Showing 62 items matching "coloured clay"
-
 Federation University Art Collection
Federation University Art CollectionCeramic - Artwork-Ceramics, [Test slabs]
... coloured clay...Federation University Art Collection Artworks are displayed at Federation University Australia campuses at Ballarat, Gippsland (Churchill), Stawell and Horsham. goldfields coloured clay test tile ceramics Five test slabs with colour inlays bisque fired. ...Five test slabs with colour inlays bisque fired. coloured clay, test tile, ceramics -
 Alfred Hospital Nurses League - Nursing History Collection
Alfred Hospital Nurses League - Nursing History CollectionFunctional object - Brick, Glen Iris Brick Company, (c. 1960)
... Dirty terracotta coloured rectangular clay brick, one side has two rectangluar depressions, multiple chips off all sides...Nurses home Brick alfred hospital alfred hospital nurses league building nurse accomodation GLEN IRIS [Maker's mark] Dirty terracotta coloured rectangular clay brick, one side has two rectangluar depressions, multiple chips off all sides Functional object Brick Glen Iris Brick Company ...This brick was part of a group of brick that were salvaged during demolition of the main Alfred Hospital Nurses Home on 5 August, 1996.This brick and others from this group are significant to the Alfred Hospital Nurses League as many members lived there during their training and there was much controversy around the demolition of the building.Dirty terracotta coloured rectangular clay brick, one side has two rectangluar depressions, multiple chips off all sidesGLEN IRIS [Maker's mark]nurses home, brick, alfred hospital, alfred hospital nurses league, building, nurse accomodation -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Decorative object - Garden Tile, c1888
... Sandy clay coloured garden edging tile, square base with decorative top....Whitehorse Historical Society Inc. 2-10 Deep Creek Road Mitcham melbourne Garden edging manufactured by White Bros which is now known as Vitclay. ceramics terracotta 'White Bros/Registered/2/3/88/ pressed onto front of tile. Sandy clay coloured garden edging tile, square base with decorative top. ...Garden edging manufactured by White Bros which is now known as Vitclay.Sandy clay coloured garden edging tile, square base with decorative top.'White Bros/Registered/2/3/88/ pressed onto front of tile.ceramics, terracotta -
 Clunes Museum
Clunes MuseumContainer - JUG, SHARPE BROS
... STONEWARE JUB WITH WIRE HANDLE, BROWN CERAMIC GLAZE AT THE NECK OF THE JUG AND CLAY COLOURED GLAZE AROUND TO JUG BELOW THE BROWN...Clunes Museum 36 Fraser Street enter building through Collins Place Clunes goldfields JUG USED TO CONTAIN GINGER BEER STONEWARE JUG GINGER BEER "HEALTH BEVERAGES - WHEN EMPTY RETURN TO SHARPE BROS AUSTRALIA AND NEW ZEALAND" IN BLACK LETTERING ON THE BODY OF THE JUG STONEWARE JUB WITH WIRE HANDLE, BROWN CERAMIC GLAZE AT THE NECK OF THE JUG AND CLAY COLOURED GLAZE AROUND TO JUG BELOW THE BROWN Container JUG SHARPE BROS BENDIGO POTTERY ...JUG USED TO CONTAIN GINGER BEERSTONEWARE JUB WITH WIRE HANDLE, BROWN CERAMIC GLAZE AT THE NECK OF THE JUG AND CLAY COLOURED GLAZE AROUND TO JUG BELOW THE BROWN"HEALTH BEVERAGES - WHEN EMPTY RETURN TO SHARPE BROS AUSTRALIA AND NEW ZEALAND" IN BLACK LETTERING ON THE BODY OF THE JUGstoneware, jug, ginger beer -
 Nillumbik Shire Council
Nillumbik Shire CouncilSculpture: Liz Williams, Liz Williams, In Love, c.1996
... Williams' use of the dog and poem was inspired by a print by the late Barbara Hanrahan (an artist friend) in which a women was holding a cat accompanied by a dog and in which words from a William Blake poem were included / After her mother died Williams made a work of her mother with the dog, holding the cat and using the same words in the Hanrahan print / The dog is a family pet; Dolcie, that Williams fell in love with / The dog as a symbol has been used in fifteenth and sixteenth century painting to represent fidelity in marriage / The use of the dog is also a contradiction to the themes in this work by Williams / Williams found that many of her women friends were having emotional and romantic difficulties, suffering from the same malady again and again, feeling rejected, destroyed and having unfulfilled desires / The female figure standing on her hands is not seeing things realistically / The figure is head over heels, vulnerable, with her skirt around her head revealing more than normal / The text enhances the meaning of the work and draws the viewer into experiencing the foolishness of love, demanding the viewer travel around and around to read it / Overall the dog provides structure to the work and a reliable object on which all else balances / Balance has been one of the recurring or repetitive themes within William's work / It references the physicality of clay, the difficulties in creating balance with the clay and balance in the work / Williams' work is about form rather than colour / Sometimes she uses a coloured clay like a pale terracotta / Williams likes the flatness of the surface in relationship to the marks of the text / She describes herself as a Minimalist, paring down the form to the bare essentials. ...Nillumbik Shire Council melbourne Williams' use of the dog and poem was inspired by a print by the late Barbara Hanrahan (an artist friend) in which a women was holding a cat accompanied by a dog and in which words from a William Blake poem were included / After her mother died Williams made a work of her mother with the dog, holding the cat and using the same words in the Hanrahan print / The dog is a family pet; Dolcie, that Williams fell in love with / The dog as a symbol has been used in fifteenth and sixteenth century painting to represent fidelity in marriage / The use of the dog is also a contradiction to the themes in this work by Williams / Williams found that many of her women friends were having emotional and romantic difficulties, suffering from the same malady again and again, feeling rejected, destroyed and having unfulfilled desires / The female figure standing on her hands is not seeing things realistically / The figure is head over heels, vulnerable, with her skirt around her head revealing more than normal / The text enhances the meaning of the work and draws the viewer into experiencing the foolishness of love, demanding the viewer travel around and around to read it / Overall the dog provides structure to the work and a reliable object on which all else balances / Balance has been one of the recurring or repetitive themes within William's work / It references the physicality of clay, the difficulties in creating balance with the clay and balance in the work / Williams' work is about form rather than colour / Sometimes she uses a coloured clay like a pale terracotta / Williams likes the flatness of the surface in relationship to the marks of the text / She describes herself as a Minimalist, paring down the form to the bare essentials. ...Williams' use of the dog and poem was inspired by a print by the late Barbara Hanrahan (an artist friend) in which a women was holding a cat accompanied by a dog and in which words from a William Blake poem were included / After her mother