Showing 553 items matching " mirrors"
-
 Eltham District Historical Society Inc
Eltham District Historical Society IncDocument - Folder, Lyon, 2014
ADA LAURA LYON Ada Laura Apted was born in 1898 at Queenstown, Victoria the daughter of William Ernest Apted and Sarah Ann Watts On the 2 July 1923 she married David Andrew Lyon at Panton Hill Vic. The Lyon family are well known for the fleet of small buses they ran out of their Eltham Garage. In the interim years between becoming married and moving to Eltham (census records indicate they were there in 1931) they lived in several other suburbs including Doncaster and Ivanhoe At the conclusion of World War 2 the citizens of Eltham decided that a memorial should be made to those of the district who had given their lives during the war. Whilst there had been earlier discussions in 1943 by a body of Eltham Women under the title of "the Women's Auxiliary of the (proposed) Eltham War Memorial Trust'' the first official steps were made on the 27 March 1945 in a meeting by the citizens of Eltham under the title of the Eltham District Progress Association. At this meeting one of the first agenda was the appointment of a committee called "The Eltham War Memorial Trust''. Another was to decision that the Memorial should include: A Baby Health Centre, A Children's Library, And a Pre-School Centre From the inception of the project Mrs Ada Laura Lyon worked tirelessly as a member of the Women's Auxiliary to raise money for the memorial. At the election of the officers of the Trust Council in 1961 she was elected as one of the three Vice Presidents. On the 27 September 1962 Ada suddenly passed away. The news of her death was reported at the following Trust meeting. The President Mrs Morrison voiced the feelings of all present that Ada had done so much for the Trust since its inception and had received the satisfaction of seeing the completion of the three units of the War Memorial Trust which had been her goal. On Tuesday 31 August 1965 the Diamond Valley Mirror reported that on the 28 August 1965 the Eltham War Memorial was transferred from the Eltham Memorial Trust to the Shire of Eltham. A special tribute was paid to the late Mrs Ada Lyon a foundation member who made the Trust her life. A memorial plaque (the sundial) was unveiled in her memory. Ada Lyon was interned at Eltham Cemetery on the 28 September 1962. She was survived by her husband David (who passed away on the 25 November 1975) and their two children Betty and Ian. Eltham Methodist Memorial Section Grave 204. [Author: Jim Allen c.2014] Folder of information on Lyon family. Contents: 1. Ada Laura Lyon (nee Apted) - biography written by Jim Allen (1 A4 page)biography, ada laura lyon (nee apted), david andrew lyon, eltham war memorial trust, sarah ann watts, william ernest apted -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageLinen, late 1800's
This item is one of many 19th century items donated to Flagstaff Hill Maritime Village by the Giles Family, and known as the “Giles Family Collection”. Henry Giles was born at Tower Hill, Victoria in 1858 and worked as a labourer on the Warrnambool Breakwater. His wife, Mary Jane, was born in 1860 at Cooramook and worked as a student teacher at Mailor’s Flat Secondary School. The Giles family lived at The Maam, Wangoom in the late 19th century, before moving to New South Wales in 1895, where Henry built bridges. Henry died in 1933 and Mary Jane died seven years later. Flagstaff Hill holds a number of objects associated with the Giles family, which were donated by Flagstaff Hill volunteers Vera and Aurelin Giles (Henry and Mary Jane’s daughter and granddaughter respectively). These are predominantly located in the Lighthouse Keeper’s Cottage and include: Living room • Cloths (made by Vera Giles) • Portraits of Mary and Henry Giles • 1 x dresser • Covers on dresser • 1 x bellows Baby’s room • 1 x blessing (in the baby’s room) • 1 x picture of boy and girl • 1 x rocking chair • 1 x cushion (made by V Giles) • 1 x chest (belonging to Mary Jane Giles’s mother, Jane Fleming who migrated to Australia from Ireland in 1843) • 1 x chest cover • Bed materials Bedroom • 1 x knitted bedspread and cushion cover (knitted by V Giles) • Pillow shams and covers (Mrs Catherine King) • Pillow cases (Mary Giles) • 1 x wash stand (Mary Giles) • Towels (lace knitted by Aurelin Giles) • 1 x washstand cover • 1 x white ceramic dog • Shaving items • 1 x dressing table mirror • 1 x dressing table cover (made by Aurelin Giles) • 1 x framed motto • 2 x texts • 1 x settee (sofa) • 1x wardrobe (Vera Giles donated the wardrobe in the Lighthouse Keeper’s Cottage to Flagstaff Hill. According to Aurelin Giles, it was originally owned by William Swinton junior and was later given to a friend of the Giles family.) Kitchen • Settee covers (made by V Giles) • 1 x sideboard • 1 x butter churner • 2 x pictures • 1 x white cheese dome • 1 x wash-up tray • 2 x jugs • 1 x vegetable bowl and dish • 1 x willow pattern dinner set • Glass butter and jam dishes. The Giles family collection has social significance at a local level, because it illustrates the level of material support the Warrnambool community gave to Flagstaff Hill when the Museum was established.Calico bag of assorted fabrics, trims and sewn pieces (originally donated together with sewing machine). Items include clothing, lace, tablecloth, tray cloth, collars, oversleeves, trims, jug cover, lace inserts. (part of the Giles Collection)flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, linen, fabric, dressmaking, sewing materials, 19th century sewing, 19th century fashion, giles family, 19th century hand craft, henry giles, tower hill, cooramook, warrnambool breakwater, mailor’s flat, wangoom, 19th century clothing, 19th century linen, 19th century handcraft -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageGuest towel, late 19th century
