Showing 478 items matching "american made"
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Dowel Maker (Moot), Mid to late 19th Century indication of this date range is due to the engraved handles and brass ferrules often used on hand tools of this era
... Many small American and British tool manufactures were taken over by Stanley tools after 1843 when the company was established and this item could have been made by one of these. ...A dowel is a cylindrical rod, usually made of wood. In its original manufactured form, a dowel is called a dowel rod. Dowel rods are often cut into short lengths called dowel pins.These are commonly used as structural reinforcements in cabinet making and in joining large timbers together. To make a dowel, a piece of wood is split or whittled to a size slightly bigger than desired and to place the stock into a vice then rotate past a fixed knife, or alternatively, to rotate the knife around the stock such as the subject tool was used. Machines based on this principle emerged in the 19th century. Frequently, these are small bench-mounted tools, prior to this time dowels had to be cut by hand. The tool is an example of early to late 19th century hand tool used to make timber dowels. It is not associated with an historical event, person or place, makers provenance is unable to be determined at this time. Many small American and British tool manufactures were taken over by Stanley tools after 1843 when the company was established and this item could have been made by one of these. However the subject item appears to be rare and would be regarded as a collector's item.An adjustable woodworking tool know as a Moot, used for making Trunnels or Treenails (Dowels) for fastening joints in timber. Noneflagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, moot, trunnels, treenails, circular, dowels, woodworking tool -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Accordion, International Accordion Company, 1930's
... The International Accordion Company’s accordion range made the International brand and others such as MEZON, Globe, and Dienst. Australia imported the MEZON brand. American...The International Accordion Company’s accordion range made the International brand and others such as MEZON, Globe, and Dienst. Australia imported the MEZON brand. American ...This MEZON brand button accordion was made specifically for Lyons, Musical Instrument Importer, 207 Bourke Street Melbourne, as can be seen on the embossed lettering on the top of the accordion. The hand inscribed nameplate indicates that the owner was T H Betts. On August 19th, 1903, Michael Edward Lyons applied to the Trade Mark’s Office of Sydney for registration of “The Invented word “MEZON” to be applied to musical instruments. In 1908 he was advertising himself as sole agents for MEZON accordions. He had been at that address for 15 years (since 1893) and was moving to larger premises at 256 Bourke Street, Melbourne. Still at this address in 1925, Lyons advertises MEZON accordions as “The ideal Xmas present, Maker your friends happy, This Xmas let the Present be a MEZON”. There was a choice of three styles: The Organ, The Wonder and The Grand Organ. They came with a Fibre Case with Lock and Key and a Leather Handle. The promise was “They Give Satisfaction”. They were obtainable at all stores or from Sole Distributors in Australia. In 1927 the MEZON was sold by Albert & Sons in Western Australia, Victoria, New South Wales and Queensland as well as by Lyons in Melbourne. The favoured German accordion brands were Monarch and Sterling, which were made by the International Accordion Company in Leipzig, Saxony, Germany. The company was founded in 1871 by Ernest Deines and made a variety of musical instruments. The company closed business in 1834. The International Accordion Company’s accordion range made the International brand and others such as MEZON, Globe, and Dienst. Australia imported the MEZON brand. American companies imported a range of the popular German branded accordions until World War II, when they were no longer available. In general, accordions produced after the war were not as high a quality and not loud enough to be heard over the electronic guitars and the drum kit of the bands. This accordion represents the type of musical instruments used in the late 19h and early 20th century, locally and Australia wide. In colonial Australia musical instruments like this one were imported from Germany as well as other countries. At that time, German made instruments represented good quality. This accordion is significant for being especially imported into Australia by a Melbourne retailer. Music was a part of family and social life, associated with dances, song and general fun.Button accordion with case. Accordion with steel reeds, three bass valves and ten treble valves. It is coloured black with very dark green trim, decorative silver metal reinforcing on main corners, gold reinforcing on corners of the bellows and delicate printed, gold printed patterned trims. Hand support for buttons is made of fabric. Folds of the bellows are light coloured with fine dark pattern. It has a nameplate on the front. Black wooden case has red lining, two brass hinges, two brass hook and eye catches and a swivel brass lock. The base of the case has a loose brass fitting. The top has a thin metal handle. Inscription on hand inscribed name on front, label inside case lid, silver reinforcing, leather on bellows top, and frame of accordion. Manufactured with the brand MEZON in Saxony, Germany, for Lyons of Melbourne. Once the property of T H Betts.Printed on label “MEZON ACCORDEONS.” Impressed in metal corners and reinforcing “MEZON” with logo [circle enclosing entwined capital D and E] “MADE IN SAXONY” Embossed in gold on frame “Made in Saxony”, “MEZON Accordion/ manufactured for LYONS / MELBOURNE, Bourke Street” Name inscribed by hand “T H Betts”flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, mezon accordion, lyons, made in saxony, t h betts, betts, mezon, squeeze box, musical instrument, button accordion, germany, michael lyons, international accordion company, ernest deines, circle enclosing d e, d e, e d, german accordion -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Bullet Mould, From 1600s to early 19th century
... Musket balls are the ammunition used in muskets the weapons used during the English and American Civil Wars. The balls could be made from any metal alloy, but many were made from lead. ...Flagstaff Hill Maritime Museum and Village 89 Merri Street Warrnambool great-ocean-road Musket balls are the ammunition used in muskets the weapons used during the English and American Civil Wars. The balls could be made from any metal alloy, but many were made from lead. ...Musket balls are the ammunition used in muskets the weapons used during the English and American Civil Wars. The balls could be made from any metal alloy, but many were made from lead. Lead can be melted at reasonably low temperatures and so lead musket balls could be made over a camp fire. Lead could be readily sourced from such places like church roofs or even coffins, and recast from old musket balls, so it was an easy material to work with while preparing for battle. The soldier would carry a crucible in which to melt the lead, he would put the material into it and place it over the fire until it had formed into a liquid. Musket ball moulds like the subject item, had a small hole above one of the domes where the liquid could be poured into once the two domes were closed together. The soldier would wait until it cooled then opened the mould to reveal a solid lead ball inside. Because these were cast in halves even though pressed together, there would always be a small amount of liquid lead leakage which would form a thin crust around the ball. These needed to be filed off before being used inside a musket, so some soldiers would pop a few in their mouths and roll them around, chewing off the excess until the ball was smooth. The obvious downside to this method is that lead is poisonous. A tool used to make ammunition for black powder firearms either muskets or pistols from the early part of the 18th to mid 19th century. After this time enclosed brass cartridges that held the propellent powder and bullet were starting to come into wide spread use, negating the need for a firearm to first have black powder placed in a barrel then the ball rammed on top and finally the firearm primed with powder or a percussion cap.Musket rifle/ pistol bullet mold. Makes .50 -caliber- round balls with a sprew cutter to cut off excess lead.Marked 50flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shot pliers, lead shot, shot, armoury, firearms, bullet, cast bullet, lead ball, lead shot, scissor mould -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Musical, Organ, The Smith American Organ Company, Circa 1883
... “Connoisseur “model, made by The Smith American Organ Company. Wooden piano-shaped musical instrument with carving and gold leaf decoration. ...Lettering in gold across front of organ “CONNOISSEUR”, “SMITH AMERICAN - - -“ and “ORGAN - - M - - ANY” Reed organ (sometimes called a pump organ or melodeum). “Connoisseur “model, made by The Smith American Organ Company. ...This organ in the Flagstaff Hill collection has a card under the hinged lid titled “The ‘Connoisseur’ Organ” and lists improvements, materials used in the components and directions for taking it apart; it is dated July 1883. Below this card is a printed label listing various Patents, dated; July 9th 1878 / Reissued December 10 1878 - plus September 10 1878 / April 15 1879 / October 28 1879. “The Smith American Organ Company was originally established by S.D. Smith and H.W. Smith as early as 1852. First known as the Smith American Organ Company, the firm was located in Boston and built high end parlour organs and melodeons. In the early 1880s the firm began building pianos and the name of the firm was changed to "The Smith American Organ & Piano Company". In 1889, the firm acquired The Regal Piano Company from the New England Piano Company, and the firm was known as "The Smith American Piano Company" by the 1890s. The Smith American Piano Company built and controlled the Regal Piano Company line until 1903. Many of the instruments by Smith American were also labelled as 'The Palace Of Music'. It appears that the Smith American firm went out of business in the first part of the 20th Century.” A significant item of musical memorabilia and regarded as a collectors item today. Reed organ (sometimes called a pump organ or melodeum). “Connoisseur “model, made by The Smith American Organ Company. Wooden piano-shaped musical instrument with carving and gold leaf decoration. Organ has keyboard, stops (16), shutters (10) above stop board, large foot pedals and a roll back keyboard cover. There is evidence of something being attached either side of the shutters (candle bracket?). Attached inside hinged lid are Directions and Patent information of The Smith American Organ Company, Boston MASS. USA. Label is dated July 1883. Lettering in gold across front of organ “CONNOISSEUR”, “SMITH AMERICAN - - -“ and “ORGAN - - M - - ANY”flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, shipwreck coast, great ocean road, harmonium, organ, piano, musical instrument, music, entertainment, connoisseur organ, reed organ, parlour organ, smith american organ company -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Cooper’s Hollowing /Jigger Knife, William Greaves & Sons, 1823 -1850
... made its steel in-house. The factory used its perfect position for water power being built on the edge of the Sheffield canal and also used the railway line nearby giving them the perfect opportunities for transporting its goods. The factory itself was also a revolution because it attempted to bring together as many cutlery manufacturing processes as possible together in one place, something that had not been attempted before. The money to build these huge works came from Greaves' trade with America...made its steel in-house. The factory used its perfect position for water power being built on the edge of the Sheffield canal and also used the railway line nearby giving them the perfect opportunities for transporting its goods. The factory itself was also a revolution because it attempted to bring together as many cutlery manufacturing processes as possible together in one place, something that had not been attempted before. The money to build these huge works came from Greaves' trade with America ...William Greaves was once a prolific company that highly prospered in the 19th century during the boom of the tool and cutlery trades in Sheffield England as steel became more commercially available. William Greaves's works were situated at the Sheaf Works in the heart of Sheffield, at Maltravers Street, opening in 1823 and was known to be the largest business in this area at this time. The Sheaf Works made a range of tools and saws including cutlery, penknives and razors and also even made its steel in-house. The factory used its perfect position for water power being built on the edge of the Sheffield canal and also used the railway line nearby giving them the perfect opportunities for transporting its goods. The factory itself was also a revolution because it attempted to bring together as many cutlery manufacturing processes as possible together in one place, something that had not been attempted before. The money to build these huge works came from Greaves' trade with America, where they sent razors, table cutlery and sturdy Bowie knives. This allowed the Greaves’ to build the factory and expand their production, which made them even more money. This made William Greaves very rich indeed, and it was reported that when he died in 1830 he left each of his five surviving daughters £30,000 each, an astronomical sum at the time. In today’s money that is approximately £2.3 million. The firm finally dissolved in 1850, but Sheaf Works continued to be used by many cutlery manufacturers until the 1980s. With most of the buildings still standing today.A significant item made by a successful cutlery manufacturer in England during the first half of the 19th century. This company undertook many new processes to streamline cutlery production and introduced innervations regards working with steel that are still in use today. This item is now regarded as a collector's item given the company ceased trading in 1850. jigger/hollowing knife with internal bevel, Electro Boracic Steel. Stamped 3.1/2″ William Greaves, Sheaf Works, Sheffield flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, cooper's jigger, howeling knife, wm greaves & sons -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Caulking Tool, William Marple & Sons, Early 20th century
