Showing 4571 items
matching production
-
 Churchill Island Heritage Farm
Churchill Island Heritage FarmFunctional object - Lister stationary engine
Robert Ashton Lister was born in England in 1845 into an industrial family. After attending the Paris Exhibition in 1867, Robert argued with his father and formed the R.A. Lister Company to produce agricultural machinery at his factory in Dursley, England. In 1889 he linked his machine with Pederson’s cream separator which now ran at a consistent speed due to a spinning centrifugal separator thus producing consistency of cream. It was marketed through the Commonwealth and Robert himself drove right across Alberta in Canada with horse and buggy to promote the machine. He also expanded the use of his machine to sheep shearing. In 1909 the Company acquired the rights to manufacture petrol driven engines. When World War 1 began in 1914 the Company focused on producing petrol engines, lighting plants and munitions for the War Department, the workforce was mainly female as the men enlisted and left for the Front. After the War, Robert Lister retired, and the Company was taken over by his grandsons Robert, Frank, George and Percy with A.E.Mellerup. Their father Charles represented the Company in North America and Europe. Foreign competition and over supply of second-hand ex-military engines and lighting sets saw profits drop but the Company managed to recover under the leadership of Managing Director Percy. In 1929 the Company designed the CS (cold start) diesel engine producing 6-7kW which became known as the Lister 9-1. The engines were all painted the same shade of Brunswick green. By 1936 Lister was producing a wide range of petrol and diesel engines most of which were small at 1.5 to 3 horsepower. These could be bought ‘stand-alone’ or powering a complementary range of pumps, churns, cream separators, auto-trucks, generating plant and sheep shearing equipment. The most successful was the D Type Lister introduced in 1937 most of which were rated at 1.5hp at 700rpm. More than 250,000 were sold up to 1964 and although RA Lister ceased production many years ago, hundreds of these engines are still in use today.Green Lister Stationary Petrol Engine Serial No. 16268. It is the smaller of two Lister engines in collection. It was made in 1924, Dursley, UK. The two engines in the collection are petrol engines from the 1920s predating the more numerous diesel engines manufactured from 1920 on.farm machinery, stationary engine, machine driven, belt driven -
 Australian Gliding Museum
Australian Gliding MuseumMachine - Glider –Sailplane, 1960
The FS-24 Phonix is the first sailplane design to be built using a moulded fiberglass sandwich technique. It was designed by Hermann Nagele and Richard Eppler leading a group setup for the purpose at Stuttgart Technical University in the early 1950s. Initial construction was undertaken at workshops of Wolf Hirth and the first prototype was completed at the Bolkow Aircraft Company where Nagele and another member of the group, Rudi Lindner, had gained employment. It flew on 27 November 1957. Two further prototypes were built incorporating a T-tail and other refinements. Eight in all were built before production was stopped in 1961. A number of gliding records were broken in Phonix sailplanes in Germany in 1962-1963. It was found to have a best glide ratio of 40:1. The Museum’s example, No. 403 was originally a prototype built on 25 May 1960 [Registration D-8354]. It was converted at Bolkow to a Phonix T in 1963 and sold to a private owner in Switzerland [Registration HB-746] and later then to gliding club Segelfluggruppe Solothurn in 1965. The glider returned to Germany in 1971 (Meersburg) and re-registered as D-0738. It moved to a new owner in Allershausen in 1976, and again to Lindhoft in 1982. In 1983 the glider was sold to owners at Hasselt, Belgium and given registration OO-ZQD. In 1989 a further change of ownership occurred and the glider went to Leusden in the Netherlands where it was registered as PH-949. In 2006 the Phonix No.403 was imported into Australia by John Ashford of the Geelong Gliding Club. On 30 January 2007, it was registered as VH-GRP. However, as at January 2016 it has not been flown in Australia. In the course of its flying history the glider was damaged several times and repaired. At one stage a larger rudder was fitted and later on this modification was reversed. With the original conversion to a Phonix T and subsequent repairs and changes to equipment the weight of the airframe increased from 182 kg to approximately 220 kg. Nevertheless, the wing loading is a modest 20kg/square metre. As at January 2016, minor repairs and airworthiness certification are required to return the glider to flying condition. This exhibit is highly significant as it is one of only eight of this pioneering sailplane design. It is the only one in Australia. Glassfibre single seat sailplane, finished white with blue stripes on fin and rudder.Australian registration GRP on rudder; Serial Number 403 and Vintage glider club of Netherlands plaque in cockpitaustralian gliding, sailplane, glider, fs-24, phonix, nagele, eppler, lindner, stuttgart technical university, bolkov aircraft company, segelfluggruppe solothurn, ashford, geelong gliding club. -
 Chiltern Athenaeum Trust
Chiltern Athenaeum TrustDomestic object - Butter knife belonging to W.C.Busse
Wilfred Clarence Busse, born in Chiltern in 1898, His family moved to the region during the gold rush and continued to reside in the area, purchasing land adjacent the Murray River. Busse completed his secondary education at Wesley College in Melbourne then studied law at the University of Melbourne. Busse went on to become a barrister, often in the chambers of Sir Leo Finn Bernard Cussen (1859-1933) a judge of the Supreme Court of Victoria. He worked most of his life in Chiltern as a Barrister and Solicitor and gained the unofficial title of historian of Chiltern, leaving behind several manuscript histories and a scrap book. Busse was an avid fictional writer and in 1930 he published two novels. Time spent on a Victorian station in his early twenties, as well as careful documentary research, informed the writing of his historical novels of bush life. "The Blue Beyond; A Romance of the Early Days in South Eastern Australia” and "The Golden Plague: A Romance of the Early Fifties." "The Golden Plague” won the T. E. Role gold medal for the best historical novel which went on to become a best seller. Busse often drew inspiration for his novels from his younger years living Chiltern. His passion for the region lead him to write “The History of Chiltern” which was published in a serial form in the Chiltern Federal Standard from 1922-1923. Wilfred Clarence Busse was a member of Chiltern Athenaeum (where this object is now held) up until his death in 1960, he is buried in the Barnawartha Cemetery. Likely Silverplate due to the intensity of the tarnishing of the metal, with indecipherable hallmarks on the handle, the method of production and the maker mark are unclear. The delicate swirling fernlike motif on this particular butter knife appears to be stylised in either Art deco the decorative arts and craft style favoured in Europe between 1880-1930's and less representational than examples of Australiana flora captured in silversmithing from the 1850's onwards produced in Australia. It is likely that those producing silverware at the time would be drawing on the decorative arts movement while incorporating elements of the natural beauty in the flora of their newfound environment into the silverware they produced.Wilfred Clarence Busse was of social significance to Chiltern, he helped to document the cultural story of the area in his published works "The Golden Plague" and "The Beyond Blue" by recounting his own upbringing in a bush lifestyle. He was a respected Barrister and was the unofficial historian of the Chiltern Athenaeum for many years. This butter knife represents a window into the domestic life of this person who was well loved in the area, and it continues its relationship to Busse as well as Chiltern by being held within the very collection he helped to maintain in his life. Domestic objects tell us the story about how people lived, objects of daily use hold particular meaning in that they can tell us the story of an individual, we feel closer to their life and habits, it humanises and connects us across time. Wilfred Busse ate food, he buttered his bread and he did it with a wonderfully decorated silver butter knife.A tarnished metal butter knife with engraved and embossed spiral fern details on the knife and handlesilverware, wilfred clarence busse, busse, chiltern, chiltern athenaeum, federal standard, t. e. role, "the blue beyond, a romance of the early days in south eastern australia”, "the golden plague: a romance of the early fifties.", "the golden plague”, wesley college, university of melbourne, sir leo finn bernard cussen, supreme court of victoria, gold rush, murray river, “the history of chiltern”, silversmithing, decorative arts, floral, flora, australiana, australian flora, arts and craft movement, australian silver, cussen, cutlery, butter knife, knife, silverplate -
 Federation University Historical Collection
Federation University Historical CollectionMedal - Numismatics, ANZAC Commemorative Medal for R.M. Serjeant, 1967