This item is one of many 19th century items donated to Flagstaff Hill Maritime Village by the Giles Family, and known as the “Giles Family Collection”. Henry Giles was born at Tower Hill, Victoria in 1858 and worked as a labourer on the Warrnambool Breakwater. His wife, Mary Jane, was born in 1860 at Cooramook and worked as a student teacher at Mailor’s Flat Secondary School. The Giles family lived at The Maam, Wangoom in the late 19th century, before moving to New South Wales in 1895, where Henry built bridges. Henry died in 1933 and Mary Jane died seven years later. Flagstaff Hill holds a number of objects associated with the Giles family, which were donated by Flagstaff Hill volunteers Vera and Aurelin Giles (Henry and Mary Jane’s daughter and granddaughter respectively). These are predominantly located in the Lighthouse Keeper’s Cottage and include: Living room • Cloths (made by Vera Giles) • Portraits of Mary and Henry Giles • 1 x dresser • Covers on dresser • 1 x bellows Baby’s room • 1 x blessing (in the baby’s room) • 1 x picture of boy and girl • 1 x rocking chair • 1 x cushion (made by V Giles) • 1 x chest (belonging to Mary Jane Giles’s mother, Jane Fleming who migrated to Australia from Ireland in 1843) • 1 x chest cover • Bed materials Bedroom • 1 x knitted bedspread and cushion cover (knitted by V Giles) • Pillow shams and covers (Mrs Catherine King) • Pillow cases (Mary Giles) • 1 x wash stand (Mary Giles) • Towels (lace knitted by Aurelin Giles) • 1 x washstand cover • 1 x white ceramic dog • Shaving items • 1 x dressing table mirror • 1 x dressing table cover (made by Aurelin Giles) • 1 x framed motto • 2 x texts • 1 x settee (sofa) • 1x wardrobe (Vera Giles donated the wardrobe in the Lighthouse Keeper’s Cottage to Flagstaff Hill. According to Aurelin Giles, it was originally owned by William Swinton junior and was later given to a friend of the Giles family.) Kitchen • Settee covers (made by V Giles) • 1 x sideboard • 1 x butter churner • 2 x pictures • 1 x white cheese dome • 1 x wash-up tray • 2 x jugs • 1 x vegetable bowl and dish • 1 x willow pattern dinner set • Glass butter and jam dishes. The Giles family collection has social significance at a local level, because it illustrates the level of material support the Warrnambool community gave to Flagstaff Hill when the Museum was established.Guest towel, set of 3 white damask guest towels.(Giles Collection) flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, giles family, henry giles, tower hill, cooramook, warrnambool breakwater, mailor’s flat,, wangoom, 19th century linen, 19th century handcraft, guest towel -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTray cloth, late 19th century
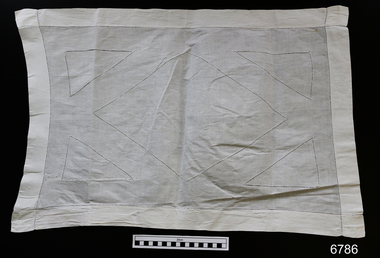
This item is one of many 19th century items donated to Flagstaff Hill Maritime Village by the Giles Family, and known as the “Giles Family Collection”. Henry Giles was born at Tower Hill, Victoria in 1858 and worked as a labourer on the Warrnambool Breakwater. His wife, Mary Jane, was born in 1860 at Cooramook and worked as a student teacher at Mailor’s Flat Secondary School. The Giles family lived at The Maam, Wangoom in the late 19th century, before moving to New South Wales in 1895, where Henry built bridges. Henry died in 1933 and Mary Jane died seven years later. Flagstaff Hill holds a number of objects associated with the Giles family, which were donated by Flagstaff Hill volunteers Vera and Aurelin Giles (Henry and Mary Jane’s daughter and granddaughter respectively). These are predominantly located in the Lighthouse Keeper’s Cottage and include: Living room • Cloths (made by Vera Giles) • Portraits of Mary and Henry Giles • 1 x dresser • Covers on dresser • 1 x bellows Baby’s room • 1 x blessing (in the baby’s room) • 1 x picture of boy and girl • 1 x rocking chair • 1 x cushion (made by V Giles) • 1 x chest (belonging to Mary Jane Giles’s mother, Jane Fleming who migrated to Australia from Ireland in 1843) • 1 x chest cover • Bed materials Bedroom • 1 x knitted bedspread and cushion cover (knitted by V Giles) • Pillow shams and covers (Mrs Catherine King) • Pillow cases (Mary Giles) • 1 x wash stand (Mary Giles) • Towels (lace knitted by Aurelin Giles) • 1 x washstand cover • 1 x white ceramic dog • Shaving items • 1 x dressing table mirror • 1 x dressing table cover (made by Aurelin Giles) • 1 x framed motto • 2 x texts • 1 x settee (sofa) • 1x wardrobe (Vera Giles donated the wardrobe in the Lighthouse Keeper’s Cottage to Flagstaff Hill. According to Aurelin Giles, it was originally owned by William Swinton junior and was later given to a friend of the Giles family.) Kitchen • Settee covers (made by V Giles) • 1 x sideboard • 1 x butter churner • 2 x pictures • 1 x white cheese dome • 1 x wash-up tray • 2 x jugs • 1 x vegetable bowl and dish • 1 x willow pattern dinner set • Glass butter and jam dishes. The Giles family collection has social significance at a local level, because it illustrates the level of material support the Warrnambool community gave to Flagstaff Hill when the Museum was established.Tray cloth, white linen, geometric pulled thread design. (Giles Collection) Tag attached "LHK n6" flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, giles family, tower hill, cooramook, warrnambool breakwater, mailor’s flat, wangoom, 19th century linen, 19th century handcraft -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTray cloth, Late 19th century
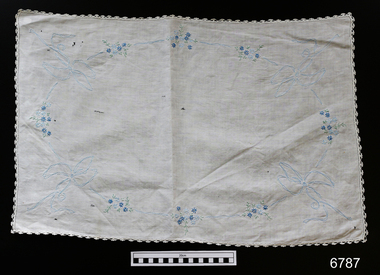
This item is one of many 19th century items donated to Flagstaff Hill Maritime Village by the Giles Family, and known as the “Giles Family Collection”. Henry Giles was born at Tower Hill, Victoria in 1858 and worked as a labourer on the Warrnambool Breakwater. His wife, Mary Jane, was born in 1860 at Cooramook and worked as a student teacher at Mailor’s Flat Secondary School. The Giles family lived at The Maam, Wangoom in the late 19th century, before moving to New South Wales in 1895, where Henry built bridges. Henry died in 1933 and Mary Jane died seven years later. Flagstaff Hill holds a number of objects associated with the Giles family, which were donated by Flagstaff Hill volunteers Vera and Aurelin Giles (Henry and Mary Jane’s daughter and granddaughter respectively). These are predominantly located in the Lighthouse Keeper’s Cottage and include: Living room • Cloths (made by Vera Giles) • Portraits of Mary and Henry Giles • 1 x dresser • Covers on dresser • 1 x bellows Baby’s room • 1 x blessing (in the baby’s room) • 1 x picture of boy and girl • 1 x rocking chair • 1 x cushion (made by V Giles) • 1 x chest (belonging to Mary Jane Giles’s mother, Jane Fleming who migrated to Australia from