Showing 840 items matching "carbon"
-
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - PICTORIAL PORTFOLIO OF VICTORIAN VIEWS
Yellow covered nine page booklet containing 19th Century views of Bendigo and Ballarat presented by Thomas Richard Jones, Chemist of Hargreaves Street Bendigo. Art Noveau figure of woman on front cover. Inside cover features T R Jones Dispensing Chemist and Druggist printed beside man holding a horse. List of Veterinary products supplied by Jones. Farmer's requisites included Strychnine, Toxa, Phosphorus, Poisoined wheat, Bi-sulphide of Carbon. Egg preserving fluid and milk preserving powder Rennet and butter colouring along with Drenches and Cattle medicenes supplied. View No1. Moorabel Falls Ballarat. View No 2. Statues of Leda and Spring Ballarat. View No 3. A Giant Palm Bendigo. View No 4. View from St Paul's Bendigo. View No 5. Unveiling 'The first Public Statue' Bendigo P/Office in background. View No 6. Statue Presented to the City of Bendigo by Cr Harkness. [Reclining greek beside dog fighting lion] View No 7. 'On the Campaspe, near Bendigo. View No 8 The Pine Avenue, Rosalind Park. View No 9. Scenes on Lake Wendouree, Ballarat. View No 10. Statuary in The Botanical Gardens Ballarat. View No 11. Statues of Burns & Moore Ballarat. View No 12. Botanical Gardens, Ballarat. Inside back cover features list of T R Jones products. Outside back cover features advertisement for T R Jones Universal Corn Cure, and Jone's Compound Pectoral Balm.Printed by Periodicacls Publishing Co, 21 Elizabeth Street Melbourne.bendigo, parks and gardens, bendigo chemist and local views. -
 Melbourne Tram Museum
Melbourne Tram MuseumLetter, Mr. R. J. Russell, Mr Lewis Russell to Mr. R. A. Spencer, 1938
Letter, Set of two letters, carbon copy, typed by Mr Lewis Russell to Mr. R. A. Spencer while on tour with Mr Bell in 1938. See Reg Item 934 for the report. The two letters give the nitty gritty of the going-on's at the time in the MMTB. .1 - three quarto sheets, stapled in the top left hand corner, dated Monday 2 May, outlining activities at home. The main point is a O'Meara - Eakins appeal which involved extensive legal advice about titles, positions etc. Mr O'Meara title noted as chief draftsman. Notes names of various legal figures such as Mr. Herring KC. Also notes Cr. Gray, Cr. Gorman, Mr. Bell (Jnr?), Mr Cass. Appears that Mr. McGlashan "has been dipping his beak into the flowing bowl" and had been dismissed. Appears he was collecting the fees from the Wattle Park Golf course. Letter continuation of 4 May - appeals still going on, the death of Mr Monsbourgh and dismissal of Mr. Ellis and a 3rd sheet dated 9th May. Reports on drawing up a lease for a Mr. Better, snow and some personal family matters? .2 - letter dated 3/8/1938 Has notes re Mr O'Connor and the benefit society, retiring gratuity, costs, Mr Guice, Mr Richardson. A presentation to the City of Caulfield - Cr Packer and Colonel Cohen, bad press for the MMTB on tram services in the area, Balaclava Road in particular and a report football match between Richmond and Collingwood.Has initials in pencil on base of 2nd pagetrams, tramways, mmtb, letters, publicity, city of caulfield, appeals, personnel, benefit society, gratuity scheme -
 Melbourne Tram Museum
Melbourne Tram MuseumDocument - Notice, Tramway Board, "Tramway Board War Loan 5% Bonds, Repayable in 1927", Mar. 1918
Set of 9 notices and other documents concerned with the issuing of "Tramway Board War Loan 5% Bonds, Repayable in 1927". by the Commonwealth Government. Signed W. O Strangward Secretary. .1 - Notice - setting out the conditions, the need, payments - dated 26/2/1918 - 2 copies held. .2 - Notice - application notice - dated 6/3/1918 giving conditions - 2 copies held. .3 - Memo dated 11/4/1918 - on half foolscap, carbon copy, address to all stations regarding extension of the closing date. .4 - Gestetner printed notice dated 27/2/18, forwarding copies of the notices and conditions of the loan and documents. .5 - Quarto printed sheet - Memorandum of Agreement for the employee to signed, giving conditions and signature lines. .6 - Sheet, headed "Tramway Board Melbourne Commonwealth 5% War Bonds" - for each car or power house, listing the names, number of bonds, applicants signature and the amount paid. Double sided, Nos. 104 and 105 .7 - Poster or notice - printed foolscap sheet - advertising the Bonds, and conditions and asking employees to consider. .8 - Memorandum to the Officer in Charge of a particular location, dated 19/9/18, advising of the war loans and associated paperwork. Two copies held. .9 - Form to record payments for the war loans for a particular person, three copies, numbered 496, 497 and 500. Pink cloth back recording the location, name and application number - form No. 530. See also Reg Item 3924 for other documents.trams, tramways, tramway board, world war 1, finances, bonds -
 Melbourne Tram Museum
Melbourne Tram MuseumDrawing, Victorian Railways, "Overhead at rail tram crossings", 1920 to 1959
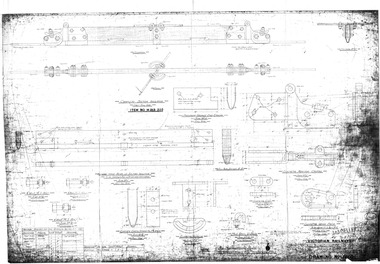
Set of 12 Victorian Railways prints of drawings of overhead arrangements at locations where trams and trains crossed in Melbourne. .1 - L6866 - wood break section insulator for tramway intersections, earthed section - has Merz McLellan stamp, originally prepared by the British Insulated and Helsby Cables - 1920. .2 - L5564 - Tramway intersection wood break section insulator - 5/49 .3 - L687 - Tramway and Railway Intersection fittings details - has reference to original 1920 drawings, Rev C 9/56. .4 - L6514 - Tramway and Railway Intersection Nicholson St North Fitzroy - 5/49 .5 - L652D - Tramway and Railway Intersection fittings details - has reference to original 1920 drawings, Rev D 8/48. .6 - L6656 - Tramway and Railway intersection fittings assembly - 6/56 .7 - L6511 - Tramway and railway intersection fittings assembly - for trams fitted with carbon skids - 4/55 .8 - L7025 - Tramway and railway intersection Glenhuntly Road GA - pencil drawings 6/59 .9 - L8106 - GA for tramway crossing Lygon St originally prepared by the British Insulated and Helsby Cables - 1920. .10 - L1749 -GA for tramway crossing Burke Road, originally prepared by the British Insulated and Helsby Cables - 1920. .11 - L1757 - blue print - fittings for tramway and railway contact wires at level crossings originally prepared by the British Insulated and Helsby Cables - 1920. .12 - L3506 - GA of tramway crossing St Georges Road. 6/30trams, tramways, railways, tramways, overhead, glenhuntly rd -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - VICTORIA HILL - KEY TO SIGN POSTS ON AREA MAP
Three page hand written carbon copy of Sign numbers at Victoria Hill. No 1 North Old Chum Shaft, No 2 Ballerstedt's First Open - Cut. Special Sign Post, No 2 C Rock Formations Pitching North, No 2 B Rich shallow shafts, No 2 A Quartz veins, No 4 A Concrete Dams, No 3 Engine Beds - Lansell's 'Big 180' Mine, No 3 B Lansell's 'Big 180' Shaft, No 4 Twenty Stampers Crushing Battery, No 3 C Foundations - 'Cleopatra Needle' type Chimney for Lansell's 'big 180' Mine, No 5 Victoria Quartz Mine, No 5 A Fou;ndations Victoria Quartz Poppet Legs, No 5 C Foundations Victoria Quartz Winding Plant, No 5 B Victoria Quartz Dams, No 6 Rae's Open - Cut, No 9 Quartz Once Roasted Here, No 12 Anticlinal Arch, No 15 primitive Tunnels, No 14 Beautifully Coloured Rock Formations, No 16 Adit, Graded Bedding, Oblique Fault, Spurry Quartz Veins, No 17 Prospecting Tunnels, No 18 Floyd's Small Crushing Battery, No 19 Gt Central Victoria (Midway) Shaft, No 20 Great Central Victoria (Midway) Engine Bed, No 21 ballerstedt's Small 24 Yard Claim, No 22 Humboldt Shaft, No 23 Wittscheibe's 'Jeweller's Shop', No 24 The 'Adventure' ground, Large Open - Cut, No 26 Luffsman and Sterry's Ground, NO 27 A Round Shaft, Notes prepared by Albert Richardson.mine, gold, victoria hill, victoria hill, victoria hill key to sign posts on area map, north old chum shaft, ballerstedt's first open cut, lansell's big 180 shaft, 'cleopatra needle' type chimney, victoria quartz mine, rae's open cut, prospecting tunnels, floyd's small crushing battery, gt central victoria (midway) shaft, ballerstedt's small 245 yard claim, humboldt shaft, wittscheibe's 'jeweller's shop', adventure, luffsman and sterry's ground, david sterry, sterry's 'gold mines' hotel, round shaft -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Coorongite
Coorongite is a dark, rubber-like, highly resilient structureless algal deposit. In the Coorong district of South Australia it occurs in moderate quantities associated with the coastal swamps and sand dunes which extend for a considerable distance east of the mouth of the Murray. This particular specimen was recovered from the south of the Coorong River, South Australia. A type of sediment rich in organic matter, Coorongite is the unlithified end-member of the sapropelic coal series. The members of the sapropelic coal series can be ranked in order as sapropel (the unlithified form), sapropelic-lignite, and sapropelic-coal (the lithified forms) based on increasing carbon content and decreasing volatile content. Sapropel (Coorongite) is an unlithified dark, pulpy, fine organic mud containing concentrations of algae and miospores that are more or less identifiable. Coorongite is typically found as an algae like substance, that can be found in irregular size pieces. Coorongite was believed to be dried up oil due to its rubber-like texture. The Coorongite is also soft to the point where it can be cut into with a knife or it can be broken and torn by hand. Otherwise known as 'Kurangk', the Coorong River is home to the Ngarrindjeri people, which acts as both a place for gathering food and a spiritual place. In 1852 the first sight of Coorongite was found along the Coorong River. The finders mistook the Coorongite for dried up oil, which lead to the belief that there were oil reserves under the Coorong River. Between the 1860s and the 1930s the Coorong River became a place where mining oil and Coorongite became precedent. Nowadays, the local council and the South Australian Government are working together with the Ngarrindjeri people to sustain and preserve the Coorong River and the culture that is with it. Soon after gold was discovered in 1851, Victoria’s Governor La Trobe wrote to the Colonial Office in London, urging ‘the propriety of selecting and appointing as Mineral Surveyor for this Colony a gentleman possessed of the requisite qualifications and acquaintance with geological science and phenomena’. Alfred Selwyn was appointed geological surveyor in Australia in 1852 which began the Geological Survey of Victoria. Selwyn went on to collect geological samples and catalogue thousands of specimens around Australia. In 1853-69 the Geological Survey issued under Selwyn's direction sixty-one geological maps and numerous reports; they were of such high standard that a writer in the Quarterly Journal of the Geological Society of London bracketed the survey with that of the United States of America as the best in the world. During his years spent in Australia, Selwyn collected numerous significant geological specimens, examples of which are held in collections such as the Burke Museum.Coorongite is considered to be a mineral with a unique texture, where it can be both hard and soft. Coorongite can also be considered to be a rare mineral, as it is only located along the Coorong River and due to the mining of it, has left very few sources. It was believed at one point that Coorongite could be used to replace oil. This specimen is part of a larger collection of geological and mineral specimens collected from around Australia (and some parts of the world) and donated to the Burke Museum between 1868-1880. A large percentage of these specimens were collected in Victoria as part of the Geological Survey of Victoria that begun in 1852 (in response to the Gold Rush) to study and map the geology of Victoria. Collecting geological specimens was an important part of mapping and understanding the scientific makeup of the earth. Many of these specimens were sent to research and collecting organisations across Australia, including the Burke Museum, to educate and encourage further study.Three solid varyingly hand-sized pieces of wooden appearing organic matter derived from the river in the Coorong District in South Australia. A rubber-like, highly resilient structureless algal deposit.Specimen 245 page 69 / in Descriptive Register / "Elcestic Bitumen, / Coorangite" South of / Coorung River, South Australia . / C. WIllman / 15/4/21burke museum, beechwoth, indigo shire, beechworth museum, geological, geological specimen, mineraology, coorong, coorong river, kurangk, ngarrindjeri, south australia, coorongite, coorongite specimen -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied, double collar lip; square upper with flared lower. Neck has seams and shoulder seam from 3-piece mould. Body with horizontal ripples tapers inwards to base. Push-up base with pontil mark and embossed inscription. Tape over wire around mouth. Cork remnants inside mouth. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Push-up base with pontil mark and embossed inscription. Base is uneven, glass composition has imperfections.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Neck has seams and shoulder seam from 3-piece mould. Body tapers towards base. Push-up base with pontil mark and embossed inscription. Base is uneven. Mouth has remnants of the seal in it and tape remnants around its outside. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim, Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Neck is slightly bulged and there is a mould seam where shoulder joins base. Body tapers inward to base. Uneven base with deep push-up centre with small pontil mark. Scratches and imperfections in glass. Also encrustations on surface. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has remnants of tape and wire seal. Mould seam around shoulder. Body tapers slightly inward to the base. Push-up base has pontil mark and is embossed in large letters. Base is uneven. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from an unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, Tall slim gallon style. Applied double collar lip; upper is straight, lower is flared. Lip has bumps around the top. Neck has slight taper towards shoulder, which has a shoulder seam from the mould. Body tapers inwards towards base. Push up base has a pontil mark. Base is embossed.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - Instruction Book, Westinghouse Brake Company of Australasia Limited and The Westinghouse Brake & Saxby Signal Co. Ltd. of 82 York Road and Kings Cross London, "Westinghouse Railway Operating Data", 2000
Photocopy of 54 data sheets published by Westinghouse Electric & Manufacturing Company of East Pittsburgh Pa, USA c1920. Consists of plastic cover, header page with Westinghouse logo, contents sheets (2 pages), forward, 67 pages (single side photocopy) and heavy rear card cover bound with a green comb binder. Original material lent by Craig Tooke of the Melbourne Tramcar Preservation Association at Haddon. Photocopied by Warren Doubleday March 2000. List of contents produced 30/6/2000 and then bound. Contains data sheets regarding motors, commutators, brushes, armatures, bearings, field coils, pinions, lubrication, air piping, axle collars, resistance grids, gear cases and other technical information. Westinghouse Railway Operating Data 30/6/2000 List of Contents Page No. Care and repair of commutators 1 Undercutting commutators 2 Railway Motor carbon brushes 3 Brush holders 4 Flashing of railway motors 5 Soldering railway armatures 6 Armature Winding 7 Banding armatures 8 Railway Motor Bearings 9 Lubrication of railway motor bearings 10 How to babbitt motor bearings 11 Oil, grease and waster for motors and gears 12 Saturation of motor bearing waste 13 Testing Polarity of Field Coils 14 Charging of storage batteries on Interurban & street rail cars 15 Precautions to be taken with blower installations on motor cars 16 Putting on Railway Motor Pinions 17 How to take armatures out of box frame motors 18 Dipping and Baking of Railway Motors 19 War time dipping and baking outfits 20 Dipping and baking railway motors will decrease troubles 21 Protection of Motor Bearings from Dust 25 Winter Operation of Railway Motor equipments 26 Installation of Air piping to prevent freezing 27 Maintenance of Traction Brake Equipment 28 Maintenance of controller fingers and contacts 29 Hand operated circuit breakers 30 Railway Motor Testing I 31 Railway Motor Testing II 33 Railway Motor Testing III 35 Railway Motor Testing IV 36 Railway Motor Testing V 37 Removing and replacing railway motor armature shaft 39 Mounting and Maintenance of car resistors 40 Lubrication of control apparatus 41 Maintenance of fuse boxes for railway service 42 Does it pay to dip and bake armatures 43 Dipping and Baking as a financial asset 44 Shop Organisation 45 Tinning Malleable Iron Bearing shells 46 Life of armature bearings or railway motors 47 The assembly of complete sets of commutator segments 48 Electric welding as a factor in reclamation 50 Metal to Metal press, shrink and clamping fit allowances 52 Life of railway motor carbon brushes 54 General information of grid resistance design for the operating man 56 Stopping a car by braking with the motors 57 Railway Motor shafts and their maintenance 58 Axle collars 59 Gear cases 60 Ventilated railway motors 62 Revamping Loose armature bearings 64 Life of axle bearings of railway motors 65 Heat-treated bolts for railway service 66 Document imaged over 7 parts 7-9-2016 - see hi res files. trams, tramways, westinghouse, motors, data sheets, technical information -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. However, this bottle is rare, in that the base has been embossed then over-embossed with the same text, letters overlapping. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is a rare find, in that the base has been over-embossed with the same lettering, letters overlapping one another. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, over embossed, brown glass, handmade, rare. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has sealing tape remnants around top. Mould seam around shoulder. Body tapers inwards to push-up base. Top edge of lip has application faults. There is also a rectangular indent in the upper edge of lip. Base is embossed and over embossed, with the letters overlapping each other. Embossed on base "6 TO THE GALLON", then over-embossed with the same "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable, over embossed, rare -
 Federation University Historical Collection
Federation University Historical CollectionBook - Diary, John Kennedy, John Kennedy's Ballarat School of Mines Lecture Notes, 1889
John Kennedy was born on 04 April 1862, the son of ship carpenter Robert Kennedy and his wife Florinda (Aitken), and the brother of Malcolm and Colin Kennedy. In 1860 the family migrated to Melbourne where Kennedy senior set up as a shipwright. In 1879 Malcolm and John, who trained as a naval architect, joined their father as Robert Kennedy & Sons, shipbuilders and shipsmiths. On 27 December 1883 at North Melbourne, Malcolm married Ann White with Presbyterian forms. Next year Robert Kennedy & Sons removed to Hobart where with John W. Syme and W. J. Duffy, partners until 1889, they took over the Derwent Ironworks & Engineering Co., a foundry formerly owned by the (Alexander) Clark family. The Kennedys also acquired the patent slipyard, formerly Ross's, at Battery Point. After the shipbuilding industry in Hobart began to flag John also turned to mining: he attended the Ballarat School of Mines, and reopened the Hobart smelters which had been an adjunct of the Derwent Ironworks in the 1870s. He made several voyages overseas on smelting business and as mining promoter, and was a member of the London Stock Exchange. In 1913-14 he was manager of Tongkah Compound (1910); Robert Kennedy & Sons was reputed to have contributed to the success of the Hobart-run Tongkah Harbour, Thailand, tin mines by developing a suitable dredge. The brothers also held shares in the Irrawaddy Burma Co. John was a member of the Australasian Institute of Mining Engineers and from 1932 an honorary life member of the American Institute of Mining & Metallurgical Engineers. John died in Hobart on 10 January 1937. (Ann G. Smith, 'Kennedy, John (1862–1937)', Australian Dictionary of Biography, National Centre of Biography, Australian National University, http://adb.anu.edu.au/biography/kennedy-john-7092/text11963, published first in hardcopy 1983, accessed online 24 April 2020.) A book covered in black leather with 'John Kennedy' embossed on the front in gold. The book contains notes from the time he studies at the Ballarat School of Mines. The beginning of the book has an alphabetical section where John Kennedy has created an index.Inside front cover 'John Kennedy Nena Wharf Hobart Tasmania.' john kennedy, australasian institute of mining engineers, ausimm, american institute of mining metallurgical engineers, ballarat school of mines, lecture notes, lecture notebook, antinomy, brick clay, carbon, coal, copper, chemistry, clay, chrome, electricity, fire clay, gas, gold, gold bullion, glass, gold test for, iron metallurgy, light, lead, metallurgy, mica, mineralogy, pyrites, sulphur in pyrites, sugar, slags, wolfram, preparation of pure gold, scorification, gold bullion assay, petrography, melting poinys of bodies, metric system, geology, mount morgan, queensland, rock salt, assay of tailings, classification of rocks, muffle furnace, ballarat school of mines wind furnace, assay of antinomy, recovery of silver from solutionsheat pyrometer, spectroscope, organic acids, metallurgy of iron, assat of copper, cornstock lode nevada, mount morgan queensland, scarification, elmwood, metallurgy of lead, specific gravity, copper assay, seperation of gold from other metals, test for gold, wet assay, mercury -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - MCCOLL, RANKIN AND STANISTREET COLLECTION: NEW STAR GOLD MINE HARRIETVILLE NL, 1935
McColl Rankin & Stanistreet, New Star Gold Mine Harrietville NL. a/ Agreement to purchase the mining operations and land at Black Snake Creek, Dargo, Mining District of Gippsland. For Mining Leases numbers 5187 & 5195, 31 acres. The purchaser Company is to be called Kong Meng Gold Reefs NL. Dated: 16/2/1935. Signed: J A Michelsen?, C Kingsley?, J Stanistreet, E R Grelis & ??? Inscriptions: Signed sealed and delivered by the said Ronald Alexander Rankin in the presence of E R Grelis. b/ Leasehold. Transfer of Land situated in the Parish of Dargo County of Dargo Mining District of Gippsland from New Star Gold Mine Harrietville NL to Kong Meng Gold Reefs NL. Dated: 12/3/1935. Signed: G ??, Geo ??, Stanistreet, G ??, Jamie Jeps ? Markings: pencil line through Gold Mining Lease No. 5187 change to a Leasehold Estate, line through January to be changed to March. c/ Indenture (copy of b/ with adjustments made) New Star Gold Mine Harrietville NL with Kong Meng Gold Reefs NL. Dated 13/3/1935. Signed: G ??, Geo ??, Stanistreet, G ??, Jamie Jeps ?, Stanistreet. d/ Carbon copy of a/. Signed: J A Michelsen?, C Kingsley?, J Stanistreet, E R Grelis & ??? Inscriptions: Signed sealed and delivered by the said Ronald Alexander Rankin in the presence of E R Grelis, J Stanistreet. e/ Indenture, agreement between New Star Gold Mining Harriet NL and Kong Meng Gold Reefs NL, was on the 9/3/1935 registered and Incorporated under the Companies act 1928 Part 2. Signed: E R Grelis, J Stanistreet, G ??, Geo ??, Stanistreet, G M?, Stanistreet. Dated: 12/3/1935.organization, business, gold mine, mccoll rankin & stanistreet new star gold mine harrietville nl black snake creek parish of dargo county of dargo mining district of gippsland mining leases numbers 5187 & 5195 kong meng gold reefs nl 1935 -
 Ballarat Tramway Museum
Ballarat Tramway Museumdocument - Correspondence, Electric Supply Co. of Vic (ESCo), "Australasian Tramway Conference", 1929 - 1930
Set of four letters between the Manager TB and Geelong, Ballarat and Bendigo tramways between the period of 27 Dec. 1929 and 30 July 1930 regarding the "Australasian Tramway Conference. See image files for details of the letterhead of the various company offices. 1972.1 - Letter from the Engineer and Manager of the Melbourne Electric Supply Company Limited, Melbourne office advising Mr. A. D. Murdoch, Manager of the Melbourne and Metropolitan Tramways Board that he had forwarded the questionnaire to their Geelong Engineer for completion. Dated 30/12/1929. Stamped as being received by the TB as 31/12/1929. See image 1972i1 for image of letter. 1972.2 - Letter from the Chief Accountant of ESCo Ballarat, to the Manager TB acknowledging receipt of the letter dated 24/12/1929 regarding the questionnaire and saying Mr. Pringle is on holidays and will be attended to on his return. Dated 27/12/1929 and stamped as being received by the TB as 28/12/1929. See image 1972i2 for image of letter. 1972.3 - Carbon copy of a letter on pink paper from Manager TB to Mr. G.F. Cole, Resident Engineer and Local Manager of ESCo ( Ballarat) regarding the questionnaire - too late to be included. Dated 9/7/1930. 1972.4 - Letter from Mr. G.F. Cole, Resident Engineer and Local Manager of ESCo Bendigo office - forwarding the questionnaire to the TB and apologising for the late arrival. On letterhead of the ESCo Bendigo office - see image 1972i1 for image of letter. Dated 5 July 1930, and received by TB on 7/7/1930. Questionnaire (attached to 1972.4) details sections and fares, section lengths, holiday fares, workmen's fares, scholars' fares (no concessions) details of concession fares, postmen fares, health nurses, employees, periodical tickets, prepaid tickets. On top of the sheets written in pencil is the file number "22/1/15"tram, trams, australasian tramway conference, fares, sections, letterhead, mmtb, mesco, esco -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - List, State Electricity Commission of Victoria (SECV), SEC Ballarat Tramways staff, late 1960's
