Showing 1783 items matching " uk"
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWood Samples, 1891
The timber display case was presented to Mr Richard Standcombe Harris of Warrnambool (1831-1923). He was a councillor (1875-1891) and predominant businessman. Mr C F Loggin had met Mr Harris while on a trip to Stratford upon Avon in the United Kingdom. Upon his return to Warrnambool, Mr Harris donated the item to the Warrnambool Museum and Art Gallery, (established 1886) where Joseph Archibald was Curator: he catalogued the case in 1894. THE LETTERS IN THE CASE The two letters contained within the display case confirm the authenticity of the oak wood sample. The first letter in the case includes the text; "[Stamped Header on banner] High Street, Stratford on Avon [Hand written] Sept. 22nd / 91. Mr. R. S. Harris, Dear Sir, Enclosed you will find [underlined next 3 words] every authentic proof of the Oak from Shakespeare's House (Birth place). I regret very much Sir, that you made a short-day at S. on A. I should have been delighted to have had the honour, & pleasure, of showing you around our Beautiful Country. You did not give [next 3 words underlined] me or yourself a fair chance. But however I hope that we may again some day have more time to go quietly around. With kind regards, and wishing you, Sir, a pleasant voyage, I remain, Dear Sir, Yours very truly, C.F. Loggin. P.S. A paper will be always acceptable to be as how you Jolly Warrnamboolites are desporting yourselves. “ The second letter includes text; “[Printed Letterhead with stamped impression] The Trustees and Guardians of Shakespeare’s Birthplace Incorporated by Act of 54 and 55, Vict. 1891 Secretary and Librarian - Richard Savage Shakespeare’s Birthplace Stratford-upon-Avon [handwritten] 22 Sept 1891 This piece of oak is a portion of what was cut away at at the restoration of Shakespeare’s Birthplace in 1857-58. C. F. Loggins Chemist 3 High Street Richard Savage Sec. – Shakespeare’s Birthplace Mr C F Loggin was connected with the Shakespeare Trust as the person who had originally donated a scion of Shakespeare's mulberry tree to the "Shakespearean Birthday Committee" in 1842. (The scion that was given to the Shakespearean Birthday Committee, from which the Mulberry sample is derived, still grows today in "New Place" garden.) Mr Richard Savage was the Secretary and Liberian of the then renamed “Trustees and Guardians of Shakespeare’s Birthplace when the display case was given to Mr Harris in 1891 by Mr Loggin. WILLIAM SHAKESPEARE Shakespeare was born in 1564 in Stratford-upon-Avon, where he also grew up. He married at 18 years and he and his wife, Anne Hathaway, had three children: They moved to London where he became successful as an actor, writer, and part-owner of a playing company. He later returned to Stratford and purchased his last home, which he called "New Place" in 1602 where he later died in 1616. For the next 150 years, it was known that there existed a black mulberry tree in the garden. At the time there was a fashion for planting mulberry trees. It was the early 17th century after King James had come to the throne, and he imported tens of thousands of saplings in an attempt to get landowners to start a silk industry in England. Unfortunately for posterity, Shakespeare's mulberry was felled around 1756, by the then owner of “New Place" the Reverend Francis Gastrell, who was apparently tired of continual visits by pilgrims asking to see the tree, so he chopped it down. Gastrell had applied for local permission to extend the garden but the application was rejected and his tax was increased. Gastrell retaliated by demolishing the house in 1759, this greatly outraged the local inhabitants. Gastrell was eventually forced to leave town having provoked the wrath of Stratford residents for committing such an act. Today only the garden remains where “New House" used to stand with a scion from the original mulberry tree still growing there. The wood from the felled mulberry tree at “New House" was purchased by an enterprising local clock-maker Thomas Sharp and he spent the next 40 years or so years making souvenirs from the wood. These became early tourist souvenirs and subsequently developed into a profitable sideline for various other makers, including George Cooper and John Marshall. These objects range from relatively small domestic wooden objects, such as snuff boxes and weight scales to large tea caddies and even tables. C. F. Loggin donated a scion or cutting from Shakespeare's mulberry tree to the Shakespeare Birthplace Trust in 1862, he was a chemist who lived and worked in Stratford. There is a note on the frame of the donation that the mulberry sample is from this scion, research shows that from Richard Savage's diary notes that there must have been a lot of wood taken from that scion over the years which was planted in the garden of “New Place” and is still growing there today. The "Trustees and Guardians of Shakespeare’s Birthplace" (1847 -1964) was formed after the house where Shakespeare is believed to have been born fell into disrepair. Subsequently in 1846 after the death of Thomas Court's widow the last owner. Interest in the house was revived when PT Barnum, the American showman, wanted to buy it and ship the house back to America. In response to this, the Shakespeare Birthday Committee was established (by a private Act of Parliament) with the help of such luminaries as Charles Dickens, the Committee of Trustees raised the necessary £3,000 and purchased the house the following year. Once the Committee had acquired the building, restoration work began. Originally the Birthplace formed part of a terrace with later houses built either side. The first stage in its conservation was their destruction. At the time it was thought necessary to avoid the risk of fire spreading to Shakespeare's birthplace. Reconstruction was carried out by the Shakespeare Trust between 1857 and 1864 that restored the outside of the building to its original 16th-century state. It is from this restoration that the donated piece of oak is derived, originally from a beam that was in the house. Communication from The Shakespeare Birthplace Trust, dated April 11th, 2019, confirms that the pieces displayed in this case have good provenance. The wood samples are significant for their association with the history of William Shakespeare. The display case and its content is significant to Warrnambool local history for its association with the establishment in 1886 of the Warrnambool Museum and Art Gallery. However, it should be noted that the letters of authentication that accompany the wood samples are only applicable to the oak sample. None the less, all the pieces have very good provenance, with Richard Savage's certificate of authenticity for the oak, and the mulberry sample with the letter to Mr Harris from Mr CF Loggin having also been the donor of the scion of mulberry in 1862 to the Shakespeare Birthplace Trust. This scion was then established at Shakespeare's garden at "New Home" that had been demolished by Rev Francis Gastrell in 1759. Two wood samples associated with William Shakespeare, presented in a hanging, timber and glass display case with metal trim around the frame. The case also contains two letters and a label printed on a card that refers to the contents, their origins and the donor. A card label with a printed number and a round adhesive label are attached on the back of the case. The left round section of wood is from a donated scion (or shoot) derived from the original mulberry tree planted by William Shakespeare at his last home "New Place", Stratford-upon-Avon. The outer section is light brown coloured while the centre is dark grain. The right wood sample in the case is a section of oak rafter from the house where Shakespeare was born in 1564. The wood is mid brown with a distinct grain. The included letters, each dated 22/9/1891, refer to only the oak sample. - The letter on the left comprises two handwritten pages from Mr CF Loggin to Mr Richard Standcombe Harris. The paper has the printed letterhead address of High Street, Stratford on Avon. - The letter on the right is a handwritten certificate of authenticity signed by Mr CF Loggin and counter signed by Mr Richard Savage, Secretary and Liberian of the Shakespeare Trust. It is on the printed letterhead of The Trustees and Guardians of Shakespeare’s Birthplace Cardboard label inside the glass case “Shakespeare Section of Mulberry Tree, traditionally said to have been planted by Shakespeare in his garden, “New Place,” Stratford-on-Avon. PORTION OF OAK RAFTER from the house in which Shakespeare was born. (Presented by R S Harris 1891.) Printed label on the back of the case “3 2 “ The handwritten adhesive label “0566” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shakespeare display case, wood samples, oak from shakespeare's birthplace, mulberry from shakespeare's home "new place", stratford-upon-avon, shakespeare's birthplace, the trustees and guardians of shakespeare's birthplace &c., shakespeare trust, shakespeare birthday committee, r.s. harris, brunswick, victoria, richard s harris, brunswick, victoria, c.f. loggins, chemist, 3 high street stratford-on-avon, richard savage, warrnambool museum and art gallery, thomas court, pt barnum, charles dickins, anne hathaway, black mulberry tree, reverend francis gastrell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Plane, A Mathieson and Son, 20th century
Plane, moulding type, made by A Mathieson and Son. 3/8th no blade Stamped; "A MATHIESON & SON / GLASGOW & EDINBURGH" around a symbol [Crescent and star]flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, plane moulding, plane, a mathieson & son, glasgow, edinburgh, hand tool -
 Flagstaff Hill Maritime Museum and Village
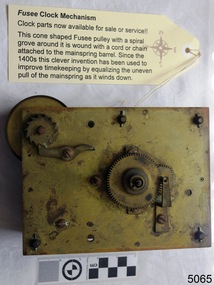
Flagstaff Hill Maritime Museum and VillageMachine - Fusee Clock Mechanism, early 20th Century
The origin of the fusee is not known. Many sources credit clockmaker Jacob Zech of Prague with inventing it around 1525. The earliest dated fusee clock was made by Zech in 1525, but the fusee appeared earlier, with the first spring-driven clocks in the 15th century. The idea probably did not originate with clockmakers, since the earliest known example is in a crossbow windlass shown in a 1405 military manuscript. Drawings from the 15th century by Filippo Brunelleschi and Leonardo da Vinci also show fusee mechanisms. The earliest existing clock with a fusee, also the earliest spring-powered clock, is the Burgunderuhr (Burgundy clock), a chamber clock whose iconography suggests that it was made for Phillipe the Good, Duke of Burgundy about 1430. Springs were first employed to power clocks in the 15th century, to make them smaller and portable.[1][5] These early spring-driven clocks were much less accurate than weight-driven clocks. Unlike a weight on a cord, which exerts a constant force to turn the clock's wheels, the force a spring exerts diminishes as the spring unwinds. The primitive verge and foliot timekeeping mechanism, used in all early clocks, was sensitive to changes in drive force. So early spring-driven clocks slowed down over their running period as the mainspring unwound. This problem is called lack of isochronism. Two solutions to this problem appeared with the first spring-driven clocks; the stack freed and the fusee. The stack freed, a crude cam compensator, added a lot of friction and was abandoned after less than a century. The fusee was a much more lasting idea. As the movement ran, the tapering shape of the fusee pulley continuously changed the mechanical advantage of the pull from the mainspring, compensating for the diminishing spring force. Clockmakers empirically discovered the correct shape for the fusee, which is not a simple cone but a hyperboloid. The first fusees were long and slender, but later ones have a squatter compact shape. Fusees became the standard method of getting constant force from a mainspring, used in most spring-wound clocks, and watches when they appeared in the 17th century. Around 1726 John Harrison added the maintaining power spring to the fusee to keep marine chronometers running during winding, and this was generally adopted. The fusee was a good mainspring compensator, but it was also expensive, difficult to adjust, and had other disadvantages: It was bulky and tall and made pocket watches unfashionably thick. If the mainspring broke and had to be replaced, a frequent occurrence with early mainsprings, the fusee had to be readjusted to the new spring. If the fusee chain broke, the force of the mainspring sent the end whipping about the inside of the clock, causing damage. The invention of the pendulum and the balance spring in the mid-17th century made clocks and watches much more isochronous, by making the timekeeping element a harmonic oscillator, with a natural "beat" resistant to change. The