Ireland in 1843) • 1 x chest cover • Bed materials Bedroom • 1 x knitted bedspread and cushion cover (knitted by V Giles) • Pillow shams and covers (Mrs Catherine King) • Pillow cases (Mary Giles) • 1 x wash stand (Mary Giles) • Towels (lace knitted by Aurelin Giles) • 1 x washstand cover • 1 x white ceramic dog • Shaving items • 1 x dressing table mirror • 1 x dressing table cover (made by Aurelin Giles) • 1 x framed motto • 2 x texts • 1 x settee (sofa) • 1x wardrobe (Vera Giles donated the wardrobe in the Lighthouse Keeper’s Cottage to Flagstaff Hill. According to Aurelin Giles, it was originally owned by William Swinton junior and was later given to a friend of the Giles family.) Kitchen • Settee covers (made by V Giles) • 1 x sideboard • 1 x butter churner • 2 x pictures • 1 x white cheese dome • 1 x wash-up tray • 2 x jugs • 1 x vegetable bowl and dish • 1 x willow pattern dinner set • Glass butter and jam dishes. The Giles family collection has social significance at a local level, because it illustrates the level of material support the Warrnambool community gave to Flagstaff Hill when the Museum was established. Tray cloth, white cotton with blue floral embroidery, chrchet edge. Some small tears. (Giles Collection) Tag attached "LHK N7"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, giles family, henry giles, tower hill, cooramook, warrnambool breakwater, mailor’s flat, wangoom, 19th century linen, 19th century handcraft, tray cloth -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Razor Strop, circa 1922
A razor strop such as this one was used to sharpen and polish straight-edged razors. This particular design has a swivel hook with a locking clip that allows for movement as the strop is being used. This strop is branded "Sherlite". On May 5th, 1922 the Commonwealth officially accepted and advertised the Trade Mark Application of Thomas Sherry of Victoria, for the Trade Mark of "Sherlite" to be used under the heading of "Leather, Skins unwrought and Wrought”. Thomas Sherry’s application was to use the word “Sherlite” for detachable soles made of rubberised leather. Straight razors and cut-throat razors were the major tools for shaving before the safety razor was invented in the 1880s and even today specialist shaving shops still sell straight razors. Along with the razor, the process of shaving would commonly involve lathering up shaving soap with a shaving brush that had boar bristles. Men could own several razors and rotate them through the week and some shops sold the razors in a set, a razor for each day of the week. Straight razors could require stropping more than once during the shaving of a heavy beard, and stropping would also be performed at the end of each shave. Honing would only be performed two or three times a year, preserving the blade's edge. A lot of skill was needed to hone and strop the blades of these early razors and the methods to do so were a large part of the curriculum in Barber colleges. The razor would be sharpened on a grinding wheel then honed on sharpening stone and finally finished using a strop. Straight edge razors would usually be sold unfinished and that process would be completed by the customer. A razor strop, usually made from leather, thick canvas, or light timber, would be used to straighten and polish the straight razor for shaving. Strops could also be used to polish other blades such as knives, small metal tools, and chisels. Sometimes an abrasive polishing compound is also used to give a mirror finish. Some strops, such as this one in our Collection, are designed to be used while hanging from a nail or peg, while others are handheld. The person using the strop would draw the spine of the blade down along the strop with the blade following, without putting any pressure on the blade. At the end of the stroke, rotate the blade over its spine then draw the spine along the strop again so that the edge moves away from the top. The finer grade of leather strap is used to give the final finish.Razor strop, leather, and metal. Sherlite brand, double straps: two straps of different grade leather joined at ends with metal fittings. Stropping faces; sharpening surface is stained red and finishing surface is stained black. One end has a padded, bulbous-shaped leather grip handle, the other end has a metal, swivel hook hanger. Inscriptions painted in gold on leather at the hook end.Razor strop, leather and metal. Sherlite brand, double straps: two straps of different grade leather joined at ends with metal fittings. Stropping faces; sharpening surface is stained red and finishing surface is stained black. One end has padded, bulbous shaped leather grip handle, the other end has metal, swivel hook hanger. Inscriptions printed in gold on leather at hook end.Printed gold lettering stamped “Sherlite”flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shaving leather, shaving accessory, barber’s equipment, barber shop razor strop, razor strop, straight razor, razor and knife sharpener, sherlite razor strop, personal effects, toiletries, thomas sherry -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Little Gem tintype, American Studio, Portrait of a Woman, (exact)
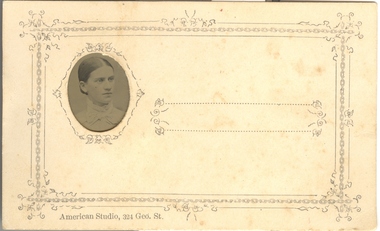
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) A tintype portrait of a woman's head, attached to a card.Printed lower left hand side of the card "American Studio, 324 Geo. St."tintype, american studio, woman, unidentified woman, women, photograph -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Tintype, Portrait of two young girls
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, 6 Sturt St Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) .2) A tintype portrait of two girls heads, attached to a card. The girls are wearing a cloak with a large bow at the frontlittle gem, women, children, photography, tintype -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Little Gem tintype, Portrait of a Man
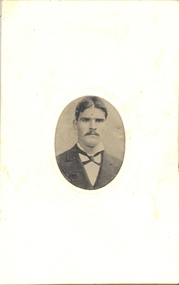
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) .4) A tintype portrait of a man, attached to a card. little gem, tintype, man, unidentified man -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photograph - Little Gem tintype, Possibly American Studio, Portrait of a child