Robert M. Serjeant was the only son of Theo and Alice Serjeant, and grandson of famed mine manager Robert Malachy Serjeant (1829-1902). Robert Serjeant was a past student of the Ballarat School of Mines (SMB), and at the time of his World War One enlistment he had just finished an electrical course, and was working as a junior member of the SMB Department of Electricity. Robert Serjeant enlisted in December 1914. Corporal Serjeant (2138) of the 8th Battalion, died of wounds received in action at Gallipoli on 28 April 1915, aged 20. He was buried at sea and his name is listed at the Lone Pine Memorial. A brown paper parcel of Robert Serjeant's belongings was returned to his parents. It contained his discs, wrist-watch (damaged), notebook, hymn book and letters. [1] The Ballarat Courier reported: 'He was of quiet disposition, and a great student, devoting himself closely to his work.' Further information on R.M. Serjeant can be found at https://bih.federation.edu.au/index.php/Robert_M._Serjeant_Jnr The following statement on the ANZAC Commemorative Medallion and Badge was made by by Prime Minister Holt in 16 March 1967 when the Minister for Defence announced that it had been decided by the Australian Government, in consultation with the New Zealand Government, to issue a medallion and lapel badge to the veterans of the Gallipoli Campaign. "Last March, the Minister for Defence announced that it had been decided by the Australian Government, in consultation with the New Zealand Government, to issue a medallion and lapel badge to the veterans of the Gallipoli Campaign. I am glad to be able to announce that arrangements have now been completed for the production of the medallion and the badge. The Minister for the Army will be arranging distribution to those wishing to receive them as soon as possible. The Government hopes that production of the medallion and lapel badge will be sufficiently advanced to permit at least some of them to be distributed by ANZAC Day. The medallion (with the name of the recipient inscribed) will be issued to the surviving members of the Australian Defence Force who served on the Gallipoli Peninsula, or in direct support of the operations from close off-shore, at any time during the period from the first ANZAC Day in April, 1915 to the date of final evacuation in January, 1916. Next of kin or other entitled persons will be entitled to receive the medallion on behalf of their relatives, if the relative died on active service or has since died. For surviving members, a lapel badge will also be available for wearing. This will be a replica of the obverse (or front) of the medallion and will be about 1 inch high and 2/3 inch wide - the same size as the RSL badge. The medallion is the work of Mr. Raymond Ewers, the well-known Australian artist, based on a suggestion by Mr. Eric Garrett, a staff artist with the Department of the Army. It has been endorsed by both the Government of New Zealand and ourselves. It will be approximately 3 inches high and 2 inches wide. The obverse of the medallion depicts Simpson and his donkey carrying a wounded soldier to safety. It will be bordered on the lower half by a laurel wreath above the word ANZAC. The reverse (the back) shows a relief map of Australian and New Zealand superimposed by the Southern Cross. The lower half will be bordered by New Zealand fern leaves. The medallion will be cast in bronze and the lapel badge will be metal of a bronze colour. For the information of the honourable members I present also a brief statement setting out the conditions of eligibility which will apply to the medallion and badge and the manner in which those desiring to receive them should apply."(https://www.awm.gov.au/encyclopedia/anzac/medallion/doc.asp, accessed 26/02/2014) Conditions of eligibility. All members of the Australian Defence Force who served during the Gallipoli Campaign are entitled to receive the ANZAC Commemorative medallion. The campaign lasted from April 25, 1915 to January 8, 1916. The award will be made for service on the Gallipoli Peninsula and service in support of the operations in an area off-shore eastward of a line drawn from Yukyeri Point (lat 39 50' 40'' N long 26 9' 45'' E) through a point in lat 39 53' N long 26 0' E thence to Cape Gremea (lat 40 35' N long 26 6' E). The award will also be available to members of philanthropic organisations and the Press who were accredited to the AIF, and to Australian members of the crews of merchant ships or hospital ships which operated in direct support within the defined area. Note: The boundary line would run just off-shore from the land masses north and south of the Dardanelles, and is estimated to be within about 5 miles from the beach at ANZAC Cove. (https://www.awm.gov.au/encyclopedia/anzac/medallion/doc.asp, accessed 26/02/2014) This Item is significance because is was only issued to members of the Australian and New Zealand Defence Force who served at Gallipoli. This Medallion is significant because of its relationship to Robert M. Serjeant who died on 28 April 2015 at Gallipoli of wounds received in Action. Bronze commemorative medal in black presentation case showing Simpson and his donkey carrying a wounded soldier to safety. A crown is situated on top of the medal, and the word ANZAC beneath the medal. The opposite side depicts Australia, New Zealand and the Southern Cross Constellation. The lower half is bordered with New Zealand Fern leaves. The commemorative medal was presented to the family of Robert M. Serjeant. Gift of David Stevens, 2014.Engraved: "1238 R.M. Serjeant"serjeant, r.m. serjeant, robert m. sergeant, anzac, medal, numismatics -
 Bendigo Military Museum
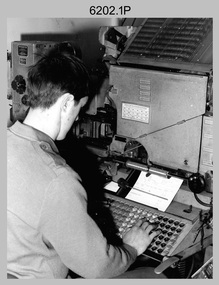
Bendigo Military MuseumPhotograph - Typesetting Equipment and Personnel, Army Survey Regiment, Fortuna, Bendigo, c1968 to 1979
This is a set of nine photographs of cartographic typesetting equipment and personnel in Cartographic Squadron at the Army Survey Regiment, Fortuna, Bendigo circa 1968 to 1979. The rooms on the top floor of Fortuna Villa where the photos were taken were formally the nursery and boys bedrooms during the Lansell family’s occupation of the building. The Fotosetter type setting machine replaced the letterpress method of type production in 1956. Its operator entered the text using a type order provided by cartographic draughtsmen/ draughtswomen. The type was output on a film positive, which was contacted onto strip film. The text was cut out by cartographic draughtsmen/ draughtswomen and affixed onto type sheets using bees wax. Cartographic Squadron’s CPL Arty Lane specialised in the operation of the Fotosetter type setting machine for many years, as shown in photos .3P and .4P. For more information on the Fotosetter, see page 71 of Valerie Lovejoy’s book 'Mapmakers of Fortuna – A history of the Army Survey Regiment’ ISBN: 0-646-42120-4. The computer based Editwriter Model 7500 typesetting system was introduced in 1975 as a replacement to the aging Fotosetter. It was operated by a specialised technician, who generated a large variety of map type styles and sizes quickly and reliably, as well as text panels. Output on Copy proof adhesive backed stripping type film replaced messy wax and spray adhesives in 1978. The Editwriter capability supported all RASvy units and its contractor type setting requirements. SGT Jim McDonald operated the Editwriter for a couple of years in the late 1970’s. He is seen in photos .7P and .8P. reading off a type order and entering text into the computer. See item 6181.23P, photo .1P for a reduced scale photo of SGT Jim McDonald undertaking this task. Also see item 6123.12P photos .1P and .2P featuring CPL Paul Richards, who was another technician that operated the Editwriter for several years in the 1980s. The Editwriter was also operated by SSGT Pat Lumsden, as featured in photo .9P taken in 1979. The Monotype Photolettering Machine seen in photos .5P and .6P is understood to be in service for a shorter period, as it was not as productive compared to the Fotosetter and Editwriter. This is a set of nine photographs of cartographic typesetting equipment at the Army Survey Regiment, Fortuna, Bendigo, c1968 to c1979. Black and white photos are on photographic paper and scanned at 300 dpi. .1) - Photo, black & white, c1960s, Fotosetter type setting machine, unidentified technician. .2) - Photo, black & white, c1960s, Fotosetter type setting machine. .3) to .4) - Photo, black & white, c1968, Fotosetter type setting machine, CPL Arty Lane. .5) to .6) - Photo, black & white, c1970s, Monotype Photolettering Machine, unidentified technician. .7) to .8) - Photo, black & white, c1979, Typesetting machine, ‘Editwriter’ Model 7500, SGT Jim McDonald. .9) - Photo, black & white, 1979, Typesetting machine, ‘Editwriter’ Model 7500, SSGT Pat Lumsden.Personnel and equipment are identified in photos .1P to .3P. on a card. A description is provided: ‘Fotosetter: This model was used from 1956 to 1974. Where photograph was taken: Army Survey Regiment. Person in Photograph: Arty Lane. Approx date photograph taken: 1968. Any Misc Information: All type on maps was set on this machine. The operator of the machine (Ex SGT Lane) joined the Army in 1956 and was discharged in 1977. Also with Survey from 1942 to 1946. Information given by: Arty Lane’. Photo .9P is dated 1979 on the back.’royal australian survey corps, rasvy, army survey regiment, army svy regt, fortuna, asr, carto -
 Warrnambool and District Historical Society Inc.
