Showing 10185 items
matching england.
-
 Eltham District Historical Society Inc
Eltham District Historical Society IncFilm - Video (DVD), Visit by Russell and Marion Yeoman of EDHS to the Eltham Society, Kent, England, 3 July 1996
During a visit to England, Society members Russell Yeoman (Secretary and founding member) and his wife Marion reached out to the Eltham Society in Kent, England, just out of London seeking to establish a friendly relationship between two historical societies which share a common interest in their respective home towns of Eltham. They were invited to meet various members at the home of one of their members on 3 July 1996 where various items of relevance to Eltham, Victoria and Eltham, Kent were exchanged. In addition, the Yeomans were also invited to attend an Eltham Society meeting the following evening. Subsequent to the Yeoman's visit, Eltham Society members Margaret Taylor and Clifford Crate visited Eltham, Victoria during Christmas 1997 and were hosted by various EDHS members with further exchanges of items of interest. The relationship has been maintained over several years and was reinforced in May 2018 when Eltham Society member Margaret Taylor, proudly wearing her Eltham Copper Butterfly t-shirt, again acted as host to visiting EDHS members Peter and Liz Pidgeon. video recording, russell yeoman, marion yeoman, margaret taylor, eltham kent england, eltham society (london), presentation -
 Lakes Entrance Historical Society
Lakes Entrance Historical SocietyPostcard, 1918 c
To Miss Dorothy Davidson View Forth South Buchan Victoria Australia from Headcott England message reads.. To wish the dear little girl a very happy birthday and may I be back with you before your birthday comes next year dated 14/3/18Colour tinted postcard of girl and a St Bernard both wearing toy tricorn hats England greeting card, ww1, correspondence -
 Robin Boyd Foundation
Robin Boyd FoundationSlide, Robin Boyd, 1950
Penleigh Boyd, Robin and Patricia Boyd's son, writes “Prior to 1950 Robin, like most other amateur or hobby photographers, took black and white printed photographs. The oldest slides date from 1950 when Robin and Patricia travelled to Europe on Robin’s Robert Haddon Travelling Scholarship.” In 1948 Robin Boyd was awarded ‘joint first place’ in the Robert Haddon competition for his design of Mildura art gallery. The scholarship helped fund their first overseas trip. Robin and Patricia were passengers on the Greek ship “Cyrenia” departing in May 1950, passing through the Suez Canal and landing in Genoa five weeks later. For six months, they travelled extensively throughout Europe (predominantly driving themselves) - France, Italy, United Kingdom, Sweden, Denmark, Germany, Austria, Switzerland and Spain.Colour slide in a mount. York, EnglandEngland (Handwritten) / York (Handwritten)haddon travelling scholarship, haddon, robin boyd, slide -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Electrical, fittings 3 bakelite 1 brass c1930, c1931
As supply of electricity became available in the Moorabbin Shire c 1920 homes gradually changed from Gas lighting to Electrical lighting and bakelite was used for fittings. Bakelite was a safe non-conductor of the electric current. Housewives, who had ironed clothes with flat irons heated on the hearth of open fires, were delighted to be able to stand on a chair and remove the light globe and plug in their new clean and efficient electric iron. The supply of electricity to homes in the City of Moorabbin in the early 20th Century brought many welcome changes to domestic and commercial life 3 Electrical, fittings c 1931 a) a bakelite plug and socket Made in Australia b) a bakelite bayonet fitting Made in England ;c) Bakelite screw type with no markings d) A large brass and porcelain screw type with no markings L8 a) Australian Made / PIMI b) British Made in England c) No marks d) no marks electricity, electric lights, electric irons, bakelite, market gardeners, early settlers, moorabbin shire, mechanics institute cheltenham, postworld war 11 settlers, housing estates moorabbin 1950, bentleigh, ormond, moorabbin, cheltenham, clark judy, reed gladys, reed george -
 Lakes Entrance Historical Society
Lakes Entrance Historical SocietyPhotograph - St Nicholas Church of England Lakes Entrance, 1900 c
