Showing 1048 items
matching manchester-trimmings
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Flagstaff Hill Maritime Museum and Village
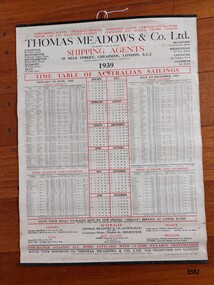
Flagstaff Hill Maritime Museum and VillagePoster - Shipping Timetable, Barclay and Fry Ltd. London, Time Table of Australian Sailings, circa 1939
"Freight forwarding" is the arranging of the shipping of goods from their point of origin to their final destination. Freight Forwarders worked as an intermediary between companies that needed to ship products and the shipping and transportation firms that could ensure delivery. A key element of "freight forwarding" was the advice and professional handling of documentation and customs requirements provided. Early "freight forwarders" tended to be innkeepers who forwarded on the luggage of their hotel guests. One of the first "freight forwarding" companies was established by Thomas Meadows in 1836 which made it one of the earliest freight companies in Europe. More reliable rail and steamships were beginning to be used to transport goods and this created a demand for the new "freight forwarding" industry. The combination of railroads and steamships became very important in the late 19th and early 20th century. International shipments became common and freight forwarding that could handle their complexity became an integral part of the manufacturing and shipping landscape. Thomas Meadows & Company Ltd moved to offices in Milk Street, London in 1854 (where they remained until 1969 when they moved out of the city to Leytonstone) and continued in the freight business until 1987 when the company was acquired by Rockwell International Freight. The growth of Thomas Meadows & Company Ltd coincided with the growth and development of the colony of Victoria with an increasing need for the transporting of large numbers of people as well as important goods required by the growing colony - furniture, spirits, food, clothing, agricultural implements, household items etc. In the late 1840's only two or three overseas ships a month visited Melbourne but by late 1852 (after gold was discovered) more than a dozen ships arrived each week. By 1939, Thomas Meadows & Co. Ltd. had offices in Canada, U.S.A., New Zealand, France, Belgium and in Flinders Street Melbourne. This poster was sold by "Smarts Authorised Newsagency" in 1988 in Warrnambool - a business that had been owned by Neil and Shirley Smart at 168 Timor Street, Warrnambool since 1976. Previously it had been "Reed's Newsagency and Book Shop" (a local business established by William Reed circa 1912 and known as "William Reed Bookseller and Stationer"). The original owners, Reed's Newsagency and Bookshop were operating the shop in 1939 which suggests the poster may have been on display (for the information of their customers) in their shop at that time. This poster is significant through its association with Thomas Meadows and Co. Ltd. who is considered to be the founder of the "freight forwarding" industry in the early 19th century. It is an example of advertising used by shipping agents in the mid-19th to early 20th centuries. Its information includes the addresses of the firm's different offices in the U.K. and abroad, ships, shipping lines and ports used and the timetable the vessels were likely to follow. It is also significant through its association with a well known and long standing local Warrnambool business.A 1939 Timetable of "Australian Sailings" produced by the shipping agents Thomas Meadows and Co Ltd. It lists all their ships (plus dates and ports) sailing from the UK to Australia as well as the addresses of their offices in other cities in the U.K., Canada, U.S.A., Australia, New Zealand, France and Belgium. It has three vertical columns depicting (from left to right) January to June sailings, a simple 1939 calendar and their July to December 1939 sailings. The poster is attached on the top and bottom to two thin black metal strips. The top strip has a metal ring with a hole. A stamped label on the back of the poster has the name, telephone number and address of Smarts newsagency plus the date.Front of poster - "FORWARDING AGENTS. INSURANCE BROKERS.PASSENGER AGENTS.CARTAGE CONTRACTORS / MOTOR CAR AND MACHINERY PACKERS.FURNITURE AND GENERALEXPORT PACKERS" "THOMAS MEADOWS & CO Ltd." "ESTABLISHED OVER 100 YEARS" "SHIPPING AGENTS / 35 MILK STREET, CHEAPSIDE, LONDON, E.C.2" "PACKING WAREHOUSES IN LONDON & MANCHESTER" "1939" "TIME TABLE OF AUSTRALIAN SAILINGS" "JANUARY TO JUNE, 1939/ FROM LONDON" "JULY TO DECEMBER, 1939 / FROM LONDON" "HAVE YOUR SMALL PACKAGES SENT BY OUR SPECIAL "SMALLS" SERVICE AT LOWER RATES/RATES TO PORT ONLY OR INCLUDING DELIVERY THROUGHOUT AUSTRALIA" "INSURANCE AGAINST ALL RISKS EFFECTED WITH CLAIMS PAYABLE DESTINATION" "ROUTE YOUR SHIPMENTS VIA THOMAS MEADOWS & CO LTD. FOR PROMPTNESS AND ECONOMY" Stamp on back of poster - "SMART'S AUTHORISED NEWSAGENCY' "168 Timor Street, Warrnambool 3280" "Telephone: (055) 62 2092" "12 DEC 1988" Sticker at bottom - "51"flagstaff hill maritime museum and village, great ocean road, shipping, shipping agents, freight forwarding, freight, shipping time table, thomas meadows & co. ltd., thomas meadows shipping agent, shipping and forwarding agent, smart's newsagency, warrnambool, warrnambool newsagency, chart, poster, smart's authorised newsagency, neil and shirley smart, william reed, reed's newsagency and bookshop -
 Dandenong/Cranbourne RSL Sub Branch
Dandenong/Cranbourne RSL Sub BranchPostcard, 1918
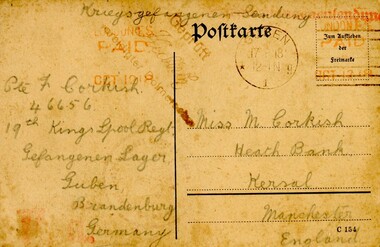
Postcard written by Private Frederick Corkish, service number 46656, who served in the 19th Kings Liverpool Regiment in the British Army during WWI He was from Ramsey, Isle of Man. He was taken Prisoner of War in Germany in 1918.German post card with handwritten note in English. No picture.Front: "Pte F Corkish / 46656 / 19th Kings Lpool Regt / Gefangenen Lager / Guben / Brandenburg / Germany ... Miss M Corkish / Heath Bank / Kersal / Manchester / England" Back: "Sept 1st 1918 / Dear sister. Just these few lines hoping they find you in the best of health the same as it leaves me at present. I wrote too cards and a letter to mother so I expect she has told you how I am getting on. Well may I expect yourself and Annie are still to-gether if so tell her I was asking for her. Have you been home for a sight since I have been a prisoner of war. I bet things are quiet over in Ramsey now. Dear sister I think this is all I hae got to say this time so I will now close with best of love from your brother Fred / xxxxx"corkish, isle of man, prisoner of war, pow, brandenburg -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Clothing - CREAM EMBROIDERED SILK AND LACE GIRLS DRESS, Late 1800's
Beautiful soft cream silk dress, with a random silk embroidered three petal flower over the fabric. Round neckline with overlaid square yoke of embroidered lace on a net background. Two 7cm wide bands of the lace are gathered over the shoulder armhole edge. These frills, and the scalloped edges of the front and back lace yoke are trimmed with 4 cm long decorative silk tassels.(one missing). Long sleeves, tapered in at the wrist are trimmed at the wrist with a 4.5cm wide band of lace, part of which is threadedwith two rows ofsoft pink silk ribbon insertion. Soft pink silk, folded into three 2.5cm tucks-overall width 6cm trim the high waistline, with a 7cm diameter rosette at the left front, and a bow(?), and tails, trimming the back waistline. This is severely damaged. Four metal hook and loops fasten the back lace collar, and nine metal hooks and eyes fasten the bodice. Bodice and sleeves are fully lined. Bodice is boned with thirteen 12-4 cm long ''bones''. Skirt is in two tiers; Top is 38cm deep, and made from the plain embroidered silk. A 5cm deep band of lace, with scalloped edges then joins the 36 cm deep ;lower panel of beautifully embroidery and pulled threadwork. Hem is faced, and finished or hemmed with french knots. Dress , which is hand stitched is fully lined with cotton. The lower 36 cm deep tier of the underskirt is trimmed with three .5cm tucks, and two 8cm bands of cutwork lace in a floral and geometric pattern. An oval shaped pocket is sewn into the front of the ''petticoat'' lining. This pocket contained some plant material, included in attached bag.costume, children's, cream embroidered silk and lace dress -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Containers,Shaving cream, J.B.Williams Co, mid 20thC
Shaving cream is a cream applied to the face, or wherever else hair grows, to facilitate shaving. The use of cream achieves three effects: lubricates the cutting process; swells keratin; and de-sensitizes skin. Shaving creams commonly consist of an emulsion of oils, soaps or surfactants, and water. James Baker Williams was born in 1818 in Lebanon, Connecticut USA and, in 1834, began employment with F. and H.C. Woodbridge, a general store located in Manchester. Williams was offered half-interest in the store in 1838, after which its name was changed to Keeny and Williams. Two years later, Williams sold his interest in the store, but retained his share in the drug department. He began experimenting with various soaps to determine which were best for shaving, and eventually developed Williams' Genuine Yankee Soap, the first manufactured soap for use in shaving mugs. In 1847, Williams moved his enterprise to a rented gristmill on William Street in Glastonbury, Connecticut, and his brother, William S. Williams, joined the firm around 1848, when the firm's name was changed to the James B. Williams and Company. William's shaving soaps were sold throughout the United States and Canada and James Williams supervised many aspects of the company until shortly before his death in 1907 at the age of eighty-eight. The Williams family continued to manage the company until it was sold in 1957. By the early 1900s, the company was known throughout the world. In addition to its line of shaving creams, the firm produced talcum powder, toilet soaps, and other toilet preparations. The original 1847 factory is still standing in Glastonbury and, in 1979, was converted into a condominium complex. I In 1983 it was placed on the National Register of Historic Places. 1927 - 1990 Salmond and Spraggon (Australia) Limited , Sydney , New South Wales, was registered as a company on 10 June 1927 following the liquidation of Salmond and Spraggon (Australia) Limited known as the Old Company. The company distributed household cleaning and mineral, metal and chemical wholesaling, pharmaceutical wholesaling throughout Australia on behalf of manufacturers. In 1990 the company was taken over by Alberto Culver, a manufacturer of hair and skin products. A clear glass jar with a screw lid containing 'Williams Shaving Cream' Front Label : J.B WILLIAMS / LUXURY / SHAVING CREAM Back Label : The contents of this jar are guaranteed to be / The J.B.WILLIAMS Luxury Shaving Cream Jar has been changed to meet the Wartime conditions but / the cream is of the same high quality / made in Australia for / J.B. WILLIAMS COMPANY / Glastonbury, Conn. U.S.A. / Vendors / SALMOND & SPRAGGON (AUST.) PTY.LTD. / All Statesshaving equipment, razors, safety razors, cutthroat razors, soap, world war 11 1939-1945, moorabbin, bentleigh, cheltenham, early settlers, shaving cream, williams j.b. company ltd, connecticut usa, glastonbury connecticut usa, salmond & spraggon pty ltd, sydney, new south wales, toiletries, shaving soap, -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageShips Wheel, John Hastie et al, Early 20th Century
