Showing 1203 items
matching slip
-
 Trafalgar Holden Museum
Trafalgar Holden MuseumVehicle - VN Commodore, 1988
The VN Commodore was available in Executive, S, SS, Berlina and Calais specification levels, although a more basic SL model (opt. code A9K) was supposedly offered to government and fleet buyers, as it was not officially listed as part of the Commodore range. Changes in the relative values of the Australian dollar, the Japanese yen, and the US dollar made it impractical to continue with the well-regarded Nissan engine of the VL. Instead, Holden manufactured their own 90-degree V6 based on an old Buick design from the US, although initially it was imported. The 5.0-litre V8 remained optional and received a power boost to 165 kW (221 hp). Both these engines used multi point GM EFI and the V6 using 3 coil-packs for ignition. Holden and HSV developed this car as the basis for racing in Group A Confederation of Australian Motor Sport events. While the minimum number of cars built to qualify in Australian Touring car Championships, with modified body kit, brakes or engine is 500, only 302 VN were built but CAMS granted an exemption allowing them to compete.Holden and HSV had worked hard to develop this car to be a serious competitor to the Skyline, Ford Sierra and the BMW which had dominated in the previous years. This was to be the Holden’s answer and coincided with the return of Peter Brock back to the Holden team from 1987.Mechanically the cars were fitted with reworked version of Holden’s 4.9 litre V8. The engine block was cast for additional strength, modified cylinder heads roller rockers and high fuel flow fuel injection was applied. Output was 215 kw at 5200revs and, though at today’s standard, that is not that much it was very impressive at that time. The drive was through a six speed ZF gearbox with a heavy duty racing clutch and a limited slip differential.Under the Hawke government's Button car plan, which saw a reduction in the number of models manufactured locally, and the introduction of model sharing, the VN Commodore was rebadged as the Toyota Lexcen, named after the late America's Cup yacht designer, Ben Lexcen. Subsequently, the Toyota Corolla and Camry were, similarly, badged as the Holden Nova and Holden Apollo.Red executive 4 door sedanHolden Lion and stone emblem grille centre, Commodore boot LHS, Lion and stone emblem boot RHS.vehicle, vn commodore, holden, car -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Bolster Sham, Eliza Towns, Late 19th century to early 20th century
This bolster sham is one of several linen and clothing items that were made and belonged to Mrs. Eliza Towns and donated to Flagstaff Hill Maritime Museum and Village. Eliza was born Eliza Gould in 1857 in South Melbourne (Emerald Hill) and in 1879 married Charles Towns. In the early 1880's they moved to Nhill in western Victoria and remained there for the rest of their married life. Charles was a jeweller and later became an accountant and for many years was involved with the Shire Council, the local show committee (A & P Society), the Hospital Committee and the Board of the local newspaper (the Nhill Free Press). They had three children and lived a life that would be regarded as comfortably "middle class". Eliza probably had a treadle sewing machine and would have made many of her own clothes and household linens - adding her own handmade embroidered or crocheted decorative trim. Most beds during the late 19th and early 20th century had a feather, hair or spring mattress covered by a blanket and topped with an under sheet, an upper sheet, several blankets and a bedspread. A flat bolster could be placed either under the pillows or on top of the pillows with a decorative sham. Washing pillows and quilts by hand would have been a very onerous task (involving heating water and handwashing in a tub or using a copper) and so it became the practise of many housewives to cover the pillows and bolsters with an outer slip (or sham) of washable material which could be easily removed and washed when needed. If the bolster was kept under the pillows it wouldn't need to be very decorative but many shams or slips that were "on show" were often highly decorated with embroidery, pintucks, ribbons or lace. This bolster sham is machine made and quite plain with the exception of some pintucking and eyelet lace on each end which suggests that it would mostly be hidden under the top pillows with just the decorative edges on display.This item is an example of the needlework skills of women in the early 20th century - combining machine stitching with hand embroidery to personalise and embellish a practical domestic object. It is also significant as an example of an early 20th century innovation that helped make the working lives of housewives a little bit easier.A long white cotton rectangular bolster sham, machine sewn, with seven ties and two buttons (plus one missing button) to enable it to be folded over lengthwise and closed. It has two pull string ties near each end to enclose a bolster and is finished with a decorative edge of pintucks and handmade eyelet lace and embroidery.flagstaff hill maritime museum and village, eliza towns, sham, bedding, great ocean road, shipwreck coast, warrnambool, household textiles, sewing, bolster sham, housework, pillow sham, charles towns, nhill, haberdashery, needlework, manchester, handmade, household linen -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Accessory - AILEEN AND JOHN ELLISON COLLECTION: BOX OF FLOWER BROOCHES AND PINS, 1950's
Two piece pink and white box with stylized butterfly on top and three sides of the lid. Label on one end of the lid reads, Berlei 1033, Full slip - long sleeve, stretch lace bodice, fashion - natural Qnty 2 16. 1. One piece of gold coloured net gathered in centre. Border of seeds scattered !8cm X 14 cms. 2. Wire decorative hair comb with gold lame ribbon attached to a band across top of comb. Twenty four wire teeth with loops at the tips, 15 cms X 7 cms. 3. Two sprays of plastic flowers in plastic bags, two white plastic flowers with two green plastic leaves 10 cms X 7 cms. 4. White fabric rose with green paper wrapped stem, 13 cms X 6 cms. 5. Coffee coloured fabric rose backed with four patterned fabric leaves - coffee coloured. Two green plastic tubes attached as stems. 16 cms X 9 cms. 6. Cream coloured fabric rose. Four petals of flocked fabric.Green paper wrapped stem. 16 cms X 9 cms. 7. Black fabric rose with four petals of flocked fabric.Three black fabric leaves. Black paper wrapped stem. 15 cms X 8 cms. 8. Pink fabric rose with six green fabric leaves attached to the back . 13 cms X 10 cms. (.Pale pink fabric rose backed with three green paper leaves, loops of pink ribbon, six small pink fabric flowers and two sprays of brown fern like leaves. 14 cms X 10 cms.ephemera, mementoes, box of flower brooches and pins -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - YOUNG WOMEN'S CHRISTIAN ASSOCIATION, BENDIGO - WARRIAH CLUB, 1920
Young Women's Christian Association, Bendigo - Warriah Club. For Girls over 20. Here hath dawned another blue day. Think I wilt thou let it slip useless away? General Secretary: A Louise Burton. Syllabus 1920. June 2-Readings, Members. June 9-Fancywork, Miss Sinclaire. June 16-Lofe in Honolulu, Miss Hunter. June 23-Home Cooking, Miss Leadbeater. June 30-Club 'At Home' to friends. July 7-An evening with Browning, Mrs Finster. July 14-A Cottage Farden, Mr Rumball. June 21-Demonstration of Cookery, Miss Sampson. June 28-How to take care of an invalid. Aug. 4-Personal Beauty. Aug 11-An evening in France, Sister Hunter. Aug 18-How to prepare meals, Miss Wheeler. Aug 25-A Winter Party. Sept 1-Nursing in the Home. Sept 8-How to keep youthful. Sept15-My books. Sept 22-Fancywork,. Sept 29-The teeth, and how to care for them. Oct 6-An evening with the poets. Oct 13-Open night. Oct 20-The Citizen Ideal. Oct 27-Invitation night. Nov 3-Etiquette, Members. Nov-10 China to-day. NovNov 17-How to furnish a home. Nov 24-Democracy. Dec 1-Open night. Dec 8-An evening with books. Dec 15-Christmas Party. The purpose of the Club is to unite girls in; Comradeship, Service, and Self-Development. The Club meets every Wednesday evening at 8pm, and is open to all girls over 20 years who wish to enrol. Presedent: Miss L Johns. Vice President: Miss B Marsh. Secretary: Miss R Sampson. Treasurer: Miss E Robinson.Bolton Bros. Printers. Bendigochurch, ymca warriah club, young women's christian association, bendigo - warriah club -
 Ballarat Tramway Museum
Ballarat Tramway MuseumFunctional object - Fare Token, Electric Supply Co. of Vic (ESCo), 1913
Demonstrates aspects of the Ballarat Tramways fare system at the time of the one man trams, tokens which could be pre purchased by travellers and save time when boarding trams. See notes on file re these eg Reg Item 1801.Fare token- 2d - 21mm diameter - green celluloid - with "B.E.T." in large capitals on front centre of token and words "Ballarat Electric Tramways 1913" on circumference. On reverse in large font "2" and a small font "D" at top of the two - indicating token had a value of two pence. Extract from A. Bradley "The Golden City and its Tramways" about tokens and why. "The ESCo worked out its procedures from its own experience. A "pay as you enter" system was used on city-bound cars, and a "pay as you leave" system on outward-bound cars. On Sundays during busy periods this was reversed on the Gardens lines, but conductors were still required on this line to cope with the heavy summer holiday traffic. Trams 1 to 18 were altered by altering the end seating, placing gates on doorways and "pay as you enter" and "pay as you leave" signs. Once on board, passengers paid their coins into a farebox mounted behind the driver, which was fitted with glass windows and mirrors to enable the driver to see the coins slide into the box - a form of "moral check on passengers". Regular passengers could buy pink or green celluloid tokens at a discount price, to save the motorman having to issue tickets and give change." Stopped being in use in 1921, see Reg Item 1801.1 and 1802. Place of manufacture not known. For other 2d token see Reg. Item 1943 and 2488 page 31. See Reg. Item 2514 for H.P. James notes on the token system. 1794.1 - added 18/4/2009 - donation of Lyall Denning Related documents provides some information on the value of the items. eBay sale 15/10/2006 $20 - eBay slip with worksheet - see related items.trams, tramways, tickets, tokens, esco, one man trams -