died Williams made a work of her mother with the dog, holding the cat and using the same words in the Hanrahan print / The dog is a family pet; Dolcie, that Williams fell in love with / The dog as a symbol has been used in fifteenth and sixteenth century painting to represent fidelity in marriage / The use of the dog is also a contradiction to the themes in this work by Williams / Williams found that many of her women friends were having emotional and romantic difficulties, suffering from the same malady again and again, feeling rejected, destroyed and having unfulfilled desires / The female figure standing on her hands is not seeing things realistically / The figure is head over heels, vulnerable, with her skirt around her head revealing more than normal / The text enhances the meaning of the work and draws the viewer into experiencing the foolishness of love, demanding the viewer travel around and around to read it / Overall the dog provides structure to the work and a reliable object on which all else balances / Balance has been one of the recurring or repetitive themes within William's work / It references the physicality of clay, the difficulties in creating balance with the clay and balance in the work / Williams' work is about form rather than colour / Sometimes she uses a coloured clay like a pale terracotta / Williams likes the flatness of the surface in relationship to the marks of the text / She describes herself as a Minimalist, paring down the form to the bare essentials. 'In Love' was a finalist in the 1997 Nillumbik Art Award held at the Eltham Community and Reception Centre, Pitt Street, Eltham. A ceramic sculpture made of white stoneware clay (coated with a wash of gesso) of a girl doing a hand stand on the back of a dog (retriever?) / Her face/head is partially covered by her skirt which has come down / Her skirt is inscribed in the round with the poem "The Lady's First Song" (1938) by W.B. Yeats (see inscriptions and markings) / The dog is looking straight ahead and upwards towards the sky and his tail is pointing straight out. The dog is covered with cross-hatch incised lines to give the illusion of fur and texture / Hand written inscription of W.B. Yeats poem "The Lady's First Song" (1938) on girl's skirt / I turn round / Like a dumb beast in a show. / Neither know what I am / Nor where I go, / My language beaten / Into one name; / I am in love / And that is my shame. / What hurts the soul / My soul adores, / No better than a beast / Upon all fours.williams / yeats / love / ceramic / stoneware / dog -
 Glenelg Shire Council Cultural Collection
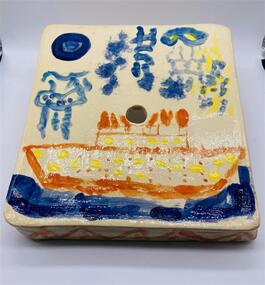
Glenelg Shire Council Cultural CollectionSculpture - Collaborative sculpture piece 19/19, Rory Carter, October 2025
... Piece is natural clay coloured glazed with the picture of a orange boat with yellow dots on top. ...Piece is natural clay coloured glazed with the picture of a orange boat with yellow dots on top. ...The collaborative sculpture was created for the Annual Portland Arts Centre Inside Out Exhibition 2025. The ceramics were created during a series of workshops. Participants were able to lean new creative practices in a safe supportive space whist creating original works for the exhibition. The ceramics workshop was led by Angela Ryks and Rory Carter. Sculpture is a tower that consists of a square base and 18 different stackable handmade ceramic pieces which when threaded onto a timber dowel rod form a tower sculpture. Each piece is unique in shape, style and finish.Sculpture was created to be acquired into the Glenelg Shire Council Cultural Collection.Piece 19/19 of a collaborative sculpture created for the Annual Portland Arts Centre Inside Out Exhibition 2026. Piece 19 hand created ceramic square base that when inserted over a timber base with upright dowel forms the bottom and basis of the sculpture. Piece is natural clay coloured glazed with the picture of a orange boat with yellow dots on top. all abilities -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionSculpture - Collaborative sculpture piece 16/16, Rory Carter, October 2025
... Piece is natural clay coloured glazed with the picture of a mermaid on top in blue and wavy lines on the sides. ...Piece is natural clay coloured glazed with the picture of a mermaid on top in blue and wavy lines on the sides. ...The collaborative sculpture was created for the Annual Portland Arts Centre Inside Out Exhibition 2025. The ceramics were created during a series of workshops. Participants were able to lean new creative practices in a safe supportive space whist creating original works for the exhibition. The ceramics workshop was led by Angela Ryks and Rory Carter.Sculpture was created to be acquired into the Glenelg Shire Council Cultural Collection.Piece 16/16 of a collaborative sculpture created for the Annual Portland Arts Centre Inside Out Exhibition 2026. Piece #16 hand created ceramic hexagon base that when inserted over a timber base with upright dowel forms the bottom and basis of the sculpture. Piece is natural clay coloured glazed with the picture of a mermaid on top in blue and wavy lines on the sides. Has a black rubber stopper that sits under the first pieceall abilities -
 Federation University Art Collection
Federation University Art CollectionCeramic, Gladys Reynell et al, Blue Bowl By Osrey, 1923
... Using a seasoned dump of buff-coloured clay from a well at nearby McLaren Vale Gladys Reynell built and fired her own kiln; threw simple, robust forms based on early European folk pottery; and decorated them with designs inspired by both Aboriginal art—one of the earliest to use this as a source. ...Using a seasoned dump of buff-coloured clay from a well at nearby McLaren Vale Gladys Reynell built and fired her own kiln; threw simple, robust forms based on early European folk pottery; and decorated them with designs inspired by both Aboriginal art—one of the earliest to use this as a source. ...Gladys REYNELL (04/091881 - 16/11/1956) Born Glenelg, South Australia Gladys Reynell was South Australia's first studio potter and the first Australian artist to apply modernist principles to the crafts. For four years she worked from Ballarat. Osrey Pottery Ballarat operated between 1922 and 1926 by Gladys Reynell and George Osborne. The name of the pottery was an acronym formed from their surnames. Gladys Reynell, her sister Emily and brothers Rupert and Carew supported the war effort during World War One. Rupert Reynell was a neurologist who valued handicrafts in the rehabilitation of shell-shocked soldiers. He influenced Gladys and Margaret Rose (Rose) McPherson (later known as Margaret Preston) to learn pottery at the Camberwell School of Arts and Crafts, London, in 1916. Next year a friend sent Gladys some Kangaroo Island clay which excited her: 'I thought then that it could be the most delightful thing on earth to make pots in Australia from virgin clay'. In 1918 Gladys and Rose began teaching pottery to soldiers at Seale Hayne Neurological Hospital, Devon. In September 1919 Gladys Reynell came home in September due to her father's illness. She established the Reynella Pottery and became responsible for all stages of