pendulum clock with an anchor escapement, invented in 1670, was sufficiently independent of drive force so that only a few had fusees. In pocketwatches, the verge escapement, which required a fusee, was gradually replaced by escapements which were less sensitive to changes in mainspring force: the cylinder and later the lever escapement. In 1760, Jean-Antoine Lépine dispensed with the fusee, inventing a going barrel to power the watch gear train directly. This contained a very long mainspring, of which only a few turns were used to power the watch. Accordingly, only a part of the mainspring's 'torque curve' was used, where the torque was approximately constant. In the 1780s, pursuing thinner watches, French watchmakers adopted the going barrel with the cylinder escapement. By 1850, the Swiss and American watchmaking industries employed the going barrel exclusively, aided by new methods of adjusting the balance spring so that it was isochronous. England continued to make the bulkier full plate fusee watches until about 1900. They were inexpensive models sold to the lower classes and were derisively called "turnips". After this, the only remaining use for the fusee was in marine chronometers, where the highest precision was needed, and bulk was less of a disadvantage until they became obsolete in the 1970s. Item is an example of clock mechanisms used until 1910 for many different styles of clocks and went out of fashion in the 1970s due to improvements in clock and watch making.Brass fusse clock movement, It has very heavy brass plates and wheels, high-count machined pinions, and a fusee. The mounting of the pendulum is missing and It has a recoil escapement. A fusee is a conical pulley driven through a chain by the spring barrel. As the spring runs down, the chain acts at a larger and larger radius on the conical pulley, equalising the driving torque. This keeps the rate of the clock more even over the whole run. It has motion work to drive an hour hand as well as a minute hand and the centre arbor is extended behind the back plate to drive some other mechanism.Inscription scratched on back"AM 40" flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock mechanism, fusee mechanism, horology -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageJar
HISTORY OF THE LOCH ARD The LOCH ARD belonged to the famous Loch Line which sailed many ships from England to Australia. Built in Glasgow by Barclay, Curdle and Co. in 1873, the LOCH ARD was a three-masted square rigged iron sailing ship. The ship measured 262ft 7" (79.87m) in length, 38ft (11.58m) in width, 23ft (7m) in depth and had a gross tonnage of 1693 tons. The LOCH ARD's main mast measured a massive 150ft (45.7m) in height. LOCH ARD made three trips to Australia and one trip to Calcutta before its final voyage. LOCH ARD left England on March 2, 1878, under the command of Captain Gibbs, a newly married, 29 year old. She was bound for Melbourne with a crew of 37, plus 17 passengers and a load of cargo. The general cargo reflected the affluence of Melbourne at the time. On board were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionary, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were items included that intended for display in the Melbourne International Exhibition in 1880. The voyage to Port Phillip was long but uneventful. At 3am on June 1, 1878, Captain Gibbs was expecting to see land and the passengers were becoming excited as they prepared to view their new homeland in the early morning. But LOCH ARD was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4am the fog lifted. A man aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head on into the wind, the ship lost momentum, the sails fell limp and LOCH ARD's bow swung back. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time LOCH ARD was among the breakers and the tall cliffs of Mutton Bird Island rose behind the ship. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves broke over the ship and the top deck was loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of LOCH ARD and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as LOCH ARD Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael had raced onto deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a state of exhaustion, he told the men of the tragedy. Tom returned to the gorge while the two men rode back to the station to get help. By the time they reached LOCH ARD Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland, this time by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the LOCH ARD disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost all of her family in the tragedy. Ten days after the LOCH ARD tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of LOCH ARD still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some was washed up into what is now known as LOCH ARD Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Jar, bluish tinge, chipped top lip, embossed "Fine Table Salt from J.T.Morton Leadenhall Street London". Recovered from the wreck of the Loch Ard. Artefact reg no LA/64"Fine Table Salt from J.T.Morton Leadenhall Street London"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, fine table salt, j.t.morton, leadenhall street, london, jar -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageLeisure object - Tobacco Pipe Cleaner, W.D. & H.O. Wills, After 1897
Tobacco smoking became a popular leisure activity in the 19th century. The corkscrew and the tapper accessories are used to clean the pipe and remove the debris after the tobacco is smoked in the pipe. The tamper is marked Capstan, which is a brand of pipe tobacco. The brand was first used in 1894 when W.D. & H.O. Wills launched their new product. The pipe tobacco accessories are associated with tobacco pipes and with Capstan tobacco, which became available in the 1890s. Smoking has been a popular leisure activity since the 19th century and continues now. The manufacturer of Capstan, W.D. & H.O. Wills, was the first company to mass-produce cigarettes.Pipe cleaners; a pair of metal accessories tools for cleaning tobacco pipes. One is a corkscrew, and the other is a tapper, shaped like a tapered nail. The tapper has an inscription. The brand is Capstan."Smoke" "Capstan"warrnambool, shipwreck coast, flagstaff hill, flagstaff hill maritime museum, flagstaff hill maritime village, capstan, tobacco pipe tools, tobacco accessories, pipe corkscrew, pipe tamper, tobacco tapper, tobacco smoking -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePrint - Landscape, Jean Baptiste Camille Corot, Souvenir of a Journey to Coubron, 1908-mid-20th century
Famous French artist Jean Baptiste Camille Corot, 1796-1875, was trained in the classical landscape style. His inspiration came from his travels around France and Italy. He developed a soft poetic or romantic style of work which became very popular. He had the skills to bring'light' into his paintings. The original oil on canvas painting by Corot is held at The National Gallery in the United Kingdom. It is titled 'Souvenir of a Journey to Coubron' and is one of twenty-seven of his works at the Gallery. Corot visited Coubon, east of Paris, many times. In 1873 during his stay there he sketched the scene that became the basis of this painting. This reproduction print was made by The Medici Society Ltd., founded in England 1908. The Society's aim was to make artwork affordable and available to the general public. The name Medici was chosen to honour the support and encouragement given to artists in the 15th century by Lorenzo de' Medici (1449 - 1492), known as Lorenzo the Magnificent, and his family. His profile is on the company's trademark. The Medici Society still produces Fine Art reproduction prints as well as selling original works. The print was framed by Westminster Art Gallery in Camperdown, London. The handwritten text on the back of the artwork adds some background to the artist: Corot was apprenticed to a Draper but changed to his profession at the age of 22 years. When he went from a poor artist to achieving wealth and fame he generously supported his less fortunate fellow artists. Corot found that the light and shade in a natural scene meant more to a landscape painter that what could be learned by following the principles of the academies. Corot was 51 years old before he sold his first picture. He though that he was the only artist that could really paint 'light'. The National Gallery, Victoria, has an original oil on canvas by Corot "the bent tree", created 1856-1860. It is in a similar style to this print "Souvenir of a Journey to Coubron", which was likely to have been painted around the same time.This high quality reproduction print was produced in the early-to-mid 1900;'s. This advancement in technology allowed everyday people to own and enjoy the fine art that was previously only accessible to the wealthy. The print is significant for its association with the famous 19th century artist Jean Baptiste Camille Corot.Print of a painting by Jean Baptiste Camille Corot, depicting a landscape with two buildings amongst trees and a boatman in the marshy foreground. The print is famed in carved timber with a cream matt, behind glass. there is an inscription on bottom right of print and further stamped and handwritten inscriptions of the reverse paper. The is a genuine Medici Society Fine Art reproduction print and was framed by Westminster Art Gallery.Original artwork painted and signed by artist "COROT" White sticker with"32" Reproduction print by the Medici Society, London Stamp "Westminster Art Gallery / 91 CAMBERWELL RD. / CAMBERWELL E.6." Text on Corot's history Underlined statement "GENUINE MEDICI PRINT "flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, jean-baptiste-camille corot, french artist, jean corot, camille corot, print, souvenir of a journey to coubron, coubron, 19th century artist, medici society, reproduction print, westminster art gallery, fine art -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Dry Measurement Container, Late 18th to early 19th century (before the standardised measurement was introduced in England in 1824)
The peck has been in use since the early 14th century when it was introduced as a measure for flour. The term referred to varying quantities until the modern units of measurement were defined in the 19th century. Cities in England used to have official standard weights and measures for that city or area. These containers were marked with the city's name and emblem, merchant’s weights and measures would then be checked against this to make sure they weren't trying to cheat their customers. The item in the collection is a standard measure approved by Bristol City and used by that City’s grocers to measure dry goods such as peas, beans, sugar, flour, meal etc., and its metal banding ensures that the measure cannot be reduced in size to cheat customers. Additional Information: The British Imperial System evolved from the thousands of Roman, Celtic, Anglo-Saxon, and customary local units employed in the middle Ages. Traditional names such as pound, foot, and gallon were widely used, but the values so designated varied with time, place, trade, product specifications, and dozens of other requirements. Early royal standards were established to enforce uniformity took the name Winchester, after the ancient tenth century capital of Britain. King Henry VII reaffirmed the customary Winchester standards for capacity and length and distributed royal standards throughout the realm. This process was repeated about a century later in the reign of Queen Elizabeth I. In the 16th century, the rod (5.5 yards, or 16.5 feet) was defined (once again as a learning device and not as a standard) defined by the length of the left feet of 16 men lined up heel to toe as they emerged from the church. By the 17th century usage and legal statute had established the acre, rod, and furlong at their present values together with other historic units such as the peck. Establishment of the System: The Weights and Measures Act of 1824 and the Act of 1878 established the British Imperial System based on precise definitions of selected existing units. The 1824 act sanctioned a single imperial gallon to replace the wine, ale, and corn (wheat) gallons that were in general use. The new gallon was defined as equal in volume to 10 pounds avoirdupois of distilled water weighed at 62°F with the barometer at 30 inches, or 277.274 cubic inches (later corrected to 277.421 cubic inches). The two new basic standard units were the imperial standard yard and the troy pound, which was later restricted to weighing drugs, precious metals, and jewels. In 1963 an act of parliament abolished archaic measures as the rod and chaldron and a metric system was adopted. An early example of a dry measuring container giving a snapshot of how imperial weights and measures developed in England to evolve the British measurement system into the metric arrangement that most countries have adopted today including Australia. It has social significance as an item that was in everyday use by grocers and other merchants to measure dry goods in the late 18th to early 19th centuries and used specifically in the Bristol region of England as an officially recognised measurement.Wooden measurement container with iron banding and hand made rivets container is a Quarter Peck official measurement container. Inscriptions are impressed into the sides of the wooden body. The container has the official crown and emblem of the City of Bristol, indicating this item was the Bristol City standard quarter peck measurement.Impressed into the timber on the front, a crown emblem over "C B G / CITY OF BRISTOL / QUARTER", on one side "HALF" , another side "PECK". Handwritten in white chalk on the base is "1458"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill-maritime-museum, flagstaff-hill-maritime-village, weights and measures, quarter peck, measurement container, dry grocery measure, bristol city measurement standard, city of bristol, british weights and measures, 18th and 19th centure standard measures -
