Showing 1886 items matching "mining equipment or methods"
-
 Nillumbik Shire Council
Nillumbik Shire CouncilPrint (woodcut and etching on chine-colle): John WOLSELEY (b.1938 Somerset, UK; arrived 1976 Melb., AUS), John Wolseley, 'Life world of the Longicorn beetle' from the 'Baldessin & Friends commemorative folio', 2016
Painter, printmaker and installation artist John Wolseley was born in Somerset, England. He lived and worked throughout Europe before relocating to Australia in 1976. His work explores how people dwell and move within landscape. Wolseley see's himself as a hybrid mix of artist and scientist; one who tries to relate the minutiae of the natural world - leaf, feather and beetle wing - to the abstract dimensions of the earth's dynamic systems. Using techniques of watercolour, collage, frottage, nature printing and other methods of direct physical or kinetic contact Wolseley finds ways of collaborating with the actual plants, birds, trees, rocks and earth of a particular place. George Baldessin was one of the first artists John Wolseley met when he arrived in Australia in 1976. Both immigrated to Australia and connected through this shared experience. They were both at 'Realities Gallery' with Marianne Baillieu in the 1970s and 80s. George Baldessin (1939-1978) was born in San Biagio di Callalta, in the Veneto in Northern Italy and arrived in Australia ten years later. A printmaker and sculptor he built his bluestone studio at St Andrews (Nillumbik) in 1971 with his partner Tess and the three Hails brothers, Rob, Doug and Don. Made of recycled materials the studio today contains all of George’s equipment including the large press, which he modelled himself with the help of Neil Jeffrey (Enjay Presses). George won many prizes throughout his career and is represented in many of Australia's public art collections including his famous 'Pears' sculpture in front of the National Gallery of Australia, Canberra. In 1975 he represented Australia in the Sao Paulo Biennale, before living and working in Paris until his return to St Andrews in 1977. In 1978 George was killed in a car accident aged 39 years. In 2001 Tess returned to St Andrews to reclaim the run-down studio and reconstitute it as The Baldessin Press & Studio - a printmaking retreat. It operates in George’s memory, so that artists may continue to create, perpetuating the generous spirit of George. 'Life world of the Longicorn beetle' is one of eight prints in the 'Baldessin & Friends commemorative folio. The folio was conceived by Tess Edwards as a fundraising initiative in celebration of the The Baldessin Press & Studio's fifteen year anniversary, and as a way to honour George Baldessin's memory. The Baldessin Press & Studio is a not-for-profit organisation created in memory of the late George Baldessin (1939-1978), whose original studio is now open to the public for creative use and as a practical legacy to living artists. The Studio is located in St Andrews, Nillumbik. The folio is a unique coming together of seven very different and acclaimed artists who are connected by their friendship to the missing eighth member, George Baldessin. Communion and collaboration with nature are central to Wolseley's practice. He assembles different drawing methods to represent a kind of inventory or document about the state of the earth. His interest is to paint the processes and energy field of the living systems of this land. 'Life world of the Longicorn beetle' is his continued exploration of Australia's natural eco-systems. The beetle attacks the eucalypt and in the process of tunnelling into the wood of the tree leaves scribbly patterns. The work celebrates the cycle of life, and the wisdom and delicacy of these creatures. This three dimensional work consisting of three layers of paper is a varied edition, offering just the slightest difference between each print, reflective of variation in nature. The found log used as a woodcut acknowledges the interconnectedness of nature and living beings; the log is not apart from the art and the beetle has become an active artistic collaborator. An intimate and layered print of a tree log with line trails from the Longicorn beetle. Patches of pink, yellow and orange watercolour placed randomly. Woodcut from found log and etching on chine-colle with water colour on Gampi (top layer), Mulberry (middle layer) and Arches (bottom layer) paper. In pencil (handwritten): low plate: left '14/25' (edition); centre 'Life world of the Longicorn beetle' (title); right 'John Wolseley' (signature); low paper: right emboss 'GB' (Baldessin Press & Studio monogram)woodcut, etching, chine-colle, landscape, environment, longicorn beetle, print, baldessin, ekphrasis2018, eco, mixed media -
 National Wool Museum
National Wool MuseumPrint, Chris McClelland, Shearing the Rams – Tuppal Station, 210
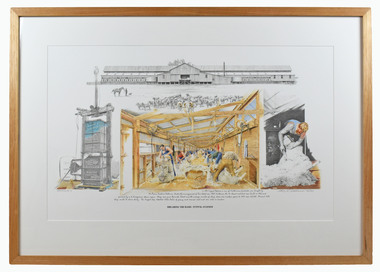
Chris was invited to be artist in resident for the historic re-enactment of “Shearing the Rams” at the North Tuppal Station woolshed held on the 4th and 5th June 2010. The celebration attracted record crowds to witness the shearing of the station rams by 72 blade shearers. Over a single weekend in 2010, thousands of people queued for hours to see a piece of Australian history recreated at North Tuppal Station near Tocumwal, NSW. In 1900, Francis Faulkner invested a staggering £4000 to extend his shearing shed on Tuppal Station, making it the biggest in the country. Over the next decade more than three million sheep trod its pine boards and were shorn in its 72 stands. After years of drought and the Great Depression, the property fell into disrepair and the station was split up. When North Tuppal Station was sold to the Atkinson family in 1928, just five of the 72 stands were in operation. In 2010, Sport Shear Australia approached the Atkinson family about holding an event in the historic shearing shed to raise money for a team of Australian shearers to go to the world shearing title in Wales. An army of volunteers restored the T-shaped shed and yards and organised a weekend of events. Over two days, 6,000 sheep were shorn and all 72 stands of the restored North Tuppal shed were brought back to life. A total of 117 shearers shared the boards with 90 wool handlers who skirted 19 fleeces every minute. For a period on each day of this historic weekend, the machines were then silenced, and 72 shearers picked up their old blade shears to recreate past shearing methods. “When they fired up and got the blades out there was deathly silence on the board - you could hear a pin drop because normal shearing you have all the machines and it is quite noisy. Here you could just hear the click, like in the song Click Go the Shears Boys. People had tears in their eyes. It was quite an emotional thing to see that and very proud to be here.” George Falkiner, grandson of Francis FalkinerColoured framed print of shearing scene in the Tuppal station, Ferrrier’s wool press on the left-hand side and station on the top. Print in framed in a light-coloured wooden frame with white coloured matte.Under artwork - In 1891 Tuppal Station, a sum of 176,000 acres threshold, was bought by Mr Fiane Sadlies Falkines, Under the management of his eldest son F.B.S. Falkines, the 72 stand woolshed was build in 1900 and powered by a 16 horsepower steam engine. Sheep were pure Boonoke blood and the average numbers of sheep shorn over nineteen years to 1909 was 152,780. Around 7200 sheep could be shorn daily. The largest clip totalled 3326 baled of greasy and scoured wool and was sold in London. Bottom right corner - Chris McClelland 181/720 Shearing The Rams – Tuppal Station -