 Lara RSL Sub Branch
Lara RSL Sub BranchBelt, Leather Belt
This belt belonged to a WW1 Australian Anzac who most probably, because of the buttons and badges, served on the Western Front. Records destroyed in 1969 bush fires at Lara means we are unable to determine who owned this in the RSL. The belts is called a 'stable belt' and the one you have acquired is an early example with a leather pocket. It became common in WW1 for both, leather belts (especially that from the 1903 bandolier equipment as worn by those in the Boer War), and stable belts to be used to hold badges collected from fellow soldiers and for that reason it was often known as a 'souvenir belt'. The evolution of the stable belt: It seems that stable belts began to become popular across the Army as a whole around the turn of the 20th century, although they probably originated with the cavalry a little earlier sometime in the 1880s/1890s. All units at that time had horses on their establishment and those soldiers told off to attend them reported for Stable Parade in Stable Dress which consisted of very high waisted and pocket less breeches, or trousers, held up by braces and collarless, woollen flannel shirts with sleeves rolled up. This was to facilitate the rigorous physical effort and flexibility of movement necessary for mucking out and grooming. Braces at that time had no elastic as rubber was expensive, they were made of cotton with no 'give' whatsoever and so soldiers commonly allowed the braces to flop down from the waist so that they could bend over freely. For trousers that fitted loosely (due to the high waist) this meant that they tended to slip down and at first soldiers cinched them in with leather belts. Later on the regimental saddlers began to make belts from the same, plain canvas or wool strapping used for the horses Surcingle and utilising the same double leather strap and buckle arrangement for security (if one strap broke the other would hold and prevent the saddle from coming unseated). One particular feature of these early stable belts was a sewn on (or in) pocket, secured by a stud or clip, within which loose change could be kept, or a pocket watch, as there were no pockets in the breeches. As you might imagine these became very popular as the pocket was useful and the extra breadth afforded by the canvas strapping made them very comfortable. Around about the turn of the 20th century it began to be popular for officers to wear neckties in regimental colours both for sport and less formal, country dress. This habit probably began with the Queens Household troops and Line Cavalry, but quickly spread throughout the Army and it appears as if this use of regimental colours spread to the canvas or wool strapping used to make stable belts. For this reason the stable belts invariably followed the same colour scheme (but not always the same pattern arrangement) of regimental neck ties. This belt is an example of what Australian troops collected when on the Western Front during WW1 and when on leave.Leather Belt with 31 Badges and Buttons from WW1 attachedSee Mediaww1, world war 1, australian army, badges, button, belt, stable belt -
 Lara RSL Sub Branch
Lara RSL Sub BranchBelt, Webbing Belt
This belt belonged to a WW1 Australian Anzac who most probably, because of the buttons and badges, served on the Western Front. Records destroyed in 1969 bush fires at Lara means we are unable to determine who owned this in the RSL. The belts is called a 'stable belt' and the one you have acquired is an early example with a leather pocket. It became common in WW1 for both, leather belts (especially that from the 1903 bandolier equipment as worn by those in the Boer War), and stable belts to be used to hold badges collected from fellow soldiers and for that reason it was often known as a 'souvenir belt'. The evolution of the stable belt: It seems that stable belts began to become popular across the Army as a whole around the turn of the 20th century, although they probably originated with the cavalry a little earlier sometime in the 1880s/1890s. All units at that time had horses on their establishment and those soldiers told off to attend them reported for Stable Parade in Stable Dress which consisted of very high waisted and pocket less breeches, or trousers, held up by braces and collarless, woollen flannel shirts with sleeves rolled up. This was to facilitate the rigorous physical effort and flexibility of movement necessary for mucking out and grooming. Braces at that time had no elastic as rubber was expensive, they were made of cotton with no 'give' whatsoever and so soldiers commonly allowed the braces to flop down from the waist so that they could bend over freely. For trousers that fitted loosely (due to the high waist) this meant that they tended to slip down and at first soldiers cinched them in with leather belts. Later on the regimental saddlers began to make belts from the same, plain canvas or wool strapping used for the horses Surcingle and utilising the same double leather strap and buckle arrangement for security (if one strap broke the other would hold and prevent the saddle from coming unseated). One particular feature of these early stable belts was a sewn on (or in) pocket, secured by a stud or clip, within which loose change could be kept, or a pocket watch, as there were no pockets in the breeches. As you might imagine these became very popular as the pocket was useful and the extra breadth afforded by the canvas strapping made them very comfortable. Around about the turn of the 20th century it began to be popular for officers to wear neckties in regimental colours both for sport and less formal, country dress. This habit probably began with the Queens Household troops and Line Cavalry, but quickly spread throughout the Army and it appears as if this use of regimental colours spread to the canvas or wool strapping used to make stable belts. For this reason the stable belts invariably followed the same colour scheme (but not always the same pattern arrangement) of regimental neck ties.This belt is an example of what Australian troops collected when on the Western Front during WW1 and when on leave.Webbing Belt with Badges and Buttons WW1See Mediaarmy, australian army, western front, aif, s.w.ellis, service number 640, 2 m.g.c., buttons, badges, belt, stable belt -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDocument - Ticket, It was made before 3rd June 1929
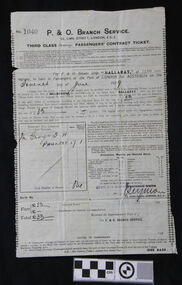
The bearer of this ticket was George Thomas Henry Phillpot who was only 17 years old at the time he sailed. George relates his trip, summarised as follows; he caught a bus from Bolton to Manchester, in north west U.K then the train from Manchester to London and the boat train to Tilbury Docks (near Gravesend). On the morning of June 7th 1929 the ship S.S.Ballarat sailed down the Thames estuary and into the English Channel. The next port of call was Southampton, UK, to take on board some technical equipment. The S.S.Ballarat then sailed through the Bay of Biscay. Instead of taking the customary route around the Cape of Good Hope, this trip was going to be her maiden voyage through the Suez Canal. She sailed through the Straits of Gibraltar and into the Mediterranean Sea and on to Malta, where George and others paid a local boat owner to take them ashore for a short time. They then sailed to Port Said , stopping to load cargo, then at night through the Suez Canal. They woke up early the next morning to watch the locals working on the banks of the canal. The excessive heat on board the ship caused much illness. As they travelled through the Red Sea the heat and the smell of oil also caused sickness. On they went through the Arabian Sea to Colombo the capital of Sri Lanka (which at that time was called Ceylon). A Navigation Slip, donated together with this ticket, shows the coordinates for a location 16 miles from Colombo. They again went ashore for a meal at four-pence a head and a bottle of lemonade for a penny. George and another passenger walked to the slums area and were shocked at the state of it compared to Britain’s slums. They then sailed via the Indian Ocean to Freemantle, stopping again, stopping for goods to be unloaded. While ashore they played a game of soccer against the ship’s crew. Then on to Port Adelaide via the Great Australian Bight. Here shopped for suitable clothing under the advice of some Australian passengers. They then arrived at Port of Melbourne on July 20th 1929 and two days later (on George’s mother’s birthday) George left for Warrnambool. He received his Citizenship Award in 1971. He conducted an electrical retail business in Liebig Street for many years; his son William became principal of the accounting business Sinclair and Wilson, on the retirement of Bill Sinclair, and was actively involved in support of many community organisations. His daughter-in-law, Glenys Phillpot, is actively involved in the Warrnambool community and local government. George was one of 3 orphans on S.S. Ballarat. (The daughter and son-in-law of one of the other orphans also live in Warrnambool.). (Herbert B.G. Larkin, whose rubber-stamped name appears on the ticket, later migrated to Australia and passed away in NSW in 1944.)Of Historical Significance, this ticket is for the ship’s maiden voyage via the Suez Canal route (previously the ship travelled via the Cape of Good Hope). It is also the only existing ticket for the "S.S.Ballarat"(3rd) in our collection. Socially it shows