pottery production. Using a seasoned dump of buff-coloured clay from a well at nearby McLaren Vale Gladys Reynell built and fired her own kiln; threw simple, robust forms based on early European folk pottery; and decorated them with designs inspired by both Aboriginal art—one of the earliest to use this as a source. Gladys Reynell decorated her earthenware pottery with the characteristic rich 'Reynella blue' slip. On 14 August 1922 at St Mary's Church, Edwardstown, Gladys married George Samuel Osborne, an ex-serviceman and gardener at Reynella; they had no children. Between 1922 and 1926 they set up Osrey Pottery In Ballarat. Gladys produced pottery for sale at fairs with George as her assistant. She would throw her pots in the street, causing a sensation. In 1926 George contracted lead poisoning from lead in the glazes. They moved to rural Curdievale where Gladys resumed painting and making woodcuts. From 1939 Gladys and George lived in Melbourne. In World War II she worked in the army pay corps, in the Taxation Office, and as a translator of French. Gladys died of cancer on 16 November 1956; her husband scattered her ashes at Reynella. Her ceramics, the work of one of Australia's earliest studio potters, have been avidly collected since the late 1960s and are in most major art galleries. Small blue glazed ceramic bowl incised around the top with a decorative frieze. Incised on the base "(Dam Clay) Ballarat 1923, Osrey"gladys reynell, osrey pottery, blue bowl, incised bowl, australian studio pottery, ceramics, native clay -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Floor Tile, circa 1878
... Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-moulded casting. ...Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-moulded casting. ...This Minton floor tile is from the wreck of the Loch Ard. The iron-hulled clipper ship from the Loch Line was heading for Port Phillip from London, when it ran into the cliffs of Mutton Bird Island near Port Campbell. The Loch Ard was laden with high-value cargo including luxury goods intended for display at the Melbourne International Exhibition in 1880. One notable survivor from the ship’s freight manifest was the well-packed Minton porcelain peacock, a two-meter high ceramic masterpiece of vivid glazed colours. (This is also on display in the Great Circle Gallery). The almost total loss of life and property from the Loch Ard registered as a shocking tragedy for the Colony of Victoria, at a time when social confidence and economic optimism were otherwise high. The wealth generated from Gold and Wool was increasingly being spent on grandiose private residences and imposing public buildings. The demand for quality furnishings and fittings was therefore strong. Among the products consigned to burgeoning colonial markets by the Milton Pottery at Stoke upon Trent, were their new range of colourfully patterned but very durable floor tiles ideal for the high-traffic spaces in the large civic buildings then being constructed in Australia and America. These floor tiles were “encaustic”, meaning that their designs and colours were encased “within” the depth of the tile. Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-moulded casting. When fired, the resulting tile was colour-fast and design-fast. The Minton floor tile is significant for its hard-wearing yet attractive design. The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulations of artefacts from this notable Victorian shipwreck of which the subject items are a small part. The collections of objects give us a snapshot of how we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. Through is associated with the worst and best-known shipwreck in Victoria's history. A square Minton floor tile with a white background, and beige, dark blue, light blue and black geometric pattern as well as leaves in the design. The tile has corner broken off and some chipping along the edges. The reverse has five rows of five evenly spaced holes. The back of the tile has inscriptions. Made by Minton & Co. at Stoke upon Trent. This encaustic floor tile was recovered from the shipwreck of the LOCH ARD. Branded "... MINTON&CO / PATENT / STOKE UPON TRENT"flagstaff hill, warrnambool, flagstaff hill maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, minton floor tile, encaustic tile, melbourne international exhibition, floor tile, minton tile, minton & co., stoke upon trent -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Floor Tile, circa 1878
... Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-molded casting. ...Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-molded casting. ...This Minton floor tile is from the wreck of the Loch Ard and is currently on display in the Great Circle Gallery at Flagstaff Hill. The iron hulled clipper ship from the Loch Line was heading for Port Phillip from London, when it ran into the cliffs of Mutton Bird Island near Port Campbell. The Loch Ard was laden with a high value cargo including luxury goods intended for display at the Melbourne International Exhibition in 1880. One notable survivor from the ship’s freight manifest was the well packed Minton porcelain peacock, a two meter high ceramic masterpiece of vivid glazed colours. (This is also on display in the Great Circle Gallery). The almost total loss of life and property from the Loch Ard registered as a shocking tragedy for the Colony of Victoria, at a time when social confidence and economic optimism were otherwise high. Wealth generated from Gold and Wool was increasingly being spent on grandiose private residences and imposing public buildings. The demand for quality furnishings and fittings was therefore strong. Among the products consigned to burgeoning colonial markets by the Milton pottery at Stoke upon Trent, were their new range of colourfully patterned but very durable floor tiles ideal for the high-traffic spaces in the large civic buildings then being constructed in Australia and America. These new floor tiles were “encaustic”, meaning that their designs and colours were encased “within” the depth of the tile. Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-molded casting. When fired, the resulting tile was colours-fast and design-fast. The Minton floor tile is significant for its hard-wearing yet attractive design. The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulations of artefacts from this notable Victorian shipwreck of which the subject items are a small part. The collections of objects give us a snapshot of how we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. Through is associated with the worst and best-known shipwreck in Victoria's history. A square Minton floor tile with a dark brown, beige and white pattern. The tile has a piece broken off along one side and some chipping along the edges. This ‘encaustic’ floor tile was recovered from the shipwreck of the LOCH ARD. Branded "... MINTON&CO Patent ..."flagstaff hill, warrnambool, flagstaff hill maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, minton floor tile, encaustic tile, melbourne international exhibition, floor tile -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Tile, circa 1878
... Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) that were poured into a deep pre-moulded casting. ...Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) that were poured into a deep pre-moulded casting. ...This Minton floor tile is from the wreck of the LOCH ARD. Other examples of this manufacture have been recovered from the wreck site and form part of the collection at Flagstaff Hill. The iron-hulled clipper ship from the Loch Line was heading for Port Phillip from London when it ran into the cliffs of Mutton Bird Island near Port Campbell and was wrecked on the early morning of June 1, 1878. The LOCH ARD was laden with high-value cargo including luxury goods intended for display at the Melbourne International Exhibition in 1880. One notable survivor from the ship’s freight manifest was the well-packed Minton porcelain peacock, a two-metre-high ceramic masterpiece of vivid glazed colours. The almost total loss of life and property from the LOCH ARD registered as a shocking tragedy for the Colony of Victoria, at a time when social confidence and economic optimism were otherwise high. The wealth generated from gold and wool was increasingly being spent on magnificent private residences and imposing public buildings. The demand for quality furnishings and fittings was therefore strong. Among the products consigned to burgeoning colonial markets by the Milton Pottery at Stoke upon Trent were their new range of colourfully patterned but very durable floor tiles – ideal for the high-traffic spaces in the large civic buildings then being constructed in Australia and America. These new floor tiles were “encaustic”, meaning that their designs and colours were encased within the depth of the tile. Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) that were poured into a deep pre-moulded casting. When fired, the resulting tile was colour-fast and design-fast.The Minton encaustic floor tile is significant for its method of manufacture which makes it durable as well as decorative. The shipwreck of the LOCH ARD is of State significance. Victorian Heritage Register S417. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best-known shipwrecks in Victoria’s history.A square Minton floor tile with a black and beige pattern against a white base. This encaustic floor tile was recovered from the shipwreck of the LOCH ARD. On the back, or base, of the tile is inscribed the number “46” and the letters “Minton & Co Patent Stoke upon Trent”.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, mutton bird island, loch ard gorge, minton floor tile, encaustic tile, melbourne international exhibition, floor tile -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Tile, circa 1878
... Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-moulded casting. ...Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-moulded casting. ...This Minton floor tile is from the wreck of the LOCH ARD along with other examples of this manufacture recovered from the wreck site and form part of the collection at Flagstaff Hill. The iron-hulled clipper ship from the Loch Line was heading for Port Phillip from London when it ran into the cliffs of Mutton Bird Island near Port Campbell and was wrecked on June 1st, 1878. The LOCH ARD was laden with high-value cargo including luxury goods intended for display at the Melbourne International Exhibition in 1880. One notable survivor from the ship’s freight manifest was the well-packed Minton porcelain peacock, a two-metre-high ceramic masterpiece of vivid glazed colours. The almost total loss of life and property from the LOCH ARD registered as a shocking tragedy for the Colony of Victoria, at a time when social confidence and economic optimism were otherwise high. The wealth generated from Gold and Wool was increasingly being spent on grandiose private residences and imposing public buildings. The demand for quality furnishings and fittings was therefore strong. Among the products consigned to burgeoning colonial markets by the Milton Pottery at Stoke upon Trent, were their new range of colourfully patterned but very durable floor tiles – ideal for the high-traffic spaces in the large civic buildings then being constructed in Australia and America. These new floor tiles were “encaustic”, meaning that their designs and colours were encased “within” the depth of the tile. Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) were poured into a deep pre-moulded casting. When fired, the resulting tile was colour-fast and design-fast. A brief history of the Loch Ard (1873-1878): - The sailing ship Loch Ard was one of the famous Loch Line ships that sailed from England to Australia. Barclay, Curdle and Co. built the three-masted iron vessel in Glasgow in 1873. It had sailed three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of recently married, 29-year-old Captain Gibbs. It was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, and a heavier load of railway irons, cement, lead and copper. Other cargo included items intended for display in the Melbourne International Exhibition of 1880. The Loch Ard had been sailing for three months and was close to its destination on June 1, 1878. Captain Gibbs had expected to see land at about 3 am but the Loch Ard ran into a fog that greatly reduced visibility and there was no sign of land or the Cape Otway lighthouse. The fog lifted at 4 am and the sheer cliffs of Victoria's west coast were much closer to them than Captain Gibbs expected. He tried to manage the vessel but failed and the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. The top deck loosened from the hull, and the masts and rigging crashed down, knocking passengers and crew overboard. The lifeboat was launched by Tom Pearce but crashed into the side of Loch Ard and capsized. He clung onto its overturned hull and sheltered under it. He drifted out to sea and the tide brought him back to what is now called Loch Ard Gorge. He swam to shore and found a cave for shelter. A passenger, Eva Carmichael, had raced onto the deck to find out what was happening and was confronted by towering cliffs above the ship. She was soon swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He swam out and dragged her to the shelter of the cave. He revived her with a bottle of brandy from a case that had washed up on the beach. Tom scaled a cliff in search of help and followed some horse hoof prints. He came from two men from Glenample Station, three and a half miles away. He told the men of the tragedy and then returned to the gorge while the two men rode back to the station to get help. They reached Loch Ard Gorge and took the two shipwreck survivors to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome and was presented with a medal and some money. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck, it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. The Minton floor tile is significant for its hard-wearing yet attractive design. The shipwreck of the LOCH ARD is of State significance. Victorian Heritage Register S417. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best-known shipwrecks in Victoria’s history. A square Minton floor tile with a black and apricot pattern against a chocolate brown background. There is a large chip missing. This decorative floor tile was recovered from the shipwreck of the LOCH ARD. On the back, or base, of the tile is inscribed the number “46” and the letters “Minton & Co Patent Stoke upon Trent”.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, encaustic tile, melbourne international exhibition, floor tile, minton floor tile -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Ceramic - Bottle, The Bendigo Pottery Co. Pty. Ltd, A Darby, Late 1890s