Yields information about the Ballarat tramway staff, in addition to the crews. Gives address and telephone details of the time and the list of names who were employed in undertaking the tramway service. Does not list depot or track crews or revenue clerks.Carbon copy of a typed list of SEC Ballarat Tramways staff, mid to late 1960's, giving Name, position, Address and Phone number. Dated 10th Feb. 19??, the last two digits having been torn off when tape removed. Consists of one large sheet of paper with a small sheet containing 4 names taped to the bottom of the main sheet. Has been attacked by silver fish on the left hand side. .1 - Original sheet .2 - Photocopy of top half .3 - Photocopy of lower half All sheets have been folded. Names on List: White F Denmead L Trusler W Irwin D Dennis W Calnin T Maxwell A Wellard L Dunstan T Satchell G Kellett D May H Van Rooy H Harding C Newell W Williams T Nancarrow W Chambers D Reynolds H Bassett G Mason J McGregor D Bolton J Edmonds F Mercer A Reed A Mann? B Blackman M Hunt N Knight H Mannion B McMahon L Domaschenz D Davies S Turnbull A Everett D Allan N Smerdon H Gill V O'Brien J Segrave W van Oorschot H Retallick W Kellett D O'Leary D Lake E Maher J Bird L Hall N Haes W Butler K Billman J Malins A Cahill M Hamilton N Tierney I Morris R Jeffreys A Cameron E Walker L Ward W Williams R Knight R Morris A Thompson D Davies W Wallis I Robe N Courtney R sec, ballarat, staff, inspectors, personnel -
 Melbourne Tram Museum
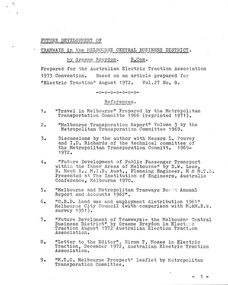
Melbourne Tram MuseumDocument - Report, Graeme Breydon, "Future Development of Tramways in the Melbourne Central Business District", Apr. 1973
Six paged duplicated paper or report titled "Future Development of Tramways in the Melbourne Central Business District", by Graeme Breydon, presented to the AETA 1973 Convention, based on an article prepared for the August 1972 issue of Electric Traction. Has references, looks at proposals for underground part of the Swanston St tramway, alternatives for flinders St and a Yarra crossing, St Kilda Road issues, William St, CBD problems and travel issues, shortcomings of proposals, alternatives, Flinders Gate interchanges, associated track improvements, cost benefit ratios, comments and conclusions. 2nd copy contains within a brown manila quarto sized folded marked "Tramways in the Melbourne. Central Business District" G. Breydon (Aug. 1972). See also Reg Item 3069 and 2812 for further references. .2 - letter - c Jan 1973 - carbon copy of a Letter to the Editor for response to a letter in Electric Traction Dec. 1972 responding to H. Moses and making specific comments. .3 - letter - 29/1/1973 to Graeme Breydon from the Ian Cooper of the AETA responding and accepting an offer of Graeme to present on the Board's plan for the forthcoming AETA Canberra Conference in April 1972. .4 - Report - 17 Quarto pages, stapled on the left hand side titled "Future Development of Melbourne Tramway System, with particular reference to possible improvements to the fixed plant of the Central Business District", written by Graeme Breydon, dated Jan. 1972. Refers to the 1962 report of Risson, and scheme presented to Council, Has hand drawn maps of the central area of Melbourne, Looks at the background, traffic issues, proposed underground loop, employment distribution, an extension to Elisabeth St, reversing loops, St Kilda Road and comments on the MMTB proposals. Refers to a paper delivered by D Lees, MMTB Planning Engineer, Swanston St underground proposal,on outside of the 2nd copy, and on top right hand corner of paper AETA Library mark "4E11"trams, tramways, mmtb, melbourne, traffic control, swanston st, st kilda rd, elizabeth st, bourke st, aeta, transportation, underground tramways -
 Glen Eira Historical Society
Glen Eira Historical SocietyLetter - Caulfield, John
This file contains twelve photocopied letters dated from 11/08/1969, through to 14/12/1983. The letters are correspondence from MRs. V. Willmott to Mrs. Joan Wills in a response/request looking for lost relatives of John Caulfield. Joan Wills informs Mrs. V. Willmott that no relatives could be found. 1/S. N. Penrose wrote on 11/08/1959, on behalf of V. Willmott regarding her uncle. 2/Correspondence dated 12/09/83 from V. Willmott asking for information about her uncle, John Caulfield. 3/Typed correspondence date 14/09/1983 to Mrs. Willmott from Mrs. Joan Wills, mentioning that she was enclosing a biographical outline of John Phillip, Caulfield with her correspondence. 4/Typed letter to Mr. Caulfield from Joan Wills, regarding his sisters request to their descendants in Caulfield, dated 14/09/1983. 5/Typed letter to Joan Wills from W. W. Caulfield, dated 28/09/1983, informing her that he has no information regarding their ancestors in Caulfield. 6/Correspondence from Mrs. V. Willmott to Joan Wills, dated 03/10/1983, confirming that she is the niece of John Caulfield. 7/Correspondence from Mrs. V. Willmott, dated 10/10/1983 where she confirms details, she was sent from the biographical outline about her uncle. 8/Typed letter dated 19/10/1983 to Mrs. V. Willmott from Joan Wills, informing her of her brothers contacting them, but still have no positive information about her family. 9/Typed letter to Mrs. V. Willmott from Joan Wills, dated 19/10/1983, still unable to make any connections for her. 10/Typed letter dated 12/11/1983 to Mrs. V. Willmott from Joan Wills, just giving her a general suggestion of where she may get some ideas from her health + wellbeing. 11/Handwritten letter dated 26/11/1983 to Mrs. Wills from V. Willmott, talking about the biography she was writing, and still entreating her, if she could contact the ‘Age’ with an article about trying to find her ‘Caulfield’ family. 12/Typed letter from the Geneological Society of Victoria to Felicity Campbell, regarding all the mail from Mrs. V. Willmott, to assess them and their information, dated 14/12/1983, by Mrs. Joan Wills, research officer. 13/Two aerogram letters dated, 16/03/77 and 14/01/11 sent by V. Willmott to Peter R. Murray and Associates in requiring a request/response looking for lost relatives of John Caulfield. 14/One carbon copied letter to Mrs. Willmott from Peter R. Murray, about her enquiry about her Australian relatives pre-1978.willmott v., wills joan, caulfield historical society, geneological society of victoria, south caulfield, campbell f., penrose s. n., wells j. mrs., caulfield william, caulfield eva, murray mr., wells mr., riley david, bells agnes, caulfield brian, elsternwick, cambden town, mcdonald ian -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Sharpening Steel
A honing steel, sometimes referred to as a sharpening steel, whet steel, sharpening stick, sharpening rod, butcher's steel, and chef's steel, is a rod of steel, ceramic or diamond-coated steel used to restore keenness to dulled blade edges. They are flat, oval, or round in cross-section and up to 30 centimetres (1 ft) long. The steel and ceramic honing steels may have longitudinal ridges, whereas the diamond-coated steels are smooth but embedded with abrasive diamond particles. Non-abrasive honing rods such as smooth ceramic or ribbed steel are able to remove small amounts of metal via adhesive wear. In normal use, the rod is applied to the blade at a slightly higher angle than that of the bevel, resulting in the formation of a micro-bevel. The term "hone" is associated with light maintenance performed on a blade without the effort and precision normally associated with sharpening, so the name "hone" was borrowed. In the 1980s, ceramic abrasives became increasingly popular and proved an equal, if not superior, method for accomplishing the same daily maintenance tasks; manufacturers replaced steels with ceramic (and later, manufactured diamond abrasive) sharpening "steels" that were actually hones. Use Honing steels are used by lightly placing the near edge of the blade against the base of the steel, then sliding the blade away from yourself along the steel while moving it down – the blade moves diagonally, while the steel remains stationary. This should be done with the blade held at an angle to the steel, usually about 20°, and repeating on the opposite side at the same angle. This is repeated five to ten times per side. Steeling It is often recommended that steeling be performed immediately before or after using a knife and can be done daily. By contrast, knives are generally sharpened much less frequently. A traditional smooth honing steel is of no use if the edge is blunt, because it removes no material; instead it fixes deformations along the edge of a sharp blade, technically known as burnishing. There has long been speculation about the efficacy of steeling (re-aligning the edge) vs honing (removing minor deformation with abrasives); studies tend to favour abrasives for daily maintenance, especially in high-carbide-volume "stainless" steels (such as the popular CPM S30V steel, which tends to "tear out" when steeled rather than re-forming an edge.) Small honing steel for outdoor activities Usage trends Steels have traditionally been used in the West, especially in heavy-use scenarios (e.g. butchering, where the edge deforms due to forceful contact with bone). These scenarios also lead Western trends toward blades tempered to a lower level of hardness (and thus lower brittleness). In East Asia, notably Japan, harder knives are preferred, so there is little need for steeling intra-day, as the edge does not deform as much. Instead, the blade is honed as needed on a waterstone. While tradition has kept the practice of steeling alive in Western kitchens, the majority of honing steels sold are abrasive rather than smooth, and knives are harder and more frequently made of stainless steel, which does not respond to traditional steeling techniques as well as high-carbon/low alloy tool steels.The sharpening steel is essential to maintain the sharpness of carving and other knives.Steel knife sharpener with bone handle. Part of a carving set.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, sharpening steel, carving set, kitchen equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePen Nibs, 1920's
The two cards of nibs are retail display cards of the dip pen nibs that William Mitchell Calligraphy produced, dating back to around the 1920’s, which was the time of the Great Exhibition in the UK. At that time dip pens with steel nibs were the main writing instruments. British Pens Ltd. had recently formed as a company and its subsidiaries included the the company William Mitchell, which is why British Pens Ltd. is named on the cards as well. One card (1) has the Round Hand nib, which is widely used today for calligraphy scripts. The other card (2) has the Script nib that has round upturned points for monocline or unshaded lettering that is also used for calligraphy. The nibs also have a detachable reservoir. The pen nibs are shaped to fit into a slot in the base of a wooden or Bakelite pen holder. The hole at the front of the nib is for collecting ink from a well, which is then stored in a reservoir at the back of the nib. The nibsare stamped with their nib size and Pedigree (what type of nib it is) and maker’s details. William Mitchell Calligraphy still makes these nibs today with a slightly difference finish. (ref: Sales and Marketing Director of William Mitchell Calligraphy in 2016). HISTORY of the Ink Pen Quills and ink were common writing tools until the early 19th century when the pen trade began mass producing steel nibs and pens. The steel nibs each have a hole in the middle that acts like a well for the ink. When the nib is dipped into the ink well the writer needs to ensure that it is dipped to only just past that well. India Ink was one of the most popular inks used with the nib pens, notable for its satin-like smooth flow. This ink is composed of a particularly fine carbon mixed with water; it can also be obtained as a dry stick that is then crushed and mixed with water as required. The Jewellery Quarter of Birmingham had the largest concentration of independent jewellers in Europe. Birmingham became the centre of the world’s pen trade for many years -, during the 1800’s over 100 factories, employing 1000s of skilled workers, manufactured the ‘Birmingham Pen’. ABOUT WILLIAM MITCHELL CALLIGRAPHY LTD.* (*The following text is quoted from the William Mitchell Calligraphy website) British based William Mitchell Calligraphy has been designing and manufacturing exceptional pens for almost 200 years. The William Mitchell heritage in making pen nibs began whilst working with his brother John Mitchell in the early 1820s. William Mitchell established his own business in 1825 to become one of the leading nib manufacturers and famous for lettering pens. Almost 100 years later William Mitchell merged with Hinks, Wells & Co, another pen manufacturer, to form British Pens, employing around 1000 people in the Bearwood Road area of Birmingham. During the early 1960s British Pens acquired the pen business of other pen manufacturers Perry & Co and John Mitchell, once again reuniting the two brothers. Joseph Gillott, who were famous for their artist drawing and mapping nibs, amalgamated with British pens in 1969. William Mitchell and Joseph Gillott established in Birmingham during the early part of the nineteenth century and [their products] are still proudly made here. British Pens were subsequently purchased by its current owner Byron Head, the owner of William Mitchell (Sinkers) in 1982, and was subsequently renamed William Mitchell (calligraphy) Ltd. Established in 1827 Joseph Gillott was one of the pioneers of mass steel pen nib manufacturing. The company was particularly strong in the American market, prompting Elihu Burrit, the American consul, to write “In ten thousand school houses across the American continent between two oceans, a million children are as familiarly acquainted with Joseph Gillott as with Noah Webster” (The compiler of the famous American dictionary). The company consequently received visits from many notable Americans, including president Ulysses S Grant. The early 19th century invention and mass production of pen nibs such these in our collection had a large impact on education and literacy because the nibs could be produced in great numbers and affordable prices.Pen nibs; 2 cards of steel dip pen nibs from the 1920’s. The steel nibs are attached to cards by 2 rows of entwined cotton cord. Reverse sides of cards have some hand written marks. Manufacturer; William Mitchell, Birmingham, England. Card issued by British Pens Ltd. Nibs have shaped ends, a hole in the centre with a well on the underside, and the tops are shaped approximately quarter circle. Inscriptions are pressed into each nib. The script pens have detachable reservoirs made of a metal different to the nib. (Card 1) Round Hand Pens, 11 nibs remain from card of 12. Printed on card “Round Hand Pens for Beautiful Writing, Twelve degrees of point, Square points. William Mitchell, Birmingham, England. This card is issued by British Pens Ltd. MADE IN ENGLAND” Also printed on top left of card is a pen drawing of a person writing at a desk, background of decorative 3-paned window in brick wall. (Card 2) Script Pens; 11 nibs remain from card of 12. “Script pens fitted with detachable reservoir. William Mitchell, Birmingham, England. This card is issued by British Pens Ltd. MADE IN ENGLAND” Also printed on top right of card is a pen drawing of a person writing at a desk, background of decorative 3-paned window in brick wall. On Card 1, - each nib is stamped with its size, and “Wm MITCHELLS / PEDIGREE / ROUND HAND / ENGLAND” - hand written on front bottom of card in ball point pen “Lettering 5 times size of nib” - hand drawn on back of card in red and blue ball point pen are scribbled lines On Card 2 - each nib is stamped with its size, and “WILLIAM / MITCHELLS / SCRIPT PEN / ENGLAND” - a black circle corresponding to the nib is printed on the card above each nib. - hand written on back of card in black felt tip pen are numerals - hand drawn on back, 4 parallel lines in red ball point pen with the numbers “10” between 2 of the lines flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, great ocean road, william mitchell calligraphy ltd, british pens ltd., pen nib, writing implement, dip pen, round hand nib, script nib, birmingham manufacturer, communication in writing, mass produced pen nibs -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageNibs & box, late 19th to early 20th century
Box of dip pen nibs made by William Mitchell Calligraphy dating back to late 19th or early 20th century when dip pens with steel nibs were the main writing instruments. The pen nibs are shaped to fit into a slot in the base of a wooden or Bakelite pen holder. The hole at the front of the nib is for collecting ink from a well, which is then stored in a reservoir at the back of the nib. The nibs are stamped with their nib size and Pedigree (what type of nib it is) and maker’s details. William Mitchell Calligraphy still makes these nibs today with a slightly difference finish. (ref: Sales and Marketing Director of William Mitchell Calligraphy in 2016). HISTORY of the Ink Pen Quills and ink were common writing tools until the early 19th century when the pen trade began mass producing steel nibs and pens. The steel nibs each have a hole in the middle that acts like a well for the ink. When the nib is dipped into the ink well the writer needs to ensure that it is dipped to only just past that well. India Ink was one of the most popular inks used with the nib pens, notable for its satin-like smooth flow. This ink is composed of a particularly fine carbon mixed with water; it can also be obtained as a dry stick that is then crushed and mixed with water as required. The Jewellery Quarter of Birmingham had the largest concentration of independent jewellers in Europe. Birmingham became the centre of the world’s pen trade for many years -, during the 1800’s over 100 factories, employing 1000s of skilled workers, manufactured the ‘Birmingham Pen’. ABOUT WILLIAM MITCHELL CALLIGRAPHY LTD.* (*The following text is quoted from the William Mitchell Calligraphy website) British based William Mitchell Calligraphy has been designing and manufacturing exceptional pens for almost 200 years. The William Mitchell heritage in making pen nibs began whilst working with his brother John Mitchell in the early 1820s. William Mitchell established his own business in 1825 to become one of the leading nib manufacturers and famous for lettering pens. Almost 100 years later William Mitchell merged with Hinks, Wells & Co, another pen manufacturer, to form British Pens, employing around 1000 people in the Bearwood Road area of Birmingham. During the early 1960s British Pens acquired the pen business of other pen manufacturers Perry & Co and John Mitchell, once again reuniting the two brothers. Joseph Gillott, who were famous for their artist drawing and mapping nibs, amalgamated with British pens in 1969. William Mitchell and Joseph Gillott established in Birmingham during the early part of the nineteenth century and [their products] are still proudly made here. British Pens were subsequently purchased by its current owner Byron Head, the owner of William Mitchell (Sinkers) in 1982, and was subsequently renamed William Mitchell (calligraphy) Ltd. Established in 1827 Joseph Gillott was one of the pioneers of mass steel pen nib manufacturing. The company was particularly strong in the American market, prompting Elihu Burrit, the American consul, to write “In ten thousand school houses across the American continent between two oceans, a million children are as familiarly acquainted with Joseph Gillott as with Noah Webster” (The compiler of the famous American dictionary). The company consequently received visits from many notable Americans, including president Ulysses S Grant. Email on file, from Mike Chappell, Sales and Marketing Manager, William Mitchell Calligraphy, “20161122 - William Mitchell re pen nibs” How to use a dip pen to create modern calligraphy, https://thepostmansknock.com/how-to-use-a-dip-pen-to-create-modern-calligraphy/ India Ink, Wikipedia https://en.wikipedia.org/wiki/India_ink birmingham Pen Trade, Wikipedia, https://en.wikipedia.org/wiki/Birmingham_pen_trade The Pen Museum, http://penmuseum.org.uk/ The early 19th century invention and later mass production of pen nibs such these in our collection had a large impact on education and literacy because the nibs could be produced in great numbers and affordable prices.Box of patent Mitchell nibs containing 48 "Pedigree" nibs. Box depicts picture of William Mitchell on lid, and picture of nib pen on lid and side. Made in Birmingham, England. Nib “0505 Wm MITCHELLS PEDIGREE ENGLAND” Box “PEDIGREE / MAINFOLD SLIP”, “WILLIAM MITCHELL / BIRM - - - - - - LOND” flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, william mitchell calligraphy ltd, pen nib, writing implement, writing accessories, dip pen, birmingham manufacturer, communication in writing, mass produced pen nibs -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - List, Dave Kellett, "Welfare Club Payment", 23/04/1953 12:00:00 AM
Yields information about the SEC Ballarat tram employees names for 23/4/ 1953. Has a strong association with the list Author. Also demonstrates the administration of a locally based welfare fund.Carbon copy of a hand written list dated 23-4-1953 of 59 people on the front and two on the rear showing payment to the Ballarat Tramway "Welfare Club Payment". Payment appears to total 12 pounds 4 shillings. See also Reg item 6312 for a June 1952 list. Handwritten on ruled paper which has been folded into four. Note: - this list may also include depot employees. List compiled from the .xls file compiled by Peter Waugh. The ones listed as record 6312 only below. Bath Percy Carl Motorman 1949 1971 6312 Birch Harold Reginald Conductor 1949 1963 6312 Black E. 1953 6312 Carter T. 1953 6312 Courtney R. 1953 6312 Davies A. 1953 6312 Diamond Leo Motorman 1953 1954 6312 Donald James Frederick 1949 1963 6312 Dynon J. 1953 6312 Ellis Alfred Lewis Motorman 1942 1968 6312 Hall Keith William Conductor 1953 1954 6312 Harry D. 1953 6312 Hutchins K. 1953 6312 Jolly A. 1953 6312 Jordan R. 1953 6312 Kellett Alfred Joseph Tramway employee 1949 1971 6312 McGann N. 1953 6312 Menzies J. 1953 6312 Mills I. 1953 6312 Morgan Colin George 1953 1963 6312 Morris N. 1953 6312 Oliver R. 1953 6312 Pinkard M. 1953 6312 Spencer M. 1953 6312 Taylor H. 1953 6312 Thompson Arthur Frederick Mark 1953 1954 6312 Vicars A. 1953 6312 Wapshott Herbert William 1953 1954 6312 Weeks John Herbert Motorman 1953 1954 6312 Wellard Graham Charles 1953 1954 6312 Young S. 1953 6312 These people have more than one entry into the data base T. Dunstan H. Grundell G. Hall H. Hawkes A. Jeffreys D. Kellett H. Knight H. Lorensini H. McWilliams A. McWilliams R. Mason A. Mercer R. Nestor H. Preston S. Reynolds H. Smerdon G. Satchell R. Turnbull A. Vicars W. Ward L. Walker L. Wellard S. Young T, Young J. Menzies F. Edmonds S. Edmonds F. Callahan N. Clark L. Godsell N. McLachlan F. Brown J. Myers On rear "Welfare Club Payment"sec, ballarat, personnel, welfare, crews -
Ballarat Tramway Museum
document - Correspondence, Electric Supply Co. of Vic (ESCo), Apr. 1929
Set of two letters between Mr. P. J. Pringle of ESCo Ballarat and Mr. D. Murdoch, General Manager of the TB Melbourne and a copy of the Victorian Government Gazette of Wed. 20/3/1929 regarding fares along the same routes that trams and buses travel. In Bendigo and Melbourne, the fare by bus was 1 penny more than the tram. 1976.1 - Victorian Government Gazette - No. 32 - 20/3/1929 - pages 1067 to 1124 - with page 1081 highlighted on the front cover in blue pencil and a ESCo date received stamp (16/4/1929) on the front cover. Page 1081 details the City of Bendigo's By- Laws and Regulations No. 58, pursuant to the Urban and Country Act of 1927, relating to Motor Omnibuses. Details the requirements of bus owners in the Bendigo district, definitions, licence fees, routes and fares, timetables over five pages. Following this item are similar regulations for the Shire of Mildura (p1086). Item 335H x 210W, consisting of four staple sections. Damaged on left hand edges, particularly around page 1081 where the two letters were pinned. (Removed at time of cataloguing). Also yellowing and damage due to silver fish along bottom edge. Printed by H.J. Green Government Printer, Melbourne. 1976.2 - Letter from Mr. P. J. Pringle (ESCo) to A. D. Murdoch Manger TB dated 16/4/1929 forwarding a copy of the Bendigo Motor Bus regulations and noted that where the buses traversed the tram routes, the fare is 1d more and that the buses have regular service schedules. Licence fee is 5/- per annum per passenger that the bus can carry. Mr. Pringle thought that this was inadequate. Also notes the cost of insurance. On ESCo letterhead - two pages white paper, has been folded into 6, pinned in the top left hand corner., damaged on the right hand edge and top left hand corner. Size 262H x 203W. 1976.3 - Carbon copy of letter from Mr. Murdoch to Mr. Pringle on pink paper, dated 20/4/1929 thanking of the advice and noting that on the Melbourne - Brighton - Caulfield route, the minimum fare where the bus traverses the same route as the tram, is 5d, while the tram fare is 4d. All corners damaged or folded, silver fish damage on right hand edge. Size - 336H x 2089W. See Reg Item No. 2260.1 and 2260.2 for the relevant Acts of Parliament On top of the pink sheet written in pencil is the file number "22/1/2" and "52/1/15".tram, trams, bus fares, bus competition, esco, mmtb, licence fees, melbourne brighton bus -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - List, State Electricity Commission of Victoria (SECV), "List of Overs and Shorts for Fortnight Ending 30 October 1943", 3/11/1943 12:00:00 AM
Typed carbon copy headed State Electricity Commission of Victoria, Electricity Supply Department - Ballarat Branch "List of Overs and Shorts for Fortnight Ending 30 October 1943". Typed with employee names, number, Over, Short, Fares Collected, Total and Balance of Over/Unders. Ruled in black and blue lines. Gives overs and unders for each day for each person and a total for each person and day and blue and red ink. Initialled in pencil and dated 3/11/43. Photocopies of sheet made - A3 and left hand side scanned image stitched together - see i3 (left hand half only) List of names: List of Employees– Overs and Unders return – 30/10/1943 SEC Ballarat Branch 1 Pyle NT 2 O’Donnell T 3 Prisk J 4 McDonald GJ 5 Furlong P 6 Preston H 7 McWilliam N 8 Bartlett C 9 Mason R 10 Van Berkel S 11 Young CE 12 Jolly At 13 Bodey HG 14 Johnston A 15 Ford EJ 16 Brown GC 17 Young T 18 Irving J 19 McLachlan D 20 White CF 21 Knight H 22 Bowden F 23 Scott S 24 Ellis AE 25 Sewell RW 26 Young JC 27 McCormack J 28 Eltringham E 29 Purdue A 30 Satchell GH 31 Smerdon J 32 Scruse F 33 McGann V 34 Morrow R 35 Reynolds S 36 Hall G 37 Strickland L 38 Skurrie 39 Paull J 40 Atikins B 41 Mitchell S 42 Browne M 43 Cheney J 44 Lawrence A 45 Doncaster T 46 Hudson T 47 Ritchie ME 48 Harrison J 49 Horbury T 50 Moss H 51 Tonkin P 52 Tucker V (Verna May Tucker - email of 23-9-2020 - 1914-2001 from [email protected]) 53 Denmead KI 54 Etty CC 55 Spielvogel J 56 Wightwick J 57 Jakobi EA 58 Egan V 59 Dixon DA 60 Cole M 61 Chibnall L 62 Grundell HP 63 Duke F Fox A (no number alongside)In pencil "Miss Gullock" ?? crossed out and "Mr. Munro"tickets, fares, employees, conductors, motormen, conductresses, uniforms -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - List, State Electricity Commission of Victoria (SECV), "Tramways Traffic Personnel (Wages), Feb. 1970
Gives a list of names of people who worked on the Ballarat trams in the final 19 months of operations, some personal information and grade.Carbon copy of a typed list of SEC Ballarat Tramway traffic list dated 5 Feb. 1970, with hand alterations. Titled "SECV - Mid Western Electricity Supply Branch - Tramways Traffic Personnel (Wages)", gives a list of names, traffic number, position, date joined, date of birth, date passed as motorman, long service leave (taken or entitlement?) and whether a returned soldier - using letter "R.S." Three shown as "D.S." - disabled solider? List broken up into three components - "A" Motormen/Conductor Seniority List - Engaged prior to 1 Nov. 1952, - 9 Number, "B" engaged subsequent to 1 Nov. 1852 - 8 Number and "C" engaged since 30 May 1962 - 38 depending on the time. List A L Walker H Knight J Smerdon - crossed out A Turnbull - crossed out A Mercer R. Courtney W. Ward R. Williams D. Kellett - (also T/Insp.) A. Jeffreys List B D. McGregor D. Thomson I Willis D O'Leary - underlined J. Maher A. Morris D. Domaschenz R. G. Knight List C E Lake W. Maes I. Tierney B Munn N Cahill N Reynolds - crossed out W. Davies N. Hamilton L. McMahon - crossed out and (W/C) after name. J. Billman W. Nancarrow H. M. Van Oorschot W. Newell L. Bird D. Chambers H. Van Rooy H. Mannion N. Robe C. Harding - crossed out and (S/L) after name E. Van Rooy F. Edmonds - crossed out M. Blackman N. K. Alan - crossed out H. Hall J. Mason S. Davies W. F. Segrave J. F. Bolton - crossed out N. D. Hunt K. Butler - crossed out J. F. O'Brien - ruled out V. L. Gill R. K, Morris D. Everett T. Williams A. Reed R. Herauville - crossed out B. Melville I. Trenfield R. Walker - crossed out V. Thorne - crossed out B. Biddington - crossed out K. Jeffs - crossed out Hynos - in pen and crossed out Power - in pen W. Tuddenham - in pen See also list given in Reg Item 3462.1 and 3462.2 - difference in spelling for Willis = Wallis, and Power = Powell. No additional names, but not all this list names appears in the list in 3462.1Numerous crossings out of names as people left, and three additional names and numbers within circles giving sub totals and totals.personnel, sec, ballarat, crews -
 Victorian Aboriginal Corporation for Languages
Victorian Aboriginal Corporation for LanguagesBook, Aldo Massola, The Aborigines of south-eastern Australia : as they were, 1971
Contents: p.1-3; Origins, arrival in Australia; p.4-9; How they lived - camp sites, dating (including carbon dating); p.10-27; Physical appearance, skin colour, hair, clothing, body ornaments, cicatrization; exchange system, distribution of food, marriage &? sexual relations; the tribe - structure, relationship to land, territory, gives map showing locations of tribes, New South Wales, Victoria &? eastern South Australia, leadership, government, division of labour, status of women, estimated population at white settlement, density of population (Victoria); p.28-31; Language - names &? naming, reproduces Wembawemba vocabulary, notes use of secret languages, gives 12 rules for pronounciation; p.32-53; Religion, spirit beliefs, totemism, moieties, phratries, marriage rules; mythology, gives eaglehawk &? crow myth from Lake Victoria &? other myths illustrating origins of fire &? natural rock formations, mythical beasts (Bunyip, Mindie), stellar beliefs; magic, medicine men, powers, native remedies for sickness, describes ceremony held in Melbourne, 1847 to avert evil, sorcery, pointing bone, love magic, rain makers; messengers, appearance, etiquette, message sticks; p.54-71; Rock art, motifs, colours, decorative art, engraving of utensils, rock engravings, manufacture &? use of pigments, engraving techniques; trade system, objects bartered, meeting places for trade (Victoria), map shows possible routes (south east Australia); corroborees, purpose, body ornaments &? decorations, musical instruments; p.72-93; Ceremonial life, marriage, punishment for infidelity, birth, childhood, games &? amusements, initiation, etiquette of visiting tribes, details of ceremony, womens role, earth figures &? ground designs, bull roarers, female puberty ceremonies; p.94-133; Shelters, fire making, cooking, construction of canoes, wooden implements, use of reeds, animal skins &? sinews, shells; stone tools, cylindro conical stones, scrapers, knives &? microliths; hunting weapons, spear, other methods pits, nets; fishing methods &? spears, traps; food sharing, womens responsibilities for collecting, digging stick, cooking methods, insect foods, plant foods, water resources; manufacture &? use of spears, spear throwers, shields, clubs, boomerangs; inter- &? intratribal fighting; p.134-147; Death, disposal of body - eating of the dead, burial, cremation, platform exposure, dendroglyphs (N.S.W.), Aboriginal burial grounds (Darling &? Murray Rivers), mourning, widowhood, kopi caps (N.S.W.), causes of death, inquest ceremonies, revenge expedition, after death beliefs; p.148-157; The end of the tribes white settlement &? its impact on Aboriginal life, friction between natives &? settlers, establishment of Protectorates; copiously illustrated throughout.maps, b&w illustrations, b&w photographswemba wemba, murray river, darling river, lake victoria -
 Melton City Libraries
Melton City LibrariesPhotograph, The Cairn- Jimmy Melrose's plane crash site, 1988
Edna Barrie at the cairn, photo received from Graeme Minns in 1988. The cairn marks the site of Jimmy Melrose's plane crash in Melton South. The accident which happened on July 5th 1936. In 1934 Melrose made headlines with a series of spectacular flights. In July of that year, he set around Australia record and in that year established a new solo Australia England record when he flew to England to compete in the MacRoberston race with a De Havilland Puss Moth VH- YQO. The only Australian and the only solo pilot to complete the course within the time limit. He was seventh in finishing order and third in the handicap section making news again during the race with a dramatic landing in Darwin with empty fuel tanks. Late in 1935 Melrose imported the Phoenix for his “Adelaide to Anywhere” Charter Service. The previous year the Heston Aircraft Company had taken over the interests of the well known Comper Aircraft Company, and the first production of the new firm was the Phoenix, a single-engined all wooden five seater machine of sesquiplane configuration. The forward half of the fuselage was a streamlined rectangular section and the rear portion was a monocogue shell; the whole was of plywood fabric covered. The wing was built up of spruce box spars and lattice ribs, ply covered from the leading edge to the front spar and the fabric covered over the remainder. The tail surfaces were of similar construction. The most notable feature of the design was the lower stub wing which ran right across the fuselage embodying two box spars, plywood covered it housed the main undercarriage wheels when retracted and provided a substantial anchorage for the Nu form wing struts. The Dowty undercarriage retracted inwards, operated manually by hydraulic packs, Dual control fitted, with side by side seating for the pilots and three passenger seats behind. Power was a 200 h.p. De Havilland Gipsy VI 6 cylinder inverted in-line air-cooled engine. Six Phoenix were built; five of them registered in Great Britain and one of those was later sold abroad the remaining four were impressed into the R.A.F. in 1940. Specifications were: 40 feet 4 inches length 30 ft 2 ins height, 9ft 7ins, wing area 270 sq ft, Tare weight 2,600lbs loaded weight 3,300lbs; cruising speed 360 m.p.h. landing 50mph ceiling 14,000 ft range 700 miles. Melrose’s machine the first production aircraft was built early in 1936 and test flown of the 24th March. Painted green it carries the words “South Australian Centenary 1936” in silver of the fuselage and the name “Billing on the engine cowling in honor of Melrose’s uncle Noel Pemberton Billing, pioneer designer and founder of the Supermarine Aviation Company. The delivery flight was planned as a goodwill mission to publicise the forthcoming South Australian Centenary celebrations. Melrose left Dympne on the 9th April 1936, and flying via Marseilles, Naples, Athens, Baghdad, Basra, Karachi, Jodphur, Calcutta, Akyab, Penang, Singapore, Lombok, Darwin, Newcastle Waters and Alice Springs reached Adelaide on the 25th of April. Continuing the goodwill flight to other States, he visited Melbourne, Sydney, Newcastle, Grafton, Brisbane, Coff’s Harbour, Sydney again, Launceston, Hobart and Mount Gambier before returning to Adelaide on the 13th May. During June Jimmy made some charter flights and early in July was engaged by Mr. A.J. Campbell a director of several mining companies from Melbourne to Darwin to commence at Essendon on the4th July. However on that day low cloud and steady rain caused the postponement. There was little improvement and Melrose was advised to delay the departure again. However he wished to reach Oodnadatta that night, and when he observed the break in the clouds decided to leave. He planned to climb above the cloud and fly to Adelaide at 3,000 feet. The aircraft was airborne about 8.10 a.m. and was last seen from Essendon climbing above the clouds. At 8.45 people at Melton (30 miles West of Melbourne) heard an approaching aircraft. The engine noise increased abnormally and eye witnesses saw the machine fall out of control from the cloud base about 800 feet and then disintegrate, fragments were scattered for 1½ miles and both occupants were killed. Hand written carbon copy by Edna Barrie.Typed by Wendy Barrie March 2014 Last Flight of Jimmy Melrose by John Burke Parade Magazine July 1972 Page 2 –4 This article gives the take off time of 7.50 am from Essendon Airport Eyewitness account at the time Maisie Arthur’s description. Newspaper article. Edna Barrie at the site of the 'Cairn'local identities, local significant events -
 Ballarat Tramway Museum
Ballarat Tramway MuseumManual, Doug Prosser, "General Electric Data for Car Equipment Maintenance", 1998
A black plastic folder containing a set of 38 General Electric Data Sheets for MMTB and tramway trust equipment, dated July 8 1924. Contained in folder with flexible clips. Pages have been punched with four holes. Copy of document made for BTM Feb 1998 by Doug Prosser. For scan of list - see btm780sheet.pdf General Electric Data for Car Equipment Maintenance Contents For scan see btm780d1 (5 pages) Title sheet Data contents summary sheet showing manual prepared for Melbourne & Metropolitan Tramways Board Including Footscray Tramway Trust Hawthorne Tramways Trust Melbourne, Brunswick and Coburg Tramway Trust Prahran and Malvern Tramways Trust. 2 sheets dated July 8, 1924 giving equipment schedules for the various operators, and diagrams. - hard to read the background sheet information. Does not reference the tramcars. For scan see btm780d2 (54 sheets - items 1 to 27) 1. Methods of Removing the Armature from Box Frame Railway Motors Dated 9/1924, 7 pages 2. Instructions for order Magnet Frames for Railways and Mine Haulage Motors 2 pages, not dated 3 Winter Covers for Ventilated Railway Motors - 2 pages 4 Better Commutation for Railway Motors - 1 page 5 Commutator Grooving Machines - 1 page 6 Railway Motor Armature Coils - 2 pages 7 Carbon Brushes for Railway motors - including brush pressure adjustment - 2 pages 8 Renewable Carbon-Way Brush holders for Railway Motors - 2 pages 9 Commutator Grooving Machines (2nd version) - 2 pages 10 The Repair of Railway Motor Commutators - 3 pages 11 Dimensions of Electrical Apparatus used with 600-volv Type PC railway control equipment, (Sheet 15380, dated 2/1/1924) - 1 sheet including · US-13-E Trolley Base, · MS-118-A main switch, · MA-13-F Fuse Box, · MD3 - lightning Arrester, · BJ-386-B Distributing Box, · Type BG Railway Resistors. 12 Connections of Type KM-63-BR Railway Controllers and Equipment - Drawing 15257, 1 page, dated 1/3/1921 with dimension details on rear of type K-63-BR railway controller equipment including: · SG Resister, · BK-13-A Insulator, · MR11 - Circuit breaker, · MD3 - Lightning Arrester box, · K63-BR Controller, · US15C Trolley Base. 13 Method of Supporting Railway Resistors using Porcelain Bolt insulators for 600 and 1500 Volt Work. Drawing dated 1/11/1923, No. 15249B - 1 page 14 Dimensions of Electrical Apparatus used with 600-volv Type M railway control equipment, (Sheet 15381, dated 2/1/1924) - 1 sheet including · US-13-E Trolley Base, · MS-118-A main switch, · MA-13-F Fuse Box, · MD3 - lightning Arrester, · BJ-386-B Distributing Box, · Type BG Railway Resistors. 15 Dimensions of Electrical Apparatus used with 600Volt, Type PC Railway Control Equipment. Drawing No. 15382, dated 2/1/1924. Includes: · C129-A Master Controller, · DA82C Coupler sockets, · MS-14-G switch, · MS-46-H switch. 16 Dimensions of Electrical Apparatus used with 600-volv Type M railway control equipment, (Sheet 15383, dated 2/1/1924) - 1 sheet including · C-169-A Controller · DA-69-B Coupler Socket and DC-66-C Coupler Plug · MS-14-G Switch · MS-46-H-Switch 17 Method of Making Tap Connections for Car Cables -= SD 15468, 1/11/1924, 1 page 18 The Repair of 600 Volt Railway Motor Armatures, 64408, 9/2/1924, 4 pages 19 Proper Method of Mounting and Dismounting Railway Motor Pinions. - 2 pages 20 Pinion Pullers for Railway Motors - 2 pages, dated 8/1/1924. 21 The Care of Railway Motor Bearings - 4 pages 22 Oil Scraper Rings for Air Compressors - 64590 - May 1924 - 1 page 23 Finger Bases for type K 63 controller 1 page 24 Adjustment of Drum Controller fingers - 29/1/1924, 64600A - 1 page 25 Star Wheels for Type K Controllers - 64603 - 1 page 26 Soldering Aluminium Controller Cylinder Castings - 2 pages 27 Porcelain Bolt Insulators for Railway Service - and drawing on rear showing mounting arrangement of resistor Grids - 2 pages. For scan see btm780d3 (13 pages) 28 Connections of Armature and Field Winding for GE-201-F and GE 263A railway motors. DS37869 29 Connections of Armature and Field Winding for GE-201-I railway motors. K1629303 30 Connections of Armature and Field Winding for GE-202 motor, DS 10472 31 Connections of Armature and Field Winding for GE-203 A and GE 226 railway motors. DS23869. 32 Connections of Armature and Field Winding for GE-241 motors - K1629077 33 Connections of Armature and Field Winding for CP25A Air compressor 34 Connections of Armature and Field Winding for CP27A Air compressor 35 Connections of Armature and Field Winding for GE-258 and GE 264 railway motors. K1629343. 36A- Dimensions of Type K-63-BR Railway Controller Equipment 36 US-13-E Trolley Base for Railway Service - 3/1/1923, 64823 - 2 pages 37 Copy of M&MTB (Eastern System) Certificate of Competency as Motorman. 38 Photocopies of a series of four photos of 22E trucks under an SEC tramcar. For scan see btm780d4 (40 pages) 39 Sprague G-E Multiple Unit Control, Type PC, Instruction Book 84772 - Oct. 1922 - 40 Pages. Images of sheets added 2-11-15 trams, tramways, general electric, motors, controllers, trolley pole bases