 Flagstaff Hill Maritime Museum and Village
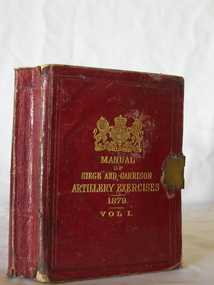
Flagstaff Hill Maritime Museum and VillageBook - Instruction Manual, British War Office, Manual of Siege and Garrison Artillery Exercises Vol 1, ca 24-06-1882
This little book has been designed to fit into a small space such as a pocket, backpack or trunk. The brass book lock helps keep the pages and covers together, preserving them from being bent, torn or damaged in handling.The book includes four of ten parts of the Manual, published for use in training the garrison troops, including the placement and firing of cannon. The four parts included in this Volume I are: - Part 1 - Gunnery Part 2 - Ammunition Part 3 - Siege Artillery Part 4 - Garrison Gun Drills The remaining six of then parts are: - Part 5 - Material and Appliances Part 6 - Elementary Instruction Part 7 - Machines Part 8 - Mounting and Dismounting Ordnance Part 9 - Sleighs Part 10 - Sheers and DerricksThe book is significant to both British and Australian history, being issued for the training of the garrison defense of both countries in the late 10th Century. It is also significant for its connection with other historical military items within the Collection at Flagstaff Hill Maritime Museum and Village.Manual of Siege and Garrison Artillery Exercises Vol 1 [Parts I, II, III, IV] Publisher Her Majestys Stationery Office Date 1879, Corrected June 24th 1882 Small, red, hard-cover book with embossed gold letters and British Coat of Arms on the front. The book has a brass closure or locking clip across the text block. There are diagrams and a foldout table within the text. flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, training manual, book, british garrison, garrison artillery, siege exercises, british government training book, technical book, pocket book, manual of siege and garrison artillery exercises vol 1, garrison exercises, military training, defense training, british artillery, royal artillery, gunnery, gun drill, brass book lock, british war office, locking clip, reference book -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Diving compressor and helmet, 1944
Siebe Gorman & Company Ltd was a British company that developed diving equipment and breathing equipment and worked on commercial diving and marine salvage projects. The company advertised itself as 'Submarine Engineers'. It was founded by Augustus Siebe, a German-born British engineer chiefly known for his contributions to diving equipment. Siebe Gorman traded as an engineering firm for over 180 years from 1819 to 1999. The early success of the business was due to its founder, the Prussian immigrant Christian 'Augustus' Siebe (1788-1872). For business reasons, he applied for and was granted British citizenship in 1856. He was a gifted engineer who was able to translate theoretical problems into practical, working products. During the industrial Victorian period, the business traded as 'A. Siebe' at 145 High Street Holborn London, but in 1828 new premises were acquired at 5 Denmark Street, Soho. The family firm produced a wide range of manufactured goods including paper-making machinery, measuring machinery, water pumps, refrigeration equipment, and diving apparatus. Augustus Siebe specialised in submarine engineering early on and the company gained a reputation for the manufacture of safe, reliable diving apparatus. Augustus Siebe is best remembered for the development and manufacture of the ‘closed’ Diving Dress based on the ideas of Charles and John Deane, George Edwards, and Charles Pasley. Apart from some small modifications to valves and diver communications, the basic 12 bolt ‘closed’ diving dress remained relatively unchanged after the 1870s. Later company successes were also based on innovation, with new products that could be successfully developed and manufactured to high standards. This was largely attributed to the inventive nature, foresight, engineering, and entrepreneurial skills of Robert Henry Davis (1870-1965). In 1882, RH Davis joined the company of 'Siebe & Gorman' as a young 11-year-old office boy and he was to remain with the company until he died in 1965. Augustus Siebe retired in 1869 and handed over the company to a new partnership of Henry H. Siebe (1830-1885) and William A. O'Gorman (1834-1904). The new firm traded as 'Siebe & Gorman' (1870-1879) from premises in and around Mason Street, Westminster Bridge Road, Lambeth, London. The two partners soon recognised the potential of R.H. Davis and in 1894, aged 24, he became General Manager of Siebe & Gorman. Davis increasingly ran the company until the surviving partner (W.A. Gorman) died in 1904. The firm was disposed of to the Vickers (armaments) family and a new company 'Siebe Gorman & Co. Ltd.' (1905-1998) was formed. Under the chairmanship of Albert Vickers, R.H. Davis was kept on as Managing Director, and the company forged ahead. However, after WW1, the Great Depression caused manufacturing output and share prices to slump. In 1924 Robert Davis made a deal with the Vickers Board and acquired control of the company through majority shares. Under his leadership, the Siebe Gorman Company flourished and within time, four of his sons also joined the firm. The company gained a worldwide reputation for the manufacture of diving apparatus, decompression and observation chambers, and safety breathing apparatus of all types for use on the land, in the air, and under the sea (including mine rescue, tunneling, aircraft, diving, submarine escape and in other hazardous environments). Close research and development links with the MOD (especially the Admiralty), also provided a lucrative outlet for the company products. In 1932, Robert Davis was knighted by King George V, principally for his invention of the ‘Davis Submerged Escape Apparatus’ (D.S.E.A.). Siebe Gorman essentially remained a family firm from the beginning (under A.Siebe) until it became a public company for the first time in 1952. However, following WW2, British manufacturing stagnated through stifled investment and post-war austerity, and there was little innovation. Siebe Gorman's fortunes began to decline as an aging Sir Robert Davis failed to invest, or change the company's business and management practices. In 1959, Siebe Gorman was acquired by the “Fairy Group” and the ailing Sir Robert was made Life President. Consequently, nothing changed and the slow decline continued until Sir Robert's death in March 1965. Around 1960, Siebe Gorman acquired the diving apparatus manufacturer C E Heinke, and for a brief period, it manufactured some diving equipment under the combined name of Siebe Heinke. Around 1964, Mr E. 'Barry' Stephens was appointed as the new Managing Director to modernise Siebe Gorman. Changes were made, including a move to a new factory in Wales in 1975. The new company concentrated on fire-fighting breathing apparatus and escape equipment, and the move coincided with the loss of many of the older, traditional craft skills. Between 1985 and 1998, Siebe expanded through acquisitions, and several other companies were acquired. The Siebe Gorman (diving apparatus) company has therefore traded as A. Siebe (1819-1870); Siebe & Gorman (1870-1879); Siebe Gorman & Co (1880-1904); Siebe Gorman & Co. Ltd (1905-1998). (For information regards the diving helmet & Frank King see Notes Section at the end of this document)The items are very significant as a snapshot into marine history and the development of diving equipment generally especially that used for salvage operations before and during WW2. The company that made the equipment was a leading inventor,developer and innovator of marine equipment with its early helmets and other items eagerly sought after today for collections around the world. The items in the Flagstaff Hill collection give us an insight as to how divers operated and the dangers they faced doing a very necessary and dangerous job. Frank Kings' diving helmet and compressor (communication pipe stored separately). Compressor is hand cranked. US Navy diving helmet, Mark V. Two maker's plates attached. Made in 1944.On rear "WATER SUPPLY" On front 'PATENT" " Logo: Images (Lion, Crown, Horse, Shield within an oval) "SIEBE, GORMAN & Co. Ltd. SUBMARINE ENGINEERS, LONDON.flagstaff hill, warrnambool, maritime museum, great ocean road, us navy diving helmet, commonwealth government salvage, diving helmet, marine salvage, frank king, diver, siebe. gorman & co ltd, submarine equipment, diving equipment, communication under water, hand cranked, diving compressor -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMachine - Dioptric Apparatus, mid 19th century
Before the introduction of electricity, lighthouses had a clockwork mechanism that caused the lens to rotate with a light source inside that was either powered by Kerosene or Colza oil. The mechanism consisted of a large weight attached by a cable through the centre of the lighthouse to the top where the cable wrapped around a barrel, drum or wheels that controlled the speed of the lights rotation by a clockwork mechanism. The keeper would crank the clockwork mechanism, which would lift the weight ready for the next cycle similar to an old grandfather clock mechanism. Once the weight lifted to its apex at the bottom of the first landing, the keeper would let it fall, which would pull on the cable, which would, in turn, operate a series of gears activating the rotation of the Fresnel optical lens, which would then rotate to create the lighthouse’s unique light speed of rotation characteristic. Creating a specific characteristic required a way to regulate the speed of the rotation, and was important as sailors could identify a particular light by its speed and time between flashes. The weight had to fall at a certain rate to create the proper rotation speed of the lens and a regulator within the mechanism accomplished this. History: From 1851, Chance Brothers became a major lighthouse engineering company, producing optical components, machinery, and other equipment for lighthouses around the world. James Timmins Chance pioneered placing lighthouse lamps inside a cage surrounded by Fresnel lenses to increase the available light output these cages, are known as optics and they revolutionised lighthouse design. Another important innovation from Chance Brothers was the introduction of rotating optics, allowing adjacent lighthouses to be distinguished from each other by the number of times per revolution the light flashes. The noted English physicist and engineer, John Hopkins invented this system while employed at Chance Brothers. Chance Brothers and Company was a glass works and originally based in Spon Lane, Smethwick, West Midlands England. The company became a leading glass manufacturer and a pioneer of British glass making technology. The Chance family originated in Bromsgrove as farmers and craftsmen before setting up a business in Smethwick near Birmingham in 1824. They took advantage of the skilled workers, canals and many other industrial advances taking place in the West Midlands at the time. Robert Lucas Chance (1782–1865), known as 'Lucas', bought the British Crown Glass Company's works in Spon Lane in 1824. The company specialised in making crown window glass, the company ran into difficulty and its survival was guaranteed in 1832 by investment from Chance's brother, William (1788 – 1856). William owned an iron factoring business in Great Charles Street, Birmingham. After a previous partnership that Lucas had dissolved in 1836, Lucas and William Chance became partners in the business which was renamed, Chance Brothers and Company. Chance Brothers invented many innovative processes and became known as the greatest glass manufacturer