 National Wool Museum
National Wool MuseumDocument - The Fading Dream of Australian Home Ownership, Design and Photograph, Judy Turner, 1989
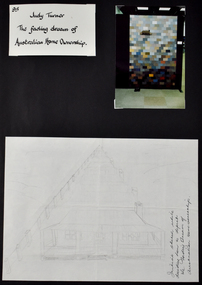
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Folio page depicting three items attached to a black card background. One item is a title written in black ink on white background, another is a photograph of a quilt, the third shows a hand drawn sketch of a house with a verandah.Front: [handwritten] 95 / Judy Turner / The fading dream of / Australian Home Ownership. / Initial sketch while / deciding how to depict / the Fading Dream of / Australian Home Ownership.quilt, wagga, home, house, housing affordability, design -
 National Wool Museum
National Wool MuseumTextile - Quilt, Judy Turner, The Fading Dream of Australian Home Ownership, 1989
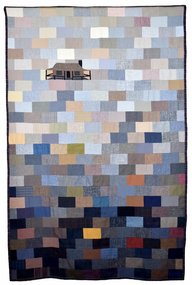
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Quilt featuring block pieces in tones of grey, blue, tan and brown, graduating in light to dark tones from top to bottom. The top third features a house with a verandah.quilt, wagga, home, house, housing affordability, design -
 National Wool Museum
National Wool MuseumDocument - The Fading Dream of Australian Home Ownership, Design and Fabric Sample, Judy Turner, 1989
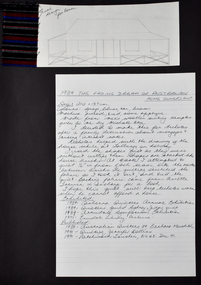
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Folio page depicting three items attached to a black card background. One item is a red, blue, black and white textile sample, another is a hand drawn sketch of a house, the third shows hand written text on lined paper in black ink.Front: [handwritten] Final / design / for housequilt, wagga, home, house, housing affordability, design -
 National Wool Museum
National Wool MuseumDocument - The Fading Dream of Australian Home Ownership, Letters, Judy Turner et al, 1991
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Two typed letters held together with a staple. The first letter has a grey printed letter head which includes a logo of a person with wings holding a heart.[printed] PATCHWORK QUILT TSUSHINquilt, wagga, home, house, housing affordability, design -
 Bendigo Military Museum
Bendigo Military MuseumInstrument - Duplex Heliograph Mk V - 1940 with Tripod, LUCO Art Metal Coy Ltd, London, 1940
The Heliograph MkV is a fascinating piece of historical surveying and communications equipment. It was primarily used for visual signaling by reflecting sunlight with a mirror to send coded messages over long distances. This method was primarily useful in remote areas where other forms of communication were not available. The MkV model, specifically, was widely used by the British Army and other military forces from around 1906 until the mid 1960s. It remained in use with the Australian Army Survey Corps until the mid 1980s. The device typically included a 5 - inch mirror and was often mounted on a tripod for stability. Initially the instrument was used to communicate between survey stations using Morse code to coordinate their activities. Later when better forms of communication were available, they were used for precise angle alignment where the sunlight reflection from the mirror was targeted between the survey stations to give very accurate results. The MkV was relatively light weight and portable, making it ideal for use in the field. It could be setup and adjusted quickly. The heliograph had an adjustable mirror that could be tilted to reflect sunlight towards a distant receiver. Surveyors could align the mirror using a sighting device. Whilst it was primarily used by the Military it was also used in civil surveying particularly in the remote areas of Australia. The British Army Mark V version uses a flat round mirror with a small unsilvered spot in the centre. The sender aligned the heliograph to the target by looking at the reflected target in the mirror and moving their head until the target was hidden by the unsilvered spot. Keeping their head still, they then adjusted the aiming rod so its cross wires bisected the target, they then turned up the sighting vane, which covered the cross wires with a diagram of a cross, and aligned the mirror with the tangent and elevation screws, so the small shadow that was a reflection of the unsilvered spot hole was on the cross target. This indicated that the sunbeam was pointing at the target. If the sun was in front of the sender, its rays were reflected directly from this mirror to the receiving station. If the sun was behind the sender, the sighting rod was replaced by a second mirror, to capture the sunlight and direct it onto the main mirror to reflect it to the receiving station.. 1 Brish Army "Mance" Mk V A253 Heliograph has two 125mm diameter mirrors on a brass arm with targeting attachments. The Instrument is mounted on a three-legged tripod of brass and mahogany with spiked feet, approximately 1.2 metres high. The instrument was made by LUCO Art Metal Co Ltd, London in 1940. .2 A military green metal carrying safety storage case with khaki shoulder strap.A253 stamped on instrumentroyal australian survey corps, rasvy, fortuna, army survey regiment, army svy regt, asr -
 NMIT (Northern Melbourne Institute of TAFE)
NMIT (Northern Melbourne Institute of TAFE)Video recordings: Instructional NMCOT and NMIT 1980s
U-Matic Video recordings (Master tapes) mostly dated in the 1980s. Alphabetically: A house of all trades [No date] (14 min). An Introduction to floor managing An introduction to floor managing. Architrave: running the mould. Solid plastering. [No date] (17 min). Boom spray calibration (turf management). [No date] (6 min). Drafting. Module C51 Step no 4.(footwear) (1987) [No time] (Edit master) Fibrous plastering (1988) (Duration 11.00) Firm foundations: presenting a case for finance (21 min) Flux cored arc welding. Roof plumbing: fitting outlet. Friction in engineering (20 min). Grafting and budding techniques. (1986) (Duration 10.00) Horticultural courses at Collingwood College of TAFE. [No date] (10 min). Making a hand made thread. [No date] [No time] Making a hand-made thread Manual metal arc welding [No date] (24 min). Master saddlery; stitching: 1 saddle, 2 back. Microphones and their use in location sound recording [No date] [No time] Microphones and their uses in location sound recording Mold cutting [No date] [No time] Plain sailing: a film about business planning (20 min). Potentiometers, Part 1. (1983)(16 min). Preparation of artwork for video tape production (1977)(162 min). Preparation of instructional video tapes (1977)(12 min). Roof plumbing: fixing eaves cutters: Part 1 – fixing methods. [no time] Saddlery: hand stitching Safe saddle making. (1985) [No time] Solid plastering/Setting in Plaster and lime (1987) (Duration 10.00) (Edit master) Special electronic effects in video production. [No date] [No time] Splitting a stone using plugs and feathers [No date, possibly 1987] (Duration 9.40) (Master edit) The necessary art; videotape lighting: practical tips. (1974)(15 min). Tiling a staircase (1987) (Duration 25.00) (master edit) Water resistant board (W.R. Board): What is a word processor (26 min). WR Board northern metropolitan college of tafe, handbooks, nmit -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph, 1883-1888