St Nicholas Anglican Church, (Church of England) showing timber building with porch at front and vestry at rear. Main building, vestry and porch have high pitched gable roofs with cross apex, window each side of porch, two windows at side of church, upper arched panes open. Two ventilators, one triangular, one circular in wall above porch. About eighteen children seated on ground. Lakes Entrance Victoria. Photo taken of original church site, south corner of Church and Mechanics Streets, before removal and enlargement on north corner of streets.Black and white photograph of St Nicholas Anglican Church, showing timber building with porch at front and vestry at rear. Main building, vestry and porch have high pitched gable roofs with cross apex, window each side of porch, two windows at side of church, upper arched panes open. Two ventilators, one triangular, one circular in wall above porch. About eighteen children seated on ground. Lakes Entrance VictoriaOriginal Church 1898 removed, rededicated 1908religion, buildings, churches -
 Surrey Hills Historical Society Collection
Surrey Hills Historical Society CollectionPhotograph, St George's Church of England, Mont Albert working bee, early 1923 (2), 1923
The foundation stone for St George's Church of England, Mont Albert was laid in 1886 on land donated by Edward Dyer and the first service was preached in January 1887. From 1904 until 1907 it was known as Holy Trinity, Surrey Hills. The original church was weatherboard and replaced by a brick one in the Gothic Revival style which was designed by local architect George J V Blackburne, who also designed the Wesleyan School at Surrey Hills. The building was partly funded by donations, profits from a bazaar and concert, and other people donated furnishings. The church had boundaries along Mont Albert Road and St Georges Road. In 1998 the Church was sold and converted into a complex of units. Its current address is 19 St Georges Avenue, Mont Albert. The purpose of this working bee in 1923 was to close up the double gateway, which in earlier times had been used for entry of by horse-drawn vehicles to the church grounds. 'Lugano' was built in 1893 for William Wilson, a prominent stonemason and importer of marble fireplaces. In 1903 it became the home of William Holmes who was Chief Electrical Engineer for the Victorian Railways. He designed the electrification of the Melbourne suburban network. 'Lugano' stayed in the Holmes family until the 1930s. Norman Carter took many photos of Surrey Hills and Mont Albert from the 1920s in particular of events and activities associated with the Church of England.Black and white photo of 6 men behind and in front of a picket fence, a section of which has posts and railings only. In front of the fence is a wide grassy verge on which a bench is set up for cutting lengths of wood. A large Victorian house ('Lugano') can be seen in the background and a lamp post with a street sign. Beyond the house are mature eucalyptus trees.churches, holy trinity church, anglican church, st george's anglican church, working bees, lugano, william holmes, william wilson, norman brodley carter -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyMincer Meat, early to mid 1900's
This cast iron kitchen appliance was made in England in the early 1900's and shipped to the "colony" Australia. This was before World War II and the "growing up" of a colony to an independent member of "the British Commonwealth". It was a period when most appliances (be they household) where manufactured in England and shipped to Australian ports. It was not until the late 1960's that the Asian manufacturing giant woke up and started to dominate the market palce.This domestic kitchen appliance is very significant to the Kiewa Valley because it highlights the "made at home" period when food processing was made "in house" due to inability to source food from specialised shops e.g. the butcher or slaughter houses. It was a period before mass food processing factories were established and roads constructed up to the standard for distribution to semi remote regions such as Kiewa Valley was in the beginning of the 1900's.This cast iron (malleable iron) mincer for meat products has a large "funnel" to direct "chunks" of meat to the grinding "wheels". These "star" shaped wheels with "teeth" of three different cutting surfaces (fine, medium and coarse) provide for texture types of the final meat product. The meat is placed into the "loading" funnel and push downwards(gravity feed) through the mincing chamber and out through the front side. There is a long "screw worm" which is rotated by turning the handle. The appliance is table mounted by a vice "G" screw on clamp (hand operated). "BEATRICE No. 3" and "MADE IN ENGLAND", "P 3181"household cast iron appliances, food processors -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufacturect Object, Clock, floral brass, electric, c1950