the fare, luggage restrictions, conditions and weekly provisions for a third class passenger’s voyage from London to Melbourne, which has research potential. This ticket is also of significance to the Local Community, giving the background of the ancestor of a local family. It was also of Personal Significance to the bearer as he kept and preserved it in his possession for at least 46 years before donating it to our museum, together with a Navigation Slip, a map and a summary of his journey to Australia.Third Class (steerage) Passenger’s Contract Ticket for for passage on board the P & O line’s S.S.Ballarat, from Port of London to Port of Melbourne. The ticket is a thin paper page, printed on both sides, in very good condition. It has creases as though it has been folded. The passenger’s details, date of sailing (7th June 1929), amount paid and signature of the P & O Branch Service’s representative have been filled in. The ticket has information including a list of weekly provisions for the voyage, disclaimer of the shipping company, a list of dangerous goods not to be carried on board and fines. The page has straight edges top and bottom. The side edges are torn along perforations; some of the perforated holes can be seen. Along the inside of each perforation is printed a small fleur de lies, forming a decorative left and right border.The ticket has been stamped in black, No. ‘1040’. It has handwritten details with black pen and ink. The date of departure is written ‘Seventh June (192)9’ for the cost of,’33’ (poind), and the sum of ‘33’ pound is acknowledged as received. ‘Mr George T.H. PHILLPOT’, the age is written as ‘17’, equal to the status of ‘1’ adult, the total number of persons is ‘One’. The fare is handwritten in pen £’33’ and the total £’33’. It has a purple stamp ‘HERBT. B G LARKIN’ and a crossed out stamp ‘FREDERICK WHITE, and a handwritten signature ‘_Seymore’. Under the signature the date is stamped ‘3 JUNE 1929’.warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, s.s.ballarat, phillpot, 7 june 1929, george phillpot, george t.h. phillpot, third class passenger, steerage passenger, herbert b g larkin -
 Federation University Art Collection
Federation University Art CollectionCeramic, Gladys Reynell et al, Blue Bowl By Osrey, 1923
Gladys REYNELL (04/091881 - 16/11/1956) Born Glenelg, South Australia Gladys Reynell was South Australia's first studio potter and the first Australian artist to apply modernist principles to the crafts. For four years she worked from Ballarat. Osrey Pottery Ballarat operated between 1922 and 1926 by Gladys Reynell and George Osborne. The name of the pottery was an acronym formed from their surnames. Gladys Reynell, her sister Emily and brothers Rupert and Carew supported the war effort during World War One. Rupert Reynell was a neurologist who valued handicrafts in the rehabilitation of shell-shocked soldiers. He influenced Gladys and Margaret Rose (Rose) McPherson (later known as Margaret Preston) to learn pottery at the Camberwell School of Arts and Crafts, London, in 1916. Next year a friend sent Gladys some Kangaroo Island clay which excited her: 'I thought then that it could be the most delightful thing on earth to make pots in Australia from virgin clay'. In 1918 Gladys and Rose began teaching pottery to soldiers at Seale Hayne Neurological Hospital, Devon. In September 1919 Gladys Reynell came home in September due to her father's illness. She established the Reynella Pottery and became responsible for all stages of pottery production. Using a seasoned dump of buff-coloured clay from a well at nearby McLaren Vale Gladys Reynell built and fired her own kiln; threw simple, robust forms based on early European folk pottery; and decorated them with designs inspired by both Aboriginal art—one of the earliest to use this as a source. Gladys Reynell decorated her earthenware pottery with the characteristic rich 'Reynella blue' slip. On 14 August 1922 at St Mary's Church, Edwardstown, Gladys married George Samuel Osborne, an ex-serviceman and gardener at Reynella; they had no children. Between 1922 and 1926 they set up Osrey Pottery In Ballarat. Gladys produced pottery for sale at fairs with George as her assistant. She would throw her pots in the street, causing a sensation. In 1926 George contracted lead poisoning from lead in the glazes. They moved to rural Curdievale where Gladys resumed painting and making woodcuts. From 1939 Gladys and George lived in Melbourne. In World War II she worked in the army pay corps, in the Taxation Office, and as a translator of French. Gladys died of cancer on 16 November 1956; her husband scattered her ashes at Reynella. Her ceramics, the work of one of Australia's earliest studio potters, have been avidly collected since the late 1960s and are in most major art galleries. Small blue glazed ceramic bowl incised around the top with a decorative frieze. Incised on the base "(Dam Clay) Ballarat 1923, Osrey"gladys reynell, osrey pottery, blue bowl, incised bowl, australian studio pottery, ceramics, native clay -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Magazine - HANRO COLLECTION: HANRO AUTUMN-WINTER 1960 CATALOGUE, 1960
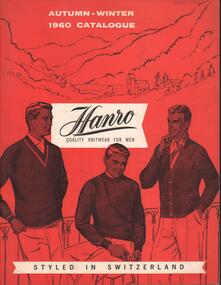
BHS CollectionHanro Autumn-Winter 1960 Catalogue: Red coloured card with black and white print is a scene of the Swiss Alps and two Swiss Chalets on the top half of the Cover with *Autumn - Winter 1960 Catalogue* printed in white. At the centre is a white rectangular banner with *Hanro Quality Knitwear For Men* printed in black. The bottom half is three men one sitting on a chair, two standing in front of a wrought iron balustrade wearing Hanro garments sketched in black ink. The first has a V necked ribbed pullover with raglan sleeve and contrasting stripe on the sleeve, neck and waist band. Next is a Crewe necked, saddle shoulder Pullover with fold over neck, knitted bands on sleeve and waist. The third is a V necked patterned cardigan with four buttons, saddle shoulder and pockets either side. Inside the cover on white card with black print is advertising to the left and the Index is on the right. The first page of the catalogue outlines the qualities of their garments. Inside are sketches of their Pullovers, Slip-on's, Cardigans and Sleeveless Cardigan's along with the Style number, Name of Garment, colour and size. The back has the price list to the left and on the right is a list of advertising materials. At the bottom printed in black is *This year, go along with Hanro - for Handsome Profits in Knitwear! Inside the back cover on white back ground with black, grey print and sketching is *Here Now! The very latest Continental Wool knits Styled in Switzerland*. Sketched is a Swiss Alps and village scene. In the foreground on a balcony are two men and a lady wearing Hanro Knitwear. In the centre printed in black is *Permasized & Mothproofed for life with 'Mitin'. A black Banner with white print is *by Hanro. At the bottom is a sketch of the Liestal Switzerland factory The Home of Hanro* The back cover, red with white and black print. A 5cm black strip vertically from top to bottom of the page. 5cm from the top on a white banner is *Hanro (Aust) Knitting Mills Limited* printed in black. Under that is the address and phone number of the Bendigo and Melbourne Sales offices. Down to the right is the details Representing other states is Queensland, Western Australia, South Australia and Tasmania. At the bottom left in a white box is a sketch of the Hanro Factory in Liestal Switzerland. On the button is *The Home of world-famous Hanro in Liestal, Switzerland. Box 116Abook, magazine, catalogue, hanro. catalogue -
 Lara RSL Sub Branch
Lara RSL Sub BranchWallet, Y.M.C.A. Wallet Mr Sid Ellis carried by hm during WW1
WW1. Y.M.C.A. London, French scenesWW1 Wallet . YMCA LondonYMCA Wallet containing personal papers and letters - Sid Ellis- -472.01 Black leather Wallet - Y.M.C.A. Australian Logo on front. On the rear of the wallet is a Motto "Talk Clean, Live Clean, Fight Clean. Play the Game." .02 Paper slip containing details of acquaintances service numbers name and regiment details. .03 Paper Sovenior of France - written in French. .04 Paper folded to contain 10 photographic shots of French scenes countryside, sailing cutters. .05 Receipt from Returned Sailors & Soldiers Imperial League of Australia(Victoria). Issued to S. W. Ellis Brunswick Sub-branch dated 31/12/1936 Badge Number 48697. .06 Envelope Service of Campaign - printed on the front the envelope is written in Portuguese. "Servicio De Campanha" .07 Small brown paper representation of a boomerang with Cooee in gold lettering embossed on the front. .08 Small white business card for "Cafe - Debit" written in French "Albert Succr" Le Havre. .09 Cut-out from a magazine "View of the Seven Bridges" .10 Cut-out From a magazine "The New Louvre. .11 Cut-out from a magazine "Vendome Place" .12 Cut-out from a magazine "The Madeleine" .13 Cut-out from a magazine "The Arch De Triomphe - it is 150 feet high and cost 362,000 Pounds" .14 Cut-out from a magazine "The Grand Opera House - its cost was about 1,190,500 pounds and it seats over 2,000 people" .15 Cut-out from a magazine "The Cathedral of Notre Dame - A splendid example of the gothic architecture of the 13th century. .16 Cut-out from a magazine "The Trocadero Place erected from the Universal Exhibition of 1878 . with a Hall Capable of holding 5,000 people. .17 Envelope sent to Private S.W. Ellis from Lara took a well-traveled route to reach him. .18 Postcard of Park & Bandstand, Melton, Mowbray to Pte S.W Ellis. .19 Y.M.C.A. Newspaper "The Rising Sun" Vol 1, No. 14 Dated 28/1/1919 London, England. .20 Small note from Y.M.C.A. with pencil note on the rear "423 Pte. Schofield E.J." .21 Small Calander for 1918 from Y.M.C.A. London. .22 Cut out from a newspaper of a Funeral notice of Mrs. Thompson. .23 Paper note a pencil written recipe for an ointment measured amounts of the ingredients. .24 Two copies of Australian Imperial Force, Message