Showing 6064 items
matching machinery-engines
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnimal specimen - Whale bone, Undetermined
Prior to carrying out a detailed condition report of the cetacean skeletons, it is useful to have an understanding of the materials we are likely to encounter, in terms of structure and chemistry. This entry invites you to join in learning about the composition of whale bone and oil. Whale bone (Cetacean) bone is comprised of a composite structure of both an inorganic matrix of mainly hydroxylapatite (a calcium phosphate mineral), providing strength and rigidity, as well as an organic protein ‘scaffolding’ of mainly collagen, facilitating growth and repair (O’Connor 2008, CCI 2010). Collagen is also the structural protein component in cartilage between the whale vertebrae and attached to the fins of both the Killer Whale and the Dolphin. Relative proportions in the bone composition (affecting density), are linked with the feeding habits and mechanical stresses typically endured by bones of particular whale types. A Sperm Whale (Physeter macrocephalus Linnaeus, 1758) skeleton (toothed) thus has a higher mineral value (~67%) than a Fin Whale (Balaenoptera physalus Linnaeus, 1758) (baleen) (~60%) (Turner Walker 2012). The internal structure of bone can be divided into compact and cancellous bone. In whales, load-bearing structures such as mandibles and upper limb bones (e.g. humerus, sternum) are largely composed of compact bone (Turner Walker 2012). This consists of lamella concentrically deposited around the longitudinal axis and is permeated by fluid carrying channels (O’Connor 2008). Cancellous (spongy) bone, with a highly porous angular network of trabeculae, is less stiff and thus found in whale ribs and vertebrae (Turner Walker 2012). Whale oil Whales not only carry a thick layer of fat (blubber) in the soft tissue of their body for heat insulation and as a food store while they are alive, but also hold large oil (lipid) reserves in their porous bones. Following maceration of the whale skeleton after death to remove the soft tissue, the bones retain a high lipid content (Higgs et. al 2010). Particularly bones with a spongy (porous) structure have a high capacity to hold oil-rich marrow. Comparative data of various whale species suggests the skull, particularly the cranium and mandible bones are particularly oil rich. Along the vertebral column, the lipid content is reduced, particularly in the thoracic vertebrae (~10-25%), yet greatly increases from the lumbar to the caudal vertebrae (~40-55%). The chest area (scapula, sternum and ribs) show a mid-range lipid content (~15-30%), with vertically orientated ribs being more heavily soaked lower down (Turner Walker 2012, Higgs et. al 2010). Whale oil is largely composed of triglycerides (molecules of fatty acids attached to a glycerol molecule). In Arctic whales a higher proportion of unsaturated, versus saturated fatty acids make up the lipid. Unsaturated fatty acids (with double or triple carbon bonds causing chain kinks, preventing close packing (solidifying) of molecules), are more likely to be liquid (oil), versus solid (fat) at room temperature (Smith and March 2007). Objects Made From the Whaling Industry We all know that men set forth in sailing ships and risked their lives to harpoon whales on the open seas throughout the 1800s. And while Moby Dick and other tales have made whaling stories immortal, people today generally don't appreciate that the whalers were part of a well-organized industry. The ships that set out from ports in New England roamed as far as the Pacific in hunt of specific species of whales. Adventure may have been the draw for some whalers, but for the captains who owned whaling ships, and the investors which financed voyages, there was a considerable monetary payoff. The gigantic carcasses of whales were chopped and boiled down and turned into products such as the fine oil needed to lubricate increasing advanced machine tools. And beyond the oil derived from whales, even their bones, in an era before the invention of plastic, was used to make a wide variety of consumer goods. In short, whales were a valuable natural resource the same as wood, minerals, or petroleum we now pump from the ground. Oil From Whale’s Blubber Oil was the main product sought from whales, and it was used to lubricate machinery and to provide illumination by burning it in lamps. When a whale was killed, it was towed to the ship and its blubber, the thick insulating fat under its skin, would be peeled and cut from its carcass in a process known as “flensing.” The blubber was minced into chunks and boiled in large vats on board the whaling ship, producing oil. The oil taken from whale blubber was packaged in casks and transported back to the whaling ship’s home port (such as New Bedford, Massachusetts, the busiest American whaling port in the mid-1800s). From the ports it would be sold and transported across the country and would find its way into a huge variety of products. Whale oil, in addition to be used for lubrication and illumination, was also used to manufacture soaps, paint, and varnish. Whale oil was also utilized in some processes used to manufacture textiles and rope. Spermaceti, a Highly Regarded Oil A peculiar oil found in the head of the sperm whale, spermaceti, was highly prized. The oil was waxy, and was commonly used in making candles. In fact, candles made of spermaceti were considered the best in the world, producing a bright clear flame without an excess of smoke. Spermaceti was also used, distilled in liquid form, as an oil to fuel lamps. The main American whaling port, New Bedford, Massachusetts, was thus known as "The City That Lit the World." When John Adams was the ambassador to Great Britain before serving as president he recorded in his diary a conversation about spermaceti he had with the British Prime Minister William Pitt. Adams, keen to promote the New England whaling industry, was trying to convince the British to import spermaceti sold by American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made in the late 1700s, the American whaling industry boomed in the early to mid-1800s. And spermaceti was a major component of that success. Spermaceti could be refined into a lubricant that was ideal for precision machinery. The machine tools that made the growth of industry possible in the United States were lubricated, and essentially made possible, by oil derived from spermaceti. Baleen, or "Whalebone" The bones and teeth of various species of whales were used in a number of products, many of them common implements in a 19th century household. Whales are said to have produced “the plastic of the 1800s.” The "bone" of the whale which was most commonly used wasn’t technically a bone, it was baleen, a hard material arrayed in large plates, like gigantic combs, in the mouths of some species of whales. The purpose of the baleen is to act as a sieve, catching tiny organisms in sea water, which the whale consumes as food. As baleen was tough yet flexible, it could be used in a number of practical applications. And it became commonly known as "whalebone." Perhaps the most common use of whalebone was in the manufacture of corsets, which fashionable ladies in the 1800s wore to compress their waistlines. One typical corset advertisement from the 1800s proudly proclaims, “Real Whalebone Only Used.” Whalebone was also used for collar stays, buggy whips, and toys. Its remarkable flexibility even caused it to be used as the springs in early typewriters. The comparison to plastic is apt. Think of common items which today might be made of plastic, and it's likely that similar items in the 1800s would have been made of whalebone. Baleen whales do not have teeth. But the teeth of other whales, such as the sperm whale, would be used as ivory in such products as chess pieces, piano keys, or the handles of walking sticks. Pieces of scrimshaw, or carved whale's teeth, would probably be the best remembered use of whale's teeth. However, the carved teeth were created to pass the time on whaling voyages and were never a mass production item. Their relative rarity, of course, is why genuine pieces of 19th century scrimshaw are considered to be valuable collectibles today. Reference: McNamara, Robert. "Objects Made From the Whaling Industry." ThoughtCo, Jul. 31, 2021, thoughtco.com/products-produced-from-whales-1774070.Whale bone was an important commodity, used in corsets, collar stays, buggy whips, and toys.Whale bone piece. Advanced stage of calcification as indicated by deep pitting. Off white to grey.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, whales, whale bone, corsets, toys, whips -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnimal specimen - Whale bone, Undetermined
Prior to carrying out a detailed condition report of the cetacean skeletons, it is useful to have an understanding of the materials we are likely to encounter, in terms of structure and chemistry. This entry invites you to join in learning about the composition of whale bone and oil. Whale bone (Cetacean) bone is comprised of a composite structure of both an inorganic matrix of mainly hydroxylapatite (a calcium phosphate mineral), providing strength and rigidity, as well as an organic protein ‘scaffolding’ of mainly collagen, facilitating growth and repair (O’Connor 2008, CCI 2010). Collagen is also the structural protein component in cartilage between the whale vertebrae and attached to the fins of both the Killer Whale and the Dolphin. Relative proportions in the bone composition (affecting density), are linked with the feeding habits and mechanical stresses typically endured by bones of particular whale types. A Sperm Whale (Physeter macrocephalus Linnaeus, 1758) skeleton (toothed) thus has a higher mineral value (~67%) than a Fin Whale (Balaenoptera physalus Linnaeus, 1758) (baleen) (~60%) (Turner Walker 2012). The internal structure of bone can be divided into compact and cancellous bone. In whales, load-bearing structures such as mandibles and upper limb bones (e.g. humerus, sternum) are largely composed of compact bone (Turner Walker 2012). This consists of lamella concentrically deposited around the longitudinal axis and is permeated by fluid carrying channels (O’Connor 2008). Cancellous (spongy) bone, with a highly porous angular network of trabeculae, is less stiff and thus found in whale ribs and vertebrae (Turner Walker 2012). Whale oil Whales not only carry a thick layer of fat (blubber) in the soft tissue of their body for heat insulation and as a food store while they are alive, but also hold large oil (lipid) reserves in their porous bones. Following maceration of the whale skeleton after death to remove the soft tissue, the bones retain a high lipid content (Higgs et. al 2010). Particularly bones with a spongy (porous) structure have a high capacity to hold oil-rich marrow. Comparative data of various whale species suggests the skull, particularly the cranium and mandible bones are particularly oil rich. Along the vertebral column, the lipid content is reduced, particularly in the thoracic vertebrae (~10-25%), yet greatly increases from the lumbar to the caudal vertebrae (~40-55%). The chest area (scapula, sternum and ribs) show a mid-range lipid content (~15-30%), with vertically orientated ribs being more heavily soaked lower down (Turner Walker 2012, Higgs et. al 2010). Whale oil is largely composed of triglycerides (molecules of fatty acids attached to a glycerol molecule). In Arctic whales a higher proportion of unsaturated, versus saturated fatty acids make up the lipid. Unsaturated fatty acids (with double or triple carbon bonds causing chain kinks, preventing close packing (solidifying) of molecules), are more likely to be liquid (oil), versus solid (fat) at room temperature (Smith and March 2007). Objects Made From the Whaling Industry We all know that men set forth in sailing ships and risked their lives to harpoon whales on the open seas throughout the 1800s. And while Moby Dick and other tales have made whaling stories immortal, people today generally don't appreciate that the whalers were part of a well-organized industry. The ships that set out from ports in New England roamed as far as the Pacific in hunt of specific species of whales. Adventure may have been the draw for some whalers, but for the captains who owned whaling ships, and the investors which financed voyages, there was a considerable monetary payoff. The gigantic carcasses of whales were chopped and boiled down and turned into products such as the fine oil needed to lubricate increasing advanced machine tools. And beyond the oil derived from whales, even their bones, in an era before the invention of plastic, was used to make a wide variety of consumer goods. In short, whales were a valuable natural resource the same as wood, minerals, or petroleum we now pump from the ground. Oil From Whale’s Blubber Oil was the main product sought from whales, and it was used to lubricate machinery and to provide illumination by burning it in lamps. When a whale was killed, it was towed to the ship and its blubber, the thick insulating fat under its skin, would be peeled and cut from its carcass in a process known as “flensing.” The blubber was minced into chunks and boiled in large vats on board the whaling ship, producing oil. The oil taken from whale blubber was packaged in casks and transported back to the whaling ship’s home port (such as New Bedford, Massachusetts, the busiest American whaling port in the mid-1800s). From the ports it would be sold and transported across the country and would find its way into a huge variety of products. Whale oil, in addition to be used for lubrication and illumination, was also used to manufacture soaps, paint, and varnish. Whale oil was also utilized in some processes used to manufacture textiles and rope. Spermaceti, a Highly Regarded Oil A peculiar oil found in the head of the sperm whale, spermaceti, was highly prized. The oil was waxy, and was commonly used in making candles. In fact, candles made of spermaceti were considered the best in the world, producing a bright clear flame without an excess of smoke. Spermaceti was also used, distilled in liquid form, as an oil to fuel lamps. The main American whaling port, New Bedford, Massachusetts, was thus known as "The City That Lit the World." When John Adams was the ambassador to Great Britain before serving as president he recorded in his diary a conversation about spermaceti he had with the British Prime Minister William Pitt. Adams, keen to promote the New England whaling industry, was trying to convince the British to import spermaceti sold by American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made in the late 1700s, the American whaling industry boomed in the early to mid-1800s. And spermaceti was a major component of that success. Spermaceti could be refined into a lubricant that was ideal for precision machinery. The machine tools that made the growth of industry possible in the United States were lubricated, and essentially made possible, by oil derived from spermaceti. Baleen, or "Whalebone" The bones and teeth of various species of whales were used in a number of products, many of them common implements in a 19th century household. Whales are said to have produced “the plastic of the 1800s.” The "bone" of the whale which was most commonly used wasn’t technically a bone, it was baleen, a hard material arrayed in large plates, like gigantic combs, in the mouths of some species of whales. The purpose of the baleen is to act as a sieve, catching tiny organisms in sea water, which the whale consumes as food. As baleen was tough yet flexible, it could be used in a number of practical applications. And it became commonly known as "whalebone." Perhaps the most common use of whalebone was in the manufacture of corsets, which fashionable ladies in the 1800s wore to compress their waistlines. One typical corset advertisement from the 1800s proudly proclaims, “Real Whalebone Only Used.” Whalebone was also used for collar stays, buggy whips, and toys. Its remarkable flexibility even caused it to be used as the springs in early typewriters. The comparison to plastic is apt. Think of common items which today might be made of plastic, and it's likely that similar items in the 1800s would have been made of whalebone. Baleen whales do not have teeth. But the teeth of other whales, such as the sperm whale, would be used as ivory in such products as chess pieces, piano keys, or the handles of walking sticks. Pieces of scrimshaw, or carved whale's teeth, would probably be the best remembered use of whale's teeth. However, the carved teeth were created to pass the time on whaling voyages and were never a mass production item. Their relative rarity, of course, is why genuine pieces of 19th century scrimshaw are considered to be valuable collectibles today. Reference: McNamara, Robert. "Objects Made From the Whaling Industry." ThoughtCo, Jul. 31, 2021, thoughtco.com/products-produced-from-whales-1774070.Whale bone was an important commodity, used in corsets, collar stays, buggy whips, and toys.Whale bone vertebrae. Advanced stage of calcification as indicated by deep pitting. Off white to grey.Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, whales, whale bone, corsets, toys, whips, whalebone -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnimal specimen - Whale Vertebrae, Undetermined
Prior to carrying out a detailed condition report of the cetacean skeletons, it is useful to have an understanding of the materials we are likely to encounter, in terms of structure and chemistry. This entry invites you to join in learning about the composition of whale bone and oil. Whale bone (Cetacean) bone is comprised of a composite structure of both an inorganic matrix of mainly hydroxylapatite (a calcium phosphate mineral), providing strength and rigidity, as well as an organic protein ‘scaffolding’ of mainly collagen, facilitating growth and repair (O’Connor 2008, CCI 2010). Collagen is also the structural protein component in cartilage between the whale vertebrae and attached to the fins of both the Killer Whale and the Dolphin. Relative proportions in the bone composition (affecting density), are linked with the feeding habits and mechanical stresses typically endured by bones of particular whale types. A Sperm Whale (Physeter macrocephalus Linnaeus, 1758) skeleton (toothed) thus has a higher mineral value (~67%) than a Fin Whale (Balaenoptera physalus Linnaeus, 1758) (baleen) (~60%) (Turner Walker 2012). The internal structure of bone can be divided into compact and cancellous bone. In whales, load-bearing structures such as mandibles and upper limb bones (e.g. humerus, sternum) are largely composed of compact bone (Turner Walker 2012). This consists of lamella concentrically deposited around the longitudinal axis and is permeated by fluid carrying channels (O’Connor 2008). Cancellous (spongy) bone, with a highly porous angular network of trabeculae, is less stiff and thus found in whale ribs and vertebrae (Turner Walker 2012). Whale oil Whales not only carry a thick layer of fat (blubber) in the soft tissue of their body for heat insulation and as a food store while they are alive, but also hold large oil (lipid) reserves in their porous bones. Following maceration of the whale skeleton after death to remove the soft tissue, the bones retain a high lipid content (Higgs et. al 2010). Particularly bones with a spongy (porous) structure have a high capacity to hold oil-rich marrow. Comparative data of various whale species suggests the skull, particularly the cranium and mandible bones are particularly oil rich. Along the vertebral column, the lipid content is reduced, particularly in the thoracic vertebrae (~10-25%), yet greatly increases from the lumbar to the caudal vertebrae (~40-55%). The chest area (scapula, sternum and ribs) show a mid-range lipid content (~15-30%), with vertically orientated ribs being more heavily soaked lower down (Turner Walker 2012, Higgs et. al 2010). Whale oil is largely composed of triglycerides (molecules of fatty acids attached to a glycerol molecule). In Arctic whales a higher proportion of unsaturated, versus saturated fatty acids make up the lipid. Unsaturated fatty acids (with double or triple carbon bonds causing chain kinks, preventing close packing (solidifying) of molecules), are more likely to be liquid (oil), versus solid (fat) at room temperature (Smith and March 2007). Objects Made From the Whaling Industry We all know that men set forth in sailing ships and risked their lives to harpoon whales on the open seas throughout the 1800s. And while Moby Dick and other tales have made whaling stories immortal, people today generally don't appreciate that the whalers were part of a well-organized industry. The ships that set out from ports in New England roamed as far as the Pacific in hunt of specific species of whales. Adventure may have been the draw for some whalers, but for the captains who owned whaling ships, and the investors which financed voyages, there was a considerable monetary payoff. The gigantic carcasses of whales were chopped and boiled down and turned into products such as the fine oil needed to lubricate increasing advanced machine tools. And beyond the oil derived from whales, even their bones, in an era before the invention of plastic, was used to make a wide variety of consumer goods. In short, whales were a valuable natural resource the same as wood, minerals, or petroleum we now pump from the ground. Oil From Whale’s Blubber Oil was the main product sought from whales, and it was used to lubricate machinery and to provide illumination by burning it in lamps. When a whale was killed, it was towed to the ship and its blubber, the thick insulating fat under its skin, would be peeled and cut from its carcass in a process known as “flensing.” The blubber was minced into chunks and boiled in large vats on board the whaling ship, producing oil. The oil taken from whale blubber was packaged in casks and transported back to the whaling ship’s home port (such as New Bedford, Massachusetts, the busiest American whaling port in the mid-1800s). From the ports it would be sold and transported across the country and would find its way into a huge variety of products. Whale oil, in addition to be used for lubrication and illumination, was also used to manufacture soaps, paint, and varnish. Whale oil was also utilized in some processes used to manufacture textiles and rope. Spermaceti, a Highly Regarded Oil A peculiar oil found in the head of the sperm whale, spermaceti, was highly prized. The oil was waxy, and was commonly used in making candles. In fact, candles made of spermaceti were considered the best in the world, producing a bright clear flame without an excess of smoke. Spermaceti was also used, distilled in liquid form, as an oil to fuel lamps. The main American whaling port, New Bedford, Massachusetts, was thus known as "The City That Lit the World." When John Adams was the ambassador to Great Britain before serving as president he recorded in his diary a conversation about spermaceti he had with the British Prime Minister William Pitt. Adams, keen to promote the New England whaling industry, was trying to convince the British to import spermaceti sold by American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made in the late 1700s, the American whaling industry boomed in the early to mid-1800s. And spermaceti was a major component of that success. Spermaceti could be refined into a lubricant that was ideal for precision machinery. The machine tools that made the growth of industry possible in the United States were lubricated, and essentially made possible, by oil derived from spermaceti. Whalebone The bones and teeth of various species of whales were used in a number of products, many of them common implements in a 19th century household. Whales are said to have produced “the plastic of the 1800s.” The bone of the whale which was most commonly used wasn’t technically a bone, it was baleen, a hard material arrayed in large plates, like gigantic combs, in the mouths of some species of whales. The purpose of the baleen is to act as a sieve, catching tiny organisms in sea water, which the whale consumes as food. As baleen was tough yet flexible, it could be used in a number of practical applications. And it became commonly known as whalebone. Perhaps the most common use of whalebone was in the manufacture of corsets, which fashionable ladies in the 1800s wore to compress their waistlines. One typical corset advertisement from the 1800s proudly proclaims, “Real Whalebone Only Used.” Whalebone was also used for collar stays, buggy whips, and toys. Its remarkable flexibility even caused it to be used as the springs in early typewriters. The comparison to plastic is apt. Think of common items which today might be made of plastic, and it's likely that similar items in the 1800s would have been made of whalebone. Baleen whales do not have teeth. But the teeth of other whales, such as the sperm whale, would be used as ivory in such products as chess pieces, piano keys, or the handles of walking sticks. Pieces of scrimshaw, or carved whale's teeth, would probably be the best remembered use of whale's teeth. However, the carved teeth were created to pass the time on whaling voyages and were never a mass production item. Their relative rarity, of course, is why genuine pieces of 19th century scrimshaw are considered to be valuable collectibles today. Reference: McNamara, Robert. "Objects Made From the Whaling Industry." ThoughtCo, Jul. 31, 2021, thoughtco.com/products-produced-from-whales-1774070.Whale bone during the 17th, 18th, 19th and early 20th centuries was an important industry providing an important commodity. Whales from these times provided everything from lighting & machine oils to using the animal's bones for use in corsets, collar stays, buggy whips, and many other everyday items then in use.Whale bone Vertebrae with advanced stage of calcification as indicated by deep pitting. Off white to grey.None.warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, whale bones, whale skeleton, whales, whale bone, corsets, toys, whips, whaleling industry, maritime fishing, whalebone -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnimal specimen - Whale Jaw Bone, Undetermined