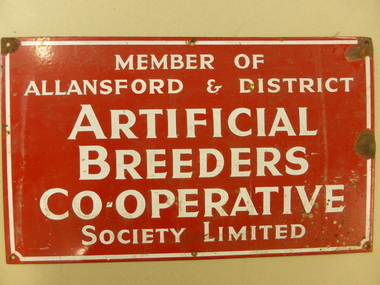
Warrnambool and District Historical Society Inc.Plaque, Artificial Breeders Co-operative, Circa 1965
The Allansford Artificial breeders was commenced in 1960 As a business its main focus was on the improvement of local herds for local farmers.As a result of 32 district farmers meeting at the Allansford Mechanics Hall, the Allansford & District Artificial Breeders Co-operative Society was formed. The subscription for membership was £7 10s. The meeting was instigated through the efforts of Noel Garner, a Hopkins Point farmer, who was manager of No.1 and No.2 Warrnambool Herd Testing Associations, and Gethan Fenton, a field officer with the Warrnambool Herd Testing Association. Bill Quinlan, who had been a herd tester under Noel Garner’s management, became the first employee of the Artificial Breeders. WCB support was available from the beginning as a room was provided behind the factory offices and the AI fees were collected by the factory from suppliers’ milk cheques. In the first 12 months Bill worked alone with some assistance from Russell Learmonth and Roger Walsh, both Kraft employees. Both factories realised the benefits of herd improvement in view of their overall increased production so membership was encouraged. Semen from the best sires in Canada and New Zealand were made available and farmers also could soon see the benefits. The initial board of directors, unlike WCB beginnings, consisted entirely of farmers. These included Michael Melican (Wangoom), Gerald Mugavin (Wollaston), Noel Garner (Hopkins Point), Jim Halford (Naringal East) and Grant Warnock (Southern Cross). Membership grew rapidly and after one year there were 164 members with another 100 joining the following year. After a year of coping alone Bill was joined by Ray Eccles from Purnim and then Pat Gleeson, later a Warrnambool car dealer. John Fitzgerald became a part-time technician. These signs were attached to the entrance gates of users. In the mid 1970s it became known as the Warrnambool Co-operative and while it maintained a strong rural and farming focus a opened a retail store in Warrnambool in Timor Street in the 1970's which became the largest trading department store in the district. By the late 1990s they had 8000 members and employed 84 full time and 120 casual staff. It met a sorry end in the 2000's.This sign is a link to a business which had a large exposure in the latter part of the 20th Century. As such it has social and historical significance. Rectangular metal sign, painted red with white text and white border around the edge. Screw holes in corners. Member of Allansford & district Artificial Breeders Co-operative Society Limited allansford artificial breeders, warrnambool co-operative society limited -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Document - Minutes Books, Woollen Mills 1909- 1923 1933-1945, C 1909 C 1933-1945
The minutes book of the Warrnambool Woollen Mill are an important record of the beginnings of one of Warrnambool's major industries for close to one hundred years. They record the struggle in the early days of 1909 and 1910 to raise the capital. Also mentioned is the support which had been given by local people of small means who were prepared to back the enterprise while those with financial means had been rather more reserved. Apart from a Mr Vidler all the initial directors were initially working in an honorary capacity. They lamented the fact that local banks held half a million pounds on fixed interest so there was no shortage of money. The first directors were appointed in March 1909 : Jas. Worland, W H Philpott, G S Mackay, E H Price, S McDonald, J C Beeching, W Rogers ,J Marfell, J Deany, Jas Duirs, Jas. Ponting, H Jessen, S Nettleton, J Blain, J Gooden, Drs. Holmes, Henderson and Powell. Mr J E Bennett was secured as first manager of the mill in 1910 Over the ten year period of this book there is much discussion on possible returns and share prices as well as decisions relating to the operation of and production from the mill. Within four years they were using more yarn than they were producing. Electricity was connected around 1914 and by 1915 shareholders were receiving eight percent return on their investment and were also contributing to the first world War effort by supplying blankets. Assets continued to accumulate and building was also continued with sandstone being quarried from the site and rain water tanks and asphalt floors installed, all contributing to savings. By 1917 The Warrnambool Woollen Mill was considered to be one of the states best investments and it continued to prosper through the years. The second minutes book likewise records similar events and circumstances for the period 1933-1945. This like wise is an interesting period, covering the period of the second World War. In 1955 the Warrnambool Woollen Mill formed a partnership with the Wangaratta Woollen Mills. Dunlop bought the mill in 1968. From that time until its closure in 2000 it had a number of different owners, the last being the Smith Family Industries. These minutes books hold an important information regarding the establishment and early operation of one of Warrnambool's major industries. The mill itself has strong connection to the Warrnambool community and many of the names mentioned as directors and shareholders have held positions within the community as businessmen and city officials. These minutes add another dimension to their contribution to Warrnambool..1Navy blue hard card cover with cloth spine. White label glued to front cover.186 pages.There are handwritten entries in black ink which are interspersed with reports from newspaper. .2 Pale grey cloth cover on early Kalamazoo filing system 612 pages of typed minutes . .1There are dates from 1910 through to 1923. Minutes have been signed by chairman of directors, M Saltau.label on front cover has blue stamp, The Warrnambool Woollen Mill Company. hand written above in black ink "opened 24th March 1909." .2 dated from May 1933 to September 1945. Signatures include M Saltau, James Disckson and Fletcher Jones.warrnambool, warrnambool woollen mill, first minutes book warrnambool woollen mill, minutes book, warrnambool woollen mill 1909, minutes book warrnambool woollen mill 1945 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Three draw Telescope, 20th century
This telescope was amongst various items collected from a sea dive in Port Phillip Bay. The diver was the caretaker of the Port Lonsdale Lighthouse, who dived on various wrecks in the bay during the 1960's. After the caretaker's death, his son sold off many of the shipwreck artefacts. The telescope was purchased from the caretaker's son in the 1990's by a previous owner of the Marine Shop, Queenscliff, Victoria. Many companies were making scientific instruments in Liverpool. Between 1730 up too today, they manufactured spectroscopes, telescopes, microscopes, barometers, photometers, cameras, ophthalmoscopes, and electrical equipment such as electric lamps. Liverpool was a major centre for the production of scientific items rivaling Glasgow and London from 1850 to 1920. This telescope appears to be of quality manufacture but the origins can only be surmised at based on the gold embossing to the leather surrounding the main brass tube as being associated with Liverpool England. There is no maker or owners mark, so again there is no sure way to determine the year of manufacture or maker. There were many opticians and scientific instrument makers working in and around Liverpool from 1730 through too today. Also the possibility the telescope could have been made outside Liverpool overseas should not be overlooked and may have been made as a souvenir item from Liverpool from the mid to late 20th century. The size and type of telescope is a traditional type that was used for many sporting activities in the mid to late 19th century for deer stalking, bird watching, or used generally. I believe the item dates from sometime around the early to late part of the 20th century as the use of the liver bird mark became popular in 1911. It began appearing on many manufactured items of the period up too today, denoting that these items were made by companies operating in or around Liverpool England. If the item had been made by a notable firm it would have been engraved with the makers name city of origin, or owner as was the accepted practice for these items. The writer has been unable to determine if any specific company had had exclusive use of the liver bird logo as it was widely used and was not copyrighted until the Liverpool football club successfully won a court case giving them the sole rights to the trademark in 2012.The item is also an example of the shipwreck artefacts gathered along the southwest coast of Victoria. It is also a sample of scientific instruments used up to the mid 20th century.Victorian style gentleman's three draw brass telescope with machine milling surrounding the end of each tube and around the objective end. The three tube draw has no split and all three cartridges are held within the main brass tube wrapped in leather with rope bindings at both ends 5 cm in length and beginning 7 cm from the objective end. The last 2.8 cm makes up the remainder of the brass tube which has a sliding brass sunshade. The eyepiece is flat and has a protective slide over the lens aperture. Two relay lenses are missing on the ends of the second and third tube. Gold embossed into the leather an inscription “Trade the Liver Mark” also embossed in gold a depiction of the mythical liver bird, associated with the city seal of Liverpool England. flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, shipwreck artefact, port phillip bay, port lonsdale lighthouse, wreck, 1960’s diver, queenscliff marine shop, liver bird, scientific instrument, telescope, three drawer telescope, liverpool, liver bird trade mark, trade mark -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
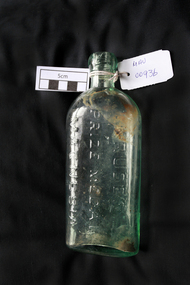
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured Glass, bottle PURA Cream 4oz, 20thC