Metamec was a manufacturer of domestic clocks in the second half of the 20th century, and was based in Dereham, Norfolk, England. The name "Metamec" is derived from "metal-work and mechanics". The company started as an offshoot of the furniture manufacturers Jentique in about 1941, which made boxes for instruments and bombs during World War II.The first Metamec model was a mains-powered mantle clock numbered "701" (approx. 1947). All clocks produced by Metamec were produced to a high standard, The company declined in the late 1980s and went into receivership in December 1984 and sold to FKI of Halifax, West Yorkshire, who continued to use the name until 1993. Now another company is producing clocks under the Metamec name in Derbyshire England Gladys Reed who used this clock was a member of the Ormond Choral Society c 1950. who performed plays and musicals the City of Moorabbin Metamec was a manufacturer of domestic electric clocks in the second half of the 20th century, and was based in Dereham, Norfolk, England Gladys Reed was a member of the Ormond Choral Society c 1950. who performed plays and musicals the City of Moorabbin.Dressing table brass, electric clock with floral pattern.METAMEC / Made in Englandclocks, metamec ltd., norfolk england, reed gladys, clark judy, brighton, moorabbin, furniture, pioneers, clocks, market gardeners, early settlers, mechanics institute cheltenham, ormond choral society, postworld war 11 settlers, housing estates moorabbin 1950, bentleigh, -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Functional object - Fountain pen
From the collection of Betty McPheeA black bakelite pen with gold ink lever, pocket grimp and circle trim around lid. Top of lid has gold Swan insignia. Gold nib. Engraved on side, 'Swan' self filler; Mabie, Todd & Cribb; Made in England. Includes Insignia Trade Mark. Swan across barrel near nib.Swan self filler|Mabie, Todd & Cribb|Made in Englanddomestic items, writing equipment -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Book - Book - Culpeppers's, 1826 (Hungary)|1993 (England)
Culpeppers's Complete Herbal and English Physician. 'A 20th Guide to the Discoveries and Remedies of England's Greatest Herbalist.' Inscription on front. Hard cover; green with floral front cover. Pages 240. Some coloured illustrations.Inscription on frontbooks, medical -
 Surrey Hills Historical Society Collection
Surrey Hills Historical Society CollectionPhotograph, Preparing to leave for the St George's Church of England Sunday School picnic, Mont Albert Road, 1922, 1922
The drags would have been leaving St George's Church of England in Mont Albert Road. The foundation stone for St George's Church of England, Mont Albert was laid in 1886 on land donated by Edward Dyer and the first service was preached in January 1887. From 1904 until 1907 it was known as Holy Trinity, Surrey Hills. The original church was weatherboard and replaced by a brick one in the Gothic Revival style which was designed by local architect George J V Blackburne, who also designed the Wesleyan School at Surrey Hills. The building was partly funded by donations, profits from a bazaar and concert, and other people donated furnishings. The church had boundaries along Mont Albert Road and St Georges Road. In 1998 the Church was sold and converted into a complex of units. Its current address is 19 St Georges Avenue, Mont Albert. The annual Sunday School picnic was held at Hampton and drags were the usual mode of transport. 'Lugano' was built in 1893 for William Wilson, a prominent stonemason and importer of marble fireplaces. In 1903 it became the home of William Holmes who was Chief Electrical Engineer for the Victorian Railways. He designed the electrification of the Melbourne suburban network. 