in Britain. In 1848 under the supervision of Georges Bontemps, a French glass maker from Choosy-le-Roi, a new plant was set up to manufacture crown and flint glass for lighthouse optics, telescopes and cameras. Bontemps agreed to share his processes that up to then had been secret with the Chance Brothers and stayed in England to collaborate with them for six years. In 1900 a baronetcy was created for James Timmins Chance (1814–1902), a grandson of William Chance, who had started the family business in 1771 with his brother Robert. Roberts grandson, James became head of Chance Brothers until his retirement in 1889 when the company became a public company and its name changed to Chance Brothers & Co. Ltd. Additional information: Lighthouses are equipped with unique light characteristic or flashing pattern that sailors can use to identify specific lighthouses during the night. Lighthouses can achieve distinctive light characteristics in a few different ways. A lighthouse can flash, which is when brief periods of light interrupt longer moments of darkness. The light can occult, which is when brief periods of darkness interrupt longer moments of light. The light can be fixed, which is when the light never goes dark. A lighthouse can use a combination of flashing, oscillating, or being fixed in a variety of combinations and intervals to create individual light characteristics. It is a common misconception that a lighthouse's light source changes the intensity to create a light characteristic. The light source remains constant and the rotating Fresnel lens creates the various changes in appearance. Some Fresnel lenses have "bulls-eye" panels create beams of light that, when rotated between the light and the observer, make the light appear to flash. Conversely, some lenses have metal panels that, when rotated between the light and the observer, make the light appear to go dark. This Dioptric clockwork apparatus used to turn a lighthouse optical lens is very significant as it is integral to a lighthouses operation, we can also look at the social aspect of lighthouses as being traditionally rich with symbolism and conceptual meanings. Lighthouses illustrate social concepts such as danger, risk, adversity, challenge and vigilance but they also offers guidance, salvation and safety. The glowing lamp reminds sailors that security and home are well within reach, they also symbolize the way forward and help in navigating our way through rough waters not just on the oceans of the world but in our personal lives be it financial, personal, business or spiritual in nature. Nothing else speaks of safety and security in the face of adversity and challenge quite the way a lighthouse does. Revolving dioptric clockwork apparatus used to turn a Fresnel optical lighthouse lens. A cylindrical cast metal pillar and cabinet painted green with 3 glass doors enclosing the top section. Inside the pillar/cabinet is a large clockwork mechanism used to turn and regulate a lighthouse light by means of weights and a chain attached to same. One door has the name "Adams Mare" in metallic dots similar to "Braille" to the inside edge of door frame.shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, flagstaff hill, maritime-museum, shipwreck-coast, warrnambool, flagstaff-hill-maritime-village, revolving dioptric mechanism, dioptric mechanism for lighthouse, lighthouse clockwork timing mechanism, acetylene lighthouse light mechanism, 19th century lighthouse mechanism, kerosene light, fresnel lenses, colza oil, chance brothers -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook, The Logbooks of The Lady Nelson, 1915
This hardcover book, The logbooks of the 'Lady Nelson' : with the journal of her first commander, Lieutenant James Grant, R.N., by Ida Lee (Mrs Charles Bruce Marriott) was published over 100 years after the Lady Nelson arrived in Australia to navigate and survey this ‘new colony’. Included in the book are sixteen charts and illustrations from the originals in the Admiralty Library, showing the surveyed land and water. The transcribed Contents, below, summarise the trips of the Lady Nelson during this time. Book’s Content PLUS text of the Chart of ‘Part of Bass Strait’ - Chapter 1: The Lady Nelson built with centreboards. Her voyage to Sydney under James Grant. The first ship to pass through Bass Strait. - Chapter 2: Returns to explore the Strait. Her visits to Jervis Bay and to Western Port in 1801 - Chapter 3: Colonel Paterson and Lieutenant Grant survey Hunter River - Chapter 4: Murray appointed commander of the Lady Nelson. His voyage to Norfolk Island. - Chapter 5: Murray’s exploration of Bass Strait. - Chapter 6: Discovery of Port Phillip. - Chapter 7: The Lady Nelson in company with HMS Investigator examines the North-Eastern shores of Australia. - Chapter 8: The French ships in Bass Strait. The founding of Hobart. - Chapter 9: Symons succeeds Curtoys as commander of the Lady Nelson. His voyages to Tasmania, Port Phillip and New Zealand. - Chapter 10: The Lady Nelson in Tasmania. The founding of Port Dalrymple. - Chapter 11: The Estramina is brought to Sydney. The Lady Nelson visits Norfolk Island and Port Dalrymple. - Chapter 12: Tippahee and his four sons are conveyed to New Zealand in the Lady Nelson. - Chapter 13: The Lady Nelson accompanies HMS Tamar to Melville Island. - Chapter 14: The loss of the Lady Nelson Text included with the ‘Chart of Bass Strait’ … “Part of Bass Strait, including the discoveries made by Acting Lieut. J. Murray, commander of His Majesty’s armed surveying vessel Lady Nelson, between November 1801 and March 1802. By command of His Excellency Governor King.” “This chart, which bears Murray’s autograph, shows his explorations of Western Port, Port Phillip and King Island. It should be noted that Flinders Island is named Grand Capuchin. This is one of the charts referred to as "unfortunately missing” in the Historical Records of N.S. Wales, vol. iv. P. 764” The story of the Lady Nelson In 1798 the British Admiralty ordered a cutter of 60 tons to be built along the design of the armed cutter Trial that was developed by Captain John Schanck, with three sliding keels or centreboards that could be individually raised and lowered, for use on the River Thames. The new cutter was to be named Lady Nelson. Philip Gidley King, prior to taking up his appointment as third Governor of the colony of New South Wales, was in England at the time of the Lady Nelson’s fit-out and was aware of the need for such a ship for survey work in the colony in New South Wales. He convinced Captain Schanck, the Commissioner of Transport in England, to construct and rig the Lady Nelson as a brig rather than a cutter, keeping the feature of the three sliding keels, which would be very useful for mapping in shallow waters. The new Lady Nelson was launched at Deptford, England on the River Thames in November 1798, with the official commission to discover and survey the unknown parts of the coast of New Holland (Australia) and establish British sovereignty over the continent. The Lady Nelson sailed from Portsmouth, England on March 1800 under the command of Lieutenant James Grant. She carried an armament of two original and four extra brass carronade carriage guns and set sail as part of a convoy heading to Port Jackson, in New South Wales, New Holland. After a while she continued to sail on her own. Her journey was troubled with problems at times; damaged and broken keels, troublesome crew and leaking topsides between the waterline and the deck due to poor seals. She arrived at the Cape of Good Hope in July and waited for the winter to pass to avoid the strong winds of the ‘Roaring Forties’. While at the Cape, Grant received a despatch to travel to Port Jackson via the newly discovered Bass Strait, rather than the usual route via the tip of Van Diemen’s Land (Tasmania). This also gave him the opportunity to survey the strait on the way. He departed the Cape in October and in December he made his first sighting of New Holland near Mount Gambier in what is now South Australia. A report by Ecclestone in 2012, ‘The Early Charting of Victoria’s Coastline’, mentions that Grant charted and named Capes Banks and Northumberland, and sighted inland hills that he named Mt Gambier and Mt Schanck, the latter after the designer of his ship. Grant then reached the south-western shores of what is now Victoria on 3-4 December 1800, and from Cape Bridgewater he examined the coast eastward to Cape Patton. Although he had not continuously sighted the coast in the vicinity of Port Fairy and Warrnambool, the western part of Victoria became known as Grant’s Land. The Lady Nelson continued eastward and passed through Bass Strait, becoming the first vessel to reach the east coast of New Holland from the west, and arrived at her destination of Port Jackson later in December 1800. Grant, in the Lady Nelson, then left Port Jackson and began survey work. He discovered Port Phillip on Victoria’s coast and explored King Island, he helped establish the first European settlement in Tasmania on the Derwent River, and Port Dalrymple, Newcastle and Port Macquarie. He made several trips from Norfolk Island to Hobart Town. Governor Macquarie sailed on with him to Van Diemen’s Land for a tour of inspection in 1811. Grant helped establish the first settlement on Melville Island in Northern Australia. The Lady Nelson was used to transport cargo, civilians and convicts and to source pigs from Timor. In February 1825 the Lady Nelson sailed again for Timor and never returned. One report said that “Every soul on board, we regret to state, was cruelly massacred, and the hull of the vessel was seen some time after with the name painted on her stern.” The hull was sighted on the island of Babar, which is almost 200 kilometres east of Timor. This particular copy of the book ... This item is from the ‘Pattison Collection’, a collection of books and records that was originally owned by the Warrnambool Mechanics’ Institute, which was founded in Warrnambool in 1853. By 1886 the Warrnambool Mechanics’ Institute (WMI) had grown to have a Library, Museum and Fine Arts Gallery, with a collection of “… choice productions of art, and valuable specimens in almost every branch and many wonderful national curiosities are now to be seen there, including historic relics of the town and district.” It later included a School of Design. Although it was very well patronised, the lack of financial support led the WMI in 1911 to ask the City Council to take it over. In 1935 Ralph Pattison was appointed as City Librarian to establish and organise the Warrnambool Library as it was then called. When the WMI building was pulled down in 1963 a new civic building was erected on the site and the new Warrnambool Library, on behalf of the City Council, took over all the holdings of the WMI. At this time some of the items were separated and identified as the ‘Pattison Collection’, named after Ralph Pattison. Eventually the components of the WMI were distributed from the Warrnambool Library to various places, including the Art Gallery, Historical Society and Flagstaff Hill. Later some were even distributed to other regional branches of Corangamite Regional Library and passed to and fro. It is difficult now to trace just where all of the items have ended up. The books at Flagstaff Hill Maritime Village generally display stamps and markings from Pattison as well as a variety of other institutions including the Mechanics’ Institute itself. RALPH ERIC PATTISON Ralph Eric Pattison was born in Rockhampton, Queensland, in 1891. He married Maude Swan from Warrnambool in 1920 and they set up home in Warrnambool. In 1935 Pattison accepted a position as City Librarian for the Warrnambool City Council. His huge challenge was to make a functional library within two rooms of the Mechanics’ Institute. He tirelessly cleaned, cleared and sorted a disarrayed collection of old books, jars of preserved specimens and other items reserved for exhibition in the city’s museum. He developed and updated the library with a wide variety of books for all tastes, including reference books for students; a difficult task to fulfil during the years following the Depression. He converted all of the lower area of the building into a library, reference room and reading room for members and the public. The books were sorted and stored using a cataloguing and card index system that he had developed himself. He also prepared the upper floor of the building and established the Art Gallery and later the Museum, a place to exhibit the many old relics that had been stored for years for this purpose. One of the treasures he found was a beautiful ancient clock, which he repaired, restored and enjoyed using in his office during the years of his service there. Ralph Pattison was described as “a meticulous gentleman whose punctuality, floorless courtesy and distinctive neat dress were