Prior to carrying out a detailed condition report of the cetacean skeletons, it is useful to have an understanding of the materials we are likely to encounter, in terms of structure and chemistry. This entry invites you to join in learning about the composition of whale bone and oil. Whale bone (Cetacean) bone is comprised of a composite structure of both an inorganic matrix of mainly hydroxylapatite (a calcium phosphate mineral), providing strength and rigidity, as well as an organic protein ‘scaffolding’ of mainly collagen, facilitating growth and repair (O’Connor 2008, CCI 2010). Collagen is also the structural protein component in cartilage between the whale vertebrae and attached to the fins of both the Killer Whale and the Dolphin. Relative proportions in the bone composition (affecting density), are linked with the feeding habits and mechanical stresses typically endured by bones of particular whale types. A Sperm Whale (Physeter macrocephalus Linnaeus, 1758) skeleton (toothed) thus has a higher mineral value (~67%) than a Fin Whale (Balaenoptera physalus Linnaeus, 1758) (baleen) (~60%) (Turner Walker 2012). The internal structure of bone can be divided into compact and cancellous bone. In whales, load-bearing structures such as mandibles and upper limb bones (e.g. humerus, sternum) are largely composed of compact bone (Turner Walker 2012). This consists of lamella concentrically deposited around the longitudinal axis and is permeated by fluid carrying channels (O’Connor 2008). Cancellous (spongy) bone, with a highly porous angular network of trabeculae, is less stiff and thus found in whale ribs and vertebrae (Turner Walker 2012). Whale oil Whales not only carry a thick layer of fat (blubber) in the soft tissue of their body for heat insulation and as a food store while they are alive, but also hold large oil (lipid) reserves in their porous bones. Following maceration of the whale skeleton after death to remove the soft tissue, the bones retain a high lipid content (Higgs et. al 2010). Particularly bones with a spongy (porous) structure have a high capacity to hold oil-rich marrow. Comparative data of various whale species suggests the skull, particularly the cranium and mandible bones are particularly oil rich. Along the vertebral column, the lipid content is reduced, particularly in the thoracic vertebrae (~10-25%), yet greatly increases from the lumbar to the caudal vertebrae (~40-55%). The chest area (scapula, sternum and ribs) show a mid-range lipid content (~15-30%), with vertically orientated ribs being more heavily soaked lower down (Turner Walker 2012, Higgs et. al 2010). Whale oil is largely composed of triglycerides (molecules of fatty acids attached to a glycerol molecule). In Arctic whales a higher proportion of unsaturated, versus saturated fatty acids make up the lipid. Unsaturated fatty acids (with double or triple carbon bonds causing chain kinks, preventing close packing (solidifying) of molecules), are more likely to be liquid (oil), versus solid (fat) at room temperature (Smith and March 2007). Objects Made From the Whaling Industry We all know that men set forth in sailing ships and risked their lives to harpoon whales on the open seas throughout the 1800s. And while Moby Dick and other tales have made whaling stories immortal, people today generally don't appreciate that the whalers were part of a well-organized industry. The ships that set out from ports in New England roamed as far as the Pacific in hunt of specific species of whales. Adventure may have been the draw for some whalers, but for the captains who owned whaling ships, and the investors which financed voyages, there was a considerable monetary payoff. The gigantic carcasses of whales were chopped and boiled down and turned into products such as the fine oil needed to lubricate increasing advanced machine tools. And beyond the oil derived from whales, even their bones, in an era before the invention of plastic, was used to make a wide variety of consumer goods. In short, whales were a valuable natural resource the same as wood, minerals, or petroleum we now pump from the ground. Oil From Whale’s Blubber Oil was the main product sought from whales, and it was used to lubricate machinery and to provide illumination by burning it in lamps. When a whale was killed, it was towed to the ship and its blubber, the thick insulating fat under its skin, would be peeled and cut from its carcass in a process known as “flensing.” The blubber was minced into chunks and boiled in large vats on board the whaling ship, producing oil. The oil taken from whale blubber was packaged in casks and transported back to the whaling ship’s home port (such as New Bedford, Massachusetts, the busiest American whaling port in the mid-1800s). From the ports it would be sold and transported across the country and would find its way into a huge variety of products. Whale oil, in addition to be used for lubrication and illumination, was also used to manufacture soaps, paint, and varnish. Whale oil was also utilized in some processes used to manufacture textiles and rope. Spermaceti, a Highly Regarded Oil A peculiar oil found in the head of the sperm whale, spermaceti, was highly prized. The oil was waxy, and was commonly used in making candles. In fact, candles made of spermaceti were considered the best in the world, producing a bright clear flame without an excess of smoke. Spermaceti was also used, distilled in liquid form, as an oil to fuel lamps. The main American whaling port, New Bedford, Massachusetts, was thus known as "The City That Lit the World." When John Adams was the ambassador to Great Britain before serving as president he recorded in his diary a conversation about spermaceti he had with the British Prime Minister William Pitt. Adams, keen to promote the New England whaling industry, was trying to convince the British to import spermaceti sold by American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made in the late 1700s, the American whaling industry boomed in the early to mid-1800s. And spermaceti was a major component of that success. Spermaceti could be refined into a lubricant that was ideal for precision machinery. The machine tools that made the growth of industry possible in the United States were lubricated, and essentially made possible, by oil derived from spermaceti. Baleen, or "Whalebone" The bones and teeth of various species of whales were used in a number of products, many of them common implements in a 19th century household. Whales are said to have produced “the plastic of the 1800s.” The "bone" of the whale which was most commonly used wasn’t technically a bone, it was baleen, a hard material arrayed in large plates, like gigantic combs, in the mouths of some species of whales. The purpose of the baleen is to act as a sieve, catching tiny organisms in sea water, which the whale consumes as food. As baleen was tough yet flexible, it could be used in a number of practical applications. And it became commonly known as "whalebone." Perhaps the most common use of whalebone was in the manufacture of corsets, which fashionable ladies in the 1800s wore to compress their waistlines. One typical corset advertisement from the 1800s proudly proclaims, “Real Whalebone Only Used.” Whalebone was also used for collar stays, buggy whips, and toys. Its remarkable flexibility even caused it to be used as the springs in early typewriters. The comparison to plastic is apt. Think of common items which today might be made of plastic, and it's likely that similar items in the 1800s would have been made of whalebone. Baleen whales do not have teeth. But the teeth of other whales, such as the sperm whale, would be used as ivory in such products as chess pieces, piano keys, or the handles of walking sticks. Pieces of scrimshaw, or carved whale's teeth, would probably be the best remembered use of whale's teeth. However, the carved teeth were created to pass the time on whaling voyages and were never a mass production item. Their relative rarity, of course, is why genuine pieces of 19th century scrimshaw are considered to be valuable collectibles today. Reference: McNamara, Robert. "Objects Made From the Whaling Industry." ThoughtCo, Jul. 31, 2021, thoughtco.com/products-produced-from-whales-1774070.Whale bone during the 17th, 18th, 19th and early 20th centuries was an important industry providing an important commodity. Whales from these times provided everything from lighting & machine oils to using the animal's bones for use in corsets, collar stays, buggy whips, and many other everyday items then in use.Whale jaw bone one side, long & curved with advanced stage of calcification off white to grey.None.warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, whale bones, whale skeleton, whales, whale bone, corsets, toys, whips, whaleling industry, maritime fishing, whalebone -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnimal specimen - Whale Rib Bone, Undetermined
Prior to carrying out a detailed condition report of the cetacean skeletons, it is useful to have an understanding of the materials we are likely to encounter, in terms of structure and chemistry. This entry invites you to join in learning about the composition of whale bone and oil. Whale bone (Cetacean) bone is comprised of a composite structure of both an inorganic matrix of mainly hydroxylapatite (a calcium phosphate mineral), providing strength and rigidity, as well as an organic protein ‘scaffolding’ of mainly collagen, facilitating growth and repair (O’Connor 2008, CCI 2010). Collagen is also the structural protein component in cartilage between the whale vertebrae and attached to the fins of both the Killer Whale and the Dolphin. Relative proportions in the bone composition (affecting density), are linked with the feeding habits and mechanical stresses typically endured by bones of particular whale types. A Sperm Whale (Physeter macrocephalus Linnaeus, 1758) skeleton (toothed) thus has a higher mineral value (~67%) than a Fin Whale (Balaenoptera physalus Linnaeus, 1758) (baleen) (~60%) (Turner Walker 2012). The internal structure of bone can be divided into compact and cancellous bone. In whales, load-bearing structures such as mandibles and upper limb bones (e.g. humerus, sternum) are largely composed of compact bone (Turner Walker 2012). This consists of lamella concentrically deposited around the longitudinal axis and is permeated by fluid carrying channels (O’Connor 2008). Cancellous (spongy) bone, with a highly porous angular network of trabeculae, is less stiff and thus found in whale ribs and vertebrae (Turner Walker 2012). Whale oil Whales not only carry a thick layer of fat (blubber) in the soft tissue of their body for heat insulation and as a food store while they are alive, but also hold large oil (lipid) reserves in their porous bones. Following maceration of the whale skeleton after death to remove the soft tissue, the bones retain a high lipid content (Higgs et. al 2010). Particularly bones with a spongy (porous) structure have a high capacity to hold oil-rich marrow. Comparative data of various whale species suggests the skull, particularly the cranium and mandible bones are particularly oil rich. Along the vertebral column, the lipid content is reduced, particularly in the thoracic vertebrae (~10-25%), yet greatly increases from the lumbar to the caudal vertebrae (~40-55%). The chest area (scapula, sternum and ribs) show a mid-range lipid content (~15-30%), with vertically orientated ribs being more heavily soaked lower down (Turner Walker 2012, Higgs et. al 2010). Whale oil is largely composed of triglycerides (molecules of fatty acids attached to a glycerol molecule). In Arctic whales a higher proportion of unsaturated, versus saturated fatty acids make up the lipid. Unsaturated fatty acids (with double or triple carbon bonds causing chain kinks, preventing close packing (solidifying) of molecules), are more likely to be liquid (oil), versus solid (fat) at room temperature (Smith and March 2007). Objects Made From the Whaling Industry We all know that men set forth in sailing ships and risked their lives to harpoon whales on the open seas throughout the 1800s. And while Moby Dick and other tales have made whaling stories immortal, people today generally don't appreciate that the whalers were part of a well-organized industry. The ships that set out from ports in New England roamed as far as the Pacific in hunt of specific species of whales. Adventure may have been the draw for some whalers, but for the captains who owned whaling ships, and the investors which financed voyages, there was a considerable monetary payoff. The gigantic carcasses of whales were chopped and boiled down and turned into products such as the fine oil needed to lubricate increasing advanced machine tools. And beyond the oil derived from whales, even their bones, in an era before the invention of plastic, was used to make a wide variety of consumer goods. In short, whales were a valuable natural resource the same as wood, minerals, or petroleum we now pump from the ground. Oil From Whale’s Blubber Oil was the main product sought from whales, and it was used to lubricate machinery and to provide illumination by burning it in lamps. When a whale was killed, it was towed to the ship and its blubber, the thick insulating fat under its skin, would be peeled and cut from its carcass in a process known as “flensing.” The blubber was minced into chunks and boiled in large vats on board the whaling ship, producing oil. The oil taken from whale blubber was packaged in casks and transported back to the whaling ship’s home port (such as New Bedford, Massachusetts, the busiest American whaling port in the mid-1800s). From the ports it would be sold and transported across the country and would find its way into a huge variety of products. Whale oil, in addition to be used for lubrication and illumination, was also used to manufacture soaps, paint, and varnish. Whale oil was also utilized in some processes used to manufacture textiles and rope. Spermaceti, a Highly Regarded Oil A peculiar oil found in the head of the sperm whale, spermaceti, was highly prized. The oil was waxy, and was commonly used in making candles. In fact, candles made of spermaceti were considered the best in the world, producing a bright clear flame without an excess of smoke. Spermaceti was also used, distilled in liquid form, as an oil to fuel lamps. The main American whaling port, New Bedford, Massachusetts, was thus known as "The City That Lit the World." When John Adams was the ambassador to Great Britain before serving as president he recorded in his diary a conversation about spermaceti he had with the British Prime Minister William Pitt. Adams, keen to promote the New England whaling industry, was trying to convince the British to import spermaceti sold by American whalers, which the British could use to fuel street lamps. The British were not interested. In his diary, Adams wrote that he told Pitt, “the fat of the spermaceti whale gives the clearest and most beautiful flame of any substance that is known in nature, and we are surprised you prefer darkness, and consequent robberies, burglaries, and murders in your streets to receiving as a remittance our spermaceti oil.” Despite the failed sales pitch John Adams made in the late 1700s, the American whaling industry boomed in the early to mid-1800s. And spermaceti was a major component of that success. Spermaceti could be refined into a lubricant that was ideal for precision machinery. The machine tools that made the growth of industry possible in the United States were lubricated, and essentially made possible, by oil derived from spermaceti. Baleen, or "Whalebone" The bones and teeth of various species of whales were used in a number of products, many of them common implements in a 19th century household. Whales are said to have produced “the plastic of the 1800s.” The "bone" of the whale which was most commonly used wasn’t technically a bone, it was baleen, a hard material arrayed in large plates, like gigantic combs, in the mouths of some species of whales. The purpose of the baleen is to act as a sieve, catching tiny organisms in sea water, which the whale consumes as food. As baleen was tough yet flexible, it could be used in a number of practical applications. And it became commonly known as "whalebone." Perhaps the most common use of whalebone was in the manufacture of corsets, which fashionable ladies in the 1800s wore to compress their waistlines. One typical corset advertisement from the 1800s proudly proclaims, “Real Whalebone Only Used.” Whalebone was also used for collar stays, buggy whips, and toys. Its remarkable flexibility even caused it to be used as the springs in early typewriters. The comparison to plastic is apt. Think of common items which today might be made of plastic, and it's likely that similar items in the 1800s would have been made of whalebone. Baleen whales do not have teeth. But the teeth of other whales, such as the sperm whale, would be used as ivory in such products as chess pieces, piano keys, or the handles of walking sticks. Pieces of scrimshaw, or carved whale's teeth, would probably be the best remembered use of whale's teeth. However, the carved teeth were created to pass the time on whaling voyages and were never a mass production item. Their relative rarity, of course, is why genuine pieces of 19th century scrimshaw are considered to be valuable collectibles today. Reference: McNamara, Robert. "Objects Made From the Whaling Industry." ThoughtCo, Jul. 31, 2021, thoughtco.com/products-produced-from-whales-1774070.Whale bone during the 17th, 18th, 19th and early 20th centuries was an important industry providing an important commodity. Whales from these times provided everything from lighting & machine oils to using the animal's bones for use in corsets, collar stays, buggy whips, and many other everyday items then in use.Whale rib bone with advanced stage of calcification as indicated by brittleness. None.warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, whale bones, whale skeleton, whales, whale bone, corsets, toys, whips, whaleling industry, maritime fishing, whalebone -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook, The Old Bus
Sir Charles Edward Kingsford Smith is a famous Australian, well known in civil aviation history for his courageous endeavours in flight. He broken many flight records for long distance and time travelled and he was also a war hero in World War 1. He has been referred to as being “known to millions of Australians as “Smithy” … he was one of Australia’s true twentieth-century legends”. In honour of his place amongst the world’s famous pioneers his image is featured on Australia’s $20 note, Sydney airport is named after him, there is a memorial to Kingsford Smith, Taylor and Ulm at the Anderson Park, also in Sydney and his plane “Southern Cross” is on view at Brisbane Airport. Kingsford Smith wrote ‘The Old Bus’ (1932) and he and Ulm were co-authors of ‘Story of 'Southern Cross' Trans-Pacific Flight’ (1928). His also wrote a book about his own life ‘My Flying Life’ which was published after his death in 1937. and the story of his life was filmed in Australia in 1946. A BRIEF HISTORY OF SIR CHARLES EDWARD KINGSFORD SMITH (1897 – 1935) … Kingsford Smith was born 9th February 1897 in Brisbane, Queensland, Australia. His parents were William Charles Smith and Catherine Mary, nee Kingsford. His mother’s maiden name of “Kingsford” was added to the family name when they spent time in Canada from around 1903 to 1907, after which they returned to Sydney, Australia. In 1915 Kingsford Smith enlisted in Australian Imperial Force. He served in 4th Signal Troop, 2nd Division Signal Company at Gallipoli Peninsular as a ‘sapper’ or combat engineer and later in Egypt and in France as a dispatch rider. In 1916 Kingsford Smith was transferred to the Australian Flying Corps as a sergeant. He was discharged after training in England and commissioned as a second lieutenant in the Royal Flying Corps. He was appointed fling officer and soon joined the 23rd Squadron in France. He brought down four machines in his first month there and also did invaluable work attacking enemy targets. He was wounded and shot down and later awarded the Military Cross ‘for conspicuous gallantry and devotion to duty’. He was promoted to lieutenant in 1918 and served as a Flying Instructor with the R.F.C. Kingsford Smith was not allowed to participate in the 1919 England to Australia air race because of assumed lack of navigational experience. He and his pilot friend Cyril Maddocks formed a business and flew joy-flights in both England and America. In America he did some stunt flying with a Flying Circus. Kingsford Smith returned to Australia in 1921 and found employment as a pilot. He soon realised the value of air transport in such a vast country. He formed a partnership with pilot Keith Anderson in 1924 and they purchased two Bristol Tourer biplanes. Their business broadened to include Charles Ulm and became the Interstate Flying services in Sydney. Together they performed important ‘demonstration’ flights including a flight around Australia in 10 days and 5 hours using very limited navigational equipment. Kingsford Smith immediately started to search for support to do a trans-Pacific flight. This support came from the New South Wales government, Sidney Myer and G. Allan Hancock, an American oil magnate. On 31st May 1928 Kingsford Smith, Charles Ulm and two American crewmen, Harry Lyan and Jim Warner, took off from Oakland, California and flew to Brisbane via Hawaii and Suva. This historic flight took 83 hours and 38 minutes. Their Fokker plane had three engines and was named the “Southern Cross”. This amazing achievement resulted in huge financial subscriptions. Kingsford Smith was awarded the Air Force Cross and appointed as honorary squadron leader, Royal Australian Air Force. Kingsford Smith flew his Southern Cross plane from Point Cook in Victoria to Perth nonstop. Then in September – October 1928, with Charles Ulm and an Australian crew, he piloted the Southern Cross from Sidney to Christchurch New Zealand. This flight showed that was possible for regular passenger and mail services across the Tasman Sea. Kingsford Smith flew his plane to England to an order for four aircraft, planning to use them for an inter-capital air service in Australia. Sadly on 1st April 1929 he was forced to land, having lost radio contact with the ground and having run into bad weather over north – west Australia. Keith Anderson and Robert Hitchcock both perished before the search party reached them. Once official enquiries were completed the flight to England continued in June and was completed in record time of 12 days and 18 hours. In January 1930 Kingsford Smith piloted the “Southern Cloud”, one of the new Avro Ten planes, on the first flight of his airline, the Australian National Airways, from Sydney to Melbourne. The “Southern Cross” was overhauled in Holland by the Fokker Aircraft Co. and in June 1930 Kingsford Smith achieved an east-west crossing of the Atlantic from Ireland to Newfoundland in 31.5 hours. Kingsford Smith returned to England and took delivery of an Avro Avian biplane that he named the “Southern Cross Junior” and flew solo from England to Darwin, Australia. This record breaking flight took less than 10 days. He beat four other planes that had left England before him and he was 5.5 days faster than Hinkler. Sadly Kingsford Smith’s “Southern Cloud” was lost during a flight from Sydney to Melbourne in 1931 with no surviving crew or passengers; in 1958 the wreckage was discovered in the Snowy Mountains. Later that year Kingsford Smith flew his “Southern Cloud” from Australia to Timor, collecting mail from a damaged Imperial Airways plane in Timor. Other flights followed. Kingsford Smith was knighted in 1932 for his services in Aviation. He returned to selling joy flights then established the Kingsford Smith Air Service, a flying training school in Sydney. In 1933 Kingsford Smith flew the amazing record flight in “Miss Southern Cross” – a Percival Gull - from London to Wyndham in Western Australia in just over ten days. The Australian Commonwealth then gave Kingsford Smith a large grant and he was also appointed as aviation consultant to Vacuum Oil Co. Another flying record was made when Kingsford Smith and Sir P.G. Taylor flow “Lady Southern Cross” from Brisbane to San Francisco in order to sell her there; the west-east-trans-Pacific flight made aviation history. They returned to Australia to make an attempt at the trans-Tasman flight but their attempt failed due to engine failure; they managed to get back to Sydney safely, minus most of their cargo. Kingsford Smith had his unsold “Lady Southern Cross” shipped back to England, from where he and J. T. Pethybridge in the “Lady Southern Cross” attempted another record breaking flight from England The Old Bus Author: Charles Kingsford Smith Publisher: Distibuted by Herald Feature Service Date; 1932Label on spine cover with typed text RA 629.1309 KIN flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, the old bus, charles kingsford smith -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Codd neck bottle, E. Rowlands, 1921