This photograph taken between 1883-1888, shows the Steam Packet Inn, which was at the end of Stanley Street in Warrnambool, close to the Breakwater and Port of Warrnambool. It was renamed later as the Lady Bay Hotel. THE STEAM PACKET INN The Steam Packet Inn was originally located at the end of the first jetty that ran out into Lady Bay. It was purchased by Manifold and Bostock in 1854 with the first building being a private BOND STORE. An old horse-drawn tramway went past the Bond Store and out onto the Jetty, providing a method of transporting goods. The Bond Store was converted in 1863 into a hotel named the Western Steam Packet and then called the STEAM PACKET HOTEL or INN, a stone building. The Steam Packet Inn building was owned by E.D. Evans of the firm of Evans and Gleeson, livery stables. The Steam Packet Inn’s licensee between 1883-1888 was B.C. Jewell. In 1889 the building was reconstructed and a second storey added. At this time (1889-1890) the name was changed to the BAY VIEW HOTEL. The hotel was extensively damaged by the first of the two earthquakes in Warrnambool in 1903. The hotel was renamed LADY BAY in 1954 and altered and enlarged. It then occupied the site of two former hotels, the Bayview and the Prince of Wales. When the Lady Bay Hotel was demolished a few years ago to make way for the Lady Bay Apartments the original walls of the old Steam Packet Hotel were still clearly visible inside the main bar area. STEAM PACKET INN and BOND STORE at FLAGSTAFF HILL MARITIME VILLAGE (Note that there are two buildings at Flagstaff Hill Maritime Village, a Manifold and Bostock Bond Store and a Steam Packet Inn with a licensee, B. Jewell (1883-1888), both remembering the one building that incorporated these two institutions in Warrnambool’s past. The current Steam Packet Inn in the Flagstaff Hill Maritime Village has an image of one the licensee's B.C. Jewell. Today The Steam Packet Inn, provides Flagstaff Hill Maritime Village with a great venue to host some of our events through the year and can be used for functions upon request.) [References; Fact Sheet - Flagstaff Hill Maritime Village; local historian Glenys Phi8lpot] The subject of this photograph, the Steam Packet Inn, is of local historical significance for its role in the port of Warrnambool shipping trade in the mid to late 1800's. Photograph of B C Jewell's Steam Packet Inn, Warrnambool, 1883-1888. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, photograph of steam packet inn, steam packet inn warrnambool, lady bay hotel warrnambool, warrnambool breakwater, port of warrnambool, stanley street warrnambool, warrnambool jetty, manifold and bostock, bond store warrnambool, western steam packet, e.e. evans, b.c. jewell, bayview hotel warrnambool -
 Bendigo Military Museum
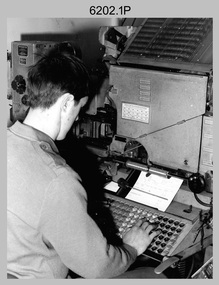
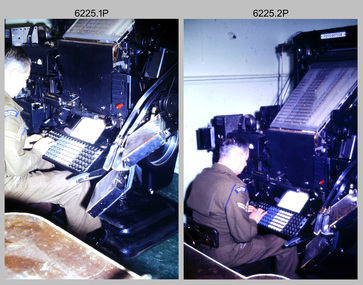
Bendigo Military MuseumPhotograph - Typesetting Equipment and Personnel, Army Survey Regiment, Fortuna, Bendigo, c1968 to 1979
This is a set of nine photographs of cartographic typesetting equipment and personnel in Cartographic Squadron at the Army Survey Regiment, Fortuna, Bendigo circa 1968 to 1979. The rooms on the top floor of Fortuna Villa where the photos were taken were formally the nursery and boys bedrooms during the Lansell family’s occupation of the building. The Fotosetter type setting machine replaced the letterpress method of type production in 1956. Its operator entered the text using a type order provided by cartographic draughtsmen/ draughtswomen. The type was output on a film positive, which was contacted onto strip film. The text was cut out by cartographic draughtsmen/ draughtswomen and affixed onto type sheets using bees wax. Cartographic Squadron’s CPL Arty Lane specialised in the operation of the Fotosetter type setting machine for many years, as shown in photos .3P and .4P. For more information on the Fotosetter, see page 71 of Valerie Lovejoy’s book 'Mapmakers of Fortuna – A history of the Army Survey Regiment’ ISBN: 0-646-42120-4. The computer based Editwriter Model 7500 typesetting system was introduced in 1975 as a replacement to the aging Fotosetter. It was operated by a specialised technician, who generated a large variety of map type styles and sizes quickly and reliably, as well as text panels. Output on Copy proof adhesive backed stripping type film replaced messy wax and spray adhesives in 1978. The Editwriter capability supported all RASvy units and its contractor type setting requirements. SGT Jim McDonald operated the Editwriter for a couple of years in the late 1970’s. He is seen in photos .7P and .8P. reading off a type order and entering text into the computer. See item 6181.23P, photo .1P for a reduced scale photo of SGT Jim McDonald undertaking this task. Also see item 6123.12P photos .1P and .2P featuring CPL Paul Richards, who was another technician that operated the Editwriter for several years in the 1980s. The Editwriter was also operated by SSGT Pat Lumsden, as featured in photo .9P taken in 1979. The Monotype Photolettering Machine seen in photos .5P and .6P is understood to be in service for a shorter period, as it was not as productive compared to the Fotosetter and Editwriter. This is a set of nine photographs of cartographic typesetting equipment at the Army Survey Regiment, Fortuna, Bendigo, c1968 to c1979. Black and white photos are on photographic paper and scanned at 300 dpi. .1) - Photo, black & white, c1960s, Fotosetter type setting machine, unidentified technician. .2) - Photo, black & white, c1960s, Fotosetter type setting machine. .3) to .4) - Photo, black & white, c1968, Fotosetter type setting machine, CPL Arty Lane. .5) to .6) - Photo, black & white, c1970s, Monotype Photolettering Machine, unidentified technician. .7) to .8) - Photo, black & white, c1979, Typesetting machine, ‘Editwriter’ Model 7500, SGT Jim McDonald. .9) - Photo, black & white, 1979, Typesetting machine, ‘Editwriter’ Model 7500, SSGT Pat Lumsden.Personnel and equipment are identified in photos .1P to .3P. on a card. A description is provided: ‘Fotosetter: This model was used from 1956 to 1974. Where photograph was taken: Army Survey Regiment. Person in Photograph: Arty Lane. Approx date photograph taken: 1968. Any Misc Information: All type on maps was set on this machine. The operator of the machine (Ex SGT Lane) joined the Army in 1956 and was discharged in 1977. Also with Survey from 1942 to 1946. Information given by: Arty Lane’. Photo .9P is dated 1979 on the back.’royal australian survey corps, rasvy, army survey regiment, army svy regt, fortuna, asr, carto -