to the "Officers, Non-Commissioned Officers, and Men of the Australian Imperial Force." From Commander in the field. .25 Memo "the Diggers" by Capt. William Denny - an order form for copies of the book.472.01 Black leather with Y.M.C.A. Australian Armed Forces Logo embossed on the front and on the Back a motto "Talk Clean, Live Clean, Fight Clean, Play The Game." .02 White pocket notebook paper. .03 Small thin cardboard white with Blue and Red chevrons on each corner. On the reverse side is a word "Souscrivez!" .04 Thin paper folder in a cascade that contains 10 small photos of French scenery. .05 Tissue paper receipt No. 31996 dated 15/01/1916 from Returned Sailors & Soldiers Imperial League of Australia (Victoria). .06 Brown Envelope with Green printing of the front. Army Form Number W 3078 (P) .07 Small Brown paper, shaped as a boomerang with a saying printed on the front "Cooee" .08 Cardboard white Business card for Cafe-Debit, Le Havre, .09 Paper cut out from a magazine with a view of the Seven Bridges. The reverse is printed with magazine writings. .10 Paper cut out from a magazine with a view of the New Louvre. The reverse is printed with magazine writings. .11 Paper cut out from a magazine with a view of Vendome Place. The reverse is printed with magazine writings. .12 Paper cut out from a magazine with a view of The Madeleine. The reverse is printed with magazine writings. .13 Paper cut out from a magazine with a view of The Arc De Triomphe. The reverse is printed with magazine writings. .14 Paper cut out from a magazine with a view of The Grand Opera House. The reverse is printed with magazine writings. .15 Paper cut out from a magazine with a view of The Cathedral Of Notre Dame. The reverse is printed with magazine writings. .16 Paper cut out from a magazine with a view of The Trocadero Palace. The reverse is printed with magazine writings. .17 Paper envelope Addressed to Pte. S. W. Ellis No. 640 sent from Lara and redirected to the recipient by Army Base Post Office. .18 Cardboard Postcard with a photographic picture of The Park & Bandstand, Melton Mowbray. Addressed to Pte. S. W. Ellis No. 640. .19 Y.M.C.A. Newspaper "The Rising Sun" Vol. 1 No. 14. .20 Thin paper from Y.M.C.A. addressed to 423 Pte. Schofield E.J. .21 Cardboard folded in two, a calendar for 1918, and small Map of Aldwych, reverse side is Y.M.C.A. in London details. Printed in red and black. .22 Cut out from a newspaper of a Funeral notice of Mrs. Thompson. .23 Thin Brown Paper with a note in pencil containing a written recipe for an ointment measured amounts of the ingredients. .24 Two copies of paper pamphlets. To the Officers & men of Australian Imperial Force dated 14th November 1918, .25 A paper pamphlet "The Diggers" by Capt. William Denny -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Belaying Pin, Before 1878
Belaying Pin: A belaying pin is a solid metal or wooden object used on traditionally rigged sailing vessels to secure lines of running sale rigging. Largely replaced on most modern vessels by cleats, but are still used, particularly on square-rigged ships. A belaying pin is composed of a round handle and cylindrical shaft. The shaft is inserted into a hole in various strategically located wooden pin rails that line the extension of a ship's side above the level of the deck and the surrounding the base of masts, or free-standing, called (fife rails) up to the base of the pins handle. A line is then led under and behind the base of the pin then round the top in a figure-8 pattern for at least four turns. The excess line is coiled and stored neatly by taking a bight from the upper part of the final strand, looping it over and round beneath the coil, then twisting it once or more before slipping the twisted end over the top of the belaying pin to secure the coil in place. The subject item seems to have been hand made possibly by a crew member to while away his time at sea given the item is hand carved and rather personalised in appearance. History of the Loch Ard: The Loch Ard got its name from ”Loch Ard” a loch which lies to the west of Aberfoyle, and the east of Loch Lomond. It means "high lake" in Scottish Gaelic. The vessel belonged to the famous Loch Line which sailed many vessels from England to Australia. The Loch Ard was built in Glasgow by Barclay, Curdle and Co. in 1873, the vessel was a three-masted square-rigged iron sailing ship that measured 79.87 meters in length, 11.58 m in width, and 7 m in depth with a gross tonnage of 1693 tons with a mainmast that measured a massive 45.7 m in height. Loch Ard made three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of 29-year-old Captain Gibbs, who was newly married. The ship was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were other items included that were intended for display in the Melbourne International Exhibition of 1880. The voyage to Port Phillip was long but uneventful. Then at 3 am on June 1, 1878, Captain Gibbs was expecting to see land. But the Loch Ard was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4 am the fog lifted and a lookout aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head-on into the wind, the ship lost momentum, the sails fell limp and Loch Ard's bow swung back towards land. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time the ship was among the breakers and the tall cliffs of Mutton Bird Island rose behind. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves subsequently broke over the ship and the top deck became loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of Loch Ard and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as Loch Ard Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael a passenger had raced onto the deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke the open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a complete state of exhaustion, he told the men of the tragedy. Tom then returned to the gorge while the two men rode back to the station to get help. By the time they reached Loch Ard Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. Ten days after the Loch Ard tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of Loch Ard still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some items were washed up into Loch Ard Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced in March 1982. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton majolica peacock- one of only nine in the world. The peacock was destined for the Melbourne 1880 International Exhibition in. It had been well packed, which gave it adequate protection during the violent storm. Today the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artifact and is one of very few 'objects' on the Victorian State Heritage Register. The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulation of artefacts from this notable Victorian shipwreck. The collections object is to also give us a snapshot into history so we are able to interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. The collections historically significance is that it is associated unfortunately with the worst and best-known shipwreck in Victoria's history. Wooden belaying pin with leaf design on the handle (hand made).Has the words Loch Ard faintly inscribed on handle (Artifact Rego No LA/32)flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, wooden belaying pin -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyMap - Public Land Sale by Thomas Ham, 2000 Acres for Sale - Crown Sections 20, 23, 24 - Ringwood, Victoria - 1855
Two 1850s surveyor's maps on cardboard backing showing area from Melbourne extending East beyond Bulleen and Nunawading. Detailed description of lots for sale and navigational directions to the property from Richmond by Thomas Ham, Victorian public servant, map maker, publisher, lithographer and original Ringwood land owner. Inset map enlarging area between Yarra River and Dandenong Creek, with southern boundary of allotments later forming part of Oban Road, North Ringwood.TRANSCRIPT: "This really valuable Property is now offered to the public for sale, in lots to suit purchasers at the Iow rate of £1 per Acre for 80 acres and upwards, and £1.10s per Acre for any smaller portion. Terms of payment Half Cash, Balance in 6 and 12 months, bearing 8 per cent interest. The Estate is well wooded with Gum, Cherry Tree and Stringy Bark, with Wattle in the valleys of the several creeks. Every lot is Staked and Trenched at the corners marked on the Plan thus - The Surveyor has carefully sub-divided the Property, in order to give every Farm a Creek for Water, Valley for Cultivation, and Hills for House and Grass Paddock. The ROADS have been very carefully laid out so as to give a firm, well drained, and nearly level road to each Homestead. Intending purchasers can readily find the property by the following directions, viz: Start from Richmond Bridge, at Hawthorne, then take the left-hand road to KEW. When at the "Woodman Inn", take the Cotham Road to the right, bearing due east, keep this Road, passing Trainor's "White Horse" Inn, and before you leave the fences, you will see calico bills (see margin) nailed to the Trees on the bush track leading to the Upper Yarra country, follow the Bills till you come to the SOUTH boundary line of the Property, which bears East and West (see Plan) where you will see Bills nailed up "THIS PROPERTY FOR SALE, etc." The Bills from Town lead direct to where Mr. Jull is erecting his Store, and arrangements have been made with him to show the lots to intending purchasers free of charge. At the respective corners of the lots the Bills are nailed up double, with numbers to denote the lot, and that the corner stake is adjacent. Any parties wishing to proceed to the property by way of BULLEEN will find Bills nailed on the Trees, commencing at the NEW INN, at "Wilson's Slip Rail." Keep this Track till you come to the Log Bridge, over the Deep Creek at Bloxhome's Paddock; go through the land now being cleared; keep the track over the hill till you come to an Iron House, you will then be on the property, which Iies to the North and East as per Plan. Follow the Bills till you come to Mr. Jull's Store, etc. etc. Further particulars can be had from the Agent for the Property. THOMAS HAM. " -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Peter Pidgeon, Graves of William J and Mary Jane (nee Vance) Crozier and their sons Thomas Vance and John McClelland Crozier, Eltham Cemetery, Victoria, 5 April 2021