'Lugano' stayed in the Holmes family until the 1930s. The annual Sunday School picnic was held at at a variety of locations and drags were the usual mode of transport. Donor information is that this was taken as the congregation prepared to depart for at Hampton on the picnic held on 25/2/1922. There are 2 copies: the original donated print and an enlargement. The original was mounted on card with photo mounts along with 506, 871, 872, and 873. It measures 13 cm x 9 cm.Black and white photo of 4 'drags' (horse-drawn hooded carriages) lined up in Mont Albert Road near the corner of St George's Avenue, in readiness for departure for the Sunday School picnic. The carriages are loaded with people and decorated with flags. The front carriage has a material sign attached to the side; the top line of writing is not decipherable, but the bottom one reads "SURREY HILLS". Four men stand in the road, which has bluestone curb and channelling. In the background is 'Lugano'.On rear in ink: "S.S. picnic to Hampton / 25th. Feb. 1922" and in a different hand in biro: "At Mont Albert. St George's Church"churches, holy trinity church, anglican church, sunday schools, picnics, lugano, horse-drawn vehicles, william wilson, willaim holmes, st george's church of england, mont albert, mont albert road -
 Geoffrey Kaye Museum of Anaesthetic History
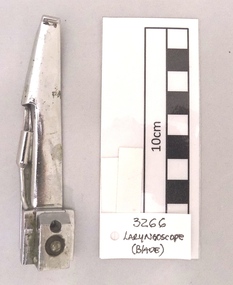
Geoffrey Kaye Museum of Anaesthetic HistoryBlade, Laryngoscope
Seward laryngoscope blade only. No light bulb is present in this item. Size1 for infants use. Minor scratches and dust around the piece. Some hit marks on top of the blade and base. Rusty washer under the joint base. Stamped on the base, lateral side: the trade mark details (PENLON), place where it was made (ENGLAND) and at the back side of the blade the type of blade (SEWARD) and the size (1). Stamped, REGD. TRADE MARK / PENLON / MADE IN ENGLANDblade, laryngoscope, seward, light bulb, size 1, penlon -
 Eltham District Historical Society Inc
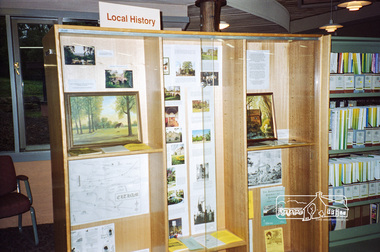
Eltham District Historical Society IncPhotograph, Local History display of material from the Eltham Society, England at Eltham Library, September 1998, 1998
from EDHS Newsletter No. 122, September 1998 - There is a new display in our local history cabinet in the Eltham Library. This time we have used our growing collection of material on Eltham, England. It includes the painting by Lionel Backhurst presented to us on behalf of Eltham Society by Clifford Crate. The booklet on the Eltham town sign that Clifford also brought is in loose leaf format so we have been able to include the whole of that which really presents an excellent summary of the important historic buildings of Eltham. Also on display is another painting by Lionel which was presented to Russell and Marion Yeoman. (Much of this material was presented to the Society during a visit by Margaret Taylor and Clifford Crate of the Eltham Society during Christmas/New Year 1997/98.)Roll of 35mm colour negative film, 7 stripsKodak Gold 200-6activities, art, clifford crate, displays, eltham library, eltham society (london), lionel backhurst, local history, margaret taylor -
 Robin Boyd Foundation
Robin Boyd FoundationSlide, Robin Boyd, 1950
Penleigh Boyd, Robin and Patricia Boyd's son, writes “Prior to 1950 Robin, like most other amateur or hobby photographers, took black and white printed photographs. The oldest slides date from 1950 when Robin and Patricia travelled to Europe on Robin’s Robert Haddon Travelling Scholarship.” In 1948 Robin Boyd was awarded ‘joint first place’ in the Robert Haddon competition for his design of Mildura art gallery. The scholarship helped fund their first overseas trip. Robin and Patricia were passengers on the Greek ship “Cyrenia” departing in May 1950, passing through the Suez Canal and landing in Genoa five weeks later. For six months, they travelled extensively throughout Europe (predominantly driving themselves) - France, Italy, United Kingdom, Sweden, Denmark, Germany, Austria, Switzerland and Spain.Colour slide in a mount. York Minster, York, EnglandEngland (Handwritten) / York (Handwritten)haddon travelling scholarship, haddon, robin boyd, slide -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Photograph, black & white George Box 1808- 1867, c1855
