Showing 870 items
matching water colour
-
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionPhotograph - Photograph - Wharf, 05/12/1991
Port of Portland Authority ArchivesBack: Bottom right corner '5-12-91'port of portland archives -
Glenelg Shire Council Cultural Collection
Photograph, 30/08/1989
Port of Portland Authority ArchivesBack: '30/8/89' - black textaport of portland archives -
Glenelg Shire Council Cultural Collection
Photograph, 30/08/1989
Port of Portland Authority ArchivesBack: B'30/8/89' - black texta -
Glenelg Shire Council Cultural Collection
Photograph - Photograph - Henty Beach, Aug-89
Port of Portland Authority ArchivesBack: 'Henty Beach area (Yacht club end) August '89 V. High tides' - black biro -
 Red Cliffs Military Museum
Red Cliffs Military MuseumHexamine Stove, 1960s - 2000s
Stove used in the field by individual soldiers for heating food and boiling water. The stoves were provided in individual ration packs and when folded up held a packet of hexamine tablets, the fuel used in the stove.Light gauge metal folding stove using 25mm X 25mm X 10mm hexamine tablets as fuel. The stove folds up to hold a pack 0f hexamine tablets, it is gold in colour and designed to heat a mess tin in the field.stove, army rations, hexamine, field cooking -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyPhotograph, Ringwood Bowling Club- Flooding of greens, 1989
Colour photographPhotograph was taken off the video shots taken by Jack Shandley. The flooding occurred on 10th April, 1989, when four inches of rain fell in 1½ hours. Photograph shows the height of the water in relation to the top of the Mullum Creek viaduct. -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, Tea Pot, Between 1885 and 1905 after which the backstamp changed to G & S LTD
Earthenware is lightly fired, readily absorbs water if not glazed, and does not allow light to pass through it. Coarse earthenware is made from clay and grog (ground up fired pot). There are two main types of glazed earthenware: One is covered with a transparent lead glaze; when the earthenware body to which this glaze is applied has a cream colour, the product is called creamware. The second type, covered with an opaque white .in glaze, is variously called tin-enamelled, or tin-glazed, earthenware, majolica, faience, or delft. G&S marking could be Grove & Stark, Longton, England (1871-1884). In the 19th century, J. & G. Meakin ,1851 based in Hanley, Stoke-on-Trent, Staffordshire, was known for the vast quantities of cheap ironstone china it produced for the domestic English market and for export to Australia, Canada, New Zealand and the United States. Grove & Stark were taken over by Meakin early 20thC The Mark could also be Gibson & Sons (Ltd), were notably manufacturers of earthenware Burslem, Stoke-on-Trent. Founded around 1885 and traded until the mid 1970's. They were previously Gibson, Sudlow & Co. Manufactured between 1885 to 1905. Small earthen-ware, black-glazed tea-pot. 8 sided. The body of the tea-pot is decorated with hand-painted gold flowers and raised cream flowers. The lid is also hand -painted with green leaves and flowers. This floral pattern is named "Garland" The lid is not of the same pattern as the base. The spout was broken when brush tailed possum entered Cottage via chimney 27/4/2014. Can be repairedOn the base of the tea-pot. Makers Mark is G & S. "Garland". (Pattern), Rg. No. 175153. Also 'Made in England'. Under glaze there is the word: England.crockery, earthenwarre, gibson & son ltd, grove & stark ltd, pioneers, early settlers, bentleigh, market gardeners, moorabbin, cheltenham, pottery, stoke- on - trent, england, longton, burslem, wedgwood -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied, double collar lip; square upper with flared lower. Neck has seams and shoulder seam from 3-piece mould. Body with horizontal ripples tapers inwards to base. Push-up base with pontil mark and embossed inscription. Tape over wire around mouth. Cork remnants inside mouth. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Push-up base with pontil mark and embossed inscription. Base is uneven, glass composition has imperfections.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Neck has seams and shoulder seam from 3-piece mould. Body tapers towards base. Push-up base with pontil mark and embossed inscription. Base is uneven. Mouth has remnants of the seal in it and tape remnants around its outside. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim, Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Neck is slightly bulged and there is a mould seam where shoulder joins base. Body tapers inward to base. Uneven base with deep push-up centre with small pontil mark. Scratches and imperfections in glass. Also encrustations on surface. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has remnants of tape and wire seal. Mould seam around shoulder. Body tapers slightly inward to the base. Push-up base has pontil mark and is embossed in large letters. Base is uneven. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. However, this bottle is rare, in that the base has been embossed then over-embossed with the same text, letters overlapping. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is a rare find, in that the base has been over-embossed with the same lettering, letters overlapping one another. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, over embossed, brown glass, handmade, rare. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has sealing tape remnants around top. Mould seam around shoulder. Body tapers inwards to push-up base. Top edge of lip has application faults. There is also a rectangular indent in the upper edge of lip. Base is embossed and over embossed, with the letters overlapping each other. Embossed on base "6 TO THE GALLON", then over-embossed with the same "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable, over embossed, rare -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from an unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, Tall slim gallon style. Applied double collar lip; upper is straight, lower is flared. Lip has bumps around the top. Neck has slight taper towards shoulder, which has a shoulder seam from the mould. Body tapers inwards towards base. Push up base has a pontil mark. Base is embossed.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s-1870s
This teal coloured bottle (blue-green, non-olive) has been handmade from about the 1840s-1870s. The bottle, possibly used to store soda or mineral water, was found in the coastal waters of Victoria about 100 years from when it was made. It is part of the John Chance Collection. The teal, or blue-green, colour of this bottle’s glass is reasonably rare. The colour is probably the result of a combination of cobalt (blue), iron (yellow-orange) and chromium (green) that may have been in the raw silica, or perhaps added to the glass sand before making the glass. Glassblowers made bottles like this one by blowing air through a long pipe into the molten glass blob at the end of the pipe. The glass was blown out to fit into the shape of the cylindrical dip mould. Once it hardened, the glass was removed from the mould and the glassblower would continue using the pipe to create the neck while carefully using a tool to hold the base. A ponty tool was used to complete the shape of the base. The bottle would be cracked off the end of the glassblower’s pipe and a blob of molten glass would be wrapped around the top of the neck and shaped to finish the lip of the bottle, sometimes using a tool to do this. The seal was usually a cork, often held in place with wax or wire with tape over it to seal the aerated drink inside. The gutter between the upper and lower lip was used to anchor the seal. This style of handmade bottles would often have horizontal bubbles in the applied finish, caused by twisting the glass, and vertical bubbles and diagonal lines in the neck and body from it being blown, and a mark in the base where the ponty tool had been attached. Although the bottle is not linked to a particular shipwreck, it is recognised as being historically significant as an example of handmade, mid-19th century bottles imported for use in Colonial Victoria in the mid-to-late 1800s. The bottle is significant for its rarity, as its teal, blue-green colour is unusual. It is a valuable addition to our collection of 1800s handmade bottles. The bottle is also significant as it was recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. Bottle; unusual dark teal (blue-green, non-olive) opaque glass, medium size, cork-top style. Handmade with applied double-collar lip with straight side upper and a ring lower. The edge of the mouth is uneven. Neck is slightly bulbous. Body has shoulder seam, then tapers inwards to base, shallow base. Heel is uneven width. Base is shallow with glass of different density. Bubbles in the body and an elongated bubble at base of neck. Sediment inside bottle. Chip in lip. Scratched surface.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, handmade, mouth blown, blown bottle, 19th century bottle, collectable, bottle, green glass, blue-green glass, teal glass, non-olive green glass, dip mould, soda bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, c. 1840s - 1870s