... coloured ginger beer bottle. It has a black logo in the shape of a Maltese Cross stamped on one side and the maker’s name etched into the clay near the base. ...coloured ginger beer bottle. It has a black logo in the shape of a Maltese Cross stamped on one side and the maker’s name etched into the clay near the base. ...This bottle has been produced in the Epsom factory of the Bendigo Pottery works and used by Alfred Darby for bottling his ginger beer in the late 1890s. In 1897 Alfred Darby leased the cordial factory in Henna Street,Warrnambool, formerly the McSweeney Cordial Factory (and today the Alderdice Brass Foundry). He used the Maltese Cross as his logo on his bottles. He also had a cordial factory in Rochester, Victoria about the same time. In 1899 Alfred Darby advertised that he had re-located his cordial business to the old ‘Echo’ newspaper building in Koroit Street but it is not known whether the business opened there or if it did, for how long. This ceramic bottle is of interest as one of the late 19th century bottles used by Alfred Darby, a soft drinks manufacturer in Warrnambool. Cordial manufacturing was an important industry in Warrnambool for over 100 years.This is a ceramic brown and buff-coloured ginger beer bottle. It has a black logo in the shape of a Maltese Cross stamped on one side and the maker’s name etched into the clay near the base. It has no stopper and the main body of the bottle is somewhat stained. ‘A. Darby Henna Street Warrnambool’ ‘The Bendigo Pottery Coy. Pty. Ltd. Epsom Bendigo’ cordial manufacturers in warrnambool, history of warrnambool -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Mixed media - Toy, Marbles, Late 19th century
... clay marbles agate marbles The lid of the jar has Nestle vacuumed sealed for extra protection. Use special key to open. Old sticker on base with 173 written in black lead pencil. Five marbles in glass jar. All are various sizes ranging from large yellow streaked with red and blue, black striped with white, marbled tan, clear with multi coloured streaks and bright blue. ...There is evidence of the game of marbles in the ruins of Pompeii and the tombs of Egyptians as well as early American Indians. The earliest marbles were simply rounded stones which had been polished but this was refined to handmade versions made of clay, stone and glass. It was in the late 19th century that mass production began and it gives testament to the popularity of the game that the Dyke factory of Ohio could produce 1,000,000 marbles a day. It was around 1915 that the mass production of glass marbles began. The game reached the height of popularity in the 1920-1930’s. Many were prized for their designs.The game of marbles was one of the most common games played universally, from childhood hence has a strong link with people of all ages and cultures. Five marbles in glass jar. All are various sizes ranging from large yellow streaked with red and blue, black striped with white, marbled tan, clear with multi coloured streaks and bright blue. Shapes are roughly spherical. Materials range from glass to glazed and stone. Three have pontil marks either on end.The lid of the jar has Nestle vacuumed sealed for extra protection. Use special key to open. Old sticker on base with 173 written in black lead pencil. toys, marbles, children's games, warrnambool, handmade marbles, glass marbles, clay marbles, agate marbles -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Functional object - Tile from the floor of the Nestle Factory - Dennington, Early to mid 20th Century
... Terracotta coloured six sided, one side flat and the reverse with raised bars. Material is either clay or concrete. ...Terracotta coloured six sided, one side flat and the reverse with raised bars. Material is either clay or concrete. ...The Nestle factory at Dennington was commenced in 1907 and proved to be a big boost to the local economy. The first product manufactured was sweetened condensed milk which began in 1911 and by 1944 was the largest plant in the Southern Hemisphere. They went on to produce Lactogen, full cream milk powder and in 1966 Milo and Nescafe. On average up to 650 people were employed. Nestle relinquished their link with the site when it was sold to Fonterra in 2005. A relic from a significant part of Warrnambool’s history, industry and agriculture and a large number of long serving employees.Terracotta coloured six sided, one side flat and the reverse with raised bars. Material is either clay or concrete. Handwritten in pen, “from the floor of the Nestle Factory Dennington. warrnambool, dennington, nestle, condensed milk, nescafe, milo, lactogen. -
 Bendigo Military Museum
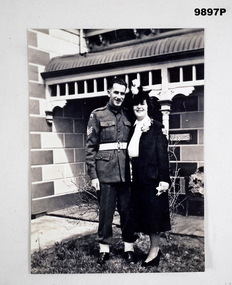
Bendigo Military MuseumPhotograph - SOLDIERS PHOTOGRAPH, WW2, c. 1940-45
... No hat, pipe clayed belt and gaiters. The lady is wearing a below knee dark skirt with a light coloured blouse and dark jacket. ...clayed belt and gaiters. The lady is wearing a below knee dark skirt with a light coloured blouse and dark jacket. ..."Terence Smethurst" enlisted in CMF on 6 April 1940. No. V83441. Aged 25 years and 6 months. Married to Patricia May O'Hanlon in 1940. The photo may be their wedding day. Transferred to AIF 28 Sep 1942 No. VX110528. Overseas service listed as; New Guinea 26 Oct 1942 - 18 Sept 1944 Discharged 18 Oct 1945 Rank Sgt. Unit 10th Aust. Advanced Ordnance Dept A.A.O.C. Black & White photo. The Sergeant is in winter uniform. No hat, pipe clayed belt and gaiters. The lady is wearing a below knee dark skirt with a light coloured blouse and dark jacket. She is wearing a flower corsage on her right collar. She is wearing a dark coloured hat with a flower or feather on the top.On rear= 196 Bastings St, Northcote. Terence A Smethurst. Patricia May Smethurst (nee O'Hanlon).photo, ww2, terence smethurst -
 Orbost & District Historical Society
Orbost & District Historical Societypipe, 19th Century
... Meerschaum became a premium substitute for the clay pipes of the day and remains prized to this day, though briar pipes have become the most common pipes starting in the mid-1800s. pipe smoking tobacco A pipe made in the shape of a ram's head, coloured white or bone. ...The first recorded use of meerschaum for making pipes was around 1723 and quickly became prized as the perfect material for providing a cool, dry, flavorful smoke. The porous nature of meerschaum draws moisture and tobacco tar into the stone. Meerschaum became a premium substitute for the clay pipes of the day and remains prized to this day, though briar pipes have become the most common pipes starting in the mid-1800s.A pipe made in the shape of a ram's head, coloured white or bone. It fits snugly into a shaped leather case which is hinged and closes to protect the pipe.pipe smoking tobacco -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Ink Bottle, Prior to 1878
... Through is associated with the worst and best-known shipwreck in Victoria's history. flagstaff hill warrnambool flagstaff hill maritime museum shipwreck coast flagstaff hill maritime village great ocean road loch line loch ard captain gibbs eva carmichael tom pearce glenample station mutton bird island loch ard gorge penny ink well writing equipment domestic stoneware clay ceramic pottery ink well inkwell ink bottle dip pen ink hand writing business vintage dwarf ink Stoneware penny Ink bottle ironstone salt-glazed, stoneware cylindrical shape with small mouth and squat neck, broad shoulders brown colour, . with light coloured encrustation spots. ...This design of ink bottle was commonly referred to as a ‘penny ink well’ because it was very inexpensive to produce. It is also known as a dwarf ink bottle. Pen and ink has been in use for hand writing from about the seventh century up until the mid-20th century up until around the mid-19th century a quill pen made from a bird’s feather was used. In the 1850s the steel point pen was invented and could be manufactured on machines in large quantities. In the 1880s a successful portable fountain pen was designed, giving a smooth flowing ink and ease of use replacing the quill or dip pen. History of the Loch Ard: The Loch Ard got its name from "Loch Ard" a loch that lies to the west of Aberfoyle, and the east of Loch Lomond. It means "high lake" in Scottish Gaelic. The vessel belonged to the famous Loch Line which sailed many vessels from England to Australia. The Loch Ard was built in Glasgow by Barclay, Curle & Co. in 1873, the vessel was a three-masted square-rigged iron sailing ship that measured 79.87 meters in length, 11.58 m in width, and 7 m in depth with a gross tonnage of 1693 tons with a mainmast that measured a massive 45.7 m in height. Loch Ard made three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of 29-year-old Captain Gibbs, who was newly married. The ship was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen, and candles, as well as a heavier load of railway irons, cement, lead, and copper. There were other items included that were intended for display in the Melbourne International Exhibition of 1880. The voyage to Port Phillip was long but uneventful. Then at 3 am on June 1, 1878, Captain Gibbs was expecting to see land. But the Loch Ard was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4 am the fog lifted and a lookout aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head-on into the wind, the ship lost momentum, the sails fell limp and Loch Ard's bow swung back towards land. Gibbs then ordered the anchors to be released in an attempt to hold their position. The anchors sank some 50 fathoms - but did not hold. By this time the ship was among the breakers and the tall cliffs of Mutton Bird Island rose behind. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves subsequently broke over the ship and the top deck became loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of Loch Ard and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as Lochard Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael a passenger had raced onto the deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke the open case of brandy that had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a complete state of exhaustion, he told the men of the tragedy. Tom then returned to the gorge while the two men rode back to the station to get help. By the time they reached Loch Ard Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost families in the disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce, and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. Ten days after the Lochard tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of Lochard still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some items were washed up into Lochard Gorge. Cargo and artefact's have also been illegally salvaged over many years before protective legislation was introduced in March 1982. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton majolica peacock- one of only nine in the world. The peacock was destined for the Melbourne 1880 International Exhibition. It had been well packed, which gave it adequate protection during the violent storm. Today the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artifact and is one of very few 'objects' on the Victorian State Heritage Register.This ink well is historically significant as it represents methods of hand written communication that were still common up until the mid-20th century, when fountain pens and ballpoint pens took over in popularity and convenience. The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefact's from Loch Ard and its collection is significant for being one of the largest accumulation of artefact's from this notable Victorian shipwreck of which the subject items are a small part. The collection's objects give us a snapshot of how we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. Through is associated with the worst and best-known shipwreck in Victoria's history.Stoneware penny Ink bottle ironstone salt-glazed, stoneware cylindrical shape with small mouth and squat neck, broad shoulders brown colour, . with light coloured encrustation spots.flagstaff hill, warrnambool, flagstaff hill maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, penny ink well, writing equipment, domestic, stoneware, clay, ceramic, pottery, ink well, inkwell, ink bottle, dip pen, ink, hand writing, business, vintage, dwarf ink -
Phillip Island and District Historical Society Inc.
Pipe, clay, 1600 - 1900 (Approximate)
... Clay pipe, cream coloured, rounded bowl shape, stem is short and tapered....Previous Access No. 111. local aboriginal history personal effects smoking accessories clay pipe pipe clay forrest caves phillip island Clay pipe, cream coloured, rounded bowl shape, stem is short and tapered. ...Clay pipe found at Forrest Caves middens by Hoddinott, W. E. (Mr) of Anderson and presented to the Society in 1942. It could indicate that Aborigines continued visiting the Island after their contact with European Settlers. Previous Access No. 111.Clay pipe, cream coloured, rounded bowl shape, stem is short and tapered.local aboriginal history, personal effects, smoking accessories, clay pipe, pipe clay, forrest caves, phillip island -
Port Melbourne Historical & Preservation Society
Plan - Toll bar, house and closet, Sandridge, Charles Clay?, Borough Surveyor, 1860s - 1870s
... Clay, Suveyor and John L. Forrester (?) and witnessed bt Thomas R. Warren (?). Plan and elevation for Borough of Sandridge toll bar, house and closet, hand drawn and coloured 1860s-70s. ...Plan and elevation for Borough of Sandridge toll bar, house and closet, hand drawn and coloured 1860s-70s. Master copy.Signed by Chas. Clay, Suveyor and John L. Forrester (?) and witnessed bt Thomas R. Warren (?).built environment - civic, charles clay, thomas peek warren, john l forrester -
 Bendigo Historical Society Inc.
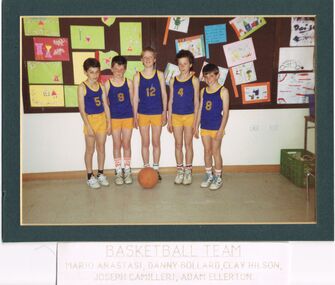
Bendigo Historical Society Inc.Photograph - GOLDEN SQUARE LAUREL STREET P.S. COLLECTION: G S BASKETBALL TEAM 1990
... Coloured photograph of the Golden Square Basketball Team 1990. The names of the boys are:- Mario Anastasi, Danny Bollard, Clay Hilson, Joseph Camilleri, Adam Ellerton. ...Collection - Basketball Team 1990 Mario Anastasi Danny Bollard Clay Hilson Joseph Camilleri Adam Ellerton Coloured photograph of the Golden Square Basketball Team 1990. ...Coloured photograph of the Golden Square Basketball Team 1990. The names of the boys are:- Mario Anastasi, Danny Bollard, Clay Hilson, Joseph Camilleri, Adam Ellerton. The photo was taken indoors. The boys are wearing yellow shorts with blue singlets with yellow numbers and bands.education, primary, golden square laurel st p.s., golden square laurel street p.s. collection - basketball team 1990, mario anastasi, danny bollard, clay hilson, joseph camilleri, adam ellerton -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - PETER ELLIS COLLECTION: DEBUTANTE BALL, 13th July, 1984
... coloured glossy card. Pink writing. ST. Clement's Anglican Debutante Ball Huntly Friday, July 13th 1984. Programme Debutantes Partners Michelle Grant, Jamie Creely, Robyn Wells, Norman Sheahan, Erica Wilkinson, Damien Tangey, Debbie Clarke, Greg Pocock, Natalie Gundry, Grant Andrea, Lynne Edwards, Rod Mills, Sally James, Darren Thompson, Kathy Creely, Peter Matthews, Lisa Tehan, Mark Yates, Amanda Clayton, Peter Morgan, Paula Ingham, Craig Clayton, Rosalyn Varker, Darren Cartner. Presented to The Bishop of Bendigo Rt. Rev. O. Heyward & Mrs Heyward 9.15p.m. Flower girl Kasie Watson, Page boy Andrew Swatton, Flower girl Emily Stevens, Page boy Bradley Clay...coloured glossy card. Pink writing. ST. Clement's Anglican Debutante Ball Huntly Friday, July 13th 1984. Programme Debutantes Partners Michelle Grant, Jamie Creely, Robyn Wells, Norman Sheahan, Erica Wilkinson, Damien Tangey, Debbie Clarke, Greg Pocock, Natalie Gundry, Grant Andrea, Lynne Edwards, Rod Mills, Sally James, Darren Thompson, Kathy Creely, Peter Matthews, Lisa Tehan, Mark Yates, Amanda Clayton, Peter Morgan, Paula Ingham, Craig Clayton, Rosalyn Varker, Darren Cartner. Presented to The Bishop of Bendigo Rt. Rev. O. Heyward & Mrs Heyward 9.15p.m. Flower girl Kasie Watson, Page boy Andrew Swatton, Flower girl Emily Stevens, Page boy Bradley Clay ...Off White coloured glossy card. Pink writing. ST. Clement's Anglican Debutante Ball Huntly Friday, July 13th 1984. Programme Debutantes Partners Michelle Grant, Jamie Creely, Robyn Wells, Norman Sheahan, Erica Wilkinson, Damien Tangey, Debbie Clarke, Greg Pocock, Natalie Gundry, Grant Andrea, Lynne Edwards, Rod Mills, Sally James, Darren Thompson, Kathy Creely, Peter Matthews, Lisa Tehan, Mark Yates, Amanda Clayton, Peter Morgan, Paula Ingham, Craig Clayton, Rosalyn Varker, Darren Cartner. Presented to The Bishop of Bendigo Rt. Rev. O. Heyward & Mrs Heyward 9.15p.m. Flower girl Kasie Watson, Page boy Andrew Swatton, Flower girl Emily Stevens, Page boy Bradley Clay, Chaperone Mrs. Bev. Read Trainers: Mr. Peter Ellis & Mrs. Mary Smith Pianist Mrs J.Grotto, Announcer Mrs. M. Pitson, MC Mr. Colin Silk, 1 Foxtrot Mary (Handwritten in Pencil), 2 Charmaine Muriel (Handwritten in Pencil), 3 Parma Waltz Mary (Handwritten in Pencil), 4 Gypsy Tap Lex (Handwritten in Pencil), 5 Foxtrot Muriel (Handwritten in Pencil), 6 Pride of Erin Mary (Handwritten in Pencil), 7 Progressive Barn Dance Lisa (Handwritten in Pencil), 8 Modern Waltz Muriel (Handwritten in Pencil), 9 Maxina Esma (Handwritten in Pencil), 10 Evening Three Step Lois (Handwritten in Pencil), 11 Foxtrot 12 Alberts Mary (Handwritten in Pencil), 13 Tangoette Ila (Handwritten in Pencil), 14 Foxtrot Mary (Handwritten in Pencil), 15 Valetta Waltz/ St. Bernard Waltz Lex (Handwritten in Pencil), 16 Gay Gordons Jane (Handwritten in Pencil), 17 Swing Waltz Mary (Handwritten in Pencil), 18 Foxtrot Muriel (Handwritten in Pencil), Presentation Dance Metropolitan Quadrille. Autographs.person, individual, peter ellis oam -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - PETER ELLIS COLLECTION: DEBUTANTE BALL, 13th Judy, 1984
... coloured glossy card. Pink writing. ST. Clement's Anglican Debutante Ball Huntly Friday, July 13th 1984. Programme Debutantes Partners Michelle Gran,t Jamie Creely, Robyn Wells, Norman Sheahan, Erica Wilkinson, Damien Tangey, Debbie Clarke, Greg Pocock, Natalie Gundry, Grant Andrea, Lynne Edwards, Rod Mills, Sally James, Darren Thompson, Kathy Creely, Peter Matthews, Lisa Tehan, Mark Yates, Amanda Clayton, Peter Morgan, Paula Ingham, Craig Clayton, Rosalyn Varker, Darren Cartner. Presented to The Bishop of Bendigo Rt. Rev. O. Heyward & Mrs Heyward 9.15p.m. Flower girl Kasie Watson, Page boy Andrew Swatton, Flower girl Emily Stevens, Page boy Bradley Clay...coloured glossy card. Pink writing. ST. Clement's Anglican Debutante Ball Huntly Friday, July 13th 1984. Programme Debutantes Partners Michelle Gran,t Jamie Creely, Robyn Wells, Norman Sheahan, Erica Wilkinson, Damien Tangey, Debbie Clarke, Greg Pocock, Natalie Gundry, Grant Andrea, Lynne Edwards, Rod Mills, Sally James, Darren Thompson, Kathy Creely, Peter Matthews, Lisa Tehan, Mark Yates, Amanda Clayton, Peter Morgan, Paula Ingham, Craig Clayton, Rosalyn Varker, Darren Cartner. Presented to The Bishop of Bendigo Rt. Rev. O. Heyward & Mrs Heyward 9.15p.m. Flower girl Kasie Watson, Page boy Andrew Swatton, Flower girl Emily Stevens, Page boy Bradley Clay ...Off White coloured glossy card. Pink writing. ST. Clement's Anglican Debutante Ball Huntly Friday, July 13th 1984. Programme Debutantes Partners Michelle Gran,t Jamie Creely, Robyn Wells, Norman Sheahan, Erica Wilkinson, Damien Tangey, Debbie Clarke, Greg Pocock, Natalie Gundry, Grant Andrea, Lynne Edwards, Rod Mills, Sally James, Darren Thompson, Kathy Creely, Peter Matthews, Lisa Tehan, Mark Yates, Amanda Clayton, Peter Morgan, Paula Ingham, Craig Clayton, Rosalyn Varker, Darren Cartner. Presented to The Bishop of Bendigo Rt. Rev. O. Heyward & Mrs Heyward 9.15p.m. Flower girl Kasie Watson, Page boy Andrew Swatton, Flower girl Emily Stevens, Page boy Bradley Clay, Chaperone Mrs. Bev. Read Trainers: Mr. Peter Ellis & Mrs. Mary Smith Pianist Mrs J.Grotto Announcer Mrs. M. Pitson MC Mr. Colin Silk 1 Foxtrot, 2 Charmaine, 3 Parma Waltz, 4 Gypsy Tap, 5 Foxtrot, 6 Pride of Erin, 7 Progressive Barn Dance, 8 Modern Waltz, 9 Maxina, 10 Evening Three Step, 11 Foxtrot, 12 Alberts, 13 Tangoette,14 Foxtrot, 15 Valetta Waltz/ St. Bernard Waltz, 16 Gay Gordons, 17 Swing Waltz, 18 Foxtrot Presentation Dance Metropolitan Quadrille. Autographs.person, individual, peter ellis oam -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied, double collar lip; square upper with flared lower. Neck has seams and shoulder seam from 3-piece mould. Body with horizontal ripples tapers inwards to base. Push-up base with pontil mark and embossed inscription. Tape over wire around mouth. Cork remnants inside mouth. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Push-up base with pontil mark and embossed inscription. Base is uneven, glass composition has imperfections.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Neck has seams and shoulder seam from 3-piece mould. Body tapers towards base. Push-up base with pontil mark and embossed inscription. Base is uneven. Mouth has remnants of the seal in it and tape remnants around its outside. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim, Gallon style liquor bottle. Applied double collar lip; square upper with flared lower. Neck is slightly bulged and there is a mould seam where shoulder joins base. Body tapers inward to base. Uneven base with deep push-up centre with small pontil mark. Scratches and imperfections in glass. Also encrustations on surface. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, olive green glass, handmade. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has remnants of tape and wire seal. Mould seam around shoulder. Body tapers slightly inward to the base. Push-up base has pontil mark and is embossed in large letters. Base is uneven. Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. However, this bottle is rare, in that the base has been embossed then over-embossed with the same text, letters overlapping. It is one of many artefacts recovered from unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is a rare find, in that the base has been over-embossed with the same lettering, letters overlapping one another. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, over embossed, brown glass, handmade, rare. Tall slim Gallon style liquor bottle. Applied double collar lip; square upper and flared lower. Mouth has sealing tape remnants around top. Mould seam around shoulder. Body tapers inwards to push-up base. Top edge of lip has application faults. There is also a rectangular indent in the upper edge of lip. Base is embossed and over embossed, with the letters overlapping each other. Embossed on base "6 TO THE GALLON", then over-embossed with the same "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable, over embossed, rare -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1910
... coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. ...This handmade ‘gallon’ style of bottle was generally used for storing and transporting wine and ale. Many bottles similar to this one have their bases embossed with “6 TO THE GALLON”. It is one of many artefacts recovered from an unidentified shipwrecks along Victoria’s coast between the late 1960s and the early 1970s. It is now part of the John Chance Collection. The capacity of this is one-sixth of a gallon (imperial measure), which is equal to 758 ml. (American bottles were often inscribed “5 TO THE GALLON”, which is one-fifth of an American gallon, equal to 757 ml.) Contemporary home brewers can purchase new ‘6 to gallon’ bottles that hold 750 ml. and are sold in cases of 36 bottles, which is equal to 6 gallons of wine. Glass was made thousands of years ago by heating together quartz-sand (Silica), lime and potash. Potash was obtained from burnt wood, but these days potash is mined. The natural sand had imperfections such as different forms of iron, resulting in ‘black’ glass, which was really dark green or dark amber colour. The ‘black’ glass was enhanced by residual carbon in the potash. Black glass is rarely used nowadays but most beer, wine, and liquors are still sold in dark coloured glass. Glass vessels were core-formed from around 1500 BC. An inner core with the vessel’s shape was formed around a rod using a porous material such as clay or dung. Molten glass was then modelled around the core and decorated. When the glass had cooled the vessel was immersed in water and the inner core became liquid and was washed out. Much more recently, bottlers were crafted by a glassblower using molten glass and a blow pipe together with other hand tools. Another method was using simple moulds, called dip moulds, that allowed the glass to be blown into the mould to form the base, then the glassblower would continue blowing free-form to shape the shoulders and neck. The bottle was then finished by applying a lip. These moulded bottles were more uniform in shape compared to the free-form bottles originally produced. English glassblowers in the mid-1800s were making some bottles with 2-piece and 3-piece moulds, some with a push-up style base, sometimes with embossing in the base as well. Improvements allowed the moulds to also have embossed and patterned sides, and straight sided shapes such as hexagons. Bottles made in full moulds usually displayed seam seams or lines. These process took skill and time, making the bottles valuable, so they were often recycled. By the early 20th century bottles were increasingly machine made, which greatly reduced the production time and cost. This bottle is historically significant as an example of a handmade, blown inscribed glass bottle manufactured in the mid-to-late 1800s for specific use as a liquor bottle with a set measurement of one-sixth of gallon. It is also historically significant as an example of liquor bottles imported into Colonial Victoria in the mid-to-late 1800s, giving a snapshot into history and social life that occurred during the early days of Victoria’s development, and the sea trade that visited the ports in those days. The bottle is also significant as one of a group of bottles recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection of shipwreck artefacts by his family, illustrating this item’s level of historical value. Bottle, brown glass, Tall slim gallon style. Applied double collar lip; upper is straight, lower is flared. Lip has bumps around the top. Neck has slight taper towards shoulder, which has a shoulder seam from the mould. Body tapers inwards towards base. Push up base has a pontil mark. Base is embossed.Embossed on base "6 TO THE GALLON"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, 6 to the gallon bottle, handmade, dip mould, mouth blown, pontil mark, blown bottle, liquor bottle, ale bottle, double collar, 19th century bottle, collectable