George Box 1808-1867 an 'agricultural labourer', of Sussex England, married Mary Cripps in 1831 and with 3 three of their 4 four sons and 3 three of their 4 four daughters left Liverpool in the Sailing Ship 'Atlanta' in March 1856 to begin a new life in Melbourne, Victoria , Australia. George and son Henry paid their own fares while sons , Francis and John, were 'assisted passengers'. Their baby daughter Cecilia Lydia died a few days into the voyage.. Caroline Box, the eldest daughter, remained in England working as a cook until she joined the family in Australia in 1863. William Box 1834-1902, the eldest son of George Box, married Elizabeth Avis 1833- 1914 and they resided in Box Cottage 1865 -1914 where they established a market garden and raised 13 children. William and Elizabeth had emigrated in 1854 so George and sons probably worked on their market garden before setting up in Tucker Road and Patterson Road. Sadly Mary drowned in a water hole only 4 months after their arrival in Brighton. Mary suffered from headaches and had occasional fits and the coroner found she passed out and died while trying to ease the pain with cold water from a waterhole. It is supposed that Elizabeth helped him raise the children while he established his market garden. George died from Tetanus following an infected broken leg caused by falling from his dray in 1867. George and Mary were both buried in the Brighton Cemetery. Box Cottage Museum, a reconstruction of an early settler hut, is named after the Box family who resided there 1865 -1913 . George Box was the father of William Box who with his wife Elizabeth Avis Box and 13 children lived and farmed on the block of land in Jasper Road, East Brighton ( now McKinnon / Ormond) that was part of the Henry Dendy Special Survey 1841 Inscribed in Album : “ The early photos in this album were found by Mr (Laurie) Lewis when he was demolishing the Old Box Cottage. He gave them to Mrs Avis Box Eldridge who in turn gave them to me. They were not identified. I believe they rightly belong in the Cottage. I have attempted to identify them and present them in a way they can be preserved as a historical record of the era.” A B Leigh A black and white photograph of George Box taken in Tunbridge Wells, England c1855Photo at base ; TUNBRIDGE WELLS Album inside cover ; Donated to / Moorabbin / Historical Society / by / Avis Box Leigh box george, box mary, box william, box elizabeth, box alonzo, box mary louisa, dendy henry, were j b, dendy's special survey 1841, brighton, moorabbin, bentleigh, mckinnon, ormond, market gardeners, dairy farms, early settlers, pioneers, jasper road, gurr jabez, gurr eliza, pay henry, pay anna, ward willam, box henry, ward elizabeth emma, box john, sheldrake martha, rushall eleanor, box caroline, tetanus -
Mission to Seafarers Victoria
Letter - Correspondence, 04/04/46
This is a letter written from Allan Quinn to his mother in 1946 depicting his time in England and travelling through the Atlantic before heading to France.These letters are of historical, social and interpretive significance as they provide information about the life of a seaman during the mid 20th century.Two page, double sided letter (0330.A1-A2) written in blue ink. Dated 03/04/46 from England and envelope (0330.B)Envelope: "Mrs S Quinn/San Lorenzo/63 Ocean Beach/Manly N.S.W/Australia" Three stamps and the airmail symbol in the right hand corner.allan quinn, mission to seafarers, 1946, england, france, atlantic -
 Mont De Lancey
Mont De LanceyTool, A & F PARKES & CO, Slasher, Unknown
A metal King Eye slasher with an unusual rounded 'U' shaped open blade and a wooden handle. On the blade is stamped, 'King Eye, PATT NO, 3868 A & F PARKES & CO BIRMINGHAM England'. It was efficient for clearing thin and dense low-lying scrub or bush where an axe would be too clumsy. It is similar to a billhook, but with a longer handle.'KING EYE, PATT NO, 3868 A & F PARKES & CO BIRMINGHAM ENGLAND'tools, agricultural equipment, agricultural tools, slashers, gardening tools -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyPhotograph, James Handforth, father of Katherine, wife of Louis Herry, formerly of Walhalla and Cheshire, England. c1880