The design of the bottle is called a Codd, sometimes referred to as a marble bottle or "Codd's patent bottle". During the mid-to-late 1800s, there were many inventions to keep the fizz in carbonated drinks such as ginger ale, soda water, and fruit drinks. Hiram Codd, an English engineer invented a successful process that he patented as "Codd's patented globe stopper bottle" in 1872. The Codd-neck bottle (commonly called Codd or marble bottle) is manufactured in two parts. The body of the bottle is cast in two sections. At the time of joining the sections, glass marble and rubber seal are inserted into the neck section. The lip is then applied to the top of the bottle. The Codd bottle is filled upside down as the pressure of the gas from the carbonated liquid holds the marble up and out of the way. When the bottle stands upright the gas pushes the marble up against the washer, creating a firm seal to keep the fizz inside. The bottle is opened by pushing the marble down firmly to allow some of the gas to escape. The marble drops down and is caught in a depression formed in the neck. When the bottle is tilted to pour or drink the liquid the marble rests in a dimple. Two Ballarat miners, Evan Rowland and Robert Lewis started manufacturing mineral and aerated waters, bitters, cordials, and liqueurs in 1854, in a tent on the shores of Lake Wendouree Ballarat. Another 13 firms at that time employed manual operations, whereas they introduced Taylor's No. 1 machine that speeded up the process and laid the foundation for their fortune. Evan Rowland was a pioneer in the aerated water trade in Australia. He was born on August 2, 1826, in North Wales. In 1852, during the gold rush, he emigrated to Melbourne, and in 1854 he went to Ballarat and formed a partnership with Robert Lewis, the firm being called ‘‘Rowlands & Lewis’’. Their next step was to secure a supply of pure water. Using mineral Waters that they found via a natural spring at Warrenheip, Victoria. From the outset, the beverages made from this water gained repute and were in great demand. Their business prospered so well that in 1858 they were able to build a factory at the corner of Sturt and Dawson Streets, Ballarat, and to fit with the most up-to-date machinery then in use. By 1870 their business had increased so much and demand had grown to such an extent that Mr. Rowlands erected another factory, covering over an acre of ground at the corner of Dana and Doveton Streets, costing £13,000. The factory was fitted with the most modern equipment of the time to manufacture cordials and aerated water. In 1873 Rowlands established an agency at 116 Collins St, Melbourne, because the demand for the products of the Melbourne factory became so large. The company expanded to Sydney opening a factory at the corner of Burns & Hay Streets Darling Harbour obtaining spring water to supply this plant from Katoomba in the Blue Mountains. The water was brought to Sydney by rail. In the meantime, the Melbourne concern had progressed so rapidly that in 1888 a magnificent factory embodying all the latest ideas and equipment was built in King Street Melbourne. Robert Lewis was a fellow Welshman born in 1816, and he arrived in Port Phillip in 1853 and became a partner in the early day with Evan Rowland but with lesser and shorter involvement in the firm, from which he retired in 1876. Robert Lewis was perhaps better known as Ballarat's first mayor and a Member of the Legislative Assembly. He was a strong supporter of local charities, president/treasurer of the Eisteddfod Committee, a major force in the development of the Ballarat Hospital, and he was the mayor of Ballarat five times, the first in 1863, (having been a counsellor as early as 1859) and for the last time in 1881. Lewis died in 1884 of a stroke in Ballarat. Rowlands continued in the firm and invented and patented an improved soda water bottle. The water used in Rowlands products was filtered four times but his attempts to use local corks failed on quality grounds. He was a stickler for quality, which was so good that many outside Victoria were prepared to pay the 'premium' imposed by inter-colonial customs duty payable at that time. By the 1890s, Rowlands had factories in Ballarat, Melbourne, Sydney, and Newcastle. He died in 1894 but his company continued until well after the Second World War when it was sold to Schweppes.An early manufacturing process producing the first mineral waters in Australia was invented and developed by an early Welsh migrant to Australia. The Evan Rowlands story gives an insight into the early development of manufacturing industries in Australia that allowed their workers and the towns they were situated in to prosper and develop into what they are today. Bottle; clear glass Codd neck bottle with small marble in top. Once contained soda water or soft drink. Manufactured in 1921 by E. Rowlands of Ballarat, Melbourne, Katoomba and Sydney. The bottle is 'recyclable' - the message on the base says that it remains the property of E. Rowlands Pty Ltd."E. ROWLANDS BALLARAT MELBOURNE KATOOMBA AND SYDNEY". Imprinted into bas "1921" "THIS BOTTLE REMAINS THE PROPERTY OF E. ROWLANDS PTY LTD"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, bottle, codd bottle, hiram codd, glass marble bottle, e. rowlands bottle manufacturer, soda bottle australia, early recyclable bottle, codd's patent bottle, marble bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeremonial object - Chalice, 1855 or earlier
In 1975, divers from Flagstaff Hill, found an ornate communion set used to celebrate the Eucharist or holy communion by a number of different Christian faiths was recovered from the wreck of the Schomberg. The set comprised a jug, two chalices, a plate and a lid. The lid did not fit any of the other objects and in 1978 a piece of the lid broke off, revealing a glint of gold. As museum staff carefully examined the lid and removed marine growth, they found a diamond ring, which is currently on display in the Great Circle Gallery at Flagstaff Hill. The collection of artefacts from the Schomberg also contains ship fittings and equipment, personal effects, a lithograph, tickets and a photograph from the Schomberg. Most of the artefacts were salvaged from the wreck by Peter Ronald a former director of Flagstaff Hill maritime museum. The Schomberg was a large three-masted full-ship rigged wooden ship built in 1855 by Alexander Hall and Co in Aberdeen, Scotland for James Baines' famous Black Ball Line at £43,103. The vessel was 288 feet (88 meters) in length, with a beam of 45 feet (14 meters), a depth of 29.5 feet (8.99 meters) of 2,284 tons. The mainmast was 210 feet (64 meters) high and she carried 3.3 acres of sail. The vessel was constructed with three skins. One planked fore and aft, and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). The Schomberg is one of only three clipper wrecks in Victorian waters that operated the England to Australia run. While the other two, Empress of the Sea and Lightning, were built by the famous American shipbuilder, Donald Mac Kay. Schomberg was an attempt to build a faster ship than Mac Kay and a vessel fast enough to break the sailing record to Australia. The Schomberg sailed on her maiden voyage from Liverpool on 6 October 1855, under the command of Captain James Forbes, on its maiden voyage to Australia with a general cargo, jewellery, spirits, machinery, and 2,000 tons of iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, plus 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. There were approximately 473 passengers and a crew of 105. It was hoped that Schomberg would make Melbourne in sixty days, setting a record for the voyage, but light winds at the equator dashed those expectations. The ship sighted Moonlight Head in south west Victoria on Christmas Day but through a deadly combination of wind, currents and unmarked sand spits, the vessel gently ran aground on 26 December 1855 on a spit that juts into Newfield Bay, just east of Curdies Inlet, and the present town of Peterborough. Fortunately, the SS Queen was nearby and managed to save all passengers and crew. The steamers Keera and Maitland were dispatched to salvage the passenger's baggage and the more valuable cargo. Other salvage attempts were made, but deteriorating weather made the work impossible, and within two weeks the Schomberg's hull was broken up and the vessel abandoned. The wrecking of the Schomberg caused quite the public stir particularly in light of the fact the vessel was supposed to be, the most perfect clipper ship ever built. Captain Forbes was charged in the Supreme Court under suspicion that he was playing cards with two female passengers below decks when his ship ran aground. Despite a protest meeting, two inquiries and the court proceedings, he was found not guilty and cleared of all charges. In 1975, divers from Flagstaff Hill, including Peter Ronald, found an ornate communion set at the wreck. The set comprised a jug, two chalices, a plate and a lid. The lid did not fit any of the other objects and in 1978 a piece of the lid broke off, revealing a glint of gold. As museum staff carefully examined the lid and removed marine growth, they found a diamond ring, which is currently on display in the Great Circle Gallery at the Flagstaff Hill Maritime museum that also displays ship fittings and equipment, personal effects. Most of the artefacts were salvaged from the wreck by Peter Ronald, former director of Flagstaff Hill.This chalice is significant as an example of an item in common use in the mid-19th century that is still in use today. The Schomberg has historical significance as one of the first luxurious ships built to bring emigrants to Australia to cash in on the gold rush era. And is included on the Victorian Heritage Register (VHR S612). The collection of Schomberg artefacts held at Flagstaff Hill Museum is primarily significant because of the relationship between these recovered items having a high potential to interpret the story of the Schomberg and its foundering during a storm. The shipwreck is of additional historical significance for representing aspects of Victoria’s shipping history and for its association with the first passenger ship, which was designed not only to be the fastest and most luxurious of its day but foundered on its maiden voyage to Australia.Chalice; electroplated silver metal over metal, possibly nickle. The chalice has a wide bowl with an outer layer of intricately cut metal on the underside and a ribbon-like border of grapes and grapevine leaves is etched around it. It is supported by a tall stem with a circular knob partway down its length, and the stem is attached to a round base that is hollow underneath. The decorative pattern around the perimeter of the base is repeated on the knob on the stem. The base also has a pattern of lines around the vertical edge. There is a white sticker attached to the underside of the base. Its inscription is undecipherable. The chalice is part of a Communion set that was recovered from the wreck of the Schomberg. White sticker attached to the base of the chaliceflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, schomberg, 1855, clipper ship, james baines & co, black ball line, luxury ship, emigrant ship, captain forbes, bully forbes, ss queen, peterborough shipwreck, communion set, religious service, communion service, ceremonial service, mass, chalice -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeremonial object - Cruet and lid, 1855 or earlier
In 1975, divers from Flagstaff Hill, found an ornate communion set used to celebrate the Eucharist or holy communion by a number of different Christian faiths was recovered from the wreck of the Schomberg. The set comprised a cruet or jug, two chalices, a plate and a lid. The lid did not fit any of the other objects and in 1978 a piece of the lid broke off, revealing a glint of gold. As museum staff carefully examined the lid and removed marine growth, they found a diamond ring, which is currently on display in the Great Circle Gallery at Flagstaff Hill. The collection of artefacts from the Schomberg also contains ship fittings and equipment, personal effects, a lithograph, tickets and a photograph from the Schomberg. Most of the artefacts were salvaged from the wreck by Peter Ronald a former director of Flagstaff Hill maritime museum. The Schomberg was a large three-masted full-ship rigged wooden ship built in 1855 by Alexander Hall and Co in Aberdeen, Scotland for James Baines' famous Black Ball Line at £43,103. The vessel was 288 feet (88 meters) in length, with a beam of 45 feet (14 meters), a depth of 29.5 feet (8.99 meters) of 2,284 tons. The mainmast was 210 feet (64 meters) high and she carried 3.3 acres of sail. The vessel was constructed with three skins. One planked fore and aft, and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). The Schomberg is one of only three clipper wrecks in Victorian waters that operated the England-to-Australia run. While the other two, Empress of the Sea and Lightning, were built by the famous American shipbuilder, Donald Mac Kay. Schomberg was an attempt to build a faster ship than Mac Kay and a vessel fast enough to break the sailing record to Australia. The Schomberg sailed on her maiden voyage from Liverpool on 6 October 1855, under the command of Captain James Forbes, on its maiden voyage to Australia with general cargo, jewellery, spirits, machinery, and 2,000 tons of iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, plus 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. There were approximately 473 passengers and a crew of 105. It was hoped that Schomberg would make Melbourne in sixty days, setting a record for the voyage, but light winds at the equator dashed those expectations. The ship sighted Moonlight Head in southwest Victoria on Christmas Day but through a deadly combination of wind, currents and unmarked sand spits, the vessel gently ran aground on 26 December 1855 on a spit that juts into Newfield Bay, just east of Curdies Inlet, and the present town of Peterborough. Fortunately, the SS Queen was nearby and managed to save all passengers and crew. The steamers Keera and Maitland were dispatched to salvage the passenger's baggage and the more valuable cargo. Other salvage attempts were made, but deteriorating weather made the work impossible, and within two weeks the Schomberg's hull was broken up and the vessel abandoned. The wrecking of the Schomberg caused quite a public stir, particularly in light of the fact the vessel was supposed to be, the most perfect clipper ship ever built. Captain Forbes was charged in the Supreme Court under suspicion that he was playing cards with two female passengers below decks when his ship ran aground. Despite a protest meeting, two inquiries and the court proceedings, he was found not guilty and cleared of all charges. In 1975, divers from Flagstaff Hill, including Peter Ronald, found an ornate communion set at the wreck. The set comprised a jug, two chalices, a plate and a lid. The lid did not fit any of the other objects and in 1978 a piece of the lid broke off, revealing a glint of gold. As museum staff carefully examined the lid and removed marine growth, they found a diamond ring, which is currently on display in the Great Circle Gallery at the Flagstaff Hill Maritime Museum that also displays ship fittings and equipment, and personal effects. Most of the artefacts were salvaged from the wreck by Peter Ronald, former director of Flagstaff Hill.This object is significant as an example of an item in common use in the mid-19th century that is still in use today. The Schomberg has historical significance as one of the first luxurious ships built to bring emigrants to Australia to cash in on the gold rush era. And is included on the Victorian Heritage Register (VHR S612). The collection of Schomberg artefacts held at Flagstaff Hill Museum is primarily significant because of the relationship between these recovered items having a high potential to interpret the story of the Schomberg and its foundering during a storm. The shipwreck is of additional historical significance for representing aspects of Victoria’s shipping history and for its association with the first passenger ship, which was designed not only to be the fastest and most luxurious of its day but foundered on its maiden voyage to Australia.Cruet and lid; electroplated silver metal over metal, possibly nickle. The cruet has a wide bowl large handle .The round domed lid has a pattern around the border. The cruet and lid are part of a Communion set that was recovered from the wreck of the Schomberg.warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, schomberg, shipwrecked-artefact, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen, schomberg jug or cruet, jug or cruet, schomberg communion set, jug, cruet and lid, cruet, communion set, religious service, communion service, ceremonial service, mass -
 Coal Creek Community Park & Museum
Coal Creek Community Park & MuseumBottle, glass, c. 1862 - c.1934
TROVE : Age (Melbourne, Vic. : 1854 - 1954), Saturday 11 October 1862, page 8 ‘…..AYER'S SARSAPARILLA FOR PURIFYING THE BLOOD; A compound remedy, designed to be the most effectual Alterative that can be made. It is a concentrated extract of Para Sarsaparilla, so combined with other substances of still greater alternative power as to afford an effective antidote for the diseases Sarsaparilla is reputed to cure. It is believed that such a remedy is wanted by those who suffer from Strumous complaints, and that one which will accomplish their cure must prove of immense service to this large class of our afflicted fellow-citizens. How completely this compound will do it has been proven by experiment on many of the worst cases to be found of the following complaints : — Scrofula and Scrofulous complaints, Eruptions and Eruptive Diseases, Ulcers, Pimples, Blotches, Tumora, Salt Rheum, Scald Head, Syphillis and Syphillitic Affections, Mercurial Disease, Dropsy, Neuralgia or Tic Doloreux, Debility, Dyspepsia and Indigestion, Erysipelas, Rose, or St. Anthony's Fire, and, indeed, the whole class of complaints arising from impurity of the blood. This compound will be found a great promoter of health, when taken in the Spring, to expel the foul humors which fester in the blood at that season of the year. By the timely expulsion of them many rankling disorders are nipped in the bud. Multitudes can, by the aid of this remedy, spare themselves from the endurance of foul eruptions and ulcerous sores, through which the system will strive to rid itself of corruptions, if not assisted to do this through the natural channels of the body by an alternative medicine. Cleanse out the vitiated blood whenever you find its impurities bursting through the skin in pimples, eruptions, or sores ; cleanse it when you find it is obstructed and sluggish in the veins ; cleanse it whenever it is foul, and your feelings will tell you when. Even where no particular disorder is felt, people enjoy batter health, and live longer, for cleansing the blood. Keep the blood healthy, and all is well; but with this pabulum of life disordered, there can be no lasting health. Sooner or later something must go wrong, and the great machinery of life is dis ordered or overthrown. Sarsaparilla has, and deserves much, the reputation of accomplishing these ends. But the world has been egregiously deceived by preparations of it, partly because the drug alone has not all the virtue that is claimed for it, but more because many preparations, pretending to be concentrated extracts of it, contain but little of the virtue of Sarsaparilla, or anything else. _ During late years, the public have been misled by large bottles, pretending to give a quart of Extract of Sarsaparilla for one dollar. Most of these have been frauds upon the sick, for they not only contain little, if any, Sarsaparilla, but often no curative properties whatever. bitter and painful disappointment has followed the use of the various extracts of Sarsaparilla which flood the market, until the name itself is justly despised, and has become synonymous with imposition and cheat. Still, we call this compound Sarsaparilla, and intend to supply such a remedy as shall rescue the name from the load of obloquy which rests upon it. And we think we have ground for believing it has virtues which are irresistible by the ordinary run of the diseases it is intended to cure. In order to secure their complete eradication from the system, the remedy should be judiciously taken according to directions on the bottle. Prepared by DR. J. C; AYER and CO., Lowell, Mass. HENRI J. HART, Sole Wholesale Agent, 21 Queen street south. Sub-agents required for all the interior towns.’ TROVE : Herald (Melbourne, Vic. : 1861 - 1954), Monday 12 November 1934, page 4 DOCTORS SHOW QUICK WAY TO END STOMACH TROUBLE Miss Ethel Phillips, Like Numbers of Victorian People, Surprised to Find How Quickly Freedom from Indigestion Improves Health, Increases Vigor and Makes One's Complexion Healthier and More Radiant. More and more Victorian people are finding that the way one looks and feels depends largely on one's digestion. And .they have learned that Ayer's Sarsaparilla — by ending indigestion — gives one increased strength, steadier nerves, clearer skin, and the improved appearance that can come only from improved health. (Photo) : HOSPITAL NURSE ENDS GASTRIC INDIGESTION BY TEMPTING TASTE OF SARSPARILLA AT MEALTIME Tall clear aqua tinted glass bottle, rectangular in section, with rectangular panels impressed on four sides with embossed text in the four panels. A shallow dome impression on the base containing embossed text.Side 1 : 'AYER'S'. Side 2 : 'COMPOUND EXT.' Side 3 : 'LOWELL MASS. U.S.A.'. Side 4 : 'SARSAPARILLA'. Base 'C57'.ayer's, sarsaparilla, compound extraction -
 Puffing Billy Railway
Puffing Billy RailwayV. R. Krupp 1888. IV. Rail, 1888