There are two distinct types of milk consumption: a natural source of nutrition for all infant mammals and a food product for humans of all ages that is derived from other animals. Milk is a key contributor to improving nutrition and food security particularly in developing countries. Improvements in livestock and dairy technology offer significant promise in reducing poverty and malnutrition in the world. Pasteurization is used to kill harmful micro-organisms by heating the milk for a short time and then immediately cooling it. In the past, milk was always packaged in glass milk bottles The first glass bottle packaging for milk was used in the 1870s. The first company to do so may have been the New York Dairy Company in 1877 with a small glass lid and a tin clip. Lewis P. Whiteman holds the first patent for a glass milk bottle c1884,which was sealed with a waxed paper disk. The Express Dairy Company in England began glass bottle production in 1880. Melbourne Glass Bottle Works Spotswood 1880 - 1990. Milk cartons first came to Australia in 1958, when the Model Dairy in Melbourne began packaging milk in 150 ml and 500 ml cartons. At the time, 160,000 new glass bottles were needed in Melbourne alone every week to keep up the delivery of 1.3 million bottles of milk a day. n 1970, the blow-moulded disposable plastic milk bottle was introduced. In 1987, only about 2% of milk was still being sold in glass bottles. Glass milk bottles are now rare .Melbourne Glass Bottle Works Co Pty Ltd (1903 - 1915) Registered in Victoria in 1903 the company amalgamated with the Waterloo Glass Bottle Works Ltd in 1915 to form Australian Glass Manufacturers Company, Limited. Melbourne Glass bottle works Spotswood 1872- 1915 The Melbourne Glass Bottle Works (former), comprising a complex of buildings constructed between 1880 and 1940, at Booker Street, Douglas Parade, 2-38 Hudson Road, Raleigh Street and Simcock Avenue, Spotswood. The former glassworks was established in 1890 and originally made bottles for pharmacists Felton Grimwade before it was sold to the state government by US multinational, OI glass manufacturers A clear glass 4 oz bottle for PURA Creamery Carnegie. . A waxed cardboard disc lid from Devonshire Dairy Hepburn Springs is not related to this bottle but is an example of the typical lid used during this period Bottle : PURA / CREAMERY / CARNEGIE / CONTENTS 4 OZS Base : 120 Lid circumference : DEVONSHIRE DAIRY HEPBURN SPRINGS:/ Lid centre: PURE MILK/ T.B. TESTED COWS / PHONE 223 melbourne glass bottle works, spotswood melbourne, milk, dairy, dairy produce, dairy farmers, market gardeners, pioneers, early settlers, moorabbin, cheltenham, pasteur louis, pasteurization, pura creamery carnegie, devonshire dairy, hepburn springs, waxed paper milk bottle lids, felton grimwade co ltd, -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
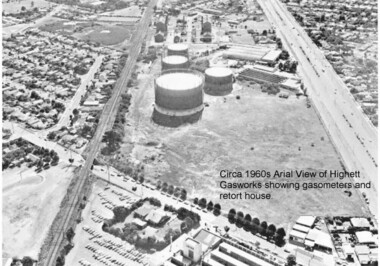
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Photograph - Photographs of Highett Gasworks, Gasometer, Retort House and Coal Store at Highett Gasworks, 1974 and 1960
Gasometers resulted from complex engineering design evolving from primitive gasholders first used in 1824 in England to power street lights. The 20th century gasometer, (as used at the Highett Gasworks), was comprised of a series of large interconnected, telescopic, cylindrical vessels or lifts, which rose and fell depending on the volume of gas stored. The gasholder operated on a basic principle of a gas-filled floating vessel, rising and falling in a seal of water. The Highett Gasworks had its beginning in 1939 but its beginnings commenced sixty-two years earlier when the privately owned Brighton Gas Company was floated in 1877. By 1880 the company was performing well and making excellent profits. The company was welcomed by residents wanting to replace the shadowy light of a kerosene lamp with the bright luminescence of "modern" gas lamps. The land developers of the day were also keen supporters. But by 1884 people became disgrunted because either the gas had not reached them yet or because the quality of the supply had diminished due to the increasing use. In 1885 a second private gas company, the Central Brighton and Moorabbin Gas Co, Chaired by "Tommy" Bent was floated and for many years the two gas companies enjoyed a shared monopoly in supplying gas from their New Street Works. In the 1930s the company expanded its gas production facilities to Highett where it had purchased 45 acres of land adjacent to the Melbourne-Frankston railway line. A gasholder with a capacity of 750,000 cubic feet was erected on the Highett land in 1927 and connected with high pressure mains to the Brighton works. Three years later the company directors decided to proceed with the construction of a vertical retort house and coal store. Following a "lull" during the Great Depression work recommenced in 1936 and by 1939 the first complete gas-making plant was completed, and gas making commenced. Over the next twenty one years other significant extensions occurred, including an amenities block to accomodate 100 workers. In 1969 Esso commenced the introduction of natural gas to residents homes and the gradual decommissioning of the Highett Gasworks commenced. Part of the old Highett Gasworks site is now a council owned parkThe photos of the Higett Gasworks, now demolished, recall their long history, that originated in the 1800s with the production of gas to supply homes with a new, much improved light source, and later it's other applications such as for stoves etc. The arrival of gas in the Shire of Moorabbin was a huge step forward that encouraged further building and development in the area.Three Photographs of the Highett Gasworks. Two are coloured photos taken in 1974, and one is black and white taken in the 1960s. All are in good conditionOn the back of the two coloured photographs "Highett Gasworks 1974" No inscription on the black and white aerial photograph.brighton, moorabbin, highett, bent thomas, gasometer, highett gasworks, engineering design, brighton gas company, central brighton and moorabbin gas company, great depression, lamp kerosene -
 Australian Gliding Museum
Australian Gliding MuseumMachine - Glider – Sailplane, 1963
The Bocian is a versatile training sailplane that first flew in 1952. The type has been modified in several respects over the course of production by SZD (tailplane and rudder in particular). About 600 have been built; many for export to 27 countries (including Australia). The aerobatic capability and fine performance (best glide ratio of 26) has enabled the Bocian to be used to train competition pilots as well as those of lesser experience. Many world gliding records were set in the 1950s and 1960s in Bocian gliders. The Museum’s example is a type D test flown in Poland on 3 and 4 April 1963. It was imported into Australia in September 1963 by Austerserve Pty Ltd. The first owner was the Alice Springs Gliding Club and the glider had name “Cumulus” painted on the side of the fuselage (since removed). The glider had recorded 726 hours 46 minutes flying time from 2138 launches as at July 1967 when it was transferred to the Darwin Gliding Club. It appears that the glider was damaged in June 1968. The substantial repairs to the fuselage, both wings and tailplane and other minor repairs were completed on 13 October 1968. The glider continued flying with the Darwin Gliding Club until August 1969 at which time the service to that club amounted to 59 hours 7 minutes flying time from 348 flights. Between August 1969 and August 1976 no flights are recorded in the logbook. It is understood that on its last flight at Bachelor, south of Darwin in the Northern Territory (August 1969) it was severely damaged when it crashed after spinning while being auto-tow launched (although this is not expressly mentioned in the logbook). Reg Hancock purchased the damaged glider and rebuilt the port wing and restored it to airworthy condition (September 1976). It was then transferred to Colac, Victoria, and used by the Colac Gliding Group at the Yeo airfield until February 1981, adding another 153 hours from 403 flights to the glider’s record. After airworthy inspection in September 1982 the glider was used by the Geelong Gliding Club until 1983 (logbook details not held). The 20 year survey was then due and the glider fell out of service. In the course of the most recent restoration attempt it was discovered that the glue used in construction had deteriorated and that it was no longer feasible to bring it back to an airworthy condition. Subject to restoration, this exhibit may be representative of the 1950s - 1960s Bocian two seat sailplane typeThis exhibit is a large two seat glider /sailplane of wood and fabric construction. All components are present with the exception of instruments. However, at the time that the aircraft was transferred to the Museum it had been taken apart for major restoration work. As received it is stripped of the top coats of paint and a number of components (including, amongst others, tip fairings, nose cone and cockpit elements) that were removed for facilitating the repair process. The glider, serial number 803, was registered as VH-GNLaustralian gliding, glider, sailplane, bocian, cumulus, alice springs gliding club, darwin gliding club, colac gliding group, geelong gliding club, hancock -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - EMLYN WILLIAMS AS CHARLES DICKENS, 1958
Emlyn Williams as Charles Dickens. Giving a Solo Performance of Scenes from the Famous Novels and Stories. Tour of New Zealand and Australia, 1958. D D O'Conner Productions Ltd.., in association with the Australian Elizabethan Theatre Trust. 1 Moving in Society. 2 Paul. 3 Mr Bob Sawyer Gives a Bachelor Party. 4 The Signalman. 5 Mr Chops. 6 The Fancy Ball. The Adoptions . . . The Desk . . . The Nature of the Performance. During the fifties of the last century, Charles Dickens, at the Height of his fame as a novelist, ventured on something quite new; he gave, in Birmingham, a public 'reading' of one of his stories. This turned out to be an historic occasion, opening up an extraordinary career for the great writer. Each 'Reading' was more sensationally successful than the last. The word was put into inverted commas because nothing could have been less like reading than Dickens's dramatic performance. Something like a hundred years later at the Criterion Theatre, EMILYN WILLIAMS appeared before the London public 'as Charles Dicken's, giving a solo performance of scenes from the novels.' At this point the actor had been a star of . . . Personal Manager for Emlyn Williams: Alan Cambell. Stage Director: Tony Ward. Secretary and Accountant: Aubrey Thomas. Manager for the Australian Elizabethan Theatre Trust: Mary Rawdon. EMILYN WILLIAMS. Emlyn Williams, as actor, playwright of director (often in all three capacities simultaneously) has been in the theatre since he acquired the degree of M.A. and shook from his feet the dust of Oxford. Born in Flintshire, North Wales, in 1905, the son of a village inn-keeper, he spoke only Welsh as a child and learned English at school - a boyhood freely depicted in his comedy, 'The Druid's Rest.' At the age of ten he won a scholarship to the local Holywell County School, and at the age of seventeen another scholarship (in French) to Christ Church, Oxford. Once at the University hw discovered the theatre, by means of the Dramatic Society, and realized at once it was to dominate his life. While he . . . Includes photo of E Williams. Advertisement for DECCA Records, Emlyn Williams as Charles Dickens, Volume 1.Back cover photograph of Emlyn Williams. Second Programme in Australia: Emlyn Williams as 'A Boy Growing Up' An entertainment from the stories of Dylan Thomas. 'Gorgeously Funny' - The observer, London. Cover well decorated with sketches and photo of Emlyn WilliamsPeerless Press Pty. Ltd.cottage, miners, emlyn williams as charles dickens. giving a solo performance of scenes from the famous novels and stories. tour of new zealand and australia, 1958. d d o'conner productions ltd.., in association with the australian elizabethan theatre trust. 1 moving in society. 2 paul. 3 mr bob sawyer gives a bachelor party. 4 the signalman. 5 mr chops. 6 the fancy ball. the adoptions . . . the desk . . . the nature of the performance. during the fifties of the last century, novelist, ventured on something quite new, in birmingham, a public 'reading'. an historic occasion, opening up a career 'reading' criterion theatre solo performance novels.' actor had been a star of . . . personal manager for emlyn williams: alan cambell. stage director: tony ward. secretary and accountant: aubrey thomas. manager for the australian elizabethan theatre trust: mary rawdon. actor, playwright of director (often in all three capacities simultaneously) degree of m.a. oxford. born in flintshire, north wales, in 1905, village inn-keeper, spoke welsh learned english at school. comedy, 'the druid's rest.' won a scholarship to the local holywell county school, and at the age of seventeen another scholarship (in french) to christ church, oxford. university he discovered the theatre, dramatic society. photo of e williams. advertisement for decca records, as charles dickens, volume 1.back cover photograph of emlyn williams. second programme in australia: emlyn williams as 'a boy growing up' stories of dylan thomas. 'gorgeously funny' - the observer, london. -