Black and white photographWritten on backing sheet, "James Handforth, father of Katherine, wife of Louis Herry, formerly of Walhalla and Cheshire, England". From the Place of Many Eagles book, "Louis was born in Purdu, France, in 1855, and came to Ringwood from Walhalla in 1887 and erected a weatherboard house and shop opposite the Club Hotel, using a Miner's Right to secure the land. When he arrived, Louis was a married man with three children, Leopold (1882), Marie (1884), John (1886). He had married Kate Handforth at Walhalla in 1879. In later years Elizabeth, Minellia, Louis and Denise were born. Kate's father was known as the midwife of the Gippsiand township because he had once been a fourth year medical student in England, but earnt a living as a goldbuyer in Victoria. Marie Herry would grow up remembering her grandfather calling sometimes at Ringwood; he would bring the children jubilee Mixture to eat and he carried a revolver in his pocket. Often he would play the violin while Marie would stepdance on the kitchen table." -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
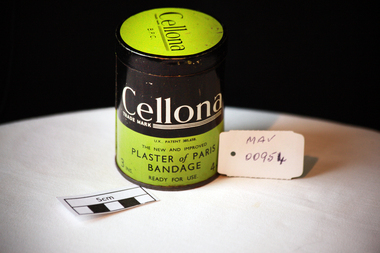
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Containers, tin, 'Cellona' Plaster of Paris, mid 20thC
Thomas James Smith opened a small pharmacy in Hull, England in 1856. On his death in 1896, his nephew Horatio Nelson Smith took over the management of the business. Smith & Nephew plc is a British-based multinational medical equipment manufacturing company headquartered in London, United Kingdom. It is the world's largest producer of arthroscopy products, second-largest producer of advanced wound management products, third-largest producer of trauma and clinical therapy products and fourth-largest producer of orthopaedic reconstruction products. Its products are sold in over 90 countries with 11,000 employees. In 1928 the company developed the wound management product Elastoplast, recorded in Medical Journals worldwide. Since 1998 Smith & Nephew operates in three market segments through separate "global business units" under the Smith & Nephew brand name: Advanced wound management: advanced treatments for difficult wounds. Endoscopy: products for minimally invasive surgery, based in Andover, Massachusetts. Orthopaedics: hip and knee implants and trauma products, based in Memphis, Tennessee. Smith & Nephew was incorporated and listed on the London Stock Exchange in 1937 and in 1999 the Group was also listed on the New York Stock Exchange. In 2001, Smith & Nephew became a constituent member of the FTSE-100 index in the UK. This means that Smith & Nephew is included in the top 100 companies traded on the London Stock Exchange measured in terms of market capitalisation. .Today, Smith & Nephew is a public limited company incorporated and headquartered in the UK and doing business in 90 countries around the world. A tin cylinder with a lift off lid for ‘Cellona’ Plaster of Paris bandage, 3 inches wide x 4 yards long, made by Smith & Nephew Ltd, Hull, England mid 20thCLid - CELLONA / BPC Front - CELLONA / TRADE MARK / U.K. PATENT 385,658 / THE NEW AND IMPROVED / PLASTER of PARIS / BANDAGE / READY FOR USE / 3INS. 4 YDS. Back - ADVANTAGES …….. / DIRECTIONS………/ Made in England by T.J.SMITH & NEPHEW LTD. / LONDON, HULL, MANCHESTER, GLASGOW/ MAKERS OF ELASTOPLAST.* pharmacy, medicines, smith & nephew pty ltd, hull england, london england, plaster of paris, elastoplast, hospitals, nursing, wound dressings, orthopaedics, glassware, bottles, moorabbin, bentleigh, cheltenham -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCompass, 1947-1950
Kelvin Company History: The origins of the company lie in the highly successful, if strictly informal, the relationship between William Thomson (1824-1907), Professor of Natural Philosophy at Glasgow University from 1846-1899 and James White, a Glasgow optical maker. James White (1824-1884) founded the firm of James White, who was an optical instrument maker in Glasgow in 1850. He was involved in supplying and mending apparatus for Thomson's university laboratory and working with him on experimental constructions. White was actually declared bankrupt in August 1861 and released several months later. In 1870, White was largely responsible for equipping William Thomson's laboratory in the new University premises at Gilmore hill. From 1876, he was producing accurate compasses for metal ships to Thomson's design during this period and this became an important part of his business in the last years of his life. He was also involved in the production of sophisticated sounding machinery that Thomson had designed