60lbs rail that was used throughout the Victorian rail network. In 1887 Gibbs, Bright and Co. had a contract with Victorian Railways for railway and canal construction and supply of Krupp Rails. Gibbs, Bright and Co were merchant bankers and shipping agents and merchants who where also Directors of the GWR ( Great Western Railway ) and the Ship The "Great Britain" in England Gibbs, Bright and Company had principally been involved in shipping and trading, mainly in the West Indies, but following the discovery of gold in Victoria they established an office in Melbourne and soon became one of the leading shipping agents and merchants in the Colony. They expanded into passenger shipping and soon established offices in Brisbane, Sydney, Newcastle, Adelaide and Perth as well as launching passenger services between England, Mauritius and New Zealand. Gibbs, Bright also held a number of financial agencies from British mortgage, finance and investment companies as well as representing several British insurance companies in Australia. In addition they conducted a growing import business as well as an export business that included livestock, dairy produce, wool and flour. Also the company played a substantial part in the development of Australia's mineral resources, starting with lead in 1895, and later venturing into tin, gold, copper, cement and super phosphates. In Australia, after WWI, many of the larger companies were managing their own import and export so Gibbs, Bright and Company tended to focus its Agency business on smaller companies while expanding their interest into other markets such as timber, wire netting, zinc, stevedoring, road transport, marine salvage, gold mining as well as mechanical, structural, electrical and marine engineering. The Company's shipping interests continued to grow as well and still formed a major part of its business. In 1948 the parent company in England took the major step from tradition when they changed the business from a partnership into a private limited company. The name was the same, Antony Gibbs and Sons Limited, and in practice the effect of the change was very little. Some of the firm's branches and departments had already become limited companies and the formation of a parent company simplified the structure. The Australian operation was in time changed to Gibbs Bright & Co Pty Ltd in 1963. In 1848 Alfred Krupp becomes the sole proprietor of the company which from 1850 experiences its first major growth surge. In 1849 his equally talented brother Hermann (1814 - 1879) takes over the hardware factory Metallwarenfabrik in Berndorf near Vienna, which Krupp had established together with Alexander Schöller six years earlier. The factory manufactures cutlery in a rolling process developed by the brothers. Krupp's main products are machinery and machine components made of high-quality cast steel, especially equipment for the railroads, most notably the seamless wheel tire, and from 1859 to an increased extent artillery. To secure raw materials and feedstock for his production, Krupp acquires ore deposits, coal mines and iron works. On Alfred Krupp's death in 1887 the company employs 20,200 people. His great business success is based on the quality of the products, systematic measures to secure sales, the use of new cost-effective steel-making techniques, good organization within the company, and the cultivation of a loyal and highly qualified workforce among other things through an extensive company welfare system. From 1878 August Thyssen starts to get involved in processing the products manufactured by Thyssen & Co., including the fabrication of pipes for gas lines. In 1882 he starts rolling sheet at Styrum, for which two years later he sets up a galvanizing shop. The foundation stone for Maschinenfabrik Thyssen & Co. is laid in 1883 with the purchase of a neighboring mechanical engineering company. In 1891 August Thyssen takes the first step toward creating a vertical company at the Gewerkschaft Deutscher Kaiser coal mine in [Duisburg-]Hamborn, which he expands to an integrated iron and steelmaking plant on the River Rhine. Just before the First World War he starts to expand his group internationally (Netherlands, UK, France, Russia, Mediterranean region, Argentina). info from The company thyssenkrupp - History https://www.thyssenkrupp.com/en/company/history/the-founding-families/alfred-krupp.htmlHistoric - Victorian Railways - Track Rail - made by Krupp in 1888Section of VR Krupp 1888 Rail mounted on a piece of varnished wood. Rail made of ironpuffing billy, krupp, rail, victorian railways -
 Federation University Historical Collection
Federation University Historical CollectionMagazine, Ballarat School of Mines Students' Magazine, 1898-1901, 1898-1901
Bound copies of the Ballarat School of Mines Students' Magazine, 1898-1901 Vol 1, No. 1, September 1898 * News and Notes (Ballarat School of Mines Museum, J.F. Usher, New British Pharmacopoeia, excursion to Bendigo) * History of the Ballarat School of Mines * Current Topics (Federation, Gladstone, Anglo-American Alliance) * Of Custom * Discovery of Coolgardie * Mining Notes(Clunes, Pitfield, Birthday Mine, Western Australia, Transvaal, Mt Bischoff, Rand Drill Co.) * From the Journals * The Societies - (Student Association, Ballarat Field Club and Science Society, Ballarat Photographic Club) * Original Poetry * Sports * Students' Association Committee Meetings * On the Increase of Temperature of the Earth With Increased Depth Vol 1, No. 2, October 1898 * Notes about some of the Past Students (E.M. Weston, J.A. Porter, H.R. Sleeman, G.E. Sander, B.C.T. Solley, T. Rhys, C. Burbury, D. McDougal, J. Matsen) * Excursion to Daylesford, p.3 * History of the Ballarat School of Mines (continued) * The Soudan * Greater Melbourne * Image of J. Hopkinson, electrical engineer killed ascending the Alps * What is Science * Mining Notes (Pitfield Plains, Victoria United G.M.Co., Lithgow, Avoca, great Cobar, Mt Whycheproof) * Student's Association (women's franchise) * Sports Vol 2, No. 1, March 1899 * News and Notes * History of the Ballarat School of Mines (continued) * Notes of Victorian Geology, 1. Granites, by Thomas S. Hart * Sir William Crookes * Summaries and Notes from the Mining Journals * Students' Association * Sports * The Bush Assayer * Solubility of Gold-Silver Alloys in Potassium Cyanide * Correspondence Vol 2, No. 2, April 1899 * News and Notes (Smythesdale Excursion, New Buildings, A.S. Coyte, R.J. Allan) * History of the Ballarat School of Mines (Continued) * The New Students (J. Owen, A. Clayton Morrisby, A.S. Atkin, J. Alexander Reid, Alfred G. Johnston, L. Lowe, F.H. Dalton, W.M. Robertson, A. Hacke, H.L. Giles, W. Martin, E. Walshe, H.L. Krause, R. Sawyer) * Berringa by Oh'E Jay * Summaries and Notes from the Mining Journals * Mount Magnet to Victoria - A Long Bicycle Trip * 1898 Examination returns * Sports Vol 2, No. 3, May 1899 * Technical Education and the Proposed Affiliation of the Schools of Mines with the Melbourne University. * Laying of the Foundation Stone of the New Classrooms (now Administration Building). Alexander J. Peacock * News and Notes (Past Students - A.S. Lilburn, J.W. Sutherland, J. Richardson, E. Prendergast, J. Wallace, J. Kidd, J. Lake, Mathew Thompson), Coolgardie Exhibition. * Trip to Lal Lal * Students' Association * Summaries and Notes from the Mining Journals * Professor Henry Louis on Mining Education * Corrections Used in Chaining by C.W. Adams * The Black Horse Cyanide Plant * Sports * Completed List of 1898 Examinations Vol 2, No. 4, June 1899 * News and Notes * The Education Problem by D.N. McLean * A Few Hints on Histological Technique by Emil Gutheil * Summaries and Notes from the Mining Journals * Students' Association * A Visit to the Skipton Caves (Mount Widdern, Ormand Hill, volcano, Emu Creek, Mount Kinross, Mount Elephant, Mount Vite Vite, Mount Kinross, Mount Hamiston) * Mount Magnet To Victoria (cont) * The New Engines at the Ballarat Woollen Mills - includes image of the Compound 700 H.P. Engines constructed for the Ballarat Woollen Mills by Austral Otis Company and consulting engineers Monash and Anderson. * Sports * Original Poetry * Correspondence Vol 2, No. 5, July 1899 * News and Notes (E. Byron Moore, Visit to Britannia Gold Mine, J. Bryant, Visit to Last Chance Mine) * A Few Hints on Histological Technique (cont) by Emil Gutheil * Summaries and Notes from the Mining Journals * Professor Alfred Mica Smith (includes image) * Notes on Victorian Geology Part 2 The Trappean Rocks, by Thomas Hart * Origin of Diamonds * Hydraulic Mining by A.E.C. Kerr * Volcanoes by F.G. Bonney * Analytical Chemistry Notes by Daniel Walker * Some Things Out To Do * Sports * Correspondence Vol 2, No. 6, August 1899 *Summaries and notes from the Mining Journals * Some Regulations of the Academy of Mines at Freiberg * A visit to Mt Lyell Smelters * Professor Gilbert J. Dawbarn (includes image) * Air compressor and Transmission of Power by Compressed air by A.E.C. Kerr * Chemistry Notes by Daniel Walker * Mineralogical Notes, Ballarat by Thomas S. Hart * Kalgurli Gold Mines, W.A. * OUr New Lab Vol 2., No 7, September 1899 * Summaries and Notes from the Mining Journals * Some recent Steam Plants at Bendigo by Gilbert Dawbarn * Professor Thomas Stephen Hart (includes image) * Students Association * Notes on Victorian Geology by Thomas Hart * Centrifugal Pumps * A New Chum's Experience by E.M. Weston Vol 2., No 8, October 1899 * The institute of Chemistry Examinations * A New Method of Qualitative Chemical Analysis by Emil Gutheil * Steam Engine Valves and Valve-Gears by Gilbert Dawbarn * Daniel Walker (includes image) * Notes on Victorian Geology by Thomas Hart * Cyaniding Cripple Creek Tellurides (Metallic Extraction Company) * Notes on Two Ballarat Gravel Pumping Plants, G.A. Wilberforce (Eureka Jennings Co and Yarrowee Sluicing Co) * History of the School of Mines (concluded) Vol 3., No 1, March 1900 * A Journey from Natal to Mashomaland with the British Police * A Plea for Research * New Caledonia by C.A.M. Deane * Notes of Victorian Geology - Lower Palaeoroic Rocks by Thomas Hart * Mt Bischoff Mine and Mill * Summaries and Notes from the Mining Journals * Things we Eat and Drink * Farewell to A.S. Coyte Vol 3., No 1, March 1900 * Mining Education * Model Locomotive made by the apprentices of the Phoenix Foundry, p2 * Glimpses of Rhodesian Police Camp Life * New Caledonia (continued) * Summaries from the Mining and Engineering Journals * Boot and Saddle Vol 3., No 3, May 1900 * A Students' Common Room * Geological Excursion to Hardie's Hill * Notes on Victorian Geology by Thomas Hart * The Planet Venus by John Brittain * Summaries and Notes from the Australian Mining Standard * The Assay Ton * Zeehan Smelters * Electrical Notes by Ohe Jay * Trop of the Cricket Club to Stawell * Students' Association * Solid Hydrogen Vol 3., No 4, June 1900 * The Minister of Mines on Mining Education (Minister A.R. Outtrim) * Lal Lal Geology Trip (Thomas Hart) * Rifle Club now defunct, pg 3 * A Contribution to the Mining Geology of Kalgoorlie, W.A. by Ferdinand Krause (includes cross sections) (Wood's Point, Rand, Johannesburg, South Africa, Gaffney's Creek, Walhalla, Shady Creek, Sago Hill at Cardigan, Bunbury) * Summaries and Notes from the Australian Mining Standard (Buninyong Estate Mine) * Monthly Progress Reports of the Geological Survey * Electrical Notes by John M Sutherland (Telagraphone, phonograph, telephone receiver) * Students' Theatre Party (Gordon Todd, Ohe Jaeger, C.S. Wakley) * Opening of the New Buildings - Ministerial Speeches (Outtrim, W.H. Irvine, New Mining Laboratory, Old Chemistry Building, Battery, Model Mine) * Students' Association * Relief of Mafeking * A Critic Criticised * Things We Eat and Drink by Ohe Jay - Oatmeal, Coffee and Cocoa. Vol 3., No 5, July 1900 * Research * Adelaide Varsity Students at Ballarat * The Manchester-Liverpool Mono Railway * Students Association * *A Contribution to the Mining Geology of Kalgoorlie, W.A. by Ferdinand Krause (continued) (includes cross-sections) * Motive Power, address by Charles A. Parsons * Summaries and Notes from the Australian Mining Standard * Sugar Manufacturing by Sugna * Great Creswick Hydraulic Sluicing Plant (THomas Hart, Ballarat School of Mines Mining Class visit) * Reminiscences of a Students Life in Germany * Football - Ballarat School of Mines v Geelong Grammar School (Australian Rules Football) Vol 3., No 6, August 1900 * Cheap Mine Management * Library * Bendigo School of Mines, pg 3 * Notes on Ore Dressing by T, Vincent, Manager The Zeehan (Tas) Silver-Lead Mines Ltd) * Motive Power * Notes on Broken Hill - Its Mines and Minerals by J. Williams * The Concert * Summaries and Notes from the Australian Mining Standard * The Dandy Duke's Dreadful Demise * The Road Race Vol 3., No 7, September 1900 * Michaelmas Excursion (Melbourne University, Prof Kernot, Applied Mechanics) * Injury to School Property * Return of E. Ditchburn (Boer War) * Mt William Gold-Field visit, pg 3 * The Stoping of Wide Lodes by J.V. Lake (includes cross sections) * Summaries of Notes from the Australian Mining Standard * Notes on Broken Hill Part 2- Its Mines and Minerals by W.J. Williams * Motive Power from the Waves * Electrical Notes * Some Account of Italian Mining (Sarinia, Sicily, Peidmont, Lombardia) by Candido Maglione * Students Association * Should Women Have the Vote by Frank Bessemeres * The School Theatre Parly * Past Students * Poetry * Football * Surveying Rules Vol 3., No 8, October 1900 * Ballarat School of Mines Associateship * An Engineering Laboratory * Students' Practical Work * Notes on Broken Hill Part 3 by W.J. Williams * The Lake View Consols by F.S. Earp - Battery Treatment of Sulpo-Telluride Ore * Neglected Mineral Fields - Eurowie and Warrata * A Glimpse Ahead * News and Notes * A.W. G. McPherson, Boer War * Students Association * Ballarat School of Mines Melbourne Excursion to the Government Electric Lighting Station, Austral-Otis Co, Working Mens College * Ballarat School of Mines Concert in Aid of Soldiers Statue Balance Sheet * Football * Cricket Vol 3., No 8b, November 1900 * Position of the Ballarat School of Mines with Regards to Mining Education * Age Limit * Entrance Examination * Presentation t0 Professor Alfred Mica Smith * Image of a Group of Old Ballarat School of Mines Students in Coolgardie and Kalgoorlie. * Students Association Vol 4., No 1, March 1901 * Espirit De Corps * A few Notes on the Testing of Explosives * Round About Inverell, NSW by F. and J. Mawl * On the Choice of Drawing Instruments * Summaries and Notes From the Technical Journals * Annual Examinations 1900 * New Students * Sporting Notes * The Vale of Coolgardie Mine, Bonnievale, W.A. by G. Stephen Hart * News and Notes (Kerr Grant, C.L. Nash, R. Gordon Todd, Vial) * Editorial Notices Vol 4., No 2, Second Term 1901 * The Metallurgical Treatment of Sulpho-Telluride Ores by L.W. Grayson * Some Metallurgical Difficulties of Aluminium * Diehl's Sulphide Process by A.E. C. Kerr * A Californian Gold Mine by A.E. C. Kerr * New Express Locomotives for the Victorian Government (Phoenix Foundry) * An Excursion to Geelong (Electric Light and Traction Company of Australia) * The Linkenback Table for our New Mining Laboratory (Humboldt Company of Colgne) * Death of Thomas Bath * The Late Alfred G. Johnson (Boer War) * An Introduction to Natural Science by Emil Gutheil * The First Annual School Sports Meeting * Concert in Aid of Magazine Funds * The Men That Made the Concert (C.E. Denniston, W.H. Chandler, Mr White, William Litte Jnr, Marriott, Giles McCracken) * Sports * News and Notes Vol 4., No 2, Third Term 1901 * Bagging-Up - A Sketch * Concentration of Difficult Silver-Lead Ores * Estimation of Chlorine, Bromine and Iodine by D. Runting * Summaries of Notes from teh technical Journals * Notes on the Use and Care of Platinum Ware Common Sense * The Machinery at the Tasmania Gold Mine, Beaconsfield, Tasmania * Mining at Walhalla - The Long Tunnel Mine * Past Students * Mapping our of Agricultural Areas, etc, In Dense Vine Lands, North Queensland by R.A. Suter * News and Notes * Concert Balance Sheet e.m. weston, robert brough smyth, mcdougall, bruce, charles burbury, harrie wood, graham j. hopwood, emil gutheil, daniel walker, thomas hart, thomas stephen hart, m. hacker, schnitzler, f.a., ditchfield, l.h, alfred e.c. kerr, charles harvey, campbell, joseph bryant, campbell & ferguson, gilbert j. dawburn, irving, g.b., kerr, a.e.c., john walter sutherland, william robertson, herbert l. krause, alfred mica smith, binh pham, crosbie, d. jack, ditchburn, j., james hiscock, alfred johnston, reid, j.a., kidd, john, james bonwick, james, j.p, overall, d, e.h salmon, gaynor marquand, williams, w.w., williams, william, deane, c.m., vincent, tom, phillips, g.e., hart, d.w., jarnail suingh, rowlands, e., ferdinand m. krause,, easterby, f.l, parsons, r.g., partington, j.r., vial, s.b., meadows, h, atkins, arthur, john braisted burdekin, w.h. corbould, ditchburn, john, hill, john, otto e. jager, mcpherson, g.t, nicholls, c, thom, j.m., crafter, stewart, john brittain, peter lalor, hardy - commissioner, thomas bath, alf johnston, charles campbell, nash, llewellyn, watson, m.a, gardener, eddie, adamson, s.g, alford, l.c, allen, r.j, arthur, d.w.b., burge, a., willia, cairncross, cooper, i, maurice osric copland, maurice copland, dickinson, s., doepel, dunstan, john, loveday dunstan, eeles, terri, flegeltaub, israel, fletcher, a, fyrar, peter, kerr grant, w.kerr, green, gary, betty harris, harris, c.m., hay, a.l., hearn, hill, martin, james, david, johnston, alfred g, kilner, marion, kingston, thomas, lewin, f.c.k., lilburne, arthur m, linahan, colin, macready, w.h, major birlefco, markwald, henry, mccaffrey, mcfarlane, kaye, mciver, s.k, mellins, b, morton, felicity, w. kenneth moss, ken moss, nash, c.w., nash, neville, nickolls, berkeley, osborne, percy, philp, e., playford, william, reid, e, roberts, gordon, ross, f.c., royce, phillip, sawyer, basil, stewart, r.c., todhunter, i, vaisey, a., vincent, john, vinden, sue, wakley, cecil, watt, james, westcott, lewis, charles w. whyte,, vial, s browning, ballarat school of mines students in coolgardie and kalgoorlie, coolgardie, kalgoorlie, claude maitland, a.l. hay, a.s. lilburne, latham watson, arthur kildahl, thomas copeland, f.a. moss, w.a. hearman, cardoc james, alexander fraser, e.o. watt, g.m. roberts, j.j. dunstan, h.v. moss, j.a. hill,, john dunstan, c.m. harris, william h. corbould, j.w. sutherland, ballarat photographic club, ballarat field naturalists club, ballarat field club and science society, photography, geology, excursions, last chance mine, tasmania gold mine, beaconsfield, tasmania, rand, south africa, mount lyell, ballarat school of mines student excursion to mount lyell, h.l. krause, ferdinand krause, krause, hardie's hill, hardie's hill excursion, lal lal, lal lal excursion, lal lal geology excursion, smythesdale, smythesdale excursion, soudan, south african miners, south star mines, wynne and tregurtha battery, ananconda copper mining, arizona copper mining, boiler plates, british guinea, butte copper smelter, daylesford geology camp, daylesford excursion, diehl process, electric power house ballarat, electric pumps, geelong rope factory, gympie, golden horseshoe estate, c johnstone, jack nichol, c. macgennis, alec saunders, alfred g. johnstone, graeme jolly, william purdie, john mann, maxwell l gaunt, sale school of mines, freiberg school of mines, schools of mines, railway locomotive -
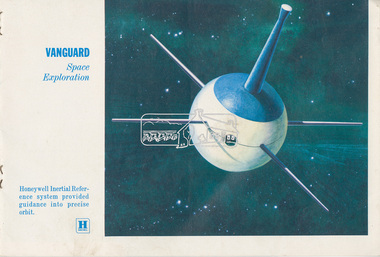 Eltham District Historical Society Inc
Eltham District Historical Society IncDocument - Folder, Aerospace Industry, 1958-1961
honeywell, scout rocket, echo satellite, mercury rocket, centaur rocket, advent rocket, mariner satellite, dyna soar, x-15, midas rocket, tiros satellite, discoverer rocket, vanguard satellite, aerospace industry, alan gardiner collection, space industry -
 Melton City Libraries
Melton City LibrariesPhotograph, Wendy Barrie, Unknown
Eldest daughter of Edna and Bon Barrie, born on 03 November 1943 in Melbourne, Victoria, Memoirs of Wendy Barrie, recalling the early formative years of life in Melton: In 1949 I started school at Melton State School no 430 and was driven the 2½ miles to there by my parents at first. Later we walked home in the afternoons or were picked up by car as we made our way home along the Western Highway. In 1956 I went to Bacchus Marsh High School. There were 4 students in grade 6 and 3 of us went to the High School. The students from Melton, Melton South and Toolern Vale State Schools went by bus to Bacchus Marsh High School as far a fifth form. My parents drove me to the pick up point and during the five years of travel to High School. The bus travelled via Toolern Vale and later went through Exford and through Parwan. On the return journey in the afternoon the bus went in the reverse direction. The bridge at Exford was an old narrow wooden one, and the students had to get off the bus and walk across, with the driver crossing in the empty bus for safety reasons. There was a travelling allowance paid to parents and it was estimated from the distance the crow flies, a straight line. We lived a Ferris Lane, just where the Harness Racing entrance is now situated about 2 ½ miles by road to school too close to qualify for the subsidy. While at State School Melton we would walk home in a group with the Nixon and Gillespie children, along the main road over the bridge near the Shire Offices and down a hill. I was being dinked on Joyce Gillespie’s bike while holding onto the seat, toppled off the bike striking my chin and teeth on the bitumen and cracking my jaw. I was about 9 years old and stayed a couple of days in the Quamby Hospital in Bacchus Marsh, it seemed like and eternity at the time and quite traumatic being separated from my family. I can remember contemplating how I could get out of the window and run away but realised it was too far to walk home. Often we would cut across the Common on our way home from school picking up stray golf balls and collecting them from the creek when it dried out. We were warned about not accepting lifts from strangers passing along the Melbourne/ Ballarat Road. The only danger we faced was being swooped by the magpies particularly on the open ground on the Common. We were also fairly cautious when the Gypsies camped on the Common in the area just about opposite the small reservoir. “Mum” grandma Myers loved to have us call in on our way home, and usually would cut a slice of Jongebloed’s bread and spread it with home made butter. Sometimes we waited there until we were collected by car, usually driven by our mother. Margaret Nixon and Joyce Gillespie were a few grades ahead of me and Barbara Nixon was born just two months earlier than me. Our mothers were great friends for over 6o years, born in the same month three years apart. They lived within a few days of the same age as each other at the time their deaths. Dad and George Nixon attended Melton school at the same time. Sarah nee Hornbuckle Nixon and my grandfather Frederick Myers Snr were at school together at the same in the 1880s. The Nixon family lived in Keilor Road just past the Toolern Creek near the turnoff. Tom and Ann Collins lived on the southern side of the Western highway and Keilor road intersection. Jim and Ruby Gillespie’s house was further long Keilor road on the right. They backed onto the Myers who lived on the north side of Western Highway east of Myers Gully (Ryans Creek). The Bridge over the Toolern Creek as very narrow and as truck traffic increased there were accidents. One truck took out the side railing and plunged upside down into the bank and into the shallow water. Another fatal accident happened between a car and a truck right in front of the Myers house. Grandfather Fred had been a bike rider all his life, as far as the Riverina in his younger years, wryly made the comment about the drivers the speeding along the Ballarat Road were setting out to kill themselves. The road was busy particularly after the Races at Ballarat when the crowds were hurrying home to Melbourne. Train travel had changed very little from the time my mothers generation to mine. The timetable meant the usual rush to Melton South by bike in her case and if she was running late the train pulled up on the crossing. I was driven to the Station from home past Keith and Mary Gillespie’s house near the Ferris Road rail crossing to Bridge road to Melton South for the 7.32 train. While attending Sunshine High School in 1961 I would meet up with three other students, two of whom I knew from Bacchus Marsh High School days. We usually got into the same compartment on the train, it was a