This broken black glass bottle has been handmade from about the 1840s to 1870s. The bottle, possibly used to store ale or soda or mineral water, was found in the coastal waters of Victoria. It is part of the John Chance Collection. Black glass is one of the oldest bottle colours and dates back to the early 17th century. In the 1840s to late 1870s black glass bottles were mainly used for liquor and ale. All glass is made from silica, which is found in quartz sand. The naturally occurring sand has impurities, such as iron, that determine the colour of the glass. Residual iron leads to green or amber coloured glass, and carbon in the sand makes that glass appear as ‘black’. A strong light behind the glass will show its colour as dark green or dark amber. This handmade bottle appears to have been made in a three piece dip mould with a cylindrical base and two removable neck pieces. The molten glass was blown into the mould to give the body a uniform symmetrical shape and size. After the bottle was blown, the glassblower removed it from the mould then the base was pushed up with a pontil tool that gave it the concave shape. The finish for the mouth was added by hand or with another tool to form the ring collar. The mould gives the body a slightly textured surface. There is usually a line around the shoulder and on the sides of the neck where the mould meet, and a lump or mark in the centre of the base, called a pontil mark, where the push-up tool was removed. Although this bottle is not linked to a particular shipwreck, it is recognised as a historically significant example of handmade, 1840s to 1870s beverage bottles imported for use in Colonial Victoria. The bottle is also significant for its association with John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several shipwrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Bottle, black glass. Mouth is broken off. Roughly applied ring collar. Bottle has shoulder seam and two neck seams. Heel is uneven, base is concave with tool mark. Glass has crease lines, a drip and imperfections. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, handmade, mouth blown, blown bottle, collectable, bottle, dip mould, soda bottle, ale bottle, beverage bottle, black bottle, three pece mould -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, c. 1840s - 1870s
This broken black glass bottle has been handmade from about the 1840s to 1870s. The bottle, possibly used to store ale or soda or mineral water, was found in the coastal waters of Victoria. It is part of the John Chance Collection. Black glass is one of the oldest bottle colours and dates back to the early 17th century. In the 1840s to late 1870s black glass bottles were mainly used for liquor and ale. All glass is made from silica, which is found in quartz sand. The naturally occurring sand has impurities, such as iron, that determine the colour of the glass. Residual iron leads to green or amber coloured glass, and carbon in the sand makes that glass appear as ‘black’. A strong light behind the glass will show its colour as dark green or dark amber. This handmade bottle appears to have been made in a three piece dip mould with a cylindrical base and two removable neck pieces. The molten glass was blown into the mould to give the body a uniform symmetrical shape and size. After the bottle was blown, the glassblower removed it from the mould then the base was pushed up with a pontil tool that gave it the concave shape. The finish for the mouth was added by hand or with another tool to form the ring collar. The mould gives the body a slightly textured surface. There is usually a line around the shoulder and on the sides of the neck where the mould meet, and a lump or mark in the centre of the base, called a pontil mark, where the push-up tool was removed. Although this bottle is not linked to a particular shipwreck, it is recognised as a historically significant example of handmade, 1840s to 1870s beverage bottles imported for use in Colonial Victoria. The bottle is also significant for its association with John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several shipwrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Bottle, black glass, 'gallon' style. Applied broken lip, wide collar. Shoulder seam, two side seams, body tapers inwards towards base. Concave base. Glass has bumps, creases and imperfections.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, handmade, mouth blown, blown bottle, collectable, bottle, dip mould, soda bottle, ale bottle, beverage bottle, black bottle, three pece mould -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, c. 1840s - 1870s