to address problems encountered laying cables at sea, helping to make possible the first transatlantic cable connection. At the same time, he continued to make a whole range of more conventional instruments such as telescopes, microscopes and surveying equipment. White's association with Thomson continued until he died. After his death, his business continued under the same name, being administered by Matthew Edwards (until 1891 when he left to set up his own company). Thomson, who became Sir William Thomson and then Baron Kelvin of Largs in 1892, continued to maintain his interest in the business after James White's death in 1884, raising most of the capital needed to construct and equip new workshops in Cambridge Street, Glasgow. At these premises, the company continued to make the compass Thomson had designed during the 1870s and to supply it in some quantity, especially to the Admiralty. At the same time, the firm became increasingly involved in the design, production and sale of electrical apparatus. In 1899, Lord Kelvin resigned from his University chair and became, in 1900, a director in the newly formed limited liability company Kelvin & James White Ltd which had acquired the business of James White. At the same time Kelvin's nephew, James Thomson Bottomley (1845-1926), joined the firm. In 1904, a London branch office was opened which by 1915 had become known as Kelvin, White & Hutton Ltd . Kelvin & James White Ltd underwent a further change of name in 1913, becoming Kelvin Bottomley & Baird Ltd . Hughes Company History: Henry Hughes & Sons was founded in 1838 in London as a maker of chronographic and scientific instruments. The firm was incorporated as Henry Hughes & Sons Ltd in 1903. In 1923, the company produced its first recording echo sounder and in 1935, a controlling interest in the company was acquired by S Smith & Son Ltd resulting in the development and production of marine and aircraft instruments. Following the London office's destruction in the Blitz of 1941, a collaboration was entered into with Kelvin, Bottomley & Baird Ltd resulting in the establishing Marine Instruments Ltd. Following the formal amalgamation of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd in 1947 to form Kelvin & Hughes Ltd., Marine Instruments Ltd then acted as regional agents in the UK for Kelvin & Hughes Ltd who were essentially now a part of Smith's Industries Ltd founded in 1944 and the successors of S Smith & Son Ltd. Kelvin & Hughes Ltd went on to develop various marine radar and echo sounders supplying the Ministry of Transport, and later the Ministry of Defence. The firm was liquidated in 1966 but the name was continued as Kelvin Hughes, a division of the Smiths Group. In 2002, Kelvin Hughes continues to produce and develop marine instruments for commercial and military use. This model compass is a good example of the commercial type of instruments made by Kelvin & Hughes after the world war 2, it was made in numbers for use on various types of shipping after the second world war and is not particularly rare or significant for it's type. Also it was made no earlier than 1947 as the firms of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd who took over from Smith & Sons were not amalgamated until 1947. Given that Smith and Sons is engraved on the compass with Kelvin & Hughes it can be assumed that this compass was made during the company's transitional period to Kelvin & Hughes.Compass, marine or ship's card compass, gimble mounted, with inscriptions. Type is Lord Kelvin 10 inch compass card. Made in Great Britain by Kelvin Hughes Division of S. Smith & Sons (England) Ltd. "LORD KELVIN 10.", "COMPASS GRID", "MANUFACTURED IN GREAT BRITAIN BY", "KELVIN HUGHES DIVISION", "S. Smith & Sons (England) Ltd".flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, marine compass, gimble compass, ship's compass, lord kelvin compass, smith and sons england ltd, henry hughes & son ltd london england, kelvin bottomley & baird ltd glasgow scotland, kelvin & hughes ltd, navigation instrument, scientific instrument, william thomson, james white, baron kelvin of largs -
 Buninyong Visitor Information Centre
Buninyong Visitor Information CentreFunctional object - Scalpel handle, Swann-Morton, Post 1932
Made in England by Swann-Morton, Sheffield. The company was founded in 1932 and manufactured scalpel handles, blades, and surgical equipment.The metal handle comes to a narrow protruding piece at one end. It has identical indented patterning on both sides. Swamm-Morton scalpel handle BS 2892. Made in England.medicine, scalpels -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Book, The England I remember, 1940s
This book has been written by Alan Mickle and tells of his impressions of England in 1908, 1923 and 1938. The proceeds of the sale of the book went to the ‘Food For Britain’ drive, an appeal that operated throughout Australia during World War Two. Alan Mickle, the son of David and Clara, was related to an early 20th century Shire Engineer in the Camperdown area and to Thomas Mickle, a prominent landowner, hotel keeper and photographer in early Warrnambool. Alan Mickle died in 1969. M.E. Clarke, whose signature appears in the book, was a descendant of a local Clarke family which included Angus Henry Clarke (b. 1866) who married Maggie Brown and Angus’ brother, John Sanders Clarke (b.1870) who married Bessie McMahon of Warrnambool. Bessie’s father, William was a prominent 19th century lawyer in Warrnambool. The book was donated to the Warrnambool and District Historical Society by Aileen Hassell who was the daughter of John and Bessie Clarke. This book is significant because of its links to the ‘Food For Britain’ appeal which was active in Warrnambool during World War Two. Also the book is significant because of its links to the Clarke and Mickle families, resident in the Warrnambool district in the late 19th and early 20th centuries This is a soft cover book of 93 pages. The cover is buff-coloured with a fold-in flap at the ends of the cover to make the cover more sturdy. The lettering on the cover is in red and black calligraphy. The book has a Foreword by the Rt. Hon. R.G. Casey and includes several black and white photographs. The cover is a little scuffed and worn. The inscription is handwritten in blue ink.‘M.E.Clarke’ alan mickle, food for britain appeal, world war two, world war two in warrnambool, john and bessie clarke, aileen hassell -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - CRUCIBLE
Clay crucible marked Battersea Round F Morgan England commonly used for melting gold.Morgan Englandmining, equipment, crucible -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - CRUCIBLE
Clay crucible marked Battersea Round F Morgan England commonly used for melting gold.Morgan Englandmining, equipment, crucible -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - CRUCIBLE
Clay crucible marked Battersea Round D Morgan England commonly used for melting gold.Morgan Englandmining, equipment, crucible -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - CRUCIBLE
Clay crucible marked Battersea Round G Morgan England commonly used for melting gold.Morgan Englandmining, equipment, crucible -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - CRUCIBLE
Clay crucible marked Battersea Round G Morgan England commonly used for melting gold.Morgan Englandmining, equipment, crucible -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - CRUCIBLE
Clay crucible marked Battersea Round E Morgan England commonly used for melting gold.Morgan Englandmining, equipment, crucible -
Tatura Irrigation & Wartime Camps Museum
Plate (commercial), Bolgers Tatura Hotel china ware, Grindley's Hotel Ware - England
Crockery for hotel.Round white commercial ware plate with stamp "Criterion Hotel Tatura" with the licencee's name in the centre, in green "Bolgers"On back, a crown with the words "Grindly Hotel Ware England - vitrified. Loptus Moran - Melbourne (in green). -
 National Wool Museum
National Wool MuseumShearing Hand piece
Shearing handpiece inscribed "MUNRO / 4134/ MADE IN ENGLAND", "MUNRO/ PAT. APPLIED FOR/ OIL", "REGISTERED DESIGN". Munro manufacturers in Ballarat, created by George Munro c.1927. Handpeice manufactured in England by Burgon and Ball (Sheffield) for Austrlaian market. Handpiece contains Wolseley start spindle similar to Burgon, missing a 'bush' in tension nut.Metal, leather and plastic shearing handpiece inscribed "MUNRO / 4134/ MADE IN ENGLAND", "MUNRO/ PAT. APPLIED FOR/ OIL", "REGISTERED DESIGN". Plastic hand piece with leather casing attached with wire, covering swivel joint."MUNRO/ PAT. APPLIED FOR/ OIL" Munro 4134 made in england Registered designshearing