typical country train with a corridor along the side and compartments with a door, roof racks and sometimes heated metal containers for the feet in the winter. Some of the trains came through from Horsham and Ballarat, and the Overland from Adelaide passed through in the evening, we could hear it in the distance from the Ferris Lane home. The carriages had 1st and economy class compartments showing photographs of county scenes and holiday destinations. The engine was the large A class diesel. They are still running to Bacchus Marsh 50 years later, due to the need for the greatly increased number of commuters travelling to work in the city. Sometimes the carriages were pull by a Steam engine, these were a problem in the summer time because the sparks caused fires along the train lines and then quickly spread into the dry grass, crops and stubble. The Motor Train left Spencer Street at 4.23 pm and was the best train for me to catch. Ferris Road was a designated stop and train pulled up on the road crossing. It had steps at the door and rungs to hold while alighting to the ground. The ballast along the tracks was rough and uneven and awkward to land on. The train was painted blue and yellow with the letters VR pained on the front. This saved may parents the afternoon trip to collect me from the Station. On the walk home on the gravel road I would pass Uncle Tom and Aunty May’s house before reaching home. Melva Gillespie was studying at Sunshine Technical School and we sometimes both got off the train at the same time. On other occasions the Motor Train was replaced with a diesel engine with carriages, it was also required to stop and the driver had to be notified in advance. This meant getting into the guards van a Rockbank. It was more difficult alighting from the carriage as the gap was greater and more precarious to swing out and land on the ground. A few times in my last year of study at Melbourne Teachers College in Grattan Street Carlton. I managed to catch the 2.30 pm train to Serviceton, it was express to Melton and was very quick trip. The last train, was the 5.25 pm diesel to Ballarat and I usually caught this train to Melton South Station. On one occasion after being held up on the tram in Bourke street I had to make a mad dash to the platform chasing the train as it was just moving off and yelling to the guard, fortunately I was noticed and the train ground to halt. I scrambled into the end door and took most of the journey home to recover. After the last year at High School I continued to travel on the train, 2 years to Prahran Technical School changing at North Melbourne. There were a lot school children travelling to private schools and some at the primary level and mainly from Bacchus Marsh. Rockbank children also travelled by train from the beginning of their high school years, quite a few went to Sunshine High School. During my third year of teacher training I travelled to Flinders Street to RMIT for ceramics classes and Grattan St Teachers College located in the grounds of Melbourne University. There were many teachers being trained at the Secondary Teachers College due to the baby bulge creating a great shortage of teachers. Sunshine High School was very well represented amongst the different courses in Primary, Secondary and Art and Crafts. I attended Melbourne University lectures, studying a Fine Art subject. Bernard Smith was the most notable of the lecturers. he replaced Professor Joseph Bourke who had taken leave for the years. In 1962 he published the art book “Australian Painting”. The secondary art and craft student teachers from the College were in the majority, taking this subject and were well regarded due to their practical art and craft methods and their teaching round experience. In December 1964 I graduated as a Trained Secondary Teacher – Art and Crafts. The graduating ceremony was held at Wilson Hall. I received my appointment to work at Maryborough High School. Uncle Max and Aunty Rosemary Myers arranged my accommodation. Uncle Max was a teacher at the Maryborough Technical School fat the time. The appointment was suddenly changed when just before the school year was about to start when I received notification that I was now required to move to Warracknabeal High School. I was subject to a bond for the three years of training and three years of teaching and was under an obligation to comply with the directive of the Education Department. My father stood as guarantor when I was accepted as student at the Melbourne Teachers’ College, thus enabling me to receive my teacher training, and a 5 pounds a week allowance for expenses. After teaching for two years at Warracknabeal High School I was fortunate enough the gain a transfer to Sunshine West High School, returning to live at home in Melton and travelling by car to work with a fellow colleague, Jock Smith who lived at Station road Melton. I completed bond obligation and resigned at the end of the year. The employment regulations at that time did not allow the option of leave of absence for, indefinite overseas travel. I returned to Australia in October 1969. Visiting Arthur Hart the Principal of Sunshine High School he arranged with the Education Department for my re-employment at Sunshine High School until the end of the year. In 1970 I was transferred, and returned to Sunshine West High School where I worked for the next three years. In January 1968 I sailed on the “Oriana” to South Hampton with two teaching friends from Warracknabeal High School on a travelling and working holiday. Doreen Kiely, a former Bacchus Marsh High student and fellow train traveller from Bacchus Marsh, was already working in London, had arranged our accommodation at the London Travellers Club Hotel, Braham Gardens, Earls Court SW5. We based our stay at this address in London and travelled around Scotland, Ireland and England. In the summer we took a four month trip around the Continent and the Mediterranean. I registered with The Royal Borough Of Kingston Upon Thames as a Supply teacher, and worked at Chessington School form autumn to spring the following year and living with Mrs Rose Gillies at Kinross Avenue, Worcester Park, Surrey. In the spring of 1969 visiting Norway, Sweden and Finland joining an organised camping group to the Artic Circle, entered Russia at Leningrad (St Petersburg) Moscow, Minsk, to Poland and Czechoslovakia. In August returning to Worcester Park for the flight to Montreal to stay with cousin Lynette and husband Jurgen. A side trip was taken to Toronto, Niagara Falls and New York. The flight home from Montreal to Melbourne took 52 hours. A ½ day break in Vancouver before boarding the Qantas boeing 707 via San Francisco, Honolulu, Fiji, Sydney to Melbourne. Around the world in 21 months. Photographs of Wendy local identities -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Sextant, Late 20th Century
In 1941, the scientific instrument manufacturing firms of Henry Hughes & Son Ltd, London, England, and Kelvin Bottomley & Baird Ltd, Glasgow, Scotland, came together to form Kelvin & Hughes Ltd. Kelvin Company History: The origins of the company lie in the highly successful and strictly informal relationship between William Thomson (1824-1907), Professor of Natural Philosophy at Glasgow University from 1846-1899 and James White, a Glasgow optical maker. James White (1824-1884) founded the firm of James White, an optical instrument maker in Glasgow in 1850 and was involved in supplying and mending apparatus for Thomson university laboratory and working with him on experimental constructions. White was declared bankrupt in August 1861 and released several months later. In 1870, White was largely responsible for equipping William Thomson laboratory in the new University premises at Gilmore hill. From 1876, he was producing accurate compasses for metal ships to Thomson design during this period and this became an important part of his business in the last years of his life. He was also involved in the production of sophisticated-sounding machinery that Thomson had designed to address problems encountered laying cables at sea, helping to make possible the first transatlantic cable connection. At the same time, he continued to make a whole range of more conventional instruments such as telescopes, microscopes and surveying equipment. White's association with Thomson continued until he died. After his death, his business continued under the same name, being administered by Matthew Edwards (until 1891 when he left to set up his own company. Thomson who became Sir William Thomson and then Baron Kelvin of Largs in 1892, continued to maintain his interest in the business after James White's death. In 1884 raising most of the capital needed to construct and equip new workshops in Cambridge Street, Glasgow. At these premises, the company continued to make the compass Thomson had designed during the 1870s and to supply it in some quantity, especially to the Admiralty. At the same time, the firm became increasingly involved in the design, production and sale of electrical apparatus. In 1899, Lord Kelvin resigned from his University chair and became, in 1900, a director in the newly formed limited liability company Kelvin & James White Ltd which had acquired the business of James White. At the same time Kelvin's nephew, James Thomson Bottomley (1845-1926), joined the firm. In 1904, a London branch office was opened which by 1915 had become known as Kelvin, White & Hutton Ltd. Kelvin & James White Ltd underwent a further change of name in 1913, becoming Kelvin Bottomley & Baird Ltd. Hughes Company History: Henry Hughes & Sons were founded in 1838 in London as a maker of chronographic and scientific instruments. The firm was incorporated as “Henry Hughes & Sons Ltd” in 1903. In 1923, the company produced its first recording echo sounder and in 1935 a controlling interest in the company was acquired by S Smith & Son Ltd resulting in the development and production of marine and aircraft instruments. Following the London office's destruction in the Blitz of 1941, a collaboration was entered into with Kelvin, Bottomley & Baird Ltd resulting in the establishing “Marine Instruments Ltd”. Following the formal amalgamation of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd in 1947 to form Kelvin & Hughes Ltd. Marine Instruments Ltd then acted as regional agents in the UK for Kelvin & Hughes Ltd who were essentially now a part of Smith's Industries Ltd founded in 1944 and the successors of S. Smith & Son Ltd. Kelvin & Hughes Ltd went on to develop various marine radar and echo sounders supplying the Ministry of Transport, and later the Ministry of Defence. The firm was liquidated in 1966 but the name was continued as Kelvin Hughes, a division of the Smiths Group. In 2002, Kelvin Hughes continues to produce and develop marine instruments for commercial and military. G. Falconer Company History: G Falconer (Hong Kong Ltd) appear to have had a retail presence in Hong Kong since 1885, according to the company website, and currently have a shop in the Peninsula Hotel. G Falconer was the Hong Kong selling agent for several British companies. Ross Ltd of 111 New Bond St London was one and the other was Kelvins Nautical Instruments. Falconers were primarily watchmakers, jewellers and diamond merchants.They were also agents for Admiralty Charts, Ross binoculars and telescopes, and sold English Silverware and High Class English Jewellery. In 1928 the company was operating from the Union Building opposite the Hong Kong general post office. It is unclear if the item is an original Sextant made by Kelvin prior to his amalgamation with Henry Hughes & Sons in 1941 as Kelvin appears to have only made compasses up to this date. If the Sextant can be established that it was made by Kelvin then it is very significant and a rare item made for and distributed through their Hong Kong selling agents G Falconer Ltd. There are many Sextants advertised for sale stating "Kelvin & Hughes 1917 model sextant". These can be regarded as replicas as the company was not formed until 1941 and production of marine instruments was not fully under way until after the war in 1947. Further investigation needs to be undertaken to accurately determine the provenance of this item. As the writer currently has the impression that the subject object was possibly made by Kelvin and Hughes in the mid to late 20th century or is a replica made by an unknown maker in the late 1970s. Purchased as an exhibition of marine navigational instruments for the Flagstaff Hill museum. The Sextant is a brass apparatus with filters and telescope lens, and comes with a wooden felt lined storage box. It is a doubly reflecting navigation instrument that measures the angular distance between two visible objects. The primary use of a sextant is to measure the angle between an astronomical object and the horizon for the purposes of celestial navigation.G Falconer and Co. Hong Kong (retailers of nautical equipmentflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, sextant, kelvin & hughes ltd, hong kong, navigational instrument, g falconer, mariner's quadrants -
 Plutarch Project
Plutarch ProjectEnglish wooden ship model, Cutty Sark replica, circa 1997
This replica ship was modelled to exact scale by Denis Paraskevatos with the original basic kit enhanced by a large number of brass and mahogany wooden parts used and showing on two labels positioned at the base of the model. These replica parts were specifically designed and constructed by D. Paraskevatos with the help of his family. This model along a large number of others have been displayed at the Victorian Parliament for ten days from the 18th March 2002 (Queens Hall) to the 28th March 2002, and the Melbourne Town Hall from 19th to 27th August 2004. The history of the 65 meter British vessel named Cutty Sark is as follows: THE CUTTY SARK (history) The “Cutty Sark” was a British clipper ship, aptly named of course as a [clipper for its speed ], which was built in 1869 on the [river Clyde in Scotland ] by the Jock Willis Shipping Corporation. It was primarily used to transport tea from China to Great Britain, as well to a lesser extent later in its life, wool from Australia; however, with the advent of the steam engines and the creation also of the Suez Canal in 1869, its days of operation as a sailing vessel were numbered, as the steam ships were now prevailing as technologically advanced cargo carriers through the shorter route by the Suez Canal to China. In fact, within a few years of its operation, as its delegation in the tea industry was declining, it was assigned primarily the duty of transporting wool from Australia to England, but this activity was thwarted again by the steam ships, as they were enabled by their technologies to travel faster to Australia. Eventually, the “Cutty Sark” in 1895 was sold to a Portuguese company called “Ferreira and Co.”, where it continued to operate as a cargo ship until 1922, when it was purchased on that year by the retired sea captain Wilfred Dowman, who used it as a training ship in the town of Falmouth in Cornwall. After his death, the ship was conferred as a gesture of good will to the “Thames Nautical Training College” in Greenhithe in 1938, where it became an auxiliary cadet training ship, outliving its usefulness as a training vessel by 1954, and permanently [being dry docked in Greenwich, London, ] for public viewing. Of course, the “Cutty Sark” was not the only tea clipper constructed and owned by the Jock Willis Corporation, as there were others who were also used for the transportation of tea from China to Great Britain. Noteworthy additionally in its impressive resume is the fact that, the “Cutty Sark” was not only valued and admired for its speed, but also for its prestige that it afforded to its owners, [as media coverage was insatiable during a tea race that was regarded a national sporting event, with fiscal bets being placed on a predicted winning ship ]. Disappointingly, even though the English tea clippers were the best in the world at the time in terms of marine design, they had never won a tea race, and Jock Willis was certainly determined to achieve this goal, as the American clippers were considered the fastest in the tea trade. Nonetheless, the British clippers were proven to be formidable opponents to their American counterparts in the tea trade, when in 1868 a British tea clipper called [“Thermopylae”, managed to travel from the port of London to Melbourne, in only sixty one (61) days, which Jock Willis was hoping to improve on such a feat with the “Cutty Sark” ] . Remarkably, the maximum speed that the “Cutty Sark” could achieve was 17.5 knots in spite of the challenges of the unpredictable winds, if any at times, and the high seas or ferocious storms. Interestingly, [the “Cutty Sark’s” greatest recorded achievement in distance in twenty four (24) hours was three hundred and sixty three (363) nautical miles ], which meant that it was averaging approximately fifteen (15) knots; much faster obviously than the recorded twenty four (24) hour distance of the “Thermopylae” which had accomplished three hundred and fifty (358) nautical miles. .... ______________ -*- Please read the complete history of the Cutty Sark vessel by Maria Paraskevatos in one of the attachments provided with this exhibit. This model along with a large number of others was constructed by the Master craftsman Denis Paraskevatos, in Melbourne and has a historic, artistic significance because of the time and artist efforts in construction.The English Cutty Sark replica model is a wooden replica scaled at 1:25. The wood is mahogany and it is normally displayed in a glass covered enclosure. It has three masts and it is the largest vessel of Denis Paraskevatos collectionCUTTY SARK LONDONreplica, ship, art, model, cutty, sark, greek, artist, paraskevatos, παρασκευάτος, πανομοιότυπο -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMachine - Dioptric Apparatus, mid 19th century
Before the introduction of electricity, lighthouses had a clockwork mechanism that caused the lens to rotate with a light source inside that was either powered by Kerosene or Colza oil. The mechanism consisted of a large weight attached by a cable through the centre of the lighthouse to the top where the cable wrapped around a barrel, drum or wheels that controlled the speed of the lights rotation by a clockwork mechanism. The keeper would crank the clockwork mechanism, which would lift the weight ready for the next cycle similar to an old grandfather clock mechanism. Once the weight lifted to its apex at the bottom of the first landing, the keeper would let it fall, which would pull on the cable, which would, in turn, operate a series of gears activating the rotation of the Fresnel optical lens, which would then rotate to create the lighthouse’s unique light speed of rotation characteristic. Creating a specific characteristic required a way to regulate the speed of the rotation, and was important as sailors could identify a particular light by its speed and time between flashes. The weight had to fall at a certain rate to create the proper rotation speed of the lens and a regulator within the mechanism accomplished this. History: From 1851, Chance Brothers became a major lighthouse engineering company, producing optical components, machinery, and other equipment for lighthouses around the world. James Timmins Chance pioneered placing lighthouse lamps inside a cage surrounded by Fresnel lenses to increase the available light output these cages, are known as optics and they revolutionised lighthouse design. Another important innovation from Chance Brothers was the introduction of rotating optics, allowing adjacent lighthouses to be distinguished from each other by the number of times per revolution the light flashes. The noted English physicist and engineer, John Hopkins invented this system while employed at Chance Brothers. Chance Brothers and Company was a glass works and originally based in Spon Lane, Smethwick, West Midlands England. The company became a leading glass manufacturer and a pioneer of British glass making technology. The Chance family originated in Bromsgrove as farmers and craftsmen before setting up a business in Smethwick near Birmingham in 1824. They took advantage of the skilled workers, canals and many other industrial advances taking place in the West Midlands at the time. Robert Lucas Chance (1782–1865), known as 'Lucas', bought the British Crown Glass Company's works in Spon Lane in 1824. The company specialised in making crown window glass, the company ran into difficulty and its survival was guaranteed in 1832 by investment from Chance's brother, William (1788 – 1856). William owned an iron factoring business in Great Charles Street, Birmingham. After a previous partnership that Lucas had dissolved in 1836, Lucas and William Chance became partners in the business which was renamed, Chance Brothers and Company. Chance Brothers invented many innovative processes and became known as the greatest glass manufacturer in Britain. In 1848 under the supervision of Georges Bontemps, a French glass maker from Choosy-le-Roi, a new plant was set up to manufacture crown and flint glass for lighthouse optics, telescopes and cameras. Bontemps agreed to share his processes that up to then had been secret with the Chance Brothers and stayed in England to collaborate with them for six years. In 1900 a baronetcy was created for James Timmins Chance (1814–1902), a grandson of William Chance, who had started the family business in 1771 with his brother Robert. Roberts grandson, James became head of Chance Brothers until his retirement in 1889 when the company became a public company and its name changed to Chance Brothers & Co. Ltd. Additional information: Lighthouses are equipped with unique light characteristic or flashing pattern that sailors can use to identify specific lighthouses during the night. Lighthouses can achieve distinctive light characteristics in a few different ways. A lighthouse can flash, which is when brief periods of light interrupt longer moments of darkness. The light can occult, which is when brief periods of darkness interrupt longer moments of light. The light can be fixed, which is when the light never goes dark. A lighthouse can use a combination of flashing, oscillating, or being fixed in a variety of combinations and intervals to create individual light characteristics. It is a common misconception that a lighthouse's light source changes the intensity to create a light characteristic. The light source remains constant and the rotating Fresnel lens creates the various changes in appearance. Some Fresnel lenses have "bulls-eye" panels create beams of light that, when rotated between the light and the observer, make the light appear to flash. Conversely, some lenses have metal panels that, when rotated between the light and the observer, make the light appear to go dark. This Dioptric clockwork apparatus used to turn a lighthouse optical lens is very significant as it is integral to a lighthouses operation, we can also look at the social aspect of lighthouses as being traditionally rich with symbolism and conceptual meanings. Lighthouses illustrate social concepts such as danger, risk, adversity, challenge and vigilance but they also offers guidance, salvation and safety. The glowing lamp reminds sailors that security and home are well within reach, they also symbolize the way forward and help in navigating our way through rough waters not just on the oceans of the world but in our personal lives be it financial, personal, business or spiritual in nature. Nothing else speaks of safety and security in the face of adversity and challenge quite the way a lighthouse does. Revolving dioptric clockwork apparatus used to turn a Fresnel optical lighthouse lens. A cylindrical cast metal pillar and cabinet painted green with 3 glass doors enclosing the top section. Inside the pillar/cabinet is a large clockwork mechanism used to turn and regulate a lighthouse light by means of weights and a chain attached to same. One door has the name "Adams Mare" in metallic dots similar to "Braille" to the inside edge of door frame.shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, flagstaff hill, maritime-museum, shipwreck-coast, warrnambool, flagstaff-hill-maritime-village, revolving dioptric mechanism, dioptric mechanism for lighthouse, lighthouse clockwork timing mechanism, acetylene lighthouse light mechanism, 19th century lighthouse mechanism, kerosene light, fresnel lenses, colza oil, chance brothers -