 Melton City Libraries
Melton City LibrariesPhotograph, The Cairn- Jimmy Melrose's plane crash site, 1988
Edna Barrie at the cairn, photo received from Graeme Minns in 1988. The cairn marks the site of Jimmy Melrose's plane crash in Melton South. The accident which happened on July 5th 1936. In 1934 Melrose made headlines with a series of spectacular flights. In July of that year, he set around Australia record and in that year established a new solo Australia England record when he flew to England to compete in the MacRoberston race with a De Havilland Puss Moth VH- YQO. The only Australian and the only solo pilot to complete the course within the time limit. He was seventh in finishing order and third in the handicap section making news again during the race with a dramatic landing in Darwin with empty fuel tanks. Late in 1935 Melrose imported the Phoenix for his “Adelaide to Anywhere” Charter Service. The previous year the Heston Aircraft Company had taken over the interests of the well known Comper Aircraft Company, and the first production of the new firm was the Phoenix, a single-engined all wooden five seater machine of sesquiplane configuration. The forward half of the fuselage was a streamlined rectangular section and the rear portion was a monocogue shell; the whole was of plywood fabric covered. The wing was built up of spruce box spars and lattice ribs, ply covered from the leading edge to the front spar and the fabric covered over the remainder. The tail surfaces were of similar construction. The most notable feature of the design was the lower stub wing which ran right across the fuselage embodying two box spars, plywood covered it housed the main undercarriage wheels when retracted and provided a substantial anchorage for the Nu form wing struts. The Dowty undercarriage retracted inwards, operated manually by hydraulic packs, Dual control fitted, with side by side seating for the pilots and three passenger seats behind. Power was a 200 h.p. De Havilland Gipsy VI 6 cylinder inverted in-line air-cooled engine. Six Phoenix were built; five of them registered in Great Britain and one of those was later sold abroad the remaining four were impressed into the R.A.F. in 1940. Specifications were: 40 feet 4 inches length 30 ft 2 ins height, 9ft 7ins, wing area 270 sq ft, Tare weight 2,600lbs loaded weight 3,300lbs; cruising speed 360 m.p.h. landing 50mph ceiling 14,000 ft range 700 miles. Melrose’s machine the first production aircraft was built early in 1936 and test flown of the 24th March. Painted green it carries the words “South Australian Centenary 1936” in silver of the fuselage and the name “Billing on the engine cowling in honor of Melrose’s uncle Noel Pemberton Billing, pioneer designer and founder of the Supermarine Aviation Company. The delivery flight was planned as a goodwill mission to publicise the forthcoming South Australian Centenary celebrations. Melrose left Dympne on the 9th April 1936, and flying via Marseilles, Naples, Athens, Baghdad, Basra, Karachi, Jodphur, Calcutta, Akyab, Penang, Singapore, Lombok, Darwin, Newcastle Waters and Alice Springs reached Adelaide on the 25th of April. Continuing the goodwill flight to other States, he visited Melbourne, Sydney, Newcastle, Grafton, Brisbane, Coff’s Harbour, Sydney again, Launceston, Hobart and Mount Gambier before returning to Adelaide on the 13th May. During June Jimmy made some charter flights and early in July was engaged by Mr. A.J. Campbell a director of several mining companies from Melbourne to Darwin to commence at Essendon on the4th July. However on that day low cloud and steady rain caused the postponement. There was little improvement and Melrose was advised to delay the departure again. However he wished to reach Oodnadatta that night, and when he observed the break in the clouds decided to leave. He planned to climb above the cloud and fly to Adelaide at 3,000 feet. The aircraft was airborne about 8.10 a.m. and was last seen from Essendon climbing above the clouds. At 8.45 people at Melton (30 miles West of Melbourne) heard an approaching aircraft. The engine noise increased abnormally and eye witnesses saw the machine fall out of control from the cloud base about 800 feet and then disintegrate, fragments were scattered for 1½ miles and both occupants were killed. Hand written carbon copy by Edna Barrie.Typed by Wendy Barrie March 2014 Last Flight of Jimmy Melrose by John Burke Parade Magazine July 1972 Page 2 –4 This article gives the take off time of 7.50 am from Essendon Airport Eyewitness account at the time Maisie Arthur’s description. Newspaper article. Edna Barrie at the site of the 'Cairn'local identities, local significant events -
 The Beechworth Burke Museum
The Beechworth Burke MuseumAnimal specimen - Bandicoot, Trustees of the Australian Museum, 1860-1880
The name bandicoot is taken from the term ‘pandi-kokku’ which means ‘pig-rat’ in Teluga, an Indian language. The bandicoot is endemic to Australia, and is a nocturnal marsupial. When first discovered, the bandicoot was originally mistaken for a type of rodent. This confusion can still occur among people today who don’t know the difference. However, the bandicoot actually descends from the marsupial lineage. Its most distinguishing features are the pointed snout, big ears, long hairless tail, round black eyes, and plump body. The hair colour is brown or tan, sometimes mixed with black or white markings. The hind limbs tend to be longer than the front limbs, and two of the toes are fused together, similar to the kangaroo. They play an important ecological role – turning over soil, which increases the rate of leaf litter decomposition, soil production and nutrient cycling. They're also critical in dispersing fungi spores, so losing bandicoots (and bettongs) from ecosystems has cascading effects on plant diversity, species composition and structure of forests and woodlands. Due to its immense diversity, the bandicoot has a large range of different body sizes. It typically varies between 12 and 31 inches in length, while the tail adds another four to 12 inches. This makes it on average about the size of a house cat. Males may be up to twice as large as females, but otherwise the sexes are similar in appearance. The main difference exhibited by the female is the rear-facing pouch with six to 10 teats to protect and feed the young. The bandicoot is one of the few marsupials to have a developed placenta. However, this placenta is small and lacks certain features, thus separating it from most other placental mammals. This specimen is part of a collection of almost 200 animal specimens that were originally acquired as skins from various institutions across Australia, including the Australian Museum and the National Museum of Victoria, as well as individuals such amateur anthropologist Reynell Eveleigh Johns between 1860-1880. These skins were then mounted by members of the Burke Museum Committee and put-on display in the formal space of the Museum’s original exhibition hall where they continue to be on display. This display of taxidermy mounts initially served to instruct visitors to the Burke Museum of the natural world around them, today it serves as an insight into the collecting habits of the 19th century. This specimen is part of a significant and rare taxidermy mount collection in the Burke Museum. This collection is scientifically and culturally important for reminding us of how science continues to shape our understanding of the modern world. They demonstrate a capacity to hold evidence of how Australia’s fauna history existed in the past and are potentially important for future environmental research. This collection continues to be on display in the Museum and has become a key part to interpreting the collecting habits of the 19th century.Small sized bandicoot with a pointy snout, small rounded eyes made of glass, a thin tail, small rounded ears, and sharp clawed legs. The fur in colouring is golden brown with streaks of dark brown, and is of medium length and fine.On wooden mount: BMM5896/ On Catalogue Tag (attached to left foreleg): Bandicoot Mou(...)/ Catalogue, Page. 45/ burke museum, taxidermy, taxidermy mount, fauna, animal, animalia, reynell eveleigh johns, bandicoot, marsupial, peramelemorphia -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Suppository Mould
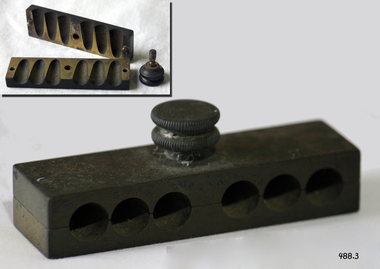