... American Tool Corporation, subsequently trading as Record Irwin. The Irwin company itself was acquired by Newell Rubbermaid in 2002 and renamed Irwin Industrial Tool Co. Both the Marples and Record names were re-branded "Irwin" However the name has since been resurrected as Irwin/Marples and applied to wood chisels and table saw blades now made at their new facility in Udine, Italy. ...American Tool Corporation, subsequently trading as Record Irwin. The Irwin company itself was acquired by Newell Rubbermaid in 2002 and renamed Irwin Industrial Tool Co. Both the Marples and Record names were re-branded "Irwin" However the name has since been resurrected as Irwin/Marples and applied to wood chisels and table saw blades now made at their new facility in Udine, Italy. ...Caulking is the traditional technique used on wooden vessels built with butted or clinker-built planks to fill the gaps between these planks while still allowing the wood to flex and move. This involved driving the irons, hammered in with the mallet, deep into the seams to open them up. After this, spun yarn, oakum (hemp) or cotton was driven deep into the gaps. The hemp or cotton was soaked in creosote or pine tar to make the joins watertight. Caulking also played a structural role in tightening up the hull or deck by reducing the longitudinal movement of the neighbouring planks. William Marples junior joined his father's joinery making business in 1821. In 1860 William's sons joined him and the firm became William Marples and sons. Over the years they acquired John Moseley & Sons a London plane maker and Thomas Ibbotson & Co a Sheffield edge tool maker. Growing to become the most prolific and best known Sheffield tool maker. Their large factory was known as the Hibernia Works. Their trademark was a shamrock that appeared on some of their tools, in 1961 they had about 400 employees. In 1962 the record Tool Company and William Ridgway acquired a fifty percent interest in the company and in 1972 the companies merged with several others to form Ridgway Tools Ltd. After 116 years at its Hibernia Works, the company was moved to Dronfield. A 1982 takeover by A G Bahco of Sweden was short-lived and in 1985 Record Ridgway returned to British ownership first as Record Marples Woodworking Tools Ltd. In 1988 then as Record Holdings PLC in 1993. In 1998 the company accepted a bid from American Tool Corporation, subsequently trading as Record Irwin. The Irwin company itself was acquired by Newell Rubbermaid in 2002 and renamed Irwin Industrial Tool Co. Both the Marples and Record names were re-branded "Irwin" However the name has since been resurrected as Irwin/Marples and applied to wood chisels and table saw blades now made at their new facility in Udine, Italy. As a footnote, William Marples was the uncle of Robert Marples and Joseph Marples, both of whom established competing tool making businesses in Sheffield. The Robert Marples firm disappeared early in the 20th century. After several changes in the company's ownership tools are now made under the Ridgway name but in China. A tool made by a company with a long family history of tool making in Sheffield England, with a member of the Marples family, Joseph Marples establishing a competing tool company which continues today to manufacture quality products for the joinery and shipwrights trades.Caulking tool straight wide blade, Stamped "W Marples & Sons" & James S Steele tool box.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, caulking tool, caulking iron, james s steele -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDecorative object - Peacock, Minton Majolica life-size model, Paul Comolera, artist, Designed: c. 1873; Made: c. 1875
... made by Comolera. However, today, some historians now believe that twelve were fired at the Minton factory; research is ongoing. These peacocks were so admired that Minton & Co. used them as exhibition showpieces at International Exhibitions in London, Paris, and the United States of America, ensuring the company had a worldwide reputation. ...made by Comolera. However, today, some historians now believe that twelve were fired at the Minton factory; research is ongoing. These peacocks were so admired that Minton & Co. used them as exhibition showpieces at International Exhibitions in London, Paris, and the United States of America, ensuring the company had a worldwide reputation. ...This majestic peacock embodies the technical achievement, skill and ingenuity of artisans during the 19th century. It is now known as the 'Loch Ard Peacock' and was designed and modelled in 1873 by Paul Comolera (1818-1897) and fired in one piece at the Minton factory at Stoke-on-Trent in the United Kingdom in 1875. The peacock has been portrayed in symbolic motifs and has figured heavily in folktales and fables since antiquity, and many cultures around the world see it as a symbol of beauty, rebirth and power. Wealthy Victorians loved majolica, and the large peacock would have been the ultimate home accessory as a conservatory ornament – combining their desire for nature, the exotic and vibrant colours. The peacock model was listed in catalogues by Minton & Co. for a retail price of 35 guineas or sold as a pair for 90 guineas. Minton & Co. was founded in 1793 by Thomas Minton (1765–1836) and became a famous pottery and porcelain manufacturer. Comolera was a French artist and sculptor, renowned for dramatic naturalistic forms and life-size renditions of birds and animals that won him admiration in public and artistic circles. He was employed by Minton & Co. from 1873 to 1880, and the life-sized peacock became his best-known work. Comolera kept a live peacock loaned from the nearby Duke of Sutherland's Trentham Hall Estate in his studio to create a life-size model of fine buff earthenware model, which was then hand painted in brilliantly coloured green and blue glazes to mimic the peafowl’s dazzling plumage. There are no surviving production records, but according to documents in the Minton Archive, nine peacocks were made by Comolera. However, today, some historians now believe that twelve were fired at the Minton factory; research is ongoing. These peacocks were so admired that Minton & Co. used them as exhibition showpieces at International Exhibitions in London, Paris, and the United States of America, ensuring the company had a worldwide reputation. So, when Melbourne hosted an International Exposition in 1880, Minton & Co. sent out ceramics and tiles, and in particular, this peacock was intended to be part of their exhibit in the British Court in the Exhibition Building, built in the Carlton Gardens. The early dispatch date (1878) indicates that the company may have intended to exhibit their wares, including the peacock, at the 1879 Sydney International Exhibition, but the company did not take up this option. The ship that Minton & Co. used to bring the peacock and their other wares to the Australian colonies was the ill-fated Loch Ard, which sunk after striking Mutton Bird Island near Port Campbell, Victoria, in calm foggy weather in June 1878 on the final leg of the ship's journey to Melbourne. The loss of 52 lives made it one of Victoria’s worst shipwrecks. Therefore, this peacock never made it to the grand exposition in Melbourne, as Minton & Co. had planned. Charles McGillivray dragged this peacock, still in its original packing case, onto the beach in the gorge just two days after the Loch Ard went down. The peacock was rescued unscathed apart from a chip on its beak (only repaired in 1988). After a disagreement with a Melbourne Customs Officer, Joseph Daish, McGillivray stopped his salvage operations, leaving the peacock on the beach. The second salvagers were James Miller and Thomas Keys. Miller was a member of the firm Howarth, Miller and Matthews, Geelong, who had brought the salvage rights to the Loch Ard wreck on 10 June. When Miller and Keys arrived at the wreck site, a storm had washed many of the salvaged goods, including this peacoc,k back into the sea. The two men found the peacock in its case ‘bobbing along in the water’ and pulled it back to the beach. To ensure the peacock wasn't washed out to sea again, Miller and Keys hauled the packing case containing the peacock up the gorge's cliff face to the top, ready to be transported. In an interview in 1928, Keys claimed that at the time of the rescue, the head had broken from the body. This account was proven to be true in 1988, following the birds' display in Brisbane. This peacock began its life in Australia, not in the grandeur of an International Exhibition as intended, but in the hallway of a simple domestic house in Geelong. It appears Minton & Co. did not attempt to buy this peacock back. Florence Miller, daughter of James Miller (Loch Ard salvage rights holder), later remarked that the only item of real value rescued from the wreck had been the peacock and that this had been kept by her father in the family home at Malvern for many years and became a treasured family possession. As such, this 'Loch Ard peacock' was almost forgotten and mistaken with other Minton peacocks around the world. Miss Florence Miller tried to sell the peacock due to financial difficulties in the 1930s but was unsuccessful. While attempting to sell her Loch Ard relic, it was displayed in the window of the old Argus newspaper office, which was at 76 Collins Street, Melbourne; the Argus had relocated to the corner of Elizabeth and La Trobe Streets in 1926. Between 1935 and 1939, the old Argus building was occupied by the Joshua N. McClelland Print Room, which sold not only paintings and prints but also antiques and authentic replicas, as well as hosting exhibitions. Miss Florence Miller loaned her peacock for display at the Victorian Historical Exhibition held in the National Gallery on 1st June 1935, the 57th anniversary of the Loch Ard wreck. As a result, the peacock attracted public attention in books, newspapers and magazine articles that told the story of its survival from a shipwreck. Miss Florence Miller was keen to sell the peacock, even writing overseas to Captain Blain on November 30th, 1938, about the possibility of a sale, but this became no longer possible due to the outbreak of war. Recent information points to the Loch Ard peacock being owned by John S R Heath before its sale to Frank Ridley-Lee in May 1941. Research is ongoing, but it seems likely that John Samuel Robert Heath, a leading Melbourne dentist with a practice in Collins Street, and his wife, a dental mechanic, had purchased Miss Miller’s Loch Ard peacock before its sale in 1941. They were lovers of fine arts, music, wine and food. The peacock in the window of the old Argus building could have attracted their attention as they had already purchased the old stone Presbyterian Church on Warrigal Road, Oakleigh, in 1933 and had converted its interior. The home, renamed The Studio, even included Melbourne’s first all-electric kitchen. The peacock was perfect for display in the Studio’s entrance. A magazine article published after the conversion was completed included photographs of the interior. The picture of the ‘portico’ had a caption below that stated, “Some of her [Mrs Heath’s] finest pottery was salvaged from the Loch Ard Wreck”. In 2025, Heath’s two remaining sons remember running around in the entrance with the peacock standing there, oblivious to its value. Heath was an accomplished artist, studying under Max Meldrum. He painted and exhibited his works at The Studio and in a public exhibition, and he was a finalist eight times in the coveted Archibald Prize portrait competition, including the submission of his self-portrait that is now part of his grandson’s collection. The next owner of the Loch Ard Peacock was Frank Ridley-Lee. He displayed it at his home in Ivanhoe after buying it at an auction in May 1941. The peacock remained in the hands of the Ridley-Lee family until it was offered for sale by auction in 1975 as part of an art collection belonging to Mrs Ridley-Lee's estate. The peacock was not sold at this time, as the reserve price of $4500 was not met. This news was passed on to the board of the newly created Flagstaff Hill Maritime Village. Urgent efforts were made to collect the necessary money through fundraising by the Warrnambool City Council and public donations. The Fletcher Jones Company and the Victorian Government contributed half the cost. On 9 September 1975, the Loch Ard peacock was purchased by Flagstaff Hill Maritime Village, and it found a new home at the maritime museum. Since then, it has only left Warrnambool twice. Firstly, in 1980, at the centenary celebrations of the Royal Exhibition Building in Melbourne, and secondly, in 1988, the peacock was given pride of place at the entrance to the Victorian Pavilion at the Brisbane World Expo, acknowledging that this Minton Majolica peacock is the most significant shipwreck object in Australia. The Minton majolica peacock is considered of historical social and aesthetic significance to Victoria and is one of only a few 'objects' registered on the Victorian Heritage Register (H 2132), as it is a most notable and rare object associated with the Minton factory of the 1870s and works by the celebrated sculptor Paul Comolera along with the wreck of the Loch Ard on the Victorian coastline. This Minton peacock is historically significant for its rarity; it was one of only 9-12 known to exist. The shipwreck of the Loch Ard is also of significance for Victoria and is registered on the Victorian Heritage Register Ref (S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulation of artefacts from this notable Victorian shipwreck. The collections object is to also give us a snapshot into history so we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's early social and historical themes. The collection is historically significant is that it is associated, unfortunately with the worst and best-known shipwreck in Victoria's history. The peacock, resplendent in polychrome glaze, stands perched on a rocky plinth decorated with vines, leaves, flowers, blackberries and wild mushrooms. The peacock’s breast is cobalt blue; the wings and legs are in naturalistic colours. The tail is a mass of feathers coloured in green, ochre blue and brown — a fantastic display of artistry and Minton expertise. Inscribed at the base :P Comolera, and a Minton & Co. design number: 2045.flagstaff hill, warrnambool, maritime museum, shipwreck coast, loch ard, loch ard gorge, peacock, paul comolera, victorian heritage register, minton peacock, minton & co., stoke upon trent, bird figures, mintons, ceramics, international expositions, majolica, naturalistic, staffordshire, john samuel robert heath, peacock statue, loch ard peacock, majorca peacock -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFurniture - Screen, Thomas Hope, 1905-1913
... They were sold in America and overseas to countries including Canada, Germany, Mexico and England. The three-panelled screen in the Lighthouse Keeper’s Cottage was made by the Assistant Lighthouse Keeper, Thomas Hope during one of his two terms at the Lighthouse Keepers' Quarters. ...The fire screen was part of the original furnishings of the Lighthouse Keeper's Quarters in Merri Street, Warrnambool. It was made by Lighthouse Keeper, Thomas Hope. Thomas served two terms as an assistant lighthouse keeper in Warrnambool. His first term was from 1905 to 1907. He later returned from 1910 to 1913, when he was appointed as Keeper five months after the untimely death of his predecessor Peter Quinn. Woodworking was one of Thomas Hope’s hobbies, and the three-panel fire screen he made as a lighthouse keeper is now in the Flagstaff collection and is displayed in the Lighthouse Keeper’s Cottage. Thomas Hope 1857 - 1928 Thomas James Hope was born in Camden, Surrey, England in 1857. His father, also called Thomas, was reputed to be a member of the Royal Family, and Thomas Hope Junior his illegitimate son. Thomas was subsequently brought up on the estate of the Earl of Hopetoun in Somerset and it was thought that Thomas was the Earl’s grandson. Against the wishes of those in charge of Thomas, he joined the navy at an early age, seeing much of the world until he settled in New Zealand at the age of twenty-four. After some years in New Zealand, he came to Australia to live. One of the jobs Thomas Hope had prior to becoming an assistant lighthouse keeper in 1896 was as a cook in the Lunatic Asylum at Sunbury, Victoria. He served as an assistant keeper at Shortlands Bluff, Gabo Island, Split Point and Warrnambool, retiring in 1918. He bought a house in Nicholson St, Warrnambool and died in March 1928. He is buried in the Warrnambool cemetery. Thomas Hope is recorded in family history as being of short stature and, not surprisingly given his alleged aristocratic connections, possessed a beautiful speaking voice. He and his wife Elizabeth nee Waters, whom he married in New Zealand, had six children (Thomas, killed in World War One), Ellen (Nell), Nora (who was married at the Warrnambool lighthouse keepers cottage), William (who died in Warrnambool), Marion and Alan. Joseph Hoover (Dec 29, 1830, to Aug 7, 1913) Joseph Hoover, the printer of the pictures on the screen, was born in Baltimore, of Swiss-German heritage. He was trained as an architectural woodturner. In 1856 Hoover moved to Philadelphia and began producing elaborate wooden frames in his wood-turning and framing business. By 1865 Hoover had started to produce popular prints for publishers and artists, which included noted Philadelphia artist James F. Queen. In the 1880s Hoover set up a complete plant specialising in chromatography, the process of producing colour prints from lithographic plates. The coloured prints he produced were affordable to business and private customers. In 1893 his son Henry L., a trained lithographer, joined the company as overseer and it was called J. Hoover & Son. It became one of the largest in America by the turn of the century. Hoover won a medal for Excellence for his Chromolithographs of James Queen’s works. In 1904 Joseph’s other son, Joseph W, joined the business as a partner and the company was called Jos. Hoover & Sons. Hoover died of a heart attack in 1913. He was survived by his wife and six children: two sons who were also his business partners, and four daughters. The firm continued in production until around 1985. Hoover’s prints included scenes, still life and landscapes of America and other locations. They were sold in America and overseas to countries including Canada, Germany, Mexico and England. The three-panelled screen in the Lighthouse Keeper’s Cottage was made by the Assistant Lighthouse Keeper, Thomas Hope during one of his two terms at the Lighthouse Keepers' Quarters. It is the only object in the collection known to be connected to Hope. The Lighthouse Keeper's Cottage is part of the Lady Bay Lighthouse Complex, which is listed on the Victorian Heritage Register for being of historical, scientific (technological) and architectural significance to the State of Victoria.Fire screen comprising three black wood framed panels hinged together. Each panel contains a glass-encased print depicting a rural landscape. Ornate stencil cut wood edging and quilt-inspired parquetry sits above each panel. The central panel is taller than those either side. Screen is lined in black-painted cardboard.Printed at the base of each of the three prints “COPYRIGHT 1896 BY J. HOOVER & SON, PHILAD’’A.”flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, firescreen, thomas hope junior, ellen (nell) hope, nora hope, william hope, marion hope, alan hope, jos. hoover & sons of philadelphia, lighthouse keeper, assistant lighthouse keeper, carved screen, merri street, lighthouse keeper's cottage, lighthouse residence, lighthouse, wood carving, lighthouse complex, lady bay lighthouse, fire screen -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Balance Scale, 1850s
... In 2000 the business was in turn acquired by the US-American company Weigh-Tronix, who already owned Salter, and is today operating as Avery Weigh-Tronix. Item made...In 2000 the business was in turn acquired by the US-American company Weigh-Tronix, who already owned Salter, and is today operating as Avery Weigh-Tronix. Item made ...A Large Rare mid 19th Century Balance Scale (also called a Beam Scale) Made in England by W&T Avery a British manufacturer of weighing machines. The company was founded in the early 18th century and took the name W & T Avery in 1818. The undocumented origin of the company goes back to 1730 when James Ford established the business in the town of Digbeth. On Joseph Balden the then company’s owner’s death in 1813 William and Thomas Avery took over his scale making business and in 1818 renamed it W & T Avery. The business rapidly expanded and in 1885 they owned three factories: the Atlas Works in West Bromwich, the Mill Lane Works in Birmingham and the Moat Lane Works in Digbeth. In 1891 the business became a limited company with a board of directors and in 1894 the shares were quoted on the London Stock Exchange. In 1895 the company bought the legendary Soho Foundry in Smethwick, a former steam engine factory owned by James Watt & Co. In 1897 the move was complete and the steam engine business was gradually converted to pure manufacture of weighing machines. The turn of the century was marked by managing director William Hipkins who was determined to broadening the renown of the Avery brand and transforming the business into a specialist manufacture of weighing machines. By 1914 the company occupied an area of 32,000m² and had some 3000 employees. In the inter-war period the growth continued with the addition of specialized shops for cast parts, enamel paints and weighbridge assembly and the product range diversified into counting machines, testing machines, automatic packing machines and petrol pumps. During the second world war the company also produced various types of heavy guns. At that time the site underwent severe damage from parachute mines and incendiary bombs.Then from 1931 to 1973 the company occupied the 18th-century Middlesex Sessions House in Clerkenwell as its headquarters. Changes in weighing machine technology after World War II led to the closure of the foundry, the introduction of electronic weighing with the simultaneous gradual disappearance of purely mechanical devices. The continued expansion was partly achieved through a series of acquisitions of other companies. After almost a century of national and international expansion the company was taken over by GEC in 1979. Keith Hodgkinson, managing director at the time, completed the turn-around from mechanical to electronic weighing with a complete overhaul of the product range of retail scales and industrial platform scales. In 1993 GEC took over the Dutch-based company Berkel and the Avery-Berkel name was introduced. In 2000 the business was in turn acquired by the US-American company Weigh-Tronix, who already owned Salter, and is today operating as Avery Weigh-Tronix. Item made and used possibly around the 1850s by Victorian colonial government to check weights of goods being sold by early shop keepers on the gold fields item is very rare.James McEwan & Co were the retailers of W & T Avery scales in Victoria from 1852. A very rare item used probably to check weights used by merchants during colonial times by government inspectors in Victoria. A similar example exist in a NSW museum, the item is believed to have been made before W & T Avery expansion to the Soho foundry in Birmingham in 1885 and after 1818.Beam balance scale suspended from a wooden tripod, with metal trays suspended by three chain lengths. embossed on the balance beam W T Avery, Birmingham,flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, scale, avery -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFurniture - Armchair, 1870
... An item probably made in Australia during the latter half of the Victorian era and is significant as it was made in Australia at a time when furniture and many other household items were imported from either America or England. flagstaff hill warrnambool shipwrecked coast flagstaff hill maritime museum maritime museum shipwreck coast flagstaff hill maritime village great ocean road furniture chair armchair gentleman's chair lady's chair leather upholstery buttoned upholstery living room furniture lounge room furniture formal furniture domestic Armchair: gentleman's armchair of Cedar wood with brown leather upholstery, tacked and buttoned in a crocodile-skin-like effect. ...A gentleman's chair, gent's chair or grandfather chair is a term usually applied in Australia to a deep upholstered Victorian easy chair, often button-backed and with upholstered arms. The chair generally stood on short cabriole legs and had a 'spoon' or a wide balloon back. The 'show wood', that is, the polished frame, was usually mahogany or walnut, although many examples in Australian red cedar have survived. There are Australian versions of the gentleman's chair, lady's chair and matching settees, usually made from cedar, and occasionally from blackwood. As cedar is a softer timber than walnut, mahogany and rosewood, from which the English versions were made, the carving is usually not as crisp as in the imported version. However, the Australian blackwood gentleman's chair is often difficult to distinguish from a good-quality English walnut example. The Edwardian form of the gentleman's chair is much squarer in outline, with short turned legs and the arms are often supported by spindles. There was sometimes a row of spindles, like a gallery, beneath the top rail. The chairs were frequently upholstered in leather.An item probably made in Australia during the latter half of the Victorian era and is significant as it was made in Australia at a time when furniture and many other household items were imported from either America or England.Armchair: gentleman's armchair of Cedar wood with brown leather upholstery, tacked and buttoned in a crocodile-skin-like effect. The wood is scalloped and carved with a Prince of Wales Feather on the back. The arms are scrolled and carved with an Acanthus leaf design, finished on tulip turned legs. All four legs have brass and porcelain castors. circa 1870, Australian-made. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, furniture, chair, armchair, gentleman's chair, lady's chair, leather upholstery, buttoned upholstery, living room furniture, lounge room furniture, formal furniture, domestic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Clock, late 1900s early 20th Century
... America Marked "Manufactured by Ansonia Clock Co. New York, USA" Clock, pendulum mantle model. Carved scallop "Ginger bread house" cottage clock. Oak case, white enamel face, floral etched glass door. Clock has an hour bell chime. Glass front opens to allow rewinding. Made ...In 1850 the Ansonia Clock Company was formed as a subsidiary of the Ansonia Brass Company by Phelps and two Bristol Connecticut clock makers, Theodore Terry and Franklin C. Andrews. Terry & Andrews were the largest clock manufacturers in Bristol at the time with more than 50 employees using 58 tons of brass in the production of about 25,000 clocks in 1849. Phelps decided to get into the clock making business to expand the market for his brass, while Terry and Andrews got access to better quality brass at better prices. They had then sold 50% of their business to Phelps and moved the business to Ansonia, Connecticut. In 1877 the clock company purchased a factory in New York and moved most of its production thereafter being spun off from the brass company. Henry J. Davies of Brooklyn, himself a clock maker, inventor and case designer, joined the newly reconstituted company as one of its founders. As President, he is thought to have been largely responsible for the figurine clocks, swing clocks and other unusual and desirable novelties for which the Ansonia firm became known. By 1879, a second factory was opened in Brooklyn, New York and by June 1880 employed 360 workers, while the Connecticut factory continued producing clocks as well with a workforce of 100 men and 25 women. Hence, clocks marked "Connecticut" were generally produced before 1879, while those marked "New York" were all produced after 1880 After the New York factory burnt down in 1880 the company rebuilt the factory on the same site, and reopened the expanded factory in 1881, with a capacity to exceed that of the Connecticut factory which by 1883 had closed. By 1886, the company had sales offices in New York, Chicago and London, with more than 225 different clock models being manufactured. In 1899, Phelps' grandson William Earle Dodge Stokes commissioned architect Duboy to build the "greatest and grandest hotel in Manhattan, New York” which became the city's first air-conditioned building. In 1929 the majority of the timekeeping machinery and tooling was sold to the Soviet government's US trading company Amtorg, just before the stock market crash. The parts, machinery and key skilled workers were shipped out of the USA to form the basis, along with the remains of a watch company purchased a year later, of the clock and watch industry in Moscow such as Poljot and Sekonda. In 1969, the rights to the use of the name, trademarks, and goodwill were transferred to Ansonia Clock Co., Inc., Lynnwood, Washington. The item marks the beginning of mass produced clocks in the United States, cheaply priced and available to all. The company had many innervation's during it’s life regards clock and later wrist watch making that led the way for other companies in many different countries to emulate.Clock, pendulum mantle model. Carved scallop "Ginger bread house" cottage clock. Oak case, white enamel face, floral etched glass door. Clock has an hour bell chime. Glass front opens to allow rewinding. Made by Ansonia Clock Co, New York. Marked "Manufactured by Ansonia Clock Co. New York, USA"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, mantle clock, clock, pendulum clock, time keeper, horology, ansonia, ansonia clock co, america -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Vase, Early 20th century
... There were a number of potteries that made white salt glazes in America and England. The vase has no identifying marks to indicate the date or manufacturer or the pottery....There were a number of potteries that made white salt glazes in America and England. The vase has no identifying marks to indicate the date or manufacturer or the pottery. ...This decorative domestic vase is believed to have been made in England during the early 20th century. There were a number of potteries that made white salt glazes in America and England. The vase has no identifying marks to indicate the date or manufacturer or the pottery.This vase is an example of decorative domestic items from the early 20th century. Vase, white ceramic with leaf and grape pattern.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, shipwreck coast, great ocean road, vase, ceramic vase, salt glazed -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, Arethusa, 1894
... This battle was the first between British and French naval forces during the American Revolutionary War and took place around three weeks before France had made a formal declaration of war. ...This battle was the first between British and French naval forces during the American Revolutionary War and took place around three weeks before France had made a formal declaration of war. ...Original Ships History: Aréthuse was a French frigate, launched in 1757 during the Seven Years War between England and France. She was captured by the Royal Navy in 1759 and became the fifth-rate HMS Arethusa. She remained in Royal Navy service for twenty years until she was wrecked after being badly damaged in battle. The ship was constructed at Le Havre for privateer warfare as ”Pélerine” and soon after her launch, she was purchased by King Louis XV (1710-1774) and commissioned as Aréthuse on 21 January 1758. In June, under captain Vauquelin, she sailed through the British blockade of Louisbourg helping to defend the site before departing, again forcing the blockade. On 18 May 1759, she was in transit from Rochefort to Brest, under the command of Louis-Philippe de Rigaud, Marquis of Vaudreuil, when she was intercepted near Audierne Bay (Baie d'Audierne) by three Royal Navy ships the Thames, Venus and Chatham. She attempted to escape but after two hours, lost her topmasts and was overtaken by her pursuers. Thames and Venus engaged her with heavy fire, causing 60 casualties before the vessel surrendered. She entered service with the Royal Navy for the rest of the war, and was in service in British home waters and became responsible for the capture of several French privateer cutters. In 1777, a Scotsman James Aitken, widely known as John the Painter, was hanged from her mizzenmast for burning the Rope House at Portsmouth Royal Dockyard on 7 December 1776, to aid the struggle of American independence. The mast was struck from the ship and re-erected at the dockyard entrance so as many people as possible could watch the execution. On 17 June 1778, she fought a famous duel against the French 36-gun frigate, Belle Poule. Belle Poule was on a reconnaissance mission, along with the 26-gun Licorne, the corvette Hirondelle and the smaller Coureur when she encountered a large British squadron that included Arethusa at a point 37 km south of The Lizard. Admiral Keppel, commanding the British fleet ordered that the French ships be pursued. The captain of Belle Poule refused the order to sail back to the British fleet. The British fired a warning shot across his ship's bow, to which he responded with a full broadside. This action began a furious, two-hour battle between the two ships that resulted in the deaths of the French second captain and 30 of the crew. However, Arethusa was crippled by the loss of a mast and withdrew, allowing Belle Poule to escape. This battle was the first between British and French naval forces during the American Revolutionary War and took place around three weeks before France had made a formal declaration of war. The battle was widely celebrated in France as a victory, even inspiring a hair-style in court circles that included a model of Belle Poule. It was also viewed as a victory in Britain and became the subject of a traditional Sea shanty, The Saucy Arethusa. On 18 March 1779, under captain Charles Holmes Everitt, Arethusa engaged the French Aigrette, under Lieutenant Mortemart, sustaining considerable damage in the fight. Arethusa was wrecked the next day off Ushant, It was the fame of this Arethusa which induced the Royal Navy, during the following two centuries, to bestow the name on a further seven consecutive individual ships and two consecutive classes of cruisers. (See Provenance Sec this document for information on the makers of this model). Model ship of the 3 masted frigate the “Arethusa”, model is painted black and white with varnished deck and masts. A British flag is flown at the stern. The ship is displayed in a glass case with timber frame and 4 legged stand.Label at bottom of glass case, printed in black script on a gold strip “Model of the “Arethusa" "A famous frigate, taken from the French by the British, on the 18th of May 1759 and lost on the French coast in 1779. – Made and presented by G. Lance & P. Diggins, October 1894” flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, arethusa ship model, george lance, peter diggins, len asling, warrnambool art gallery, warrnambool exhibition, message in a bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Suitcase/Trunk
... made use of by the wealthy in society. Travel wasn't just for the wealthy any more but everyone. Suitcases began as an afterthought in the luggage and leather goods business, but they soon became the very symbol of travel. An 1897 wholesale price list included the words "suitcase" only twice in a 20-page list of luggage types. In America...made use of by the wealthy in society. Travel wasn't just for the wealthy any more but everyone. Suitcases began as an afterthought in the luggage and leather goods business, but they soon became the very symbol of travel. An 1897 wholesale price list included the words "suitcase" only twice in a 20-page list of luggage types. In America ...The suitcase didn't catch on until the end of the 19th century, it was quite literally as a case for suits. A typical suitcase came equipped with an inner sleeve for storing shirts, and sometimes a little hatbox on the side. But even in the early 20th century, the "dress-suit case" was only one of countless styles of container travellers could buy, from steamer trunks to club bags. By the late 19th century a significant point was reached in the history of transportation, it was the beginning of mass tourism, rather than travel for travels sake made use of by the wealthy in society. Travel wasn't just for the wealthy any more but everyone. Suitcases began as an afterthought in the luggage and leather goods business, but they soon became the very symbol of travel. An 1897 wholesale price list included the words "suitcase" only twice in a 20-page list of luggage types. In America a 1907 T. Eaton & Co. Catalogue, trunks took up a full page while suitcases share a page with club bags and valises. In a 1911 a United Company catalogue, now displayed around 40 per cent of the advertisements were for suitcases. Early suitcases were lighter and more portable than trunks, but they were still bulky by today's standards. Leather, canvas, wicker or thick rubbery cloth was stretched over a rigid wood or steel frame. Corners were rounded out using brass or leather caps and some had wooden rails running around the case. Until steamship travel declined during the mid-20th century, many of these types of the case were advertised as waterproof with some lightweight models marketed specifically to women. The item gives us a snap-shot as to how people undertook travelling during a time when undertaking a journey for pleasure at the end of the 19th century was mainly only for the wealthy. This time saw the beginnings of change from the wealthy in society being able to travel, to the onset of mass tourism. Along with this change in societal norms saw many innervation's to the design of luggage as it became a fashionable item.Suitcase/trunk with inner tray, brown canvas covered with 2 hinge clamps and a central Eagle lock, four wooden lateral buffer railed slats running around the case, leather handles each end. noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, suitcase -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Travel Trunk, 1890-1920
... This assessment is based on the type of locks used the trunk itself could have been made in America or Britain as the locks used in both countries came from American lock makers. flagstaff hill warrnambool shipwrecked-coast flagstaff-hill flagstaff-hill-maritime-museum maritime-museum shipwreck-coast flagstaff-hill-maritime-village trunk In white paint "H Onvett, 6 of 7 and bottom right of front the number 6 (Owner) Trunk wooden large covered with leather wood cleats and brass locks, also unreadable table Functional object Travel Trunk ...Steamer trunks (named after their location of storage in the cabin of a steamship, or "steamer") which are sometimes referred to as flat-tops, first appeared in the late 1870s, although the greater bulk of them date from the 1880–1920 period. They are distinguished by either their flat or slightly curved tops and were usually covered in canvas, leather or patterned paper and about (36 cm) tall to accommodate steamship luggage regulations. Steamer trunks were originally called a cabin trunk. An orthodox name for this type of trunk would be a "packer" trunk, but since it has been widely called a steamer for so long, it is now a hallmark of the style. A trunk, also known as a travel trunk, is a large cuboid container designed to hold clothes and other personal belongings. They are most commonly used for extended periods away from home. Trunks are differentiated from chests by their more rugged construction due to their intended use as luggage, instead of storage. Among the many styles of trunks, there are Jenny Lind, Saratoga, monitor, steamer or Cabin, barrel-staves, octagon or bevel-top, wardrobe, dome-top, barrel-top, wall trunks, and even full dresser trunks. These differing styles often only lasted for a decade or two and along with the hardware can be extremely helpful in dating an unmarked trunk. Although trunks have been around for thousands of years in China and elsewhere, the most common styles seen and referred to today date from the late 18th century to the early 20th century when they were supplanted in the market by the cost-effective and lighter suitcase. There were hundreds of trunk manufacturers in the United States and a few of the larger and well-known companies were Rhino Trunk & Case, C.A. Taylor, Haskell Brothers, Martin Maier, Romadka Bros, Goldsmith & Son, Crouch & Fitzgerald, M. M. Secor, Winship, Hartmann, Belber, Oshkosh, Seward, and Leatheroid. One of the largest American manufacturers of trunks at one point the Seward Trunk Co. of Petersburg, Virginia still makes them for school and camp, and another company Shwayder Trunk Company of Denver, Colorado would eventually become Samsonite. Another is the English luxury goods manufacturer H.J. Cave trading since 1839. Their Osilite trunk was used by such famous customers as T.E. Lawrence and Ruth Vincent Some of the better known French trunk makers were Louis Vuitton, Goyard, Moynat, and Au Départ. Only a few remain with the most prominent US company being Rhino Trunk and Case, Inc who probably manufacture more trunks than any company in the world.A snapshot into our social history regards how travel was undertaken over a hundred years ago and how people travelled so differently than today as they often packed for extended travel on ships. Travel then was so different with people having to pack a very large wardrobe of clothes to last for some time possibly for months overseas. The subject item looks like it was of military issue and was used for travel during the first world war by a military man from Victoria and was one of six similar trunks. This assessment is based on the type of locks used the trunk itself could have been made in America or Britain as the locks used in both countries came from American lock makers.Trunk wooden large covered with leather wood cleats and brass locks, also unreadable tableIn white paint "H Onvett, 6 of 7 and bottom right of front the number 6 (Owner)flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, trunk -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Leg Vice, Mid 19th Century
... Most in use is one to two hundred years old.Some of these vises were made by specialists such as Atwood of Stourbridge England, Steel City and Columbian in the U.S. and others were made in anvil manufacturing plants such as "Mousehole Forge" and "Peter Wright" in England and "Fisher-Norris" and others in North America. ...Most in use is one to two hundred years old.Some of these vises were made by specialists such as Atwood of Stourbridge England, Steel City and Columbian in the U.S. and others were made in anvil manufacturing plants such as "Mousehole Forge" and "Peter Wright" in England and "Fisher-Norris" and others in North America. ...The blacksmith leg vise is also called the "solid box vise" and is one of the most important tools in the blacksmith's shop. It firmly holds hot iron while it is hammered, chiseled, or twisted. These are the only vises that are designed to take this kind of use day in and day out. A small 30-pound blacksmith's vise can survive pounding that would wreck a much heavier cast iron bench model. Three things make a blacksmith's vice special. One is that they are forgings, not cast iron or ductile iron. The second is the leg that provides support to the floor or from a sunken post. The last is the hinge, while not a perfect way to construct a vice the pin joint is durable and can take a considerable beating. If sheared it is easy to replace. These things all combine into a tool that can take decades of heavy use and abuse. Most in use is one to two hundred years old.Some of these vises were made by specialists such as Atwood of Stourbridge England, Steel City and Columbian in the U.S. and others were made in anvil manufacturing plants such as "Mousehole Forge" and "Peter Wright" in England and "Fisher-Norris" and others in North America. The design of these vises right down to the last chamfer seems to have been perfected in the 1600s and remained more or less the same until the 20th century. The bodies are forged wrought iron or mild steel and they have hard steel surfaces welded into the jaws. The jaws have little or very shallow serrations which are generally worn off.Around the turn of the 20th Century during the hey-day of the blacksmith shop in North America, these tools were considered so standard a commodity that they were sold without reference to the manufacturer. Very few were even marked with the maker's name. Size is best defined by weight as there is some variation in jaw size from manufacturer to manufacturer. They were sold by the pound and are still best judged by the pound.A vintage tool used in a Blacksmiths shop during the early 19th century to the beginning of the 20th century. Regarded as a significant into social history of the time.Leg Vice attached with screws to bench via a block of wood. Has large metal pole which practically reaches the floor. Also has a metal device to either tighten or slacken vice.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDrawing - Vessel, Sail and Steam Ship, c 1890's
... made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...This drawing of the screw steamer SS Edina depicts the vessel in the period of service in Australia from the 1870's onward until the time when she was cut down to use as a 'lighter' to carry cargo in 1938. The artist is unknown. ABOUT THE S S EDINA The three masted iron screw steamer SS Edina was built in Glasgow, Scotland, in 1854 by Barclay and Curle. She was adorned with the figurehead of ‘fair maid of Judea’. The many years of service made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. SS Edina had the privilege of being an escort vessel to H.R.H. the Duke of Edinburgh during his visit to Australia in 1867. In March 1863 SS Edina arrived in Port Phillip Bay, Melbourne and was bought by Stephen Henty, of Portland fame, to work the cargo and passenger run from Melbourne – Warrnambool – Port Fairy - Portland. After a short time of working the run from Australia to New Zealand, with passengers and cargo that included gold and currency, she returned to her Melbourne - Warrnambool – Port Fairy run, with cargo including bales of wool produced in the western district of Victoria. The Warrnambool Steam Packet Company purchased SS Edina in 1867; she was now commanded by Captain John Thompson and Chief Engineer John Davies. She survived several mishaps at sea, had a complete service and overhaul and several changes of commanders. In 1870 SS Edina was in Lady Bay, Warrnambool, when a gale sprung up and caused a collision with the iron screw steamer SS Dandenong. SS Edina’s figurehead was broken into pieces and it was not ever replaced. SS Edina was re-fitted in 1870 then was used as a coastal trader in Queensland for a period. She was then brought to Melbourne to carry cargo and passengers between Melbourne and Geelong and performed this service 1880-1938. During this time (1917) she was again refitted with a new mast, funnel, bridge and promenade deck, altering her appearance. In 1938, after more collisions, SS Edina was taken out of service. However she was later renamed Dinah and used as a ‘lighter’ (a vessel without engine or superstructure) to be towed and carry wool and general cargo between Melbourne and Geelong. In 1957, after 104 years, the SS Edina was broken up at Footscray, Melbourne. Remains of SS Edina’s hull can be found in the Maribyrnong River, Port Phillip Bay. This drawing of the SS Edina is significant for its association with the screw steamer SS Edina. The SS Edina is heritage listed on the Victorian Heritage Database VHR S199. She had endeared herself to the people of Port Phillip Bay as a passenger ferry, part of their history and culture. She played a significant role in the Crimean War, the American Civil War and the gold rush in New Zealand. She also served western Victoria for many years in her cargo and passenger runs. The SS Edina is famous for being the longest serving screw steamer in the world. After spending her first nine years overseas she arrived in Melbourne and her work included running the essential service of transporting cargo and passengers between Melbourne and the western Victoria ports of Warrnambool, Port Fairy and Portland. The SS Edina was purchased in the late 1860’s by local Warrnambool business, the Warrnambool Steam Packet Co. and continued trading from there as part of the local business community. The SS Edina’s original ‘fair maid of Judea’ figurehead was broken to pieces in a collision with another vessel (the SS Dandenong) in a gale off Warrnambool, Victoria, in 1870.Drawing in pen and ink, of screw steamer vessel SS Edina, framed in decorative timber and glass. View of bow of SS Edina with vessel's name on bow. SS Edina is in dry dock, background shows a power pole and roof. Ship configuration in the drawing was 1870's - 1938. Drawing dated c. 1890's.Drawn on bow "EDINA"warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, shipwrecked artefact, barclay & curle, figurehead 'fair maid of judea', centenary maritime exhibition 1934, a brief review of steam navigation in victoria, pleasure steamer edina, trade and travel late 19th and early 20th century, trade melbourne to geelong, screw steamer edina, coastal trader edina, lighter dinah, cargo carrying for cremean war, cargo carrying for american civil war, passenger and trade in western district of victoria, export gold and currency and gold diggers to new zealand, export vessel to h r h the duke of edinburgh, melbourne - warrnambool - port fairy - portland cargo run, warrnambool steam packet company, stephen henty, captain john thompson, chief engineer john davies, lady bay warrnambool, lighter edina, shipping victoria, port phillip bay steamers, steamship great britain, edina, vhr s199 victorian heritage database, drawing of ss edina, pen and ink drawing of ss edina, pen and ink drawing 1870's - 1938, maritime drawing of screw steamer -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageGramophone, 1911
... Although the Gramophone does not have a large monetary value, it is of social significance as it demonstrates the progress made in audio reproduction from the first Edison cylinder machines to improvements that allowed ordinary people to be able to buy music discs and enjoy music in their own homes. flagstaff hill warrnambool shipwrecked-coast flagstaff-hill flagstaff-hill-maritime-museum maritime-museum shipwreck-coast flagstaff-hill-maritime-village record player gramophone mechanical gramophone floor model gramophone gramophone record columbia graphophone company american graphophone company columbia grafonola grafonola princess music playing music audio reproduction sound equipment domestic entertainment 1911 gramophone "Columbia Grafonola Type 2 Made in USA" Gramophone with internal horn, floor model, mechanically operated by a crank handle. ...Until late 1925, all record players reproduced sound by purely mechanical means and relied on a so-called "amplifying" horn to efficiently couple the vibrations of the stylus and diaphragm to the space occupied by the listeners. In 1906, the Victor Talking Machine Company, Columbia's arch competitor, introduced a line of models in which the horn and other hardware were concealed within a cabinet, made to look like fine furniture rather than a mechanical device. They named the new style a "Victrola". It quickly proved to be very popular and successful. Other makers, adopting the distinctive suffix, introduced their own "-ola" internal horn machines, such as Edison's Amberolas and Columbia's Grafonolas. They were soon outselling the external horn models. At first, like nearly all other early record players, all Grafonolas were driven by a spring motor that the user had to wind up with a crank before playing a record. In 1915, Columbia began to introduce electric-motor-driven models, as a majority of urban areas had been wired to electrical grids. The electrified Grafonolas supported both alternating and direct currents from 110 to 220 volts. Electrified Grafonolas never gained the popularity enjoyed by the spring motor-driven versions due to substantially higher prices and a lack of electrical service in rural areas. Grafonolas were manufactured under the 1886 United States Letters Patent No. 341,214 which Columbia Graphophone company acquired through its predecessor American Graphophone Company. Two models were available; a portable table model and bigger stationary floor model, offering limited mobility through the application of casters. The most notable table models included Grafonola Favorite introduced in 1911 and Grafonola Savoy introduced in 1915. The most notable floor models included Grafonola Symphony Grand introduced in 1907, Grafonola Regent introduced in 1909, Columbia Mignon introduced in 1910, Grafonola Princess introduced in 1911, Columbia Colonial introduced in 1913. Various period Grafonolas were introduced in 1917 to cater to an increasingly prosperous clientele. Columbia Phonograph Company began to manufacture a series of ornate, limited edition period machines. These were highly priced (some as high as US$2,100 ) special orders that provided consumers with options to choose styles which matched their interior décor. Although the Gramophone does not have a large monetary value, it is of social significance as it demonstrates the progress made in audio reproduction from the first Edison cylinder machines to improvements that allowed ordinary people to be able to buy music discs and enjoy music in their own homes. Gramophone with internal horn, floor model, mechanically operated by a crank handle. Colombian Grafonola Princess (Type F2) brand. Gramophone is in a wooden display cabinet with room for record storage underneath and is complete with handle. Manufactured in 1911 by Columbia, USA."Columbia Grafonola Type 2 Made in USA"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, record player, gramophone, mechanical gramophone, floor model gramophone, gramophone record, columbia graphophone company, american graphophone company, columbia, grafonola, grafonola princess, music, playing music, audio reproduction, sound equipment, domestic entertainment, 1911 gramophone -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Platform Scales
... American company, Weigh-Tronix, in 2000 which had already acquired a competitor, Salter. The Avery name continues today in the company known as Avery Weigh-Tronix. An item that was used at the turn of the century as train platform scales or for weighing agricultural products. Made ...Large platform scales such as these ones made by W. & T. Avery were used for weighing goods for trading and passengers' luggage. They would be used in places such as railway stations, shipping ports, customs offices and ticketing offices. Often fees would be charged to customers according to the weight of their goods and luggage. Items would be placed onto the large horizontal platform then weights would be added to the weighing bar until the bar leveled to being horizontal. The weights would be added together and the total of the weights would be used for the final figure. These scales were made in Birmingham, England, by the British company, W and T Avery. The company had its origins in the early 1700s but only became known as W and T Avery when the brothers William and Thomas Avery inherited the scale-making business from a relative, Joseph Balden, on his death in 1813. By 1885 they had three factories and In 1895, the company acquired James Watt & Co and two years later had moved to the 25-acre Soho Foundry site in Smethwick, Birmingham where James Watt had manufactured steam engines. When the last Avery family member died in 1918, the company employed over 3,000 people and had businesses all over the world. Following the highly successful introduction of the first digital retail scale in 1971, the company was taken over by the GEC Group in 1979. The business was subsequently acquired by the American company, Weigh-Tronix, in 2000 which had already acquired a competitor, Salter. The Avery name continues today in the company known as Avery Weigh-Tronix.An item that was used at the turn of the century as train platform scales or for weighing agricultural products. Made by a company that pioneered weighing equipment with offices all over the world. With many examples of this scale in museums throughout the world. Platform scales with wheels. Large cast iron, scales painted black, weight capacity to 7 CWT (hundred weight). Weight beam has markers "0. 5. 10. 15. 20. 25". Platform scale loose weight type with relieving handle; cast iron construction, fluted columns with integral weight stand, the two wheels are fitted to base at front of platform; there is a graduated steelyard 0-14bs with pear-shaped poise. Weight carrier is missing.Pressed into cast iron arm on scale, one side "W. & T. AVERY", opposite side "BIRMINGHAM", and into the platform "TO WEIGH 7 CWT, W. & T. AVERY, MAKERS, LONDON & BIRMINGHAM" flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, measuring scales, weighing scales, weighing instrument, fees for goods, fees for luggage, ticket office -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph - Vessel, Steam Ship, after 1890
... made SS Edina famous worldwide as the longest-serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Channel runs, serving in the Crimean War carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...made SS Edina famous worldwide as the longest-serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Channel runs, serving in the Crimean War carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...This photograph was donated by Mrs Nancy Mason, daughter-in-law of the last owner, Arnold Mason. Andrew Mason had been given the photograph by Mr. Mac Fordham, who was the Chief Engineer of the SS Edina. Both men had been Engineers in WW I. The configuration of the SS Edina in the photograph is post 1890. ABOUT THE S S EDINA The three-masted iron screw steamer SS Edina was built in Glasgow, Scotland, in 1854 by Barclay and Curle. She was adorned with the figurehead of ‘fair maid of Judea’. The many years of service made SS Edina famous worldwide as the longest-serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Channel runs, serving in the Crimean War carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. SS Edina had the privilege of being an escort vessel to H.R.H. the Duke of Edinburgh during his visit to Australia in 1867. In March 1863, SS Edina arrived in Port Phillip Bay, Melbourne and was bought by Stephen Henty, of Portland fame, to work the cargo and passenger run from Melbourne – Warrnambool – Port Fairy - Portland. After a short time of working the run from Australia to New Zealand, with passengers and cargo that included gold and currency, she returned to her Melbourne - Warrnambool – Port Fairy run, with cargo including bales of wool produced in the western district of Victoria. The Warrnambool Steam Packet Company purchased SS Edina in 1867; she was now commanded by Captain John Thompson and Chief Engineer John Davies. She survived several mishaps at sea, had a complete service and overhaul and several changes of commanders. In 1870 SS Edina was in Lady Bay, Warrnambool, when a gale sprung up and caused a collision with the iron screw steamer SS Dandenong. SS Edina’s figurehead was broken into pieces and it was not ever replaced. SS Edina was refitted in 1870 then was used as a coastal trader in Queensland for a period. She was then brought to Melbourne to carry cargo and passengers between Melbourne and Geelong and performed this service 1880-1938. During this time (1917) she was again refitted with a new mast, funnel, bridge and promenade deck, altering her appearance. In 1938, after more collisions, SS Edina was taken out of service. However, she was later renamed Dinah and used as a ‘lighter’ (a vessel without engine or superstructure) to be towed and carry wool and general cargo between Melbourne and Geelong. In 1957, after 104 years, the SS Edina was broken up at Footscray, Melbourne. Remains of SS Edina’s hull can be found in the Maribyrnong River, Port Phillip Bay. This photograph of the SS Edina is significant for its association with the screw steamer SS Edina. The SS Edina is heritage listed on the Victorian Heritage Database VHR S199. She had endeared herself to the people of Port Phillip Bay as a passenger ferry, part of their history and culture. She played a significant role in the Crimean War, the American Civil War and the gold rush in New Zealand. She also served western Victoria for many years in her cargo and passenger runs. The SS Edina is famous for being the longest serving screw steamer in the world. After spending her first nine years overseas she arrived in Melbourne and her work included running the essential service of transporting cargo and passengers between Melbourne and the western Victoria ports of Warrnambool, Port Fairy and Portland. The SS Edina was purchased in the late 1860’s by local Warrnambool business, the Warrnambool Steam Packet Co. and continued trading from there as part of the local business community. The SS Edina’s original ‘fair maid of Judea’ figurehead was broken to pieces in a collision with another vessel (the SS Dandenong) in a gale off Warrnambool, Victoria, in 1870.Black and White photograph mounted on brown card of SS Edina. Inscription on the reverse side. The photograph shows the SS Edina moving under steam power, with many people on both the bow and stern and a few people in the centre of the vessel. There are buildings on the shore in the background. The ship's configuration is dated post 1890.Inscription on the reverse: "Donated by Mrs. Nancy Mason, Bayview. Receipt 409a. Owned by Mac Fordham, Chief Engineer, 'Edina', then given to Mrs. Mason's father-in-law Arnold Mason. (both Engineers W.W 1)."warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, shipwrecked artefact, barclay & curle, figurehead 'fair maid of judea', centenary maritime exhibition 1934, a brief review of steam navigation in victoria, pleasure steamer edina, trade and travel late 19th and early 20th century, trade melbourne to geelong, screw steamer edina, coastal trader edina, lighter dinah, cargo carrying for cremean war, cargo carrying for american civil war, passenger and trade in western district of victoria, export gold and currency and gold diggers to new zealand, export vessel to h r h the duke of edinburgh, melbourne - warrnambool - port fairy - portland cargo run, warrnambool steam packet company, stephen henty, captain john thompson, chief engineer john davies, lady bay warrnambool, lighter edina, shipping victoria, port phillip bay steamers, steamship great britain, edina, vhr s199 victorian heritage database, photograph of ss edina post 1890, photograph australian screw steamer, pleasure vessel victoria post 1890 -
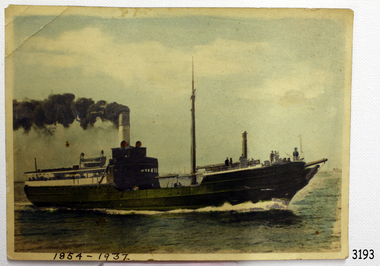 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph - Vessel, Steam Ship, Between 1890 - 19-12-1937
... made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...This photographic postcard of the SS Edina was taken after the 1890’s due to the style and configuration of the vessel. There is a black and white photograph of the same image also in our Collection (RN 3192). It is most likely that both of the photographs were donated by the same person because the people mentioned in the inscription on the black and white photograph’s reverse side connect with two of the people mentioned in the letter on the reverse of the coloured photograph. * RN 3192; Black & White photograph - inscription: - "Donated by Mrs. Nancy Mason, Bay View. Owned by Mac Fordham, Chief Engineer, 'Edina', then given to Mrs. Mason's father-in-law Arnold Mason (both Engineers W.W. I)" The “Arnie” to whom the letter was addressed is likely to be Arnold Mason, Engineer. The author of the letter, “Mac”, is likely to be Mac Fordham, Chief Engineer of SS Edina. The transcribed letter tells of two men who know each other well and have an interest in the Edina. “Mac” mentions that he may be “too old” to be at sea again; this would also support the idea that the older writer would give his photographs to the perhaps younger “Arnie”. * RN 3193 (this photograph) - Transcription of pen and ink script handwriting = = = = = = = = = = = = 19-12-37 No. 1 Flat, “Goodwood Lodge” 196 Lennox Street, Richmond [Victoria] Dear Arnie , Been meaning to write for long time but you know, it’s just the usual routine of the seamen within Bay trades. Had a good trip back from Sydney. Took our time, spent almost a week coming back, rather monotonous in parts in the hill country, too many darn curves, still was a good trip. How are you all keeping? Suppose you’ve moved back to Drummoyne [erettris?], expect you can let the house in Manly easily enough. Noticed they had a strike at Cockatoo [Cockatoo Island NSW]. don’t suppose they pulled the boys out. How is Jack doing? Has [Willie?] commenced training yet, or no! too young, isn’t she? Been a lot of “paper” talk about the “Edina” finishing but nothing official that I’m aware of, but it’s always on the cards I suppose, then I suppose it will be to sea again if I’m not too old. Easy Winter only 3 trips per week, running every day from today until further notice. Trust [Mary?] Is well & all’s well with you too. Best wishes from us both for Xmas & New Year. Cheerio Mac = = = = = = = = = = = = ABOUT THE SS EDINA The three masted iron screw steamer SS Edina was built in Glasgow, Scotland, in 1854 by Barclay and Curle. She was adorned with the figurehead of ‘fair maid of Judea’. The many years of service made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. SS Edina had the privilege of being an escort vessel to H.R.H. the Duke of Edinburgh during his visit to Australia in 1867. In March 1863 SS Edina arrived in Port Phillip Bay, Melbourne and was bought by Stephen Henty, of Portland fame, to work the cargo and passenger run from Melbourne – Warrnambool – Port Fairy - Portland. After a short time of working the run from Australia to New Zealand, with passengers and cargo that included gold and currency, she returned to her Melbourne - Warrnambool – Port Fairy run, with cargo including bales of wool produced in the western district of Victoria. The Warrnambool Steam Packet Company purchased SS Edina in 1867; she was now commanded by Captain John Thompson and Chief Engineer John Davies. She survived several mishaps at sea, had a complete service and overhaul and several changes of commanders. In 1870 SS Edina was in Lady Bay, Warrnambool, when a gale sprung up and caused a collision with the iron screw steamer SS Dandenong. SS Edina’s figurehead was broken into pieces and it was not ever replaced. SS Edina was re-fitted in 1870 then was used as a coastal trader in Queensland for a period. She was then brought to Melbourne to carry cargo and passengers between Melbourne and Geelong and performed this service 1880-1938. During this time (1917) she was again refitted with a new mast, funnel, bridge and promenade deck, altering her appearance. In 1938, after more collisions, SS Edina was taken out of service. However she was later renamed Dinah and used as a ‘lighter’ (a vessel without engine or superstructure) to be towed and carry wool and general cargo between Melbourne and Geelong. In 1957, after 104 years, the SS Edina was broken up at Footscray, Melbourne. Remains of SS Edina’s hull can be found in the Maribyrnong River, Port Phillip Bay. This photographic postcard with the letter on the revers tell about the SS Edina and are significant for its association with the screw steamer SS Edina. The SS Edina is heritage listed on the Victorian Heritage Database VHR S199. She had endeared herself to the people of Port Phillip Bay as a passenger ferry, part of their history and culture. She played a significant role in the Crimean War, the American Civil War and the gold rush in New Zealand. She also served western Victoria for many years in her cargo and passenger runs. The SS Edina is famous for being the longest serving screw steamer in the world. After spending her first nine years overseas she arrived in Melbourne and her work included running the essential service of transporting cargo and passengers between Melbourne and the western Victoria ports of Warrnambool, Port Fairy and Portland. The SS Edina was purchased in the late 1860’s by local Warrnambool business, the Warrnambool Steam Packet Co. and continued trading from there as part of the local business community. The SS Edina’s original ‘fair maid of Judea’ figurehead was broken to pieces in a collision with another vessel (the SS Dandenong) in a gale off Warrnambool, Victoria, in 1870.Coloured (hand coloured) photographic postcard of SS Edina. Letter on reverse, hand written in pen and ink, from Mac to Arnie, dated 19-12-37 [1937]. The photograph shows the SS Edina moving under steam power, many people on both the bow and stern and a few people in the centre of the vessel. There are buildings on the shore in the background. The ship's configuration is dated post 1890.Hand written in pen on base of front “1854-1957” Hand written on back in blue pen and crossed out “REC 409” Hand written on back in pen ‘EDINA,’ “3173,” “086.2” Hand written letter dated 19-12-37, from Mac to Arnie. Script writing in pen and ink letter on reverse of photograph – see “Context” section for transcription. warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, shipwrecked artefact, barclay & curle, figurehead 'fair maid of judea', centenary maritime exhibition 1934, a brief review of steam navigation in victoria, pleasure steamer edina, trade and travel late 19th and early 20th century, trade melbourne to geelong, screw steamer edina, coastal trader edina, lighter dinah, cargo carrying for cremean war, cargo carrying for american civil war, passenger and trade in western district of victoria, export gold and currency and gold diggers to new zealand, export vessel to h r h the duke of edinburgh, melbourne - warrnambool - port fairy - portland cargo run, warrnambool steam packet company, stephen henty, captain john thompson, chief engineer john davies, lady bay warrnambool, lighter edina, shipping victoria, port phillip bay steamers, steamship great britain, edina, vhr s199 victorian heritage database, photographic postcard of ss edina 1854-1957, letter by mac fordham chief engineer ss edina, letter to arnold mason, engineer -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph - Vessel, Steam Ship, S.S. "EDINA," Moorabool Street Wharf, Geelong, c. 1870's - 1930's
... made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. ...This black and white photograph was taken when the SS Edina was as port at the Geelong Wharf in Moorabool Street. The Port of Geelong had many wool sheds alongside the wharf - wool was a major export product. ABOUT THE SS EDINA The three masted iron screw steamer SS Edina was built in Glasgow, Scotland, in 1854 by Barclay and Curle. She was adorned with the figurehead of ‘fair maid of Judea’. The many years of service made SS Edina famous world-wide as the longest serving screw steamer. (The term screw steamer comes from being driven by a single propeller, sometimes called a screw, driven by a steam engine.) SS Edina’s interesting history includes English Chanel runs, serving in the Crimean Ware carrying ammunition, horses and stores to the Black Sea, and further service in the American Civil War and later, serving in the western district of Victoria as well as in Queensland and carried gold, currency and gold prospectors Australia to New Zealand. SS Edina had the privilege of being an escort vessel to H.R.H. the Duke of Edinburgh during his visit to Australia in 1867. In March 1863 SS Edina arrived in Port Phillip Bay, Melbourne and was bought by Stephen Henty, of Portland fame, to work the cargo and passenger run from Melbourne – Warrnambool – Port Fairy - Portland. After a short time of working the run from Australia to New Zealand, with passengers and cargo that included gold and currency, she returned to her Melbourne - Warrnambool – Port Fairy run, with cargo including bales of wool produced in the western district of Victoria. The Warrnambool Steam Packet Company purchased SS Edina in 1867; she was now commanded by Captain John Thompson and Chief Engineer John Davies. She survived several mishaps at sea, had a complete service and overhaul and several changes of commanders. In 1870 SS Edina was in Lady Bay, Warrnambool, when a gale sprung up and caused a collision with the iron screw steamer SS Dandenong. SS Edina’s figurehead was broken into pieces and it was not ever replaced. SS Edina was re-fitted in 1870 then was used as a coastal trader in Queensland for a period. She was then brought to Melbourne to carry cargo and passengers between Melbourne and Geelong and performed this service 1880-1938. During this time (1917) she was again refitted with a new mast, funnel, bridge and promenade deck, altering her appearance. In 1938, after more collisions, SS Edina was taken out of service. However she was later renamed Dinah and used as a ‘lighter’ (a vessel without engine or superstructure) to be towed and carry wool and general cargo between Melbourne and Geelong. In 1957, after 104 years, the SS Edina was broken up at Footscray, Melbourne. Remains of SS Edina’s hull can be found in the Maribyrnong River, Port Phillip Bay. This postcard of the SS Edina is significant for its association with the screw steamer SS Edina and shows her at one of her trading ports on the Melbourne - Warrnambool - Port Fairy - Portland run. The SS Edina is heritage listed on the Victorian Heritage Database VHR S199. She had endeared herself to the people of Port Phillip Bay as a passenger ferry, part of their history and culture. She played a significant role in the Crimean War, the American Civil War and the gold rush in New Zealand. She also served western Victoria for many years in her cargo and passenger runs. The SS Edina is famous for being the longest serving screw steamer in the world. After spending her first nine years overseas she arrived in Melbourne and her work included running the essential service of transporting cargo and passengers between Melbourne and the western Victoria ports of Warrnambool, Port Fairy and Portland. The SS Edina was purchased in the late 1860’s by local Warrnambool business, the Warrnambool Steam Packet Co. and continued trading from there as part of the local business community. The SS Edina’s original ‘fair maid of Judea’ figurehead was broken to pieces in a collision with another vessel (the SS Dandenong) in a gale off Warrnambool, Victoria, in 1870.Black and White photograph of S.S Edina at the Moorabool Street Wharf, Geelong in calm water that shows the reflection of the steamer. Ship has no sails raised. The funnel has a light coloured base with a dark coloured top. There are people on board the steamer. Other ship masts and people are in the background. In the foreground is a jetty with a small boat beside it and a person inside the boat. There is a title printed along the base of the photograph. c. 1870's to 1930'sPrinted at base of photograph "S.S. "EDINA," Moorabool Street Wharf, Geelong"warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, shipwrecked artefact, barclay & curle, figurehead 'fair maid of judea', centenary maritime exhibition 1934, a brief review of steam navigation in victoria, pleasure steamer edina, trade and travel late 19th and early 20th century, trade melbourne to geelong, screw steamer edina, coastal trader edina, lighter dinah, cargo carrying for cremean war, cargo carrying for american civil war, passenger and trade in western district of victoria, export gold and currency and gold diggers to new zealand, export vessel to h r h the duke of edinburgh, melbourne - warrnambool - port fairy - portland cargo run, warrnambool steam packet company, stephen henty, captain john thompson, chief engineer john davies, lady bay warrnambool, lighter edina, shipping victoria, port phillip bay steamers, steamship great britain, edina, vhr s199 victorian heritage database, postcard of ss edina 1870's - 1930's -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Machinery Oiler Can, First half of the 20th century
... Oil cans were made by companies like Noera Manufacturing Company and Perfection in the late 19th and early 20th centuries and around this time, oil cans frequently leaked and contributed to fires. In 1957, aluminium oil cans were introduced, produced by companies like the American...Oil cans were made by companies like Noera Manufacturing Company and Perfection in the late 19th and early 20th centuries and around this time, oil cans frequently leaked and contributed to fires. In 1957, aluminium oil cans were introduced, produced by companies like the American ...An oil can or oiler is a can that holds oil usually motor oil for lubricating machines. An oil can can also be used to fill oil-based lanterns. An occupation, referred to as an oiler, can use an oil can (among other tools) to lubricate machinery. Oil cans were made by companies like Noera Manufacturing Company and Perfection in the late 19th and early 20th centuries and around this time, oil cans frequently leaked and contributed to fires. In 1957, aluminium oil cans were introduced, produced by companies like the American Can Company. Rocanville, Saskatchewan, Canada is home to a large-scale oil can industry because of the Symons Oiler factory which produced oil cans during World War II.The subject item at this time cannot be associated with an historical event, person or place, provenance is unknown, item a is believed to have been produced in the first half of the 20th century for marine use.Conical oiler can with spout, screw top lid and top hook for hanging, side handle missing.Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, conical pot, pot -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBinnacle, Early to mid 20th Century
... The Observator shareholders, Holland America Line, bought the share capital of John Lilley and Gillie Limited., but retained all the personnel and the directors. (See Links for more information) A significant item of early 20th century marine navigational equipment made by a leading manufacturer in the field from a company that is still producing marine navigational instruments today. ...Mr John Wilson Gillie was born on the 31st of March 1864. On the 31st of July 1880 he was apprenticed for four years to J.J. Wilson and Sons, Nautical Instrument Makers of Sunderland. Following the apprenticeship he spent six months to a year as an ‘improver’ in Glasgow, and then started a new company ‘Wilson and Gillie’ in North Shields. At this time sail had just given way to steam and wooden ships to steel, and the railways were competing with colliers for the carrying of coal from the North East of England to London and the South. In 1858 only seven out of 44 shipyards on the Tyne were using iron, but by 1862 there were ten, employing around 4,000 men. These changes had a significant effect on nautical instrument manufacturers, as the magnetic compass for a wooden sailing vessel was very simple and required little in the way of compensation. For steel vessels much more was required and this was a period of great development, both in the compass bowl and the binnacle in which it was housed. In 1870 Sir William Thomson (later Lord Kelvin) designed his dry card standard compass, which completely replaced all previous designs. Wilson and Gillie started as agents for the Thomson compass, but later J.W. Gillie, using similar principles, redesigned the compass suspension and patented the ‘UNIT’ standard compass. It became popular with local shipowners and shipbuilders. In 1910 the firm of John Lilley and Son (which had been established in London in 1812), found themselves in financial difficulties and were saved with the help of John Wilson Gillie, who established, on the 8th of August 1911, a new firm of John Lilley and Son Limited. John Lilley and Son had been the sole London agents for Sir William Thomson, a very enviable position during this period, when the Thomson compass led the field. Unfortunately, Mr. Lilley had quarreled with the Glasgow company, who withdrew the agency and established their own branch in London (later to become Kelvin White and Hutton). On November 7th 1913, the firm of John Lilley and Son Limited of London amalgamated with Wilson and Gillie of North Shields, and after this date instruments manufactured by the two companies bore the name John Lilley and Son Limited of London and North Shields. During the 1930s many of the London nautical instrument makers were in difficulties, including John Lilley and Son Limited and Reynolds and Son, Dobbie and Clyde Limited, and Mr. J.W. Gillie arranged an amalgamation between these two companies. The new firm became Lilley and Reynolds Limited. In 1943, with estate duties in mind, the North Shields company was reconstituted and took the name of John Lilley and Gillie Limited, although the shareholders, directors and personnel remained unchanged In the early 1970s Lilley and Gillie developed close links with Observator in Rotterdam, who manufactured one of the first fully reliable transmitting magnetic compass systems. The Observator shareholders, Holland America Line, bought the share capital of John Lilley and Gillie Limited., but retained all the personnel and the directors. (See Links for more information)A significant item of early 20th century marine navigational equipment made by a leading manufacturer in the field from a company that is still producing marine navigational instruments today. John Lilleys company began in 1812 growing at a time when the transition of compasses from timber ships, to steel vessels. Compasses at this time required a method of compensation to allow their inclusion in steel vessels without magnetic deviation. This therefore was a period of great development, both in the compass bowl and the binnacle in which it was housed and the Lilley company were leaders in the field. Ships binnacle, wood with brass fittings, consists of 2 brass lamp holders, place for compass, Also has an inclinometer with a scale 40 to 0 to 40, one red and one green iron Kelvin compensation balls, one on each side of binnacle denoting port and starboard, a brass cylinder attached perpendicular at the rear for storing a Flinders Bar, 2 hinged cupboards containing adjustable wooden racks with drilled holes in them to hold iron Heeling error magnets.Textured brass plate attached to front stating "JOHN LILLEY & SON LTD (WILSON & GILLIE), NAUTICAL INSTRUMENT MAKERS, NORTH SHIELDS" . Inclinometer has "JOHN LILLEY & SON LTD (Wilson & Gillie) LONDON & NORTH SHIELDS" engraved. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, binnacle, john lillie & son ltd, compass -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageParallel Rule, Early 20th Century
... The item was made by a well known American maker of nautical instruments and is significant in regards to it's provenience and history of the maker and his family who over the years had been innovators and makers of various types of nautical instruments since 1795. flagstaff hill warrnambool shipwrecked-coast flagstaff-hill flagstaff-hill-maritime-museum maritime-museum shipwreck-coast flagstaff-hill-maritime-village parallel rule map reading nautical object navigation instrument Bliss of New York & Nautical instruments engraved on face of ruler, ruler divided into degrees for use on nautical maps Parallel map ruler. ...John Bliss (1795-1857) was born in Norwich Connecticut, trained as a silversmith and clockmaker in Vermont, and began in business as a jeweller in New York around 1830. In 1834, now trading as Bliss & Creighton, he made and marketed a range of nautical instruments. The business subsequently became John Bliss & Son in 1855 and John Bliss & Co. in 1857. It remained in business until 1957 when it was acquired by West Marine. The Bliss company used to make a range of instruments supplied to a variety of customers including the US Navy. An object made as an aid for marine navigation, to plot a course on a nautical map for a vessel to follow. The item was made by a well known American maker of nautical instruments and is significant in regards to it's provenience and history of the maker and his family who over the years had been innovators and makers of various types of nautical instruments since 1795. Parallel map ruler. Bliss of New York & Nautical instruments engraved on face of ruler, ruler divided into degrees for use on nautical mapsflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, parallel rule, map reading, nautical object, navigation instrument -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClocks, 1939-1946
... American Clock is an 8-day marine clock made by the Chelsea clock Co for the “US Maritime Commission” . ...These clocks were to be found on all ships made in American for the war effort between 1939 and 1946. ...Chelsea Clock Company History: The Chelsea Clock Company is an American clock manufacturing company that started before 1880 with Joseph Henry Eastman who founded the Harvard Clock Company and produced 800 clocks of marine, carriage, shelf and banjo types. He went on to change the company name to the Boston Clock Company in 1884. After several name changes in 1897, the Chelsea Clock Company was finally founded. Clocks produced by Chelsea Clock Company have been found in the White House, on US Naval Ships, and in homes and offices around the world. After the company first began life as the Harvard Clock Company, it was named the Boston Clock Company, the Eastman Clock Company before finally becoming the Chelsea Clock Company in July of 1897. The company had developed many patents and innervations over these years and between 1939 and 1946 during World War II they were awarded contracts by the U.S Maritime Commission and produced vast numbers of clocks for both merchant and naval ships. U.S Maritime Commission History: The United States Maritime Commission (MARCOM) was an independent executive agency of the U.S. federal government that was created by the Merchant Marine Act of 1936, and replaced the United States Shipping Board which had existed since World War I. It was intended to formulate a merchant shipbuilding program to design and build five hundred modern merchant cargo ships to replace the World War I vintage vessels that comprised the bulk of the United States Merchant Marine, and to administer a subsidy system authorized by the Act to offset the cost differential between building in the U.S. and operating ships under the American flag. It also formed the United States Maritime Service for the training of seagoing ship's officers to man the new fleet. The purpose of the Maritime Commission was to formulate a merchant shipbuilding program to design and then have built over a ten-year period 900 modern fast merchant cargo ships which would replace the World War I-vintage vessels Those ships were intended to be then leased to U.S. shipping companies for their use in the foreign seagoing trades the aim was to offer better and more economical freight services. The ships were also intended to serve as a reserve naval auxiliary force in the event of armed conflict which was a duty the U.S. merchant fleet had often filled throughout the years since the Revolutionary War. From 1939 through the end of World War II, the Maritime Commission funded and administered the largest and most successful merchant shipbuilding effort in world history, producing ships for both navy and merchant marine. By the end of the war, U.S. shipyards working under Maritime Commission contracts had built a total of 5,777 ocean-going merchant and naval ships. In early 1942 both the training and licensing was transferred to the U.S. Coast Guard for administration, then later to the Maritime Service final responsibility was conveyed to the newly created War Shipping Administration which was created to oversee the operation of merchant ships being built by the Emergency Program to meet the needs of the U.S. Armed Services. With the end of World War II, both the Emergency and Long Range shipbuilding programs were terminated as there were far too many merchant vessels now for the Nation's peacetime needs. In 1946, the Merchant Ship Sales Act was passed to sell off a large portion of the ships built during the war to commercial buyers, both domestic and foreign. The U.S Maritime Commission was officially disbanded on May 24th 1950. These clocks were to be found on all ships made in American for the war effort between 1939 and 1946. They are a significant reminder of the sacrifice by those who served in the merchant marine and the navy’s during the Second World War. The item is a part of our social history that reminds us of these dark times. The loses of family members, along with the trauma that many sailors had endured and had to live with for the rest of their lives once they were released from service and allowed to go home.American Clock is an 8-day marine clock made by the Chelsea clock Co for the “US Maritime Commission” . There is a second smaller dial for the seconds and 24-hour markings. Also a fast-slow adjuster to the top of the dial. The clock is an 8 day marine clock with US Maritime Commission inscribed on face in black lettering. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock, us maritime commission, chelsea clock company, horology, maratime clock -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnimal specimen - Whale bone, Undetermined
... American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made...American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made ...Prior to carrying out a detailed condition report of the cetacean skeletons, it is useful to have an understanding of the materials we are likely to encounter, in terms of structure and chemistry. This entry invites you to join in learning about the composition of whale bone and oil. Whale bone (Cetacean) bone is comprised of a composite structure of both an inorganic matrix of mainly hydroxylapatite (a calcium phosphate mineral), providing strength and rigidity, as well as an organic protein ‘scaffolding’ of mainly collagen, facilitating growth and repair (O’Connor 2008, CCI 2010). Collagen is also the structural protein component in cartilage between the whale vertebrae and attached to the fins of both the Killer Whale and the Dolphin. Relative proportions in the bone composition (affecting density), are linked with the feeding habits and mechanical stresses typically endured by bones of particular whale types. A Sperm Whale (Physeter macrocephalus Linnaeus, 1758) skeleton (toothed) thus has a higher mineral value (~67%) than a Fin Whale (Balaenoptera physalus Linnaeus, 1758) (baleen) (~60%) (Turner Walker 2012). The internal structure of bone can be divided into compact and cancellous bone. In whales, load-bearing structures such as mandibles and upper limb bones (e.g. humerus, sternum) are largely composed of compact bone (Turner Walker 2012). This consists of lamella concentrically deposited around the longitudinal axis and is permeated by fluid carrying channels (O’Connor 2008). Cancellous (spongy) bone, with a highly porous angular network of trabeculae, is less stiff and thus found in whale ribs and vertebrae (Turner Walker 2012). Whale oil Whales not only carry a thick layer of fat (blubber) in the soft tissue of their body for heat insulation and as a food store while they are alive, but also hold large oil (lipid) reserves in their porous bones. Following maceration of the whale skeleton after death to remove the soft tissue, the bones retain a high lipid content (Higgs et. al 2010). Particularly bones with a spongy (porous) structure have a high capacity to hold oil-rich marrow. Comparative data of various whale species suggests the skull, particularly the cranium and mandible bones are particularly oil rich. Along the vertebral column, the lipid content is reduced, particularly in the thoracic vertebrae (~10-25%), yet greatly increases from the lumbar to the caudal vertebrae (~40-55%). The chest area (scapula, sternum and ribs) show a mid-range lipid content (~15-30%), with vertically orientated ribs being more heavily soaked lower down (Turner Walker 2012, Higgs et. al 2010). Whale oil is largely composed of triglycerides (molecules of fatty acids attached to a glycerol molecule). In Arctic whales a higher proportion of unsaturated, versus saturated fatty acids make up the lipid. Unsaturated fatty acids (with double or triple carbon bonds causing chain kinks, preventing close packing (solidifying) of molecules), are more likely to be liquid (oil), versus solid (fat) at room temperature (Smith and March 2007). Objects Made From the Whaling Industry We all know that men set forth in sailing ships and risked their lives to harpoon whales on the open seas throughout the 1800s. And while Moby Dick and other tales have made whaling stories immortal, people today generally don't appreciate that the whalers were part of a well-organized industry. The ships that set out from ports in New England roamed as far as the Pacific in hunt of specific species of whales. Adventure may have been the draw for some whalers, but for the captains who owned whaling ships, and the investors which financed voyages, there was a considerable monetary payoff. The gigantic carcasses of whales were chopped and boiled down and turned into products such as the fine oil needed to lubricate increasing advanced machine tools. And beyond the oil derived from whales, even their bones, in an era before the invention of plastic, was used to make a wide variety of consumer goods. In short, whales were a valuable natural resource the same as wood, minerals, or petroleum we now pump from the ground. Oil From Whale’s Blubber Oil was the main product sought from whales, and it was used to lubricate machinery and to provide illumination by burning it in lamps. When a whale was killed, it was towed to the ship and its blubber, the thick insulating fat under its skin, would be peeled and cut from its carcass in a process known as “flensing.” The blubber was minced into chunks and boiled in large vats on board the whaling ship, producing oil. The oil taken from whale blubber was packaged in casks and transported back to the whaling ship’s home port (such as New Bedford, Massachusetts, the busiest American whaling port in the mid-1800s). From the ports it would be sold and transported across the country and would find its way into a huge variety of products. Whale oil, in addition to be used for lubrication and illumination, was also used to manufacture soaps, paint, and varnish. Whale oil was also utilized in some processes used to manufacture textiles and rope. Spermaceti, a Highly Regarded Oil A peculiar oil found in the head of the sperm whale, spermaceti, was highly prized. The oil was waxy, and was commonly used in making candles. In fact, candles made of spermaceti were considered the best in the world, producing a bright clear flame without an excess of smoke. Spermaceti was also used, distilled in liquid form, as an oil to fuel lamps. The main American whaling port, New Bedford, Massachusetts, was thus known as "The City That Lit the World." When John Adams was the ambassador to Great Britain before serving as president he recorded in his diary a conversation about spermaceti he had with the British Prime Minister William Pitt. Adams, keen to promote the New England whaling industry, was trying to convince the British to import spermaceti sold by American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made in the late 1700s, the American whaling industry boomed in the early to mid-1800s. And spermaceti was a major component of that success. Spermaceti could be refined into a lubricant that was ideal for precision machinery. The machine tools that made the growth of industry possible in the United States were lubricated, and essentially made possible, by oil derived from spermaceti. Baleen, or "Whalebone" The bones and teeth of various species of whales were used in a number of products, many of them common implements in a 19th century household. Whales are said to have produced “the plastic of the 1800s.” The "bone" of the whale which was most commonly used wasn’t technically a bone, it was baleen, a hard material arrayed in large plates, like gigantic combs, in the mouths of some species of whales. The purpose of the baleen is to act as a sieve, catching tiny organisms in sea water, which the whale consumes as food. As baleen was tough yet flexible, it could be used in a number of practical applications. And it became commonly known as "whalebone." Perhaps the most common use of whalebone was in the manufacture of corsets, which fashionable ladies in the 1800s wore to compress their waistlines. One typical corset advertisement from the 1800s proudly proclaims, “Real Whalebone Only Used.” Whalebone was also used for collar stays, buggy whips, and toys. Its remarkable flexibility even caused it to be used as the springs in early typewriters. The comparison to plastic is apt. Think of common items which today might be made of plastic, and it's likely that similar items in the 1800s would have been made of whalebone. Baleen whales do not have teeth. But the teeth of other whales, such as the sperm whale, would be used as ivory in such products as chess pieces, piano keys, or the handles of walking sticks. Pieces of scrimshaw, or carved whale's teeth, would probably be the best remembered use of whale's teeth. However, the carved teeth were created to pass the time on whaling voyages and were never a mass production item. Their relative rarity, of course, is why genuine pieces of 19th century scrimshaw are considered to be valuable collectibles today. Reference: McNamara, Robert. "Objects Made From the Whaling Industry." ThoughtCo, Jul. 31, 2021, thoughtco.com/products-produced-from-whales-1774070.Whale bone was an important commodity, used in corsets, collar stays, buggy whips, and toys.Whale bone vertebrae. Advanced stage of calcification as indicated by deep pitting. Off white to grey.Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, whales, whale bone, corsets, toys, whips, whalebone -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Wooden Rolling Pin, First half of 20th Century
... Americas used more primitive bread-making tools that are favoured and unchanged in many villages. Chefs who try to use genuine methods to preserve recipes are also interested in both materials and tools. Hands are used as "rolling pins" for flattening dough against a surface, but also for tossing soft dough between the cook's two hands until it enlarges and thins by handling and gravity. Tortillas are probably the most familiar bread made...Americas used more primitive bread-making tools that are favoured and unchanged in many villages. Chefs who try to use genuine methods to preserve recipes are also interested in both materials and tools. Hands are used as "rolling pins" for flattening dough against a surface, but also for tossing soft dough between the cook's two hands until it enlarges and thins by handling and gravity. Tortillas are probably the most familiar bread made ...A rolling pin is a simple tool used to flatten dough. The first civilisation known to have used the rolling pin was the Etruscans. Their advanced farming ability, along with a tendency to cultivate many plants and animals never before used as food and turn them into sophisticated recipes, were passed to invading Greeks, Romans, and Western Europeans. Thanks to the Etruscans, these cultures are associated with gourmet cooking. To prepare their inventive foods, the Etruscans also developed a wide range of cooking tools, including the rolling pin. Although written recipes did not exist until the fourth century B.C., the Etruscans documented their love of food and its preparation in murals, on vases, and on the walls of their tombs. Cooking wares are displayed with pride; rolling pins appear to have been used first to thin-roll pasta that was shaped with cutting wheels. They also used rolling pins to make bread (which they called puls) from the large number of grains they grew. Natives of the Americas used more primitive bread-making tools that are favoured and unchanged in many villages. Chefs who try to use genuine methods to preserve recipes are also interested in both materials and tools. Hands are used as "rolling pins" for flattening dough against a surface, but also for tossing soft dough between the cook's two hands until it enlarges and thins by handling and gravity. Tortillas are probably the most familiar bread made this way. Over the centuries, rolling pins have been made of many different materials, including long cylinders of baked clay, smooth branches with the bark removed, and glass bottles. As the development of breads and pastries spread from Southern to Western and Northern Europe, wood from local forests was cut and finished for use as rolling pins. The French perfected the solid hardwood pin with tapered ends to roll pastry that is thick in the middle; its weight makes rolling easier. The French also use marble rolling pins for buttery dough worked on a marble slab. Glass is still popular; in Italy, full wine bottles that have been chilled make ideal rolling pins because they are heavy and cool the dough. Countries known for their ceramics make porcelain rolling pins with beautiful decorations painted on the rolling surface; their hollow centres can be filled with cold water (the same principle as the wine bottle), and cork or plastic stoppers cap the ends. Designs for most rolling pins follow long-established practices, although some unusual styles and materials are made and used. Within the family of wooden rolling pins, long and short versions are made as well as those that are solid cylinders (one-piece rolling pins) instead of the familiar style with handles. Very short pins called mini rolling pins make use of short lengths of wood and are useful for one-handed rolling and popular with children and collectors. Mini pins ranging from 5 to 7 in (12.7-17.8 cm) in length are called texturing tools and are produced to create steam holes and decorations in pastry and pie crusts; crafters also use them to imprint clay for art projects. These mini pins are made of hardwoods (usually maple) or plastic. Wood handles are supplied for both wood and plastic tools, however. Blown glass rolling pins are made with straight walls and are solid or hollow. Ceramic rolling pins are also produced in hollow form, and glass and ceramic models can be filled with water and plugged with stoppers. Tapered glass rolling pins with stoppers were made for many centuries when salt imports and exports were prohibited or heavily taxed. The rolling pin containers disguised the true contents. The straight-sided cylinder is a more recent development, although tapered glass pins are still common craft projects made by cutting two wine bottles in half and sealing the two ends together so that the necks serve as handles at each end.Tiny rolling pins are also twisted into shape using formed wire. The pins will not flatten and smooth pastry, and the handles do not turn. The metal pins are popular as kitchen decorations and also to hang pots, pans, and potholders. https://www.encyclopedia.com/sports-and-everyday-life/food-and-drink/food-and-cooking/rolling-pinThe use of the rolling pin to make thin pastry or pasta.Wooden rolling pin with some damage on cylinder section.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, rolling pin, cooking, pastry -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Strainer
... made tea more readily available to those outside of the Chinese dynasty. British royals then increased the popularity of tea as their preferred beverage, and it was not long before a newfound fanaticism for tea in Great Britain spread to the American colonies, as did a growing demand for products that could separate loose tea leaves from liquid with ease and flair. ...made tea more readily available to those outside of the Chinese dynasty. British royals then increased the popularity of tea as their preferred beverage, and it was not long before a newfound fanaticism for tea in Great Britain spread to the American colonies, as did a growing demand for products that could separate loose tea leaves from liquid with ease and flair. ...Take a stroll through the average beverage aisle in your supermarket, and you might get the impression that tea has always come in small boxes with disposable tea bags. But before those easy to come by boxes, there was the rich and intriguing history of the tea strainer, a beautiful little tool that has helped our ancestors enjoy loose leaf tea for hundreds of years. Enjoying loose-leaf tea, and becoming familiar with this tool, can help spark an appreciation for your tea strainer and infuser collection, or simply inspire you to grow one. Documentation of tea tools such as the tea strainer appear in ancient history, the earliest models were likely made of bamboo, and later evolved into stainless steel, sterling silver, china, porcelain, silicon, and linen. During the Tang Dynasty in China, a small book called “Classic of Tea” was written describing tea utensils, and they were made to help Buddhist monks keep living things (such as small bugs) out of the drinking water. However, using a tea tool to keep run away tea leaves out of a cup did not become a cited use of the strainer until the 17th century when Dutch merchants made tea more readily available to those outside of the Chinese dynasty. British royals then increased the popularity of tea as their preferred beverage, and it was not long before a newfound fanaticism for tea in Great Britain spread to the American colonies, as did a growing demand for products that could separate loose tea leaves from liquid with ease and flair. Why did people use a strainer to separate out tea leaves in Great Britain and not in China? While the method of serving tea from a teapot with the tea loose in the pot was a practice used in both countries, the reason China may not have required a tool to remove leaves from their cup likely had to do with the types of tea leaves they were producing. The British owned tea plantations, in countries such as India, produced finer black tea leaves that did not require as much space to expand inside of a tea pot, where as the leaves prepared on the Chinese plantations would expand far more in the pot, and were therefore less likely to land or be bothersome inside a tea cup. This common approach to serving tea with smaller tea leaves required a solution to avoid ending up with a cup, and mouth, full of tea leaves. The obvious solution was a strainer basket. In the Victorian era, tea strainer baskets, similar to those still used in tea parlors today, were made to sit on top of the cup to capture the leaves when pouring the tea from a tea pot into the individual cups. Another solution was a tea-removing device called a mote spoon. Mote spoons act as search and rescue spoons to remove tea leaves from individual teacups. The tea would be brewed loose in the teapot, so any tea that ended up in the cup could be removed with a long handled spoon with holes in the spoon to remove rogue tea leaves and keep the steeped water in the cup. The handle also helped keep the teapot spout free of leaves and could help unclog any leaves trapped when pouring. Stainless steel tea strainers and tea infusers gained popularity in the late 19th century. Big name tea strainer producers, such as Tiffany and Gorham, could use fine silver to create quality, heavy, and sturdy strainers, for those who could afford it. There were many varieties of strainers at that time, but it was more likely that smaller designers who could not afford to mass-produce these quality strainers out of silver made them into unique shapes to attract consumers with lighter wallets. And borne was the tea strainer we are accustomed to today. Things took an unexpected turn for the tea strainer in the early 1900s when Thomas Sullivan, a tea merchant, shipped out tea samples in small silk bags. Customers did not realize that they were supposed to remove the tea from the bags, and instead boiled the tea, bag and all! The convenience of tossing out the leaves is obvious, and the popularity of tea bags is still seen today. Most premium bags of tea we are accustomed to today are frequently packaged loose for consumption, and when they are available in bags, the leaves are often crowded and do not have enough space to expand. While pyramid tea bags have become a more recent solution to this problem, due to the additional space at the top of the bag, enjoying a variety of quality tea is easier with a tea strainer in your arsenal. Besides, with the wide variety of strainers for your cup or pot in versatile materials such as mesh, silver, or a novelty silicone cartoon shape, loose tea can still reign supreme. Tea strainers sometimes do require more cleanup and measuring, but the experience and quality is always worth the effort. Besides, strainers also allow for mixing favorite tea blends together for an extra dose of delicious creativity! https://www.teamuse.com/article_170413.html The strainer provided the convenience of separating the tea leaves for disposal later.Metal strainer, bowl shaped, with mesh and twisted wire handle.Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, strainer -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Wooden Bread Board, Not known
... They were made to be extremely thick and durable, so durable in fact, that a butcher could use the same block for almost his entire career. Cutting boards around the world As cutting boards began to be more and more used in kitchens around North America, the rest of the world crafted such boards from different materials. ...They were made to be extremely thick and durable, so durable in fact, that a butcher could use the same block for almost his entire career. Cutting boards around the world As cutting boards began to be more and more used in kitchens around North America, the rest of the world crafted such boards from different materials. ...In the high tech, fast paced society that we live in, it’s easy to take some things for granted. Case in point: the wood cutting board on which you’ll probably be preparing the evening’s dinner. Have you ever taken the time to think about the history of the cutting board? Where did it come from, and what did ancient civilizations use to cut their meats, fruits and vegetables? Wood throughout the ages Since the dawn of time, wood has been one of the most available materials used by mankind to build tools and lodgings, so it’s not really surprising to know that wood has been used in the preparation of food since the prehistoric ages. Of course, back then, cavemen probably used an unpolished slab of tree trunk to cut the kill of the day on and they probably didn’t think twice about saving it once the meal was over. Chances are they probably threw it in the fire with the rest of the wood needed to kindle it. Advances in technology Throughout the centuries, mankind evolved and started creating machines from steam, electricity and metal. When the circular saw was invented, nicer, cleaner slabs of wood were cut and used as cutting boards. Since soft wood was the most available type of wood at the time, it was the material of choice for to be used for cutting boards. Boards were made smaller since the slab of wood could now be cut to any desired size. Since they were made smaller, they were also used to eat off of and some people referred to them as trenchers. Trenchers were originally pieces of stale hard bread that were used as substitute plates. Wood trenchers quickly became the replacements of the eatable dinnerware. The butcher block: the cutting board’s larger cousin In the industrial ages, many industries rapidly developed, and the butchery industry followed this trend as well. Before the invention of the cutting board, butchers used tree rounds to carve their meat on. The rounds were often too soft and they rapidly became unsanitary. Hard maple wood butcher blocks were the preferred choice of the industry. They were made to be extremely thick and durable, so durable in fact, that a butcher could use the same block for almost his entire career. Cutting boards around the world As cutting boards began to be more and more used in kitchens around North America, the rest of the world crafted such boards from different materials. The East used thick bamboo as their material of choice. Despite its frail appearance, bamboo is quite strong and made durable cutting boards and butcher blocks. Europe used maple in the crafting of their cutting boards while Persia used flat pieces of polished wood in their kitchens. The world then saw cutting boards that were being made from other materials like plastic and they came in all shapes and sizes, but they always served the same purpose, to provide a household with a safe, clean surface on which to prepare meals for their friends and family members. https://www.woodcuttingboards.com/news/quick-history-of-the-cutting-board-47.aspxThe use of the wooden chopping board over time. Wooden Rectangular Bread board . Worn (concave in centre). Raw wood.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chopping board, cooking