 Moorabbin Air Museum
Moorabbin Air MuseumDocument (item) - Roland Jahne Collection - See Description for details
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph - Vessel - Sailing Ship, Falls of Halladale 1886 - 1908, 1908
The photograph shows some of the hundreds of sightseers who visited the site of the wreced Falls of Halladale, watching the fully rigged ship slowly disintegrate over two months or more. The Falls of Halladale was a four-masted sailing ship built in 1886 in Glasgow, Scotland, for the long-distance cargo trade and was mostly used for the Pacific grain trade. The ship was sturdy. It could carry maximum cargo and maintain full sail in heavy gales. It was one of the last of the ‘windjammers’ that sailed the Trade Route, and one of the first vessels to include fore and aft lifting bridges, which kept the crew safe and dry as they moved around the decks in stormy conditions. It was one of several Falls Line ships named after the waterfalls of Glasgow by its owner, Wright, Breakenridge & Co of Glasgow. On 4th August 1908, with new sails, 29 crew, and 2800 tons of cargo, the Falls of Halladale left New York, bound for Melbourne and Sydney via the Cape of Good Hope. The cargo on board was valued at £35,000. It included 56,763 tiles of American slate roofing tiles, 5,673 coils of barbed wire, 600 stoves, 500 sewing machines, 6,500 gallons of oil, 14,400 gallons of benzene, plumbing iron, 117 cases of crockery and glassware and many other manufactured items. The Falls of Halladale had been at sail for 102 days when, at 3 am on the 14th November 1908, under full sail in calm seas with a six knots breeze behind and misleading fog along the coast, the great vessel rose upon an ocean swell and settled on top of a submerged reef near Peterborough on south-west Victoria’s coast. The ship was jammed on the rocks and began filling with water. The crew launched the two lifeboats and all 29 crew landed safely on the beach over 4 miles away at the Bay of Islands. The postmistress at Peterborough, who kept a watch for vessels in distress, saw the stranding and sent out an alert to the local people. A rescue party went to the aid of the sailors and the Port Campbell rocket crew was dispatched, but the crew had all managed to reach shore safely by the time help arrived. The ship stayed in full sail on the rocky shelf for nearly two months, attracting hundreds of sightseers who watched her slowly disintegrate until the pounding seas and dynamiting by salvagers finally broke her back, and her remains disappeared back into deeper water. The valuable cargo was largely lost, despite two salvage attempts in 1908-09 and 1910. Further salvage operations were made from 1974-1986, during which time 22,000 slate tiles were recovered with the help of 14 oil drums to float them, plus personal artefacts, ship fittings, reams of paper and other items (a list of items held at Flagstaff Hill Maritime Village is included below). The Court of Marine Inquiry in Melbourne ruled that the foundering of the ship was entirely due to Captain David Wood Thomson’s navigational error, not too technical failure of the Clyde-built ship. The shipwreck is a popular site for divers, about 300m off-shore and in 3 – 15m of water. Some of the original cargo can be seen at the site, including pieces of roof slate and coils of barbed wire. ABOUT THE ‘FALLS OF HALLADALE’ (1886 - 1908) Built: in1886 by Russell & Co., Greenock shipyards, River Clyde, Scotland, UK. The company was founded in 1870 (or 1873) as a partnership between Joseph Russell (1834-1917), Anderson Rodger and William Todd Lithgow. During the period 1882-92 Russell & Co., standardised designs, which sped up their building process so much that they were able to build 271 ships over that time. In 1886 they introduced a 3000 ton class of sailing vessel with auxiliary engines and brace halyard winches. In 1890 they broke the world output record. Owner: Falls Line, Wright, Breakenridge & Co, 111 Union Street, Glasgow, Scotland. Configuration: Four-masted sailing ship; iron-hulled barque; iron masts, wire rigging, fore & aft lifting bridges. Size: Length 83.87m x Breadth 12.6m x Depth 7.23m, Gross tonnage 2085 ton Wrecked: the night of 14th November 1908, Curdies Inlet, Peterborough south west Victoria Crew: 29The Falls of Halladale shipwreck is listed on the Victorian Heritage Register (No. S255). It was one of the last ships to sail the Trade Routes. The ship was one of the first vessels to have fore and aft lifting bridges. The wreck is an example of an International Cargo Ship and represents aspects of Victoria’s shipping industry. The wreck is protected as a Historic Shipwreck under the Commonwealth Historic Shipwrecks Act (1976).Photograph, behind glass in a timber frame. Image of a group of people seated on the ground with the stranded barque, the Falls of Halladale, in full sail nearby in the water. The photograph was taken at Peterborough, southwest Victoria, on November 13th 1908. A typed inscription is below the picture.Typed beneath photograph "Falls of Halladale 1886 - 1908"flagstaff hill, maritime museum, maritime village, flagstaff hill maritime museum and village, great ocean road, shipwreck, peterborough, falls of halladale, 1908, barque, scotish, 4-masted, sailing ship, 1886, glasgow, trade, grain trade, cargo, windjammer, fore and aft bridges, falls line, wright, breakenridge & co, american slate, roofing tiles, barbed wire, sewing machines, oil, benzene, port campbell rocket crew, sightseers, salvage, captain david wood thomson, captain thomson, navigational error, clyde-built, russell & co -
 Puffing Billy Railway
Puffing Billy RailwayPhoenix Foundry Plate
Phoenix Foundry Plate - replica Made about 2010 cast off original from locomotive Y112 The Phoenix Foundry (1857-1906) fabricated iron and brass products - including engines and pumping gear for the mining industry, locomotives, steam rollers, water pipes, water gauges and diverse small items. Throughout its operation the business was located at premises on Armstrong Street, Ballarat . Background In 1852, at the age of thirty-three and after a year of operating his own engineering business at Williamstown, Lancashire-born blacksmith and engineer George Threlfall (1819-1897) arrived on the Sebastopol gold plain and immediately undertook blacksmith work repairing picks and tools for the miners. Little did he know that this fledgling business would be the genesis of the most iconic business of nineteenth-century Ballarat. At approximately thirty-nine years of age, English mechanical engineer Richard Carter (c1814-1883) came to Australia on board the Arrogant - arriving in Melbourne on 19 April 1853. He soon travelled to the Ballarat goldfields. Born in the year 1830 in Belfast (Ireland), mechanical engineer William Henry Shaw (1830-1896) arrived in Australia in October 1853. He worked briefly with George Threlfall at Sebastopol, then moved to Geelong to manage the small foundry of Frederick Moore. Twenty-four year old English-born iron moulder Robert Holden (c1831-?) left his home in Belfast (Ireland) in late 1854 and travelled from Liverpool to Melbourne on board the James Baines - arriving in February 1855. Afterwards he joined his brother-in-law William Henry Shaw in Ballarat. History Foundation to Incorporation In March 1857 George Threlfall joined in business with Richard Carter, William Henry Shaw and Robert Holden. They relocated Threlfall's successful engineering enterprise from Sebastopol to new premises in Armstrong Street, Ballarat. This business was then known variously as the Phoenix Iron Works Company, Phoenix Foundry or Messrs Carter and Co. By 15 April 1857 they were advertising that they were open for business as engineers, millwrights, boiler makers, smiths, iron founders and brass founders. In January 1858 George Threlfall left the partnership. Incorporation to 1889 1890 to Closing locomotive Y112 Builder: Phoenix Foundry, Ballarat Builder’s Number & Year: 238 of 1889 Designer: Kitson & Co Wheel Arrangement: 0-6-0 No. in class: 31 Entered Service: 24 July 1889 Taken off Register: 11 May 1961 The origins of the Victorian Railways Y-class lay with the decision by Kitson & Co, Leeds to place a 0-6-0 freight locomotive on display at the Centennial International Exhibition, Melbourne in 1888, together with a 2-4-2T suburban passenger locomotive. This marketing initiative proved successful as the Victorian Railways were clearly impressed with these machines, with both purchased after the exhibition and becoming the patterns for new standard locomotive types. Thirty examples of the 0-6-0 heavy freight design were ordered from the Phoenix Foundry, Ballarat, becoming the Y-class for main line heavy freight duties, while the 2-4-2T design became the E-class for Melbourne suburban passenger duties (represented by preserved locomotive E 236). The Y-class prove successful in service and accrued high mileages. They were inevitably superseded by more modern and powerful steam locomotives and a number cascaded into shunting and yard pilot duties, often with the addition of shunters steps along both locomotive and tender. Y 112 was one of the last in service when withdrawn in 1961. Fortunately it was saved for preservation and plinthed in central Ballarat, ostensibly in commemoration of Phoenix Foundry. I understand it is owned by the Sovereign Hill Museums Association. During the 1980’s, Y 112 was leased to Steamrail Victoria and restored to operation at an industrial site in Ballarat. Y 112 features an attractive lined apple green livery and has performed various rail tours around Victoria since restoration. It is normally based at the Steamrail depot in Ballarat East. Y 112 is the only 19th century design in operational condition in Victoria and as such is one of the oldest working steam locomotive in Victoria . Historic - Phoenix Foundry Plate - replica Made about 2010 cast off original from locomotive Y112Phoenix Foundry Plate Oval shaped plate with an image of a phoenix centered at the top with lettering surrounding it.Phoenix Foundry No 238 Ballarat Company Limited 1889.puffing billy, phoenix foundry, ballarat, locomotive y112, phoenix foundry plate - replica -
 Kew Historical Society Inc
Kew Historical Society IncPostcard, R McGeehan, The Effect of Storm. Train Passing Through Flood Waters, South Yarra, 25-1-07, 1907
SHARP DOWNPOUR. ONE INCH IN 45 MINUTES. SOUTHERN SUBURBS DELUGED. TRAIN STOPPED AT SOUTH YARRA. One of the sudden downpours of rain which occasionally fall in Melbourne occurred yesterday afternoon, when nearly an inch of rain fell in the course of three quarters of an hour, and caused a flood for an hour or two in certain localities. During the early part of the day, the sky had been clouded over, but there was nothing to indicate a storm of such intensity as that which followed. At about half-past 1 o'clock residents of South Yarra, South Melbourne, Prahran, and St. Kilda noticed a few drops of rain. Still, it appeared unlikely that there would be anything exceptional, until with startling suddenness at about 10 minutes to 1 o'clock, one of the heaviest downpours within the memory of residents burst upon those suburbs. A strange feature of the storm was that it was practically confined to an area of about three miles square. The city was but little affected, though at a spot as close as the Observatory 86 points of rain were recorded in three-quarters of an hour. Thunder and lightning accompanied the downpour, which was cyclonic in character, the rain driving heavily from all points of the compass as the cyclone passed. It was in South Yarra and Prahran that the rain fell heaviest. Within a few minutes after it commenced, the low-lying portions of Toorak-road and practically the whole length of Chapel-street were under water. The depression at the intersection of Toorak-road and Darling-street speedily filled to the dimensions of a small lake. Several shops were inundated, while the water from the higher levels rushed down like a mountain torrent, and in several in-stances swept through the rear of houses and shops, carrying furniture in a floating mass against the further walls. In one case a footbridge was carried bodily away and dashed to pieces. Darling-street itself Great Davis-street, and other low-lying and flat thoroughfares in the vicinity became flooded from kerb to kerb, while on the other side of the railway-bridge the valley between Kensington-road and River-street became filled for some minutes to a depth of several feet. Meanwhile the waters from South Yarra hill, seeking a lower level, found it in the railway cutting, and the excavations from South Yarra station to Prahran on the one line, and to the Chapel-street bridge on the other, were converted into a couple of canals. At the platforms at South Yarra the water was two feet deep on the permanent way, and towards Hawksburn, at the sudden depression under Chapel-street bridge, it was at one time deep enough to cover a tall man's head. Into this swirling mass of water the 1:50 p.m. train from Oakleigh plunged on its way to Melbourne. The impact caused a mighty fountain of water to rise to a height of about 20 feet above the level of Chapel-street and send clouds of spray in all directions. Under the belief that a terrible explosion had occurred residents braved the rain and rushed to the spot, only to find that the train had been brought to a stand-still in the middle of what seemed to be a river. The water was so high that it had entered the fire-box from below, extinguishing the fires and cutting off the steam supply. In the meantime the officials at the South Yarra station had been preparing for emergencies. Inspectors were on duty at intervals along the line, and the moment the alarm was given an extra engine was backed carefully down and continued on to connect with the stranded train without losing its own power. There was a delay of about ten minutes in the service for an hour or two, but by 5 o'clock all the trains were running on time again, and the water had run off all but the spot beneath the Chapel-street bridge. Here the water remained about four feet deep until nightfall, and throughout the afternoon several hundreds of people including biograph operators and photographers, were gathered around watching each train pass through. Even with the water two feet lower, this was a work attended with considerable difficulty. Each train had to absolutely force its way through the weight of water, almost enveloped by the spray thrown up, and it was only just able to negotiate the "ford" by using every ounce of steam. ... The Argus, 26 January 1907, p19.The item forms part of the Laurie Bennett collection of thirty-six postcards and photographs of Kew and early Melbourne, donated to the Kew Historical Society in 1980. The postcards in the Bennett collection, like other images in the Society's holdings date from the 1890s to the present and comprehensively indicate points-of-view or scenes considered historically, aesthetically or socially significant in the period in which they were produced.Postcard depicting a flood at South Yarra Station in 1907. The title and photographer's name are identified on the front of the postcard. Donated by L. Bennett, 1980flood - south yarra, trains - melbourne, postcards, r mcgeehan - prahran -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph - Vessel - Sailing Ship, Original image recorded between 14 Nov 1908 and early Jan 1909
The photograph represents the original complete landscape (southerly) view of the FALLS OF HALLADALE shipwreck which occurred at 3 am on the 14th of November 1908. This image includes three groups of well-dressed Edwardian sightseers on the clifftop and a rocky headland. Subsequent reproductions of this well-known image have been cropped to a striking portrait view, emphasising the vertical line of the masts and sails of the sailing ship, and excluding the groups of sightseers on the adjoining headland. The small girl in the foreground and the loose topsail on the foremast are common to both the landscape and the cropped portrait images of this memorable scene. The photograph was taken at an early stage of the ship’s final days, somewhere between the date of her grounding in mid-November 1908 and early January 1909, when salvagers began dynamiting her masts to get to the cargo in her holds. The heavily laden FALLS OF HALLADALE was 102 days out of New York when the swell of the Southern Ocean lifted her onto the rocks near Peterborough. At the time she was sailing at six knots in a light breeze, her sails fully set and on an ENE tack. Mist over the land created an optical illusion of a distant horizon and the crew believed they were at least ten miles off the coast. When high cliffs loomed up out of the darkness it was too late in the light conditions to change tack or let go the anchors. Within minutes of running aground, her decks were awash and the holds filling with water. Captain Thomson and his 29 crew took to the boats, leaving the vessel stranded on the reef, looking awkwardly graceful in her predicament, firmly wedged between two parts of the reef and with all her square-rigged sails still set, FALLS OF HALLADALE provided a landmark visible for miles. Over the following two months, she attracted hundreds of sightseers, including contemporary photographers. A Court of Marine Inquiry at Melbourne on 30 November 1908 found Captain Thomson guilty of a gross act of misconduct ― in that he carelessly navigated the ship, neglecting to take proper soundings and failing to place the ship on the port tack before it was too late to do so. His Master’s Certificate of Competency was suspended for six months and he was ordered to pay £15/15/- toward the costs of the inquiry. It was an expensive outcome for the captain but his error provided many weeks of inexpensive entertainment for coastal residents and visitors to Peterborough. To judge from the standard of formal dress in this photograph, visiting the wreck was considered a special occasion as well as a popular one. Falls of Halladale: - The iron-hulled, four-masted barque, the Falls of Halladale, was a bulk carrier of general cargo. She left New York in August 1908 on her way to Melbourne and Sydney. In her hold, along with 56,763 tiles of unusual beautiful green American slates (roofing tiles), 5,673 coils of barbed wire, 600 stoves, 500 sewing machines, 6500 gallons of oil, 14400 gallons of benzene, and many other manufactured items, were 117 cases of crockery and glassware. Three months later and close to her destination, a navigational error caused the Falls of Halladale to be wrecked on a reef off the Peterborough headland at 3 am on the morning of the 15th of November, 1908. The captain and 29 crew members all survived, but her valuable cargo was largely lost, despite two salvage attempts in 1908-09 and 1910. ABOUT THE ‘FALLS OF HALLADALE’ (1886 - 1908) Built: in1886 by Russell & Co., Greenock shipyards, River Clyde, Scotland, UK. The company was founded in 1870 (or 1873) as a partnership between Joseph Russell (1834-1917), Anderson Rodger and William Todd Lithgow. During the period 1882-92 Russell & Co. they standardised designs, which sped up their building process so much that they were able to build 271 ships over that time. In 1886 they introduced a 3000 ton class of sailing vessel with auxiliary engines and brace halyard winches. In 1890 they broke the world output record. Owner: Falls Line, Wright, Breakenridge & Co, 111 Union Street, Glasgow, Scotland. Configuration: Four masted sailing ship; iron-hulled barque; iron masts, wire rigging, fore & aft lifting bridges. Size: Length 83.87m x Breadth 12.6m x Depth 7.23m, Gross tonnage 2085 ton Wrecked: the night of 14th November 1908, Curdies Inlet, Peterborough south west Victoria Crew: 29The shipwreck of the FALLS OF HALLADALE is of state significance: Victorian Heritage Register No. S255. The Falls of Halladale shipwreck is listed on the Victorian Heritage Register (No. S255). She was one of the last ships to sail the Trade Routes. She is one of the first vessels to have fore and aft lifting bridges. She is an example of the remains of an International Cargo Ship and also represents aspects of Victoria’s shipping industry. The wreck is protected as a Historic Shipwreck under the Commonwealth Historic Shipwrecks Act (1976).Black and white photograph on cream-coloured backing card and in good condition. Description of Image: Quadrant 01, vessel with full set of sails perched on reef with stern submerged; Quadrant 02, predominantly clear sky over flat calm sea; Quadrant 03, two groups of standing sightseers on rocky promontory with three individuals approaching from far left foreground; Quadrant 04, fifteen well dressed sightseers seated on grassed cliff top including one child and six women. There is a deliberately obscured inscription in white ink along lower border or foreground of photograph.Letters in upper case and white contrast stretching across the grassed foreground of photograph have been smudged over by development process and are largely indecipherable. However rear of backing board of identical but reduced image Reg. No. 3207 bears pencilled words “Mrs Francis” and “Wreck of ‘Falls of Halladale’ Peterborough 1908”, which accords with what remains of the initial inscription.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, falls of halladale, shipwreck spectacle, shipwreck photograph, peterborough reef, edwardian sightseers, russell & co. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Standard measure, Mid to late 19th Century
The beginning of standardised weights and measures began In Victoria when the Melbourne Observatory received sets of standard weights and measures, which had been tested in Britain against the then British Imperial standards. These included the primary standard yard and pound for the Colony of Victoria. Other standards of weights and measure held by shires and the administrative body's within the colony could then be compared to these primary standards. A Weights and Measures Act was passed in Victoria in 1862, establishing local inspectors throughout the colony. By the 1870s each local council and shire in Victoria held a set of standards that were used to test scales, weights and dry measures used by wholesalers, factories and shops. Every ten years the councils’ standards would themselves need to be rechecked against the Victorian Standards. The checking was done by the Victorian Customs Department in the 19th century, but with the transfer of responsibility for customs to the Federal Government in 1901, weights and measures function was retained by the Victorian Government and was shifted to the Melbourne Observatory. In 1904, a new building was erected at the south end of the Great Melbourne Telescope House, where the standard weights and measures and testing equipment was installed. This room had a large whirling apparatus for testing air meters and became known as the Whirling Room. When the Melbourne Observatory closed in 1944, the Weights and Measures Branch was formed to continue and this branch remained at the Observatory site unit until 1995. J & M Ewan History: J&M Ewan was a Melbourne firm that began by selling retail furniture and wholesale ironmongery. They had substantial warehouses situated at the intersection of 81-83 Elizabeth and Little Collins Streets, the business was established by James M Ewan in 1852. Shortly afterwards he went into partnership with William Kerr Thomson and Samuel Renwick. When Ewan died in 1868 his partners carried on and expanded the business under his name J & M Ewan. The business was expanded to provide a retail shop, counting-house and private offices. Wholesale warehouses adjoined these premises at 4, 6 and 10 Little Collins Street, West. This company provided and sold a large and varied amount of imported goods into the colony that consisted of agriculture equipment, building materials, mining items as well as steam engines, tools of all types and marble fireplaces. They also supplied the Bronze measuring containers in the Flagstaff Hill collection and the probability is that these containers were obtained by the local Melbourne authority that monitored weights and measures in the mid to late 19th century. The company grew to employ over 150 people in Melbourne and opened offices at 27 Lombard St London as well as in New Zealand and Fiji. The company also serviced the Mauritius islands and the pacific area with their steamship the Suva and a brig the Shannon, the company ceased trading in 1993. Robert Bate History: Robert Brettell Bate (1782-1847) was born in Stourbridge, England, one of four sons of Overs Bate, a mercer (a dealer in textile fabrics, especially silks, velvet's, and other fine materials)and banker. Bate moved to London, and in 1813 was noticed for his scientific instrument making ability through the authority of the “Clockmakers Company”. Sometime in the year 1813 it was discovered that one Robert Brettell Bate, regarded as a foreigner in London had opened a premises in the Poultry selling area of London. He was a Mathematical Instrument maker selling sundials and other various instruments of the clock making. In 1824, Bate, in preparation for his work on standards and weights, leased larger premises at 20 and 21 Poultry, London, at a rental of four hundred pounds per annum. It was there that Bate produced quality metrological instruments, which afforded him the recognition as one of one of the finest and principal English metrological instrument-makers of the nineteenth century. English standards at this time were generally in a muddle, with local standards varying from shire to shire. On 17 June 1824, an Act of Parliament was passed making a universal range of weights, measures, and lengths for the United Kingdom, and Bate was given the job of crafting many of the metrological artifacts. He was under instruction from the renown physicist Henry Kater F.R.S. (1777-1835) to make standards and to have them deposited in the principal cities throughout the United Kingdom and colonies. Bate experimented with tin-copper alloys to find the best combination for these items and by October 1824, he had provided Kater with prototypes to test troy and avoirdupois pounds, and samples with which to divide the troy into grams. Bate also cast the standard for the bushel, and by February 1825, had provided all the standards required of him by the Exchequer, Guildhalls of Edinburgh, and Dublin. In 1824, he also made a troy pound standard weight for the United States, which was certified for its accuracy by Kater and deposited with the US Mint in 1827. Kater, in his address to the Royal Society of London, acknowledged Bate's outstanding experimentation and craftsmanship in producing standards of weights, measures, and lengths. An example of a dry Bronze measuring container made specifically for J & M Ewan by possibly the most important makers of measurement artefacts that gives us today a snapshot of how imperial weights and measures were used and how a standard of measurement for merchants was developed in the Australian colonies based on the Imperial British measurement system. The container has social significance as an item retailed by J & M Ewan and used in Victoria by the authorities who were given legal responsibility to ensure that wholesalers and retailers of dry goods sold in Victoria were correct. The container was a legal standard measure so was also used to test merchants containers to ensure that their distribution of dry goods to a customer was correct.Maker Possibly Robert Brettell Blake or De Grave, Short & Co Ltd both of LondonContainer bronze round shape for measuring dry quantities has brass handles & is a 'half-bushel' measurement"IMPERIAL STANDARD HALF BUSHEL" engraved around the top of the container. VICTORIA engraved under "J & M Ewan & Co London and Melbourne" engraved around the bottom of the container.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, standard measure, bronze, peck measurement, j & m ewan, victorian standard dry measurement, bronze container, victorian standards, melbourne observatory, robert brettell bate -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMachine - Treadle Lathe, 1920-1923
The lathe-making business incorporated in 1902 as Drummond Bros Ltd originated in the fertile mind of Mr Arthur Drummond, said to have been living at that time at Pinks Hill, on the southern edge of Broad Street Common, west of Guildford. Mr Drummond, whose accomplishments included several pictures hung in the Royal Academy, was unable to find a lathe suitable for use in model engineering. In 1896 he designed for himself a ‘small centre lathe … which had a compound slide rest with feed-screws and adjustable slides’. He also designed and built ‘lathes of 4.5 inch and 5 inch centre height, which had beds of a special form whereby the use of a gap piece was eliminated but the advantages of a gap-bed lathe were retained’. Assisted by his brother, Mr Frank Drummond, who had served an apprenticeship to an engineering firm at Tunbridge Wells, the first lathes were made in a workshop adjoining Arthur Drummond’s house. The demand that speedily built up led to the decision to form a company and manufacture the lathes for sale commercially. Land was acquired nearby, at Rydes Hill, and the first factory built. The enterprise was a success, and the company quickly established ‘a high reputation in this country and abroad for multi-tool and copying lathes, and gear-cutting machines’. Other lathes were added to the range, including the first of the ’round bed’ machines for which the firm became widely known. A Drummond 3.5 inch lathe was among the equipment of Captain Scott’s 1912 expedition to the South Pole, and large numbers of 3.5 inch and 4 inch designs were exported to Australia, Canada and India. By the outbreak of war in 1914, 5 inch, 6 inch and 7 inch screw cutting lathes, arranged for power drive, were on sale. Large orders were received from the government for 3.5 inch lathes, for use in destroyers and submarines, and 5 inch lathes for the mechanised section of the Army Service Corps. The latter were used in mobile workshops. The factory worked night and day to supply the forces’ needs, until production was disrupted by a fire which destroyed a large part of the works in May 1915. As soon as rebuilding was complete work restarted. At the end of the war the entire production was being taken by the Government departments, a special feature being a precision screw lathe, bought by the Ministry of Munitions in 1918. Between the wars Drummond Bros Ltd introduced new machines for the motor vehicle, and later the aircraft industry, and the works were extended on many occasions to fulfill the increasing orders. The Maxicut multi-tool lathe (1925), designed for high-production turning operations, was one of the first machines of this type to be built in England. It was followed (1928) by an hydraulic version for turning gear blanks, and similar work. Further developments provided machines which, during the Second World War, turned all the crankshafts and propeller shafts for Bristol engines. Others, ordered by the Ministry of Supply were employed in turning shells, and many other specific needs of vehicle and aircraft manufacture were catered for by new types of Drummond lathes. Production of the small centre lathes ceased during the war when the company needed to concentrate on building multi-tool lathes and gear shapers. After the war a completely new Maxicut range was introduced, replacing the older versions, and fully automatic. The types were continually developed, and new versions manufactured until the end of the company’s life in 1980. The disappearance from the scene of Mr Arthur Drummond in 1946, and the end of the company’s autonomous existence in 1953 when the company was acquired by William Asquith Ltd, which was in turn bought by Staveley in 1966, meant that the factory at Rydes Hill became one – albeit very effective – part of a large national engineering company. Achievements at the Guildford works during its last years included the development of automated Maxicut gear-shapers in what was ‘probably the most fully automated gear shop in the country’, while a machine from Guildford was sent to the Osaka Fair in 1962. In 1963 an agreement was signed with Hindustan Machine Tools for the manufacture of Maxicut gear-shapers in state owned factories in Bangalore and Chandigarh. During 1963 the two largest multi-tool lathes ever made in the UK were installed in Ambrose Shardlow’s works in Sheffield for handling cranks up to 14 foot long. In 1976 Drummond lathes were included in Staveley’s £14,000,000 installation in Moscow of an automated production line for Zil motor cars. Up to the end invention continued at Guildford: a new Drummond Multi-turn memory-controlled machine was shown at the International Machine Tool Exhibition in 1977. This could not save the works from the pressures of the late 1970s, and Staveley Industries closed its Guildford site in 1980.An early example of a lathe that was designed primarily for the hobbyist model maker. It is in good condition and sought today by collectors as many of it's attributes were innovative at the time and lead to further development and incorporation of some of its features into more industrial models of production machinery. Lathe, round bed, treadle powered lathe, Drummond Type A, Serial number and maker's inscription. 1920-1923, Made by Drummond Brothers in Guildford, Surrey, England. Lathe is complete with Chuck, Tool post and Tail Stock in situ (30 extra parts)"MADE BY DRUMMOND BROTHERS LIMITED - PATENT TEES - RYDE'S HILL n GUILDFORD SURREY", "Serial Number 01470," "L44" or "L45 " flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, lathe 1920-1923, round bed lathe, treadle lathe, drummond type a, guildford surrey, drummond brothers guildford surrey england, tread'e -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Standard measure, Mid to late 19th Century
The beginning of standardised weights and measures began In Victoria when the Melbourne Observatory received sets of standard weights and measures, which had been tested in Britain against the then British Imperial standards. These included the primary standard yard and pound for the Colony of Victoria. Other standards of weights and measure held by shires and the administrative body's within the colony could then be compared to these primary standards. A Weights and Measures Act was passed in Victoria in 1862, establishing local inspectors throughout the colony. By the 1870s each local council and shire in Victoria held a set of standards that were used to test scales, weights and dry measures used by wholesalers, factories and shops. Every ten years the councils’ standards would themselves need to be rechecked against the Victorian Standards. The checking was done by the Victorian Customs Department in the 19th century, but with the transfer of responsibility for customs to the Federal Government in 1901, weights and measures function was retained by the Victorian Government and was shifted to the Melbourne Observatory. In 1904, a new building was erected at the south end of the Great Melbourne Telescope House, where the standard weights and measures and testing equipment was installed. This room had a large whirling apparatus for testing air meters and became known as the Whirling Room. When the Melbourne Observatory closed in 1944, the Weights and Measures Branch was formed to continue and this branch remained at the Observatory site unit until 1995. J & M Ewan History: J&M Ewan was a Melbourne firm that began by selling retail furniture and wholesale ironmongery. They had substantial warehouses situated at the intersection of 81-83 Elizabeth and Little Collins Streets, the business was established by James M Ewan in 1852. Shortly afterwards he went into partnership with William Kerr Thomson and Samuel Renwick. When Ewan died in 1868 his partners carried on and expanded the business under his name J & M Ewan. The business was expanded to provide a retail shop, counting-house and private offices. Wholesale warehouses adjoined these premises at 4, 6 and 10 Little Collins Street, West. This company provided and sold a large and varied amount of imported goods into the colony that consisted of agriculture equipment, building materials, mining items as well as steam engines, tools of all types and marble fireplaces. They also supplied the Bronze measuring containers in the Flagstaff Hill collection and the probability is that these containers were obtained by the local Melbourne authority that monitored weights and measures in the mid to late 19th century. The company grew to employ over 150 people in Melbourne and opened offices at 27 Lombard St London as well as in New Zealand and Fiji. The company also serviced the Mauritius islands and the pacific area with their steamship the Suva and a brig the Shannon. Robert Bate History: Robert Brettell Bate (1782-1847) was born in Stourbridge, England, one of four sons of Overs Bate, a mercer (a dealer in textile fabrics, especially silks, velvet's, and other fine materials)and banker. Bate moved to London, and in 1813 was noticed for his scientific instrument making ability through the authority of the “Clockmakers Company”. Sometime in the year 1813 it was discovered that one Robert Brettell Bate, regarded as a foreigner in London had opened a premises in the Poultry selling area of London. He was a Mathematical Instrument maker selling sundials and other various instruments of the clock making. In 1824, Bate, in preparation for his work on standards and weights, leased larger premises at 20 and 21 Poultry, London, at a rental of four hundred pounds per annum. It was there that Bate produced quality metrological instruments, which afforded him the recognition as one of one of the finest and principal English metrological instrument-makers of the nineteenth century. English standards at this time were generally in a muddle, with local standards varying from shire to shire. On 17 June 1824, an Act of Parliament was passed making a universal range of weights, measures, and lengths for the United Kingdom, and Bate was given the job of crafting many of the metrological artifacts. He was under instruction from the renown physicist Henry Kater F.R.S. (1777-1835) to make standards and to have them deposited in the principal cities throughout the United Kingdom and colonies. Bate experimented with tin-copper alloys to find the best combination for these items and by October 1824, he had provided Kater with prototypes to test troy and avoirdupois pounds, and samples with which to divide the troy into grams. Bate also cast the standard for the bushel, and by February 1825, had provided all the standards required of him by the Exchequer, Guildhalls of Edinburgh, and Dublin. In 1824, he also made a troy pound standard weight for the United States, which was certified for its accuracy by Kater and deposited with the US Mint in 1827. Kater, in his address to the Royal Society of London, acknowledged Bate's outstanding experimentation and craftsmanship in producing standards of weights, measures, and lengths. An example of a dry Bronze measuring container made specifically for J & M Ewan by possibly the most important makers of measurement artifacts that gives us today a snapshot of how imperial weights and measures were used and how a standard of measurement for merchants was developed in the Australian colonies based on the Imperial British measurement system. The container has social significance as an item retailed by J & M Ewan and used in Victoria by the authorities who were given legal responsibility to ensure that wholesalers and retailers of dry goods sold in Victoria were correct. The container was a legal standard measure so was also used to test merchants containers to ensure that their distribution of dry goods to a customer was correct. Bronze round container with brass two handles used as a legal standard for measuring dry quantities & is a 'peck' measurement. "IMPERIAL STANDARD PECK" engraved around top of container with " VICTORIA" engraved under.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, standard measure, bronze, peck measurement, j & m ewan, victorian standard dry measurement, bronze container, victorian standards, melbourne observatory, robert bettell bate -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Standard measure, Mid to Late 19th Century
The beginning of standardised weights and measures began In Victoria when the Melbourne Observatory received sets of standard weights and measures, which had been tested in Britain against the then British Imperial standards. These included the primary standard yard and pound for the Colony of Victoria. Other standards of weights and measure held by shires and the administrative body's within the colony could then be compared to these primary standards. A Weights and Measures Act was passed in Victoria in 1862, establishing local inspectors throughout the colony. By the 1870s each local council and shire in Victoria held a set of standards that were used to test scales, weights and dry measures used by wholesalers, factories and shops. Every ten years the councils’ standards would themselves need to be rechecked against the Victorian Standards. The checking was done by the Victorian Customs Department in the 19th century, but with the transfer of responsibility for customs to the Federal Government in 1901, weights and measures function was retained by the Victorian Government and was shifted to the Melbourne Observatory. In 1904, a new building was erected at the south end of the Great Melbourne Telescope House, where the standard weights and measures and testing equipment was installed. This room had a large whirling apparatus for testing air meters and became known as the Whirling Room. When the Melbourne Observatory closed in 1944, the Weights and Measures Branch was formed to continue and this branch remained at the Observatory site unit until 1995. J & M Ewan History: J&M Ewan was a Melbourne firm that began by selling retail furniture and wholesale ironmongery. They had substantial warehouses situated at the intersection of 81-83 Elizabeth and Little Collins Streets, the business was established by James M Ewan in 1852. Shortly afterwards he went into partnership with William Kerr Thomson and Samuel Renwick. When Ewan died in 1868 his partners carried on and expanded the business under his name J & M Ewan. The business was expanded to provide a retail shop, counting-house and private offices. Wholesale warehouses adjoined these premises at 4, 6 and 10 Little Collins Street, West. This company provided and sold a large and varied amount of imported goods into the colony that consisted of agriculture equipment, building materials, mining items as well as steam engines, tools of all types and marble fireplaces. They also supplied the Bronze measuring containers in the Flagstaff Hill collection and the probability is that these containers were obtained by the local Melbourne authority that monitored weights and measures in the mid to late 19th century. The company grew to employ over 150 people in Melbourne and opened offices at 27 Lombard St London as well as in New Zealand and Fiji. The company also serviced the Mauritius islands and the pacific area with their steamship the Suva and a brig the Shannon. Robert Bate History: Robert Brettell Bate (1782-1847) was born in Stourbridge, England, one of four sons of Overs Bate, a mercer (a dealer in textile fabrics, especially silks, velvet's, and other fine materials)and banker. Bate moved to London, and in 1813 was noticed for his scientific instrument making ability through the authority of the “Clockmakers Company”. Sometime in the year 1813 it was discovered that one Robert Brettell Bate, regarded as a foreigner in London had opened a premises in the Poultry selling area of London. He was a Mathematical Instrument maker selling sundials and other various instruments of the clock making. In 1824, Bate, in preparation for his work on standards and weights, leased larger premises at 20 and 21 Poultry, London, at a rental of four hundred pounds per annum. It was there that Bate produced quality metrological instruments, which afforded him the recognition as one of one of the finest and principal English metrological instrument-makers of the nineteenth century. English standards at this time were generally in a muddle, with local standards varying from shire to shire. On 17 June 1824, an Act of Parliament was passed making a universal range of weights, measures, and lengths for the United Kingdom, and Bate was given the job of crafting many of the metrological artifacts. He was under instruction from the renown physicist Henry Kater F.R.S. (1777-1835) to make standards and to have them deposited in the principal cities throughout the United Kingdom and colonies. Bate experimented with tin-copper alloys to find the best combination for these items and by October 1824, he had provided Kater with prototypes to test troy and avoirdupois pounds, and samples with which to divide the troy into grams. Bate also cast the standard for the bushel, and by February 1825, had provided all the standards required of him by the Exchequer, Guildhalls of Edinburgh, and Dublin. In 1824, he also made a troy pound standard weight for the United States, which was certified for its accuracy by Kater and deposited with the US Mint in 1827. Kater, in his address to the Royal Society of London, acknowledged Bate's outstanding experimentation and craftsmanship in producing standards of weights, measures, and lengths. An example of a dry Bronze measuring container made specifically for J & M Ewan by possibly the most important makers of measurement artefacts that gives us today a snapshot of how imperial weights and measures were used and how a standard of measurement for merchants was developed in the Australian colonies based on the Imperial British measurement system. The container has social significance as an item retailed by J & M Ewan and used in Victoria by the authorities who were given legal responsibility to ensure that wholesalers and retailers of dry goods sold in Victoria were correct. The container was a legal standard measure so was also used to test merchants containers to ensure that their distribution of dry goods to a customer was correct.Maker Possibly Robert Brettell Blake or De Grave, Short & Co Ltd both of LondonContainer brass round for measuring quantities- Has brass handles & is a 'Bushel' measurement. 'Imperial Standard Bushel Victoria' engraved around container. Container bronze round shape for measuring dry quantities has brass handles & is a 'Bushel' measurement"IMPERIAL STANDARD BUSHEL" engraved around the top of the container. VICTORIA engraved under "J & M Ewan & Co London and Melbourne" engraved around the bottom of the container.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, standard measure, bushel, bushel measurement, j & m ewan, dry measurement, victorian measurement standard, bronze container, melbourne observatory, robert brettell bate -
 Federation University Historical Collection
Federation University Historical CollectionBook, Ballarat School of Mines Students' Magazine, 1907-1909, 1907-9