Before factory production became commonplace in medicine, dispensing was considered an art and pill and suppository machines such as these were a vital component of any chemist’s collection. This mould dates back to the days when the local chemist or apothecary bought, sold, and manufactured all his own drugs and medicines to everybody who lived within the local community. In Victorian times, there was no such thing as off-the-shelf medicine. Every tablet, pill, suppository, ointment, potion, lotion, tincture and syrup to treat anything from a sore throat to fever, headaches or constipation, was made laboriously by hand, by the chemist. Some medicines are formulated to be used in the body cavities: the suppository (for the rectum), the pessary (for the vagina) and the bougie (for the urethra or nose). History Suppositories, pessaries and bougies have been prescribed for the last 2000 years but their popularity as a medicinal form increased from around 1840 - suppositories for constipation, haemorrhoids and later as an alternative method of drug administration, pessaries for vaginal infections and bougies for infections of the urethra, prostate, bladder or nose. Manufacture The basic method of manufacture was the same for each preparation, the shape differed. Suppositories were "bullet" or "torpedo" shaped, pessaries "bullet" shaped but larger and bougieslong and thin, tapering slightly. A base was required that would melt at body temperature. Various oils and fats have been utilised but, until the advent of modern manufactured waxes, the substances of choice were theobroma oil (cocoa butter) and a glycerin-gelatin mixture. The base was heated in a spouted pan over a water-bath until just melted. The medicament was rubbed into a little of the base (usually on a tile using a spatula) and then stirred into the rest. The melted mass was then poured into the relevant mould. Moulds were normally in two parts, made from stainless steel or brass (silver or electroplated to give a smooth surface). To facilitate removal the moulds were treated with a lubricant such as oil or soap solution. To overcome the difficulty of pouring into the long, thin bougie mould, it was usual to make a larger quantity of base, to partially unscrew the mould, fill with base and then screw the two halves of the mould together thus forcing out the excess. When cool, any excess base was scraped from the top of the mould, the mould opened and the preparations removed, packed and labelled with the doctor's instructions. https://www.rpharms.com/Portals/0/MuseumLearningResources/05%20Suppositories%20Pessaries%20and%20Bougies.pdf?ver=2020-02-06-154131-397The collection of medical instruments and other equipment in the Port Medical Office is culturally significant, being an historical example of medicine from late 19th to mid-20th century.Proctological mould for making suppositories.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, suppositories, medicine, health -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Suppository Mould
Before factory production became commonplace in medicine, dispensing was considered an art and pill and suppository machines such as these were a vital component of any chemist’s collection. This mould dates back to the days when the local chemist or apothecary bought, sold, and manufactured all his own drugs and medicines to everybody who lived within the local community. In Victorian times, there was no such thing as off-the-shelf medicine. Every tablet, pill, suppository, ointment, potion, lotion, tincture and syrup to treat anything from a sore throat to fever, headaches or constipation, was made laboriously by hand, by the chemist. Some medicines are formulated to be used in the body cavities: the suppository (for the rectum), the pessary (for the vagina) and the bougie (for the urethra or nose). History Suppositories, pessaries and bougies have been prescribed for the last 2000 years but their popularity as a medicinal form increased from around 1840 - suppositories for constipation, haemorrhoids and later as an alternative method of drug administration, pessaries for vaginal infections and bougies for infections of the urethra, prostate, bladder or nose. Manufacture The basic method of manufacture was the same for each preparation, the shape differed. Suppositories were "bullet" or "torpedo" shaped, pessaries "bullet" shaped but larger and bougieslong and thin, tapering slightly. A base was required that would melt at body temperature. Various oils and fats have been utilised but, until the advent of modern manufactured waxes, the substances of choice were theobroma oil (cocoa butter) and a glycerin-gelatin mixture. The base was heated in a spouted pan over a water-bath until just melted. The medicament was rubbed into a little of the base (usually on a tile using a spatula) and then stirred into the rest. The melted mass was then poured into the relevant mould. Moulds were normally in two parts, made from stainless steel or brass (silver or electroplated to give a smooth surface). To facilitate removal the moulds were treated with a lubricant such as oil or soap solution. To overcome the difficulty of pouring into the long, thin bougie mould, it was usual to make a larger quantity of base, to partially unscrew the mould, fill with base and then screw the two halves of the mould together thus forcing out the excess. When cool, any excess base was scraped from the top of the mould, the mould opened and the preparations removed, packed and labelled with the doctor's instructions. https://www.rpharms.com/Portals/0/MuseumLearningResources/05%20Suppositories%20Pessaries%20and%20Bougies.pdf?ver=2020-02-06-154131-397The collection of medical instruments and other equipment in the Port Medical Office is culturally significant, being an historical example of medicine from late 19th to mid-20th century.Proctological mould for making suppositories.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, suppositories, medicine, health -
 Eltham District Historical Society Inc
Eltham District Historical Society IncBook, Coranderrk; We will show the country, 2013
Comprises twenty-three extracts from the Minutes of Evidence of the Coranderrk Inquiry, accompanied by an analysis of the historical text and context. The book relies strongly on primary-source materials and accurately references historical analysis from scholarly and Aboriginal perspectives. This book is derived from a verbatim-theatre performance in which professional actors portrayed the witnesses who gave evidence before the 1881 Coranderrk Inquiry.; Inscriptions and Markings: illustrations, photographs, facsimiles, maps, portraits About the book One of the first sustained campaigns for justice, land rights and self-determination in colonial Australia was undertaken by the Aboriginal people of Coranderrk reserve in central Victoria. Despite having created an award-winning farm they were targeted for removal to make way for white settlement. As skilled communicators and negotiators, they lobbied the government, in alliance with their white supporters, and succeeded in triggering a Parliamentary Inquiry in 1881. Coranderrk – We Will Show The Country derives from a unique verbatim-theatre performance where professional actors brought to life the witnesses who gave evidence before the 1881 Parliamentary Coranderrk Inquiry. Rescued from dusty archives, and including renowned Wurundjeri leader, William Barak, those witnesses continue to speak to contemporary audiences. Here, their powerful petitioning can be read alongside that of their non-Aboriginal allies, and those who would move them off their land. The book features a concise and accessible history of the Coranderrk Aboriginal Station and of the events that led to the appointment of the 1881 Parliamentary Coranderrk Inquiry. The book also contains a special edition of the verbatim script which has been annotated and referenced so as to provide a blueprint of how the original minutes of evidence from the 1881 Parliamentary Coranderrk Inquiry were adapted into a theatre script. Each scene of the play has also been introduced with a short biography of each character and a discussion of the key themes raised in their testimony. Supplementing the verbatim script of the performance, the book includes a range of historical images and stills from the ILBIJERRI Theatre Company’s production. Coranderrk – We Will Show The Country celebrates the spirit of collaboration between black and white in pursuit of justice, and offers an engaging way to learn about our past – and to think about our future. Coranderrk - We Will Show The Country. (2023, October 19). Retrieved from http://www.minutesofevidence.com.au/education/coranderrk-we-will-show-the-country-book/Ex Yarra Plenty Regional Library copyaboriginal australians, coranderrk, first nations people, healesville, indigenous history, performance, play -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Biography, The Biographical Treasury, 1851
Samuel Maunder (1785–1849) was an English writer and composer of many works. this new edition was printed after his death. The work consists of notices of the Lives of Eminent Persons of all ages and nations from the earliest period to the present times. The book is part of Flagstaff Hill's ‘Pattison Collection’, a collection of books and records that was originally owned by the Warrnambool Mechanics’ Institute, which was founded in Warrnambool in 1853. By 1886 the Warrnambool Mechanics’ Institute (WMI) had grown to have a Library, Museum and Fine Arts Gallery, with a collection of “… choice productions of art, and valuable specimens in almost every branch and many wonderful national curiosities are now to be seen there, including historic relics of the town and district.” It later included a School of Design. Although it was very well patronised, the lack of financial support led the WMI in 1911 to ask the City Council to take it over. In 1935 Ralph Pattison was appointed as City Librarian to establish and organise the Warrnambool Library as it was then called. When the WMI building was pulled down in 1963 a new civic building was erected on the site and the new Warrnambool Library, on behalf of the City Council, took over all the holdings of the WMI. At this time some of the items were separated and identified as the ‘Pattison Collection’, named after Ralph Pattison. Eventually the components of the WMI were distributed from the Warrnambool Library to various places, including the Art Gallery, Historical Society and Flagstaff Hill. Later some were even distributed to other regional branches of Corangamite Regional Library and passed to and fro. It is difficult now to trace just where all of the items have ended up. The books at Flagstaff Hill Maritime Village generally display stamps and markings from Pattison as well as a variety of other institutions including the Mechanics’ Institute itself. The publisher firm, Longmans, Green & Co, was originally founded in 1724 in London by Thomas Longman under the name Longman. In August of that year, he bought the two shops and goods of William Taylor and set up his publishing house there at 39 Paternoster Row. The shops were called Black Swan and Ship, and it is said that the 'ship' sign was the inspiration for Longman's Logo. After many changes of name and management, the firm was incorporated in 1926 as Longmans, Green & Co. Pty Ltd. The firm was acquired by Pearson in 1968 and was known as Pearson Longman or Pearson PLC. The book has additional importance for its connection to the Pattison Collection, which, along with other items at Flagstaff Hill Maritime Village, was originally part of the Warrnambool Mechanics' Institutes’ Collection. The Warrnambool Mechanics’ Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and its important role in people's intellectual, cultural and social development throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. The Warrnambool Mechanics' Institute’s publication collection is of both local and state significance.The Biographical Treasury: A Dictionary of Universal Biography Author: Samuel Maunder Publisher: Longman, Brown, Green & Longmans Date: 1851(a new edition) Blue fabric hardcover book with inscriptions on cover, stickers and a stamp.Painted on Spine "920 MAU" Pastedown front endpaper has sticker from Warrnambool Public Library Front loose endpaper has a sticker from Corangamite Regional Library Service Stamp: "WARRNAMBOOL MECHANICS' INSTITUTE"warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, shipwrecked-artefact, pattison collection, warrnambool library, warrnambool mechanics’ institute, ralph eric pattison, corangamite regional library service, warrnambool city librarian, mechanics’ institute library, victorian library board, warrnambool books and records, warrnambool children’s library, great ocean road, the biographical treasury, samuel maunder, longman brown green and longmans -