William Crozier was born 1823 in County Armagh, Ireland. Mary Jane Vance was born 1829 in Desecrete, County Tyrone, Ireland. They were married in 1848. On New Year's Eve, 1849, together with their baby daughter Sarah, William and Mary embarked from Plymouth aboard the Eliza Caroline, as assisted immigrants, for Port Phillip, arriving 31 March 1850 from where they journeyed out to Eltham on a bullock wagon. The Croziers were Episcopalians and soon after arriving in Eltham the Wesleyans of Little Eltham were holding services in the Crozier's home, among other locations. It was not until January 1856 that the Wesleyan church first acquired land in Henry Street for a chapel, which later became the home of the Eltham Hall. The Crozier home, known as ‘Belmont’ was weatherboard with a rammed earth floor. It was situated on twenty-four acres along the track at its rise, about half-a-mile east of Maria Street (Main Road) bounded by Mt Pleasant Road on the south and Pitt Street northwards. William Crozier used the land for cultivation and grazing. The track the Eltham Wesleyans took, by foot or horse, was along the Mt Pleasant Road, and like most roads of the time, a dusty trail in summer and a hoof and cart rutted quagmire in winter. William and Mary Crozier had seven children: Sarah, (1848 Ireland), John McClelland (1851 Eltham), Eliza (1855 Eltham), William (1857 Eltham), Jane(1859 Yarraville), Charlotte Amelia (1861 Yarraville), and Thomas Vance (1864 Eltham). The Crozier farm prospered and in 1870, William applied for, and was granted a leasehold on an additional sixty-three-acre selection, half-a-mile east of his twenty-four-acre Mt Pleasant Road property. Upon this property he built a two-roomed dwelling of slats and bark and a storeroom of log and bark, ten feet square. In 1880 he applied for a Crown grant of the property. Tragedy struck the family in 1882 when the youngest, Thomas Vance at age 17 accompanied by John Anderson, went into "Hall's Dam" to bathe, neither of them being able to swim. On wading out together, Crozier suddenly slipped into a part about 10ft. deep, and sank, after rising only once. Anderson pluckily tried to save him, nearly losing his own life in the attempt, saving himself when sinking for the last time by seizing hold of a projecting root. The body was not recovered until two hours after, when Mr. Thomas Bell, a farmer in the locality, who was attracted to the spot, on hearing of the occurrence, although unable to swim, plunged in with a rope around his waist, and succeeded with some difficulty in bringing it to the surface. Their eldest son, John also died prematurely at age 42 when he was killed by a falling tree branch whilst engaged in ring-barking trees at Eltham. A still cold wind was blowing and John, and others who were working with him, sheltered themselves at lunch time by sitting on the side of a large tree. When thus seated, the wind detached a limb of the tree which sheltered them, and though they heard the cracking, they had not time to get clear before the limb fell. It struck John on the head, and felled him to the ground, He appeared to be suffering severe pain, and two of his companions conveyed him to the Melbourne Hospital, where during the night he was operated upon for a fracture of the skull. Despite the operation being successful, John ultimately succumbed to his injuries the following afternoon. In good times William was known for his wealth of reminiscences of the early days of the district however his health failed him for several years until his death in March 1909. He was a man of very industrious habits, of a retiring disposition and much esteemed by those who knew him best. Mary died in January 1915 after a long illness. They are buried together along with their sons John and Thomas in the Eltham Cemetery. In Loving Remembrance William Beloved husband of Mary Jane Crozier Who departed this life March 31st 1909, aged 85 years Also Mary Jane Beloved wife of the above Who departed this life January 3rd 1915, aged 86 years Also John McCelland Son of the above Who departed this life May 20th 1894, aged 42 years also Sacred Memory of Thomas Vance Dearly beloved son of William J. Crozier Who departed this life at Eltham, February 3rd 1882 Aged 17 yearsBorn Digitaleltham cemetery, gravestones, john mccelland crozier, mary jane crozier (nee vance), thomas vance crozier, william j crozier -
 Eltham District Historical Society Inc
Eltham District Historical Society IncNegative - Photograph, Harry Gilham, Graves of William J and Mary Jane (nee Vance) Crozier and their sons Thomas Vance and John McClelland Crozier, Eltham Cemetery, Victoria, 1 Aug 2007
William Crozier was born 1823 in County Armagh, Ireland. Mary Jane Vance was born 1829 in Desecrete, County Tyrone, Ireland. They were married in 1848. On New Year's Eve, 1849, together with their baby daughter Sarah, William and Mary embarked from Plymouth aboard the Eliza Caroline, as assisted immigrants, for Port Phillip, arriving 31 March 1850 from where they journeyed out to Eltham on a bullock wagon. The Croziers were Episcopalians and soon after arriving in Eltham the Wesleyans of Little Eltham were holding services in the Crozier's home, among other locations. It was not until January 1856 that the Wesleyan church first acquired land in Henry Street for a chapel, which later became the home of the Eltham Hall. The Crozier home, known as ‘Belmont’ was weatherboard with a rammed earth floor. It was situated on twenty-four acres along the track at its rise, about half-a-mile east of Maria Street (Main Road) bounded by Mt Pleasant Road on the south and Pitt Street northwards. William Crozier used the land for cultivation and grazing. The track the Eltham Wesleyans took, by foot or horse, was along the Mt Pleasant Road, and like most roads of the time, a dusty trail in summer and a hoof and cart rutted quagmire in winter. William and Mary Crozier had seven children: Sarah, (1848 Ireland), John McClelland (1851 Eltham), Eliza (1855 Eltham), William (1857 Eltham), Jane(1859 Yarraville), Charlotte Amelia (1861 Yarraville), and Thomas Vance (1864 Eltham). The Crozier farm prospered and in 1870, William applied for, and was granted a leasehold on an additional sixty-three-acre selection, half-a-mile east of his twenty-four-acre Mt Pleasant Road property. Upon this property he built a two-roomed dwelling of slats and bark and a storeroom of log and bark, ten feet square. In 1880 he applied for a Crown grant of the property. Tragedy struck the family in 1882 when the youngest, Thomas Vance at age 17 accompanied by John Anderson, went into "Hall's Dam" to bathe, neither of them being able to swim. On wading out together, Crozier suddenly slipped into a part about 10ft. deep, and sank, after rising only once. Anderson pluckily tried to save him, nearly losing his own life in the attempt, saving himself when sinking for the last time by seizing hold of a projecting root. The body was not recovered until two hours after, when Mr. Thomas Bell, a farmer in the locality, who was attracted to the spot, on hearing of the occurrence, although unable to swim, plunged in with a rope around his waist, and succeeded with some difficulty in bringing it to the surface. Their eldest son, John also died prematurely at age 42 when he was killed by a falling tree branch whilst engaged in ring-barking trees at Eltham. A still cold wind was blowing and John, and others who were working with him, sheltered themselves at lunch time by sitting on the side of a large tree. When thus seated, the wind detached a limb of the tree which sheltered them, and though they heard the cracking, they had not time to get clear before the limb fell. It struck John on the head, and felled him to the ground, He appeared to be suffering severe pain, and two of his companions conveyed him to the Melbourne Hospital, where during the night he was operated upon for a fracture of the skull. Despite the operation being successful, John ultimately succumbed to his injuries the following afternoon. In good times William was known for his wealth of reminiscences of the early days of the district however his health failed him for several years until his death in March 1909. He was a man of very industrious habits, of a retiring disposition and much esteemed by those who knew him best. Mary died in January 1915 after a long illness. They are buried together along with their sons John and Thomas in the Eltham Cemetery. In Loving Remembrance William Beloved husband of Mary Jane Crozier Who departed this life March 31st 1909, aged 85 years Also Mary Jane Beloved wife of the above Who departed this life January 3rd 1915, aged 86 years Also John McCelland Son of the above Who departed this life May 20th 1894, aged 42 years also Sacred Memory of Thomas Vance Dearly beloved son of William J. Crozier Who departed this life at Eltham, February 3rd 1882 Aged 17 yearseltham cemetery, gravestones, memorials, film - kodak gold gc 400-9, john mccelland crozier, mary jane crozier (nee vance), scan - 35mm negative, thomas vance crozier, william crozier, william j crozier -
 Halls Gap & Grampians Historical Society
Halls Gap & Grampians Historical SocietyBook - B/W
Norval Guest-House Aginda and Wettenhall The original Norval The story of Norval begins in 1917 when it was built as a private residence for Mr and Mrs William Thompson. Mrs Thompson was a pioneer of the tourist business, having come from Ballarat to Hall's Gap in 1909 to manage Bellfield Guest-house According to Ida Stanton, in her history of Hall's Gap entitled "Bridging the Gap", Mr Thompson and his wife acquired the six roomed shearers quarters at "Hankelow", on land leased by the Wettenhall family, on the south side of Bellfield. Mr Thompson, she says, completely dismantled the quarters, carefully marking each board, then hired George McKeon to cart the material up to where the original Norval house stood. With great care, the rooms were rebuilt into a home for William and his wife Mathilda. Catherine Good, the daughter of Viola (nee Wettenhall) and niece of Dr Roland, in here "Recollections" entitled "Look to the Mountains - Viola's View 1887-1979", mentions Hankelow. Speaking of her days at Glen Holford, the Wettenhall home at Pomonal, Viola says "Verona and Francie Dennis, my cousins, and I went for one very exciting trip. Father (i.e Dr Roland's father) had bought 300 acres in the Gap to take sheep from Carr's Plains in time of drought, and had a little cottage there with one of the Glen Holford men and his wife in charge. It was called Hankelow. So we three set off over the Range from Glen Holford on foot and leading a pack horse with our night attire and no doubt sponge bags. "We stayed the night at Hankelow with Jim and Minnie. Minnie had been a housemaid at Glen Holford. I was very fond of her. It makes one laugh to think of the excitement of "roughing it"! Minnie gave us a lovely dinner with meringues, and cream, I remember, then early morning tea. After breakfast we were driven in the buggy to the foot of the Goat Rock (since renamed Mt Rosea) and off we went - walking in our long skirts and ankle boots. There was no track of any kind, nor blazed trail - we just made for the top. It was rather frightening at times because we couldn't see where the top was an it always seemed to get further and further away. The last mile was so terribly steep, with a lot of lose shale where you went up twelve inches and slipped back six. Now you motor to about a couple of miles from the top and then have a graded path. Anyway, we got there and back safely and were rewarded with a magnificent view" By a strange coincidence, Hankelow, the source of Norval Guest-house in times past (if the name can be applied to the property as a whole, which seems likely) is in fact also the source of our Wettenhall Campsite! Hankelow was named after a property owned by the Wettenhall family in England. In 1917 William and Mathilda retired to their newly built home (Norval) "to escape from the tourist business" However, so many people made requests to stay with them that they found it necessary to add several more rooms and sleepouts to their home. In this way, early in 1921, the guest-house began to take shape. Mr Thompson, a former librarian of the Mechanics Institute in Ballarat, named the house "Norval". The name "Norval" comes from a quotation from the play 'Douglas" by John Home. Written in the mid-16th century the play is set in the Grampian Mountains of Scotland. The story is of a boy who was parted from this mother during his early childhood, and was given to a shepherd who raised him. Some eighteen years later the mother by chance happens to meet here son, and not knowing his true identity, asks his name. He answers, "My name is Norval; and in the Grampian hills my father feeds his flocks." Perhaps it was simply because "Norval" was associated with the "Grampians" that it was chosen by Mr Thompson. He may also have been conscious of feeding "flocks" of tourists in his expanding, guest-house. Norval Guest-house prospered. It was known for its fine cooking and friendly atmosphere - a tradition which has carried through to the modern Norval! It closed between 1940 and 1949 because of the second world war. In 1949 it was decided to almost completely rebuild the house. Most of the old building (Hankelow plus) was demolished and rebuilt to a much larger and more modern plan. And then, on May 1, 1965, it was purchased by the Committee of Management of the Methodist and Presbyterian Conference Centres. At this time the guest-house was owned and operated by Marjorie and Lachland McLennan, Mrs McLennan being the daughter of William and Mathilda Thompson, the pioneers of the establishment. The McLennans had operated the Guest-house since about 1930.Photocopy 2 pages of article from book titled 'In the Making' title of article Norval guest House the original Norvalaccommodation, guesthouses, norval -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - Engineering Standards, British Engineering Standards Association, Tramways
Set of nine Engineering standards that were acquired by ESCo during the 1920's. 2261.1 - British Engineering Standards Assoc. No. 101 - 1921, titled "British Standard Specification for Tramway Tyres" dated July 1921. 12pp + printed cover and a folded tip in sheet printed as plate 1, date stamped ESCo 14 Sep. 1923 - 216H x 141W, with "Tait Book Co. 90 William St. Melbourne" stamp on front cover. Light blue grey cover, with off white paper inside. Saddle stapled, rounded corners. Printed by Waterlow & Sons Limited, 49 Parliament Street Westminster SW1. See image 2261i1 for front cover. Publisher - Crosby Lockwood and Son London UK. - see images btm2261i1 and i2 for scans of the document. 2261.2 - British Engineering Standards Assoc. No. 2 - 1922, titled "British Standard Specification and Sections for Tramway Rails and Fishplates" dated March 1922. 56pp including cover, actual pages 35 - 50 are fold out sheets for plates 1 to 8 with rail sections detailed, date stamped ESCo 8 Jun 1926 - 216H x 142W, with "Tait Book Co. 90 William St. Melbourne" stamp on front cover. Light blue grey cover, with off white paper inside. Saddle stapled, rounded corners. Printed by Waterlow & Sons Limited, 49 Parliament Street Westminster SW1. Publisher - Crosby Lockwood and Son London UK. See image btm2261i3.pdf and i4.pdf 2261.3 -Australian Commonwealth Engineering Standards Association, Standard No. E 1a - 1926T - "Tentative Australian Standard Specifications for Railway Permanent Way Material", dated May 1926. 32pp plus cover, date stamped by ESCo 14 June 1926 - 229H x 157W saddle stapled. Grey cover with off white paper inside. Printed by The Australasian Medical Publishing Company Limited. See image 2261i2 for front cover. Publisher - The Association Sydney, Australia. See images i6 and i7 for a pdf scan of this document. 2261.4 - British Engineering Standards Assoc. No. 2 - 1927, proof issue, titled "British Standard Specification and sections for Tramway Rails and Fishplates" dated 1927. 56pp including cover, actual pages 35 - 50 are fold out sheets for plates 1 to 8, date stamped ESCo 16 Jul 1927 - 216H x 142W. Off white paper covers and text. Saddle stapled, rounded corners. Has "Waterlow" name on front cover bottom right hand corner. 2261.5 - Australian Commonwealth Engineering Standards Association, Standard No. C. 30 -1926T - "Tentative Australian Standard Specification for Drum Controllers and Resistances for use therewith for electric motors (DC and AC slip ring, excluding controllers for traction purposes", dated December 1926. 28pp plus cover, date stamped by ESCo 29 Jun 1927 - 227H x 152W. Grey cover with off white paper inside, saddle stapled. Printed by The Australasian Medical Publishing Company Limited. Publisher - The Association Sydney, Australia. 2261.6 - Australian Commonwealth Engineering Standards Association, Standard No. C 33 - 1926T - "Tentative Australian Standard Specifications for Drum Starters for electric motors", dated December 1926. 28pp plus cover, date stamped by ESCo 29 June 1927 - 227H x 153W. Grey cover with off white paper inside, saddle stapled. Printed by The Australasian Medical Publishing Company Limited. Publisher - The Association Sydney, Australia. 2261.7 - Australian Commonwealth Engineering Standards Association, Standard No. E 13 to 15 1927 T - "Tentative Australian Standard Specifications for Railway Rolling Stock Material, locomotive tyres, carriage wagon and tender tyres, weldless steel angle rings", dated August 1927. 32pp plus cover, date stamped by ESCo 15 Sep 1927 - 228H x 153W. Grey cover with off white paper inside, saddle stapled. Printed by The Australasian Medical Publishing Company Limited. Publisher - The Association Sydney, Australia. 2261.8 - Australian Commonwealth Engineering Standards Association, Standard No. E 22 to 29 1928 - "Australian Standard Specifications for Railway Permanent Way Material", dated January 1928. 64pp plus cover, date stamped by ESCo, but not readable - 228H x 153W. Light purple cover with off white paper inside, saddle stapled. Printed by The Australasian Medical Publishing Company Limited. Publisher - The Association Sydney, Australia. 2261.9 - British Engineering Standards Assoc. No. 101 - 1929, titled "British Standard Specification for Tramway Tyres" dated February 1929. 16pp +cover, pages 13 and 14 are foldout plate 1, held together with sewn thread, - 218H x 142W, with "J. Ewins & Sons, Booksellers and Stationers Ballarat" label on front cover. Light blue grey cover, with off white paper inside. Printed by Waterlow & Sons Limited, 49 Parliament Street Westminster SW1. Publisher - Crosby Lockwood and Son London UK. Yields information about British Tramway Standards which were used on Australian and New Zealand Tramways.Set of nine printed books, centre stapled. trams, tramways, standards, tramway equipment, tyres, permanent way, track materials, electric motors, esco -
 Melbourne Tram Museum
Melbourne Tram MuseumEphemera - Ticket/s, Melbourne & Metropolitan Tramways Board (MMTB), "Cable Tram Conductor's Ticket Pins", c1930
Poster - featuring a photo of a cable tram in Elizabeth St at Pelham St, 12 small cable tram tickets and four bell punch tickets, along with a leather button ticket pin holder and four safety pins. Items placed on a large sheet of cardboard with a green overlay. The photo, pin holder and four small tickets and the bell punch strip tickets glued onto a off white sheet with brass folded pins securing the items to the green card. The rest of the tickets glued to the green card. Underneath is a small sign with the words in blue and red colours "Cable Tram Conductor's Ticket Pins". Photo - grip car - well loaded showing destination of Brunswick and a sign on the side "Direct to Football". Behind the Gripman is a conductor. Bogie cable trailer 480. In the background is the building on the corner of Elizabeth St and Pelham St (still there in 2018) and in the background is Evan Evans the flag makers building. 192H x 248W - has silver fish damage along top edge, lifting in the top left hand corner from the backing sheet and minor edge damage. Dirt marks Small Tickets from Top left hand to Bottom right hand. Tickets 1, 4 to 8 - torn from a strip - pre-purchased? Tickets 9 to 12, torn from a block. Each Ticket has been separately imaged. T1 - 1 1/2d City Tram ticket - Trip Slip -MTO-Co - pink card with purple ink - faded, punched - 27H x 59W T2 - Transfer, MMTB, from Carlton and Prahran lines to other lines as indicated by punch marks with times by the quarter hour - green print on off white card - 31H x 71W - faded. T3 - as above - but not so faded, part town in bottom left hand corner. T4 - 1 1/2d - cable tram section ticket - MMTB - brown print on yellow card - not punched - 24H x 58W T5 - as for 1 - but MMTB - green print on yellow card - heavily creased - 26H x 57W T6 - similar to 5, smaller dimensions and not heavily creased. T7 - 1 1/2d general ticket - detailing lines or section - red ink on pink card - 26H x 56W T8 - 2d - MTCo - Adult or two children under 12, single, black ink on blue card - 24H x 58W T9 - Prahran and Toorak cable tramways check ticket - transfer - conditions on ticket - has 114 in top right hand corner, orange paper, black ink, MMTB - 36H x 67W. T10 - Carlton and Prahran - as for 9, with 17 in top right hand corner, grey paper with black printing - 38H x 65W. T11 - Carlton, N. Carlton, Prahran, St Kilda - as above - 105, brown paper, black ink - 38H x 65W T12 - as for 9, but with 74 in top right hand corner - 35H x 71W Strip tickets - left to right S1 - 1 1/2D, bell punch type - 15 fares - purple card black printing - Up ticket - 182H x 39W S2 - ditto - down direction, no conductor details - 182H x 37W S3 - ditto - 3d, Up direction, orange card, black print - 182H x 39W - has some dirt marks S4 - ditto - 3d down direction - 138H x 38W - has some dirt marks. Leather buckle - cut leather with a strip to secure the pins - button hole on the base with four safety pins placed into it. Pins have rust marks and general deterioration. Leather - 90H x 45W, pins - 3 about 90H x 25W and one 55H x 16W. See Reg Item 1923 for the use of the pins and leather buckle.trams, tramways, cable trams, brunswick, elizabeth st, football, tickets, conductors, mmtb, mto co, transfer tickets, tram 480, trip slips -
Mission to Seafarers Victoria
Photograph - Reproduction, Jay Miller, 6 June 2019
This photograph was published in the Geelong Advertiser on Friday 23 November 1906, page 4 with this article: "Owing to the generosity of an anonymous donor, the Victorian Missions to Seamen has been supplied with a long felt want in the shape of a modern motor launch to facilitate and render more efficient the work among the vessels in the Yarra and Hobson's Bay. The order for the construction of the boat, was placed with Mr. Chas. Blunt, of the Eastern Beach, and complimentary references were made to her graceful line- as she rode in light .trim after the launching on Wednesday afternoon. She is 31ft. long. Oft. beam, and has a depth of 3ft. The frame is of jarrah and ben* blackwood. and inch kauri planking has been used in building Iter. A neat deck-house with Oft. headroom is situat ed-umidsliip*. and a short mast is pro vided to carry the well-known blue flag of the -.fission. The launch motors will develop a speed of between nine and ten miles an hour: The finishing touches have yet to be given her. and she will afterwards be row«l to have her engines fitted in. -The launch will he ready for service for the busy wheat season com mencing at- the end of the year. The launching ceremony took place at 6 p.m. on Wednesday at the builder's yards, in the .presence of njarge gather ing of spectators. The Archdeacon of Geelong. the Rev. O. P. C'ros-.ley. ecu ducted a short dedication service, and the other clergymen who took part in the service were the Primate of Aus tralia. the Right Rev. Dr. Sauiuarcz Smith: the Rev. A. Giirney Goldsmith, the Missions chaplain: and the Rev. H. Kelly. The Bishop of Newcastle, Dr. Stretch, and the chaplain of the New castle Mission, the Rev. AYnddy. and Canon Nash were also present. The Primpte. addressing the gar boring as "My good friends of Geelong." said be had never been in sight of the hay before. bill had'gladly accepted the in vitation to say a few words in connec tion with the dedication of tiro launch. He had always been interested in mis sions of all sorts, as they ali as Christian men and women 110 doubt- were, and lie was particularly interested in Missions to Seamen, because in the Society at' borne, with which this Society was con nected, he had a son-in-law who was mission chaplain in the Medway. He therefore know something about a launch for the purpose of a mission like this, and also knew 'something about missions to seamen. In Sydney for some time past it had been doing good work—work which he was sure they would all feel was of the widest possible value. This year he was at the annual meeting of the Missions to Seamen in London presided over by the Bishop o-f Stcphney. -He (the Primate) at that meeting remarked that the Mission in it, value was personal, local and Im perial. It was of personal value to thee who came under the ministra tions of the church, and in the social as pect : it was local because where the Mission existed the feelings of the lo cality were thrown out. in sympathy with j tlie -Mission, and the people themselves thus benefited. It was also a matter of Imperial interest because it- was really i a world-wide Mission, inasmuch as the | sailors as they" went from one part of the world to another were in themselves j missionaries either for evil or for good, i Thev might he missionaries with a mcs i sago which might degrade and "work ail I evil influence amongst, men, and with i conduct which might reflect a reproach !' upon Christian profession. On the other hand, they might be Chrisian men endeavoring more and more to show the .example of the Christian life in the J midst of very big difficulties and tempta tions. • -Ho came to show liis sympathy with tlio appropriately-named '"'Southern Cross," and from what lie had boon told he believed she was a good boat, a good gift, and launched for a good purpose. They should be thankful that it was a good boat and .thankful because it was a good gift by an anonymous donor, whom he congratulated on doing such a useful thing." The idea of the launch ing ceremony was to ask the blessing of God because ".Except the Lord hless'the house their labor is hut lost'that build it." The Archdeacon expressed thanks to the Primate for attending the cere mony, and regretted that the Arch bishop was unable to attend. They dc- | sired that the boat- should always be as sociated with the.Church Congress 1906. I The opening hymn was "For those in j peril on the sea," followed hv Psalm I 107, "'They'that, go down to the sea in 1 Ships." Tlio prayers included an ap peal foiUDirine blessing on .the launch, and for tho preservation of those who may travel in her. ' Xlio Benediction was pronounced by the Primate, and the christening cere mony performed by Hiss Connibere. From the bow there was suspended a bottle of pure water covered with red, white and blue streamers and roses. Dashing the bottle in,fragments against the launch's bow. Miss Connibere named her the "Southern Cross." Cheers were given for the launch/and as she travell ed down the slip further cheers were given. She carried the Mission flag at tho masthead, and between Union Jacks at tho bow and stern, a long string of flags fluttered gaily* in the breeze. The collection was in aid of the Mis sions to Seamen and the Geelong Sailors' Rest.Reproduction of a photograph from a newspaper.Fujifilm / Quality Dry Photo papersouthern cross, motor boat, mission to seamen, seamen's mission, charles blunt, blunt boatbuilders, geelong -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph
HISTORY OF THE LOCH ARD The LOCH ARD belonged to the famous Loch Line which sailed many ships from England to Australia. Built in Glasgow by Barclay, Curdle and Co. in 1873, the LOCH ARD was a three-masted square rigged iron sailing ship. The ship measured 262ft 7" (79.87m) in length, 38ft (11.58m) in width, 23ft (7m) in depth and had a gross tonnage of 1693 tons. The LOCH ARD's main mast measured a massive 150ft (45.7m) in height. LOCH ARD made three trips to Australia and one trip to Calcutta before its final voyage. LOCH ARD left England on March 2, 1878, under the command of Captain Gibbs, a newly married, 29 year old. She was bound for Melbourne with a crew of 37, plus 17 passengers and a load of cargo. The general cargo reflected the affluence of Melbourne at the time. On board were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionary, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were items included that intended for display in the Melbourne International Exhibition in 1880. The voyage to Port Phillip was long but uneventful. At 3am on June 1, 1878, Captain Gibbs was expecting to see land and the passengers were becoming excited as they prepared to view their new homeland in the early morning. But LOCH ARD was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4am the fog lifted. A man aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head on into the wind, the ship lost momentum, the sails fell limp and LOCH ARD's bow swung back. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time LOCH ARD was among the breakers and the tall cliffs of Mutton Bird Island rose behind the ship. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves broke over the ship and the top deck was loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of LOCH ARD and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as LOCH ARD Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael had raced onto deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a state of exhaustion, he told the men of the tragedy. Tom returned to the gorge while the two men rode back to the station to get help. By the time they reached LOCH ARD Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland, this time by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the LOCH ARD disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost all of her family in the tragedy. Ten days after the LOCH ARD tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of LOCH ARD still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some was washed up into what is now known as LOCH ARD Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Photograph of Loch Ard Gorge. Photograph taken some distance from the Gorge. Three men in the Gorge and outlines of steps can be seen. Right hand side of the photograph is written "Loch Ard Gorge"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, photograph of loch ard gorge, photograph -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePainting
HISTORY OF THE LOCH ARD The LOCH ARD belonged to the famous Loch Line which sailed many ships from England to Australia. Built in Glasgow by Barclay, Curdle and Co. in 1873, the LOCH ARD was a three-masted square rigged iron sailing ship. The ship measured 262ft 7" (79.87m) in length, 38ft (11.58m) in width, 23ft (7m) in depth and had a gross tonnage of 1693 tons. The LOCH ARD's main mast measured a massive 150ft (45.7m) in height. LOCH ARD made three trips to Australia and one trip to Calcutta before its final voyage. LOCH ARD left England on March 2, 1878, under the command of Captain Gibbs, a newly married, 29 year old. She was bound for Melbourne with a crew of 37, plus 17 passengers and a load of cargo. The general cargo reflected the affluence of Melbourne at the time. On board were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionary, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were items included that intended for display in the Melbourne International Exhibition in 1880. The voyage to Port Phillip was long but uneventful. At 3am on June 1, 1878, Captain Gibbs was expecting to see land and the passengers were becoming excited as they prepared to view their new homeland in the early morning. But LOCH ARD was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4am the fog lifted. A man aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head on into the wind, the ship lost momentum, the sails fell limp and LOCH ARD's bow swung back. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time LOCH ARD was among the breakers and the tall cliffs of Mutton Bird Island rose behind the ship. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves broke over the ship and the top deck was loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of LOCH ARD and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as LOCH ARD Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael had raced onto deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a state of exhaustion, he told the men of the tragedy. Tom returned to the gorge while the two men rode back to the station to get help. By the time they reached LOCH ARD Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland, this time by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the LOCH ARD disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost all of her family in the tragedy. Ten days after the LOCH ARD tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of LOCH ARD still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some was washed up into what is now known as LOCH ARD Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Painting of The Loch Ard oil on board depicting wreck. It shows stormy sea and coastline in background. Ship appears to be capsized.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, painting -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph
HISTORY OF THE LOCH ARD The LOCH ARD belonged to the famous Loch Line which sailed many ships from England to Australia. Built in Glasgow by Barclay, Curdle and Co. in 1873, the LOCH ARD was a three-masted square rigged iron sailing ship. The ship measured 262ft 7" (79.87m) in length, 38ft (11.58m) in width, 23ft (7m) in depth and had a gross tonnage of 1693 tons. The LOCH ARD's main mast measured a massive 150ft (45.7m) in height. LOCH ARD made three trips to Australia and one trip to Calcutta before its final voyage. LOCH ARD left England on March 2, 1878, under the command of Captain Gibbs, a newly married, 29 year old. She was bound for Melbourne with a crew of 37, plus 17 passengers and a load of cargo. The general cargo reflected the affluence of Melbourne at the time. On board were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionary, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were items included that intended for display in the Melbourne International Exhibition in 1880. The voyage to Port Phillip was long but uneventful. At 3am on June 1, 1878, Captain Gibbs was expecting to see land and the passengers were becoming excited as they prepared to view their new homeland in the early morning. But LOCH ARD was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4am the fog lifted. A man aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head on into the wind, the ship lost momentum, the sails fell limp and LOCH ARD's bow swung back. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time LOCH ARD was among the breakers and the tall cliffs of Mutton Bird Island rose behind the ship. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves broke over the ship and the top deck was loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of LOCH ARD and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as LOCH ARD Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael had raced onto deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a state of exhaustion, he told the men of the tragedy. Tom returned to the gorge while the two men rode back to the station to get help. By the time they reached LOCH ARD Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland, this time by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the LOCH ARD disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost all of her family in the tragedy. Ten days after the LOCH ARD tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of LOCH ARD still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some was washed up into what is now known as LOCH ARD Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Photograph of Loch Ard Gorge c1900flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, photograph of loch ard gorge, photograph -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCalendar
HISTORY OF THE LOCH ARD The LOCH ARD belonged to the famous Loch Line which sailed many ships from England to Australia. Built in Glasgow by Barclay, Curdle and Co. in 1873, the LOCH ARD was a three-masted square rigged iron sailing ship. The ship measured 262ft 7" (79.87m) in length, 38ft (11.58m) in width, 23ft (7m) in depth and had a gross tonnage of 1693 tons. The LOCH ARD's main mast measured a massive 150ft (45.7m) in height. LOCH ARD made three trips to Australia and one trip to Calcutta before its final voyage. LOCH ARD left England on March 2, 1878, under the command of Captain Gibbs, a newly married, 29 year old. She was bound for Melbourne with a crew of 37, plus 17 passengers and a load of cargo. The general cargo reflected the affluence of Melbourne at the time. On board were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionary, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were items included that intended for display in the Melbourne International Exhibition in 1880. The voyage to Port Phillip was long but uneventful. At 3am on June 1, 1878, Captain Gibbs was expecting to see land and the passengers were becoming excited as they prepared to view their new homeland in the early morning. But LOCH ARD was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4am the fog lifted. A man aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head on into the wind, the ship lost momentum, the sails fell limp and LOCH ARD's bow swung back. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time LOCH ARD was among the breakers and the tall cliffs of Mutton Bird Island rose behind the ship. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves broke over the ship and the top deck was loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of LOCH ARD and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as LOCH ARD Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael had raced onto deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a state of exhaustion, he told the men of the tragedy. Tom returned to the gorge while the two men rode back to the station to get help. By the time they reached LOCH ARD Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland, this time by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the LOCH ARD disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost all of her family in the tragedy. Ten days after the LOCH ARD tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of LOCH ARD still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some was washed up into what is now known as LOCH ARD Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Calendar printed by Terang Express for December 1923 with picture of Loch Ard Gorge and survivors of wreck and also story of the episode. Has some large tears in it.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, calendar, terang express