Showing 193 items
matching bases
-
 Kew Historical Society Inc
Kew Historical Society IncPhotograph - Gates, Victoria Park, 1988
The Kew Asylum Entrance Gateway and an adjacent gate lodge were built at the Princess Street entrance in 1873.1 The imposing sandstone pillars and cast-iron gates impressed upon visitors the therapeutic and civilising vision of the asylum. The entrance opened onto a tree-lined drive (now known as Main Drive) which culminated in an elliptical carriageway in front of the main building. (Heritage Council of Victoria)Colour photographic positive of the former Kew Asylum Gates which were relocated in 1942 to Victoria Park in High Street, Kew. The gates were listed by Heritage Victoria in 2020. The citation reads: "The Former Kew Asylum Entrance Gateway consists of two 4.5 metre sandstone gate piers on bluestone bases on either side of a 5.5 metre vehicle entrance set back from the High Street pavement. The 1870s gate piers are of Barrabool sandstone and repairs during 2015-16 were undertaken with sandstone from English Town, Tasmania. The gate piers are highly decorative and feature oculi, triglyphs, dentils, corbeling and other ornamental work. Each gate pier incorporates a pedestrian archway with a cast-iron pedestrian swing gate. Two curved sections of cast-iron palisade fencing on rusticated bluestone blocks extend from the outer edges of the piers to a set of shorter sandstone pillars on the High Street pavement. Straight sections of cast-iron fence extend 4.5 metres ending at two bluestone pillars. Garden beds have been created within the curved sections of fencing, bordered by concreted bluestone and planted with shrubs." (Heritage Council of Victoria)gates -- kew asylum, gates -- victoria park -- kew (vic.) -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1880s to 1910’s
This handmade green glass bottle was made using the turn-moulded or rotated-moulded method, a variation of the mould-blown process. The bottle has the remnants of a cork seal in its mouth. It possibly contained ginger beer, soda or mineral water, flavoured drinks, liquor or wine. The bottle’s shine has been worn from around 3/4 of its body, indicating that it has been resting horizontally on an abrasive surface, perhaps in the ground or on a river or sea bed. TURN-MOULDED BOTTLE production method This bottle was handmade using the ‘turn-moulded’ process, one of a variety of mould-blown processes that followed the earlier mouth-blown method. The maker would add a portion of hot soft glass to the end of his blowpipe then blow air through the pipe while placing the end inside a bottle mould. The mould was then turned and twisted, giving the bottle a round, seamless body, and usually a round indented base. The cooled body of the bottle would then be finished with the addition of an applied top. A small amount of soft glass would be applied to the top of the bottle and a lip would be formed using a tooling implement. A concentric ring would also form below the lip, caused by the rotated lipping tool. The bases of bottles made with the turn-moulded method were generally not embossed but would commonly have a mamelon or ‘dot’ in the centre of the base. SEALING THE BOTTLE After filling this type of bottle with its contents it is then sealed with a straight, cylindrical cork with the aid of a hand operated tool called a bottle corker. The bottle corker compresses the cork as it is driven into the bottle. Once inside the bottle the cork expands evenly into the opening to tightly seal the contents – the denser the cork the better the seal. Brown, brown glass. Handmade turn-moulded bottle with seamless body and tooled lip. Deeply indented base has push-up mark with a ‘mamelon’ nipple-liker bump in the centre. Bottle is straight from base to half height then tapers to a shoulder over the next quarter, than almost straight up to the mouth. Produced in 1880s to 1910’s. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, brown glass bottle, handmade glass bottle, bottle with indented base, turn-moulded bottle, rotate-moulded bottle, tooled lip on bottle mouth, applied lip bottle, bottle corker, ginger beer bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1880s to 1910s
This handmade green glass bottle was made using the turn-moulded or rotated-moulded method, a variation of the mould-blown process. The bottle has the remnants of a cork seal in its mouth. It possibly contained ginger beer, soda or mineral water, flavoured drinks, liquor or wine. The bottle’s shine has been worn from around 3/4 of its body, indicating that it has been resting horizontally on an abrasive surface, perhaps in the ground or on a river or sea bed. TURN-MOULDED BOTTLE production method This bottle was handmade using the ‘turn-moulded’ process, one of a variety of mould-blown processes that followed the earlier mouth-blown method. The maker would add a portion of hot soft glass to the end of his blowpipe then blow air through the pipe while placing the end inside a bottle mould. The mould was then turned and twisted, giving the bottle a round, seamless body, and usually a round indented base. The cooled body of the bottle would then be finished with the addition of an applied top. A small amount of soft glass would be applied to the top of the bottle and a lip would be formed using a tooling implement. A concentric ring would also form below the lip, caused by the rotated lipping tool. The bases of bottles made with the turn-moulded method were generally not embossed but would commonly have a mamelon or ‘dot’ in the centre of the base. SEALING THE BOTTLE After filling this type of bottle with its contents it is then sealed with a straight, cylindrical cork with the aid of a hand operated tool called a bottle corker. The bottle corker compresses the cork as it is driven into the bottle. Once inside the bottle the cork expands evenly into the opening to tightly seal the contents – the denser the cork the better the seal. This turn-moulded glass bottle is made distinctive due to its round seamless body and indented base.Bottle, dark green glass. Handmade turn-moulded bottle with seamless body and tooled lip. Deeply indented base has push-up mark with a ‘mamelon’ bump in the centre. Bottle is straight from base to half height, then tapers to a shoulder over the next quarter, than almost straight up to the mouth. The shine has been worn from three-quarters of the body of the bottle. There are particles adhered to the inside of the bottle. Possibly used for ginger beer. Produced in 1880s to 1910’s. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, green glass bottle, handmade glass bottle, bottle with indented base, turn-moulded bottle, rotate-moulded bottle, tooled lip on bottle mouth, applied lip bottle, bottle corker -
 Glen Eira Historical Society
Glen Eira Historical SocietyAlbum - Album page, Balaclava Road Tram Shelter, Circa 1972
This photograph is part of the Caulfield Historical Album 1972. This album was created in approximately 1972 as part of a project by the Caulfield Historical Society to assist in identifying buildings worthy of preservation. The album is related to a Survey the Caulfield Historical Society developed in collaboration with the National Trust of Australia (Victoria) and Caulfield City Council to identify historic buildings within the City of Caulfield that warranted the protection of a National Trust Classification. Principal photographer thought to be Trevor Hart, member of Caulfield Historical Society. Most photographs were taken between 1966-1972 with a small number of photographs being older and from unknown sources. All photographs are black and white except where stated, with 386 photographs over 198 pages. From Victorian Heritage Database citation H0174 TRAM VERANDAH SHELTER CORNER BALACLAVA AND ORRONG ROADS CAULFIELD NORTH - Vic Heritage Register https://vhd.heritagecouncil.vic.gov.au/places/2721 (as at 28/10/2020) The waiting shelter at the corner of Balaclava Road and Orrong Road, Caulfield was constructed in 1916/17 for the Prahran and Malvern Tramways Trust and is one of only three remaining tram shelters in Melbourne designed in the form of a verandah. The shelter has a corrugated iron roof fixed to an angle iron roof frame. The roof, which extends in the form of a skillion over the pavement, is supported on three squared, chamfered timber posts at the rear and three cast iron reeded columns with round bases and Corinthian capitals at the front. (The columns are hollow and function as downpipes, with rainwater discharging from the verandah roof, through the columns and under the ground). The shelter has a rinceau pattern frieze along the road frontage with centrally placed shield motif (which does not contain a coat of arms). The side and rear panels are lined with ripple iron and the upper panel at the rear is lattice work. The shelter has two timber slatted bench seats.From Victorian Heritage Database citation for H0174 TRAM VERANDAH SHELTER CORNER BALACLAVA AND ORRONG ROADS CAULFIELD NORTH - Vic Heritage Register https://vhd.heritagecouncil.vic.gov.au/places/2721 (as at 28/10/2020) How is it significant? The waiting shelter at the corner of Balaclava Road and Orrong Road, Caulfield is of historical and architectural significance to the State of Victoria. Why is it significant? The waiting shelter is of historical significance for its association with the development of the suburban (electric) tram network which assisted the expansion of Melbourne as a suburban metropolis. It is also of historical significance for its connection with the Prahran & Malvern Tramways Trust. The Prahran & Malvern Tramways Trust (1907-1920) was the first municipal electric tramway in Melbourne, becoming the largest and most successful of all the municipal tramway trusts. Its services played a key role in facilitating suburban expansion and the development of the southern and eastern suburbs. The growth of tramways was one of the greatest municipal developments in Victoria during the first decade of the twentieth century. The waiting shelter is an important remnant of this period of Melbourne's transport history and a tangible reminder of the Prahran & Malvern Tramways Trust. The shelter indicates the extent of the Prahran & Malvern tram network. The waiting shelter at corner of Balaclava Road and Orrong Road, Caulfield is one of only three remaining tram shelters in Melbourne designed in the form of a verandah. The waiting shelter is of architectural significance for the distinctive design and construction which is unique to the Prahran & Malvern Tramway Trust tram network. The shelter was designed by notable Melbourne architect Leonard J. Flannagan (1864-1946). Flannagan was responsible for a number of buildings for the Prahran and Malvern Tramways Trust including the early waiting shelter at the junction of Dandenong Road and Hawthorn Road, Caulfield, and sections of the tram depot at Malvern, and also designed a depot for the Hawthorn Tramways Trust. The waiting shelter, a conservative design influenced by Victorian architecture, is based on the Melbourne City Council late 19th century standard cast iron verandah. It is of significance as an intact example of the cast iron type shelter and for its detail, including Corinthian columns and a 'rinceau' pattern cast-iron frieze. The shelter is largely in keeping with the original design and retains its integrity. The cast iron waiting shelter is also of significance as an unusual example of early twentieth century street architecture. Page 155 of Photograph Album with one landscape photograph of a tram shelter on Balaclava Road.Handwritten: BALACLAVA ROAD TRAM SHELTER [top] / 155 [bottom left]trevor hart, verandah, garden, grimwade house, grimwade, orrong road, balaclava road, melbourne grammar, melbourne grammar junior school, mgs, m.g.s, school, tram shelter, waiting shelter, prahran & malvern tramway trust, leonard j. flannagan, cast iron verandah, cast iron type shelter, corinthian columns, 'rinceau' pattern cast-iron frieze, rinceau, cast iron frieze, victorian style, caulfield north, leonard flanagan, cast iron work, prahran and malvern tramways trust, trams -
 Melton City Libraries
Melton City LibrariesPhotograph, Melton Railway Bridge, c.1884
"The Melton Viaduct, opened in 1886, is of State heritage significance as a very large and visually distinctive wrought iron, lattice girder trestle bridge over the Werribee River (now Melton Reservoir). It comprises 18.3 and 9.1 metre spans, in a generally alternate arrangement, of total length 375 metres, and standing 38 metres over the Werribee River. Wrought iron small section iron was used to build tension trussed trestle legs, which supported four lines of rivetted wrought-iron deck-type double lattice trusses. It has bluestone abutments and pier bases of coursed rock-faced bluestone with drafted margins. The larger half-piers, now usually submerged in the Melton Reservoir have sharp tapered cutwaters and curved coping at the tops. While designed to carry two rail tracks it has only ever been used as a single track line. Despite several alterations to its deck structure, it remains an outstanding example of a lighter structural design employing open metal trestle supports and metal truss girders. The direct Melbourne to Ballarat railway link of which the Melton viaduct was the major engineering work contributed significantly to the history and development of Victoria. This new link reflected Ballarat’s diversifying economy as well as the commercial and political influence of the metropolis. Construction of the bridge, and the associated large workers camp, were extensively photographed, documenting an important episode in local history. The railway enabled the development of new industries in the Melton area, notably the timber industry and a chaff industry of national importance, greatly facilitated the later transition of the Shire from a pastoral to a farming economy, and struck a major blow to Melton township’s era as a wayside town servicing Ballarat road (especially coach) traffic". Melton Railway Bridge being built across the Werribee Rivertransport -
 Bendigo Military Museum
Bendigo Military MuseumPhotograph - PHOTOGRAPH, FRAMED, Vincent Kelly
IAN ALFRED (Joe) LYONS MBE Born 16.2.1915 in Bendigo enlisted in the RAAF aged 25 years on 27.5.1940, No 400095. Starting in the ranks as an LAC, he rose to Flt/Sgt pre-embarkation. He embarked for the Middle East on 2.11.1941before dis-embarking to serve with No 3 Sqd RAAF. During heavy action on 8.1.1942, his plane was forced down due to engine damage. It landed in an enemy minefield and when it came to a halt, its wheels were straddling a mine. After being rescued by a British officer, dozens of mines were located and dug up. On return, some 15 miles from base, the vehicle Lyons was travelling in hit a mine (on 9.1.1942), resulting in 5 KIA or WIA. Lyons spent 2 weeks in hospital with severe concussion and deafness. Lyons the embarked for Australia on 11.3.1942 before disembarking on 18.4.1942. He was posted to Townsville with 82nd Sqd on 27.6.1944. Subsequently he was posted to Noemfoor Island on 21.9.1944 as Operational with 82nd Sqd and promoted to Flt/Lt (Temp.) on 3.1.1945. On 6.1.1945 he was posted to 77Sqd as Operational on Morotai. This deployment ended on 9.7.1945. Records show that he flew 26 Strike/Attack missions and 13 others with both squadrons. Post WW2, Lyons remained with the RAAF with a new service number (033072). On 2.2.1948 he was posted to Japan before returning to Australia on 28.8.1948, apparently for medical reasons. He was appointed Flt/Lt on 23.9.1948 before returning to JApan and Korea on 22.8.1950. He was awarded an MBE as Operations Officer with 77Sqd for 'Outstanding enthusiasm and energy at 3 Korean bases'. A US Bronze Star was awarded to Lyons for 'Distinguished and meritorious service as Operations Officer in Korea during the period 14.10.1950 to 17.2.1951'. After Korea, Lyons received a number of posting from Victoria to Western Australia. He was awarded the Air Efficiency Medal in 1964. At his own request, Flt/Lt Ian Alfred 'Joe' Lyons MBE, retired from the RAAF HQ OP COM on 15.12.1967. The photograph is part of the Ian A. 'Joe' Lyons MBE Collection.Framed hand tinted colour head and shoulders photograph of a man in an RAAF uniform. The photograph is bordered with a light brown matt. THe wooden frome is painted white and gold. A white printed label bearing the name of the man is located below the photograph. Clear perspex covers the photograph. The photographer's name also appears below the photograph. The rear of the frame is covered in brown paper secured with masking tape. Two eyes and white cord are attached for hanging purposes.Handwritten in black below the photograph: 'VINCENT KELLY, Bendigo'.raaf uniform, photograph, flight lieutenant ian a. lyons -
 National Wool Museum
National Wool MuseumFunctional object - Wool Winder, pre. 1950
Originating from Scotland pre-1950, this wool winder is ornately decorated featuring a male figure at its peak and a cherub at its base. Wool Winders are practical objects typically with minimal decoration; however, Wool Winders with ornate design features do exist. Scrimshaw (whale ivory) was a popular choice of material in the 18th and 19th century. It is smooth, preventing yarn from getting caught when unwinding, as well as having artistic beauty. Wool winders require a heavy base, as to not topple over when in use. It is popular to decorate these bases on more elaborate winders, such as shown in this example. The bows featured to tie the wood segments together is another feature of more elaborate models of wool winders, also highlighted in this example. This winder began life in the possession of Annie Crawford. The Crawford name has a strong connection with the town of Paisley, Scotland, and its Woollen Mills. The Crawford name can be seen working at the Woollen Mills in the 1851 Scotland Census, with Robert and his brother’s James and John working as Wool dyers. Their father Alexander also worked as a Loom Weaver. The winder immigrated with Annie when she, her husband and 3 children travelled to Australia, ready to start a new life. Most of their possessions were left behind in Scotland. This winder accompanied the family on their journey; so it stands to reason that the winder was special to them. Annie Crawford passed the winder onto her eldest daughter Joan Crawford. Joan did not have any children and so she passed the winder onto the eldest female grandchild, Fiona Crawford. Fiona Crawford continued the connection of the Crawford name with textiles, with an exhibition titled "When you go looking for me, I am not there". Utilising medieval embroidery tradition of ‘Punto Assisi, the exhibition was a reflection on the lack of women recorded in history, particularly their contribution to the domestic arts. Her work investigates both the absence of women while also honouring the unknown female makers of this now highly desired art. The Wool Winder was donated to the National Wool Museum in 2021 by Dianne Crawford, the sister of Fiona Crawford. Umbrella swift style wool winder made of metal, wood, and ribbon. Decorated at its highest point with a sculpted man standing on one leg, holding what is perhaps a rolled newspaper as though he may be bidding at an auction. Or perhaps he is holding a hank of wool. The man stands upon a three-tier platform of decreasing size and design which leads to the central metal shaft. At the base, the winder is decorated with an engraved cherub. Both figures have a small hole in one of their hands, indicating that they originally held something. Unfortunately, it is not known what this is. From the central metal shaft, this winder has 2 rows of 6 arms radiating out. These arms cross in the middle to form an X. These arms are also connected horizontally with additional arms which cross. This all forms an intricate web design, tied together with ribbon. The size of the web these arms create is adjustable, to accommodate yarns of different length. Beneath the second row of arms is a locking screw which holds this row at the desired height and width. This entire top section, beginning at the central metal shaft, can be unscrewed from its base for easier storage. The base begins in a wooden circular shape growing into a smaller ornately designed raise on which the cherub sits. From the head of the cherub the central metal shaft begins.paisley, scotland, wool winder, immigration -
 NMIT (Northern Melbourne Institute of TAFE)
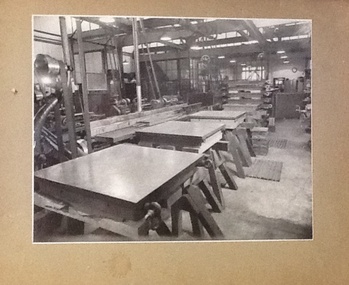
NMIT (Northern Melbourne Institute of TAFE)Photographs - CTS 1940-1943, Collingwood Technical School. Defence Training Scheme, 1940-1943
Collingwood Technical School trained apprentices in many trades. CTS was also invlved in Training Schemes during the late 1930s and during World War II. These photographs depict some of the machines and machine parts built in class. These are high quality professional photographs taken circa 1940-1943. At this time , CTS was part of the Defence Training scheme. These photographs are a visual record of this scheme.6 black and white photographs mounted on brown card. Photographs depict various aspects of lathe work undertaken during the Defence Training Scheme, 1940-43. Also a smaller photograph of a Moultar Thread Milling Machine 1941.Each photograph has a hand written caption on the back. Captions: 1. Finished surface plates for R.A.A.F. / standing on trestle after scraping. Stack of / others in background waiting for scraping. 2. Lathe bodies in foreground, with machined / parts of lathes in middle distance, and milling / cutters, gauges and bearings in background. 3. Frames of glass splitting machines, thread / rectifying machines, and two types of milling / machine vises made in technical schools. 4.View of engineering machine shop. Carbon dioxide / freezing box in foreground, and stack of / surface plates for RAAF in middle / distance. 5.Fan geared lathes, 6 inch centres, with / self-contained motor drives, made for / cartridge factory. To be used for making / this 6.Freezing of cast iron surface plates / in layers of solid carbon dioxide / blocks. Smaller photograph has a handwritten note on the reverse: 'this photograph shows how, with the aid of a 3ft. extension mounted in front of the tool box, on which Mr. Grubb sen. is seated, these large milling machine bases ... machinists at Collingwood Technical School. A Strang, Principal 21.4.1941'. collingwood technical school, cts, apprentices, students, defence training scheme, lathes, machinery, machine parts, nmit, -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Glass Bottle, mid-19th century to 1902
This handmade glass bottle was recovered from the wreck of the 1895-1902 ship Inverlochy and is part of the John Chance Collection. The bottle has side seams that extend from base to mouth, indicating that it would have been made in a mould. The parallel, diagonal lines are likely to have been made by the molten glass being mouth-blown into the mould. The mould would have also had the pattern for the embossed numbers in the base. The seamless applied mouth would have been added after the bottle was removed from the two-piece mould. The even neck of the bottle would have probably been sealed with a cork or glass stopper. Bottles similar to this one were used for medical (apothecary) and cosmetic purposes. Bottles with these features date from around the late 19th to early 20th century. Bottles began to have embossed numbers on the bases from the late 19th century and the practice continues into modern times. The numbers may represent the date of manufacture i.e. “4188” may be 4th January 1888. It may instead be the date of the patent or design pattern number. This bottle may have been made around 1888 and the latest it could have been made was 1902, the year of the wreck of the Inverlochy. THE INVERLOCHY (1895-1902) - The Inverlochy was a steel sailing barque built in Scotland in 1895 for international trade. In 1902 the Inverlochy left Liverpool under the command of Captain E.R. Kendrick. There were 21 officers and crew and the captain’s wife Mrs Kendrick, on board, bound for Australia with cargo that included tools, chemicals, liquor (beer, whisky, stout, rum, and brandy), steel, iron, wire netting, hoop iron, tinplate and pig iron), and steel wire for the Melbourne Tramway Company, tiles, soap, soft goods and earthenware. On December 18 almost at their destination, the Inverlochy ran aground on Ingoldsby Reef at Point Addis, near Anglesea. The crew and passengers left the ship via lifeboat and landed at Thompson’s Creek, then walked about 20 kilometres to Barwon Heads. Salvagers were interested in the 10 miles of cable in the hold. Mrs Kendrick’s ‘high grade’ bicycle was amongst the items salvaged but she lost her jewellery and two pianos. By February 1903 the ship had broken up and objects such as bottles and casks of liquor were washed ashore. Bad weather shook the wreck in June 1903, causing the ship’s spars and figurehead to be washed ashore. This glass bottle is historically significant as it represents methods of storage and manufacture that were used from the 19th century and into the early-20th century, before machine made bottles were becoming common. The shape and size of the bottle are similar to bottles used for medical and cosmetic purposes in that period. The glass bottle also has significant as it was recovered by John Chance, a diver from the wreck of the Inverlochy in the late 1960s to early 1970s. Items that come from several wrecks along Victoria's coast have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. This glass bottle is significant because of its historical connection to the barque Inverlochy, which is an example of a commercial international steel sailing barque and is listed on the Victorian Heritage Database VHR S338. The Inverlochy is significant for its cargo, which is a snapshot of the kind of goods imported into Australia at the turn of the 19th century, including cable for the Melbourne Tramway Company. The wreck of the Inverlochy is important as an accessible dive site that shows the remains of a large international trading vessel and its contents. It is valuable for an insight into Victorian era of shipping and maritime history. Bottle; clear glass, round, handmade. Narrow lip is flat across top and on side edge, neck is straight, about a third of the bottle’s height. The shoulder is rounded, and the body has straight sides with two side seams from below the lip to the base, which is shallow. Outer glass surface is rough, inner surface has areas of dried, light coloured substance. The body has several diagonal parallel lines and areas with opalescent shine. Base has embossed inscription. Embossed inscription on base "4188".flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john chance, inverlochy, scotland, captain e.r. kendrick, melbourne tramway company, ingoldsby reef, handmade, glass bottle, apothecary, cosmetic, mould blown, vintage, two-piece bould, point addis, medicine -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Glass Bottle, mid-19th century to 1902
This handmade glass bottle was recovered from the wreck of the 1895-1902 ship Inverlochy and is part of the John Chance Collection. The bottle has side seams that extend from base to mouth, indicating that it would have been made in a mould. The parallel, diagonal lines are likely to have been made by the molten glass being mouth-blown into the mould. The mould would have also had the pattern for the embossed numbers in the base. The seamless applied mouth would have been added after the bottle was removed from the two-piece mould. The even neck of the bottle would have probably been sealed with a cork or glass stopper. Bottles similar to this one were used for medical (apothecary) and cosmetic purposes. Bottles with these features date from around the late 19th to early 20th century. Bottles began to have embossed numbers on the bases from the late 19th century and the practice continues into modern times. The numbers may represent the date of manufacture i.e. “463” may be April 1863. It may instead be the date of the patent or design pattern number. This bottle may have been made around 1863 and the latest it could have been made was 1902, the year of the wreck of the Inverlochy. THE INVERLOCHY (1895-1902) - The Inverlochy was a steel sailing barque built in Scotland in 1895 for international trade. In 1902 the Inverlochy left Liverpool under the command of Captain E.R. Kendrick. There were 21 officers and crew and the captain’s wife Mrs Kendrick, on board, bound for Australia with cargo that included tools, chemicals, liquor (beer, whisky, stout, rum, and brandy), steel, iron, wire netting, hoop iron, tinplate and pig iron), and steel wire for the Melbourne Tramway Company, tiles, soap, soft goods and earthenware. On December 18 almost at their destination, the Inverlochy ran aground on Ingoldsby Reef at Point Addis, near Anglesea. The crew and passengers left the ship via lifeboat and landed at Thompson’s Creek, then walked about 20 kilometres to Barwon Heads. Salvagers were interested in the 10 miles of cable in the hold. Mrs Kendrick’s ‘high grade’ bicycle was amongst the items salvaged but she lost her jewellery and two pianos. By February 1903 the ship had broken up and objects such as bottles and casks of liquor were washed ashore. Bad weather shook the wreck in June 1903, causing the ship’s spars and figurehead to be washed ashore. This glass bottle is historically significant as it represents methods of storage and manufacture that were used from the 19th century and into the early-20th century, before machine made bottles were becoming common. The shape and size of the bottle are similar to bottles used for medical and cosmetic purposes in that period. The glass bottle also has significant as it was recovered by John Chance, a diver from the wreck of the Inverlochy in the late 1960s to early 1970s. Items that come from several wrecks along Victoria's coast have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. This glass bottle is significant because of its historical connection to the barque Inverlochy, which is an example of a commercial international steel sailing barque and is listed on the Victorian Heritage Database VHR S338. The Inverlochy is significant for its cargo, which is a snapshot of the kind of goods imported into Australia at the turn of the 19th century, including cable for the Melbourne Tramway Company. The wreck of the Inverlochy is important as an accessible dive site that shows the remains of a large international trading vessel and its contents. It is valuable for an insight into Victorian era of shipping and maritime history. Bottle; clear glass with opalescent shine in places, round, handmade. Narrow lip is flat across top and on side edge, neck is straight, about a third of the bottle’s height. The shoulder is rounded, and the body has straight sides with two pronounced side seams from below the lip to the base, which is shallow. Outer glass surface is smooth, inner surface has areas of dried, light coloured substance. Base has embossed inscription. Embossed "463" and logo symbol [trident]flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john chance, inverlochy, scotland, captain e.r. kendrick, melbourne tramway company, ingoldsby reef, handmade, glass bottle, apothecary, cosmetic, mould blown, vintage, two-piece bould, point addis, medicine -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied, double collar lip; square upper with flared lower. Neck has seams and shoulder seam from 3-piece mould. Body with horizontal ripples tapers inwards to base. Push-up base with pontil mark and embossed inscription. Tape over wire around mouth. Cork remnants inside mouth. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Push-up base with pontil mark and embossed inscription. Base is uneven, glass composition has imperfections.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Neck has seams and shoulder seam from 3-piece mould. Body tapers towards base. Push-up base with pontil mark and embossed inscription. Base is uneven. Mouth has remnants of the seal in it and tape remnants around its outside. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim, Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Neck is slightly bulged and there is a mould seam where shoulder joins base. Body tapers inward to base. Uneven base with deep push-up centre with small pontil mark. Scratches and imperfections in glass. Also encrustations on surface. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has remnants of tape and wire seal. Mould seam around shoulder. Body tapers slightly inward to the base. Push-up base has pontil mark and is embossed in large letters. Base is uneven. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from an unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, Tall slim gallon style. Applied double collar lip; upper is straight, lower is flared. Lip has bumps around the top. Neck has slight taper towards shoulder, which has a shoulder seam from the mould. Body tapers inwards towards base. Push up base has a pontil mark. Base is embossed.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. However, this bottle is rare, in that the base has been embossed then over-embossed with the same text, letters overlapping. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is a rare find, in that the base has been over-embossed with the same lettering, letters overlapping one another. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, over embossed, brown glass, handmade, rare. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has sealing tape remnants around top. Mould seam around shoulder. Body tapers inwards to push-up base. Top edge of lip has application faults. There is also a rectangular indent in the upper edge of lip. Base is embossed and over embossed, with the letters overlapping each other. Embossed on base "6 TO THE GALLON", then over-embossed with the same "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable, over embossed, rare -
 Ballarat Tramway Museum
Ballarat Tramway MuseumManual, Doug Prosser, "General Electric Data for Car Equipment Maintenance", 1998
A black plastic folder containing a set of 38 General Electric Data Sheets for MMTB and tramway trust equipment, dated July 8 1924. Contained in folder with flexible clips. Pages have been punched with four holes. Copy of document made for BTM Feb 1998 by Doug Prosser. For scan of list - see btm780sheet.pdf General Electric Data for Car Equipment Maintenance Contents For scan see btm780d1 (5 pages) Title sheet Data contents summary sheet showing manual prepared for Melbourne & Metropolitan Tramways Board Including Footscray Tramway Trust Hawthorne Tramways Trust Melbourne, Brunswick and Coburg Tramway Trust Prahran and Malvern Tramways Trust. 2 sheets dated July 8, 1924 giving equipment schedules for the various operators, and diagrams. - hard to read the background sheet information. Does not reference the tramcars. For scan see btm780d2 (54 sheets - items 1 to 27) 1. Methods of Removing the Armature from Box Frame Railway Motors Dated 9/1924, 7 pages 2. Instructions for order Magnet Frames for Railways and Mine Haulage Motors 2 pages, not dated 3 Winter Covers for Ventilated Railway Motors - 2 pages 4 Better Commutation for Railway Motors - 1 page 5 Commutator Grooving Machines - 1 page 6 Railway Motor Armature Coils - 2 pages 7 Carbon Brushes for Railway motors - including brush pressure adjustment - 2 pages 8 Renewable Carbon-Way Brush holders for Railway Motors - 2 pages 9 Commutator Grooving Machines (2nd version) - 2 pages 10 The Repair of Railway Motor Commutators - 3 pages 11 Dimensions of Electrical Apparatus used with 600-volv Type PC railway control equipment, (Sheet 15380, dated 2/1/1924) - 1 sheet including · US-13-E Trolley Base, · MS-118-A main switch, · MA-13-F Fuse Box, · MD3 - lightning Arrester, · BJ-386-B Distributing Box, · Type BG Railway Resistors. 12 Connections of Type KM-63-BR Railway Controllers and Equipment - Drawing 15257, 1 page, dated 1/3/1921 with dimension details on rear of type K-63-BR railway controller equipment including: · SG Resister, · BK-13-A Insulator, · MR11 - Circuit breaker, · MD3 - Lightning Arrester box, · K63-BR Controller, · US15C Trolley Base. 13 Method of Supporting Railway Resistors using Porcelain Bolt insulators for 600 and 1500 Volt Work. Drawing dated 1/11/1923, No. 15249B - 1 page 14 Dimensions of Electrical Apparatus used with 600-volv Type M railway control equipment, (Sheet 15381, dated 2/1/1924) - 1 sheet including · US-13-E Trolley Base, · MS-118-A main switch, · MA-13-F Fuse Box, · MD3 - lightning Arrester, · BJ-386-B Distributing Box, · Type BG Railway Resistors. 15 Dimensions of Electrical Apparatus used with 600Volt, Type PC Railway Control Equipment. Drawing No. 15382, dated 2/1/1924. Includes: · C129-A Master Controller, · DA82C Coupler sockets, · MS-14-G switch, · MS-46-H switch. 16 Dimensions of Electrical Apparatus used with 600-volv Type M railway control equipment, (Sheet 15383, dated 2/1/1924) - 1 sheet including · C-169-A Controller · DA-69-B Coupler Socket and DC-66-C Coupler Plug · MS-14-G Switch · MS-46-H-Switch 17 Method of Making Tap Connections for Car Cables -= SD 15468, 1/11/1924, 1 page 18 The Repair of 600 Volt Railway Motor Armatures, 64408, 9/2/1924, 4 pages 19 Proper Method of Mounting and Dismounting Railway Motor Pinions. - 2 pages 20 Pinion Pullers for Railway Motors - 2 pages, dated 8/1/1924. 21 The Care of Railway Motor Bearings - 4 pages 22 Oil Scraper Rings for Air Compressors - 64590 - May 1924 - 1 page 23 Finger Bases for type K 63 controller 1 page 24 Adjustment of Drum Controller fingers - 29/1/1924, 64600A - 1 page 25 Star Wheels for Type K Controllers - 64603 - 1 page 26 Soldering Aluminium Controller Cylinder Castings - 2 pages 27 Porcelain Bolt Insulators for Railway Service - and drawing on rear showing mounting arrangement of resistor Grids - 2 pages. For scan see btm780d3 (13 pages) 28 Connections of Armature and Field Winding for GE-201-F and GE 263A railway motors. DS37869 29 Connections of Armature and Field Winding for GE-201-I railway motors. K1629303 30 Connections of Armature and Field Winding for GE-202 motor, DS 10472 31 Connections of Armature and Field Winding for GE-203 A and GE 226 railway motors. DS23869. 32 Connections of Armature and Field Winding for GE-241 motors - K1629077 33 Connections of Armature and Field Winding for CP25A Air compressor 34 Connections of Armature and Field Winding for CP27A Air compressor 35 Connections of Armature and Field Winding for GE-258 and GE 264 railway motors. K1629343. 36A- Dimensions of Type K-63-BR Railway Controller Equipment 36 US-13-E Trolley Base for Railway Service - 3/1/1923, 64823 - 2 pages 37 Copy of M&MTB (Eastern System) Certificate of Competency as Motorman. 38 Photocopies of a series of four photos of 22E trucks under an SEC tramcar. For scan see btm780d4 (40 pages) 39 Sprague G-E Multiple Unit Control, Type PC, Instruction Book 84772 - Oct. 1922 - 40 Pages. Images of sheets added 2-11-15 trams, tramways, general electric, motors, controllers, trolley pole bases -
 Lara RSL Sub Branch
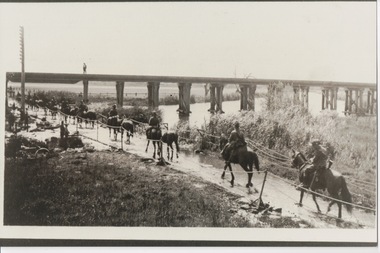
Lara RSL Sub BranchPhotograph, Set 4 photographs. and others for Torquay Light Horse camp, 1940
These images capture for all time Light Horsemen travelling through Geelong on their way to camp at Torquay for the last Group meeting in Australia . information following - details obtained from .........https://torquayhistory.com/light-horse-brigade/ On Australia Day, 1997, Sir John Young unveiled this plaque on Point Danger, Torquay. Torquay history, Light Horse Training Camp, WW2 Plaque at Pt. Danger Note----- (See images to view plaque) The plaque identifies a significant event in Torquay’s history and the sentiments of ‘change’ for the Light Horse Brigade – from horses to machines. In 1940 the four Light Horse Regiments (4th, 8th, 13th and 20th), some 5000 Light Horse and 2000 horses camped and trained at Torquay. Three other regiments, formerly mounted on horses, were also at Torquay ‘mounted’ on privately owned trucks and cars. Division troops included Artillery, Engineers, Signals, Field Ambulance and other branches of the Army necessary to enable a Division to function. It wasn’t just the sheer numbers of men coming to this little town that made the event significant, it was also the fact that the men of the Light Horse were dramatic, almost glamorous figures and it is easy to see their exploits as some splendid adventure. Horses have played a special role in the story of Australia. They were the only means of transport across this huge country, so it was necessary for everyone to have the ability to ride a horse. When war broke out in 1899 between Britain and the Boers of South Africa (“Boer” was Dutch for “farmer”) Australia sent troops to fight. At first Britain was wary of using untried, unprofessional colonial cavalrymen but soon saw that the slouch-hatted Australian “bushmen” were a match for the fast-moving and unconventional mounted commandos of the Boers. The Australians proved themselves to be expert rough-riding horsemen and good shots. Bush life had hardened them to go for long periods with little food and water. They also showed remarkable ability to find their way in a strange country and use its features for cover, in both attack and defence. By 1914, when Australia joined the war against Germany, there were 23 Light Horse regiments of militia volunteers. Many men from these units joined the Light Horse regiments of the Australian Imperial Force (AIF). Men were given remounts (if not using their own horses) – army horses bought by Commonwealth purchasing officers from graziers and breeders. These were called “walers” because they were a New South Wales stockhorse type – strong, great-hearted animals with the strains of the thoroughbred and semi-draught to give them speed, strength and stamina. On 1st November, 1914, Australia’s First Infantry Division and the first four Light Horse regiments sailed for England in a fleet of transport ships. The first of the Light Horse arrived at Gallipoli in May without their horses. Back with their horses after Gallipoli, they were formidable combatants across the Sinai and Palestine. Some British commanders observed that the light horseman moved with a “lazy, slouching gait, like that of a sleepy tiger” but described how the promise of battle “changes that careless gait, into a live athletic swing that takes him over the ground much quicker than other troops”. They had Light Horse, Torquay, training campdeveloped a reputation as formidable infantrymen. The Turks called them “the White Ghurkas” – a reference to their deadly skill with the bayonet. The Arabs called them “The Kings of the Feathers”. The plume had originally been a battle honour of the Queensland Mounted Infantry for their work in the shearer’s strike of 1891. During WW1 it was adopted by almost all the Light Horse Regiments. It was the proud badge of the light horseman. The most famous of their battles was the attack on Beersheba- the charge of the 4th Light Horse Brigade. Mounted infantrymen and their superb walers had carried out one of the most successful cavalry charges in history – against what seemed impossible odds. They surprised the Turks by charging cavalry-style, when they would normally have ridden close to an objective then dismounted to fight. The fall of Beersheba swung the battle tide against the Turks in Palestine; and changed the history of the Middle East. While 19 men from the Surf Coast Shire served with the 4th Light Horse over the course of WW1, only four were involved in the charge of Beersheba- John GAYLARD, Philip QUINN.(Winchelsea); Wallace FINDLAY (Anglesea); Harry TRIGG (Bambra). After the war, Light Horse units played a key role in the Australian Government’s compulsory military training programme. The Citizen Military Forces (C.M.F.) thrived on the glamour of the wartime Light Horse tradition, ignoring the possibility that motor vehicles would soon replace the horses. When training was no longer compulsory, the C.M.F. regiments declined and horses became more of a luxury during the 1930s depression years of poverty and unemployment. Some regiments were motorised. Then, in 1939, Australia joined Britain in another world war. Training was increased for the militia at both home bases and regional training camps. The camp at Torquay in 1940, commanded by Major General Rankin, was at Divisional strength. By the end of the camp some felt that the Division was ready for active service. Gradually, over the next four years, the Australian Light Horse units were mounted on wheels and tracks and the horses were retired. Six men enlisted at the Torquay camp and another 57 men and women enlisted at Torquay for service in WW2. Those who served in the Militia provided valuable Officers and NCOs and men for the armed services during the war. Each infantry division of the 2nd AIF had a Light Horse regiment attached to it. But the day of the Australian mounted soldier hadn’t quite passed. During World War II, Australia’s 6th Cavalry Regiment formed a mounted unit they called “The Kelly Gang” which did valuable scouting work. In New Guinea, a mounted Light Horse Troop did patrol duty and helped carry supplies. Some fully equipped walers were flown into Borneo for reconnaissance in rugged mountain country. But by the end of the war, in 1945, the horse had disappeared from the Australian Army. References: Australian Light Horse Association www.lighthorse.org.au National Australia Archives Australian War Memorial Surf Coast Shire WW1 memorials www.togethertheyserved.com The Light horse- a Cavalry under Canvas Light Horse, Training Camp, Torquay, WW2 Late in 1939 it was decided to set up a Lighthorse training camp in Torquay to train both men and horses for the battles of the Second World War. Horses, men and equipment came on special trains from all over Victoria and NSW, and as you would expect horseman came from areas such as Omeo and Sale, the Wimmera and the Western District. They arrived at the Geelong racecourse for watering in the Barwon River and then were ridden across the ford at the breakwater and began their 11 mile trek to Torquay. Light Horse, Training Camp, Torquay, WW2 Tent city By the end of January 1940 the camp at Torquay accommodated some 5000 men and 2500 horses of the Second Cavalry Division. The rows of horses, tents and huts near Blackgate Road were quite a sight. While the cavalrymen engaged in exercises on the land and on the beaches, many of the troops took over the Torquay School for special training of men and officers. Mr Bob Pettit local farmer and Councillor for the Barrabool Shire, wrote about the Light horse in the Surf Coast Community News in 1985 saying “They used to travel about the district riding four abreast in one long convoy. To my annoyance they went through my property and shut all the gates behind them. I had certain gates open to let stock in to the water holes and it would take me three -quarters of an hour to follow the horsemen up and put all the gates right again” he continued “the men from the Light Horse were here when the fire went through in March 1940. He recalled an incident when early one morning, as some one blew the bugle, a soldier putting a white sheet on the line frightened the horses. They panicked and ran off in all directions. Six went over the cliff near Bird Rock, five were never found, and the rest were gathered up after nearly a fortnight in the bush around Addiscott and Anglesea" Light Horse, Training Camp, Torquay, WW2, Geelong Parade Geelong parade The training camp culminated in a parade through the streets of Geelong on March 12th 1940. The salute was given at the Town Hall and the troops continued on a route to the You Yang’s for a training exercise. Note-----(see media section for photograph) The Camp was abandoned in mid 1940 as it was deemed unsuitable for training during winter and the cost of a permanent camp could not be justified if it could not be used all year. Historic.......Rare,,,Interpretive.Sepia photographs.set of four ....post card size ....Horses &LighthorsemenNo 1, Lighthorsemen Regiment Geelong 1940......No 2 Light Horse at Breakwater Geelong 1938 to 1940....No 3 Light Horse at Breakwater Geelong 1938 to 1940.....No 4 Light Horse crossing Breakwater camped at Geelong Showgrounds. These markings are on reverse of photographs.light horsemengeelong 1940., world war 2 -
 Waverley RSL Sub Branch
Waverley RSL Sub BranchR.A.A.F. Long Service Medal
Awarded to Alan Bowers (A236814) who was a R.A.A.F. dental mechanic who serverd during WWII including service in Darwin, and then continued in the R.A.A.F. for some years after the end of WWII The Royal Australian Air Force (and all Commonwealth Air Forces) Long Service and Good Conduct Medal: Awarded to NCOs and ORs of the RAAF (RAF, RCAF etc) for 15 years service. A cupro-nickel plated medal, the obverse features the sovereign's head, the reverse features the crown and eagle emblem of the RAAF (and RAF). Officers are eligible for the award provided they have served a minimum 12 years in the ranks. The riband is dark blue and maroon with white edges. This medal ceased to be awarded in Australia in 1975 when it was replaced by the National Medal (and sbsequently the DFSM and DLSM) in the Australian system of honours and awards. http://www.heritagemedals.com.au/medals-1/service-long-service/air-force-long-service-and-good-conduct-medal.html History of the RAAF Dental Branch It took six years following the formation of the RAAF in 1921 for the first Dental Clinic to be established at Point Cook, Victoria. On 10th June 1927 Flying Officer James Carl Rosenbrock commenced work as an RAAF Dental Officer for the FlyingTraining School at Point Cook. As personnel numbers were still relatively small, Rosenbrock was also responsible for the dental care of all Victorian RAAF units, which involved treating members at 1AD Laverton, as well as Air Force Headquarters at Victoria Barracks in Melbourne. As Army Dental Officers were currently caring for RAAF personnel at Richmond, NSW, the Senior Dental Officer of the 3rd Military District in Victoria (SDO 3MD) requested through the military board that a similar arrangement be established, where that the newly appointed RAAF Dentist provide part time dental services to the Army units stationed at Queenscliff. This was seen as an effective reciprocal arrangement, with both units having a Dental Officer in attendance for, in total, around 3-4 weeks a year. Rosenbrock continued to serve as the sole RAAF Dental Officer until the middle of 1933, when the Air Board asked for his service to be terminated following ‘behaviour unbecoming of a RAAF officer'. He had borrowed several sums of money, of around 40 Pounds or so, from junior ranks on base (as well as from the Regimental Sergeant Major) and had failed to pay the money back. He was replaced by a fellow Victorian, FLGOFF Norman Henry Andrews, on the 18th Sep 1933, who went on to become our first Director of Dental Services, and was instrumental in establishing the organisations and conditions of the Branch that are still present today. Through a fair amount of persistence and hard work on the part of Norman Andrews, the RAAF Dental Branch began to expand from 1937, with the introduction of 2 additional positions, at RAAF station Richmond, and at the FlyingTraining School at Point Cook. This gave the RAAF 3 uniformed Dental Officers, which was expanded to 5 in the months leading up to WW2. 4 of these Dental Officers were based in Victoria and 1 at Richmond, with the other two RAAF units being cared for by the Army (as in the case of Pearce in WA) or by civilians (as in Darwin). With the sudden increase in RAAF personnel required at the outbreak of WW2, the number of RAAF Dental Officers increased dramatically, from 5 in 1939, 28 in 1940, 64 in 1941, 147 in 1942, 193 in 1943, 219 in 1944, and peaking at 227 in 1945. RAAF Dental Officers were required to work in a variety of locations, both in and out of Australia. Between 1940 and 1942 a massive construction programme occurred, with new dental clinics being established around Australia. Priority was given to aircrew training units in order to get these personnel dentally fit for operational deployment, but Dental Officers could equally find themselves posted to recruit depots, fixed stations, medical clearance stations, mobile dental sections, and RAAF and civilian hospitals. RAAF Dental Officers were posted to the large dental centres at Ascot Vale (Vic) and Bradfield Park (NSW) when first appointed, where they received military and clinical training, before being deployed to their needed location. Mobile Dental Units When Japan entered the war in 1941, the rapid deployment of troops to northern operational areas with less than ideal dental fitness was extremely high. As a result, the RAAF deployed a range of mobile dental units, either alone or with medical sections, to support the increasing number of isolated deployed personnel within Australia and overseas. There were three types of mobile unit used: a. Mobile Dental Unit – relied on using either a semi-trailer to get around or by building a surgery directly on to the truck chassis, and installing hydraulic chairs, units, x-rays, and laboratory equipment. They were able to move around between small units, such as RAAF radar stations, where they could plug into the local power supply and work immediately. b. Transportable Dental Units – used for stops of longer duration, where field equipment was carried in panniers from one unit to another by road or rail and housed in whatever accommodation was available at the destination. They were often carried within Australia on Tiger Moths and Dakota aircraft. c. Itinerant Dental Units – in some areas, the dental equipment was installed at the RAAF unit and the Dental Officer and their staff would travel from unit to unit, using the equipment available at each location. RAAF Dental BadgeAs the war developed in Europe, it soon became obvious that the RAF Dental support was not capable of supporting the increasing numbers of RAAF aircrew that were being sent for service with the RAF, with only enough Dental Officers available to provide one to every 2000 men ( instead of the preferred 1 to 600). As a result, the RAAF provided a mobile dental unit, fitted out in a caravan and pulled by a Ford V8 Coupe, to travel around England in support of RAAF personnel at various squadrons. Some degree of tact was needed to ensure that the RAF did not take this as a comment on the treatment they were providing, but it proved successful in maintaining a satisfactory state of dental fitness in RAAF personnel, and a second mobile unit was soon dispatched. They were also set up with a laboratory on board as well as the surgery, which was a major difference between the RAF and RAAF, as the RAF did not provide dentures for their troops (the RAAF would, providing they had served for 6 years). In 1943 the RAF was no longer able to provide Dental support to Australian troops in the Middle East, which resulted in the need for a transportable dental unit to be deployed from Australia. It functioned in a similar manner to the RAF, by moving from one squadron to another. It served in the Middle East and Africa, from Cairo across North Africa, to Italy, and eventually back to England to treat returned prisoners of war. GPCAPT Norman Andrews The growth and development of the RAAF Dental Branch owes a debt to one man in particular, GPCAPT Norman Andrews. As the second RAAF Dental Officer to enlist on 18 Sep 1933, Andrews became the principal architect of the structure and organisation of the RAAF Dental Branch leading up to and during WW2. Until early 1940, the RAAF Dental Branch was administered by the Director of Medical Services (Air), which placed it under the control of the Army Medical staff. The Army would provide their Inspector of Dental Services for advice whenever needed. In April 1940, the RAAF Medical service separated from the Army, resulting in the control of the RAAF Dental Branch shifting back to the RAAF. Andrews became the first Director of Dental Services, when the position was created in 1943 as recognition of the higher profile the Dental Branch was now playing in the RAAF Medical service. Until this time, Andrews's title had been as the Dental Staff Officer to the RAAF Medical Service. Andrews was responsible for the establishment of the war-time structure of the Dental service, establishing new dental centres at all major bases, creating mobile and transportable dental units, ensuring the continual growth of the Branch, maintaining professional development of staff through the establishment of a professional journal, and by organising renowned lecturers to speak at RAAF bases. He also believed in visiting as many dental units as possible to see for himself what conditions were like and to talk first-hand to staff in remote units. His itinerary during the war years, both in and out of Australia, shows a large number of trips in a variety of modes of transport in order to reach remote areas where units were serving. He was promoted to GPCAPT in July 1944, as the numbers of Dental Officers soon peaked at 227 towards the end of the war (1 GPCAPT, 9 WGCDRs, 60 SQNLDRs, and 157 FLTLTs). After the war, with the reduction in RAAF personnel required in uniform, the Dental Branch also reduced its numbers significantly. By 1947 there were only 18 Dental Officers serving (many part-time), with 1 GPCAPT, 1 WGCDR, 10 SQNLDRs, and 6 FLTLTs, and only 13 by 1950. With the decrease in Branch personnel numbers, the ‘powers to be' saw fit to reduce the Director of Dental Service rank to WGCDR, and as a result Norman Andrews found that in order to continue serving in the RAAF he would have to wear a reduced rank. This appears to have been a contributing factor in his decision to discharge at the relatively early age of 43 and accept an administrative job as Director of the Victorian Government's School Dental Service. Norman Andrews holds the proud honour of being the founder of the RAAF Dental Branch, which during the war was instrumental in educating servicemen of the importance of dental health and maintaining the dental fitness of troops in a variety of areas. Dental Orderlies (Assistants) The dental orderly mustering was first introduced in 1937. Until that time, medical orderlies were assigned to assist the Dental officer with their duties. As early as 1931 it had been noted by both RAAF and Army Dental Officers working in Victoria and Richmond that a lot of the troubles they were having would be solved by appointing a permanent Dental Orderly. Often they would find that the medical orderly they were assigned was a different one each day, and as a result the administration and work in general was very inefficient. By 1937, with the increase in Dental Officers to 3, it was realised that a Dental Orderly mustering needed to be created. Dental Mechanics/Technicians Before WW2, dental laboratory work was provided by civilian laboratories, as most RAAF units were stationed around metropolitan areas. At this time, service personnel were still required to pay for their own dentures, unless they had served for six years or had their dentures damaged during performance of their duties. In July 1940, mainly in response to the development of more remote RAAF dental units and the increasing demand for dental prostheses, the Dental Mechanic mustering was established. Unfortunately there was a very limited pool of civilian dental mechanics to recruit from, and as a result the RAAF set up a training school at Laverton (which was later moved to Ascot Vale) in June 1941 which conducted an intensive 6 month course in Dental mechanics. Dental mechanics were quickly in demand. In all fixed and mobile dental units at least 1 Mechanic was supplied for each Dental Officer, and indeed the RAAF supplied Dental Mechanics throughout all its deployments, something the RAF were unwilling, or unable, to do. Two grades of dental mechanic existed: the Senior Mechanic (with the rank of NCO), who was competent in all phases of laboratory work; and the Junior Mechanic, who could only handle routine work and not more advanced denture work. The progression to Senior required a further trade test in techniques including setting up, clasp-forming, casting and backing teeth. During the course of the War, two special courses were held for Mechanics. The first, directed at senior mechanics so that they could instruct others, was in 1942 when Acrylic Resin was first introduced as a denture base material, as an alternative to the current option of vulcanite. Later, towards the end of the War, a ‘refresher' course was provided for those that had served for the greatest period of time in order to allow them retraining in techniques that they had not practised during their service and which were common in civilian life. This included cast base dentures, crowns and bridges, partial dentures, and retainers. Towards the end of the War, a course was held with WAAAF trainees to train them as Mechanics. However, as the War was soon to end they never had the opportunity to progress within the mustering to become Senior Mechanics. The RAAF Dental Branch has survived 75 years of turbulence, with reviews of its viability occurring regularly every few years from as early as 1937. The Branch continues to provide excellent service to the ADF community and, despite reduced manpower, will continue to play an important role in Air Force Health operations. http://www.defence.gov.au/health/about/docs/RAAFDental.pdf40cm cupro-nickel plated medal, the obverse features the sovereign's head, the reverse features the crown and eagle emblem of the RAAF (and RAF). A23814 BOWERS.A. A. F.r.a.a.f long service medal, r.a.a.f good conduct, r.a.a.f. dental service medal -
 Nhill Aviation Heritage Centre
Nhill Aviation Heritage CentreBook - RAAF at War, Victory Roll, 1945
Hard back 200 pages with colour paintings and sketches, black and white photographs.raaf pilot experiences flying out of operational bases of europe and the pacific. -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Document, Tours in Vietnam: HQ (G-3) & HHC 3rd Brigade: C & E company (Recon Platoon) 1st Battalion, 52nd infantry
Word document of research done by Donald Smith listing grid coordinates for FSB's and LZ'svietnam war, 1961-1975 - australia - fire support bases -
 Monbulk RSL Sub Branch
Monbulk RSL Sub BranchAhmed Rashid, Taliban : Islam, oil and the new great game in Central Asia, 2001
he presence of Osama bin Laden and his terrorist bases in Afghanistan has brought the Taliban into sharp focus as the most radical and extreme Islamist movement in the world today. Little is known about the Taliban because of the deep secrecy that surrounds the organization, its leaders and aims." "The Taliban has become a major player in the new 'Great Game' - harking back to the late-nineteenth-century British and Russian confrontation in the region - involving competition between Western oil companies, manipulation from Pakistan, Saudi Arabia and Iran, and covert operations by the CIA. Taliban sheds new light on a shadowy movement which poses a real threat to world peace.Index,notes, p274.non-fictionhe presence of Osama bin Laden and his terrorist bases in Afghanistan has brought the Taliban into sharp focus as the most radical and extreme Islamist movement in the world today. Little is known about the Taliban because of the deep secrecy that surrounds the organization, its leaders and aims." "The Taliban has become a major player in the new 'Great Game' - harking back to the late-nineteenth-century British and Russian confrontation in the region - involving competition between Western oil companies, manipulation from Pakistan, Saudi Arabia and Iran, and covert operations by the CIA. Taliban sheds new light on a shadowy movement which poses a real threat to world peace.afghanistan - politics and government, afghanistan - islam and politics -
 Monbulk RSL Sub Branch
Monbulk RSL Sub BranchBook, Aurum Press Ltd, The secret listeners : The men and women posted across the world to intercept the secret german codes for Bletchley Park, 2012
Before Bletchley Park could break the German war machine's code, its daily military communications had to be monitored and recorded by 'the Listening Service', the wartime department whose bases moved with every theatre of war (Cairo, Malta, Gibraltar, Iraq, Cyprus) as well as having listening stations along the eastern coast of Britain to intercept radio traffic in the European theatre. This is the story of the - usually very young - men and women sent out to farflung outposts to listen in for Bletchley Park, an oral history of exotic locations and ordinary lives turned upside down by a sudden remote posting - the heady nightlife in Cairo, filing cabinets full of snakes in North Africa, and flights out to Delhi by luxurious flying boat.Index, ill, map, p.354.non-fictionBefore Bletchley Park could break the German war machine's code, its daily military communications had to be monitored and recorded by 'the Listening Service', the wartime department whose bases moved with every theatre of war (Cairo, Malta, Gibraltar, Iraq, Cyprus) as well as having listening stations along the eastern coast of Britain to intercept radio traffic in the European theatre. This is the story of the - usually very young - men and women sent out to farflung outposts to listen in for Bletchley Park, an oral history of exotic locations and ordinary lives turned upside down by a sudden remote posting - the heady nightlife in Cairo, filing cabinets full of snakes in North Africa, and flights out to Delhi by luxurious flying boat.world war 1939-1945 - great britain - intelligence, world war 1939-1945 - cryptography -
National Vietnam Veterans Museum (NVVM)
Film - Film, DVD, Tigerland, 2000
armed forces, military, war & weapons/ military bases, american, armed forces, military, war & weapons/ vietnam war, 1961-1975 - psychological aspects -
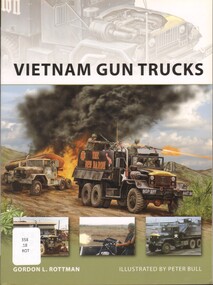 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Book, Rottman, Gordon L, Vietnam Gun Trucks, 2011
While Vietnam is usually perceived as an infantry war with US forces deploying by helicopters, the long supply lines that led to their inland bases had to be traveled by ground vehicles.While Vietnam is usually perceived as an infantry war with US forces deploying by helicopters, the long supply lines that led to their inland bases had to be traveled by ground vehicles.military convoys -- vietnam -- history -- 20th century., vietnam war, 1961-1975 -- transportation -- pictorial works -
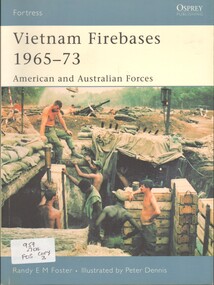 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Book, Foster, Randy E.M, Vietnam Firebases 1965-73: American and Australian Forces (Copy 2)
Artillery fire support bases of the Free world forces played a critical role in the conduct of operations during the Vietnam WarArtillery fire support bases of the Free world forces played a critical role in the conduct of operations during the Vietnam War vietnamese conflict, 1961-1975 -- artillery -
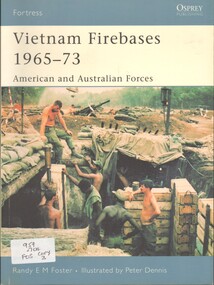 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Book, Foster, Randy E.M, Vietnam Firebases 1965-73: American and Australian Forces (Copy 3)
Artillery fire support bases of the Freeworld forces played a critical role in the conduct of operations during the Vietnam WarArtillery fire support bases of the Freeworld forces played a critical role in the conduct of operations during the Vietnam War vietnamese conflict, 1961-1975 -- artillery -
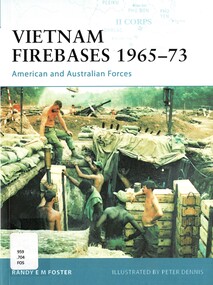 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Book, Foster, Randy E.M, Vietnam Firebases 1965-73: American and Australian Forces (Copy 1)
Artillery fire support bases of the Freeworld forces played a critical role in the conduct of operations during the Vietnam War Photo DoneArtillery fire support bases of the Freeworld forces played a critical role in the conduct of operations during the Vietnam War Photo Done vietnamese conflict, 1961-1975 -- artillery -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Book, Kelly, Michael P, Where We Were In Vietnam: A Comprehensive Guide to the Firebases, Military Installations and Naval Vessels of the Vietnam War 1945-75
A comprehensive guide to the firebases, military installations and naval vessels of the Vietnam WarA comprehensive guide to the firebases, military installations and naval vessels of the Vietnam War military bases, american -- vietnam -- maps, us military bases, firebases