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaFlyer, Sensory Experiments, 2019
Melbourne Design Week: 14-24 March 2019 Sat 16 Mar 19, 2pm–10pm Norla Dome The Mission to Seafarers Victoria 717 Flinders St Docklands Indulge in a fleshy live experience. Reconnect with your primal being through a progression of sensorial confrontations. Recalibrate your connection to the world around you – the future depends on it. Sensory Experiments is a call for change – a Manifesto for Sensory Intelligence. Part social experiment, part philosophical inquiry and a fully immersive performance piece, this innovative project is forged from a collaboration between two of the city’s (and, indeed, the world’s) most progressive and inquiring minds. An eclectic cohort of creative contributors has been assembled to design a provocative experience intended to awaken the senses. Allow internationally renowned chef Justin James (Executive Chef of Vue de monde and Iki Jime and previously of Eleven Madison Park & Noma Copenhagen) to reignite your sense of taste. Avail yourself to floral artist Hattie Molloy’s interrogation of sensual perception with her reckoning of the Sublime. Absorb and participate in live-choreographed performances, and be aurally challenged by the masters behind the Sydney Opera House’s iconic acoustics. Come, bear witness, bring curiosity. Immerse yourself in this never-before seen collective. Guided by Sense Whisperers, you’ll wander through a series of live, uniquely designed corporeal experiences. Your emotional and physical responses will leave a digital imprint as the results of Sensory Experiments are transmitted in real time. Connect to self, connect to others, and connect to nature – and leave your mark on a living, breathing manifesto for living. Project Partners Matt Tambellini, More Studio and Mr. Kyle Mac, Design and Web Amara Speechley, Curated by, Marketing, PR & Partnerships Damien Boecasse and Erika Hirzinger, Event Production & Project Management Event Partners Justin James, Edibles Hattie Molloy and Emma Proudfoot, Flower Art Mihan Aromatics, Scent Design Chelsea Kate Evans, Performance Direction Samantha Iliov and Holly Simpson, Ensemble Studio, Costume Rachelle Austin, Olivia Reddan and Holly White, Set Stylists Isabel Johnson, Ed Supreme, Messaging and Copy Arup, Soundscape Design Hayden Sommerville, Videography Belle Nowak, Social Media Pord, Wine Tasting Noomi, Seating Website inscapesprojects.com Instagram: @inscapesprojectsA4 size flyer on creamy colour papercultural events, sensory experiments, ngv, national gallery of victoria, melbourne design week, 2019, community, norla dome, incas projects -
 4th/19th Prince of Wales's Light Horse Regiment Unit History Room
4th/19th Prince of Wales's Light Horse Regiment Unit History RoomPrincess Mary Gift Tin, 1914
In November 1914, an advertisement was placed in the national press inviting monetary contributions to a 'Sailors & Soldiers Christmas Fund' which had been created by Princess Mary, the seventeen year old daughter of King George V and Queen Mary. The purpose was to provide everyone wearing the King's uniform and serving overseas on Christmas Day 1914 with a 'gift from the nation'. The response was truly overwhelming, and it was decided to spend the money on an embossed brass box, based on a design by Messrs Adshead and Ramsey. The contents varied considerably; officers and men on active service afloat or at the front received a box containing a combination of pipe, lighter, 1 oz of tobacco and twenty cigarettes in distinctive yellow monogrammed wrappers. Non-smokers and boys received a bullet pencil and a packet of sweets instead. Indian troops often got sweets and spices, and nurses were treated to chocolate. Many of these items were despatched separately from the tins themselves, as once the standard issue of tobacco and cigarettes was placed in the tin there was little room for much else apart from the greeting card All boxes, irrespective of recipient, contained a Christmas card and a picture of the Princess. Those which were not distributed until after Christmas were sent out with a card wishing the recipient a 'victorious new year'. The wounded on leave or in hospital, nurses, and the widows or parents of those killed were also entitled to the gift. Prisoners of war at the time had theirs reserved until they were repatriated. Great efforts were made to distribute the gifts in time for Christmas, and huge demands were made on an already stretched postal service. More than 355,000 were successfully delivered by the deadline. As time pressed on, a shortage of brass meant that many entitled personnel did not receive their gift until as late as the summer of 1916, and in January 1919 it was reported that 'considerable' numbers had still not been distributed. Orders for brass strip were placed with the USA, who were not yet involved in the war, and a large consignment was lost with the ship 'Lusitania'. As so much brass was being consumed in the production of weapons and munitions, the quality of the boxes which were manufactured late on was poor, being of a plated inferior alloy, when compared with the earlier pure brass examples. When the fund finally closed in 1920, almost £200,000 had been donated for the provision of more than two and a half million boxes with contents. The 'tin' is approximately 5" long by 3¼" wide by 1¼" deep with a double-skinned, hinged, lid. The surface of the lid depicts the head of Princess Mary in the centre, surrounded by a laurel wreath and flanked on either side by the 'M' monogram. At the top, a decorative cartouche contains the words 'Imperium Britannicum' with a sword and scabbard either side. On the lower edge, another cartouche contains the words 'Christmas 1914', which is flanked by the bows of battleships forging through a heavy sea. In the corners, small roundels house the names of the Allies: Belgium, Japan, Montenegro and Servia; France and Russia are at the edges, each superimposed on three furled flags or standards. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Kerosene Lamp Burner, Bradley and Hubbard Manufacturing Company, Late 19th to early 20th century
Bradley and Hubbard established their company in 1852 in Meriden, Connecticut when Nathaniel and William Bradley, Orson and Chitten Hatch, and Walter Hubbard, formed Bradley, Hatch & Company. This incarnation of the company only manufactured clocks. The Hatch brothers sold their interest in the company in 1854 and it was renamed, Bradley & Hubbard. Clocks remained the firm's primary product into the 1860s. In addition to their line of clocks, Bradley & Hubbard also produced a wide range of household items including match safes, call bells, andirons, urns, bookends, frames, desk accessories and vases. Technological advances in drilling and refining crude oil in the late 1850s and early 1860s paved the way for the demise of whale oil as lamp fuel. Soon after Colonel Edwin Drake struck oil in Titusville, Pennsylvania on August 27, 1859, Nathaniel Bradley saw an opportunity to capitalize on the future of this new fuel. Nathaniel decided to produce an extensive line of kerosene burning lamps this proved to be a wise business decision. Kerosene was soon to become a widely used, safe and relatively inexpensive lamp fuel. Between April 7, 1868, and December 23, 1913, the company was listed as the assignee for at least 89 lighting patents. Many of these patents were for lamp and chandelier designs and various improvements in lamp burners. In 1875 the company reorganized to form the Bradley and Hubbard Manufacturing Company. Walter Hubbard served as President and Nathaniel Bradley as Treasurer. The firm enjoyed rapid growth throughout the 1880s. By 1888, the company employed over one thousand workers and had showrooms in major cities including New York, Philadelphia, Boston and Chicago. One of the most prolific of the B&H products was the Rayo lamp it produced under contract for Standard Oil. In keeping with the changing times, Bradley & Hubbard produced a variety of electric lamps as well. Walter Hubbard passed away in 1911 and Nathaniel Bradley in 1915. The company continued through the 1930s and was purchased by the Charles Parker Company, also of Meriden, Connecticut, in 1940. The Parker Company was quite diversified in its product line, also producing an extensive line of lamps and high-end chandeliers. Parker operated its acquisition as the "Bradley & Hubbard Division." Parker ceased production of the Rayo lamp in the early 1950s. In 1973, the Bradley and Hubbard buildings were demolished, effectively ending that chapter in American lighting manufacture.Early innovation in kerosene lamp burner design by Bradley and Hubbard lamp manufacturers who at the turn of the 20th century were the biggest lamp producers in the world. The item is significant due to its historic connection with a major innovator of lamp design.Lamp Burner, metal container with turning screw for wick and mesh walls. Is made in 2 parts. Raised embossing on wick adjustment screw " PAT APPLIED FOR" on top of burner "B & H Patented.July.1.90.Nov.20.94"flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, bradley & hubbard manufacturing company, kerosene lamp burner, early lighting -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Wood moulding Plane, 1870 to 1893
Moulding Plane: A moulding plane is a specialised plane used for making the complex shapes found in wooden mouldings that are used to decorate furniture or other wooden object. Traditionally, moulding planes were blocks of wear resistant hardwood, often beech or maple, which were worked to the shape of the intended moulding. The blade, or iron was likewise formed to the intended moulding profile and secured in the body of the plane with a wooden wedge. A traditional cabinetmakers shop might have many, perhaps hundreds, of moulding planes for the full range of work to be performed. Large crown mouldings required planes of six or more inches in width, which demanded great strength to push and often had additional peg handles on the sides, allowing the craftsman's apprentice or other worker to pull the plane ahead of the master who guided it. Auburn Tool Company: The Auburn Tool Company is known to exist from 1864 to 1893. George Casey reorganized the firm of Casey, Clark and Company as a joint-stock company in 1864, under the company name of Auburn Tool Company. The 1865 New York State Census noted the firm as a manufacturer of the plane, plane irons, and skates. The production that year was listed as 30,000 pairs of skates and 35,000 planes along with 25,000 dozen plane irons. The plane irons carried the trademark "Thistle". Both skates and plane irons were made from welded wrought iron and cast steel. The Auburn Tool Company was among the five leading plane manufacturing firms existing in the mid to late 19th century USA. Others were: H. Chapin's Son; Greenfield Tool Company; and Sandusky Tool Company. Auburn Tool Company, with these others, was also a founding member of the Plane Makers Association, organized around 1858 to fix prices. Most of the companies tools were manufactured by prisoners and in 1866 the firm was outbid for prison labour by J M Easterly and Co. After losing the contract with the prison authority they constructed a new building and continued in the plane manufacturing business with private labour. The 1870 US Census reported the firm had 21 machines, driven by water power, employing 66 males, producing annual products valued at us$70, 000. After A. Howland and Company was dissolved in 1874, the Auburn Tool Company again resumed using contract labour at the State Prison until 1877. The Auburn Tool Company merged with the Ohio Tool Company of Columbus, Ohio, on Nov 14, 1893. Although plane manufacturing was continued at Auburn until after 1907, after this merger the firm went under the name of the Ohio Tool Company. A significant item from the mid to late 19th century that today is quite rare and sought after by collectors. It gives us a snapshot of how furniture was made predominately by hand and with tools that were themselves hand made shows the craftsmanship used to make such a unique item. It also gives an insight into how many manufacturing companies bid for the rights to use prison labour to make their products at this time in our history. Decorative wood Moulding, plane Round type Auburn New York. Owner A Neudt Size 14 flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured Glass, bottle 'Kruse's Magnesia', 20thC
Johann August (John) Kruse was instrumental in the development of the pharmaceutical industry and pharmacy training in Victoria. He was a driving force behind the creation of the Pharmaceutical Society of Victoria and was appointed a founding member of the Society's inaugural council in 1857. He manufactured many pharmaceuticals and health products such as mineral waters and 'Kruse's Fluid Magnesia' (1863) which is still in use today. He later went on to produce insecticides and dynamite, then established his own analytical chemistry service. In 1878 Kruse established Victoria's first pharmacy training facility - the Melbourne School of Pharmacy. There pharmacy apprentices were taught chemistry, botany, materia medica and Latin, while country students could study by correspondence. The School was endorsed and monitored by the Pharmacy Board of Victoria to which Kruse was appointed in 1880. Kruse's pharmacy school was the forerunner of the Victorian College of Pharmacy, Monash University, which remains Victoria's only pharmacy training institute. In 1853, shortly after qualifying as pharmacist at the University of Göttingen, Johann August (John) Kruse, moved to London. The medical practitioner Dr S. Weil sent Kruse to Victoria, Australia to manage a new pharmacy and tobacconist's shop which he was having built at 136 Bridge Rd in Richmond. In 1856 Kruse opened a second pharmacy 'John Kruse and Company Chemists and Druggists' at 207 Bourke Street. 1857 the Richmond shop was destroyed by fire, so all pharmaceutical production was moved to the Bourke St premises and later to his new location at 184 Bourke St.. Kruse was forced to sell his business in 1868 to Felton Grimwade and Company and work for them as manager of their chemical works. By the early 1870s he had regained financial independence so left the company to establish his own businesses again. He opened up a pharmacy at 31 Swanston St and in c1874 leased Victoria's premier natural springs, Clifton Springs, on the northern side of the Bellarine Peninsula, where he established a bottling plant. Suspensions of magnesium hydroxide in water, often called Milk of Magnesia, are used as an antacid to neutralize stomach acid, and as a laxative. Milk of magnesia is sold for medical use as chewable tablets, capsules, and as liquids having various added flavours Kruses Fluid Magnesia 300ml Extralife Kruse’s Fluid Magnesia, Magnesium supplement. Rapidly absorbed, easily digested. Improves general well being, corrects magnesium deficiency. Helps relieve indigestion, when due to acidity. In 1878 Kruse established Victoria's first pharmacy training facility - the Melbourne School of Pharmacy, the forerunner of the Victorian College of Pharmacy, Monash University, which remains Victoria's only pharmacy training institute. A glass bottle containing ‘Kruse’s’ Magnesia’ medicineKRUSE’S / PRIZE MEDAL / MAGNESIA/ K / FELTON-GRIMWADE & CO. MELBOURNE Directions for use ......glass works, pharmaceutical glass, pharmacy, kruse johann august (john), dr weil s, ., victorian college of pharmacy, monash university, university of göttingen, felton grimwade and company, magnesium bicarbonate, magnesium oxide -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Equipment - Barbers’ Equipment, hair clippers steel 'Brown & Sharpe", c1940
1833 Brown & Sharpe was founded in Providence, Rhode Island by David Brown and his son Joseph R. Brown. David Brown retired in 1841 and Joseph Brown formed a partnership with Lucian Sharpe in 1853. During the 19th and 20th centuries, Brown & Sharpe was one of the best-known and most influential machine tool builders and was a leading manufacturer of instruments for machinists (such as micrometers and indicators ) and helped establish: The American wire gauge (AWG) standards for wire; The Brown & Sharpe taper in machine tool spindle tapers; and The Brown & Sharpe worm threadform for worm gears. .Like most machine tool builders, Brown & Sharpe rode a business cycle roller coaster during 1920- 40. After being kept very busy during World War I, builders suffered a slump in the post–World War I recession and depression of 1920–21. The Roaring Twenties brought renewed sales, but then the Great Depression slashed them. The armament-build-up period of 1936 to 1940 again renewed machine tool activity, and then the World War II materiel effort exploded demand, pushing it to record heights and employed 11,000 workers. Brown and Sharpe machine tools were a mainstay of American metal manufacturing until the late 20th Century and could be found in most machine shops and factories that worked with metal. Brown and Sharpe made callipers and micrometers that were essential to products built to fine tolerances. Shortly after World War II, Henry D. Sharpe, Jr. succeeded his father as president of Brown & Sharpe Manufacturing Company, at which point it evolved into a new and modern company built, or at least designed, to last. The firm stopped producing its old stalwarts: sewing machines, hair clippers, and certain categories of machine tools and employment dropped to 3,500 in 1976. Due to industrial disputes in the 1980’s B&S started focusing more on developing Coordinate-Measuring Machines. The company began to lose money as it shifted production away from machine tools and toward advanced metrology equipment, losing $14.6 million in 1990 and employed only 700. In 1994 Brown & Sharpe acquired DEA of Italy, an established manufacturer of CMMs. In 2001, substantially all of the assets of the Brown & Sharpe Manufacturing Company, including the intellectual property, designs, trademarks, facilities and inventory, were acquired by Hexagon AB, Switzerland, without the acquisition of the Brown & Sharpe Manufacturing Company itself. A set of manual barbers’ hair clippers with an adjustable wing screw, from Brown and Sharpe, Manufacturing Company Ltd., Providence, Rhode Island, USA. Chrome plated, in fair condition, c1940on Right handle; MADE BY BROWN & SHARPE MFG. CO. POV. R.I. / PAT'D IN GREAT BRITAIN, EN FRANCE, S.G.D.G. / U.S.A. PATENTS JULY 1-79, JUNE 3-84, AUG 23- 92 on top blade ; BRESSANT / TRADEMARK on base of lower blade ; No. 2* barbers, hairdressers, hair clippers, brown and sharpe manufacturing company, providence rhode island, hexagon ab, switzerland, great britain, france, ww1 1914-1918, ww11 1939-1945, great depression 1930, micrometers, tools, precision instruments, brown david, brown joseph r , sharpe lucian, sharpe henry d jnr, american wire gauge standard, sewing machines, metrological tools, worm gears, spindle tapers, screw machines, moorabbin, bentleigh, cheltenham, city of moorabbin industries, -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied, double collar lip; square upper with flared lower. Neck has seams and shoulder seam from 3-piece mould. Body with horizontal ripples tapers inwards to base. Push-up base with pontil mark and embossed inscription. Tape over wire around mouth. Cork remnants inside mouth. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Push-up base with pontil mark and embossed inscription. Base is uneven, glass composition has imperfections.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Neck has seams and shoulder seam from 3-piece mould. Body tapers towards base. Push-up base with pontil mark and embossed inscription. Base is uneven. Mouth has remnants of the seal in it and tape remnants around its outside. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim, Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Neck is slightly bulged and there is a mould seam where shoulder joins base. Body tapers inward to base. Uneven base with deep push-up centre with small pontil mark. Scratches and imperfections in glass. Also encrustations on surface. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has remnants of tape and wire seal. Mould seam around shoulder. Body tapers slightly inward to the base. Push-up base has pontil mark and is embossed in large letters. Base is uneven. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from an unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, Tall slim gallon style. Applied double collar lip; upper is straight, lower is flared. Lip has bumps around the top. Neck has slight taper towards shoulder, which has a shoulder seam from the mould. Body tapers inwards towards base. Push up base has a pontil mark. Base is embossed.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable