victorian shipwreck. The group gives a snapshot of history, enabling us to interpret the story of this tragic event and the lives of the people involved. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allow us to interpret Victoria's social and historical themes of the time. The collection's historical significance is that it is associated unfortunately with the worst and best-known shipwreck in Victoria's history.China dinner plate, scalloped rim. Floral arrangement with Asiatic Pheasant design, made by Middleport Pottery. Recovered from the wreck of the Loch Ard. Within cartouche "B & L / MIDDLEPORT POTTERY" and an 'L" handwritten in black pen.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, shipwreck coast, great ocean road, plate, minton, loch ard, asiatic pheasant design -
 Flagstaff Hill Maritime Museum and Village
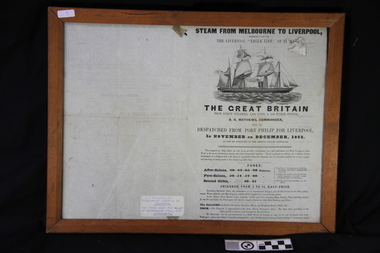
Flagstaff Hill Maritime Museum and VillageDocument - Framed Pamphlet, The Great Britain, ca. 1852
The poster advertises the new ship "The Great Britain", built in 1852 and owned by the Eagle Line of steam packets, sailings between Australia and Liverpool, and other vessels owned by the company. The Great Britain was an iron screw steamer, 3,500 tons, & 500 horse power, built for the Eagle Line in 1852 and its Commander was B.L. Matthews. Passengers had a choice of accommodation; the After-Saloon, Fore-Saloon and Second Cabin. A scale on the poster lists the provision of food for each day of the week, for Fore-Saloon and Second Cabin passengers. The lists of agents English and Australian offices.The poster is significant for its connection to migration between England and Australia in the 1850's. The information includes the rationing of food on a daily basis to different classes of passengers, and the class distinctions made for accommodation, and provision made for children and servants. The poster also connects to the various ships of the Eagle Line and the captains of the ships.Double-sided printed pamphlet, behind glass on both sides, with a timber outer frame. The pamphlet is about the sailing of the new packet steamer "Great Britain". dispatched from Port Phillip (Melbourne, Victoria) to Liverpool (England) in 1852. Lind drawing of a sailing ship on water. Tables of Provisions for Fore Saloon Passengers, Second Cabin Passengers, Shipping Agents and ships in the Liverpool "Eagle Line" of Packets. A label added to the poster has details of the previous owner of the poster."EAGLE LINE" "THE GREAT BRITAIN" B.R. MATTHEWS" "FARES" SCALE OF PROVISIONS FOR FORE SALOON" "AGENTS IN ENGLAND" "AGENTS IN AUSTRALIA"" GIBBS, BRIGHT & CO." SAILING SHIPS" Typed onto the label "Property of: / Shiplovers' Society of / Victoria. / See other side for scale / of provisions etc., / for passengers."flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, poster, the great britain, eagle line, steam packet, liverpool, port phillip, b.r. matthews, screw steamer, 1852, scale of provisions, fore-saloon, after-saloon, second class, gibbs bright & co., g. seymour, samuel irvan & co, h.l. allen, george pim & co., t.l. holder, j.c. matthews, yates &o corkling, r.w. winfield, davy & co, crawley & smith, octavius brown &o co., w.m. younghusband &o co, albatross, osprey, condor, eagle, falcon, petrel, salacia, zealand, bloomer, capt. geves, capt. honeyman, capt. daly, capt. boyce, capt. taylor, capt. chapman, capt. brown, capt. simonds -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Ship Log, Early 20th Century
In times past the only way to measure a ship’s speed was to throw a wood log into the water and observe how fast it moved away from the ship. In the 16th century, the log was fastened to a rope knotted at set intervals. The log was thrown over the stern (back) of the vessel and a crew member counted the number of knots that were paid out in a set time. From this, they could estimate the vessel's speed through the water. This was known as streaming the log and is also the derivation of the knot as a measurement of nautical speed. Various manufacturers of nautical equipment had sought over the years to perfect the operation of determining a ship's speed and it wasn't until Thomas Walker and his son Ferdinand developed a mechanical system that eventually made this task became easy for marine navigators. Thomas Walker & Son were internationally renowned in the manufacturing of ship logs the founding father, Thomas Walker (1805–1871), an engineer in Birmingham, patented his mechanical log in 1878 which was a recording instrument that attached to a rail at the stern of a vessel connected by a long cord with a rotor which was towed behind the ship. The instrument dial then recorded the distance travelled. Thomas Walker first went into business to manufacture stoves at 58 Oxford Street Birmingham. Walker’s self-feeding stove was widely lauded at the Paris Exhibition of 1855, winning a prize medal and kickstarting the first of many notable innovations for the Walker family's manufacturing business. However, it wasn’t until working on an earlier ship’s log model invented by his Uncle that Thomas Walker became interested in the further development of this device, used to ascertain a ship’s speed. Walker continued to improve on the common log for the company of Massey & Sons and these improvements were deemed revolutionary. This log became a firm favourite of the West India Association (a British-based organisation promoting ties and trade with the British Caribbean), being the most common log in use for two generations. It took until 1861 for Thomas Walker and his son, Thomas Ferdinand Walker (1831-1921) to patent the first Walker log of many. Together, with the introduction of the A1 Harpoon Log two years later, they established the Walker Log Business as a force to be reckoned with. By his passing in 1871, Thomas Walker Snr had not only founded a family business with considerable staying power but also instilled a tradition of public service. Having sat as a representative on the Birmingham Town Council for 15 years and played an active role in public works, he was soon given the nickname of ‘Blue Brick Walker’. Much like his father, Thomas Ferdinand Walker changed the face of the maritime industry. His patent of 1897, the ‘Cherub’ log, was a notable departure from the past providing a far more accurate reading and replacing the majority of logs of the age. They were the first to produce an electric log (Trident) and the Walker factory was one of the first to introduce the 48-hour work week for employees.The ship log was invented and made by a significant marine instrument maker and innovator of machinery. It demonstrates the huge leap taken to improve navigational accuracy at sea with an instrument that was in use for decades.Ships Log, Walker Trident electric motor, in wooden box with instructions inside box. The motor dial with electric cord is still inside box.Inscription "Admiralty patent number 3332" and "Walker Trident Electric Ship Log (Mark III), 15-25 volt". On top of lid, hand written, is "G TAYLOR"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ships log, thomas walker & son, electric ships log, marine navigation, thomas ferdinand walker, ship log -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Rocket Key, John Dennett, c. 1860s