This broken black glass bottle has been handmade from about the 1840s to 1870s. The bottle, possibly used to store ale or soda or mineral water, was found in the coastal waters of Victoria. It is part of the John Chance Collection. Black glass is one of the oldest bottle colours and dates back to the early 17th century. In the 1840s to late 1870s black glass bottles were mainly used for liquor and ale. All glass is made from silica, which is found in quartz sand. The naturally occurring sand has impurities, such as iron, that determine the colour of the glass. Residual iron leads to green or amber coloured glass, and carbon in the sand makes that glass appear as ‘black’. A strong light behind the glass will show its colour as dark green or dark amber. This handmade bottle appears to have been made in a cylindrical dip mould. The molten glass was blown into the mould to give the body a uniform symmetrical shape and size. After the body was blown, the glassblower removed it from the mould and formed the shoulder and neck by free-blowing the glass. The base was pushed up with a pontil tool that gave it the concave shape. The finish for the mouth was added by hand to form the collar. The mould gives the body a slightly textured surface. There is usually a line around the shoulder where the mould meet the base, and a lump or mark in the centre of the base, called a pontil mark, where the push-up tool was removed. Although this bottle is not linked to a particular shipwreck, it is recognised as a historically significant example of handmade, 1840s to 1870s beverage bottles imported for use in Colonial Victoria. The bottle is also significant for its association with John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several shipwrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Bottle, black glass, 'gallon' style. Applied lip, straight collar with circular lines from being hand moulded. Shoulder seam, body tapers inwards towards base. Heel has varied width, shallow base has small pontil mark. Mouth is chipped. Glass is discoloured and has uneven surface and encrustations. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, handmade, mouth blown, blown bottle, collectable, bottle, dip mould, soda bottle, ale bottle, beverage bottle, black glass -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - ALONG THE CHANNEL
Along The Channel, some of the historical and general features along the Coliban main channel, 90 pages with black and white and colour photographs & maps.Philip Wilkincivil engineering, water supply, coliban -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - COLOUR PHOTOGRAPH OF BUILDING
... in water. Photograph COLOUR PHOTOGRAPH OF BUILDING ...COLOUR PHOTOGRAPH OF building /machinery. Dredge in water.photograph, building -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - WESTERN AUSTRALIA GOLDFIELDS WATER SCHEME
A souvenir of the official opening of the Western Australia Goldfields Water Scheme and visit to the mines of the Golden Mile. Published by The Chamber of Mines of Western Australia Incorporated, Kalgoorlie. 24 - 26th January 1903. Printed by F. W. Niven & Co. 40 - 42 Flinders Street , Melbourne. The cover is maroon colour (now very faded) with gold lettering. The booklet contains Many photos of the Kalgoorlie and Boulder mines.Printed by F.W. Niven & Co. 40-42 Flinders Street, Melbourne.civil engineering, water supply, goldfields, goldfields water scheme, western australia, kalgoorlie, mining, water supply -
Bendigo Historical Society Inc.
Book - A FINE SHEET OF WATER - HISTORY OF KENNINGTON RESERVOIR BENDIGO, 2012
174 page soft cover book 'A Fine Sheet of Water, History of Kennington Reservoir, Bendigo'. By Bill and Carol Holsworth with the help of the Friends of the Kennington Reservoir and members of the Bendigo Field Naturalists Club. Published by the Bendigo Field Naturalists Club 2012 . Illustrated with B&W photos, maps and sketches. Colour arial photo of the Reservoir on front cover. Descriptions of early development plus flora and fauna.Bill and Carol Holsworth -
Bendigo Historical Society Inc.
Photograph - PHOTOGRAPH FORTUNA VILLA AND MINES
Black and white photograph of Fortuna Villa mining sites, showing on foreground water dam, poppet head and chimney, Victoria Hill on the left. There are two copies one sepia colour.bendigo, mining, fortuna mine sites -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - NISTERS HOLIDAY ANNUAL 1903, 1902
1903 edition of childrens annual ''Nisters Holiday Annual'' red hard cover with gold letering and showing children walking across water on stepping stones, contains black and white plus some colour illustrations. Inscription reads To Madge with Mr Stewarts best wishes Xmas 1902.books, children's, picture annual -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - BILL ASHMAN COLLECTION: CORRESPONDENCE
... in the colour of the water from the diesel engines on the 180 Gold.... Abbott. Letter details the changes in the colour of the water ...Copy of a letter dated 25 January, 1937, from Frank A. Stevenson to R. H. S. Abbott. Letter details the changes in the colour of the water from the diesel engines on the 180 Gold Mining Coy., Bendigo, after the Scale Buoys were installed.sciences, instruments - general, scalebuoy, bill ashman collection - correspondence, stevenson bros. motor service station, r h s abbott, crown hotel, 180 gold mining coy, frank a stevenson -
Port Melbourne Historical & Preservation Society
Photograph - Main drain reconstruction, Cruikshank Street, Port Melbourne, Outfall Timber Drain Reconstruction, 23 Aug 2004
Photographs & plans supplied by Melbourne water of Cruikshank Street main drain reconstruction of bay outfall. 2004 .01 19x25 colour photo of clear spanning footing .02 19x25 colour photo of outer edge of drain .03 19x25 colour photo of top deck of drain .04 19x25 colour photo of excavation .05 - .08 19x25 colour photo of excavation of drain .09 - .12 colour photo of excavation of drain .13 - .14 22x33 colour photo of plan of area .15 - .17 39x53 drawn plan of area surrounding .18 - .19 39x53 Cruickshank St main drain reconstruction .20 Initial e-mail letter regarding drain (3-8-04) .21 Business card, Melbourne Water's Paul Balassomeengineering - canals and drainage, cruickshank street -
 National Vietnam Veterans Museum (NVVM)
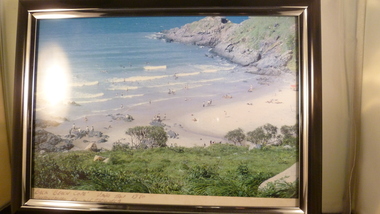
National Vietnam Veterans Museum (NVVM)Photograph, Back Beachcove, 1970
Colour photograph in Black Frame.Picture of Back Beachcove. Beach scene with people enjoying the water.- Rocky Edge and green hill. Vung Tau 1970.photograph, vung tau -
Port Melbourne Historical & Preservation Society
Photograph - Missions to Seamen building, Port Melbourne, Alison Kelly, 1990
Donated to the Society by the photographer Alison KellyColour photograph of the west end of Missions to Seamen building from beside Centenary Bridge c1990; water tower of Engine Works in backgroundcentenary bridge, missions to seamen -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Functional object - Webbing, basic, Circa early 1960's
Basic webbing was used by Australian Defence forces during the Vietnam War era (1962 - 1975) to carry personal equipment such as ammunition, water, basic rations, shelter usually on short duration operations such as patrols. Basic webbing was a classic and iconic item of equipment universally used by servicemen in Vietnam.Army basic webbing set. Jungle green colour and made of canvas. Consisting of a webbing belt, 2 ammunition pouches, 1 water bottle cover, a shoulder harness and a patrol bag.The name 'A Kelly' on the front and the name 'Ceskus. 6102716 on the back.basic webbing, vietnam war, military equipment, webbing -
Port Melbourne Historical & Preservation Society
Photograph - COR/BP tank farm clean-up, Alison Kelly, Aug 1990
Shot when Alision Kelly was caretaker at the nearby 'Mission Art Centre' and displayed there and at the Port Melbourne LibraryFour colour photos of bulldozer working on clean up process on site of former COR/BP tank farm - view to south. Archivally mounted on vertical strip of white card and enclosed in mylar. Photos all looking south; views of equipment scooping out hydro-carbons, soil from pit filled with ground water; top to bottom: Williamstown and Webb Dock in background; white Toyota EAY-921 right foreground; close up; close up; Princes Pier in left backgroundInk on back: 'A. Kelly 645 2324'town planning - proposals shelved - bayside, environment, alison kelly