John Hastie Engineer and millwright John Hastie opened small manufacturing works in Greenock in 1845 and 1853 patented the first self-holding steering gear. The firm became known as John, Hastie and Co. Ltd. in 1898 after taking on limited liability status and their main works were at Kilblain Street, Greenock, where they specialised in ships' steering gear. The company also occupied works at Rue End Street, Greenock. Plans of this unit depict a stockyard to the east, with areas for welding; fitting and assembly; flame, cutting and fabrication; and a machine bay. The company was dissolved in 1991. Brown Brothers Brown Bros Rosebank Ironworks made the steering gears for many large ship's, including The Titanic. Andrew Betts Brown the founder was born in 1741 and closely associated with many improvements in marine engineering. He was educated in his native city and served his apprenticeship as an engineer in the locomotive works of the North British Railway Company at St. Margaret's. During his apprenticeship, he attended the evening classes at Watt College. subsequently going to Manchester to study chemistry. He went to London around 1863 and took over an old brewery, which he converted into an engineering works. During his time there he invented an overhead travelling crane, which was used on the construction of Blackfriars Bridge London. He went on to develop plant which used steam and hydraulic power for discharging ships as a result the company was contracted to install this equipment in Hamburg Docks. By around 1870 he continued to construct machinery in London but realised that conditions were more favourable in Edinburgh. He acquired land at Rosebank adjoining the North British Railway Company's line to Granton, and the necessary infrastructure was completed allowing him to finish the Hamburg contract. The works at Rosebank were eventually extended and added to until they became one of the largest engineering works in the East of Scotland. Mr Brown was a member of numerous engineering institutions, the best known at the time being the Institution of Naval Architects. He was also a Fellow of the Royal Society of Edinburgh, a member of the Institute of Mechanical Engineers and of the Institution of Marine Engineers he died in 1906 at the age of 67.An item made by two marine innovators of marine auxiliary machinery and itemsShip's wheel, brass, attached to brass pillar. Base has 6 holes in it for securing it in place.. Top of ship's wheel pillar has a brass, adjustable, arrow pointer that is positioned over a dial etched into the flat brass surface. The dial reads " PORT STABD". Lines and degrees are marked, with '0' in centre and every 5 degrees, from 0-35, in both Port and Starboard sidesInscription to wheel hub "Brown Brothers & Co. Ltd, Rosebank Ironworks, Edinburgh"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, john hastie, john hastie, andrew betts brown, ships wheel, ship steering gear, marine equipment -
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaArticle, Argus newspaper, The propose Seaman's Hospital at Williamstown, 9 June 1852
"A meeting for the purpose of considering the best means of estabishing an Institution of this kind, at the above place was held at the Ship Inn on Monday evening. Charles Ferguson, Esq, being voted to the Chair, briefly stated the intention of the present meeting, and that all must concur as to the necessity of founding same Institution for the relief of the numerous cases daily occuring in this port, amongst so great a number of ships, large at present but small in comparison to what may be expected in a short time. For the last five months ending May 31st, five hundred and eleven vessels en-tered Hobson's Bay, amounting to a tonnage of ninety-five thousand three hundred and seventy-two tons, which, in tho same proportion for twelve months, would give two hundred thousand tons annually and, calculating four men for each one hundred tons, shows that eight thou-sand sailors arrive at this port in the space of a year, for whom, at present, there is no provision made for either sickness or accidents. A lengthened conversation ensued, in th» course of which several instances were pointed out of he great benefit conferred upon the ship ping interest, by the establishment of an hospital at various ports named, and all agreed that such would be a great boon here. After some further discussion as to the wording of the re solution, the following was proposed by Captain Beaseley, and seconded by Captain Goss, «That this meeting is convinced of the necessity exist ing for a Seaman's Hospital, at Williams Town; and that a committee be appointed to draw up a menorial to His Excellency the Lieutenant Governor, respectfully praying, that a sum of money be placed on the Estimate for the en suing year, fur this purposoe ; and that the memorial be given to William Westgarth, Esq. M.L.C. in order to its presentation, -and that the committee accompany Mr Westgarth at the presenting of the said memorial. This proposi tion was carried unanimously, and the following gentlemen were appointed a committee to draw up the memorial: Captain Berzeley (Clifton), Captain Ross (Kashemy), Captain Baker (City of Manchester), Captain Goss (Candahar), Capt Luke (Diana), Captain Nicholson (Calphurnia), Captain Hammach (Cambodia); and for carrying out the above, a meeting is appointed to take place on board the Clifton, this day, at four p.m. A vote of thanks to the Chairman being proposed by Thomas Hunt, Esq, and seconded by A. A. Broadfoot, Esq. the meeting adjourned."With the increase of commercial and migrant shipping, it was made obvious that seamen needed specific attention. The hospital in Williamstown was the first attempt to provide such service.argus, seaman's hospital, williamstown, the ship inn, welfare, captain charles ferguson (1813-1868) -
 Ballarat Tramway Museum
Ballarat Tramway MuseumEphemera - Ticket/s, Wal Jack, Australia Worldwide tickets - Wal Jack Collection, 1950's
Has tickets from:, ESCo Ballarat, Form TYE 1-37 re acceptance of breach of regulations - to Reg Item 5017, Geelong tramways – 1, Bendigo ESCo – 3, SEC – weekly, tourist and parcel / newspaper, scholars, SEC – various, also for Ballarat, Bendigo and Geelong and small packet of loose tickets., Prahran and Malvern Tramways Trust, MTT Adelaide including a small packet of loose tickets, MMTB – 2 sheets including two loose sheets with tickets and a Pensioners Fare Concession Certificate for 61 – 62 with some loose tickets, NSW – Sydney two pages, NSW – Newcastle one page + 2 tickets, and four tickets for the Yass to Yass Junction tram Brisbane – two pages with one Rockhampton ticket, VR St Kilda Brighton, Parramatta steam tram – Sydney ferries limited, Hobart, Launceston, Wellington NZ – two pages, Christchurch, Wanganui, Auckland, New Plymouth - 1, Invercargill - 1, Johannesburg, Cape town, Pretoria – 1, Liverpool, Sheffield, London – 3 pages + loose 7 day go as you please issued in 1963 to Wal Larsen, Manchester, Newcastle and Gateshead, Bolton, South Lancashire Transport – 1, Oldham, Barry Corporation – Lancs, Birmingham, Llandudno, Salford, Stockport, Sunderland, South shields, Edinburgh, Glasgow, Leeds, Darwen Corporation – 1, Dublin, Belfast, Blackpool – 1, South Wales – 1, Bradford, Dundee, Southampton, Plymouth, Leicester, Douglas, Southend on Sea, Croydon, Naples and other Italian ones, Antwerp – 1, Istanbul, St Quentin, Vevey Switzerland, Dusseldorf, Bombay, Calcutta, Karachi, Bangkok, Penang, Milwaukee Electric Railway, Los Angeles Railway – loose on page was a Tram pass for American Fleet celebration, 2/9/1908 to Eaglehawk - to Reg Item 5017, Market St Railway, Loose San Francisco Municipal railway, Puget Sound, St Louis Public Service Co., Sandwich, Tacoma Railway, Capital Transport Little Rock, Pittsburgh, Connecticut – New Haven, Twin City Lines, Chicago and West Towns, Chicago Aurora and Elgin, Elgin and Belvidere, Chicago Rapid Transits, Chicago Surface, ClevelandFeatures tickets from Australian and Overseas tramway systems. Collected by Wal Jack. Light brown paper covered album with dark red binding band, with off-white paper inside covers holding some 40 sheets of card on which tickets have been mounted using stamp hinges, captions in blue or black ink. Three supplementary sheets have been glued in as well. Has some 750 tickets including loose tickets. Reg Items 5017 (ESCo Employee Report outcome) and 5018 (Bendigo Tramways ticket for the visit of the personnel from the American Fleet - 1908) were loose in the album and have been separately collected. Some tickets in envelopes of clipped into the sheets.Individual captions for each group of tickets from a city.trams, tramways, tickets, ballarat, melbourne, usa, uk trams, esco -
 Kew Historical Society Inc
Kew Historical Society IncHeadwear - Wool Felt & Jersey Hat, Ann Austin of Melbourne, 1960s
Ann Austin of Melbourne was the name of a Melbourne millinery house. Thelma Prentice was one of the partners in the house, and the chief designer/milliner. Very little information about the millinery house and the milliner are available online but there is an interesting article, published in the Brisbane Courier Mail on 8 October 1949 which describes the influence of French style on fashion and design in Australia. The article by Lucy Gough recounts the views of Thelma Prentice who had just returned from the Paris fashion shows. "Australian millinery toes line with Paris From LUCY GOUGH LONDON, October 7 (Special) Australian hats can compare very favourably with those designed in Paris, and are considerably cheaper, says Miss Thelma Prentice, partner in a well-known Melbourne millinery firm, who has just completed six months' visit to England and the Continent. An ordinary hat, Miss Prentice said, would cost at least £15 from any of the top Paris houses. Australia could achieve the same effect for a lot less money. Miss Prentice went to all the Important dress shows as well as the millinery houses in Paris, because she believes that millinery is an accessory to fashion and to obtain the best idea of new trends hats must be shown with frocks to get a complete follow-through and tie-up between the two. At their packed shows, with standing room only, Path and Dior were selling hats they designed, faster than many well known Paris millinery houses, Fath's favourite line was the becoming 'wing treatment,' which he achieved by a profile flattering side swing of material jutting out almost 10 inches from the face. This was completely different to the side drape already seen in Australia. Dior, as a direct contrast, was specialising in skull hats, which almost followed the hair line, to show very little hair at the back of the head. His cocktail hats were heavily sequinned and beaded. Every model was designed exclusively for short hair, and Miss Prentice, whose own hair is beautifully short cut by a Paris hairdresser, said that French mannequins' hair was so abbreviated at the back it was almost a semi-shingle. Hats generally she found were plain, with sharply angled self trimming, and black one of the most popular colours." The hat was donated by Kathleen Gervasoni, a resident of Kew, and during the 1970s a Mayoress of the former City of Kew. The Kew Historical Society’s fashion and design collection is comprised of costumes, hats, shoes and personal accessories. Many of these items were purchased or handmade in Victoria; some locally in Kew. The extensive hat collection comprises items dating from the 1860s to the 1970s. While most of the hats in the collection were created by milliners for women, there are a number of early and important men’s hats in the collection. The headwear collection is particularly significant in that it includes the work of notable Australian and international milliners.High crowned hat made of burgundy felt with decorative pink jersey turban folds attached to the side by clusters of pink beads. The hat was designed by Thelma Prentice of the ' Austin of Melbourne' millinery house. Label, inside centre crown, woven in black on white polyester: *ann austin / OF MELBOURNEmilliners, hats, ann austin of melbourne, thelma prentice, australian fashion - 1960s, kathleen gervasoni -
 Uniting Church Archives - Synod of Victoria
Uniting Church Archives - Synod of VictoriaPhotograph, Undated c.1915 - 1918