 Bendigo Military Museum
Bendigo Military MuseumPhotograph - Cartographic Production – Army Survey Regiment, Fortuna, Bendigo, c1960 -1975
This is a set of 10 photographs of Cartographic Squadron technicians undertaking map production tasks in at the Army Survey Regiment, Fortuna, Bendigo circa 1968 to 1975. Production was undertaken on the top floor of Fortuna Villa. The Fotosetter type setting machine shown in photos .1P and .2P. replaced the letterpress method of type production in 1956. CPL Arty Lane specialised in the operation of the Fotosetter type setting machine for many years. For more information on the Fotosetter, see page 71 of Valerie Lovejoy’s book 'Mapmakers of Fortuna – A history of the Army Survey Regiment’ ISBN: 0-646-42120-4. The computer based Editwriter Model 7500 typesetting system shown in photos .3P and .4P. was introduced in 1975 as a replacement to the aging Fotosetter. It was operated by a specialised technician, who generated a large variety of map type styles and sizes quickly and reliably, as well as text panels. Output on Copy proof adhesive backed stripping type film replaced messy wax and spray adhesives in 1978. The Editwriter capability supported all RASvy units and its contractor type setting requirements. The Aristo Co-ordinatorgraph shown in photos .5P to .7P was introduced in 1962. It was a large heavy steel framed light table with a scribing head that moved in a XY direction using a vernier calibrated measuring scale to 0.001 of an inch. Whilst hand operated it was much quicker and accurate than manual grid and graticule calculation, plotting and scribing. The history of co-ordinatorgraphs is covered in more detail with additional historic photographs, in pages 50 to 51 and page 88 of Valerie Lovejoy’s book 'Mapmakers of Fortuna – A history of the Army Survey Regiment’ ISBN: 0-646-42120-4. The scribing process as shown in photos .8P to .9P was the cartographic process of drafting features such as drainage, relief, vegetation, roads and culture on specially coated map reproduction material. The cartographic technician scribed out the map feature such as a contour to a specified line width on the map sheet, using a tool affixed with a sapphire tipped cutter. The quality control edit (Proving) stage of map production shown in photo .10P was the first opportunity to independently and systematically inspect a proof of the map.This is a set of 10 photographs of cartographic Squadron technicians undertaking map production tasks at the Army Survey Regiment, Fortuna, Bendigo, c1968 to c1975. The photographs were on 35mm colour slides and scanned at 96 dpi. They are part of the Army Survey Regiment’s Collection. .1) to .2) - Photo, colour, c1968, Fotosetter type setting machine, CPL Arty Lane. .3) to .4) - Photo, colour, c1975, Typesetting machine, ‘Editwriter’ Model 7500. .5) - Photo, colour, c1960s, PTE Desi Asaris and CPL Kalen Sargent operating Aristo Co-ordinatorgraph equipment. .6) - Photo, colour, c1970s, L to R: CPL Desi Asaris, CPL John Bennett, operating Aristo Co-ordinatorgraph equipment. .7) - Photo, colour, c1970s, L to R: CPL John Bennett, CPL Desi Asaris operating Aristo Co-ordinatorgraph equipment. .8) - Photo, colour, c1970s, L to R: CPL Desi Asaris scribing drainage, CPL John Bennett. .9) - Photo, colour, c1970s, CPL Desi Asaris scribing drainage. .10) - Photo, colour, c1970s, L to R: CPL Desi Asaris, CPL John Bennett and their supervisor WO2 Roger Rix inspecting features on an aeronautical chart proof. .1P to .10P There are no annotations stored with the 35mm slides.royal australian survey corps, rasvy, army survey regiment, army svy regt, fortuna, asr, carto -
 Eltham District Historical Society Inc
Eltham District Historical Society IncFolder, Material pertaining to closure of Eltham RSL Sub-Branch and relocation of Obelisk memorial, 2010-2011
Contents: Minutes of Eltham RSL and Community Meeting held at 29 Nyora Road, Eltham, 23 June 2010 (Community meeting re closure of Eltham RSL sub-branch and relocation of the WW1 Obelisk) Open Letter to the Residents of ELTHAM and MONTMORENCY [And their Surrounding Districts]; 19 March 2012 draft (Invitation to attend the Montomorency Eltham RSL 2012 Anzac Day service at the new site of the Cenotaph in front of the Eltham War Memorial. Includes a brief history of the obelisk and the Eltham War Memorial) Newspaper clipping - Hall 'scruffy' - war vet, Diamond Valley Leader, 17 February 2010, p2 Newspaper clipping - RSL branch has a fight on its hands by Alana Schetzer, Heidelberg & Valley Weekly, 3 August 2010, p7 Newspaper clipping - Locals battle state RSL over building, Diamond Valley Leader, 4 August 2010, p7 Newspaper clipping - New home for cenotaph; Councillors support proposal for relocation to Eltham's War Memorial Hall, Diamond Valley Leader, 12 January 2011 Newspaper clipping - CFA hot for RSL site; MP presses for 'fast-track' purchase, Diamond Valley Leader, 23 february 2011, p1 Newspaper clipping - New home for cenotaph delights war veterans, Diamond Valley Leader, 31 August 2011, p9 Council's Heritage Advisor, Samantha Westbrooke Pty Ltd advised Council in 2014 that the relocation of the cenotaph had compromised the significance of the War Memorial Building Complex as the two memorials, while both commemorating World Wars, demonstrate two very different methods of memorialising. The World War Two War Memorial Building Complex with its civic purpose was a conscious shift away from memorialisation by monuments and a focus on the future and not the past. The cenotaph is an example of the post World War One memorialising practice of erecting monuments to commemorate the past. The location of the cenotaph in front of the former Infant Welfare Centre confuses the history of the site and obscures the ability to view the three buildings as a united complex. Additional subsequent modifications with the provision of access ramps and rails has further impacted upon the garden design. Nine A4 pages printed and six newspaper clippingsalan field, cfa, eltham rsl sub-branch, eltham war memorial hall, eltham war memorial, john cohen, montmorency-eltham rsl sub-branch, obelisk, war memorial garden -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured Glass, jar of Mustard Ointment 'Rawleigh's;, mid 20thC
WT Rawleigh (1870-1952) Freeport USA began in 1889 the direct selling method to sell his products, travelling around on horse and cart in the early days from house to house selling his medicines and other lines. Rawleigh's wide range of products includes: Medicinal, Nutritional, Gourmet, Homecare, Personal Care, Animal & Plant Care Since 1889, millions of families around the world have learned to rely upon and keep Rawleigh's reliable medicines and other products on hand ready for emergencies to relieve sickness, pains, injuries and for their daily needs. By 1920, young Rawleigh had built the biggest manufacturing organisation in the world. Mr Floyd George Rawleigh who was the son of David Rawleigh, W.T.Rawleigh's brother, came to Australia, with Mr Jackson, in 1931 and set up the Rawleighs Company Business . Generations of Australians, Canadians and Americans grew up waiting for The Rawleigh Man to arrive at their front door with his sample case of goodies to add spice to their life and to heal their ailments. In World War II, most Australian soldiers posted overseas carried a tin of Rawleigh Antiseptic Salve in their kits to treat wounds and ward off infection The Rawleigh Man brought to family front doors the best materials money could buy from around the world: spices from Sumatra, Java, China, India, Africa, the West Indies; black pepper from the island of Ponapai; lemon and orange oils from California and Sicily and Vanilla from Madagascar and Java; high grade coffee beans from the Andes. Most of the herbs, roots, barks and buds used in making cough medicines and tonics came from Europe, India, Ceylon, China, North America, the West Indies, Jamaica, Honduras and Asia. From Japan came camphor and menthol for making medicines. From Tavenui, the Garden Island of Fiji, came the food grade coconut oil for Rawleigh's gold medal winning Coconut Oil Soap. Rawleigh products are still only available from Rawleigh men and women who carry on the time-honoured tradition of the Rawleigh company to give individuals a go at developing their own business supplying products to people in their homes. Only now they are also doing it in cyberspace. A clear glass jar with a metal screw lid containing Mustard Ointment made by W.T. Rawleigh Co. Ltd. .Melbourne Lid ; Rawleigh’s Front ; Rawleigh’s / Net WT. / 1 ½ oz / COMPOUND / MUSTARD OINTMENT / WILL NOT BLISTER /preferable to Mustard Plaster / MNUFACTURED BY / The W, T. Rawleigh Co Ltd / MELBOURNE. / Left side ; DIRECTIONS …….. , / Right side ; Useful pharmacy, medicines, mustard ointment, w.t. rawleigh company ltd., hospitals, nursing, containers, moorabbin, bentleigh, cheltenham, melbourne, respiratory diseases -
4th/19th Prince of Wales's Light Horse Regiment Unit History Room
Photograph, Col Frank Pearson
Francis Charles Pearson was born on 23rd August 1913 in Ballarat. During the course of his long life -he died just before his 96th birthday - he was a successful businessman, notably in the field of air conditioning, as well as a world renown farmer noted for his cattle breeding methods. This was in addition to a meritorious military career. Frank Pearson enlisted as a 16 year old cadet in 6 Field Company, Australian Engineers on 29 Jan 1930., CSM in 1935, he transferred to 2 Field Coy RAE on 1 July 1936. Next, he joined the cadre of 2 AA Searchlight Coy, RAE and was commissioned on 14 Oct 1939. That unit became 53rd AA Coy, providing personnel for 1/54 AA Coy late in 1939. Lt Pearson was was 2IC at this time. When the unit was mobilised on 14 Sep 1940, T/Capt Pearson was appointed OC. Seconded to the AIF on 14 May 1941 he was appointed to raise A Squadron, 2/6 Armoured Regiment, and once that was done, he raised B Squadron. Promoted temporary Major in June 1942 he served with the regiment in Stuart tanks during the difficult operations around Cape Endaiadere and Buna from October 1942 until April 1943. After return to Australia the regiment waited in vain for further operational employment. Frank Pearson was demobilised on 23 October 1945. With the raising of the Citizen Military Forces in 1948, Major Pearson was appointed 2IC 8th/13th Victorian Mounted Rifles. On 1 January 1953 he assumed command of 4th/19th Prince of Walers's Light Horse Regiment, a post he held until the end of 1956. After service in more senior postings he retired with the rank of Colonel on 24 August 1964. From then until just a few years before his passing, Colonel Pearson remained actively involved in the life of his regiment. Following a couple of less successful attempts to do so, he was instrumental in establishing the regimental museum, these days the Unit History Room. Undaunted by a continuing sequence of changing venues it is to his credit that the history of the regiment is not only preserved but readily available to today's members of the unit and the general public. Coloured photo of Colonel Francis (Frank) Pearson OAM ED. Mounted in wooden frame.frank pearson, photographs -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, Late 19th century or early 20th century
Glass manufacturing has evolved over thousands of years. Glass making has been traced back to 3500 BC in Mesopotamia. The earliest known glass objects were beads, perhaps made by accident while working with metal. In the late Bronze Age, several civilizations discovered how to make vessels and glass bottles by wrapping threads of melted glass around cores of sand or clay. Later, moulds were used to form dishes and table wares. Around the 1st century BC, glassblowing was discovered. This made glass containers less expensive than pottery. Mould-blown glass, the process of blowing a piece of molten glass into a wooden or metal mould, was invented during the 1st century AD. This technique was faster with more consistent results. It paved the way for mass production. It wasn’t until the late 1800s that the production process to become more efficient. In 1887, a company in England created a semi-automatic process that could produce up to 200 bottles an hour. This process has been refined to the point where modern machines can yield more than 600 containers per minute. Blown vs. Manufactured Glass Bottles Nowadays, glass bottles, jars, and cups are usually manufactured on a bigger scale than is found in individual glassblowing studios. If we still depended on hand-blown glass for all of our glass containers, we would see some major differences in the process of creating bottles and jars. First, there's the time. Hand blowing glass takes a significant amount of time, even for one simple container. In contrast, hundreds of jars per minute can be made using modern technology. This leads to the second advantage: price. Because of the automated and streamlined process, the price for manufactured containers is much lower than that of hand-blown glass. Third, manufactured bottles will be much more consistently uniform than bottles blown by hand. Automated glass manufacturing produces nearly identical batches of jars. Glass blowing is awesome for unique, beautiful pieces of art. But for lots of lower priced and uniformly shaped containers, automatic manufacturing is the preferred method to create glass bottles and jars. https://www.containerandpackaging.com/resources/glass-bottles-brief-history The invention and development of glass for domestic items including bottles, has been nothing short of revolutionary. The use of glass bottles, that could be easily washed, led to improved hygiene, and mass manufacturing of drinks of all types, including milk, cordial and alcoholic beverages.Green Glass Bottle Possibly a ginger beer bottle.Concave indentation at the base. Also on base are two raised lumps. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, glass -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Printing Press, Harrild and Sons, 1866
This Albion printing press was manufactured by Harrild & Sons of London and exported in 1868 from London to the colonial Western Victoria town of Coleraine, population of 700 at that time. It was installed in the Colerain Albion printing office. It was used to print the first edition of the Coleraine Albion newspaper in 1868 and continued until publication ceased in 1974. The Albion Press is still being used today by a volunteer printer in the “Examiners Office” in the village at Flagstaff Hill. Amongst the items produced are printed paper bags for the Tea Rooms and posters for visitors. ALBION PRINTING PRESS The Albion press was invented and manufactured in London by Richard Whittaker Cope around 1820 and was still being produced in the 1930s. The Albion was manufactured under licence by several companies from the 1850s onwards, one of which was Harrild & Sons of Fleet Works, London. Harrild & Sons describes its business as “printing materials manufacturer”. The business was established in 1807 by Robert Harrild and named R. Harrild & Co. In 1813 he showed that rollers could be used to ink a printing plate instead of inking balls, the method in use at the time. He then established a company to make the rollers. Eventually his company would make other printing materials and equipment. Robert’s sons joined him in the 1830s, when the company was renamed Harrild & Sons, and they continued to run the company after his death in 1853 and up until the mid-1900s. COLERAINE ALBION PRINTING OFFICE The Coleraine Albion Printing Office was established by W.L. Ambler. The first issue of the Coleraine Albion was dated 4th January 1868. Arrangements had been made to receive news from Melbourne, nearby provinces, other colonies and England. The second issue on 18 January 1868 printed articles from many agencies, including the Melbourne Age and the Warrnambool Examiner. The Albion office was sold to William Hatherleigh, formerly of Portland, in October 1868. Thereafter the Albion office had many owners. The last was L. A. & E. Oliver, who took over in January 1972 and was the last to be stated as printers and publishers of the Coleraine Albion. The office was wound up in 1974. The Albion Press and other equipment was distributed to Star printing in Terang. Star Printing donated the Albion press to Flagstaff Hill Maritime Village around 1980 and Stan Philp, owner of Philprint in Warrnambool, transported it to Warrnambool, brought it up to good working order and organised the supply of appropriate printer’s type. The Albion hand operated printing press is significant for producing the first newspaper in Coleraine, Western Victoria and continuing production for over 100 years. The Albion is technologically significant as a working example of a hand operated printer from the mid-19th century. The use of the printer is demonstrated by volunteers at Flagstaff Hill, printing items such as lolly and treat bays for use in the Village. The Albion is socially significant for its role in the isolated provincial colony, providing communication with the outside world, both in Australia and overseas. Newspaper printers were often amongst the first businesses of a small town. Printing press; hand operated Albion Press, Patent 2105. The machine has an upright iron frame at the back that supports the upper press that has a wooden handled metal bar is attached. The frame and legs support a thick metal flatbed. A metal leg supports the front of the press bed. The iron work is painted black with gold highlights. The decorative legs are finished with the golden feet of an animal. The frame above the metal bed includes a crown shaped finial symbol above the maker’s emblem. The maker’s details and the name of the printer are embossed on the upright frame. A plaque with the patent number is below a Lion and Unicorn emblem.Embossed maker’s emblem [A red cross - above a double ring – square inside ring – three banners below ring]. - Inside the double rings “PRINTING MATERIALS MANUFACTURE” - Inside the square, intertwined text “H & S” [representing Harrild & Sons] - Inside the three banners ““FLEET” “WORKS.” “LONDON.E.C.” Embossed across the shoulders “ALBION PRESS / HARRILD & SONS, / MAKERS LONDON.” Emblem above plaque [Lion and Unicorn] Embossed on the plaque “PATENT / 2105” Stamped into upright machine part above the printing bed “2105 / 1866” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, albion press, printing press, 1866 printing press, printing equipment, communications, coleraine albion printing office, coleraine newspaper, albion newspaper, south west victoria newspapers, harrild and sons london, richard whittaker cope, star printing terang, philprint, coleraine albion, hand operated press -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, Ivoryflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, Black plastic, "ARCHER" inscribed. "ARCHER" inscribed.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework -
 Flagstaff Hill Maritime Museum and Village
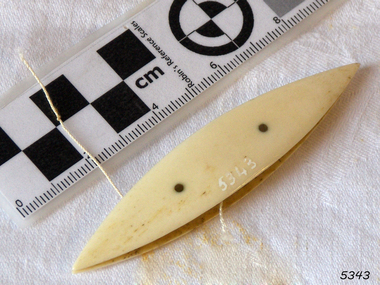
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, tortoise-shellflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework -
 Flagstaff Hill Maritime Museum and Village
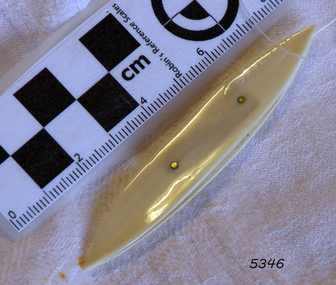
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, ivory, flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework -
 Flagstaff Hill Maritime Museum and Village
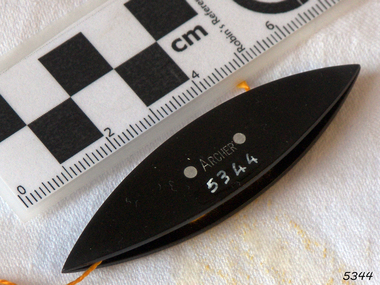
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, black plastic flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - 1853 Bendigo Goldfields Petition, abt 1990-2019
The Red Ribbon Movement of 1853 represented a significant series of events in the history of Bendigo. During that year there was much agitation on the Bendigo gold fields, particularly during July and August of 1853, directed against the payment of what the miners called a tax - a licence fee of thirty shillings ($3) a month for the right to search for gold on what was declared Crown land. They had to pay the licence whether they found gold or not. The miners, or diggers as they were called, also resented the means used by the authorities at the time to collect the gold licence - through so-called 'digger hunts'. The miners were expected to carry their licences with them, and the police, who were often untrained, used harsh methods to check these licences. In Bendigo, the miners took to wearing a red ribbon ‘as a symbol of their protest against the licence. Red was a very common colour in items such as shirts, so was readily available. Shopkeepers too tied red ribbons to their premises as a sign of support for the miners. It should be remembered at that time virtually everyone was a miner. The diggers also had their own banner, designed by William Dexter, a china painter from Devon. This flag showed the pick, shovel and cradle representing labour, the scales representing justice, the Roman bundle of sticks meaning unity and the kangaroo and emu of Australia Many thousands of Bendigo miners signed a petition to La Trobe, the Governor of Victoria, protesting against the licence fee. When the Governor rejected the petition, thousands of diggers marched in peaceful protest. Miners from White Hills, Eaglehawk, Golden Square, Kangaroo Flat as well as from Bendigo Flat, converged on what is now Pall Mall and View Point, surrounding the ~government camp on Camp Hill. The camp had been reinforced with soldiers of the 40 Regiment, as the Government feared bloodshed. The miners then gathered on the hill behind View Point to hear from their leaders - among them George Thomson, Captain Harrison, Captain Brown and W.D.C. Denovan. They resolved to pay a token fee often shillings ($1) for the September licence, whenthey met with Commissioners Panton and Wright on Camp Hill. Although Wright and Panton were sympathetic to the miners, the offer was rejected, but no licence fees were collected for September. Thus a possible bloody conflict was averted by the common sense shown by the miners' leaders and the commissioners. It was a truly democratic protest against arbitrary government and preceded the Eureka Stockade Incident by over a year. Bendigo Historical Society Committee on a Tram, two photos, one of five people standing behind a display cabinet, and the second one a Banner stretched across the tram. On the rear of the photo is "L-R Jim Evans, Terry Davidson, Ron Monro." Second from left is Jim Evans (President) and fourth from the left is Terry Davidson, with extreme right, Ron Munro (Vice President). In the cabinet is the 1853 Bendigo Goldfields Petition (Red Ribbon Rebellion) The society holds the petition in digital form. The diggers had their own banner, designed by William Dexter, a china painter from Devon. This flag showed the pick, shovel and cradle representing labour, the scales representing justice, the Roman bundle of sticks meaning unity and the kangaroo and emu of Australia history, bendigo, tram, 1853 bendigo goldfields petition, red ribbon rebellions -
 Bendigo Military Museum
Bendigo Military MuseumPhotograph - PHOTOGRAPHS WW1, Originals: 1915
The photos in the collection relate to Thomas Robert JONES No 1982 AIF. Refer Reg No 1377 for his service details..1) - .22) Photos, black / white, showing men, training, the desert, Dardanelles, Turkish prisoners, leaving Egypt. .23) - .44) Enlargement copies of photos .1) - .22), sepia.Hand written on the rear in pen: .1) Housing parade on the desert Egypt, bugler band 6th Battalion. .2) Australian Field Artillery exercising horses near the pyramids. .3) Some of the buglers of the 6th Battalion with their identification disks as eyeglasses. .4) Serving out rations. .5) 6th Battalion having a short halt during a route march on the desert. .6) 18 Pounder Field Gun Australian Artillery. .7) 'Come to the Cook House Door' 6th Battalion AIF. .8) Lieut WATSON - Machine Gun being vaccinated by Lieut BALFE A Coy. Both these Officers are amongst the fallen. .9) 6th Battalion AIF preparing to leave Mena Camp for the Dardanelles. .10) A Turk captured on the morning of 25th April 1915 on board the troop ship Galeka. .11) Wounded alongside of hospital ship Galeka. .12) HMS Vengeance at the Dardanelles. .13) Hospital ship Sudan off Gaba Tepe. .14) Observation balloon off Cape Helles. .15) British Destroyer off Cape Helles. .16) Cape Helles, Dandanelles. .17) Turkish prisoners captured at the Suez _ _ _ Barracks, Cairo. .18) Turkish prisoners. .19) <> Guides near pyramids Mena. .20) Method of irrigation on the Nile, Egypt. .21) Going on leave into Cairo. .22) View of Cairo mosques in foreground taken from the Citadel. .23) - .44) On rear in stamp form: Dennis Major, 7 Bancroft St Bendigo Vic 3550. Tel & fax 03 544 2445 photography, military, ww1 -
 National Wool Museum
National Wool MuseumTool - Grinder, 1960-69
Cooper S.E. Ball Bearing Grinder made and guaranteed by Sunbeam Corporation Limited. Grinders like this example have been made the same since the early 1900s, with this grinder thought to have been produced in the 1960s. It is belt driven, with the other end of the belt being attached to an engine; the same engine that would have powered the overhead shearing equipment in shearing sheds. It was common for shearing teams to bring their own equipment, especially pre-1960 as most shearing sheds were not connected to power, and shearers preferred to work with their own equipment. The engines that powered the shears and grinder were typically fuelled with kerosene or petrol. The large circular disks are attached to the bolt that protrudes from the grinder and fastened tightly with a nut. An example of seeing a similar grinder in action can be found on the following link - https://www.youtube.com/watch?v=O7eimI_Gm9o. Inventor Frederick Wolseley made the world's first commercially successful power-shearing system in Australia in 1888. US company Cooper, which had been founded in 1843 as a maker of sheep dip, began selling Wolseley equipment in the USA in 1895. The Chicago Flexible Shaft Company successfully entered the power-shearing market a few years later and entered a joint venture with Cooper. It set up a branch in Sydney and sold shearing sets, and engines to power them, into the Australian market. In 1921 the US parent company, realising it needed to make products whose sales were not as seasonal as those of shearing equipment, made its first household appliances and branded them Sunbeam. In 1933, changes in exchange rates and taxes led the company to manufacture engines and shearing equipment in Australia via subsidiary Cooper Engineering, which changed its name to Sunbeam in 1946. Although most Australians know of this company as a major manufacturer of household appliances, its rural division flourished and retained the Sunbeam name for shearing equipment even after it was taken over by New Zealand company Tru-Test in 2001. The grinder is formed from a central arch shaped block of green painted metal. Much of this paint has been lost to age, leaving the grinder in a ‘farm used’ condition with much surface oxidation present. On the front of the arch is a specification plate, reading “Cooper S.E. ball bearing grinder. Made and guaranteed by Sunbeam”. At the foot of the arch, three bolt holes are found for securing the grinder to the base of a solid wooden surface. Two of the bolt holes are found on the front of the grinder, with another found on the rear. From the central arch, a bolt protrudes to the right of the grinder. This large bolt is for securing a grinding plate to the grinder. Above the central arch is a pendulum which holds the comb / cutter that is being sharpened. From the pendulum, a large arm extends down (not pictured) to meet and strike the plate spinning at a rapid speed. On the left-hand side of the central arch of the grinder, a wheel is found which a belt is attached to for power. This belt is then attached to a separate engine, spinning the wheel and hence powering the grinder. The wheel is partially covered with a section of protective bent tube, designed to provide protection from the rapidly spinning wheel. Below this wheel is the belt shifter. It is designed to move the protective bent tube from one side of the grinder to the other, to accommodate the grinder in the setup of different shearing sheds. The two separate grinding plates are identical. They have a slight slope for sharpening the comb and cutters in the correct method, with a slight bias towards the base, or “tooth”, of the equipment. The disks have a large central bolt for attaching to the grinder. They have tags on the horizontal axis of the grinding plates, for securing the plates in transportation, and to help with initial alignment when setting up the grinder. The reverse of these grinding plates has the same green painted metal finish found on the grinder. This paint is also in a ‘farm used’ condition, with surface oxidation present. The grinder would be provided from the factory with a comb holder, shifter for securing the grinding plates, emery cloth and emery glue. The emery cloth is what does the actual grinding and is applied to the grinding disks, replacing once well worn. These items can be seen in the final images in the multimedia section, showcasing advertising for this grinder. Plate. Inscribed. “Cooper / S.E. BALL BEARING GRINDER / MADE AND GUARANTEED BY / Sunbeam / CORPORATION LIMITED / SYDNEY MELBOURNE / ADELAIDE BRISBANE ”sheep shearing, shearing equipment, sunbeam, grinder -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Razor Strop, circa 1922
A razor strop such as this one was used to sharpen and polish straight-edged razors. This particular design has a swivel hook with a locking clip that allows for movement as the strop is being used. This strop is branded "Sherlite". On May 5th, 1922 the Commonwealth officially accepted and advertised the Trade Mark Application of Thomas Sherry of Victoria, for the Trade Mark of "Sherlite" to be used under the heading of "Leather, Skins unwrought and Wrought”. Thomas Sherry’s application was to use the word “Sherlite” for detachable soles made of rubberised leather. Straight razors and cut-throat razors were the major tools for shaving before the safety razor was invented in the 1880s and even today specialist shaving shops still sell straight razors. Along with the razor, the process of shaving would commonly involve lathering up shaving soap with a shaving brush that had boar bristles. Men could own several razors and rotate them through the week and some shops sold the razors in a set, a razor for each day of the week. Straight razors could require stropping more than once during the shaving of a heavy beard, and stropping would also be performed at the end of each shave. Honing would only be performed two or three times a year, preserving the blade's edge. A lot of skill was needed to hone and strop the blades of these early razors and the methods to do so were a large part of the curriculum in Barber colleges. The razor would be sharpened on a grinding wheel then honed on sharpening stone and finally finished using a strop. Straight edge razors would usually be sold unfinished and that process would be completed by the customer. A razor strop, usually made from leather, thick canvas, or light timber, would be used to straighten and polish the straight razor for shaving. Strops could also be used to polish other blades such as knives, small metal tools, and chisels. Sometimes an abrasive polishing compound is also used to give a mirror finish. Some strops, such as this one in our Collection, are designed to be used while hanging from a nail or peg, while others are handheld. The person using the strop would draw the spine of the blade down along the strop with the blade following, without putting any pressure on the blade. At the end of the stroke, rotate the blade over its spine then draw the spine along the strop again so that the edge moves away from the top. The finer grade of leather strap is used to give the final finish.Razor strop, leather, and metal. Sherlite brand, double straps: two straps of different grade leather joined at ends with metal fittings. Stropping faces; sharpening surface is stained red and finishing surface is stained black. One end has a padded, bulbous-shaped leather grip handle, the other end has a metal, swivel hook hanger. Inscriptions painted in gold on leather at the hook end.Razor strop, leather and metal. Sherlite brand, double straps: two straps of different grade leather joined at ends with metal fittings. Stropping faces; sharpening surface is stained red and finishing surface is stained black. One end has padded, bulbous shaped leather grip handle, the other end has metal, swivel hook hanger. Inscriptions printed in gold on leather at hook end.Printed gold lettering stamped “Sherlite”flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shaving leather, shaving accessory, barber’s equipment, barber shop razor strop, razor strop, straight razor, razor and knife sharpener, sherlite razor strop, personal effects, toiletries, thomas sherry -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied, double collar lip; square upper with flared lower. Neck has seams and shoulder seam from 3-piece mould. Body with horizontal ripples tapers inwards to base. Push-up base with pontil mark and embossed inscription. Tape over wire around mouth. Cork remnants inside mouth. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Push-up base with pontil mark and embossed inscription. Base is uneven, glass composition has imperfections.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Neck has seams and shoulder seam from 3-piece mould. Body tapers towards base. Push-up base with pontil mark and embossed inscription. Base is uneven. Mouth has remnants of the seal in it and tape remnants around its outside. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim, Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Neck is slightly bulged and there is a mould seam where shoulder joins base. Body tapers inward to base. Uneven base with deep push-up centre with small pontil mark. Scratches and imperfections in glass. Also encrustations on surface. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has remnants of tape and wire seal. Mould seam around shoulder. Body tapers slightly inward to the base. Push-up base has pontil mark and is embossed in large letters. Base is uneven. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable