Showing 740 items
matching commercial use
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph - Stereoscopic Photograph, Unknown c1875
Depicted in the photograph is Newtown Bridge or the Newtown Falls Bridge, in Beechworth, Victoria. Noted for its location, detailed craftsmanship and stonemasonry by Scottish stonemasons the Newtown Bridge was built in the 19th century provincial town of Beechworth (completed in 1875). The bridge was built over Spring Creek, spanning 6.3 meters wide and 24.8 meters tall. Beechworth held a distinct role in the administrative and commercial management of Victoria's north-eastern goldfields, with many objects and structures still well preserved from the towns establishment. The bridge indicates the growth of the town, replacing a previous timber structure as well as its association to the mining activity in the area and the rapid increase in Australia's economy that led to investment and development of roads and railways. The local granite used in the construction of the single arch Newtown Bridge makes the bridge and other buildings made with the granite unique to the area, the honey-toned material distinct to Beechworth. This photograph is historically significant as it provides insight into the industrial development of Beechworth and the surrounding area, contributed to by the goldfields. The photograph further captures the representation of vernacular engineering traditions and Scottish stonemasonry.Two sepia-toned rectangular photographs featuring a bridge in the background printed on matte photographic paper mounted on card.Reverse: 97.2324/ Newtown Bridge/ Beechworthbridge, newtown beechworth, newtown bridge, newtown, beechworth, beechworth falls bridge, beechworth mining district, spring creek, -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Feldspathic Sandstone
Feldspathic arenites are sandstones that contain less than 90% quartz, and more feldspar than unstable lithic fragments, and minor accessory minerals.Feldspathic sandstones are commonly immature or sub-mature.These sandstones occur in association with cratonic or stable shelf settings. Feldspathic sandstones are derived from granitic-type, primary crystalline, rocks. If the sandstone is dominantly plagioclase, then it is igneous in origin Sandstone features prominently in public buildings throughout Victoria. Most of the sandstone used as dimension stone in the State came from three sources: the Heatherlie quarry in the Grampians (Silurian), the Bacchus Marsh area (Permian), and the Barrabool Hills near Geelong (Cretaceous).Sandstone features prominently in public buildings throughout Victoria, making this specimen special as it shows the materials used by Victorian building companies. Sandstone can also be crushed, crushed stone is used in the construction of roadways and road structures such as bridges, and in buildings, both commercial and residential. This specimen is part of a larger collection of geological and mineral specimens collected from around Australia (and some parts of the world) and donated to the Burke Museum between 1868-1880. A large percentage of these specimens were collected in Victoria as part of the Geological Survey of Victoria that begun in 1852 (in response to the Gold Rush) to study and map the geology of Victoria. Collecting geological specimens was an important part of mapping and understanding the scientific makeup of the earth. Many of these specimens were sent to research and collecting organisations across Australia, including the Burke Museum, to educate and encourage further study. A feldspar-rich sandstone, a sandstone intermediate in composition between an arkosic sandstone and a quartz sandstone, containing 10% to 25% feldspar and less than 20% matrix material of clay, sericite, and chlorite. Feldspathic arenite containing less than 90 percent of the composition of quartz. Feldspar is the main composition. Feldspathic arenite may contain fragments of unstable rock, and a little amount of other minerals such as mica and heavy minerals. Some feldspathic arenite have pink or red color because of the presence of potassium feldspar or iron oxide. There are also colored light gray to white. These sandstones are usually medium to coarse grained and can contain a high percentage of granules with angular until subangular roundness. The content of the matrix can appear as the rest up to more than 15 percent, and sorting of grains can present as moderate to poorly sorted. Feldspathic sandstones are generally immature in textural maturity. Feldspathic arenite can not be judged from the structure of the sediment. Bedding can emerge from the laminate parallel to the crossbed. Fossils may appear in the layer deposited on the sea. Feldspathic arenites usually appear on the craton or the continental shelf, which can be associated with conglomerate, quartz lithic arenite, carbonate rock, or evaporites. This sandstone may also appear on the succession of sedimentary basins deposited on an unstable or deep sea, and moving arc setting. According to Pettijohn (1963) Arkose make up about 15 percent of all sandstones. Some Arkose formed in situ when the granite and related rocks disintegrate and generate granular sediments. Most of the material feldspathic sandstones derived from primary crystalline granitic rocks, such as granite or metasomatic rocks containing abundant potassium feldspar. Mineral contained in sandstones is mostly a form of plagioclase feldspar derived from quartz diorite or volcanic rock. Feldspar contained on this sandstone comes from arid to cool climates when the chemical weathering process is reduced.sandstone, natural stone, feldspathic sandstone, burke museum, geology, geological, geological specimen -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph - Lantern Slide, c1900
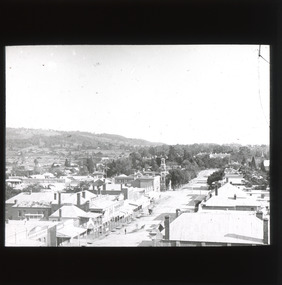
This image shows a semi-aerial view of commercial and official properties lining Ford Street, Beechworth, in approximately 1900. The tower of Christ Church of St Peter and St Paul can be seen in the middle section of the photograph, on the left-hand side of the street. The Church was constructed in 1858 with the tower added to the structure in 1864. Lantern slides, sometimes called 'magic lantern' slides, are glass plates on which an image has been secured for the purpose of projection. Glass slides were etched or hand-painted for this purpose from the Eighteenth Century but the process became more popular and accessible to the public with the development of photographic-emulsion slides used with a 'Magic Lantern' device in the mid-Nineteenth Century. Photographic lantern slides comprise a double-negative emulsion layer (forming a positive image) between thin glass plates that are bound together. A number of processes existed to form and bind the emulsion layer to the base plate, including the albumen, wet plate collodion, gelatine dry plate and woodburytype techniques. Lantern slides and magic lantern technologies are seen as foundational precursors to the development of modern photography and film-making techniques.This glass slide is significant because it provides insight into Beechworth's built environment and commercial and official infrastructure in the early Twentieth Century, around the time of Australia's Federation into one nation. It is also an example of an early photographic and film-making technology in use in regional Victoria in the time period.Thin translucent sheet of glass with a square image printed on the front and framed in a black backing. It is held together by metals strips to secure the edges of the slide.burke museum, beechworth, lantern slide, slide, glass slide, plate, burke museum collection, photograph, monochrome, ford street, christ church of st peter and st paul, church tower, landmarks, 1900, shopping facilities, public buildings, 1900s, built environment, streetscape -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph - Lantern Slide, c1900
Chiltern Pharmacy, now called Dow's Pharmacy, opened in 1859 at a time when the township of Chiltern was experiencing a second-wave gold rush that redistributed the balance of commercial and social activity in the region. David McEwan, father of Prime Minister John McEwan, was one of the first pharmacists practicing at the business. It was purchased in 1929 by pharmacist Hilda Dow who ran the business with her apprentice and husband, Roy Dow, until they closed the business in 1968. In 1988, after founding the North East branch of the National Trust, the Dows donated the premises with its entire fittings and stock. Some of the more than 4,000 items in stock at the time of closure in 1968 were present in the shop when the Dows took charge in 1929 and date to the late Nineteenth Century (around the time this image was taken). Hilda Dow (nee Grey) was born in 1897, the daughter of a police magistrate. She enrolled to study at the Victorian College of Pharmacy in 1919 and worked initially for Poynton's Pharmacy in Morwell before purchasing the Chiltern Pharmacy that was later named after her. She was a member of the Pharmaceutical Society of Victoria, a hospital committee and Board, the Red Cross and the Infant Welfare Association and held office for the Chiltern branch of the Country Women's Association. Her sister Helene Grey received an OBE for her work as Lady Superintendent of the Royal Melbourne Hospital. Although Hilda Dow was not Australia's first female pharmacist (this was Caroline Copp in 1880) the preservation of the pharmacy and the stories it presents sheds light on the general issue of recognition for female medical pioneers in Australia. Lantern slides, sometimes called 'magic lantern' slides, are glass plates on which an image has been secured for the purpose of projection. Glass slides were etched or hand-painted for this purpose from the Eighteenth Century but the process became more popular and accessible to the public with the development of photographic-emulsion slides used with a 'Magic Lantern' device in the mid-Nineteenth Century. Photographic lantern slides comprise a double-negative emulsion layer (forming a positive image) between thin glass plates that are bound together. A number of processes existed to form and bind the emulsion layer to the base plate, including the albumen, wet plate collodion, gelatine dry plate and woodburytype techniques. Lantern slides and magic lantern technologies are seen as foundational precursors to the development of modern photography and film-making techniques.This image is significant as it provides insight into social and commercial infrastructure available in the North-East region of Victoria in the late Nineteenth and early Twentieth Centuries. The business pictured is also associated with a Prime Minister of Victoria and some of Victoria's first female medical and pharmaceutical practitioners. Thin translucent sheet of glass with a circular image printed on the front and framed in a black backing. It is held together by metals strips to secure the edges of the slide.burke museum, beechworth, lantern slide, slide, glass slide, plate, burke museum collection, photograph, monochrome, hilda dow, roy dow, chiltern pharmacy, dow's pharmacy, chiltern, indigo shire, north east victoria, history of pharmacies, women in pharmacy, women in medicine, women in business, david mcewan, john mcewan, national trust, national trust victoria, north-east victoria national trust, heritage buildings, industrial heritage, helene grey, pharmaceutical society of victoria, victorian college of pharmacy, country women's association, caroline copp, royal melbourne hospital, red cross, infant welfare association -
 Orbost & District Historical Society
Orbost & District Historical Societymangle, Ewbank Emerald and Keighley Ironworks, 1910-1918
Before the invention of spin driers around the 1950's most households had a mangle. A mangle or wringer is a mechanical laundry aid. This one is powered by a hand crank and used to wring water from wet laundry and seems to be a commercial one. This mangle is from the Orbost Club Hotel. It was used in the Club Hotel and later by Bronwen Di Bari in her art workshop.This item was used by the Orbost Club Hotel, the first hotel in the Orbost district.It was built in 1884 by Mr J.A. Petterson with the licence in the name of Mr Thomas Maguire, Mr Petterson's step-son (more information in Deborak Hall's In Times Gone By).A large commercial wooden and cast iron laundry mangle. It has two wooden trays and two wooden rollers. It was originally painted green. There are four metal casters on the bottom. It has a metal spring to adjust the tension with two tap handles.On side - EWBANK On turning wheel - 511 On wood at top - 24 X 5 1/4 (size of rollers) EMERALD laundry mangle wringer -
 Orbost & District Historical Society
Orbost & District Historical Societyslip, 1950's
... material, first used commercially in a nylon-bristled toothbrush ...This item was worn by Marjorie Burton. Marjorie Burton ( nee Whiteman), born 12 June, in Birmingham, England came to Orbost in 1995. In England she did office work – typing, shorthand and secretarial work - in accountants’ offices and also trained as a comptometrist with Burroughs in London. She came from a middle-class, working, church-going family. Her mother was a milliner who made manyof Marjorie’s clothes, hats and outfits. Marjorie was married in 1938 to a salesman who later became a mechanic in the R.A.F. during WW11. Nylon is a thermoplastic silky material, first used commercially in a nylon-bristled toothbrush (1938), followed more famously by women's stockings ("nylons"; 1940) after being introduced as a fabric at the 1939 New York World's Fair. It was the world's first totally man-made fibre. Nylon fabric became important as a synthetic substitute for silk in the manufacture of parachutes when silk became scarce during WWII.This item is an example of one of the first pieces of women's clothing to be made commercially using nylon fabric.A white nylon slip with lace trim at the hemline, straps and middle front. It has yellow ribbons wheer straps attach at the front and at the bottom front opening.Label sewn to inside - Made from 100% B NYLON S 1272women's-clothing underwear nylon burton-marjorie -
 Orbost & District Historical Society
Orbost & District Historical Societyledger
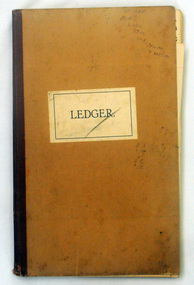
This ledger was used in Orbost as many of the names written inside are locals. It may have been used at a haberdashery store or by a local person who made items in a private business.This appears to be a record of a small commercial enterprise conducted by an Orbost local. It would have been used in a time when the needlework / knitting skills of women were important for the economy of the family.A buff coloured cardboard covered ledger book. On the front cover is a white rectangular sticker with "LEDGER" in black print. It contains accounts for sewing and knitting items. The hand - written entries are in pencil and blue pen.On front cover - hand -written is "...ANNE MUM's WORK BOOK FOR SEWING & KNITTING". There are some calculations in pen.haberdashery sewing knitting -
 Orbost & District Historical Society
Orbost & District Historical Societybottle, first half 20th century
In 1852 Bosisto opened Australia’s first commercial eucalyptus oil distillery, at Dandenong Creek in Victoria, followed by others at Emerald, Menzies Creek and Macclesfield. and began selling the oil locally. Eucalyptus oil was used as a liniment. Bosisto's bottles were generally used for eucalyptus oil. the eucalyptus oil industry was a significant early Victorian industry. Bosisto's products were commoly used in households of the first half of the 20th century. A flat-sided, brown, glass bottle with a threaded top. It has rounded shoulders.in rectangle on back - THIS BOTTLE IS AND ALWAYS REMAINS THE PROPERTY OF J. BOSISTO & COMPANTY LTD on base - F1196 M and 239 vertically -
 Orbost & District Historical Society
Orbost & District Historical Societyink bottle, first half 20th century
An ink bottle was made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink bottles were often decorative. We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.A squat clear glass ink bottle which is square-shaped. It has threaded top and is seamed on both sides.on base - AGM F823 M P50container bottle ink-bottle -
 Orbost & District Historical Society
Orbost & District Historical Societybottle, first half 20th century
This refillable ink bottle would have been used extensively in the early 1900's before ballpoint pens were introduced.Ink bottles are rarely used today. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.A clear glass ink bottle. It would have had a cork stopper. It is seamed on both sides and the shoulders are tiered.on front - 402 SWAN INK on base - indecipherable markingsink-bottle container glass-bottle -
 Orbost & District Historical Society
Orbost & District Historical Societyink bottle, 1950's (?)
An ink bottle was made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink bottles were often decorative.We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.A small, round, clear glass ink bottle. It has a screw thread at the top.15543 5ink-bottle glass-container stationery -
 Orbost & District Historical Society
Orbost & District Historical Societyink bottle, 1890's
An ink bottle was made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink bottles were often decorative.We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.A cylindrical brown glazed ceramic ink bottle with the neck narrowing to a pouring lip.Below the pouring lip - ANGUS & CO INK COMMERCIALcontainer ink-bottle ceramic angus-&-co writing-materials -
 Orbost & District Historical Society
Orbost & District Historical Societybiscuit tin, 1950's -1960's
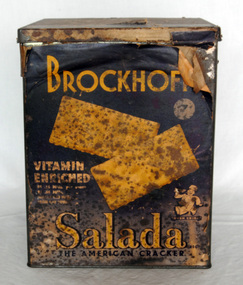
... shop.This tin seems to be a commercial tin used in a grocery shop ...Salada biscuits were produced by Brockhoff Biscuits. The name is said to be a bastardisation of "See-ya-layta". Biscuits were sold by weight from a large tin in the grocer's shop.Biscuits were once sold by weight from a large tin in the grocer's shop.This tin seems to be a commercial tin used in a grocery shop. It would have been used in an Orbost grocery store e.g. Dicken's, Baughhaust's or Herbert's.Large rectangular commercial biscuit tin, made from pressed metal, with a hinged lid. There is a paper label on the top and the front which details the contents, and manufacturer details are stamped into the base. The label is a dark blue/black colour with yellow print and a picture of two Salada biscuits.Brockhoff, vitamin enriched, oven crisp, salada, the American Cracker, Burwood, Victoria Willow tin (made in Aust)brockhoff salada-biscuits food container biscuit-tin -
 Orbost & District Historical Society
Orbost & District Historical Societyblack and white photograph, early 20th century
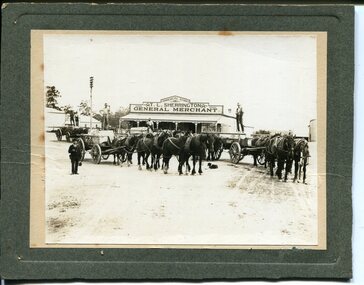
This photograph shows Buchan marble being transported by horse and wagon to Nowa Nowa Railway Station. Lnidsay Cameron is the driver on the right. In the background is the Commercial Store of T. L. Sherrington, General Merchant, Bruthen. In the early 1900s black marble was being mined in the Bruthen district. Some was used for the Shrine of Remembrance in Melbourne and Australia House in London. 900 tonnes were shipped to London to be included in the construction of Australia House. Marble quarrying has been a significant part of the history of Buchan in East Gippsland. Its inclusion in the Shrine of Remembrance War Memorial and Australia House in London is noteworthy.A black / white photograph on a grey buff card. it is of four horse drawn wagons in front of a general store - "T L Sherrington General Merchant". There are five men standing on the trays and a man in a suit and hat holding a Gladstone bag is standing front left. a dog is lying on the ground between the wagons. The wagons are carrying large slabs of marble.on back - " Marble passing through Bruthen on way to railway"buchan-marble geology cameron-lindsay transport-rail transport-horse-drawn -
 Orbost & District Historical Society
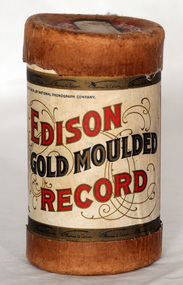
Orbost & District Historical Societyrecord container, From 1902 - 1911
Phonograph cylinders are the earliest commercial medium for recording and reproducing sound. Commonly known simply as "records" , these hollow cylindrical objects have an audio recording engraved on the outside surface, which can be reproduced when they are played on a mechanical cylinder phonograph. The "Gold-Moulded" process was developed in 1902 and involved creating a metal mould from a wax master; a brown wax blank would be placed inside and heated . as the blank expanded, the grooves would be pressed into the blank which would then be cooled. The "gold" is derived from the traces of that metal used as a conductive agent in the initial mould. "Whistler and his Dog" was performed by the Edison Military Band.Edison Records was one of the earliest record labels which pioneered sound recording and reproduction and was important in the early recording industry. Gold Moulded records used a process that Edison had developed, that allowed a mould to be made from a master cylinder which then permitted the production of several hundred cylinders to be made from the mould. Previously cylinders were recorded live or by hooking two machine together to copy from one cylinder to another, and they used softer brown wax which wore out in as few as twenty playings. Gold Moulded Records were discontinued in 1912.A cardboard cylindrical record container. It is an Edison Gold Moulded Record container. The label has red and gold print and a photo Thomas A. Edison.Hand-written on lid - Whistler & His Dogedison-gold-moulded-cylinders sound-recording records -
 Orbost & District Historical Society
Orbost & District Historical Societyink bottle, early 20th century from mid 1930's
An ink bottle was made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink bottles were often decorative. 'Stephens' Ink' was invented by the British physician, Dr Henry Stephens (1796-1864), who in 1832 first developed his indelible "blue-black writing fluid" that became the basis of a successful manufacturing enterprise lasting over 130 years. Stephens' ink revolutionised office life in the latter half of the 19th century saving clerical workers much time previously spent mixing powdered inks and cleaning nibs. It was indelible and non-fading. After changes to the Australian import duties on inks, a local manufacturing works was established in the early 1930s by Stephens Inks (Australia) Ltd.We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises. A cylindrical brown glazed ceramic bottle with a pourer lip. This would have contained ink and had a cork seal. It would have had a paper label.Near base - This bottle is the property of Stephens' Inks Aust. Ltdcontainer ceramic stephens'-inks writing-equipment communication bottle stationery -
 Orbost & District Historical Society
Orbost & District Historical Societyink bottle, 1920's
An ink bottle was made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink bottles were often decorative.We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.A clear glass ink bottle with flat sloping shoulders.On the base- AGM F1173 Mbottle ink stationery personal-effects glass container -
 Orbost & District Historical Society
Orbost & District Historical Societybottle, Probably late 19th century
An ink bottle was made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink bottles were often decorative. We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.Small, squat, brown, salt-glazed ceramic inkwell with small opening at top. It has a short neck and a round squat body. This type of inkwell is also known as a penny ink well.container ink-bottle penny-inkwell stationery writing -
 Orbost & District Historical Society
Orbost & District Historical Societyinkwells, first half 20th century
Inkwells were generally more decorative than ink bottles and designed to be more permanent.We have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.Three glass inkwells. .1-blue tinted with broken top. .2 green tinted broken at top. .3 clear glass with symmetrical design.inkwell writing-equipment glass domestic-item -
 Orbost & District Historical Society
Orbost & District Historical Societyink well, 19th Century
Could have been used at home or business. An ink wellwas made of glass or ceramic and typically sat on a desk. The writer would dip the pen (or quill) into the bottle to put more ink on the pen. Because they sat on a desk, ink wells were often decorativeWe have mostly dispensed with ink bottles and quills. This item is an example of early stationery equipment commonly used in schools, households and commercial enterprises.A clear glass inkwell which is quite heavy and not easily upset. It has a concave hole in the top. ink-well writing penmanship -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Plane, Mid to late 19th Century
A jack plane (or fore plane) is a general-purpose woodworking bench plane, used for dressing timber down to the correct size in preparation for truing and/or edge jointing. It is usually the first plane used on rough stock, but in exceptional cases can be preceded by the scrub plane. Jack planes are 300–460 mm long and 64–76 mm wide, with wooden-stocked planes sometimes being slightly wider. The blade is 44–57 mm wide that is often slightly convex (or ground with rounded corners) to prevent digging in to or marking the work. The cut is generally set deeper than on most other planes as the plane's purpose is to remove stock rather than to gain a good finish (smoothing planes are used for that). In preparing stock, the jack plane is used after the scrub plane and before the joiner plane and smoothing plane. The carpenters' name for the plane is related to the saying "jack of all trades" as jack planes can be made to perform some of the work of both smoothing and joiner planes, especially on smaller pieces of work. Its other name of the fore plane is more generally used by joiners and may come from the fact that it "is used before you come to work either with the Smooth Plane or with the Joiner". Early planes were all wood, except for the cutter, or combined a wood base with a metal blade holder and adjustment system on top. Although there were earlier all-metal planes, Leonard Bailey patented many all-metal planes and improvements in the late 19th century. A jack plane came to be referred to as a "No. 5" plane or a "Bailey pattern No. 5" at the end of the 19th century. A vintage tool made by an unknown company, this item was made commercially for firms and individuals that worked in wood and needed a tool that could remove large amounts of timber. These jack or dressing planes came in various shapes and sizes to achieve a flat and even finish to timber surfaces before the use of smoothing planes and came in many sizes. A significant tool from the mid to late 19th century that is still in use today with early models sought after by collectors. It gives us a snapshot of how furniture and other finishes were created on timber by the use of cutting edged hand tools. Tools that were themselves hand made shows the craftsmanship used during this time not only to make a tool such as the subject item but also the craftsmanship needed to produce a decorative or even finish that was needed for the finishing of timber items. Jack Plane handle is attached by large screw there is a round piece of wood tacked to front. noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jack plane -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Groove Plane, Prior to 1950
A moulding plane is a specialised plane used for making the complex shapes found in wooden mouldings that are used to decorate furniture or other wooden object. Traditionally, moulding planes were blocks of wear resistant hardwood, often beech or maple, which were worked to the shape of the intended moulding. The blade, or iron was likewise formed to the intended moulding profile and secured in the body of the plane with a wooden wedge. A traditional cabinetmakers shop might have many, perhaps hundreds, of moulding planes for the full range of work to be performed. Large crown mouldings required planes of six or more inches in width, which demanded great strength to push and often had additional peg handles on the sides, allowing the craftsman's apprentice or other worker to pull the plane ahead of the master who guided it. The subject planes blade is designed to cut a groove and it's blade maker (M Gilmour) is not listed by collectors of vintage planes as a known plane makers of the 19th or 20th century.A vintage tool made by an unknown maker, this item was made commercially for firms and individuals who worked in wood and needed a tool that could produce an ornamental finish to timber. These profiled planes came in various shapes and sizes to achieve the required decorative finish. This item is a significant tool from the mid to late 19th century that today is quite rare and sought after by collectors. It gives us a snapshot of how furniture and other decorative finishes were created on timber by the use of hand tools. Grooving PlaneM Gilmour stamped on bladewarrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, moulding plane, groove plane, joiners tools, hand plane, carpenters tools -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTyre Bender, 1884
A tyre bender is used to bend and shape metal rims for wooden wagon wheels. This tyre bender’s model first appeared in the Day Bros catalogue in 1884 as the “Giant” model. The catalogue of 1883 only showed a lighter duty model called the “Lion”. It can be assumed that this later “Giant” model was a heavy duty improvement over the 1883 "Lion" and other smaller models which were still being advertised for sale in 1884. The Day Bros foundry, makers of this tyre bender, was operating as the manufacture of wheel right and blacksmith tools and general machinery in the 19th century in the USA and successfully exported their goods all over the world. Wagon tyre benders would have been very common circa 1850-1920, so there were probably many makers over the years. Early on, it would have become clear to the blacksmiths about which designs worked best so, eventually, the various makers would have made similar products to each other. This tyre bender was once used by Harry Goodall of H. Goodall & Sons Pty. Ltd. corner of McKinnon and High Streets, Terang. Victoria. Henry Goodall & Sons Henry Goodall (1870-1936) was proprietor of garages as H. Goodall & Sons Pty. Ltd., at both Terang (McKinnon and High Streets) and Mortlake (Dunlop Street). His business was in operation in at least in 1916 and perhaps well before, considering the date of the tyre bender and its use for wagons with wooden wheels. It was still in operation in 1953, chasing up debtors in Mount Gambier Court. Amongst the employees of H. Goodall & Sons Pty. Ltd. was Ernie Entwistle, a blacksmith (a soldier who died in 1916 ) and Alfred Hodgetts, radio expert (killed in a fatal accident in 1943, when he was in his early 30s ). Henry Goodall was involved in the community as a Justice of Peace, a deputy coroner, President of the Mortlake Hospital, trustee of the Soldiers’ Memorial Hall, and as a prominent Freemason. He and his wife had two sons (Charles and John) and one daughter (Mrs. Chas. Newton, of Skipton). The tyre bender is significant as it demonstrates how blacksmiths or wheelwrights could make new metal rims for wagon wheels for carts, wagons, stage coaches and carriages over a 135 years ago. The machine is a part of our social history as it demonstrates part of the process of making wagon wheels, which played an important part in aiding the continuation of daily transport needs that people had at the time, such as farming, personal transport and commercial activities. The machine or tool is locally significant as it was used by a local company in Terang and Mortlake in their blacksmith, wheelwright and garage business. Steel tyre bender mounted on timber base, used for wagon wheel steel rims. Made from cast iron and steel, double geared with four cogs to unite the upper and lower steel rollers. There are adjustable guide collars to keep the iron in line while it is being bent. It can also be used with two cranks for heavy duty work utilising the use to two operators. It is the Giant model, made in 1884 by Day Bros. of Philadelphia. This tyre bender once belonged to Harry Goodall & Sons, blacksmith's of Terang. Victoria. “DAY BROS. PHILAP. PA” cast into the side of machineflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, machinery, wagon wheel, wheelwrights, blacksmith, steel rim wheels, tyre bender, tire bender, the giant tyre bender, henry goodall (1870-1936), terang, wheelwright tool, blacksmith trade, blacksmithing equipment and supplies, wagon tyre bender, day bros. philadelphia pennsylvania, h. goodall & sons of terang, terang blacksmith, h. goodall & sons pty ltd, mortlake, ernie entwistle blacksmith, alfred hodgetts radio expert, charles goodall, john goodall, mrs. chas. newton nee goodall -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageVice, 1800s
A wheelwright’s spoke vice was used to hold the wheel hub firmly while the spokes were hammered into the wheel hub, then the spokes would be joined to the wooden wheel felloe before finally the metal flat tyre, or later the rubber tyre, would be attached to the felloe. A wheelwright’s spoke vice would have been very necessary for blacksmiths circa 1800s-1920s as it would have been used in the manufacture and repair of carts, wagons, coaches and other horse-drawn vehicles. This wheelwright’s spoke vice was once used by Harry Goodall of H. Goodall & Sons Pty. Ltd. corner of McKinnon and High Streets, Terang. Victoria. Henry Goodall & Sons Henry Goodall (1870-1936) was proprietor of garages as H. Goodall & Sons Pty. Ltd., at both Terang (McKinnon and High Streets) and Mortlake (Dunlop Street). His business was in operation in at least in 1916 and perhaps well before, considering the date of the tyre bender and its use for wagons with wooden wheels. It was still in operation in 1953, chasing up debtors in Mount Gambier Court. Amongst the employees of H. Goodall & Sons Pty. Ltd. was Ernie Entwistle, a blacksmith (a soldier who died in 1916) and Alfred Hodgetts, radio expert (killed in a fatal accident in 1943, when he was in his early 30s). Henry Goodall was involved in the community as a Justice of Peace, a deputy coroner, President of the Mortlake Hospital, trustee of the Soldiers’ Memorial Hall, and as a prominent Freemason. He and his wife had two sons (Charles and John) and one daughter (Mrs. Chas. Newton, of Skipton). The wheelwright’s spoke vice is significant as it demonstrates how blacksmiths or wheelwrights could make new metal rims for wagon wheels for carts, wagons, stage coaches and carriages over a 135 years ago. The machine is a part of our social history as it demonstrates part of the process of making wagon wheels, which played an important part in aiding the continuation of daily transport needs that people had at the time, such as farming, personal transport and commercial activities. The tool is locally significant as it was used by a local company in Terang and Mortlake in their blacksmith, wheelwright and garage business. Vice; wheelwright’s wheel spoke vice. Manufactured in 1800s. This was once belonged to Harry Goodall & Sons, blacksmith's of Terang. Victoria.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, machinery, wagon wheel, steel rim wheels, henry goodall (1870-1936), terang, wheelwright tool, blacksmith trade, blacksmithing equipment and supplies, h. goodall & sons of terang, terang blacksmith, h. goodall & sons pty ltd, mortlake, ernie entwistle blacksmith, alfred hodgetts radio expert, charles goodall, john goodall, wheel hub, wheel spoke, wheel felloe, wheel tyre, wheel tire -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Plane, Richard Routledge, Late 19th to early 20th century
A moulding plane is a specialised plane used for making the complex shapes found in wooden mouldings that are used to decorate furniture or other wooden object. Traditionally, moulding planes were blocks of wear resistant hardwood, often beech or maple, which were worked to the shape of the intended moulding. The blade, or iron was likewise formed to the intended moulding profile and secured in the body of the plane with a wooden wedge. A traditional cabinetmakers shop might have many, perhaps hundreds, of moulding planes for the full range of work to be performed. Large crown mouldings required planes of six or more inches in width, which demanded great strength to push and often had additional peg handles on the sides, allowing the craftsman's apprentice or other worker to pull the plane ahead of the master who guided it. All we known about Richard Routledge is that he was a tool maker and retailer that operated a business at either 23 or 64 Bull St Birmingham between 1869 to sometime in the early 20th century. There are many of his tools including decorative moulding planes of all sizes and designs for sale around the world and that his tools in particular moulding planes are well sought after by collectors of vintage tools. A vintage tool made by a known maker, this item was made commercially for firms and individuals that worked in wood and needed a tool that could produce a ornamental finish to timber. The tool was used before routers and spindle moulders came into use to produce a decorative moulding for a piece of furniture, door trims etc, or other timber items that had to be accomplished by using hand tools and in particular one of these types of planes. Profiled planes came in various shapes and sizes to achieve the required decorative finish. A significant tool from the mid to late 19th century that today is sought after by collectors. It gives us a snapshot of how furniture and other decorative finishes were created on timber by the use of hand tools. Rebate Moulding plane Size 1/2"Maker R Routledge Birmingham also marked Owner Jas Burdenflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Plane, Richard Routledge, Late 19th to early 20th century
A moulding plane is a specialised plane used for making the complex shapes found in wooden mouldings that are used to decorate furniture or other wooden object. Traditionally, moulding planes were blocks of wear resistant hardwood, often beech or maple, which were worked to the shape of the intended moulding. The blade, or iron was likewise formed to the intended moulding profile and secured in the body of the plane with a wooden wedge. A traditional cabinetmakers shop might have many, perhaps hundreds, of moulding planes for the full range of work to be performed. Large crown mouldings required planes of six or more inches in width, which demanded great strength to push and often had additional peg handles on the sides, allowing the craftsman's apprentice or other worker to pull the plane ahead of the master who guided it. All we known about Richard Routledge is that he was a tool maker and retailer that operated a business at either 23 or 64 Bull St Birmingham between 1869 to sometime in the early 20th century. There are many of his tools including decorative moulding planes of all sizes and designs for sale around the world and that his tools in particular moulding planes are well sought after by collectors of vintage tools. A vintage tool made by a known maker, this item was made commercially for firms and individuals that worked in wood and needed a tool that could produce a ornamental finish to timber. The tool was used before routers and spindle moulders came into use to produce a decorative moulding for a piece of furniture, door trims etc. or other timber items that had to be accomplished by using hand tools and in particular one of these types of planes. Profiled planes came in various shapes and sizes to achieve the required decorative finish. A significant tool from the mid to late 19th century that today is sought after by collectors. It gives us a snapshot of how furniture and other decorative finishes were created on timber by the use of hand tools. Plane Moulding type size 1/8" Maker stamped R Routledge & JAS Burden (owner)flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Food Safe, 1890 to 1925
The first commercially available, Australian-made domestic refrigerator to operate without ice was produced by Edward Hallstrom in 1923. It used kerosene as a power source and was promoted as ideal for outback stations where ice was not available. According to Museum Victoria, Hallstrom introduced the 'Silent Night' which ran on electricity or gas in 1935. However, Hailstorm's great-grandson, stated that the Silent Night refrigerator was introduced in 1928. Although Australians were among the pioneers of refrigeration in the 1850s, the technology wasn't adapted for domestic use until many decades later. The first domestic electric refrigerator was sold in America in 1913. It had an air-cooled refrigeration unit mounted on top of an ice box. The Frigidaire and Kelvinator brands date from 1918 when the first self-contained fridges were sold. Before this food safes were used as well to keep food away from flies and to keep items cool.A significant item used from the late Victorian era until around 1940 when people were beginning to be able to afford domestic refrigerators. After the second world war, most households had replaced their food storage cupboards or safes with refrigerators. The subject item gives a snapshot of domestic life from this time.Wooden kitchen safe with 3 metal perforated panels & 2 shelves inside. Was painted light Green but has been restoredflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, refrigeration, refrigerator, food storage, food safes, edward hallstrom