Born 26 June 1865 at Manchester, England Husband of Mrs. Edith Ann Maria GAULT Of 'The Inglenook', Sea Parade, Cheltenham, Vic. Aged 50 years Enlisted 01 July 1915 for Continuous Service Embarked 16 July 1915 per 'HMAT Demosthenes' from Melbourne, Vic Pay rate of 19s 0d after embarkation Embarked 29 March 1916 per 'RMS Orontes' from Melbourne, Vic. Served in Egypt and on the Western Front Returned to Australia 01 November 1919 Awarded OBE Death of Rev. J. A. Gault The Rev. J. A. Gault, a Methodist minister, who was widely known to Australian soldiers as Padre Gault, died yesterday after a long illness. One of the best-loved padres in the AIF, Mr. Gault served for four years with the Australians, at first in Egypt and later in France and England. After the war, he continued to show great interest in returned soldiers and work in training camps. When he retired in February, 1934, Mr. Gault had been in the ministry for 40 years. Bom at Manchester. England on June 10, 1865 he came to Australia when aged three years in the sailing-ship Antiope. He was educated at Gold street State school and later at Wesley College. After his appointment as a minister, he served the church in many circuits in Tasmania and Victoria. Before the war he was superintendent of the Methodist Mission at Collingwood,and after his return from overseas he occupied important positions, including those of superintendent minister in the Brunswick, Port Melbourne, and Yarra street, Geelong, circuits. His last charge was at Camberwell. After ill-health caused him to retire, he lived at Mentone. He has left a widow, a son, and two daughters. Dr. Edward Gault. of Collins street, is a brother, and there are two sisters in New Zealand. The funeral will leave Mr. Gault's home In Sea parade, Mentone, tomorrow, at 2p.m., for the Methodist Church, Mentone. It will then proceed to the Springvale Crematorium. W. D. Rose and Son. Cheltenham, are making the arrangemnts. R.S.L. Tribute "Returned soldiers will learn of the death of Padre Gault with deep regret," said the president of the Returned Soldiers' League (Mr. G. W. Holland) lastnight. "He was revered by the AIF. for his unfailing sympathy, understanding, and comradeship." - from the Melbourne Argus 02 Feb 1938 "REV. J. A. GAULT. BELOVED A.I.F."PADRE." Death After A Long Illness. After a long Illness, the death occurred at his home at Mentone yesterday afternoon, of Rev. James Archibald ("Padre") Gault, one of the best known and beloved Methodist chaplains to the A.I.F. at Galllpoli and in France. Sorrow at the "padre's" demise, at the age of 72 years, will be shared not only by the thousands to whom he rendered, both spiritual and temporal comfort during the war, but, also by a host of friends won during a long and. fruitful, ministry at many centres in the State, and as chaplain at military camps after the war. He retired from the ministry three years ago, and had suffered Ill-health from that time. Deceased entered the Methodist ministry in 1894, and was ordained four years later. After a successful year as conference evangelist. he was stationed at Mansfield, then at Richmond. Following a ministry at Richmond he was transferred to Tasmania, where for twelve years he exercised his ministry at Mt Lyell Launceston, Penguin and Hobart. Returning to Victoria, Mr. Gault was stationed at St. Kilda, and when the war broke out he was associated with the Colllngwood Mission. He left on active service as a chaplain with the first troops, and was ' present ' throughout the Galllpoli campaign. Later he was with the forces In France, and remained on active service until the last of the troops were demobilised to 1920. He was affectionately known as "padre"after the war to the thousands of soldiers who had learned to regard him as guide, philosopher and friend In the trenches. He was noted always for the good cheer he invariably brought to the troops, and his famous "stunts" among the men were subsequently recorded by him in his publication, "The Stunt Book." For services rendered he was made a member of the Order of the British Empire. On his return to Australia In 1920 he was stationed at Brunswick for three years, and then followed ministries at Port Melbourne, Spring-road, Malvern and finally at Camberwell. A deeply spiritual man, he brought a rare devotion to his ministry, and was beloved by his congregations and ministerial brethren alike. He shunned the limelight, and was one of the most retiring men in conference affairs. The deceased is survived by a widow, two daughters and, one, son. Dr. Edward L. Gaul is a brother." - from the Melbourne Age 02 Feb 1938 B & W waist length studio portrait of the Rev. James Archibald Gault dressed in uniform as Chaplain to the A.I.F. Mounted on grey card.Padre J.A. Gault OBE -
 Uniting Church Archives - Synod of Victoria
Uniting Church Archives - Synod of VictoriaEngraving from photograph, Undated
James Watkin (1805–86), Pioneer Missionary. James Watkin was born in Manchester in 1805. While still young he felt the call to preach and in 1830 was accepted as a candidate for the Wesleyan Ministry. In the same year he married Hannah Entwistle and they sailed with a missionary party to Tonga. The work of the mission was jeopardised by prolonged and involved struggles between Christian and non-Christian Tongan chiefs; Watkin faced alone the danger of tribal warfare, but the experience left him depressed and exhausted. On his removal with his family to Sydney in September 1837 he prayed for a return home to England. Instead, when John Jones offered a free passage for a missionary appointed to Waikouaiti, where Jones had a whaling station, Watkin was selected for the post and arrived there in May 1840. Here he established the first mission station in the South Island. Watkin found the whaling settlement of Waikouaiti a centre of violence, licentiousness, and drunken depravity. Thoroughly disliking the corrupted Maoris and convinced that they were doomed to extinction, and disgusted by the brutality and vices of his fellow Europeans, Watkin laboured without hope, in the bitterness of exile and with deepening depression and distress. In spite of an abhorrence for his situation he established schools at Waikouaiti and Matanaka, and stationed partly trained Maori teachers at Stewart Island and at Moeraki. He had a natural flair for languages, preached in Maori four months after his arrival, and compiled an elementary reading book to be printed in Ngai Tahu. In November 1840 Watkin was greatly disturbed by Bishop Pompallier's visit to Otago. When, however, this was followed by Anglican intrusion – for Bishop Selwyn visited Otago in January 1844 – Watkin thought of withdrawing his own Maori teachers and abandoning the field. Never reconciled to his position at Waikouaiti, Watkin was relieved by Charles Creed and in June 1844 he sailed for Wellington, leaving 227 church members in Otago. In 1855 Watkin settled in New South Wales, and was president of the National Methodist Conference at Adelaide in 1862. He retired in 1869 and died on 14 May 1886, at Ashfield, New South Wales. 'WATKIN, James', from An Encyclopaedia of New Zealand, edited by A. H. McLintock, originally published in 1966. Te Ara - the Encyclopedia of New Zealand URL: http://www.TeAra.govt.nz/en/1966/watkin-james (accessed 30 Apr 2018) B & W engraving from a photograph of the Rev. James Watkin.Revd. James Watkin, Australia Engraved by J. Cochran from a Photograph. -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photograph (Black & White), Victa Studios, Presentation to Professor Alfred Mica Smith of the Ballarat School of Mines at Craig's Royal Hotel, c1924, c1924
This photo is thought to have been taken at the time of Alfred Mica Smith's retirement from the Ballarat School of Mines. It is most probably also the unveiling of the Max Meldrum portrait of Smith. Alfred Mica Smith retired from the Ballarat School of Mines in 1922 after an association of 41 years and aged 78 years. At the August meeting of the Ballarat School of Mines Council in 1881 it was resolved that 'Alfred Mica Smith Esq., B.Sc., be appointed Professor in Chemistry and Metallurgy and be Superintendent of the Laboratories, for the period of twelve months at a stipend of five hundred pounds per annum, and to commence duty as soon as possible'. (signed: James Oddie, Vice-President) Smith played a major role in the years of 1887-1893 when SMB was affiliated with Melbourne University. In 1912 he became Professor of Metallurgy and received an annual salary of 250 pounds. Alfred Mica Smith presented many scholarly papers, gave evidence at government enquiries into the safety of mines and became an authority on mine safety and ventilation. He was on the Mines Ventilation Board. Professor Smith was the public analyst for the City of Ballarat and Town of Ballarat East, as well as to a number of other boroughs and shires. He was also Chief juror to the Adelaide International Exhibition, chemical section. He provided information to the Royal Commission on gold mining (1889, 1891), and was President to the chemistry section of Australian Association for the Advancement of Science, Associate of American and Australasian Institute of Mining Engineering, Member of the Science Faculty Melbourne University, and Hon. Life Member of the Miner Managers' Association of Australia. He also was involved in many educational and community affairs such as President of the SMB Students' Association, President of the Ballarat Science Society, first President of the Ballarat Camera Club, Vice President of the Field Naturalists' Club, and he presented Ballaarat Fine Art Gallery with his collection of paintings and porcelain ware. His legacies include the mutual regard between him and his students, the many tributes by former students, the Mica Smith scholarship (established in 1923) and now known as the Corbould-Mica Smith Travelling Scholarship, his portrait in oils by noted artist Max Meldrum, and the marble bust of Smith sculptured by Paul Montford. Money for a scholarship in sanitary science at the University of Manchester in the name of his uncle R. A. Smith was left being set up in 1928. Smith died of cancer on 14 May 1926 and his remains, cremated at Springvale, were interred in the Ballaarat New Cemetery. See http://guerin.ballarat.edu.au/curator/honour-roll/honourroll_Smith,%20Alfred%20Mica.shtml Black and white mounted photograph showing a number of men sitting around two dining tables at Craig's Royal Hotel in Ballarat. Professor Alfred Mica Smith of the Ballarat School of Mines is standing 15 from the left, and is the subject of the painting on an easel to the left. The painting was presented to the Ballarat Fine Art GalleryLower right of mount 'Victa Studios Ballarat' Verso (typed and glued on): Presentation to professor Mica Smith, Craig's Hotelballarat school of mines, craig's hotel, craig's royal hotel, alfred mica smith, art gallery of ballarat, ballarat fine art gallery, portrait, frederick martell, daniel walker -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - CONNELLY, TATCHELL, DUNLOP COLLECTION: ACCOUNTS ESTATE OF ESTHER ISABELL CANNING, 1893 - 1896
Document. Various legal papers. 1 - 1894 - Court Summons between Clegg Bridget, Carpenter St, Back Creek, Married woman (Informant) and (Eliza) Canning, Mitchell St, Hopetoun Hotel, Bendigo re insulting words. 2 - 1895 - Court Summons between Sheahan James, Constable of Police, Bendigo (Informant) and Canning James (Defendant) re animal cruelty and using obscene words in a public place (High Street). 3 - 1896 - Notes to Canning John Moore re the late Canning James. 4 - 1893? - Note marked 13A at top re Canning Deceased. States 'Testator died 26/1/93. 5 - 1896 - Canning Sr v Canning T. Letter from Roberts J B, Barrister and Solicitor, Building Society Chambers, Bull St Bendigo to Canning Thomas Esq, Manchester Arms Hotel, Long Gully requesting that Canning Thomas pay his father, Canning John, monies owed. 6 - 1893? - In the Probate Jurisdiction in the Will of Esther Isabell, late of Golden Square in the City of Bendigo, Hotel Keeper. Draft Affidavit of Executors states Canning Esther Isabell died 26 Nov 1893 at Golden Square. Her Will was dated 29 Oct 1893 at Golden Square and appointed Stone, Henry, Sheepwash Creek, Eucalyptus Manufacturer and Tatchell, George Henry, Williamson St. Solicitor as Executors.. Contains an attached memo from Canning Esther Isabell dated 5 Jul 1893 stating 'It is my last wish that my son Canning James Nesbitt shall not marry a Roman Catholic. It is also my desire that the money being left to the Benevolent asylum shall be call the 'Esther Nisbett Canning Fund' and the benefit there from? Is for old and decrepit women only. As to my grave limit the expense to 30 pounds - a separate Tombstone for me - Guttering? To erected but no fence.cottage, miners, connelly, tatchell and dunlop, clegg bridget, canning eliza, sheahan james, canning james, canning john moore, canning sr, canning t, roberts j b, canning esther isabell, stone henry, tatchell george henry, canning james nisbett, benevolent asylum -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - LONG GULLY HISTORY GROUP COLLECTION: THE BENDIGO POST OFFICE