hallmarks of his character, and ‘his’ clock controlled his daily routine, and his opening and closing of the library’s large heavy doors to the minute.” Pattison took leave during 1942 to 1945 to serve in the Royal Australian Navy, Volunteer Reserve as Lieutenant. A few years later he converted one of the Museum’s rooms into a Children’s Library, stocking it with suitable books for the younger generation. This was an instant success. In the 1950’s he had the honour of being appointed to the Victorian Library Board and received more inspiration from the monthly conferences in Melbourne. He was sadly retired in 1959 after over 23 years of service, due to the fact that he had gone over the working age of council officers. However he continued to take a very keen interest in the continual development of the Library until his death in 1969 This book about the logbooks of the Lady Nelson is locally significant for its association with the brig Lady Nelson, in which Lt. James Grant made the first documented European discovery of the area later known as Warrnambool in December 1800. This book is also nationally significant for its association with Grant in the Lady Nelson being the first to sail from west to east through Bass Strait, opening up a shorter, faster route to the colony of Port Jackson rather than going all the way south around Van Diemen’s Land. The book is nationally significant for its contents of the logbooks of the journeys of the Lady Nelson under various commanders and the copies of the charts created from the surveyed information and the new land of Australia was discovered. This book is also significant for its association with the full-size non-sailing replica of the Lady Nelson from Mount Gambier’s visitor centre, which was restored by Flagstaff Hill’s Master Boat Builder in Warrnambool in 2012, and with a ship mode of the Lady Nelson in our Collection The Pattison Collection, along with other items at Flagstaff Hill Maritime Village, was originally part of the Warrnambool Mechanics' Institute’s collection. The Warrnambool Mechanics’ Institute Collection is primarily significant in its totality, rather than for the individual objects it contains. Its contents are highly representative of the development of Mechanics' Institute libraries across Australia, particularly Victoria. A diversity of publications and themes has been amassed, and these provide clues to our understanding of the nature of and changes in the reading habits of Victorians from the 1850s to the middle of the 20th century. The collection also highlights the Warrnambool community’s commitment to the Mechanics’ Institute, reading, literacy and learning in the regions, and proves that access to knowledge was not impeded by distance. These items help to provide a more complete picture of our community’s ideals and aspirations. The Warrnambool Mechanics Institute book collection has historical and social significance for its strong association with the Mechanics Institute movement and the important role it played in the intellectual, cultural and social development of people throughout the latter part of the nineteenth century and the early twentieth century. The collection of books is a rare example of an early lending library and its significance is enhanced by the survival of an original collection of many volumes. The Warrnambool Mechanics' Institute’s publication collection is of both local and state significance. The Logbooks of The Lady Nelson Author: Ida Lee ( Mrs Charles Bruce Marriott) Publisher: Grafton & Co Date: 1915Label on spine with typed text RA 910.994 LEE Inside front cover has a sticker that reads Warrnambool Mechanics Institute and Free Library shipwrecked-coast, flagstaff-hill, warrnambool, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, shipwrecked-artefact, book, warrnambool library, warrnambool mechanics’ institute, warrnambool city librarian, mechanics’ institute library, victorian library board, warrnambool books and records, warrnambool children’s library, great ocean road, the logbooks of the lady nelson, ida lee, mrs charles bruce marriott, captain john schanck, sliding keels or centreboards, lady nelson, british brig hms lady nelson, lieutennant james grant, bass strait discovery, surveying king island and port phillip bay, philip gidley king, survey map -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Rag Book, Dean & Son, The Life of a Bold AB on his Ship in the Rolling C, c. 1902
This cloth or rag book “The Life of a Bold AB on his Ship in the Rolling C” is a child’s ABC or A-Z illustrated book written in poetic form with the theme of the British Navy at turn of 20th century. This rare book is one of the first cloth books manufactured for children. It is likely that the book was illustrated by Will Kidd and published in London by Dean and Son, circa 1902, according to research of similar books. The book was sent to Flagstaff Hill as padding around the donated medal of Nelson Johnson for bravery at the time of the shipwreck of Eric the Red. This medal is also in our collection. The book was published by Dean & Son of London, established around 1800.This book is an early example of early 20th century children's literature.Rag book (or cloth book), child's book "The Life of a Bold AB on his ship in the rolling C". Illustrated ABC book with poetic text, telling the story of a young sailor's life at sea. Images are screen printed onto cloth pages. Bottom edges are salveges, top and side edges are frayed. The book is bound by stitching through the middle of the centre pages. Original red coloured print of front cover has faded. Theme of book is British Navy at turn of 20th century. Published by Dean and Sonflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, dean and son, child’s book, cloth book, rag book, children’s sailor book, 20th century children's literature, abc book, nautical book, maritime storybook, dean & son, toy book -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Spoon, William Page & Co, Circa 1853-1878
This spoon, made by William Page & Co., is electroplated nickel-silver and was recovered during the late 1960s to early 1970s from an unnamed shipwreck along the coast of Victoria. The shipwrecks in the area range from around the 1840s to the early 1930s. The spoon is part of the John Chance Collection. This spoon is likely to have been recovered be from the wreck of the Loch Ard (1873-1878) as other cutlery in the Flagstaff Hill’s Shipwreck Collection made by William Page was also recovered from the Loch Ard. The ship’s Manifest included a large quantity of cutlery. Also, other objects in the John Chance Collection were also recovered from wreck of the Loch Ard. In the mid-1800s electroplated cutlery became a popular substitute for the traditional but more costly sterling silver pieces. The ‘new’ cutlery was made from a more common base metal, such as nickel or a nickel alloy, then electroplated (coated) with a very thin layer of silver. The eating utensils looked like the expensive, pure silver version but eventually, through use and wear, the base metal would show. Some producers warranted their electroplated silver to be ‘white throughout’. WILLIAM PAGE & CO., BIRMINGHAM, ENGLAND - Although the electroplated cutlery of William Page & Co. was made in Birmingham, it does not include the embossed Birmingham Assay’s mark of an ‘anchor’ because the metal used for the spoons is not silver. William Page used various Maker’s Marks on his cutlery. The pattern of five embossed marks on this spoon is a typical example, with the embossed sunken crown containing ‘W P’ being the first in the column of symbols. - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamond William Page established his business in 1834, according to the text around a printed Trademark. The firm William Page & Co. began electroplating in 1855, and from 1880 it operated from Cranemore Street, Cattle’s Grove and also at 55 Albion St, Birmingham. The firm registered a new Trademark [‘W P’ within a diamond boarder within a sunken diamond] in 1897; previously the Mark were the initials WP within a crown, but the British legislation prohibited the use of a ‘crown’ mark on electroplated ware in 1895. In 1936 the firm became William Page & Co. Ltd and became a supplier of spoons to the British Government in 1938, marking its products with the ‘broad arrow’ symbol. The firm also traded with the brand names Armour, Asrista, Bolivian Silver, Roman Silver, Roumanian Silver, Silverite and Trevor Plate. Although this spoon is not linked to a particular shipwreck, it is very likely to have come from the wreck of the Loch Ard; the ship’s Manifest includes a large quantity of cutlery. Regardless, it is recognised as being historically significant as an example of cutlery carried onboard a ship as either personal belongings or cargo and brought into Colonial Victoria in the 19th to early 20th century; through this we have added opportunity to interpret Victoria’s social and historical themes of those times. The spoon also has significance for its connection with many similar William Page pieces of cutlery in our collection that were recovered from the wreck of the sailing ship Loch Ard (1873-1878). William Page & Co. of Birmingham is one of the renowned 19th century manufacturers and electroplaters and was supplier of spoons to the British Government in 1938. The spoon has added significance, as it was recovered by John Chance, a diver of wrecks, including the Loch Ard, in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Spoon; teaspoon, electroplate nickel-silver, discoloured to green and red-brown in places. Fiddle design. Bowl has indents and holes. Five embossed Maker’s Marks on back of handle, arranged in a column from tip towards bowl. Made by William Page and Co., Birmingham. The spoon no longer has its silver plating. The surface has encrustations. Bowl has nicks, indents and holes. Stem is very bent at the shoulder. Discoloured to green and red-brown in places. Embossed Maker Marks - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamondflagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, loch ard, cutlery, flatware, silverware, tableware, eating utensils, dining, spoon, electroplated cutlery, william page & co, william page & co. ltd., birmingham plate, silversmith, antique, vintage, fiddle design, fiddle pattern, teaspoon -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Spoon, William Page & Co, Circa 1853-1878
This spoon, made by William Page & Co., is electroplated nickel-silver and was recovered during the late 1960s to early 1970s from an unnamed shipwreck along the coast of Victoria. The shipwrecks in the area range from around the 1840s to the early 1930s. The spoon is part of the John Chance Collection. This spoon is likely to have been recovered be from the wreck of the Loch Ard (1873-1878) as other cutlery in the Flagstaff Hill’s Shipwreck Collection made by William Page was also recovered from the Loch Ard. The ship’s Manifest included a large quantity of cutlery. Also, other objects in the John Chance Collection were also recovered from wreck of the Loch Ard. In the mid-1800s electroplated cutlery became a popular substitute for the traditional but more costly sterling silver pieces. The ‘new’ cutlery was made from a more common base metal, such as nickel or a nickel alloy, then electroplated (coated) with a very thin layer of silver. The eating utensils looked like the expensive, pure silver version but eventually, through use and wear, the base metal would show. Some producers warranted their electroplated silver to be ‘white throughout’. WILLIAM PAGE & CO., BIRMINGHAM, ENGLAND - Although the electroplated cutlery of William Page & Co. was made in Birmingham, it does not include the embossed Birmingham Assay’s mark of an ‘anchor’ because the metal used for the spoons is not silver. William Page used various Maker’s Marks on his cutlery. The pattern of five embossed marks on this spoon is a typical example, with the embossed sunken crown containing ‘W P’ being the first in the column of symbols. - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamond William Page established his business in 1834, according to the text around a printed Trademark. The firm William Page & Co. began electroplating in 1855, and from 1880 it operated from Cranemore Street, Cattle’s Grove and also at 55 Albion St, Birmingham. The firm registered a new Trademark [‘W P’ within a diamond boarder within a sunken diamond] in 1897; previously the Mark were the initials WP within a crown, but the British legislation prohibited the use of a ‘crown’ mark on electroplated ware in 1895. In 1936 the firm became William Page & Co. Ltd and became a supplier of spoons to the British Government in 1938, marking its products with the ‘broad arrow’ symbol. The firm also traded with the brand names Armour, Asrista, Bolivian Silver, Roman Silver, Roumanian Silver, Silverite and Trevor Plate. Although this spoon is not linked to a particular shipwreck, it is very likely to have come from the wreck of the Loch Ard; the ship’s Manifest includes a large quantity of cutlery. Regardless, it is recognised as being historically significant as an example of cutlery carried onboard a ship as either personal belongings or cargo and brought into Colonial Victoria in the 19th to early 20th century; through this we have added opportunity to interpret Victoria’s social and historical themes of those times. The spoon also has significance for its connection with many similar William Page pieces of cutlery in our collection that were recovered from the wreck of the sailing ship Loch Ard (1873-1878). William Page & Co. of Birmingham is one of the renowned 19th century manufacturers and electroplaters and was supplier of spoons to the British Government in 1938. The spoon has added significance, as it was recovered by John Chance, a diver of wrecks, including the Loch Ard, in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Spoon; teaspoon, electroplate nickel-silver, silver discoloured to brown. Fiddle design. Five embossed Hallmarks. Five embossed Maker’s Marks on back of handle, arranged in a column from tip towards bowl. Made by William Page and Co., Birmingham. The spoon no longer has its silver plating. Bowl has a cut in the side, and is nicked and dented. Embossed Maker Marks - ‘W P’, within raised diamond outline, within sunken crown - ‘Cross above Triangle’ symbol within sunken oval - ‘Maltese Cross’ symbol within sunken, six-sided shape - ‘crab-like’ symbol within sunken oval - ‘R D’ within sunken diamondflagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, loch ard, cutlery, flatware, silverware, tableware, eating utensils, dining, spoon, electroplated cutlery, william page & co, william page & co. ltd., birmingham plate, silversmith, antique, vintage, fiddle design, fiddle pattern, teaspoon -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Spoon, SSP Sheffield Silver Plate & Cutlery Co. Ltd, About 1913 to early-1930s
This electroplated silver teaspoon was made by the Sheffield Silver Plate & Cutlery Company Limited from about 1913 to early-1930s. It was recovered from an unknown shipwreck in the coastal waters of Victoria in the late 1960s to early 1970s. The shipwrecks in the area range from around the 1840s to the early-1930s. It is part of the John Chance Collection. Sheffield manufactures produced high quality silverware products. In the mid-1700s a cutler, Thomas Boulsover, invented a process to fuse copper between two sheets of silver, which could still be like solid silver then the edges were bound in silver. Items made this way are now referred to as Old Silver Plate. The modern method of electroplating has a much thinner layer of silver. The firm Sheffield Silver Plate and Cutlery Co. Ltd. was established in 1913 by Mappin & Webb to make spoons and forks using the American Wilzin process, which was a failure. In 1923 the company was incorporated then re-financed and reverted back to the older production method for electroplating. The maker’s stamp usually had the letters “S.S.P. & C. Co Ltd EPNS” and often included an octagon stamp with “SSP”. The firm had the registered trademarks of ‘SILCUTA’ and ‘SILTONA’ and has also used the name ‘Sheffield Nickel & Silver Plating Co. Ltd.’ The firm had manufacturing Works at Priestley Street, Sheffield from 1913 until the 1960s. They also had a London office in 1919 at Atlantic House, 40a Holborn Viaduct, London, E.C.1., then in 1921 at Union Bank Buildings, Charterhouse Street, E.C.1. The company was dissolved in 2000, the last office address being 23 Albemarle Street London, W1S 4AS. Although this spoon is not linked to a particular shipwreck, it is recognised as being historically significant as an example of cutlery, possibly from a passenger’s luggage or imported for use in Colonial Victoria in the 19th to early 20th century. The spoon is the only example in Flagstaff Hill’s collection that is connected to the manufacturer Sheffield Silver Plate and Cutlery Co. Ltd., historically significant also, as in 1939 the same manufacturer was a recognised supplier to the British Government. The spoon is also significant as it was recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value.Spoon; teaspoon, nickel plated silver, discoloured to brown. Old English design. Inscription on handle. Made by Sheffield Silver Plate & Cutlery Co Ltd., Sheffield. Spoon has dimpled surface, nicks and dents. Embossed logo within sunken elongated octagon [SSP] Embossed letters following logo, “S S P C & CO LTD EP/NS” flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, sheffield, cutlery, eating utensils, electroplate, silver plate, silverware, flatware, antique flatware, old english flatware pattern, spoon, teaspoon, silver flatware, dining, silver plated, epnns, sheffield silver plater & cutlery, ssp, ssp & c co ltd, 20th century silverware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Butter Knife, Barker Brothers, Ca. 1885-1895
This butter or cheese knife is a decorative example of electroplated cutlery that had become an affordable alternative to more expensive silver cutlery in the late 1800s to early 1900s. The knife has stamp marks in the back of its handle that are a combination of letters and symbols used by British silversmiths to identify their workmanship. The design and type of this knife was not normally used by everyday people but rather those of a higher social class with time and money to have a particular decorative knife to serve butter or cheese. The marks on the handle tell that it was made of nickel silver, and electroplated with superior quality Stirling silver. The Barker Brothers of Birmingham made the knife between 1885 and 1907, but most likely before 1895. It was made for the British, or British colonial, people, connected with a government department such as the navy or defence. This story may be slightly inaccurate, as some silversmiths added extra ‘pseudo marks’ to their wares to disguise the quality. THE MARKS and their meaning – - ‘A1’ The silver used in electroplating this knife was the highest level, ‘superior quality’, measured in grams of silver per table spoon or table fork, with ‘A1’ being 2 2/3 grams, and ‘D’ being 0 1/2 grams of silver. - ‘BB’ The Baker Brothers used these initials from 1885 to 1907. - ‘[crown symbol]’ – This symbol is used for Sterling silver but this knife is a metal alloy. The crown is also the town mark of Sheffield (appointed by the Sheffield Assay Office) but this knife was made in Birmingham, which has the town mark of an anchor. The Barker Brothers may have added the crown mark to this electroplated silverware as a ‘pseudo hallmark’, leading the buyer to think that it was actual Sterling silver. The use of pseudo hallmarks by electroplaters of the Victorian era was common practice but it was illegal. In 1895 the unlawful practice was seen as imitating the Sheffield Silver Mark and the law was firmly applied to eradicate the deception, so items with this mark probably date before 1895. - [EPNS] Electro Plated Nickel Silver, called nickel silver or German silver, is a metal alloy that usually combines copper, nickel and zinc (60 percent copper, 20 percent nickel, 20 percent zinc). It has a silver-white appearance and is sometimes referred to as ‘white ware’. It does not contain any silver but is often used as a base for electroplating, when the item is covered with a thin layer of silver to give it the polished appearance of pure silver. It became popular in the late 19th and early 20th century as an affordable substitute for sterling silver. - Broad Arrow - an official stamp that indicates it was once the property of Britain government, either in Britain or one of its colonies, and used in the defence force. In Great Britain, from an 1875 government act, it was, and still, is a crime to forge or wrongfully use, the broad arrow symbol. The BARKER BROTHERS of Birmingham - Barker Brothers were one of the earlies firms of Birmingham silversmiths, established in 1801 by Mary Barker. They became Barker & Creed, then William and Matthias Barker, then from 1885 they were the Barker Brothers. They were operating in Paradise Street in 1871 until in 1903 they moved to Unity Works, Constitution Hill, in Birmingham. The firm also had a showroom at 292 High Holborn, London, from the early 1900s to the 1980s. In 1907 the firm became Barker Brothers Silversmiths Ltd, then in the 1960s they merged with Ellis & Co, becoming Barker Ellis Silver Co. Ltd. In 1979 they were registered in USA as Ellis & Co., Barker Ellis, and Ellis Barker. The business went into administration in 1992, after almost 200 years of production. The firm advertised as specialists in electroplating, and used the trademarks BRITANOID, UNITY PLATE and THE HYGENIA.This knife is historically significant, dated from 1885 to 1907 but most likely pre-1895, and made by the longstanding Birmingham silversmiths, the Barker Brothers, established in 1801. The knife is an example of decorative flatware used by people of ’class’. It also has the broad arrow stamp, connecting it to the British government, in particular the ordinance department. The stamp also connects it to other items in our collection with that stamp. It may have been connected to pre-Federation government organisations and officials such as the army Garrison, government naval vessel, police, lighthouse keepers, harbour masters. The knife is the only example of its kind in our collection, being a decorative silver butter or cheese knife, made by the Barker Brothers of Birmingham. Butter knife, or cheese knife, electroplated nickel silver (EPNS). Upper blade edge has decorative shape and engraved motifs, lower blade edge is bevelled to a cutting edge, and narrow plain handle flares out to a wide, rounded end. Maker’s marks are stamped on the reverse. Made by Barker Brothers of Birmingham in the late-19th century. Stamps: “flagstaff hill, warrnambool, maritime village, maritime museum, flagstaff hill maritime museum & village, shipwreck coast, great ocean road, butter knife, cheese knife, electroplate, electro plate, nickel silver, nickel alloy, alloy composition, copper nickel zinc, german silver, epns, barker brothers, birmingham, london, silversmiths, victorian era, 19th century, a1, bb, crown inside square, broad arrow, flatware, tableware, cutlery, cutler, dining utensils, eating utensils, superior quality, pseudo hallmark, stirling silver, silver-white metal, mary barker, barker & creed, william barker, matthias barker, barker brothers silversmiths, barker ellis silver co, ellis & co, barker ellis, ellis barker, britanoid, unity plate, the hygenia, british, colonial, government use, defence department use, naval use, knife, serving knife -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Teaspoon, Viners Limited, Ca. 1920s
This teaspoon is an example of electroplated cutlery that was affordable alternative to more expensive silver cutlery, popular in the late 19th and early 20th century. The teaspoon has been stamped with text on the back of its handle that describes the nickel silver alloy that it was made of, and that it was made in Sheffield, but does not mention the maker's name. The plain design and light weight of this teaspoon could mean that it was used as a common, everyday utensil. The text on the back includes the words 'wears wite', assuring the buyer that even if the silverplate wears or flakes off the surface, the metal beneath it will show the white colour typical of nickel silver, or German silver. This alloy of copper, nickel and zinc is often used as a base for electroplating and named Electro Plated Nickel Silver (EPNS). An exact match of this teaspoon's inscription "WEARS-WITE STAINLESS NICKEL SILVER SHEFFIELD" has been found on cutlery made by Viners Ltd., and has not yet been found on flatware made by other manufacturers. Other cutlers have used very similar text but have used 'rustless' instead of 'stainless' and 'white throughout' instead of 'wears-wite'. Viners Limited was established in Sheffield in 1901 by Adolphe Viner and his sons. By 1908 they had a manufacturing plant in Bath Street, Sheffield, and went on to be the leading cutlers in the United Kingdom. They expanded to Hong Kong and Japan, and from 1925 they used the trademarks 'Alpha', 'Resilco' and 'Wear-wite stainless silver nickel'. They were appointed as Royal Cutlers to King George V in 1930, at which time their trademark was still 'Wear-wite' followed by the words 'Rustless Nickle Silver'. They continued to expand and prosper over the years. The Viners name is still being used by the current owners, the Rayware Group. In 2018 the Viners name celebrated 110 years as specialists in flatware. This teaspoon is historically significant, dating from the mid-1920s and made by a leading Sheffield silversmiths, Viners Limited, established in 1901 and continuing on with cutlery still branded with the Viner’s name today. Viners who were appointed as Royal Cutlers in 1930 by King George V. The teaspoon is an example of silver plated cutlery in common everyday use in the earlier half of the 20th century. This Viners teaspoon is unique in our collection as an item produced by Viners Ltd. and bearing the stamp ‘Wear-wite”.Teaspoon, small, thin, nickel silver plated. Narrow plain handle flares out to a wide, rounded end. Maker’s marks are stamped on the reverse. Made in Sheffield, England.“WEARS-WITE STAINLESS / NICKEL SILVER SHEFFIELD”flagstaff hill, warrnambool, maritime village, maritime museum, flagstaff hill maritime museum & village, shipwreck coast, great ocean road, electroplate, electro plate, nickel silver, nickel alloy, alloy composition, copper nickel zinc, german silver, epns, silversmiths, victorian era, 19th century, flatware, tableware, cutlery, cutler, dining utensils, eating utensils, silver-white metal, wears-wite stainless nickel silver sheffield, teaspoon, sheffield, wear-wite, silver nickel, stainless, rustless -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Fiction, Captain Mayne Reid, Odd People being A Popular Description of Singular Races of Man, 1860
This 1860s book of classic fiction was deemed suitable as a second prize to a student of Latin, Daniel B Sellers. Sellers was a student at the National School in Warrnambool and received this prize in December 1861.The book is locally significant for its role in the education of local students. The National School of Warrnambool was part of the early history of the city and connected to the access to, and growth of, education in Warrnambool. Book, brown covers, embossed with borders and patterns and gilt decoration and titles. The book includes illustrations. Handwritten inscription on the front paste-down page. The opposite page has a stamped and a handwritten inscription. The book was presented as a prize to a Latin student at the National School, Warrnambool in 1861. Title: Odd People being a Popular Description of Singular Races of Man. Alternate title: Odd People or Singular Races of Man Author: Captain Mayne Reid Publisher: Routledge Warne & Routledge, London Date: 1860 Further information: additional text on the spine reads 'A Proper Study of Mankind is Man'Handwritten inscription, seven lines of text: "Second Prize Latin Class gained by Daniel B Sellers. National School Warrnambool. Dec. 1861" Black ink stamp "000320" Handwritten in pencil "V.53"shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, warrnambool, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, shipwrecked-artefact, book, odd people, captain mayne reid, national school warrnambool., daniel b sellers, classic fiction, the proper study of mankind is man, singular races of man, , routledge warne and routledge, latin student -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Financial Reports, Bank of Australasia, Bank of Australasia Reports 1835-1857, 1857
This book contains the Reports of the Bank of Australasia from 1835-1857 and was published in the Bank's head office in London in the year of the last report within the book. The Reports date from the incorporation of the Bank. The Bank of Australasia was incorporated by the Royal Charter of England in March 1834. The bank began in Australia on 14th December 1835, opening in Sydney. The Acting Superintendent of the bank at that time was David Charters McArthur. He was Superintendent from 1867-to 1876. The Melbourne branch opened on 28th August 1838 in a two-roomed brick cottage on the north side of Little Collins Street, where two huge mastiff dogs were used at night to guard the bank. The government also provided an armed military sentinel. Due to the bank's rapid growth, a new building for the Melbourne branch was opened in 1840 at 75 Collins Street West. By 1879 the bank had been upgraded to a magnificent two-storey building on the corners of Collins and Queens Streets, with the entry on Collins Street. In 1951 the Bank of Australasia amalgamated with the Union Bank to form the Australia and New Zealand Bank, now known as the ANZ. Then in 1970, the ANZ merged with both the ES&A and the London Bank of Australia to form the ANZ Banking Group Limited. The ANZ Banking Group Ltd kindly donated a variety of historic items from the Bank of Australasia. BANK of AUSTRALASIA, WARRNAMBOOL – In 1854 Warrnambool had two banks, the Union Bank and the Bank of Australasia. Later, completely different bank businesses opened; in 1867 the National Bank of Australasia, then in 1875 the Colonial Bank of Australasia. The original Warrnambool branch of the Bank of Australasia was established in July 1854, and operated from a leased cottage on Merri Street, close to Liebig Street. The bank later bought a stone building previously erected by drapers Cramond & Dickson on the corner of Timor and Gibson Streets. Samuel Hannaford was a teller and then Manager at the Warrnambool branch from 1855 to 1856 and the Warrnambool Council chose that bank for its dealings during 1856-57. In 1859 Roberts & Co. was awarded the contract to build the new Bank of Australasia branch for the sum of £3,000. The land was on a sand hill on the northeast corner of Timor and Kepler Streets and had been bought in 1855 from investor James Cust. The new building opened on May 21, 1860. The bank continued to operate there until 1951 when it merged with the Union Bank to form the ANZ Bank, which continued operating from its Liebig Street building. Warrnambool City Council purchased the former Bank of Australasia building in 1971 and renovated it, then on 3rd December 1973 it was officially opened as the Art Gallery by Cr. Harold Stephenson and Gallery Director John Welsh. The Gallery transferred to the purpose-built building in Liebig Street in 1986 and the old bank building is now the Gallery club. Staff at the Bank of Australasia in Warrnambool included the following men but others were also involved: Samuel Hannaford, Teller then Manager from 1855-1856; W H Palmer, Manager from January 1857 until November 1869 when the Teller Basil Spence was promoted to Manager; H B Chomley, Manager from April 1873 and still there in 1886; A Butt, Manager in 1895-1904; J R McCleary Accountant and Acting Manager for 12 months, until 1900; A Kirk, Manager 1904; J Moore, staff until his transfer to Bendigo in December 1908; J S Bath was Manager until 1915; C C Cox, Manager until April 1923; Richard C Stanley, Manager 1923 to April 1928. The book has historical significance as it is connected to the Bank of Australasia which was established in Australia in 1835 by Royal Charter during the early Colonial period of Australia's history. The reports within the book begin from the time the bank was established and include the time that the Warrnambool branch was in operation. The book is significant for its association with the Bank of Australasia in Warrnambool, the first bank in Warrnambool, established in 1854. The bank continued to operate until its merger in 1951 when it became the ANZ Bank, which is still in operation today. The Bank was an integral part of the establishment and growth of commerce in Colonial Warrnambool and throughout Australia.Book, brown fabric covered board covers with embossed borders front and back. The titles on the front and spine are embossed and gilt. The fly page includes the insignia of the Bank of Australasia. The book contains reports of the Bank of Australasia from 1835-1857. It was published by the Bank at its London address in 1857. Inscription in pencil. Date: 1857 Published by the Bank of Australasia."BANK OF AUSTRALASIA / REPORTS / 1835-1857" "NO. 4, THREADNEEDLE STREET, LONDON. / 1857." Pencil, handwritten "L32"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, commerce, banking, bank of australasia, anz bank, david charters mcarthur, d c mcarthur, australia, bank reports, 1835-1857, financial reports, financial record -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Legal reference, Sweet & Maxwell Limited, Law Publishers, Bills of Exchange, Promissory Notes, Bank-Notes and Cheques, 1899
This book is a legal reference book used by the Bank of Australasia after 1899. The Bank of Australasia was incorporated by the Royal Charter of England in March 1834. The bank began in Australia on 14th December 1835, opening in Sydney. The Acting Superintendent of the bank at that time was David Charters McArthur. He was Superintendent from 1867-to 1876. The Melbourne branch opened on 28th August 1838 in a two-roomed brick cottage on the north side of Little Collins Street, where two huge mastiff dogs were used at night to guard the bank. The government also provided an armed military sentinel. Due to the bank's rapid growth, a new building for the Melbourne branch was opened in 1840 at 75 Collins Street West. By 1879 the bank had been upgraded to a magnificent two-storey building on the corners of Collins and Queens Streets, with the entry on Collins Street. In 1951 the Bank of Australasia amalgamated with the Union Bank to form the Australia and New Zealand Bank, now known as the ANZ. Then in 1970, the ANZ merged with both the ES&A and the London Bank of Australia to form the ANZ Banking Group Limited. The ANZ Banking Group Ltd kindly donated a variety of historic items from the Bank of Australasia. BANK of AUSTRALASIA, WARRNAMBOOL – In 1854 Warrnambool had two banks, the Union Bank and the Bank of Australasia. Later, completely different bank businesses opened; in 1867 the National Bank of Australasia, then in 1875 the Colonial Bank of Australasia. The original Warrnambool branch of the Bank of Australasia was established in July 1854, and operated from a leased cottage on Merri Street, close to Liebig Street. The bank later bought a stone building previously erected by drapers Cramond & Dickson on the corner of Timor and Gibson Streets. Samuel Hannaford was a teller and then Manager at the Warrnambool branch from 1855 to 1856 and the Warrnambool Council chose that bank for its dealings during 1856-57. In 1859 Roberts & Co. was awarded the contract to build the new Bank of Australasia branch for the sum of £3,000. The land was on a sand hill on the northeast corner of Timor and Kepler Streets and had been bought in 1855 from investor James Cust. The new building opened on May 21, 1860. The bank continued to operate there until 1951 when it merged with the Union Bank to form the ANZ Bank, which continued operating from its Liebig Street building. Warrnambool City Council purchased the former Bank of Australasia building in 1971 and renovated it, then on 3rd December 1973 it was officially opened as the Art Gallery by Cr. Harold Stephenson and Gallery Director John Welsh. The Gallery transferred to the purpose-built building in Liebig Street in 1986 and the old bank building is now the Gallery club. Staff at the Bank of Australasia in Warrnambool included the following men but others were also involved: Samuel Hannaford, Teller then Manager from 1855-1856; W H Palmer, Manager from January 1857 until November 1869 when the Teller Basil Spence was promoted to Manager; H B Chomley, Manager from April 1873 and still there in 1886; A Butt, Manager in 1895-1904; J R McCleary Accountant and Acting Manager for 12 months, until 1900; A Kirk, Manager 1904; J Moore, staff until his transfer to Bendigo in December 1908; J S Bath was Manager until 1915; C C Cox, Manager until April 1923; Richard C Stanley, Manager 1923 to April 1928. The book has historical significance as it is connected to the Bank of Australasia which was established in Australia in 1835 by Royal Charter during the early Colonial period of Australia's history. The book was used as a reference to financial law by the Bank. The book is significant for its association with the Bank of Australasia in Warrnambool, the first bank in Warrnambool, established in 1854. The bank continued to operate until its merger in 1951 when it became the ANZ Bank, which is still in operation today. The Bank was an integral part of the establishment and growth of commerce in Colonial Warrnambool and throughout Australia.Book, red board covers with embossed borders on front and back and embossed insignia on front cover. The title on the spine is embossed and gilt. Title: A Treatise of the Law of Bills of Exchange, Promissory Notes, Bank-Notes and Cheques. Author: The Right Honourable Sir John Barnard Byles, late One of the Judges of Her Majesty's Court of Common Pleas, Edition: Sixteenth Edition by Maurice Barnard Byles, Esq., and Walter John Barnard Byles, Esq., of the Inner Temple, Barristers-at-Law. Publisher: Sweet & Maxwell, Limited, 3, Chancery Lane, London, Law Publishers, 1899 Inscription in pencil.Pencil, handwritten "L34"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, commerce, banking, bank of australasia, australia, financial law, legal reference, banking law, bank law, bills of exchange, promisory notes, bank notes, cheques, currency, legal tender, financial trading, sir john barnard byles, maurice barnard byles, walter john barnard byles, sweet & maxwell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Legal reference, Charles E Maxwell (G Partridge & Co.), Low booksellers and publishers, The Law and Practice of Banking in Australia and New Zealand, 1900