Bound volume of the Ballarat School of Mines Students' Magazine for 1907-1909. Articles include the location and pegging of a tramway Route, the transmission of Power by Rope Driving by A.E.C. Kerr, A visit to the Briseis Mine, and New Brothers' Home, Mining Engineers in Tasmania, Obituaries for David Ham and Matthew Lyndsay, Pioneer Mining at Leichhardt, Automatic Ore Feeders and Chacedony Park by J.H. Adams. Images include the Ballarat School of Mines Football Team and the Ballarat School of Mines Sports Committee. 1907 * Hubert Krause 1908 * The location and Pegging of a Tramway Route by Yamba * The Unity of things by John Brittain * The transmission of power by Rope Driving, by A.E.C. Kerr * A visit to the Briseis Mine, and New Brothers' Home (includes photographs) * Mining Engineers in Tasmania * Limericks Sluiced at Snake Valley * David Ham Obituary * Matthew Lyndsay Obituary * Some Bunsen Memories by Professor Alfred Mica Smith * Geological Camp to Daylesford * Practical Mathematics by Hubert F. Hall * Pioneer Mining - Leickhardt * Automatic Ore Feeders * A Unique Ore Deposit (Lucknow Goldfield, NSW) * A country Ramble * The Alkaline Titration for Zinc * Chalcedony Park, Arizona, United States of America by J.H. Adams * Notetaking at Lectures * Smelter Cost-Keeping by Oliver E. Jaeger * Benefits of Physical Culture * Mineral Tasmania and its Wonderful Resources by F.F. Bradford * A holiday Trip to Queensland * The Compression of Air as Applied to Mining * Machine V Hand Drilling * The mining in the Malay States * William Thomas Grownow Obituary (includes image) * Timbering Stopes (Includes images) * Trip to Melbourne * Two Problems of Alluvial Mining by Richard Hain * The Berry Leads (includes plan of mines) * Black Pudding Supper * Observations for Meridian * NOtes on Coking Plants (includes plan) * How Old is the Earth * Conglomerations * A Pat Formula * The making of a Suitable Muffle for General Assay Work * Reduction of Gold Chloride by Charcoal * Chemical Definitions * Old Boys (R.J. Allen, W.B. Blyth, F. Brinsden, Lindsay D. Cameron, George W. Cornwell, John M. Currie, C.M. Harris, T. Wighton-Hood, W. Lakeland, W.S. Macartney, Fred A. Marriott, Karl B. Moore, G.E. Sander, Sherb. H. Sheppard, Norman S. Stuckby, John Sutherland, Lewis A. Westcott, Walter White, O.C. Witherden, Gerald Young) 1909 * The Graduates Problem * An Interesting Nevada Cyanide Plant (Bamberger De Lamar Gold Mines) * Easter Geological Camp to Ingliston * New Methods for the Volumetric Estimation of Lead * William Charles Kernott Obituary * Mount Morgan Mine by G.W. Williams * Tin Dredging at Tingha, New South Wales * Notes on the Iodide estimation of Copper * Photograph of the Ballarat School of Mines Students' Association Committee * The Importance of Mine Ventilation to the Students by F. Howells * Life in Mining Camp * Wise Words to Mining School Students * Military Search Lights * Gleaning s on resistance * Ministerial Visit to the Ballarat School of Mines by the Hon. A.A. Billson, Minister of Education , accompanied by Frank Tate, Director of Education. * Picture Making in Photography Composition * Mountains of Fire * A Walking Engine - New Military Machine - Guns into Action - Caterpillar No. 1. (Tank) * Fireless Locomotives * Elmore Concentrating Process (includes plan of Elmore Concentrator) * Mount Pani Limited * Surveying for Irrigation * Weights and Measures * Carbon Monoxide * Joseph Francis Usher obituary * The Problem of the Metalliferous Veins * Ballarat School of Mines Ambulance Class * Treatment of Gold in a battery Without the Use of Copper Plates by E.C. Hurdsfield * Meteorites * Werribee Gorge * Dredging in the Ovens Valley * Electrical Chatter - Electrocution by an Imaginary Eye-Witness * The Electric Furnace in Iron Metallurgy ballarat school of mines, ballarat school of mines football team, football, sports, tramway, mining engineers, david ham, matthew lyndsay, jack adams, berry lead, hepburn consuls, madame berry, west ristori, ristori no 1, allendale, dyke's co, charleson's mill, australian extended, mining, r.j. allen,, w.b. blyth, f. brinsden, lindsay d. cameron, george w. cornwell, john m. currie, c.m. harris, t. wighton-hood, w. lakeland, w.s. macartney, fred a. marriott, karl b. moore, g.e. sander, sherb. h. sheppard, norman s. stuckby, john sutherland, lewis a. westcott, walter white, o.c. witherden, gerald young, ballarat school of mines students' association, hubert krause, krause, vfl, afl -
 Federation University Historical Collection
Federation University Historical CollectionPlan, Sulieman Pasha Co Plan Transverse Section
The Sulieman Pasha is possibly named after the most important Sultan of the Ottoman Empire, Suleiman One, or Suleiman the Magnificent, when the Ottoman Empire was at its peak. Or potentially a number of Ottoman governors, statesmen and military commanders with the same name after, however the spelling is slightly different to the mine name. No Turkish connection was found relating to the formation of the company, and remains unconfirmed. The mine operated from two shafts; No. 1 near the corner of Humffray and Mair streets, and also near where the Welcome Nugget (2217 ounces) was found years earlier; and the controversial No. 2 shaft several blocks south bordering the northern side of the main highway through Ballarat. The company produced 62 666 ounces of gold, the twelfth highest quartz reef gold production for any mine on the Ballarat goldfield. Some crushing figure examples are January-June 1881: 3674 tonnes 1085 ounces; January-June 1885: 2949 tonnes 1281 ounces; July-December 1885: 4459 tonnes 1119 ounces; January-June 1887: 1869 tonnes 730 ounces; July-December 1892: 1450 tonnes 771 ounces; July-December 1896: 4365 tonnes 1372 ounces. Like many mines in the area, gold grades were low. John Watson was noted as mine manager in the 1880s, and John Williams 1890s. The company was re-organised twice increasing the number of shares from 4000 to 24 000, and increasing the capital available. The Sulieman Pasha Company was formed in 1878. David Fitzpatrick was given the honour of turning the first sod of both the No.1 and later No. 2 shafts. The first dividend was given to shareholders in July 1881. The company obtained a prospecting vote (government grant) to start, and was very proud to be the first Victorian gold mining company to pay the funds back to the government. The event was marked by a lavish banquet laid out for ministers and government officials by the company. Leases were purchased to the south in 1885 to the Llanberris Mine boundary, after poor results began accumulating from the small No. 1 shaft. To take advantage of this new land the company planned to sink a second shaft. Initially this was to take place on government land, but the uproar from nearby residents caused the company to purchase land along the Main Road (now Western Highway), and the old Yarrowee Hotel which had occupied the site since the alluvial digger days of the 1850's was demolished. The area had since those days become heavily occupied with a number of shops, houses, a post office, church and two schools in the immediate area. The thought of an underground mine next door drew considerable opposition. The company (before the days of public relations departments) wrote 'most people would have thought that progress as vital as mining would be supported by tradesmen whose business rely on the mining industry. It seems when it comes to mining they are bereft of their senses, and considering the low ebb of mining in Ballarat East, the action of our opponents are unaccountable. (Sarcastically) There are certain engineering difficulties in moving the quartz reefs to a new location, but if we could to appease our opponents we would'. The company also wanted to take over 4 acres of the St Paul's school oval for machinery, but accused the St Paul's Church of wanting extortionate amounts of money upfront, and on a yearly basis for the privilege. It stated the church could not be opposed to mining when several years earlier it had formed its own company to mine the land, only for shareholders to lose their money. In 1886, the company approached the Minister for Mines, and attended heated public meetings on the matter. The local residents, shop owners, and church submitted a 60 person petition to the local council and government authorities. They stated the shaft contravened the mining statutes, which stating no mining could take place within 150 yards of a public building or church. A speech by a resident stated 'mining always comes with glorious pictures of the great benefits which would accrue all parties concerned if their request is granted, but if property is destroyed or depreciated in value, no-one then comes forward and compensates them'. The No. 2 shaft was approved including taking over part of the school oval. In 1888, workers at the company's No. 2 shaft went on strike to try and bring their wages in line with other mines in the district (the No. 1 shaft was operated by tributers). William Madden (26) was killed from a fall of earth underground the same year, while a year later his father John Madden (70) was similarly killed in the Madame Berry Mine elsewhere in the district. In 1897 as the amount of gold being found fell away, it came to light part of the deal to purchase the Yarrowee Hotel site was a 5% royalty on gold found. Shareholders could not understand why they were paying a royalty to the former owners of the property. The mine closed in 1898 due to a lack of gold. In 1902 a boy (age unknown) called Charles Lee was killed from a fractured skull while working to dismantle the Sulieman Pasha plant. The fuss over the No. 2 shaft had a sequel. On the company winding up, the land was purchased by J.S. Trethowan who built a house next to the shaft. In 1907, the shaft caved-in creating a sinkhole immediately at the back of the house. A Mr Chamberlain heard a deep rumbling sound at 5am, and looked out the window to see his fowl house and thirteen chickens disappear down an expanding hole. He then went back to bed, and called the police later in the day. The shaft was 1050 feet deep, and the hole at the surface that developed was 20 feet by 17 feet across, and 20 feet depth. In 1930 it is reported a syndicate had been formed to clean out the old shaft, and re-open the mine. It is assumed this was the No. 1 shaft but no more was found. (https://www.mindat.org/loc-304239.html, accessed 07/08/2019) A transverse section plan of the Sulieman Pasha Mine.sulieman pasha company, plan, mining, united black hill mine, victoria united mine, victoria street, britannia united mine, last chance mine, llanberris mine, ottoman empire, john watson, john williams, david fitzpatrick -
 Federation University Historical Collection
Federation University Historical CollectionBook - Ledger, Ballarat School of Mines Donation Book, 1878 - 1895, 1878-1895
The Donation Book relates to the Ballarat School of Mines Museum which opened in 1872. Very few of these items are still held by Federation University. The Museum was emptied in the 1960s with items being distrubuted to the Ballarat Historical Society, returned to original lenders (ie Pern Collection), of disposed of. Donations to the Ballarat School of Mines include: 34. M. Hamburger, Ballarat - bunsen burner 41. W.H. Shaw, Phoenix Foundry - 81 nos of 'Engineer' 89. Juvenile Industrial Exhibition Association Committee per Joseph Flude - dies used for striking medals awarded to successful exhibits. 165. Ferdinand Von Mueller 172 Ferdinand Von Mueller o hortus siccus 6 197. James Stoddart 203. Edward Gazzard, North Creswick - Model of safety Cage invented and made by donor 218. E. Morey 222. Alfred Lestor 228. J.J. Sleep, Ballarat, patent Lever escarpment Clock (displayed in laboratories) 237. Bernard Smith (Warden) per favor of James M. Bickett - Bust of Mr John Lynch, Smythesdale. (Note: This item is not in the present Federation University Historical Collection) 241. James Oddie, J.P., Ballarat, Copy of 'the Chemist and Druggist' 267. John Lynch Junior, Smythesdale - Cast of "Golden Age" nugget, found at Browns by Co-operative party, 12 men. Weight 75 oz, 12 dwts, 12 grs.(Note: This item is not in the present Federation University Historical Collection) 270. Isaac Davis, Main Road, Ballarat 294. W. H. Shaw, Ballarat - 94 nos of 'The Engineer' 295. Rivett Henry Bland, Clunes - Specimen of water pipe from the Port Phillip Company's mine encrusted with carbonites of lime and magnesium (Note: This item is not in the present Federation University Historical Collection) 299. D.J. Williams, Queenscliff - 1 case shells from Fiji 305. C. Retallack, Ballarat 314. William Henry Shaw, Ballarat - glass case 323. W. Longley, Ballarat - Botanical Specimen (Note: This item is not in the present Federation University Historical Collection) 327. W. H. Angove, Perth 337. J. Cosmo Newbery, B Sc, Melbourne 343. James Hector, M.D., New Zealand 353. R.S. Mitchell, Ballarat - 8 specimens live plants (medicinal) (for the Ballarat School of Mines Garden) 355. W. Magee, Ballarat - Sugar cane plants and seeds (for the Ballarat School of Mines Garden) 363. James Hector, Wellington, new Zealand 371. William Wesley, 28 Essex St, Strand, London - Scientific book circular 380. Jacob Upfold (deceased) per favor of the trustees - bequest of steam engine indicator and belongings (boothe and case) 381. Joseph Mitchell, 22 Macarthur Street, Ballarat - sod of turf cut from Warboy's High Few, County Huntingdon, England, 1872. 394. W.H. Barnard 401. James Orr 418. F. Ratte, Sydney 440. Alfred Mica Smith, Sandhurst (Bendigo), Inaugural Address, delivered to the Bendigo School of Mines Science Society, June 20. 1881 by P.H. Macgillivray, MA, MRCS, FLS, President. (Note: This item is not in the present Federation University Historical Collection) (Note: This item is not in the present Federation University Historical Collection) 446. C. C. Shoppee, Ballarat 462. Dr Bunce, Ballarat 468. James Black, Mining Manager "Kerrit Bureet' 479. J.S. North, Mining Manager No. 2 Queen Co, Black Hill Ballarat. 505. Smith Tibbitts - A block of ancient leaves from the Nigtingbool Estate near Haddon on the Ballarat district from shaft 80 feet deep. (Note: This item is not in the present Federation University Historical Collection) 512. F.W. Niven, Ballarat - "A Handy Book to Tasmania" 522. James Hector, Wellington, New Zealand 549. C.E. Grainger, Manager Ballarat Woollen Mills - samples of dyed and raw wools 600. (4 July 1882) Henry Sutton, Ballarat - 13th annual report of the Aeronautical Society of Great Britain; 2 papers from the Proceedings of the Royal Society, nos 217 and 218- 1882, "One a new electrical storage battery by Henry Sutton, Ballarat, Victoria. 608. H. Glenny J.P., Ballarat - Specimen of Asbestos from Tasmania 610. M.H. Edelmann, Munich, Germany 674. W.H. Shaw, Phoenix Foundry - Steel boring 95 feet long taken from bed-plate of locomotive engine. 675 - H.R. Hancock J.P. pre favour Mr James Pryor, Moonta Mines 676. Baron Ferdinand Von Mueller KCMG, etc, Melbourne 678. E.F.A. Gaunt, Royal Navy, H.M.S. Nelson, per favour Lyde Gaunt - Specimen of manganese ore from the mines - Russell - New Zealand 728. Dr Pinnock, Ballarat 760. Simon Morrison, Ballarat 784. James Shugg, Hamilton - 1 case fossils from Muddy Creek, near Hamilton. (Note: This item is not in the present Federation University Historical Collection) 786. W. Bolam (inspector of Schools), Melbourne - 2 spears and 1 fishing prong Fijian 806. James Oddie, Ballarat 708. Henry G. Hanks, San Francisco 786. W. Bolam (Inspector of Government Schools Melbourne) - 2 spears and one fishing prong Fijian 824. Henrique Gorceixm Onro Preto, Brazil 840. W. Laplau, Ballarat - Gas furnace with a large assortment of fittings, also large gas holder and oil-heating apparatus 854. Robert Borch, Main Road, Ballarat - Improved safety chain (Note: This item is not in the present Federation University Historical Collection) 928. James Oddie 944. James P. Munroe, Registrar, Massachusetts 952. L.E. Cutter per favour of Mr F.J. Martell - Unexploded bomb shell from the Eureka Stockade 957. H. Glenny, Hobart 962. George Hart, Ballarat - eagle 976. Henry Sutton, Ballarat - 1 volume "Plattner on the Blowpipe" 978. J.W. Flatow, 45 Madeline Street, Carlton, Melbourne 984. Charles C Shoppee Ballarat - Copies of ancient coins 989-95 - Specimens from Moonta, South Australia 985. W.H. Wooster BOlwarra - books microscope related 1179. James Oddie - Live hedgehog 1181 C. Crisp, Bacchus Marsh, Portugal Copper Coin, 1785 1248 James Oddie, Solomon Islands - Bow and arrows & Spears 1285. C. Colyer, Smythesdale 1327. John L. McKenna, Smeaton - Fragment of Stone Axe. 1395. Mrs O. Skoglund, Nerrina 1428. Daniel Brophy, Ballarat - Collection of mineral specimen form Silverton (Collected by Mrs James Murray) 1442. Henry Sutton, Ballarat - Specimens of fossil fruits collected at Haddon by Charles Brown. 1444. Mining Department - Underground Mine Workings from Band of Hope and others. 1517. W.H. Wooster, Ballarat 1592. Bishop of Ballarat - Stone Axe and other native items 1669. H. McHaffier, Napoleons - 1 Spanish silver coin 1681. James Oddie, Dunedin 1688. W. Burbridge, Ballarat - Native Tomahawk from Metung 1708. A. Doepel, Ballarat 1712. Marty Guerin, Ballarat 1735. Bella Guerin. M.A., Ballarat - Copy Wide Awake Vol 1 No 7 May 28th 1887 and The Bulletin, March 19th 1887. 1747. Bella Geurin M.A., Ballarat - Copy Wide Awake Vol 1 No 8 June 4 1887 1751. Bella Geurin M.A., Ballarat - Copy Wide Awake Vol 1 No 9 June 11th 1887 1842. Linnean Society, London England - Charter, By Laws, Proceedings, Transactions, Journals 1853. W.J. Corbould, Silverton, NSW - chloride of silver from Pinnacles, Broken Hill, Silverton 1888. W. J. Corbould, Sample of metallic silver from Silverton, NSW 1928. E. Morey, Ballarat - Steam Engine 1937. Henry Sutton A.S.I.E., Ballarat - Plate Electric Machine, chimes and Sportman (number crossed out) 1951. Henry Sutton A.S.I.E., Ballarat - Plate Electric Machine, chimes and Sportman 1981. Harrie Wood (per W.H.B.[Barnard?), Ballarat 1996. W.H. Shaw, Phoenix Foundry - Papers "The Vict Engineer July 1887, May June July August 1888 and others 2014. Harrie Wood, Sydney - Report Department of Mines, 18872027. W.J. Bechervaise - Copy of Book by Baldwin Spencer 2034. A.G. Randall - Native Hatchet 2045. W.H. Corbould, Silverton, Collection of silver ores 2051. Fowler, Tarnagulla - Native Tomahawk 2123-2131. James Oddie, London 2163. Roff. F. Taplier, Sturt Street - Native Tomahawk 2178. Syd. Johnson, Meredith - Native Tomahawk, Greenstone 2184. Mr Tupp for Hall - Native Spear and Club 2292. Emmanuel Steinfeld, Melbourne 2313. A. Atwood, Rowlands Factory, Dana Street 2361. Dr Pinnock, Ballarat - Collection of Living Sponges 2363. P. Curnow, Ballarat - Piece of wood with stone naturally embedded 2364. R. Dowling, Waubra 2875. Mrs C, Flude, Ballarat - Collection of (5) mineral specimens 3460. Joseph Weir, Ballarat - Sample of rolled Annibar 3466. J. Hart, Ballarat - Native Shield - supposed to have been made by King Billy 4784. Mr. O. Woolnaugh, Pleasant Street - Four Native Tomahawks 6469. L. Balhausen, Ballarat 3472. John English, Smeaton - three samples of auriferous wash dirt 3607. Columbia College, New York - Handbook of Information of the Columbia College in the Ciry of New York 1892-3. 3672. L.A. Samuels, Bendigo 3724. P. Paperhagen 3736. The Late Rivett Henry Bland per John Noble Wilson - Collection of mineral specimens and fossils 3752. G.A. Denny, South Africa 3755. J. Carroll, Ballarat - Specimen of Native bread found in Ballarat East. 4765. J. Donnelly, Springs, Bungaree I. Fowler, Coolgardie, Specimen of Gold Bearing Quartz ballarat school of mines, doantions, museum, ballarat school of mines museum, safety cage, botanical garden, materia medica garden, library, bella guerin, james oddie, phoenix foundry, w.h. shaw, john lynch, henry sutton, aboriginal, stone axe, tomahawk, geological specimens, moonta, fedinand krause, oddie collection of minerals, thomas bath, spears, solomon islands, king billy, bows and arrows, ancient coins, birds eggs, snakes -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, Falls of Halladale
The iron-hulled, four-masted barque, the Falls of Halladale, was a bulk carrier of general cargo. She left New York on August 1908 on her way to Melbourne and Sydney. In her hold, along with 56,763 tiles of unusual beautiful green American slates (roofing tiles), 5,673 coils of barbed wire, 600 stoves, 500 sewing machines, 6500 gallons of oil, 14400 gallons of benzene, and many other manufactured items, were 117 cases of crockery and glassware. Three months later and close to her destination, a navigational error caused the Falls of Halladale to be wrecked on a reef off the Peterborough headland at 3 am on the morning of the 15th of November, 1908. The captain and 29 crew members all survived, but her valuable cargo was largely lost, despite two salvage attempts in 1908-09 and 1910. ABOUT THE ‘FALLS OF HALLADALE’ (1886 - 1908) Built: in1886 by Russell & Co., Greenock shipyards, River Clyde, Scotland, UK. The company was founded in 1870 (or 1873) as a partnership between Joseph Russell (1834-1917), Anderson Rodger and William Todd Lithgow. During the period 1882-92 Russell & Co., standardised designs, which sped up their building process so much that they were able to build 271 ships over that time. In 1886 they introduced a 3000 ton class of sailing vessel with auxiliary engines and brace halyard winches. In 1890 they broke the world output record. Owner: Falls Line, Wright, Breakenridge & Co, 111 Union Street, Glasgow, Scotland. Configuration: Four masted sailing ship; iron-hulled barque; iron masts, wire rigging, fore & aft lifting bridges. Size: Length 83.87m x Breadth 12.6m x Depth 7.23m, Gross tonnage 2085 ton Wrecked: the night of 14th November 1908, Curdies Inlet, Peterborough south west Victoria Crew: 29 The Falls of Halladale was a four-masted sailing ship built-in 1886 in Glasgow, Scotland, for the long distance cargo trade and was mostly used for Pacific grain trade. She was owned by Wright, Breakenridge & Co of Glasgow and was one of several Falls Line ships, all of which were named after waterfalls in Scotland. The lines flag was of red, blue and white vertical stripes. The Falls of Halladale had a sturdy construction built to carry maximum cargo and able to maintain full sail in heavy gales, one of the last of the ‘windjammers’ that sailed the Trade Route. She and her sister ship, the Falls of Garry, were the first ships in the world to include fore and aft lifting bridges. Previous to this, heavily loaded vessels could have heavy seas break along the full length of the deck, causing serious injury or even death to those on deck. The new, raised catwalk-type decking allowed the crew to move above the deck stormy conditions. This idea is still used today on the most modern tankers and cargo vessels and has proved to be an important step forward in the safety of men at sea. On 4th August 1908, with new sails, 29 crew, and 2800 tons of cargo, the Falls of Halladale left New York, bound for Melbourne and Sydney via the Cape of Good Hope. The cargo on board was valued at £35,000 and included 56,763 tiles of American slate roofing tiles (roof slates), 5,673 coils of barbed wire, 600 stoves, 500 sewing machines, 6,500 gallons of oil, 14,400 gallons of benzene, plumbing iron, 117 cases of crockery and glassware and many other manufactured items. The Falls of Halladale had been at sail for 102 days when, at 3 am on the night of 14th November 1908, under full sail in calm seas with a six knots breeze behind and misleading fog along the coast, the great vessel rose upon an ocean swell and settled on top of a submerged reef near Peterborough on the south-west Victoria’s coast. The ship was jammed on the rocks and began filling with water. The crew launched the two lifeboats and all 29 crew landed safely on the beach over 4 miles away at the Bay of Islands. The postmistress at Peterborough, who kept a watch for vessels in distress, saw the stranding and sent out an alert to the local people. A rescue party went to the aid of the sailors and the Port Campbell rocket crew was dispatched, but the crew had all managed to reach shore safely by the time help arrived. The ship stayed in full sail on the rocky shelf for nearly two months, attracting hundreds of sightseers who watched her slowly disintegrate until the pounding seas and dynamiting by salvagers finally broke her back, and her remains disappeared back into deeper water. The valuable cargo was largely lost, despite two salvage attempts in 1908-09 and 1910. Further salvage operations were made from 1974-1986, during which time 22,000 slate tiles were recovered with the help of 14 oil drums to float them, plus personal artefacts, ship fittings, reams of paper and other items. The Court of Marine Inquiry in Melbourne ruled that the foundering of the ship was entirely due to Captain David Wood Thomson’s navigational error, not too technical failure of the Clyde-built ship. The shipwreck is a popular site for divers, about 300m offshore and in 3 – 15m of water. Some of the original cargo can be seen at the site, including pieces of roof slate and coils of barbed wire. The Falls of Halladale shipwreck is listed on the Victorian Heritage Register (No. S255). She was one of the last ships to sail the Trade Routes. She is one of the first vessels to have fore and aft lifting bridges. She is an example of the remains of an International Cargo Ship and also represents aspects of Victoria’s shipping industry. The wreck is protected as a Historic Shipwreck under the Commonwealth Historic Shipwrecks Act (1976). The Falls of Halladale shipwreck is listed on the Victorian Heritage Register (No. S255). She was one of the last ships to sail the Trade Routes. She is one of the first vessels to have fore and aft lifting bridges. She is an example of the remains of an International Cargo Ship and also represents aspects of Victoria’s shipping industry. The wreck is protected as a Historic Shipwreck under the Commonwealth Historic Shipwrecks Act (1976).Model Falls of Halladale, good condition in a glass case. falls of halladale, wright, breakenridge & co of glasgow, californian blue roof slate, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, shipwrecked-artefact, ships model, 1908 shipwreck, great clipper ships