Article titled The Bendigo Post Office, compiled by L C Bennetts. Mentioned is the history of the Bendigo Post Office and postmarks, some information on mining, Bendigo foundries, Underground connections of mines, expenses and shaft sinking costs. Also mentioned is Bendigo and Eaglehawk - 60 years ago and the role the pubs played in daily living. They were where theatres, concerts and dances were held, and the meeting rooms for clubs and lodges, even church benefits. Listed is a number of Bendigo hotels. Some even had a few names. Names of the pubs are: The Freemasons, The Courthouse, The Commercial Law Courts, The Hamburg, The European, The Prince Bismark, The Lord Kitchener, The Bendigo, The Rosalind Park, The Showgrounds, Atheneum Club, Olivers, Bridge Hotel, Bourkes, The Globe, The Hibernia, Albert, Albion, Abbotts, Australian, Belvidere, Beehive, British Queen, Black Eagle, British and American, Brian Boru, Bakers Arms, Butchers Arms, Brick Layers Arms, Bull and Mouth, Cresent, Clarence, Back Creek Bridge, Cape Clear, Crooked Billet, Cambridgeshire Arms, Camp, Coach and Horses, Cricketers Arms, Diggers Rest, Ellesmere, Five Lions, Franklyn, Golden Square, Golden Gate, Golden Gully, Golden Age, Golden Vine, Gumtree, Glasgow Reef, Great Britain, Haymarket, Daniel O'Connell, Half Way House, Fleece Inn, Ironbark, Johnsons Reef, Lancashire, Live and Let Live, Manchester Arms, Gold Mines, Metropolitan, Crown, National, New Chum, Honeysuckle Street, Pavilion, Napier Arms, Quartz Miners Arms, Retreat Inn, Rainbow, Rose of Australia, Lake View, Robin Hood, Fountain, Southern Cross, Bath, Berlin, Spring Gully, Star, Sir Charles Hotham, Silvermines, Royal Oak, Suburban, Town Hall, Temperance, Ship Inn, View Point, View Bend, Victoria, Exchange, American, Arcade, Belfast, All Nations, Union, United Kingdom, Union Jack, Westend, Washington, Waterloo, Wellington, Whitehorse, Wheat Sheaf, Yorkshire, Niagra and Noahs Ark.bendigo, history, long gully history group, the long gully history group - the bendigo post office, l c bennetts, mt alexander post office, porcupine inn, cenotaph, pike or pyke, baby health centre, sandhurst post office, government survey office, queen elizabeth oval, sandhurst trustees company, mr h b briston, savings bank, telegraph office, the sub-treasury, sir henry brougham lock kcb, sir john nimmo mla, prince of wales group of mines, the new prince of wales, eaglehawk golf links, new prince of wales no 2, the whip and jersey, mines department, lansell's big 180, new chum and victoria mine and battery, new chum railway, koch's pioneer, south new moon, catherine reef united, new moon, the virginia, south bell vue, central nell gwynne, north nell gwynne, miner's phthisis, hercules engine house, ironbark, new chum syncline, hercules energetic, roberts & sons, harkness & co, horwoods, great southern, ulster, carlisle, lansells big 180, victoria quartz, new st mungo, duchess tribute, south devonshire, hopewell mine, saxby mine, mcnair & co, shamrock, mr king, burke and wills expedition, sandhurst hotel, courthouse, hiberian, the freemasons, the courthouse, the commercial law courts, the hamburg, the european, the prince bismark, the lord kitchener, the bendigo, the rosalind park, the showgrounds, atheneum club, olivers, bridge hotel, bourkes, the globe, the hibernia, albert, albion, abbotts, australian, belvidere, beehive, british queen, black eagle, british and american, brian boru, bakers arms, butchers arms, brick layers arms, bull and mouth, cresent, clarence, back creek bridge, cape clear, crooked billet, cambridgeshire arms, camp, coach and horses, cricketers arms, diggers rest, ellesmere, five lions, franklyn, golden square, golden gate, golden gully, golden age, golden vine, gumtree, glasgow reef, great britain, haymarket, daniel o'connell, half way house, fleece inn, ironbark, johnsons reef, lancashire, live and let live, manchester arms, gold mines, metropolitan, crown, national, new chum, honeysuckle street, pavilion, napier arms, quartz miners arms, retreat inn, rainbow, rose of australia, lake view, robin hood, fountain, southern cross, bath, berlin, spring gully, star, sir charles hotham, silvermines, royal oak, suburban, town hall, temperance, ship inn, view point, view bend, victoria, exchange, american, arcade, belfast, all nations, union, united kingdom, union jack, westend, washington, waterloo, wellington, whitehorse, wheat sheaf, yorkshire, niagra, noahs ark -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - LIST OF FRIENDLY SOCIETIES: BENDIGO
Three pages of research by Rita Hull on Friendly Societies. Includes name of Society, when established, the number of Members, and the years 1865,1875, 1881,1891, 1895 and 1907 (an asterisk if they were still operating). Listed are the Society names and the different Court, Lodge, etc. under the name. They are: Manchester Unity Independent Order of Odd Fellows M.U.I.O.O.F. - Loyal Bendigo Loyal Gold Miners' Pride, Loyal James Roe, Loyal Strangers' Refuge, Loyal Heart of Friendship, Loyal Albert, Loyal Sir Henry Barkly, Loyal Catherine, Loyal Darling and Earl of Hopetoun. Ancient Order of Foresters A.O.F. - Court Royal Oak, Court Queen of the Forest, Court Pride of the Forest, Court Happy Valley, Court Bendigo, Court Banner of Hope, Court Sherwood, Court King of the Forest, Court Alexandra, Court Victoria and Court Star of Bendigo (Women). Independent Order of Oddfellows I.O.O. - Loyal Sandhurst Lodge, Court Weeroona and Golden Star Rebekah. Independent Order of Rechabites I.O.R. - Tent Star of Bendigo, Tent Refuge, Tent Cobden, Tent Olive Branch, Tent Laurel, Tent Sutton and Tent Herald of Peace. Sons and Daughters of Temperance - Royal Diadem Division, Ark of Safety, Royal Septre, Hope of Sandhurst (Ladies), Princess Beatrice (Ladies), Lady Loch (Ladies) and Laurel (Ladies). Grand United Order of Oddfellows G.U.O.O.F. - Lodge Star of Eaglehawk, Lodge Sandhurst, Lodge Pride of Bendigo, Lodge Olive Branch and Lodge Belvidere. United Ancient Order of Druids U.A.O.D. - Lodge Quartzopolis, Lodge Eldorado, Lodge Caractacus, Lodge Bendigo and Lodge Sandhurst. Order of St Andrew (Scottish Constitution) - Bendigo Lodge No 1. Order of St Andrew (All Nations) - Lodge Sandhurst and Lodge Unity. Royal Antediluvian Order of Buffaloes R.A.O.B. - Provincial Grand Lodge No 1, Prairie Lodge, Forest Lodge and Southern Cross Lodge. The Hibernian Australasian Catholic Benefit Society H.A.C.B.S. - St Kilian's No 4 and Eaglehawk Branch. Independent Order of Good Templars - Lodge Bendigo, Lodge Guiding Star, and Lodge Hope of Golden Square. Loyal Orange Institution of Victoria - Lodge William Lodge and Loyal Governor Bowen (Pride of Eaglehawksocieties, order of .., list, list of friendly societies, rita hull, manchester unity independent order of odd fellows m.u.i.o.o.f., ancient order of foresters a.o.f., independent order of oddfellows i.o.o., independent order of rechabites i.o.r., sons and daughters of temperance, grand united order of oddfellows g.u.o.o.f., united ancient order of druids u.a.o.d., order of st andrew (scottish constitution), order of st andrew (all nations), royal antediluvian order of buffaloes r.a.o.b., the hibernian australasian catholic benefit society h.a.c.b.s., independent order of good templars, loyal orange institution of victoria, australian natives association a.n.a. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMemorabilia - Horseshoe Case, 1906 – 1907
The horseshoes in this purpose-built display case were made by Thomas Alfred Chapman in 1906-1907. Chapman operated a blacksmith’s shop in Mortlake Rd, Purnim, about 15 mins drive from Warrnambool. Chapman made this horseshoe case especially for the 3rd Exhibition of Australian Manufacturers and Products, held in the Exhibition Building in Melbourne, which was organised and promoted by the Australian Natives Association (ANA). Reference is made to the horseshoe case in the Exhibition’s Souvenir Catalogue of 1907 on page 85, under the heading 'In the Machinery Section the following exhibits are also shown … 'CHAPMAN, T.A. , Woolsthorpe, via Warrnambool, Case of Horseshoes'. The Australian Natives’ Association (ANA) were a non-partisan and non-sectarian, friendly society founded in Melbourne, Australia in April 1871. It was set-up for the benefit of Australian-born white men, and membership was restricted exclusively to that group. Men of other races including the Chinese and Indigenous people were not allowed to join. The ANA had relatively progressive views on women (for the time) and attracted suffragists seeking support for their cause, and in 1894, the ANA advocated for women’s enfranchisement. Although, white women were only admitted as members from 1964. The organisation was most prominent in Victoria and sought to shape Australia’s national identity and was a training ground for businessmen, trade unionists and politicians including many of Australia’s early prime ministers such as Edmund Barton, Alfred Deakin, James Scullin and Francis Forde, and the first Australian-born governor-general, Isaac Isaacs, was a member. By 1910 it had developed into a nationwide association with real political and social influence, and members would participate in many activities. The ANA lobbied strongly for anti-Chinese legislation and were an ardent believer of colonial unification. Its mission and efforts are largely credited for the successful referendums that resulted in Federation of the six Australian colonies into a new nation, the association’s most important legacy. The ANA was also a supporter of trade protection, and were a staunch advocate of the first act of Australia's new parliament, the Immigration Restriction Act 1901 (cth) or commonly known as the White Australia Policy, which became one of the central pillars of Australian nationalism in the 20th-century. The ANA campaigned against the Australian Federal Government's new immigration policy after the Second World War (non-British immigration from southern and central Europe) in order to maintain a 'white Australia', and resisted changes when the Labor government during the 1970s fully dismantled and abandoned the White Australia Policy. The ANA merged with Manchester Unity Independent Order of Oddfellows, in 1993 to become Australian Unity Ltd. The display case of horseshoes changed hands several times, going from its maker Thomas Chapman to his mother then various other members of his family. The case was also displayed at the Lee Family’s butcher shop at 188 Liebig St Warrnambool, and in the Purnim Hotel during the Warrnambool May Races. In the late 1950s the horseshoe case went to Thomas’s son, Brian. He was a Master Farrier and completed his apprenticeship at Flemington Racecourse, and in Warrnambool he owned a blacksmith business at the Warrnambool Racecourse Grounds. Brian later operated a blacksmith’s at Flagstaff Hill, where his customers would bring their horses to be shod. Brian passed away in August 2017. The horseshoe case is significant as an example of trades in the early 20th century in Western Victoria, Australia. It is also significant as an example of horseshoes from the early 20th century. The horseshoe display case is also significant for its association with the Australian Exhibition of 1907, showcasing Australian produce and manufacturing to the world. The horseshoe display case is locally significant for its association with local families, essential businesses and community events. Display case of homemade horseshoes. Wooden case with glass front containing 16 horse shoes grouped in sets, each set with a label: Made 1906-1907 for Australian Exhibition of 1907 by Thomas Alfred Chapman of Warrnambool. The case contains (a) complete chrome set each of Trotting Shoes, Hunting Shoes and Racing Plates, and (b) one pair of Hind Polo Shoes and one pair of Front Aluminium Shoes. The wooden frame has gold lettering on each side proclaiming “Australian Natives Association, T.A. Chapman, horse shoer, Warrnambool” and is topped by a painted Australian coat of arms. Gold lettering on frame, in the order of top/bottom/ left/right “AUSTRALIAN.NATIVES.ASSOCIATION / T.A. CHAPMAN / Horse Shoer / Warrnambool”flagstaff hill, warrnambool, shipwrecked coast, maritime museum, shipwreck coast, horseshoe display case 1906-1907, chromed set of trotting shoes 1906-1907, chrome set of hunting shoes 1906-1907, chrome set of racing plates 1906-1907, pair of hind polo shoes 1906-1907, pair of front aluminium shoes 1906-1907, australian exhibition 1907, australian natives association (ana), t.a. chapman horse shoer warrnambool, thomas alfred chapman, brian chapman, brian “snacks” chapman, blacksmith warrnambool, warrnambool may races, warrnambool racecourse, purnim hotel, lee family’s butcher shop warrnambool -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - LONG GULLY HISTORY GROUP COLLECTION: OLD LONG GULLY FROM RAE'S HILL TO MCGOWAN ST