This book is a legal reference book used by the Bank of Australasia after 1900. The Bank of Australasia was incorporated by the Royal Charter of England in March 1834. The bank began in Australia on 14th December 1835, opening in Sydney. The Acting Superintendent of the bank at that time was David Charters McArthur. He was Superintendent from 1867-to 1876. The Melbourne branch opened on 28th August 1838 in a two-roomed brick cottage on the north side of Little Collins Street, where two huge mastiff dogs were used at night to guard the bank. The government also provided an armed military sentinel. Due to the bank's rapid growth, a new building for the Melbourne branch was opened in 1840 at 75 Collins Street West. By 1879 the bank had been upgraded to a magnificent two-storey building on the corners of Collins and Queens Streets, with the entry on Collins Street. In 1951 the Bank of Australasia amalgamated with the Union Bank to form the Australia and New Zealand Bank, now known as the ANZ. Then in 1970, the ANZ merged with both the ES&A and the London Bank of Australia to form the ANZ Banking Group Limited. The ANZ Banking Group Ltd kindly donated a variety of historic items from the Bank of Australasia. BANK of AUSTRALASIA, WARRNAMBOOL – In 1854 Warrnambool had two banks, the Union Bank and the Bank of Australasia. Later, completely different bank businesses opened; in 1867 the National Bank of Australasia, then in 1875 the Colonial Bank of Australasia. The original Warrnambool branch of the Bank of Australasia was established in July 1854, and operated from a leased cottage on Merri Street, close to Liebig Street. The bank later bought a stone building previously erected by drapers Cramond & Dickson on the corner of Timor and Gibson Streets. Samuel Hannaford was a teller and then Manager at the Warrnambool branch from 1855 to 1856 and the Warrnambool Council chose that bank for its dealings during 1856-57. In 1859 Roberts & Co. was awarded the contract to build the new Bank of Australasia branch for the sum of £3,000. The land was on a sand hill on the northeast corner of Timor and Kepler Streets and had been bought in 1855 from investor James Cust. The new building opened on May 21, 1860. The bank continued to operate there until 1951 when it merged with the Union Bank to form the ANZ Bank, which continued operating from its Liebig Street building. Warrnambool City Council purchased the former Bank of Australasia building in 1971 and renovated it, then on 3rd December 1973 it was officially opened as the Art Gallery by Cr. Harold Stephenson and Gallery Director John Welsh. The Gallery transferred to the purpose-built building in Liebig Street in 1986 and the old bank building is now the Gallery club. Staff at the Bank of Australasia in Warrnambool included the following men but others were also involved: Samuel Hannaford, Teller then Manager from 1855-1856; W H Palmer, Manager from January 1857 until November 1869 when the Teller Basil Spence was promoted to Manager; H B Chomley, Manager from April 1873 and still there in 1886; A Butt, Manager in 1895-1904; J R McCleary Accountant and Acting Manager for 12 months, until 1900; A Kirk, Manager 1904; J Moore, staff until his transfer to Bendigo in December 1908; J S Bath was Manager until 1915; C C Cox, Manager until April 1923; Richard C Stanley, Manager 1923 to April 1928. The book has historical significance as it is connected to the Bank of Australasia which was established in Australia in 1835 by Royal Charter during the early Colonial period of Australia's history. The book was used as a reference to financial law by the Bank. The book is significant for its association with the Bank of Australasia in Warrnambool, the first bank in Warrnambool, established in 1854. The bank continued to operate until its merger in 1951 when it became the ANZ Bank, which is still in operation today. The Bank was an integral part of the establishment and growth of commerce in Colonial Warrnambool and throughout Australia.Book, dark brown, hard-covers with embossed borders front and back. The title on the spine is embossed and gilt. Title: The Law and Practice of Banking in Australia and New Zealand Author: Edward B. Hamilton, B.A., Judge of County Courts, Victoria, assisted by J.G. Eagleson, B.A., LL.B, Barrister-at-Law Edition: Second Edition Publisher: Charles E. Maxwell, (G. Partridge & Co.), 458, Chancery Lane, London, Law Booksellers and Publishers, 1900. Published in Melbourne. Marked with purple oval stamp and pencil inscription.Text within oval stamp "THE BANK OF AUSTRALASIA LIMITED" Pencil, handwritten "L35"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, commerce, banking, bank of australasia, australia, financial law, legal reference, banking law, bank law, legal practice, edward b. hamilton, charles e. maxwell, banking practice, g. partridge & co -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Hem marker stand, 1900s
This hem marker stand is a measuring tool for gauging the height of a hem, such as on a dress or curtain. The adjustable arm slides along the ruler and its snug fit ensures that it stays at the right height. The end of the arm has a metal pin inserted into it to hold a piece of chalk, which would be used to mark the fabric. The hem marker would be used by professional dressmakers, seamstresses, and tailors as well as by crafts people at home. The hem marker was made in Birmingham.The hem marking stand is an example of tools used during the 1900s in the garments and furnishings trades as well as for domestic purposes. Since that time the tool has evolved into a more efficient design that makes home sewing easier.Ham marking stand with a wooden ruler, stand and a sliding adjustable arm on a brass sleeve. The arm has a metal pin on the end. Measurements are marked on both sides, inches on one side and centimetres on the other. Inscriptions are stamped into the wood. Made in Birmingham."- - - - / - - - - - / -BIRMINGHAM" On end of arm "2*4'flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, hem marker, dressmaker, dressmaking, alterations, tailor, dressmaker's tool, sewing marker, sewing gauge, seamstress, domestic use, dress fitting, curtain hemming, birmingham, freestanding, chalk hem marker, stand, home craft -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Draw knife, C Johnson (Christopher Johnson), 1855-1879
A draw knife is a hand tool that has a long straight blade between two handles. As implied by its name. it is drawn like a knife across the wood. It is used to prepare the timber for the next step of the process, removing loose wood and bark and giving a start to making the wood into a round or cylindrical shape. Then a finer smoother finish is given with a spokeshave, which has a shorter, curved blade. A draw knife could be used for the wooden spokes for cart, wagon and carriage wheels as well as for ladder staves and ship wheels. Features of a good draw knife include tight handles, a blade with plenty of metal to it and a blade length of 20 to 24 centimetres. This draw knife was likely made at least 150 years ago by C Johnson of Sheffield, who used the Trade Mark “C.J.” within a flag. Christopher Johnson began work as a cutler, making knives, pocket knives and tableware in his works at Howard Street in Sheffield. In the book ‘Hand-Saw Makers of Britain by Schaeffer and McConnel, Johnson is listed in 1855 as a saw maker. A later reference has the business name of Johnson & Company, Sheffield in 1879-1882. Australia was one of the company’s markets. The company continued until its closure in 1955.This draw knife is significant for being made in Sheffield, a location famous for steel and silver manufacturers. It is significant because of its age, being made no later than 1879, which is the time period of our maritime Village. It is a tool most suitable for the blacksmith's or a ship' smith's workshop for making spokes for the wheels of wagons and carts, and for making ship's wheels.. It is also significant for being made by C Johnson, who was well known for his good workmanship. Draw knife; flat cast steel fixed blade with rotating wooden handles each end. Round bulbous handles have two parallel scored lines around the end furthest from the blade and a brass collar between the handle and blade. A logo and inscription are cast into the centre front of the blade. Made by C Johnson. of Sheffield.Cast into steel blade: Sideways Image “C.J.” within {flag}, “JOHNSON / CAST STEEL”flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, spokes, wagon maker, blacksmith, cart maker, cart wheel maker, blacksmith tool, wagon wheel, c johnson, sheffield, wheelright, craftsman, woodwork, carriage wheel, ship wheels, shipwright, wooden spokes, ladder staves, draw knife -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Wallace Hughes Paper Shopping Bag, c. mid-20th century
The paper shopping bag was most likely used for carrying garments, silk or woollen fabrics home from the Wallace Hughes department store. This substantial drapery operated from the late 19th-century-to the mid-20th century, and had 30 departments and stood at 464 - 470 Brixton Road, south London, U.K. The building was destroyed during the second World War and rebuilt in the 1950s. Brixton was once home to several large department stores, none survive today. History of shopping bags: Before the late 1800s, shopping bags didn’t exist. Shoppers would either carry their goods home in baskets, or have the merchant deliver them to people's homes, until 1852 when Francis Wolle, a schoolteacher in Pennsylvania, invented a machine to produce paper shopping bags. This invention would allow customers to carry items home in disposable paper bags. Soon after, owners of department stores and retailers began to realise that paper shopping bags could be used to help market their brands, and as such custom shopping bags with printed logos became common place. Carrying a shopping bag from certain shops became a type of status symbol for consumers, providing evidence that one was well-off, had good taste, or both.The paper shopping bag is a rare survival of ephemera related to a department store owned by Wallace Hughes in Brixton, South London, Britain that operated during the early-20th century, The arrival of waves of more than ten million migrants by boat is one of the major themes in Australia’s history. The paper shopping bag is representative of personal items purchased for migrant journeys as markers of domesticity, warmth and making oneself at home in a new land that speaks of the transnational lives embedded in threads of migration.The green coloured paper shopping bag with a printed logo and store information in red ink.Wallace Hughes, Brixton; For jumpers; For blouses; brixton's most fashionable draperwallace hughes, shopping bag, draper, migration, brixton, flagstaff hill -
 Women's Art Register
Women's Art RegisterBook, Tate Gallery Publishing, Postmodernism, 2001
An illustrated exploration of what postmodernism has come to mean in the context of contemporary art movements in the late nineteenth and twentieth-century.non-fiction An illustrated exploration of what postmodernism has come to mean in the context of contemporary art movements in the late nineteenth and twentieth-century.neo-expressionism, postmodern feminism, postmodern multiculturalism, jenny holzer, sherrie levine, barbara kruger, sarah charlesworth, laurie simmons, cindy sherman, mary kelly, guerrilla girls, lorna simpson -
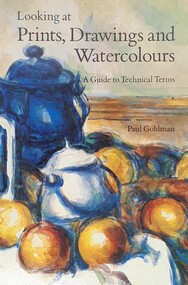 Women's Art Register
Women's Art RegisterBook, British Museum Publications Ltd, Looking at Prints, Drawings and Watercolours. A Guide to Technical Terms, 1988
Collection in A-Z of technical terms used for artworks on paper.non-fictionCollection in A-Z of technical terms used for artworks on paper.watercolour, printmaking, drawing, mary delany, beatrix potter -
 Women's Art Register
Women's Art RegisterBook, Helen Ennis, Photography and Australia, 2007
Visual and written documentation on photography in Australia and its importance.non-fictionVisual and written documentation on photography in Australia and its importance.racial, political, social, brenda l. croft, leah king-smith, tracey moffat, brook andrew, destiny deacon, rosemary laing, olive cotton, margaret michaelis, ruth maddison, carol jerrems, fiona hall, patricia piccinni, jacky redgate, anne zahalka, pat brassington, anne ferran