This rocket launcher key was used with the Dennett's Rocket Launcher system to remove the end cap of the Dennett's Rocket to expose the propellant to be fused . Saving lives in Warrnambool – The coastline of South West Victoria is the site of over 600 shipwrecks and many lost lives; even in Warrnambool’s Lady Bay there were around 16 known shipwrecks between 1850 and 1905, with eight lives lost. Victoria’s Government responded to the need for lifesaving equipment and, in 1858, the provision of rocket and mortar apparatus was approved for the lifeboat stations. In 1859 the first Government-built lifeboat arrived at Warrnambool Harbour and a shed was soon built for it on the Tramway Jetty, followed by a rocket house in 1864 to safely store the rocket rescue equipment. In 1878 the buildings were moved to the Breakwater (constructed from 1874-1890), and in 1910 the new Lifeboat Warrnambool arrived with its ‘self-righting’ design. For almost a hundred years the lifesaving and rescue crews, mostly local volunteers, trained regularly to rehearse and maintain their rescue skills. They were summoned when needed by alarms, gunshots, ringing bells and foghorns. In July 1873 a brass bell was erected at Flagstaff Hill specifically to call the rescue crew upon news of a shipwreck. Some crew members became local heroes but all served an important role. Rocket apparatus was used as recently as the 1950s. Rocket Rescue Method - Rocket rescue became the preferred lifesaving method of the rescue crews, being much safer that using a lifeboat in rough seas and poor conditions. The Government of Victoria adopted lifesaving methods based on Her Majesty’s Coast Guard in Great Britain. It authorised the first line-throwing rescue system in 1858. Captain Manby’s mortar powered a projectile connected to rope, invented in 1808. The equipment was updated to John Dennett’s 8-foot shaft and rocket method that had a longer range of about 250 yards. From the 1860s the breeches buoy and traveller block rocket rescue apparatus was in use. It was suspended on a hawser line and manually pulled to and from the distressed vessel carrying passengers and items. In the early 1870s Colonel Boxer’s rocket rescue method became the standard in Victoria. His two-stage rockets, charged by a gunpowder composition, could fire the line up to 500-600 yards, although 1000 yards range was possible. Boxer’s rocket carried the light line, which was faked, or coiled, in a particular way between pegs in a faking box to prevent twists and tangles when fired. The angle of firing the rocket to the vessel in distress was measured by a quadrant-type instrument on the side of the rocket machine. Decades later, in about 1920, Schermuly invented the line-throwing pistol that used a small cartridge to fire the rocket. . The British Board of Trade regularly published instructions for both the beach rescue crew and ship’s crew. It involved setting up the rocket launcher on shore at a particular angle, determined by the Head of the crew and measured by the quadrant, inserting a rocket that had a light-weight line threaded through its shaft, and then firing it across the stranded vessel, the line issuing freely from the faking board. A continuous whip line was then sent out to the ship’s crew, who hauled it in then followed the instructions – in four languages - on the attached tally board. The survivors would haul on the line to bring out the heavier, continuous whip line with a tail block connected to it. They then secured the block to the mast or other strong part the ship. The rescue crew on shore then hauled out a stronger hawser line, which the survivors fixed above the whip’s tail block. The hawser was then tightened by the crew pulling on it, or by using the hooked block on the shore end of the whip and attaching it to a sand anchor. The breeches buoy was attached to the traveller block on the hawser, and the shore crew then used the whip line to haul the breeches buoy to and from the vessel, rescuing the stranded crew one at a time. The rescue crew wore scarlet, numbered armbands and worked on a numerical rotation system, swapping members out to rest them. This rocket launcher key is a necessary part of the equipment for the the rocket launcher, which is significant for its connection with local history, maritime history and marine technology. Lifesaving has been an important part of the services performed from Warrnambool's very early days, supported by State and Local Government, and based on the methods and experience of Great Britain. Hundreds of shipwrecks along the coast are evidence of the rough weather and rugged coastline. Ordinary citizens, the Harbour employees, and the volunteer boat and rescue crew, saved lives in adverse circumstances. Some were recognised as heroes, others went unrecognised. In Lady Bay, Warrnambool, there were around 16 known shipwrecks between 1850 and 1905. Many lives were saved but tragically, eight lives were lost.Key, part of the Rocket Rescue equipment. T shaped metal key, round handle across the top and hexagonal shaped shaft and square end. Used to remove the end cap of the Dennett's Rocket to expose the propellant to be fused . Donation from Ports and Harbour.flagstaff hill maritime museum and village, flagstaff hill, maritime museum, maritime village, warrnambool, great ocean road, lady bay, warrnambool harbour, port of warrnambool, tramway jetty, breakwater, shipwreck, life-saving, lifesaving, rescue crew, rescue, rocket rescue, rocket crew, lifeboat men, beach rescue, line rescue, rescue equipment, rocket firing equipment, rocket rescue equipment, maritime accidents, shipwreck victim, rocket equipment, marine technology, rescue boat, lifeboat, volunteer lifesavers, volunteer crew, life saving rescue crew, lifesaving rescue crew, rocket apparatus, rocket rescue method, shore to ship, rocket apparatus rescue, stranded vessel, line throwing mortar, mortar, rocket rescue apparatus, line thrower, line throwing, lifeboat warrnambool, rocket house, rocket shed, rocket machine, rocket head, rocket launcher, rocket line, beach rescue set, rocket set, john dennett, rocket key, rocket launcher key, life saving -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Marine Lamp, William W M Mc Geoch Ltd, 1910 to 1925
In 1832 William McGeoch & Co., Ltd was established, by William McGeoch senior at 113 Argyle St Glasgow as hardware merchants and exporters, and later were manufacturers of lamps and electrical fittings for ship, railway and domestic use. In the 1900s the company had expanded and had offices at 28 West Campbell Street Glasgow with a factory and warehouse located at the Warwick Works, 46 Coventry Rd, Birmingham. In 1922 the company had expanded and were employing 400 to 500 people. William seniors three sons had joined their father in establishing the business around 1888. The business was run by William McGeoch senior with Williams three sons Alexander, William and Andrew also taking an active part in the day to day running of the company. The company had expanded to such a degree that they were now manufacturing a variety of ships' hardware. This included metal cabin furnishings, signal lamps, ships' oil and candle lamps, motor lamps, switches, switchboards, electrical accessories and fittings. In 1982 William McGeoch & Co., Ltd was acquired by Bowthorpe Holdings Ltd.A lamp made by a significant manufacturer of marine equipment that made fittings for many famous ships including the Titanic.Marine oil Lamp with glass panels. Front panel missing. Access through glass panel door at side flat metal back. Metal fuel reservoir and no burner. Metal rounded chimney on top. Embossed McGeogh Maker Glasgowwarrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, lamp, ships lamp, wm mc geoch ltd, hardware merchants, ships outfitters -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Letter Scale, Late 19th Century
Before 1851, letters sent through the mail were charged by the number of sheets it contained and the distance it travelled. For example, a letter consisting of one sheet of paper was charged the single rate; a double letter, that is two sheets, was charged double the single rate, a treble letter, was charged three times the single rate, and so on. In other words, each additional sheet of paper increased the charge by one rate. In Great Britain. Sealing a letter in an envelope effectively put an end to postal clerks' ability to count the number of sheets in a letter and an alternative method of determining the postage had to be found. Overweight mailings had previously required the items to be weighed but with the introduction of the Uniform Penny Postage act of 1839, the public could mail a letter not exceeding a half-ounce in weight within the United Kingdom for one penny if prepaid, or two pence if paid on delivery. At about the same time that the adhesive postage stamps and envelopes made their appearance, postal administrations began to experiment with strategically placed street letter boxes, known as pillar boxes because of their round, pillar-like shape, that permitted the public to mail letters from a place other than from a post office. For all these reasons, the use of postal scales became the nucleus of every post office. Scales had been in use since ancient Egyptian times so their use for everyday commerce was not unusual in the 1800s. What was new in 1840 was their ubiquitous use throughout the postal system. No post office could function effectively without one. Although the earliest scales used in post offices did not differ markedly from the ones in general use as time went on they were adapted specifically for postal use. For example, a paper sleeve, also known as a weight sticker, was attached that showed the applicable rate of postage for any given weight. This innovation was quite a time saver as postal clerks no longer needed to weigh the item first and then refer to a separate chart to determine the required postage for that particular weight. Victorian postal scales were used in village Post offices in the late 19th century, of which there are many examples today for sale. No maker can be attributed to the manufacture of the item. Postal scales with weights,. Balance scale has brass fittings and is mounted on a rectangular wooden stand, with depressions for brass weights; which measure 1/2oz, 1oz, 2oz, "Young Aton REL., C.N.0.9."flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, scales and weights, balancing scales, postal scales, letter scale -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Plane, A Mathieson and Son, 20th century
Plane, moulding type, made by A Mathieson and Son. 3/8th no blade Stamped; "A MATHIESON & SON / GLASGOW & EDINBURGH" around a symbol [Crescent and star]flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, plane moulding, plane, a mathieson & son, glasgow, edinburgh, hand tool -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMachine - Fusee Clock Mechanism, early 20th Century
The origin of the fusee is not known. Many sources credit clockmaker Jacob Zech of Prague with inventing it around 1525. The earliest dated fusee clock was made by Zech in 1525, but the fusee appeared earlier, with the first spring-driven clocks in the 15th century. The idea probably did not originate with clockmakers, since the earliest known example is in a crossbow windlass shown in a 1405 military manuscript. Drawings from the 15th century by Filippo Brunelleschi and Leonardo da Vinci also show fusee mechanisms. The earliest existing clock with a fusee, also the earliest spring-powered clock, is the Burgunderuhr (Burgundy clock), a chamber clock whose iconography suggests that it was made for Phillipe the Good, Duke of Burgundy about 1430. Springs were first employed to power clocks in the 15th century, to make them smaller and portable.[1][5] These early spring-driven clocks were much less accurate than weight-driven clocks. Unlike a weight on a cord, which exerts a constant force to turn the clock's wheels, the force a spring exerts diminishes as the spring unwinds. The primitive verge and foliot timekeeping mechanism, used in all early clocks, was sensitive to changes in drive force. So early spring-driven clocks slowed down over their running period as the mainspring unwound. This problem is called lack of isochronism. Two solutions to this problem appeared with the first spring-driven clocks; the stack freed and the fusee. The stack freed, a crude cam compensator, added a lot of friction and was abandoned after less than a century. The fusee was a much more lasting idea. As the movement ran, the tapering shape of the fusee pulley continuously changed the mechanical advantage of the pull from the mainspring, compensating for the diminishing spring force. Clockmakers empirically discovered the correct shape for the fusee, which is not a simple cone but a hyperboloid. The first fusees were long and slender, but later ones have a squatter compact shape. Fusees became the standard method of getting constant force from a mainspring, used in most spring-wound clocks, and watches when they appeared in the 17th century. Around 1726 John Harrison added the maintaining power spring to the fusee to keep marine chronometers running during winding, and this was generally adopted. The fusee was a good mainspring compensator, but it was also expensive, difficult to adjust, and had other disadvantages: It was bulky and tall and made pocket watches unfashionably thick. If the mainspring broke and had to be replaced, a frequent occurrence with early mainsprings, the fusee had to be readjusted to the new spring. If the fusee chain broke, the force of the mainspring sent the end whipping about the inside of the clock, causing damage. The invention of the pendulum and the balance spring in the mid-17th century made clocks and watches much more isochronous, by making the timekeeping element a harmonic oscillator, with a natural "beat" resistant to change. The pendulum clock with an anchor escapement, invented in 1670, was sufficiently independent of drive force so that only a few had fusees. In pocketwatches, the verge escapement, which required a fusee, was gradually replaced by escapements which were less sensitive to changes in mainspring force: the cylinder and later the lever escapement. In 1760, Jean-Antoine Lépine dispensed with the fusee, inventing a going barrel to power the watch gear train directly. This contained a very long mainspring, of which only a few turns were used to power the watch. Accordingly, only a part of the mainspring's 'torque curve' was used, where the torque was approximately constant. In the 1780s, pursuing thinner watches, French watchmakers adopted the going barrel with the cylinder escapement. By 1850, the Swiss and American watchmaking industries employed the going barrel exclusively, aided by new methods of adjusting the balance spring so that it was isochronous. England continued to make the bulkier full plate fusee watches until about 1900. They were inexpensive models sold to the lower classes and were derisively called "turnips". After this, the only remaining use for the fusee was in marine chronometers, where the highest precision was needed, and bulk was less of a disadvantage until they became obsolete in the 1970s. Item is an example of clock mechanisms used until 1910 for many different styles of clocks and went out of fashion in the 1970s due to improvements in clock and watch making.Brass fusse clock movement, It has very heavy brass plates and wheels, high-count machined pinions, and a fusee. The mounting of the pendulum is missing and It has a recoil escapement. A fusee is a conical pulley driven through a chain by the spring barrel. As the spring runs down, the chain acts at a larger and larger radius on the conical pulley, equalising the driving torque. This keeps the rate of the clock more even over the whole run. It has motion work to drive an hour hand as well as a minute hand and the centre arbor is extended behind the back plate to drive some other mechanism.Inscription scratched on back"AM 40" flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock mechanism, fusee mechanism, horology -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageLeisure object - Tobacco Pipe Cleaner, W.D. & H.O. Wills, After 1897
Tobacco smoking became a popular leisure activity in the 19th century. The corkscrew and the tapper accessories are used to clean the pipe and remove the debris after the tobacco is smoked in the pipe. The tamper is marked Capstan, which is a brand of pipe tobacco. The brand was first used in 1894 when W.D. & H.O. Wills launched their new product. The pipe tobacco accessories are associated with tobacco pipes and with Capstan tobacco, which became available in the 1890s. Smoking has been a popular leisure activity since the 19th century and continues now. The manufacturer of Capstan, W.D. & H.O. Wills, was the first company to mass-produce cigarettes.Pipe cleaners; a pair of metal accessories tools for cleaning tobacco pipes. One is a corkscrew, and the other is a tapper, shaped like a tapered nail. The tapper has an inscription. The brand is Capstan."Smoke" "Capstan"warrnambool, shipwreck coast, flagstaff hill, flagstaff hill maritime museum, flagstaff hill maritime village, capstan, tobacco pipe tools, tobacco accessories, pipe corkscrew, pipe tamper, tobacco tapper, tobacco smoking -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Dry Measurement Container, Late 18th to early 19th century (before the standardised measurement was introduced in England in 1824)
The peck has been in use since the early 14th century when it was introduced as a measure for flour. The term referred to varying quantities until the modern units of measurement were defined in the 19th century. Cities in England used to have official standard weights and measures for that city or area. These containers were marked with the city's name and emblem, merchant’s weights and measures would then be checked against this to make sure they weren't trying to cheat their customers. The item in the collection is a standard measure approved by Bristol City and used by that City’s grocers to measure dry goods such as peas, beans, sugar, flour, meal etc., and its metal banding ensures that the measure cannot be reduced in size to cheat customers. Additional Information: The British Imperial System evolved from the thousands of Roman, Celtic, Anglo-Saxon, and customary local units employed in the middle Ages. Traditional names such as pound, foot, and gallon were widely used, but the values so designated varied with time, place, trade, product specifications, and dozens of other requirements. Early royal standards were established to enforce uniformity took the name Winchester, after the ancient tenth century capital of Britain. King Henry VII reaffirmed the customary Winchester standards for capacity and length and distributed royal standards throughout the realm. This process was repeated about a century later in the reign of Queen Elizabeth I. In the 16th century, the rod (5.5 yards, or 16.5 feet) was defined (once again as a learning device and not as a standard) defined by the length of the left feet of 16 men lined up heel to toe as they emerged from the church. By the 17th century usage and legal statute had established the acre, rod, and furlong at their present values together with other historic units such as the peck. Establishment of the System: The Weights and Measures Act of 1824 and the Act of 1878 established the British Imperial System based on precise definitions of selected existing units. The 1824 act sanctioned a single imperial gallon to replace the wine, ale, and corn (wheat) gallons that were in general use. The new gallon was defined as equal in volume to 10 pounds avoirdupois of distilled water weighed at 62°F with the barometer at 30 inches, or 277.274 cubic inches (later corrected to 277.421 cubic inches). The two new basic standard units were the imperial standard yard and the troy pound, which was later restricted to weighing drugs, precious metals, and jewels. In 1963 an act of parliament abolished archaic measures as the rod and chaldron and a metric system was adopted. An early example of a dry measuring container giving a snapshot of how imperial weights and measures developed in England to evolve the British measurement system into the metric arrangement that most countries have adopted today including Australia. It has social significance as an item that was in everyday use by grocers and other merchants to measure dry goods in the late 18th to early 19th centuries and used specifically in the Bristol region of England as an officially recognised measurement.Wooden measurement container with iron banding and hand made rivets container is a Quarter Peck official measurement container. Inscriptions are impressed into the sides of the wooden body. The container has the official crown and emblem of the City of Bristol, indicating this item was the Bristol City standard quarter peck measurement.Impressed into the timber on the front, a crown emblem over "C B G / CITY OF BRISTOL / QUARTER", on one side "HALF" , another side "PECK". Handwritten in white chalk on the base is "1458"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill-maritime-museum, flagstaff-hill-maritime-village, weights and measures, quarter peck, measurement container, dry grocery measure, bristol city measurement standard, city of bristol, british weights and measures, 18th and 19th centure standard measures -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMachine - Dioptric Apparatus, mid 19th century
Before the introduction of electricity, lighthouses had a clockwork mechanism that caused the lens to rotate with a light source inside that was either powered by Kerosene or Colza oil. The mechanism consisted of a large weight attached by a cable through the centre of the lighthouse to the top where the cable wrapped around a barrel, drum or wheels that controlled the speed of the lights rotation by a clockwork mechanism. The keeper would crank the clockwork mechanism, which would lift the weight ready for the next cycle similar to an old grandfather clock mechanism. Once the weight lifted to its apex at the bottom of the first landing, the keeper would let it fall, which would pull on the cable, which would, in turn, operate a series of gears activating the rotation of the Fresnel optical lens, which would then rotate to create the lighthouse’s unique light speed of rotation characteristic. Creating a specific characteristic required a way to regulate the speed of the rotation, and was important as sailors could identify a particular light by its speed and time between flashes. The weight had to fall at a certain rate to create the proper rotation speed of the lens and a regulator within the mechanism accomplished this. History: From 1851, Chance Brothers became a major lighthouse engineering company, producing optical components, machinery, and other equipment for lighthouses around the world. James Timmins Chance pioneered placing lighthouse lamps inside a cage surrounded by Fresnel lenses to increase the available light output these cages, are known as optics and they revolutionised lighthouse design. Another important innovation from Chance Brothers was the introduction of rotating optics, allowing adjacent lighthouses to be distinguished from each other by the number of times per revolution the light flashes. The noted English physicist and engineer, John Hopkins invented this system while employed at Chance Brothers. Chance Brothers and Company was a glass works and originally based in Spon Lane, Smethwick, West Midlands England. The company became a leading glass manufacturer and a pioneer of British glass making technology. The Chance family originated in Bromsgrove as farmers and craftsmen before setting up a business in Smethwick near Birmingham in 1824. They took advantage of the skilled workers, canals and many other industrial advances taking place in the West Midlands at the time. Robert Lucas Chance (1782–1865), known as 'Lucas', bought the British Crown Glass Company's works in Spon Lane in 1824. The company specialised in making crown window glass, the company ran into difficulty and its survival was guaranteed in 1832 by investment from Chance's brother, William (1788 – 1856). William owned an iron factoring business in Great Charles Street, Birmingham. After a previous partnership that Lucas had dissolved in 1836, Lucas and William Chance became partners in the business which was renamed, Chance Brothers and Company. Chance Brothers invented many innovative processes and became known as the greatest glass manufacturer in Britain. In 1848 under the supervision of Georges Bontemps, a French glass maker from Choosy-le-Roi, a new plant was set up to manufacture crown and flint glass for lighthouse optics, telescopes and cameras. Bontemps agreed to share his processes that up to then had been secret with the Chance Brothers and stayed in England to collaborate with them for six years. In 1900 a baronetcy was created for James Timmins Chance (1814–1902), a grandson of William Chance, who had started the family business in 1771 with his brother Robert. Roberts grandson, James became head of Chance Brothers until his retirement in 1889 when the company became a public company and its name changed to Chance Brothers & Co. Ltd. Additional information: Lighthouses are equipped with unique light characteristic or flashing pattern that sailors can use to identify specific lighthouses during the night. Lighthouses can achieve distinctive light characteristics in a few different ways. A lighthouse can flash, which is when brief periods of light interrupt longer moments of darkness. The light can occult, which is when brief periods of darkness interrupt longer moments of light. The light can be fixed, which is when the light never goes dark. A lighthouse can use a combination of flashing, oscillating, or being fixed in a variety of combinations and intervals to create individual light characteristics. It is a common misconception that a lighthouse's light source changes the intensity to create a light characteristic. The light source remains constant and the rotating Fresnel lens creates the various changes in appearance. Some Fresnel lenses have "bulls-eye" panels create beams of light that, when rotated between the light and the observer, make the light appear to flash. Conversely, some lenses have metal panels that, when rotated between the light and the observer, make the light appear to go dark. This Dioptric clockwork apparatus used to turn a lighthouse optical lens is very significant as it is integral to a lighthouses operation, we can also look at the social aspect of lighthouses as being traditionally rich with symbolism and conceptual meanings. Lighthouses illustrate social concepts such as danger, risk, adversity, challenge and vigilance but they also offers guidance, salvation and safety. The glowing lamp reminds sailors that security and home are well within reach, they also symbolize the way forward and help in navigating our way through rough waters not just on the oceans of the world but in our personal lives be it financial, personal, business or spiritual in nature. Nothing else speaks of safety and security in the face of adversity and challenge quite the way a lighthouse does. Revolving dioptric clockwork apparatus used to turn a Fresnel optical lighthouse lens. A cylindrical cast metal pillar and cabinet painted green with 3 glass doors enclosing the top section. Inside the pillar/cabinet is a large clockwork mechanism used to turn and regulate a lighthouse light by means of weights and a chain attached to same. One door has the name "Adams Mare" in metallic dots similar to "Braille" to the inside edge of door frame.shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, flagstaff hill, maritime-museum, shipwreck-coast, warrnambool, flagstaff-hill-maritime-village, revolving dioptric mechanism, dioptric mechanism for lighthouse, lighthouse clockwork timing mechanism, acetylene lighthouse light mechanism, 19th century lighthouse mechanism, kerosene light, fresnel lenses, colza oil, chance brothers -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Kerosene Searchlight, Circa 1935
The Tilley lamp derives from John Tilley’s invention of the hydro-pneumatic blowpipe in 1813 in England. W. H. Tilley were manufacturing pressure lamps at their works in Stoke Newington in 1818, and Shoreditch, in the 1830s. The company moved to Brent Street in Hendon in 1915 during World War I, and started to work with paraffin (kerosene) as a fuel for the lamps. During World War I Tilley lamps were used by the British armed forces, and became so popular that Tilley became used as a generic name for a kerosene lamp in many parts of the world, in much the same way as Hoover is used for vacuum cleaners. During the 1920s the company had diversified into domestic lamps, and had expanded rapidly after orders from railway companies. After World War II fears about the poisonous effect of paraffin fumes, and widely available electricity, reduced demand for domestic use. The company moved from Hendon to Ireland in the early 1960s, finally settling in Belfast. The company moved back to England in 2000.A significant item demonstrating the early use of kerosene under pressure as a lighting medium. These types of lamps were made by a company whose products became synonymous with oil lamps generally. Lamps that were used commercially, domestically and by the armed forces of many countries during the first and second world wars.Tilley Searchlight Projector, or search lamp, made in Hendon, England 1935. Metal kerosene pressure search lamp, glass front, fixed mirror at back, wooden carry handles. Mounted on fuel tank with pressure pump. Lamp has 8 airflow holes in the bottom and a covered outlet on the top. Glass is in 3 pieces, fitting together to make flat circle there is a maker’s plate on the pressure tank. “TILLEY / SEARCHLIGHT PROJECTOR / MADE AT / HENDON, ENGLAND”, “256” handwritten in red on one wooden handle, “9” or “6” hand painted in white on top on light flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, tilley kerosene pressure searchlight, lighting, john tilley, pressure lamps -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Spoon, William Page & Co, Circa 1853-1878
This spoon, made by William Page & Co., is electroplated nickel-silver and was recovered during the late 1960s to early 1970s from an unnamed shipwreck along the coast of Victoria. The shipwrecks in the area range from around the 1840s to the early 1930s. The spoon is part of the John Chance Collection. This spoon is likely to have been recovered be from the wreck of the Loch Ard (1873-1878) as other cutlery in the Flagstaff Hill’s Shipwreck Collection made by William Page was also recovered from the Loch Ard. The ship’s Manifest included a large quantity of cutlery. Also, other objects in the John Chance Collection were also recovered from wreck of the Loch Ard. In the mid-1800s electroplated cutlery became a popular substitute for the traditional but more costly sterling silver pieces. The ‘new’ cutlery was made from a more common base metal, such as nickel or a nickel alloy, then electroplated (coated) with a very thin layer of silver. The eating utensils looked like the expensive, pure silver version but eventually, through use and wear, the base metal would show. Some producers warranted their electroplated silver to be ‘white throughout’. WILLIAM PAGE & CO., BIRMINGHAM, ENGLAND - Although the electroplated cutlery of William Page & Co. was made in Birmingham, it does not include the embossed Birmingham Assay’s mark of an ‘anchor’ because the metal used for the spoons is not silver. William Page used various Maker’s Marks on his cutlery. The pattern of five embossed marks on this spoon is a typical example, with the embossed sunken crown containing ‘W P’ being the first in the column of symbols. - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamond William Page established his business in 1834, according to the text around a printed Trademark. The firm William Page & Co. began electroplating in 1855, and from 1880 it operated from Cranemore Street, Cattle’s Grove and also at 55 Albion St, Birmingham. The firm registered a new Trademark [‘W P’ within a diamond boarder within a sunken diamond] in 1897; previously the Mark were the initials WP within a crown, but the British legislation prohibited the use of a ‘crown’ mark on electroplated ware in 1895. In 1936 the firm became William Page & Co. Ltd and became a supplier of spoons to the British Government in 1938, marking its products with the ‘broad arrow’ symbol. The firm also traded with the brand names Armour, Asrista, Bolivian Silver, Roman Silver, Roumanian Silver, Silverite and Trevor Plate. Although this spoon is not linked to a particular shipwreck, it is very likely to have come from the wreck of the Loch Ard; the ship’s Manifest includes a large quantity of cutlery. Regardless, it is recognised as being historically significant as an example of cutlery carried onboard a ship as either personal belongings or cargo and brought into Colonial Victoria in the 19th to early 20th century; through this we have added opportunity to interpret Victoria’s social and historical themes of those times. The spoon also has significance for its connection with many similar William Page pieces of cutlery in our collection that were recovered from the wreck of the sailing ship Loch Ard (1873-1878). William Page & Co. of Birmingham is one of the renowned 19th century manufacturers and electroplaters and was supplier of spoons to the British Government in 1938. The spoon has added significance, as it was recovered by John Chance, a diver of wrecks, including the Loch Ard, in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Spoon; teaspoon, electroplate nickel-silver, discoloured to green and red-brown in places. Fiddle design. Bowl has indents and holes. Five embossed Maker’s Marks on back of handle, arranged in a column from tip towards bowl. Made by William Page and Co., Birmingham. The spoon no longer has its silver plating. The surface has encrustations. Bowl has nicks, indents and holes. Stem is very bent at the shoulder. Discoloured to green and red-brown in places. Embossed Maker Marks - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamondflagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, loch ard, cutlery, flatware, silverware, tableware, eating utensils, dining, spoon, electroplated cutlery, william page & co, william page & co. ltd., birmingham plate, silversmith, antique, vintage, fiddle design, fiddle pattern, teaspoon -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Spoon, William Page & Co, Circa 1853-1878
This spoon, made by William Page & Co., is electroplated nickel-silver and was recovered during the late 1960s to early 1970s from an unnamed shipwreck along the coast of Victoria. The shipwrecks in the area range from around the 1840s to the early 1930s. The spoon is part of the John Chance Collection. This spoon is likely to have been recovered be from the wreck of the Loch Ard (1873-1878) as other cutlery in the Flagstaff Hill’s Shipwreck Collection made by William Page was also recovered from the Loch Ard. The ship’s Manifest included a large quantity of cutlery. Also, other objects in the John Chance Collection were also recovered from wreck of the Loch Ard. In the mid-1800s electroplated cutlery became a popular substitute for the traditional but more costly sterling silver pieces. The ‘new’ cutlery was made from a more common base metal, such as nickel or a nickel alloy, then electroplated (coated) with a very thin layer of silver. The eating utensils looked like the expensive, pure silver version but eventually, through use and wear, the base metal would show. Some producers warranted their electroplated silver to be ‘white throughout’. WILLIAM PAGE & CO., BIRMINGHAM, ENGLAND - Although the electroplated cutlery of William Page & Co. was made in Birmingham, it does not include the embossed Birmingham Assay’s mark of an ‘anchor’ because the metal used for the spoons is not silver. William Page used various Maker’s Marks on his cutlery. The pattern of five embossed marks on this spoon is a typical example, with the embossed sunken crown containing ‘W P’ being the first in the column of symbols. - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamond William Page established his business in 1834, according to the text around a printed Trademark. The firm William Page & Co. began electroplating in 1855, and from 1880 it operated from Cranemore Street, Cattle’s Grove and also at 55 Albion St, Birmingham. The firm registered a new Trademark [‘W P’ within a diamond boarder within a sunken diamond] in 1897; previously the Mark were the initials WP within a crown, but the British legislation prohibited the use of a ‘crown’ mark on electroplated ware in 1895. In 1936 the firm became William Page & Co. Ltd and became a supplier of spoons to the British Government in 1938, marking its products with the ‘broad arrow’ symbol. The firm also traded with the brand names Armour, Asrista, Bolivian Silver, Roman Silver, Roumanian Silver, Silverite and Trevor Plate. Although this spoon is not linked to a particular shipwreck, it is very likely to have come from the wreck of the Loch Ard; the ship’s Manifest includes a large quantity of cutlery. Regardless, it is recognised as being historically significant as an example of cutlery carried onboard a ship as either personal belongings or cargo and brought into Colonial Victoria in the 19th to early 20th century; through this we have added opportunity to interpret Victoria’s social and historical themes of those times. The spoon also has significance for its connection with many similar William Page pieces of cutlery in our collection that were recovered from the wreck of the sailing ship Loch Ard (1873-1878). William Page & Co. of Birmingham is one of the renowned 19th century manufacturers and electroplaters and was supplier of spoons to the British Government in 1938. The spoon has added significance, as it was recovered by John Chance, a diver of wrecks, including the Loch Ard, in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Spoon; teaspoon, electroplate nickel-silver, silver discoloured to brown. Fiddle design. Five embossed Hallmarks. Five embossed Maker’s Marks on back of handle, arranged in a column from tip towards bowl. Made by William Page and Co., Birmingham. The spoon no longer has its silver plating. Bowl has a cut in the side, and is nicked and dented. Embossed Maker Marks - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamondflagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, loch ard, cutlery, flatware, silverware, tableware, eating utensils, dining, spoon, electroplated cutlery, william page & co, william page & co. ltd., birmingham plate, silversmith, antique, vintage, fiddle design, fiddle pattern, teaspoon -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Teaspoon, Viners Limited, Ca. 1920s
This teaspoon is an example of electroplated cutlery that was affordable alternative to more expensive silver cutlery, popular in the late 19th and early 20th century. The teaspoon has been stamped with text on the back of its handle that describes the nickel silver alloy that it was made of, and that it was made in Sheffield, but does not mention the maker's name. The plain design and light weight of this teaspoon could mean that it was used as a common, everyday utensil. The text on the back includes the words 'wears wite', assuring the buyer that even if the silverplate wears or flakes off the surface, the metal beneath it will show the white colour typical of nickel silver, or German silver. This alloy of copper, nickel and zinc is often used as a base for electroplating and named Electro Plated Nickel Silver (EPNS). An exact match of this teaspoon's inscription "WEARS-WITE STAINLESS NICKEL SILVER SHEFFIELD" has been found on cutlery made by Viners Ltd., and has not yet been found on flatware made by other manufacturers. Other cutlers have used very similar text but have used 'rustless' instead of 'stainless' and 'white throughout' instead of 'wears-wite'. Viners Limited was established in Sheffield in 1901 by Adolphe Viner and his sons. By 1908 they had a manufacturing plant in Bath Street, Sheffield, and went on to be the leading cutlers in the United Kingdom. They expanded to Hong Kong and Japan, and from 1925 they used the trademarks 'Alpha', 'Resilco' and 'Wear-wite stainless silver nickel'. They were appointed as Royal Cutlers to King George V in 1930, at which time their trademark was still 'Wear-wite' followed by the words 'Rustless Nickle Silver'. They continued to expand and prosper over the years. The Viners name is still being used by the current owners, the Rayware Group. In 2018 the Viners name celebrated 110 years as specialists in flatware. This teaspoon is historically significant, dating from the mid-1920s and made by a leading Sheffield silversmiths, Viners Limited, established in 1901 and continuing on with cutlery still branded with the Viner’s name today. Viners who were appointed as Royal Cutlers in 1930 by King George V. The teaspoon is an example of silver plated cutlery in common everyday use in the earlier half of the 20th century. This Viners teaspoon is unique in our collection as an item produced by Viners Ltd. and bearing the stamp ‘Wear-wite”.Teaspoon, small, thin, nickel silver plated. Narrow plain handle flares out to a wide, rounded end. Maker’s marks are stamped on the reverse. Made in Sheffield, England.“WEARS-WITE STAINLESS / NICKEL SILVER SHEFFIELD”flagstaff hill, warrnambool, maritime village, maritime museum, flagstaff hill maritime museum & village, shipwreck coast, great ocean road, electroplate, electro plate, nickel silver, nickel alloy, alloy composition, copper nickel zinc, german silver, epns, silversmiths, victorian era, 19th century, flatware, tableware, cutlery, cutler, dining utensils, eating utensils, silver-white metal, wears-wite stainless nickel silver sheffield, teaspoon, sheffield, wear-wite, silver nickel, stainless, rustless -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Hem marker stand, 1900s
This hem marker stand is a measuring tool for gauging the height of a hem, such as on a dress or curtain. The adjustable arm slides along the ruler and its snug fit ensures that it stays at the right height. The end of the arm has a metal pin inserted into it to hold a piece of chalk, which would be used to mark the fabric. The hem marker would be used by professional dressmakers, seamstresses, and tailors as well as by crafts people at home. The hem marker was made in Birmingham.The hem marking stand is an example of tools used during the 1900s in the garments and furnishings trades as well as for domestic purposes. Since that time the tool has evolved into a more efficient design that makes home sewing easier.Ham marking stand with a wooden ruler, stand and a sliding adjustable arm on a brass sleeve. The arm has a metal pin on the end. Measurements are marked on both sides, inches on one side and centimetres on the other. Inscriptions are stamped into the wood. Made in Birmingham."- - - - / - - - - - / -BIRMINGHAM" On end of arm "2*4'flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, hem marker, dressmaker, dressmaking, alterations, tailor, dressmaker's tool, sewing marker, sewing gauge, seamstress, domestic use, dress fitting, curtain hemming, birmingham, freestanding, chalk hem marker, stand, home craft -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Draw knife, C Johnson (Christopher Johnson), 1855-1879
A draw knife is a hand tool that has a long straight blade between two handles. As implied by its name. it is drawn like a knife across the wood. It is used to prepare the timber for the next step of the process, removing loose wood and bark and giving a start to making the wood into a round or cylindrical shape. Then a finer smoother finish is given with a spokeshave, which has a shorter, curved blade. A draw knife could be used for the wooden spokes for cart, wagon and carriage wheels as well as for ladder staves and ship wheels. Features of a good draw knife include tight handles, a blade with plenty of metal to it and a blade length of 20 to 24 centimetres. This draw knife was likely made at least 150 years ago by C Johnson of Sheffield, who used the Trade Mark “C.J.” within a flag. Christopher Johnson began work as a cutler, making knives, pocket knives and tableware in his works at Howard Street in Sheffield. In the book ‘Hand-Saw Makers of Britain by Schaeffer and McConnel, Johnson is listed in 1855 as a saw maker. A later reference has the business name of Johnson & Company, Sheffield in 1879-1882. Australia was one of the company’s markets. The company continued until its closure in 1955.This draw knife is significant for being made in Sheffield, a location famous for steel and silver manufacturers. It is significant because of its age, being made no later than 1879, which is the time period of our maritime Village. It is a tool most suitable for the blacksmith's or a ship' smith's workshop for making spokes for the wheels of wagons and carts, and for making ship's wheels.. It is also significant for being made by C Johnson, who was well known for his good workmanship. Draw knife; flat cast steel fixed blade with rotating wooden handles each end. Round bulbous handles have two parallel scored lines around the end furthest from the blade and a brass collar between the handle and blade. A logo and inscription are cast into the centre front of the blade. Made by C Johnson. of Sheffield.Cast into steel blade: Sideways Image “C.J.” within {flag}, “JOHNSON / CAST STEEL”flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, spokes, wagon maker, blacksmith, cart maker, cart wheel maker, blacksmith tool, wagon wheel, c johnson, sheffield, wheelright, craftsman, woodwork, carriage wheel, ship wheels, shipwright, wooden spokes, ladder staves, draw knife -
 Churchill Island Heritage Farm
Churchill Island Heritage FarmFunctional object - Box spanner
large box spanner #2 cast; socket for extension. Shows screw marks from castingW E CARY LTDbox, spanner, tool, tools, churchill island, farm -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Vehicle - Centurion A41 Battle Tank, c.1948
A41 Centurion Main Battle Tank.This tank carried a crew of four - a Commander, Gunner, Loader and driver. It was powered by a Rolls Royce V12 Meteor petrol engine and it had a top speed of about 34 kph. It had a 5 speed crash box transmission and drum brakes. There was a twenty pounder main gun and two machine guns. This tank has been fitted with items that were used in Vietnam as well as the items carried by crews for their own comfort. These items cover the four tours by Centurion MBT in Vietnam - C Sqn, B Sqn, A Sqn & C Sqn, who served two tours. Most tanks also carried several stretchers, mainly for use of the infantry. Army registration number/ serial number: 169016, Unit marking 106, WIDOW MAKER on gun barrel. centurion tank, tank, transport -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Vehicle, Series 2A Landrover Field Ambulance, 1965 (approximate)
The Series 2A Ambulances entered service in 1965 and the winch version in 1967. The bodies were locally built and the type was used in South Vietnam by 2 Field Ambulance at Vung Tau. A khaki green vehicle with a solid canopy fitted to the back. A spare tyre sits on the bonnet. Red cross symbol on 3 sides. ambulance, landrover, vung tau, series 2a -
 Anglesea and District Historical Society
Anglesea and District Historical SocietyHair Comb, 1907
Silver hair comb with curved pierced frame and engraved scroll pattern. Comb has 6 tines. Silver marks: WB & S; crown; lion passant; date letter Phair comb, silver, william batt & sons, sheffield -
 Wheen Bee Foundation
Wheen Bee FoundationPublication, British Beekeepers' Association, British Bee Journal (British Beekeeper's Association), Desborough, 1963, 1963
-
 Tatura Irrigation & Wartime Camps Museum
Tatura Irrigation & Wartime Camps MuseumBook, Continental Britons, 1988
Light green soft covered book.Continental Britons - German Jewish Refugees from Nazi Germany by Marion Berghammgerman jewish refugees -
 Hume City Civic Collection
Hume City Civic CollectionPhotograph
Photograph of Red Cross display boards witha motorcycle ans side car in front."No. V / Australian / (Australilan Red Cross Society insignia) / Red Cross / Society" / "A.I.F. Hospital / Ingres Abbey / Kent "red cross, welfare establishments, hospitals, motorcycles, world war 1, george evans collection -
 Yarrawonga and Mulwala Pioneer Museum
Yarrawonga and Mulwala Pioneer MuseumUpright Vacuum Cleaner, Vacuum
Approx 1metre H. this metall and wood structure supports a cloth bag attached to handle via a metal. Hook. It has two rollers and boasts "independent of electricity"Newmaid Made in England. Unable to read the number -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Memorabilia - Picture, c1918
Mitcham RSL collection History of war service- enlisted Geelong 25/8/1915 aged 18. Died 15/4/1917 Bristol England age 19Picture containing service memorabilia for Pentzlyn, Charles Stewart memorial plaque (Dead mans penny) Memorial certificate Kings letter Mothers badge Victory Medal & Mothers medal Photograp |Mounted in black frame Medals & memorial plaque inscribed with namemilitary history, army