Titled Old Long Gully From Rae's Hill to McGowan St. LG. West Side - Jack Read Painter etc, Norris Bros Black Shop, Norris Bros Wood Yard & Chaff Mills, Iron Bark East Gold Mine, Sunday School, Tennis Courts Sunday School & Church, LG Fire Brigade, Creeth Street, Mine Managers Residence, Shop, Shop Mrs Hocking, Chinese Laundry, Allpress the Baker, Greenfell the Butcher, Hairdresser Beckinsall was the Fire Brigade Hotel, Dick White the Saddler, Store, Hotel Rose of Australia, Woodyard, Blacksmith Shop Wagon Repairer, Hotel Kocks (Pioneer Hotel), 2 China Shops owned by Chinese, Hotel Silver mines Hotel, Police Station, Grocers Shop (per? Reef Mine Hotel) E Bryant, Mine Windmill, Church Residence, Minister. East Side - Hopetoun Band R, Manchester Arms Hotel, Minister House, Church, IOR Hall, Shop Lollies Icecream, Boot Maker & Repairer, Back Smith Shop, Shop Childrens Wear, Butchers Shop, Creeth Street, Grocers Shop, Lolly Shop & Soft Drinks, Boot Maker & Repairer, Residence (Davey's), Lollie Shop (Fields), Dressmaker, LG Post Office (M Webb), Millars Bakers Shop, Butcher Shop, Mechanics Institute Books & Paper & Billiard Room, Connell the Baker, Dr SElby, Pentreath Organ Builder & Tuner, Blacksmith Shop, Hexagon Toilet, Kocks Machine Shop, Kocks Mine Office, Kocks Material Shop, Police Station, Dyson's Dam Warm waer, Air Station, Mine Battery stone crusher 80 head approx, Kocks Mine, Needle Mine. Some notes written at the end - Norm Shotples used to have Barber Shop - he has gone to Queensland, Violet Street started off as the German School, Wells Street used to run through Victorian Consol ? the other side, Comet Hill would like a visit. Contact Helen Gorlay at Violet Street would line to some video. Alan has good info on the Long Gully School. Betty has book. Views of Bendigo. Frank Cusack - Bendigo Trust. Bendigo School Hisking? School, Violet Street. Older levels lo?ing at Architecture.bendigo, history, long gully history group, the long gully history group - old long gully from rae's hill to mcgowan st, jack read, norris bros, iron bark east gold mine, long gully fire brigade, mrs hicking, allpress, greenfell, beckinsall, dick white, rose of australia, hopetoun band r, manchester arms hotel, ior hall, davey's, fields, m webb, millars, mechanics institute & billiard room, kocks pioneer hoel, silver mines hotel, e bryant, windmill mine, pere? reef mine hotel, connell, dr selby, pentreath, kocks machine shop, kocks mine office, kocks material shop, dyson's dam, kocks mine, needle mine, norm shotples, german school, victoria consols, helen gorlay, long gully school, frank cusack, bendigo trust -
 Ballarat Tramway Museum
Ballarat Tramway MuseumAlbum - Photo Album, Keith Kings, Jul. 1970
Album comprises heavy cardboard covers with brown Rexene covers, with inside papers of heavy dark grey photo album paper, 36 leaves of dark grey photo paper and two brass interscrews within black grommets. See Condition Details re damage to back cover. Album contains 32 photos - personal prints of Keith Kings. Title page has been hand written to Les Denmead, dated 6/7/1970, thanking Mr. Denmead for his assistance over the years. Photos divided into the three SEC Provincial Tramway cities, each with a typed name proceeding the set of photos. Two further photos of Geelong were at the rear of the album, but were not in position when catalogued. One of these photos may be Reg. Item 1874 - photo of Geelong scrubber tram. Each of the photographs have been separately registered, as shown in the table below. Scanned images made of front and back of the photos. Back has Keith Kings ID number, description, notes and date of photo. Conservation Notes prepared - within the cataloguing sheet - see related documents. Folio Reg. Notes Item No. 1 Handwritten note to Mr. L. J. Denmead from Keith Kings. 2 Title sheet – “BALLARAT” 3 1903 Small photo of SEC Monogram from Geelong No. 1 1904 Photo of SEC plaques etc at Wendouree office 4 1905 Photo of front of Wendouree Parade depot – 1957 - with trams 40 and 25 in photo. 5 1906 Photo of Ballarat 23 at depot 6 1907 Photo of Ballarat 29 in depot. 7 1908 Photo of Ballarat 17 in Wendouree Parade 8 1909 Photo of Ballarat 21 at depot. 9 1910 Photo of Ballarat 15 and 31 in Sturt St. 10 1911 Photo of Ballarat No. 40 Sturt St. 11 1912 Photo of Ballarat No. 38 – Wendouree Parade 12 1913 Photo of Scrubber car in depot. 13 Title sheet – “BENDIGO” 14 1914 Photo of Bendigo depot 15 1915 Photo of Bendigo No. 17, 1949. 16 1916 Photo of Bendigo 22 and 4 at Eaglehawk. 17 1917 Photo of Bendigo 12 at Golden Square. 18 1918 Photo of Bendigo 13 and 26 at Eaglehawk terminus. 19 1919 Photo of Bendigo 17 (bogie) at Quarry Hill terminus. 20 1920 Photo of Bendigo 18 at Charing Cross 21 1921 Photo of Bendigo Birneys 28 and 29 at Charing Cross 22 1922 Photo of original sprinkler and track cleaning car in Bendigo depot 23 1923 Photo of Bendigo 2nd track cleaning car 24. 1924 Photo of trams at Manchester Loop, 1958. 25. Title sheet – “GEELONG” 26 1925 Photo of Geelong 19 in front of the depot. 27 1926 Photo of Geelong depot 28 1927 Photo of Geelong No. 3 at East terminus 29 1928 Photo of Geelong No. 23 outside depot. 30 1929 Photo of Geelong No. 16 at Eastern Park terminus. 31 1930 Photo of Geelong No. 28 at depot 32 1931 Photo of Geelong Birney No. 14 at Eastern Park terminus. 33 1932 Photo of Geelong No. 32 at Moorabool St. 34 1933 Photo of Geelong No. 37 outside depot 35 1934 Photo of Geelong No. 39 at West terminus 36. No photo – marks of four corners remained. 37 – back cover No photo – marks of four corners remained. Photos not to be taken out of the album unless for photographic copying. Use image files. Photo Album - The Commercial Photo Album - No. 1 - 36 leaves. See hand written note from Keith Kings to Mr. L. J. Denmead. Dated 6/7/70.trams, tramways, ballarat, bendigo, geelong, photo album -
Unions Ballarat
Printed materials retained by the branch. Amalgamated Society of Carpenters and Joiners, Ballarat Branch, 1901-1916
The membership began affiliation with its British parent union from the 1850s. It officially registered as Australian District of Amalgamated Society of Carpenters and Joiners in 1911. In 1945 it changed its name to Building Workers' Industrial Union (BWIU). The BWIU was deregistered in 1948 and re-formed in 1952. After subsequent amalgamations, the Australian Workers Union (AWU) now has coverage of these members.Printed materials retained by the Branch. Indicative of contemporaneous events and interests of the union.Printed material in three boxes. 1. Monthly reports of the Amalgamated Society of Carpenters and Joiners of Australasia 1901 September, November, December 1902 February, July 1903 April, May, November 1904 February-July 1908 May, December 1910 April, July, September-December 2. Monthly reports of the Amalgamated Society of Carpenters and Joiners of Great Britain 1902 Nos. 474-480, June-December 1903 No. 481, January; No. 483, March; No. 485, May; Nos. 487-488, July-August; No. 491, November. 1904 Nos. 494-498, February-June. 1905 No. 506, February; No. 511, July; No. 513, September. 1906 No. 519, March; Nos. 522-524, June-August. 1907 No. 533, May. 1908 Nos. 546-547, June, Jul; Nos. 549-552, September-December. 1909 No. 552, Jan; Nos. 556-557, April, May; No. 564, December. 1910 No. 565, January; Nos. 567-569, March-May. New Series 1911 Nos. 6-8, June-August; No. 10, October. 1912 Nos. 13-15, Jan-March; Nos. 18-20, June-August; No. 22, October; No. 24, December. 1913 No. 26, February. 1914 No. 42, June. 3. Annual reports of the Amalgamated Society of Carpenters and Joiners of Great Britain 49th Report December 1907 - December 1908 52nd Report December 1910 - December 1911 53rd Report December 1911 - December 1912 4. Lists of branches, officers and nights of meetings of the Amalgamated Society of Carpenters and Joiners of Great Britain January 1909 January 1910 Minutes of proceedings of the meeting of the General Council of the Amalgamated Society of Carpenters and Joiners of Great Britain, held in Manchester, 13th February-29 February 1912 6. Suggestions for the consideration of the meeting of the General Council held 28 June (1904?). 7. Returns of the votes on proposals of the General Council of the Amalgamated Society of Carpenters and Joiners of Great Britain for amending the rules, November 1910. (2 copies) 8. Circulars published by the Amalgamated Society of Carpenters and Joiners of Great Britain: to Branch Secretaries, 5 May 1906; and June 1912; advertising the Society ca? 1910; and regarding removal of the General Office, 1 February 1904. 9. Circulars published by the Amalgamated Society of Carpenters and Joiners, Victorian Branch: giving extract of the Determination of the Carpenters' Board, 29 April 1911 (3 copies); and advertising the Society ca? 1910. 10. Notice of special meeting of the Amalgamated Society of Carpenters and Joiners, Ballarat Branch, 27 November 1911. 11. Entrance card to the Amalgamated Society of Carpenters and Joiners, Ballarat Branch, in the name of C. Rawlings, 18 May 1908. 12. List of proposals to be submitted to the votes of the members, together with the General Council's reasons for suggesting amendments to the rules. n.d. 13. Annual Report to the Members of the Victorian Branches of the Amalgamated Society of Carpenters and Joiners, for the year ending 1911. (1 bundle) btlc, ballarat trades hall, ballarat trades and labour council, building workers' industrial union, bwiu, fimee, federation of industrial, manufacturing and engineering employees, unions, amalgamated society of carpenters and joiners of australasia, amalgamated society of carpenters and joiners of great britain, minutes, general council of the amalgamated society of carpenters and joiners of great britain, amalgamated society of carpenters and joiners, victorian branch, carpenters' board, amalgamated society of carpenters and joiners, ballarat branch, entrance card, c. rawlings -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Rod, Approx. 1871
This rod was salvaged from the American three-masted wooden clipper ship, Eric the Red, named after the Viking discoverer, Eric the Red. The ship first traded in coal between America and Britain and later traded in guano nitrates from South America. In 1879 its hull was re-metalled and the vessel was in first class condition. On 10th June 1880 Eric the Red departed New York under the command of Captain Z Allen, with 24 crew plus two passengers. It was heading for Melbourne and then Sydney. The ship was commissioned by American trade representatives to carry a special cargo of 500 American exhibits for the U.S.A. pavilion at Melbourne’s first International Exhibition. The items included furniture, ironmongery, wines, chemicals, dental and surgical instruments, paper, cages, bronze lamp trimmings, axles, stamped ware, astronomical and time globes, and samples of corn and the choicest of leaf tobacco. Also on board was general merchandise such as cases of kerosene and turpentine, brooms, Bristol's Sarsaparilla, Wheeler and Wilson sewing machines, Wheeler’s thresher machine, axe handles and tools, cases of silver plate, toys, pianos and organs, carriages and Yankee notions. The ship had been at sea for 85 days when, on 4th September 1880, it hit the Otway Reef on the southwest coast of Victoria and was quickly wrecked. Captain and crew ended up on floating parts, or in the long boat or the sea. He was amongst the 23 battered and injured men who were rescued by the steamer Dawn and later taken to Warrnambool, where they received great hospitality and care. Four men lost their lives; three crew and one passenger. Captain Allen took the train back to Melbourne and then returned to America. The captain and crew of the Dawn were recognised by the United States Government in July 1881 for their humane efforts, being thanked and presented with substantial monetary rewards, medals and gifts. The salvaging ship Pharos collected Wheeler and Wilson sewing machines, nests of boxes, bottles of Bristol’s sarsaparilla, pieces of common American chairs, axe handles, a Wheelers’ Patent thresher and a sailor’s trunk with the words “A. James” on the front. A ship’s flag board bearing the words “Eric the Red” was found on the deckhouse; finally, those on board the Pharos had found the name of the wrecked vessel. The government steamer Victoria and a steamer S.S. Otway picked up flotsam and wreckage. A whole side of the hull and three large pieces of the other side of the hull, with some of the copper sheathing stripped off, had floated onto Point Franklin. Some of the vessel's yards and portions of its masts were on shore with pieces of canvas attached, confirming that the vessel had been under sail. On shore were many cases of Diamond Oil kerosene labelled R. W. Cameron and Company, New York. large planks of red pine, portions of a small white boat and a large, well-used oar. There were sewing machines, some consigned to ‘Long and Co.”, and notions, axe and scythe handles, hay forks, wooden pegs, rolls of wire, some branded “T.S” and Co, Melbourne”, and kegs of nails branded “A.T. and Co.” from the factory of A. Field and Son, Taunton, Massachusetts. Other cargo remains included croquet balls and mallets, buggy fittings, rat traps, perfumery, cutlery and Douay Bibles, clocks, bicycles, chairs, a flywheel, a cooking stove, timber, boxes, pianos, organs, wooden clothes pegs and a ladder. There were three cases of goods meant for the Exhibition Other items salvaged from amongst the debris floating in the sea were chairs, doors, musical instruments, washing boards, nests of trunks and flycatchers. Most of the goods were saturated and smelt of kerosene. A section of the hull lies buried in the sand at Parker River Beach. An anchor with a chain is embedded in the rocks east of Point Franklin and a second anchor, thought to be from Eric the Red, is on display at the Cape Otway light station. A life belt was once on the veranda of Rivernook Guest House in Princetown with the words “ERIC THE RED / BOSTON”. Parts of the ship are on display at Bimbi Park Caravan Park and Apollo Bay Museum. Flagstaff Hill Maritime Village also has several artefacts from the wreck. There seemed to be no personal luggage or clothing. “The Eric the Red is historically significant as one of Victoria's major 19th century shipwrecks. (Heritage Victoria Eric the Red; HV ID 239) The wreck led to the provision of an additional warning light placed below the Cape Otway lighthouse to alert mariners to the location of Otway Reef. The site is archaeologically significant for its remains of a large and varied cargo and ship's fittings being scattered over a wide area. The site is recreationally and aesthetically significant as it is one of the few sites along this coast where tourists can visit identifiable remains of a large wooden shipwreck, and for its location set against the background of Cape Otway, Bass Strait, and the Cape Otway lighthouse.“ (Victorian Heritage Database Registration Number S239, Official Number 8745 USA)Iron rod with flat lugged washer. The rod is made of a heavy metal with encrustations and signs of rusting on the surface. It is stepped down in diameter mid-shaft and is slightly bowed on the narrower end. The narrow end flares out slightly in the last few centimetres with a burred foot and has a circular head on the wider end. The washer on the narrower end cannot move past the centre or the narrow end of the rod. The washer is a different metal from the rod and has a small lug jutting out along the circumference in one position. The rod was recovered from the wreck of the ship the Eric the Red.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, rod, iron-rod, eric the red, steamer dawn, cape otway reef, 1880, captain allen, usa pavillion, melbourne exhibition, melbourne international exhibition, captain jones, medal, united states government, pharos, a. james, flag board, steamer victoria, steamer otway, diamond oil, r w cameron and company, long and co., t s and co melbourne, a. field and son, taunton, massachusetts, ketch apollo, ship nail -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Record Book, before 1918
In UK in early 1800's the word 'mechanic' was applied to a broader range of skills such as working man, tradesman or artisan. Mechanics' Institutes were formed originally for voluntary, self-funded organisations, to improve the education of working men and to instruct them on their various trades. The germ of the idea came from a class formed in 1799 by Professor George Birbeck in Glasgow, Scotland, for journeymen mechanics (apprentice trade workers), with the first Institutes being organised in London and Manchester in the 1820's. By then the original aim had broadened and the Mechanics' Institutes were established as popular agencies of adult education. The Mechanics' Institutes were run by committees that provided facilities for a meeting room, hall suitable for lectures, and a library. Funding was raised locally and often supplemented by grants from government agencies for the purchase of books and other resources. Activities were community based. In Australia, Mechanics' Institutes were set up in New South Wales and in Tasmania in the late 1820's. Mechanics' Institutes began in Victoria, with the first one in Melbourne dating from 1839, providing similar services but in time offered services tailored to their specific area. Warrnambool's Mechanics' Institute (or Institution as it was sometimes called) was one of the earliest in Victoria. On 17th October 1853 a meeting was held where it was resolved to request the Lieutenant Governor of the Colony to grant land for the erection of a Mechanics' Institutes building. A committee was formed at the meeting and Richard Osburne chaired the first meeting of this committee. The land on the North West corner of Banyan and Merri Streets was granted but there were no funds to erect the building. The Formal Rights of the Warrnambool Mechanics' Institute's encompassed its aims and these were officially adopted in1859; "This Institution has for its object the diffusion of literary, scientific, and other useful knowledge amongst its members, excluding all controversial subjects, religious or political. "These objects are sought to be obtained by means of a circulating library, a reading room, the establishment of classes, debates, and the occasional delivery of lectures on natural and experimental philosophy, mechanics, astronomy, chemistry, natural history, literature, and the useful and ornamental arts, particularly those which have a more immediate reference to the colony." The Warrnambool Mechanics' Institute opened its first reading room in November1884 in the National School building at the corner of Banyan and Timor Streets. The Institute was funded by member subscription, payable on a quarterly, half yearly or yearly basis. Samuel Hannaford, the Manager of the Warrnambool Bank of Australasia, was the first Honorary Secretary of the Mechanics' Institutes, and an early President and Vice-President. He also gave several of the early lectures in the Reading Room. Another early Secretary, Librarian and lecturer was Marmaduke Fisher, the teacher at the National School. Lecture topics included The Poets and Poetry of Ireland', 'The Birth and Development of the Earth', 'The Vertebrae - with Remarks on the pleasures resulting from the study of Natural History' and 'Architecture'. In q856 the Reading Room was moved to James Hider's shop in Timor Street, and by 1864 it was located in the bookshop of Davies and Read. In the 1860's the Mechanics' Institute struggled as membership waned but in 1866, after a series of fund raising efforts, the committee was able to purchase land in Liebig Street, on a site then called Market Square, between the weighbridge and the fire station. A Mechanics' Institute building was opened at this site in August 1871. The following year four more rooms were added to the main Reading Room and in 1873 the Artisan School of Design was incorporated into the Institute. The same year Joseph Archibald established a Museum; however it deteriorated when he was transferred to Bendigo in 1877. In 1880, with Archibald's return to Warrnambool, the Museum was re-established, and in 1885 a new building was built at the back of the Institute to accommodate the re-created School of Design, the Art Gallery and the Museum. In 1887 the Museum section was moved to the former court house in Timor Street (for some time the walls of the building formed part of the TAFE cafeteria but all is now demolished)). In 1911 the Museum was transferred back to the original building and the management of the Mechanics' Institute was handed over to the Warrnambool City Council. The Museum and Art Gallery became one and housed many fine works of art., and the Library continued to grow. The building was well patronised, with records showing that at the beginning of the 20th century there were between 500 and 800 visitors. During World War One the monthly figures were in the thousands, with 3,400 people visiting in January 1915. The Museum was a much loved Institution in Warrnambool until the contents of the Museum and Art Gallery were removed to make room for the Warrnambool City Council Engineers' Department. The contents were stored but many of the items were scattered or lost. In 1975 the original building was demolished and the site became occupied by the Civic Centre, which included the new City Library. (The library was temporarily located in the old Palais building in Koroit Street.) In the process of reorganisation the Collection was distributed amongst the community groups: - The new City Library took some of the historic books and some important documents, historic photographs and newspapers. - The Art Gallery kept the 19th Century art collection and some of the artefacts from the museum. - The Historic Society has some items - The State Museum has some items - Some items were destroyed - Flagstaff Hill Maritime Village has old newspapers, Government Gazettes, most of the Mechanics' Institute Library, ledgers and documents connected to the Mechanics' Institute Library, some framed and unframed art works and some photographs. The Warrnambool Mechanics' Institute Library book collection is deemed to be of great importance because it is one of the few collections in an almost intact state, and many of the books are now very rare and of great value. NOTE: Pages of this book have been digitally recorded and archived. The Warrnambool Mechanics Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and the important role it played in the intellectual, cultural and social development of people throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. The Warrnambool Mechanics Institute Accessions Book, 1913-1922. Hard cover, olive green cover with brown protective cloth on corners. Page edges have coloured marble pattern. Hand written inside cover "RA 02749457 MEC,000451"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, warrnambool mechanics' institute, mechanics' institute records warrnambool, record book c1918 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageRecord Book, before 5th April 1903
In UK in early 1800's the word 'mechanic' was applied to a broader range of skills such as working man, tradesman or artisan. Mechanics' Institutes were formed originally for voluntary, self-funded organisations, to improve the education of working men and to instruct them on their various trades. The germ of the idea came from a class formed in 1799 by Professor George Birbeck in Glasgow, Scotland, for journeymen mechanics (apprentice trade workers), with the first Institutes being organised in London and Manchester in the 1820's. By then the original aim had broadened and the Mechanics' Institutes were established as popular agencies of adult education. The Mechanics' Institutes were run by committees that provided facilities for a meeting room, hall suitable for lectures, and a library. Funding was raised locally and often supplemented by grants from government agencies for the purchase of books and other resources. Activities were community based. In Australia, Mechanics' Institutes were set up in New South Wales and in Tasmania in the late 1820's. Mechanics' Institutes began in Victoria, with the first one in Melbourne dating from 1839, providing similar services but in time offered services tailored to their specific area. Warrnambool's Mechanics' Institute (or Institution as it was sometimes called) was one of the earliest in Victoria. On 17th October 1853 a meeting was held where it was resolved to request the Lieutenant Governor of the Colony to grant land for the erection of a Mechanics' Institutes building. A committee was formed at the meeting and Richard Osburne chaired the first meeting of this committee. The land on the North West corner of Banyan and Merri Streets was granted but there were no funds to erect the building. The Formal Rights of the Warrnambool Mechanics' Institute's encompassed its aims and these were officially adopted in1859; "This Institution has for its object the diffusion of literary, scientific, and other useful knowledge amongst its members, excluding all controversial subjects, religious or political. "These objects are sought to be obtained by means of a circulating library, a reading room, the establishment of classes, debates, and the occasional delivery of lectures on natural and experimental philosophy, mechanics, astronomy, chemistry, natural history, literature, and the useful and ornamental arts, particularly those which have a more immediate reference to the colony." The Warrnambool Mechanics' Institute opened its first reading room in November1884 in the National School building at the corner of Banyan and Timor Streets. The Institute was funded by member subscription, payable on a quarterly, half yearly or yearly basis. Samuel Hannaford, the Manager of the Warrnambool Bank of Australasia, was the first Honorary Secretary of the Mechanics' Institutes, and an early President and Vice-President. He also gave several of the early lectures in the Reading Room. Another early Secretary, Librarian and lecturer was Marmaduke Fisher, the teacher at the National School. Lecture topics included The Poets and Poetry of Ireland', 'The Birth and Development of the Earth', 'The Vertebrae - with Remarks on the pleasures resulting from the study of Natural History' and 'Architecture'. In q856 the Reading Room was moved to James Hider's shop in Timor Street, and by 1864 it was located in the bookshop of Davies and Read. In the 1860's the Mechanics' Institute struggled as membership waned but in 1866, after a series of fund raising efforts, the committee was able to purchase land in Liebig Street, on a site then called Market Square, between the weighbridge and the fire station. A Mechanics' Institute building was opened at this site in August 1871. The following year four more rooms were added to the main Reading Room and in 1873 the Artisan School of Design was incorporated into the Institute. The same year Joseph Archibald established a Museum; however it deteriorated when he was transferred to Bendigo in 1877. In 1880, with Archibald's return to Warrnambool, the Museum was re-established, and in 1885 a new building was built at the back of the Institute to accommodate the re-created School of Design, the Art Gallery and the Museum. In 1887 the Museum section was moved to the former court house in Timor Street (for some time the walls of the building formed part of the TAFE cafeteria but all is now demolished)). In 1911 the Museum was transferred back to the original building and the management of the Mechanics' Institute was handed over to the Warrnambool City Council. The Museum and Art Gallery became one and housed many fine works of art., and the Library continued to grow. The building was well patronised, with records showing that at the beginning of the 20th century there were between 500 and 800 visitors. During World War One the monthly figures were in the thousands, with 3,400 people visiting in January 1915. The Museum was a much loved Institution in Warrnambool until the contents of the Museum and Art Gallery were removed to make room for the Warrnambool City Council Engineers' Department. The contents were stored but many of the items were scattered or lost. In 1975 the original building was demolished and the site became occupied by the Civic Centre, which included the new City Library. (The library was temporarily located in the old Palais building in Koroit Street.) In the process of reorganisation the Collection was distributed amongst the community groups: - The new City Library took some of the historic books and some important documents, historic photographs and newspapers. - The Art Gallery kept the 19th Century art collection and some of the artefacts from the museum. - The Historic Society has some items - The State Museum has some items - Some items were destroyed - Flagstaff Hill Maritime Village has old newspapers, Government Gazettes, most of the Mechanics' Institute Library, ledgers and documents connected to the Mechanics' Institute Library, some framed and unframed art works and some photographs. The Warrnambool Mechanics' Institute Library book collection is deemed to be of great importance because it is one of the few collections in an almost intact state, and many of the books are now very rare and of great value. NOTE: Pages of this book have been digitally recorded and archived.The Warrnambool Mechanics Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and the important role it played in the intellectual, cultural and social development of people throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. Record book, Warrnambool Mechanics Institute Committee, Secretaries reports, 5th April 1903 - 31st March, 1906. Soft card with red/blue/white marble pattern and red binding. Ruled lines with red left margins. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, warrnambool mechanics' institute, mechanics' institute records warrnambool, record book c1903 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageRecord Book, c. 1910
In UK in early 1800's the word 'mechanic' was applied to a broader range of skills such as working man, tradesman or artisan. Mechanics' Institutes were formed originally for voluntary, self-funded organisations, to improve the education of working men and to instruct them on their various trades. The germ of the idea came from a class formed in 1799 by Professor George Birbeck in Glasgow, Scotland, for journeymen mechanics (apprentice trade workers), with the first Institutes being organised in London and Manchester in the 1820's. By then the original aim had broadened and the Mechanics' Institutes were established as popular agencies of adult education. The Mechanics' Institutes were run by committees that provided facilities for a meeting room, hall suitable for lectures, and a library. Funding was raised locally and often supplemented by grants from government agencies for the purchase of books and other resources. Activities were community based. In Australia, Mechanics' Institutes were set up in New South Wales and in Tasmania in the late 1820's. Mechanics' Institutes began in Victoria, with the first one in Melbourne dating from 1839, providing similar services but in time offered services tailored to their specific area. Warrnambool's Mechanics' Institute (or Institution as it was sometimes called) was one of the earliest in Victoria. On 17th October 1853 a meeting was held where it was resolved to request the Lieutenant Governor of the Colony to grant land for the erection of a Mechanics' Institutes building. A committee was formed at the meeting and Richard Osburne chaired the first meeting of this committee. The land on the North West corner of Banyan and Merri Streets was granted but there were no funds to erect the building. The Formal Rights of the Warrnambool Mechanics' Institute's encompassed its aims and these were officially adopted in1859; "This Institution has for its object the diffusion of literary, scientific, and other useful knowledge amongst its members, excluding all controversial subjects, religious or political. "These objects are sought to be obtained by means of a circulating library, a reading room, the establishment of classes, debates, and the occasional delivery of lectures on natural and experimental philosophy, mechanics, astronomy, chemistry, natural history, literature, and the useful and ornamental arts, particularly those which have a more immediate reference to the colony." The Warrnambool Mechanics' Institute opened its first reading room in November1884 in the National School building at the corner of Banyan and Timor Streets. The Institute was funded by member subscription, payable on a quarterly, half yearly or yearly basis. Samuel Hannaford, the Manager of the Warrnambool Bank of Australasia, was the first Honorary Secretary of the Mechanics' Institutes, and an early President and Vice-President. He also gave several of the early lectures in the Reading Room. Another early Secretary, Librarian and lecturer was Marmaduke Fisher, the teacher at the National School. Lecture topics included The Poets and Poetry of Ireland', 'The Birth and Development of the Earth', 'The Vertebrae - with Remarks on the pleasures resulting from the study of Natural History' and 'Architecture'. In q856 the Reading Room was moved to James Hider's shop in Timor Street, and by 1864 it was located in the bookshop of Davies and Read. In the 1860's the Mechanics' Institute struggled as membership waned but in 1866, after a series of fund raising efforts, the committee was able to purchase land in Liebig Street, on a site then called Market Square, between the weighbridge and the fire station. A Mechanics' Institute building was opened at this site in August 1871. The following year four more rooms were added to the main Reading Room and in 1873 the Artisan School of Design was incorporated into the Institute. The same year Joseph Archibald established a Museum; however it deteriorated when he was transferred to Bendigo in 1877. In 1880, with Archibald's return to Warrnambool, the Museum was re-established, and in 1885 a new building was built at the back of the Institute to accommodate the re-created School of Design, the Art Gallery and the Museum. In 1887 the Museum section was moved to the former court house in Timor Street (for some time the walls of the building formed part of the TAFE cafeteria but all is now demolished)). In 1911 the Museum was transferred back to the original building and the management of the Mechanics' Institute was handed over to the Warrnambool City Council. The Museum and Art Gallery became one and housed many fine works of art., and the Library continued to grow. The building was well patronised, with records showing that at the beginning of the 20th century there were between 500 and 800 visitors. During World War One the monthly figures were in the thousands, with 3,400 people visiting in January 1915. The Museum was a much loved Institution in Warrnambool until the contents of the Museum and Art Gallery were removed to make room for the Warrnambool City Council Engineers' Department. The contents were stored but many of the items were scattered or lost. In 1975 the original building was demolished and the site became occupied by the Civic Centre, which included the new City Library. (The library was temporarily located in the old Palais building in Koroit Street.) In the process of reorganisation the Collection was distributed amongst the community groups: - The new City Library took some of the historic books and some important documents, historic photographs and newspapers. - The Art Gallery kept the 19th Century art collection and some of the artefacts from the museum. - The Historic Society has some items - The State Museum has some items - Some items were destroyed - Flagstaff Hill Maritime Village has old newspapers, Government Gazettes, most of the Mechanics' Institute Library, ledgers and documents connected to the Mechanics' Institute Library, some framed and unframed art works and some photographs. The Warrnambool Mechanics' Institute Library book collection is deemed to be of great importance because it is one of the few collections in an almost intact state, and many of the books are now very rare and of great value. NOTE: Pages of this book have been digitally recorded and archived.The Warrnambool Mechanics Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and the important role it played in the intellectual, cultural and social development of people throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. Record Book, Warrnambool Mechanics Institute, Copy of Statements sent to Government, 1910-1912. Hard cover, brown, pages have blue lines with red left margins, edges of pages have marbled pattern.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, warrnambool mechanics' institute, mechanics' institute records warrnambool, record book 1910 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageRecord Book, c. 1887
In UK in early 1800's the word 'mechanic' was applied to a broader range of skills such as working man, tradesman or artisan. Mechanics' Institutes were formed originally for voluntary, self-funded organisations, to improve the education of working men and to instruct them on their various trades. The germ of the idea came from a class formed in 1799 by Professor George Birbeck in Glasgow, Scotland, for journeymen mechanics (apprentice trade workers), with the first Institutes being organised in London and Manchester in the 1820's. By then the original aim had broadened and the Mechanics' Institutes were established as popular agencies of adult education. The Mechanics' Institutes were run by committees that provided facilities for a meeting room, hall suitable for lectures, and a library. Funding was raised locally and often supplemented by grants from government agencies for the purchase of books and other resources. Activities were community based. In Australia, Mechanics' Institutes were set up in New South Wales and in Tasmania in the late 1820's. Mechanics' Institutes began in Victoria, with the first one in Melbourne dating from 1839, providing similar services but in time offered services tailored to their specific area. Warrnambool's Mechanics' Institute (or Institution as it was sometimes called) was one of the earliest in Victoria. On 17th October 1853 a meeting was held where it was resolved to request the Lieutenant Governor of the Colony to grant land for the erection of a Mechanics' Institutes building. A committee was formed at the meeting and Richard Osburne chaired the first meeting of this committee. The land on the North West corner of Banyan and Merri Streets was granted but there were no funds to erect the building. The Formal Rights of the Warrnambool Mechanics' Institute's encompassed its aims and these were officially adopted in1859; "This Institution has for its object the diffusion of literary, scientific, and other useful knowledge amongst its members, excluding all controversial subjects, religious or political. "These objects are sought to be obtained by means of a circulating library, a reading room, the establishment of classes, debates, and the occasional delivery of lectures on natural and experimental philosophy, mechanics, astronomy, chemistry, natural history, literature, and the useful and ornamental arts, particularly those which have a more immediate reference to the colony." The Warrnambool Mechanics' Institute opened its first reading room in November1884 in the National School building at the corner of Banyan and Timor Streets. The Institute was funded by member subscription, payable on a quarterly, half yearly or yearly basis. Samuel Hannaford, the Manager of the Warrnambool Bank of Australasia, was the first Honorary Secretary of the Mechanics' Institutes, and an early President and Vice-President. He also gave several of the early lectures in the Reading Room. Another early Secretary, Librarian and lecturer was Marmaduke Fisher, the teacher at the National School. Lecture topics included The Poets and Poetry of Ireland', 'The Birth and Development of the Earth', 'The Vertebrae - with Remarks on the pleasures resulting from the study of Natural History' and 'Architecture'. In q856 the Reading Room was moved to James Hider's shop in Timor Street, and by 1864 it was located in the bookshop of Davies and Read. In the 1860's the Mechanics' Institute struggled as membership waned but in 1866, after a series of fund raising efforts, the committee was able to purchase land in Liebig Street, on a site then called Market Square, between the weighbridge and the fire station. A Mechanics' Institute building was opened at this site in August 1871. The following year four more rooms were added to the main Reading Room and in 1873 the Artisan School of Design was incorporated into the Institute. The same year Joseph Archibald established a Museum; however it deteriorated when he was transferred to Bendigo in 1877. In 1880, with Archibald's return to Warrnambool, the Museum was re-established, and in 1885 a new building was built at the back of the Institute to accommodate the re-created School of Design, the Art Gallery and the Museum. In 1887 the Museum section was moved to the former court house in Timor Street (for some time the walls of the building formed part of the TAFE cafeteria but all is now demolished)). In 1911 the Museum was transferred back to the original building and the management of the Mechanics' Institute was handed over to the Warrnambool City Council. The Museum and Art Gallery became one and housed many fine works of art., and the Library continued to grow. The building was well patronised, with records showing that at the beginning of the 20th century there were between 500 and 800 visitors. During World War One the monthly figures were in the thousands, with 3,400 people visiting in January 1915. The Museum was a much loved Institution in Warrnambool until the contents of the Museum and Art Gallery were removed to make room for the Warrnambool City Council Engineers' Department. The contents were stored but many of the items were scattered or lost. In 1975 the original building was demolished and the site became occupied by the Civic Centre, which included the new City Library. (The library was temporarily located in the old Palais building in Koroit Street.) In the process of reorganisation the Collection was distributed amongst the community groups: - The new City Library took some of the historic books and some important documents, historic photographs and newspapers. - The Art Gallery kept the 19th Century art collection and some of the artefacts from the museum. - The Historic Society has some items - The State Museum has some items - Some items were destroyed - Flagstaff Hill Maritime Village has old newspapers, Government Gazettes, most of the Mechanics' Institute Library, ledgers and documents connected to the Mechanics' Institute Library, some framed and unframed art works and some photographs. The Warrnambool Mechanics' Institute Library book collection is deemed to be of great importance because it is one of the few collections in an almost intact state, and many of the books are now very rare and of great value. NOTE: Pages of this book have been digitally recorded and archived.The Warrnambool Mechanics Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and the important role it played in the intellectual, cultural and social development of people throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. Record book, Warrnambool Mechanics Institute Financial Statements 1887-1893, Hard cover, black with red spine and red corner protection. Page edges have marbled pattern, pages have accounting columns.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, warrnambool mechanics' institute, mechanics' institute records warrnambool, record book c. 1887 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageRecord Book, c. 1892
In UK in early 1800's the word 'mechanic' was applied to a broader range of skills such as working man, tradesman or artisan. Mechanics' Institutes were formed originally for voluntary, self-funded organisations, to improve the education of working men and to instruct them on their various trades. The germ of the idea came from a class formed in 1799 by Professor George Birbeck in Glasgow, Scotland, for journeymen mechanics (apprentice trade workers), with the first Institutes being organised in London and Manchester in the 1820's. By then the original aim had broadened and the Mechanics' Institutes were established as popular agencies of adult education. The Mechanics' Institutes were run by committees that provided facilities for a meeting room, hall suitable for lectures, and a library. Funding was raised locally and often supplemented by grants from government agencies for the purchase of books and other resources. Activities were community based. In Australia, Mechanics' Institutes were set up in New South Wales and in Tasmania in the late 1820's. Mechanics' Institutes began in Victoria, with the first one in Melbourne dating from 1839, providing similar services but in time offered services tailored to their specific area. Warrnambool's Mechanics' Institute (or Institution as it was sometimes called) was one of the earliest in Victoria. On 17th October 1853 a meeting was held where it was resolved to request the Lieutenant Governor of the Colony to grant land for the erection of a Mechanics' Institutes building. A committee was formed at the meeting and Richard Osburne chaired the first meeting of this committee. The land on the North West corner of Banyan and Merri Streets was granted but there were no funds to erect the building. The Formal Rights of the Warrnambool Mechanics' Institute's encompassed its aims and these were officially adopted in1859; "This Institution has for its object the diffusion of literary, scientific, and other useful knowledge amongst its members, excluding all controversial subjects, religious or political. "These objects are sought to be obtained by means of a circulating library, a reading room, the establishment of classes, debates, and the occasional delivery of lectures on natural and experimental philosophy, mechanics, astronomy, chemistry, natural history, literature, and the useful and ornamental arts, particularly those which have a more immediate reference to the colony." The Warrnambool Mechanics' Institute opened its first reading room in November1884 in the National School building at the corner of Banyan and Timor Streets. The Institute was funded by member subscription, payable on a quarterly, half yearly or yearly basis. Samuel Hannaford, the Manager of the Warrnambool Bank of Australasia, was the first Honorary Secretary of the Mechanics' Institutes, and an early President and Vice-President. He also gave several of the early lectures in the Reading Room. Another early Secretary, Librarian and lecturer was Marmaduke Fisher, the teacher at the National School. Lecture topics included The Poets and Poetry of Ireland', 'The Birth and Development of the Earth', 'The Vertebrae - with Remarks on the pleasures resulting from the study of Natural History' and 'Architecture'. In q856 the Reading Room was moved to James Hider's shop in Timor Street, and by 1864 it was located in the bookshop of Davies and Read. In the 1860's the Mechanics' Institute struggled as membership waned but in 1866, after a series of fund raising efforts, the committee was able to purchase land in Liebig Street, on a site then called Market Square, between the weighbridge and the fire station. A Mechanics' Institute building was opened at this site in August 1871. The following year four more rooms were added to the main Reading Room and in 1873 the Artisan School of Design was incorporated into the Institute. The same year Joseph Archibald established a Museum; however it deteriorated when he was transferred to Bendigo in 1877. In 1880, with Archibald's return to Warrnambool, the Museum was re-established, and in 1885 a new building was built at the back of the Institute to accommodate the re-created School of Design, the Art Gallery and the Museum. In 1887 the Museum section was moved to the former court house in Timor Street (for some time the walls of the building formed part of the TAFE cafeteria but all is now demolished)). In 1911 the Museum was transferred back to the original building and the management of the Mechanics' Institute was handed over to the Warrnambool City Council. The Museum and Art Gallery became one and housed many fine works of art., and the Library continued to grow. The building was well patronised, with records showing that at the beginning of the 20th century there were between 500 and 800 visitors. During World War One the monthly figures were in the thousands, with 3,400 people visiting in January 1915. The Museum was a much loved Institution in Warrnambool until the contents of the Museum and Art Gallery were removed to make room for the Warrnambool City Council Engineers' Department. The contents were stored but many of the items were scattered or lost. In 1975 the original building was demolished and the site became occupied by the Civic Centre, which included the new City Library. (The library was temporarily located in the old Palais building in Koroit Street.) In the process of reorganisation the Collection was distributed amongst the community groups: - The new City Library took some of the historic books and some important documents, historic photographs and newspapers. - The Art Gallery kept the 19th Century art collection and some of the artefacts from the museum. - The Historic Society has some items - The State Museum has some items - Some items were destroyed - Flagstaff Hill Maritime Village has old newspapers, Government Gazettes, most of the Mechanics' Institute Library, ledgers and documents connected to the Mechanics' Institute Library, some framed and unframed art works and some photographs. The Warrnambool Mechanics' Institute Library book collection is deemed to be of great importance because it is one of the few collections in an almost intact state, and many of the books are now very rare and of great value. NOTE: Pages of this book have been digitally recorded and archived.The Warrnambool Mechanics Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and the important role it played in the intellectual, cultural and social development of people throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. Record book, Warrnambool Mechanics Institute Accounts Ledger, 1892-1896. Hard ccover, green with brown fabric protecting corners, Front of book has alphabetical index tabs, remainder of book has numbered pages with accounting columns.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, warrnambool mechanics' institute, mechanics' institute records warrnambool, record book 1892