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) A tintype portrait of a child, attached to a card. little gem, child, hat -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photograph - Little Gem tintype, American Studio, Portrait of a Woman
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, 6 Sturt St Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) A tintype portrait of a woman's head, attached to a card. Printed on the lower edge of the card "Allen & Gove, American Studion, 6 Sturt St, Ballarat"ballarat, american studio, little gem, allen gove, tintype, woman, unidentified woman, photography -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Little Gem tintype, Portrait of a Woman in a hat
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, 6 Sturt St Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) .9) A tintype portrait of a woman's head, attached to a card. The cheeks have been hand coloured.little gem, woman, unidentified woman, women, photography -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Little Gem tintype, Possibly American Studio, Portrait of a Boy
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, 6 Sturt St Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) .9) A tintype portrait of a child's head and torso, attached to a card. The boy is wearing a suit and the cheeks have been hand coloured.little gem -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Little Gem tintype, Portrait of a Woman in a Hat
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, 6 Sturt St Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) A tintype portrait of a woman's head and shoulders, attached to a card. The cheeks have been hand coloured.little gem, woman, unidentified woman, women, photography -
 Melbourne Legacy
Melbourne LegacyDocument - Eulogy, Legatee Francis John Doolan
Information on the life of Legatee Frank Doolan from a eulogy in 1988. Legatee Doolan was a very active Legatee, starting within the first year of Legacy when he was nominated by Bill Laver and Charles Copp in 1924. While he never sought 'office but he was always there - in the background - able and willing to actively serve'. In World War 1 he enlisted in November 1917 and served with 1st Division Signal Company and in France. After Armistice he attended a course for young AIF surveyors at the British Ordnance Headquarters at South Hampton designed to bring skills back to Australia. Famously it was Frank that proposed that the spirit of Legacy is service to the widows and children. "Here it received its soul. The thoughts transmitted to the Board by this quiet man." He was Legacy's link to the Big Brother movement that was sponsoring bereft children in England to be sympathetically housed in Australia. He was a foundation member of the the first boys' gymnasium class and of the literary and debating class. He worked with the Intermediate Legacy Club for it's entirety He was part of the Legacy team who worked enthusiastically for the establishment of the Shrine. It was his technical skill as a surveyor that enabled the ray of light to shine on the Stone of Remembrance at 11 am on 11th November. Also to solve the complication of daylight saving in 1976 by positioning two mirrors. For this he was awarded the British Empire Medal. Born in 1896 at Armadale he was educated in Ballarat and South Melbourne. He obtained his qualification as a licensed surveyor at the Working Men's College (now RMIT) in 1919 on returning from war. He was partner in 'Doolan and Goodchild' through the hardships of the Great Depression. Then joined firm of Mendell, Gillespie and Charleman - being supported by Legatee Jim Gillespie. He went on to Lecturer of surveying at the Working Men's College from 1926 to 1938. Then he was assisted by Legatee Alan Murray to a position with the Valuers Section of the Department of Interior. In 1953 he was promoted to be Chief Property Officer for Victoria retiring in 1961. The page from the Bulletin from 18 August 1988 shows the names of many donors that had paid tribute to Frank. A few sentiments were included by some: 'A quiet, loveable and outstanding Legatee.' 'He was my friend, guide and mentor during the 14 happy years I spent in Legacy.' The information was part of an album of past presidents from 1965 to 1989. The folder included biographical details and obituaries, eulogies and death notices of prominent Legatees. The items have been catalogued separately.Part of the collection of material held by Melbourne Legacy on Legatee Frank Doolan a prominent member of Legacy. The information was collected to record the lives of prominent legatees in a folder.Typed A4 document x 2 pages of the life of Legatee Frank Doolan and one page from the Bulletin with donations received in his memory.eulogy, frank doolan, ray of light, shrine of remembrance, ilc, donations -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photo - Little Gem tintype, Possibly American Studio, Portrait of a child
The tintype (or ferrotype or Melainotype) was produced on metallic sheet (not, actually, tin) instead of glass. The plate was coated with collodion and sensitized just before use. It was introduced by Adolphe Alexandre Martin in 1853. The most common size was about the same as the carte-de-visite, 5.5cm x 9.0cm, but both larger and smaller ferrotypes were made. The smallest were "Little Gem" tintypes, about the size of a postage-stamp, made simultaneously on a single plate in a camera with 12 or 16 lenses. They were often produced by travelling photographers, and were cheaper than Ambrotypes so made photography available to working classes, not just to the more well-to-do. The print would come out laterally reversed (as one sees oneself in a mirror). Being quite rugged, tintypes could be sent by post. Tintypes were eventually superseded by gelatin emulsion dry plates in the 1880s, though street photographers in various parts of the world continued with this process until the 1950s. (Above information abridged from http://www.rleggat.com/photohistory/history/tintype.htm) The firm of Gove and Allen opened in Sydney in 1880 and were responsible for the belated popularizing of the gem tintype in Australia. The firm traded as both The American Gem Studio and The American Studio. Others franchises were opened in Melbourne, Ballarat and Sandhurst (Bendigo). The Sandhurst branch closed in 1882 and Adelaide in 1884. All Gove and Allen studios had ceased trading by 1885. The studio addresses were: 23 King William St, Adelaide; 324 George St, Sydney; 95 Swanston St, Melbourne; Howard Place, Sandhurst; 7 Queen St, Brisbane; The card mounts used in Gove and Allen studios in Australia are identical to those used in America. They were initially made of plain white card with embossing around the oval image opening in the mount while some also had simple geometric and floral printed designs as well. Although Gove and Allen studios produced the majority of gem tintypes in Australia, other studios offered them including: - London, American & Sydney Photo Company, 328 George St, Sydney; - David Edelsten, 55 & 57 Bourke St, Melbourne; - Burman's Portrait Rooms, St. George's Hall, 209 Bourke St, Melbourne; - Bell's Gem Portrait Studio, 57 Bourke St East, Melbourne; - R. H. Kenny, Bridge St, Ballarat; - Marinus W. Bent, Sandhurst (Bendigo); - George Fisher, Victoria; - Anson Brothers, Hobart Town. (Abridged information from http://members.ozemail.com.au/~msafier/photos/tintypes.html) .5) A tintype portrait of a child, attached to a card. little gem, photography, child, portrait -
 Montmorency–Eltham RSL Sub Branch
Montmorency–Eltham RSL Sub BranchEquipment - Instruction Card, Lamps, Signalling Daylight, Short Range, MK II, PMG 1942, 1942
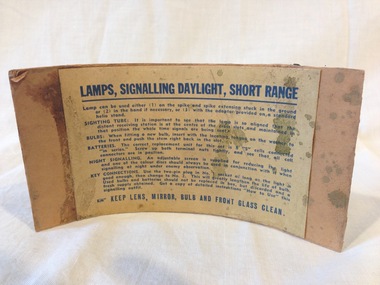
Dark blue printed instructions on paper mounted on a buff coloured cardboard card.LAMPS, SIGNALLING DAYLIGHT, SHORT RANGE Lamp can be used either (1) on the spike and spike extension stuck in the ground or (2) in the hand if necessary, or (3) withe the adaptor provided on a standard helio stand. SIGHTING TUBE: It is important to see that the lamp is so aligned that the distant receiving station is at the centre of the cross slots and maintained in that position the whole time that signals are being sent. BULBS: when fitting a new bulb, insert the locating tongue on the washer to the front and push the stem right back in the slot. BATTERIES: The correct replacment unit for this set is 8 "S" cells connected "in series". Screw up both terminal nuts tightly, ans see thar all connectors are in position. NIGHT SIGNALLING: An adjustable screen is supplied for reducing the light and one of the colour discs should always be used in conjunction with it when signalling at night under enemy observation. KEY CONNECTIONS. Use the two-pin plug in No.1 socket as long as the light is good enough, then cahnge to No.2. This will greatly lengthen the life of bulb. Used bulbs and batteries should not be relaced in the box, but discarded and a fresh supply obtained. Get a copy of detailed instructions "How to Use" this signalling outfit. KEEP LENS, MIRROR, BULB AND FRONT GLASS CLEAN.instructions, lamp, signalling, daylight, short range -
 Ballarat Tramway Museum
Ballarat Tramway MuseumFunctional object - Fare Token, Electric Supply Co. of Vic (ESCo), 1913
Demonstrates aspects of the Ballarat Tramways fare system at the time of the one man trams, tokens which could be pre purchased by travellers and save time when boarding trams. See notes on file re these eg Reg Item 1801.Fare token- 2d - 21mm diameter - green celluloid - with "B.E.T." in large capitals on front centre of token and words "Ballarat Electric Tramways 1913" on circumference. On reverse in large font "2" and a small font "D" at top of the two - indicating token had a value of two pence. Extract from A. Bradley "The Golden City and its Tramways" about tokens and why. "The ESCo worked out its procedures from its own experience. A "pay as you enter" system was used on city-bound cars, and a "pay as you leave" system on outward-bound cars. On Sundays during busy periods this was reversed on the Gardens lines, but conductors were still required on this line to cope with the heavy summer holiday traffic. Trams 1 to 18 were altered by altering the end seating, placing gates on doorways and "pay as you enter" and "pay as you leave" signs. Once on board, passengers paid their coins into a farebox mounted behind the driver, which was fitted with glass windows and mirrors to enable the driver to see the coins slide into the box - a form of "moral check on passengers". Regular passengers could buy pink or green celluloid tokens at a discount price, to save the motorman having to issue tickets and give change." Stopped being in use in 1921, see Reg Item 1801.1 and 1802. Place of manufacture not known. For other 2d token see Reg. Item 1943 and 2488 page 31. See Reg. Item 2514 for H.P. James notes on the token system. 1794.1 - added 18/4/2009 - donation of Lyall Denning Related documents provides some information on the value of the items. eBay sale 15/10/2006 $20 - eBay slip with worksheet - see related items.trams, tramways, tickets, tokens, esco, one man trams -
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaArticle, Kerrie O'Brien, Want to peek inside Melbourne’s finest mansions and buildings? This is your chance, 30 June 2022
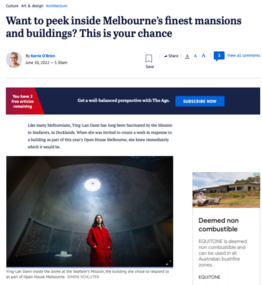
Open House 2022: "Like many Melburnians, Ying-Lan Dann has long been fascinated by the Mission to Seafarers, in Docklands. When she was invited to create a work in response to a building as part of this year’s Open House Melbourne, she knew immediately which it would be. Taking a peek behind the closed doors of some of Melbourne’s finest and most interesting buildings is a core premise of the weekend event, now in its 15th year. During that time, the program has grown from half a dozen buildings to a 200-plus strong list that extends to Ballarat and Bendigo. “[It’s] much more expansive and citizen-led,” says Fleur Watson, Open House Melbourne’s executive director. “As a public festival, it has always had a spirit of generosity, this gesture of opening up and allowing visitors to come and look and experience things.” Swinging open their doors at the end of the month will be some of the city’s finest mansions, including Villa Alba in Kew and Brighton’s Billilla, the Cairo flats in Fitzroy, the newly renovated Jewish Museum designed by Kerstin Thompson, the Melbourne Quakers Centre, the Albanian Mosque in Carlton North and many more. Considering how to approach the event this year, held remotely for the past two, Watson decided to explore beyond the traditional, with associate professor and director of curatorial practice at Monash University Tara McDowell. The two have co-curated an exhibition of works to run concurrently with the Open House program, called Take Hold of the Clouds. That’s where Dann’s work, Circular Temporalities, comes in, one of seven commissions around town in which local and international artists respond to chosen buildings or sites. A lecturer in interior design at RMIT as well as an artist, she is interested in time and finding different mediums to show things in flux and, having grown up on Phillip Island, she often uses water as a theme. When she started spending time at the Mission, Dann found there was an oculus at the top of the dome, known as the Norla Dome. She thought about how that small but significant opening related to where sailors spent so many months of the year, the sky being the only thing they would see much of the time, stars guiding the way in times gone by, and of the recent stories she’d heard about sailors being trapped at sea during COVID. Built in the Arts and Craft style between 1916 and 1919 and designed by architect Walter Butler, the Mission includes a chapel, clubroom, Chaplain’s house, a small cottage and the Norla Dome, which was apparently inspired by the Pantheon. The Mission was funded by the government and the Ladies Harbour Lights Guild, who Dann was also intrigued by. “One of the things those women identified is that life at sea is very dangerous [and they] wanted to give them a space of sanctuary and support,” she says, adding that for many years, the dome was used as a gymnasium. Her work inside the dome includes a 35-minute loop film, recorded from the ferry during the crossing from Queenscliff to Sorrento. The horizon takes up about a third of the shot and moves as the waves rise and fall, mirroring the journeys made by the sailors who found refuge at the mission over the years; it will be projected onto a gauze-like fabric, allowing glimpses of the building behind. Dann also plans to activate the site over the course of the weekend and will read a poem by Justin Clemens.The articles gives an insight of the création of the artwork by Ying-Lan Dann. digital copy of an article with photographs published in the Ageopen house melbourne, 2022, ying-lan dann, take hold of the clouds, norla dome, exhibition, the age, cultural events -
 Federation University Historical Collection
Federation University Historical CollectionMedal - Numismatics, 'Dead Man's Penny' for Edwin Joseph 'Ted' Cannon, c1919
The Dead Man’s Penny is a commemorative medallion which was presented to the next-of-kin of the men and women from England and the Empire who died during World War One. The Dead Man’s Penny was accompanied by a letter from King George V, stating ‘I join with my grateful people in sending you this memorial of a brave life given for others in the Great War’.[http://nma.gov.au/blogs/education/2010/11/14/dead-mans-penny/] Popularly known as the "Dead Man’s Penny", because of the similarity in appearance to the somewhat smaller penny coin. 1,355,000 plaques were issued, which used a total of 450 tonnes of bronze, and continued to be issued into the 1930s to commemorate people who died as a consequence of the war. [http://en.wikipedia.org/wiki/Memorial_Plaque_(medallion)] It was decided that the design of the plaque was to be picked from submissions made in a public competition. Over 800 designs were submitted and the competition was won by the sculptor and medallist Edward Carter Preston with his design called Pyramus, receiving a first place prize of £250.[http://en.wikipedia.org/wiki/Memorial_Plaque_(medallion)] They were initially made at the Memorial Plaque Factory, 54/56 Church Road, Acton, W3, London from 1919. Early plaques did not have a number stamped on them but later ones have a number stamped behind the lion's back leg. [http://en.wikipedia.org/wiki/Memorial_Plaque_(medallion)] Ted Cannon's plaquette does not have a stamped number. Ted Cannon was a gifted artist and cartoonist who studied at the Ballarat School of Mines Technical Art School. During the Battle of Pozieres on the Western Front Ted Cannon worked with the Scout Platoon sketching the enemy's gun emplacements. Ted proved invaluable to the Brigade and brought he came under the attention of the Australian High Command. On 13 September 1916 Ted was given a special assignment for General C.B.B. White. Ted was sent out forward of the Old Mill at Verbrandenmolen (in the Ypres Salient) to draw a panorama of the German lines in the area from Hill 60 to The Bluff. It was a hazardous task and Ted was warned to be careful. Tragically he was sniped by an enemy machine-gunner and sustained severe abdominal wounds. Stretcher-bearers rushed him to the 17th Casualty Clearing Station where he was operated on by the doctors at 8.30 that night. With little chance of success, but ever resilient, Ted remained conscious almost to the end. He died early in the morning of the 14 September 1916. His body was buried in the large Military Cemetery at Lijssenthoek. The effects of the late Ted Cannon were returned to his parents. These were an autograph book, three brushes, prayer book, housewife, whistle, book, hymn book, curios. Another listing gives his effects as "identity disc, letters, photos, wallet, 2 books, Mexican Dollar, 1 cent (Ceylon), 3 German Straps, Fountain Pen, Cigarette-holder, Franc Note, 50 centimes Note, devotional book, mirror, rosary, scapula, metal ring, two combs, book of views, nail clippers, badges, tie clip, Egyptian stamp.[http://recordsearch.naa.gov.au/scripts/Imagine.asp?B=3202589] Ted Cannon was an only child. It is not known how the 'Dead Man's Penny' came into the ownership of the donor, but it is thought that it may have been left in a house owned by the donor's mother. Further information on Ted Cannon can be found at http://bih.ballarat.edu.au/index.php/Edwin_J._Cannon and http://www.ballarat.edu.au/about-ub/history/art-and-historical-collection/ub-honour-roll/c/edwin-joseph-ted-cannon-1895-1916Large bronze medallion or plaquette featuring an image of Lady Britannia surrounded by two dolphins (representing Britain’s sea power) and a lion (representing Britain) standing over a defeated eagle (symbolising Germany). Around the outer edge of the medallion are the words ‘He died for freedom and honour’. Next to Lady Britannia is the deceased solider’s name, with no rank provided to show equality in their sacrifice. (http://nma.gov.au/blogs/education/2010/11/14/dead-mans-penny) The plaque was distributed throughout the British Empire, and the first plaques were distributed in Australia in 1922 "Returned home" by W. & O. Mayne, 2013. ted cannon, edwin joseph cannon, cannon, world war 1, world war -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Wedding of Sarah Ann Bird (b.1881) to Edward Ernest Pepper (b.1874) held at the Bird family home of "View Hill', Eltham, 1904, 1904
Sarah Bird 4th from left (seated) and Edward Pepper on her left (standing). George Bird, 2nd from right (seated). George Bird her great-grandfather and Sarah Bird and Edward Pepper, her grandparents. [from Evelyn Observer and Bourke East Record, morning edition, 18 November 1904, p. 3:] ORANGE BLOSSOM. The marriage of Miss Sarah A. Bird, eldest daughter of Mr George Bird, of "View Hill," Eltham, to Mr Ernest Edward Pepper, of Diamond Creek, was celebrated at the residence of the bride's parents on Wednesday, 9th November, 1904. The ceremony took place at 4 p.m. and was performed by the Rev Percey Knight, B.A., of Alphington. The bride entered the drawing room with her father who gave her away, and the Wedding March, was nicely played by Miss Wild. The bride was prettily dressed in creme voile nicely tucked and gathered, trimmed with guipure lace and silk ruching, sprays of orange blossom, wreath and veil, and she carried a shower bouquet. Her travelling dress was a very pretty blue. The brides-maids were Miss Ethel Barker dressed in pale green voile trimmed with creme guipure lace and silk ruching; and Miss Button in creme voile, guipure lace, silk ruching; both carried pretty bouquets. The groomsmen were Mr Lorimer, of Diamond Creek, and Mr George Bird, brother of the bride. Between forty and fifty relatives and friends partook of a bountifully provided and nicely laid out breakfast. The usual toasts were honored, and congratulations were freely tendered "to the happy couple". The decorations were very tastefully executed by Miss Beatrice Nelson, and Mr Sayers. The evening was very pleasantly spent in singing, recitations, games, and other suitable pastimes, while others "tipped the light fantastic toe". About 10 p.m., "while all was merry as a marriage bell", the bride and bridegroom departed secretly "to cheat surprise and prying eyes". The presents were numerous and handsome:– Parents of the bride, sewing machine; Miss A. Bird, silver breakfast cruet; Miss N. Bird, bread board and knife; Master A. Bird, pair glass dishes; Master R. Bird, pair photo frames; Mr Sayers, tea set; Miss Kidd, silver jam dish and spoon; Miss Wilkinson, carpet; Mr J. Kilpatrick, cheque; Mr W. Kilpatrick, clock; Miss Kilpatrick, silver butter knife; Mr J. H. Kilpatrick, hand painted mirror; Mrs Kerwin, pictures; Mrs Gilsenan, the handsome wedding cake; Mrs Nelson, Japanese occasional table; Misses Nelson, jugs and candlestick; Mrs Bunker, silver cruet stand; Miss Bunker, hand-painted vases; Miss E. Bunker, epergne; Mr E. Bunker, crumb tray and brush; Miss Jessie Gilsenan, cake stand; Mr Harold Gilsenan, auger basin and ornaments; Mr Lorimer, silver breakfast cruet; Mr A. Collins and Miss Jones, epergne; Miss Cassie Sweeney, jardiniere; Miss Ida and Ollie Cooper, silver butter dish; Miss Mills, large vases; Misses M. and F. Shillinglaw, handsome oak clock; Misses C. and E. Shillinglaw, pair large pictures; Mr Lucas and Miss Sutton, silver butter dish and knife, and silver jam dish and spoon; Miss M. and A. Short, teapot, cheese dish, and tumblers; Mr and Mrs J. Anderson, butter dish; Miss Williams, pen tray; Miss Griffiths, vases; Mr I. Hill, cheque; Miss Wild, biscuit barrel; Mr, Mrs and Miss Brown, trifle bowl and crystal jug; Mrs Weller, water jug and glasses; Mrs Hadfield, pair glass dishes and butter dish; Mr and Mrs Blackney, photo frames; Mr Wilson, beaded basket pin cushion; Mr Linsy, cheque; Mrs Linsy, fruit dish; Mrs Stebbing, pair candle sticks; Mrs Blanchard, pictures.Digital copy of framed sepia photographanderson, bird, blanchard, blackney, bunker, collins, cooper, edward ernest pepper, george bird, george bird jnr, gilsenan, griffiths, hadfield, hill, jones, kerwin, kidd, kilpatrick, linsy, mills, nelson, sarah ann bird, sayers, shillinglaw, short, stebbing, sutton, sweeney, view hill, wedding, weller, wild, wilkinson, williams, wilson, brown, lesley mitchell (nee pepper) collection -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Saw gauge, Henry Disston, 1890-1920
Disston Saw Works of Philadelphia was one of the better known and highly regarded manufacturers of handsaws in the United States. During the Machine Age, the company was known as Henry Disston & Sons, Inc. a supplier of industrial saw blades. History: The story of handsaws in the United States mirrors the technical and development of steel in Sheffield, England, which was the center of handsaw production during the 18th century and through most of the 19th century. England's political and economic lock-on steel making in the colonies held American saw makers at bay until well after the Revolutionary War. American steel producers were unable to compete until the US government introduced import tariffs to level the playing field in 1861. Henry Disston: Henry Disston (1819–1878) began his career as an American saw maker in Philadelphia. He had emigrated from England in 1833 and started making saws and squares in 1840. In 1850, he founded the company that would become the largest saw maker in the world, the Keystone Saw Works. Some five years later, Disston built a furnace—perhaps the first melting plant for steel in America and began producing the first crucible saw steel ever made in the United States. While his competitors were buying good steel from Britain, he was making his own, to his specification, for his own needs. Disston subsequently constructed a special rolling mill exclusively for saw blades. Over the following decade, the Disston company continued to grow, even while dedicating itself to the Union Army's war effort. In 1865, when his son Hamilton Disston rejoined the business after serving in the Civil War, Disston changed the company's name to Henry Disston & Son. Henry Disston and his sons began to set the standards for American saw makers, both in terms of producing high-quality saws and files in 1865 through his development of innovative manufacturing techniques. In September 1872, Henry Disston and two other men dug a part of the foundation for what was to become the largest saw manufacturing facility in the world: Disston Saw Works. This was in the Tacony section of Philadelphia. Having previously moved his expanding business from near Second and Market Streets to Front and Laurel Streets. It took over 25 years to move the entire facility to Tacony. Henry Disston was renowned for having one of the first industries that exhibited environmental responsibility, as well as a paternalistic view towards his employees. For example, he had thousands of homes built in Tacony for his workmen. Funds to purchase these homes were made available through a building and loan association set up by the Disston firm. His caring influence on the community was evident in everyday life. To meet employees' cultural needs, a hall and a library were built with Henry Disston agreeing to pay a fixed sum towards its maintenance. The Tacony Music Hall was erected in 1885, also with the assistance of Disston money. Henry Disston had fallen ill by 1877 and never truly recovered; he suffered a stroke and died the next year. This came only one and a half years after seeing his products receive the highest honors at the great Philadelphia Centennial Exposition of 1876. His vision of a working-class community and the completion of the transfer of his enormous saw plant was carried out by his wife and his sons. The company, by the early 20th century, cast the first crucible steel in the nation from an electric furnace in 1906. The firm's armor-plate building near Princeton Avenue and Milnor Street contributed tremendously to the World War II effort. But the company's innovation and industriousness would not last forever. In 1955, with mounting cash-flow problems and waning interest on the family's part to run the firm, Henry Disston and Sons were sold to the H.K. Porter Company of Pittsburgh. Porter's Disston Division was sold in 1978 and became the Henry Disston Division of Sandvik Saw of Sweden. This division was then sold in 1984 to R.A.F. Industries of Philadelphia and became known as Disston Precision Incorporated, a maker of specialized flat steel products. In 2013, R.A.F. Industries sold Disston Precision Inc. in a private sale. Although the company has ceased making Disston handsaws, the Disston brand name still exists in this firm. A tool used to set and sharpen cross cut saws used to fell trees for building construction made by a well known American maker whos firm pioneered the making of saws and their related items including files.combination cross cut saw raker and gauge/jointerDisston USA in the castingflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Keg Spigot/Tap, Circa 1855
When the Schomberg was launched in 1855, she was considered the "Noblest” ship that ever floated on the water. Schomberg's owners, the Black Ball Line had commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen for £43,103 and constructed with 3 skins. One planked fore and aft and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). Her First Class accommodation was simply luxurious with velvet pile carpets, large mirrors, rosewood, birds-eye maple and mahogany timbers throughout, soft furnishings of satin damask, and oak-lined library with a piano. Overall she had accommodation for 1000 passengers. At the launch, the Schomberg's 34-year-old master, Captain 'Bully' Forbes, had promised to reach Melbourne in sixty days stating, "with or without the help of God." Captain James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships; Marco Polo and Lightning. In 1852 in the Marco Polo, he made the record passage from London to Melbourne in 68 days. Unfortunately, there were 53 deaths on the voyage, but the great news was off the record passage by Captain Forbes. In 1854 he took the clipper “Lighting” to Melbourne in 76 days and back in 63 days, this record was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his previous records. He cared little for the comfort of the passengers. On this, the Schomberg's maiden voyage, he was determined to break existing records. Schomberg departed Liverpool on her maiden voyage on 6th October 1855 flying a sign that read "Sixty Days to Melbourne". She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. The ship and cargo were insured for $300,000 a fortune for the time. The winds were poor as she sailed across the equator, slowing Schomberg's journey considerably. The land was first sighted on Christmas Day, at Cape Bridgewater near Portland, Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the third mate Henry Keen, who reported land about 3 miles off. Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26th December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes's map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to Schomberg and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the SS Queen at dawn and signalled the steamer. The master of the Queen approached the stranded vessel and all of Schomberg’s passengers and crew disembarked safely. The Black Ball Line's Melbourne agent sent a steamer to retrieve the passengers' baggage from the Schomberg. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot. Local merchants Manifold & Bostock bought the wreck and cargo but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 after two of the men drowned when they tried to reach Schomberg, salvage efforts were abandoned. In 1870, nearly 15 years after the wreck parts of the Schomberg had washed ashore on the south island of New Zealand. The wreck now lies in almost 9 metres of water and although the woodwork is mostly disintegrated the shape of the ship can still be determined due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby. There have been many other artefacts salvaged from the wreck include ship fittings and equipment, personal effects, a lithograph, tickets and photographs from the Schomberg. This item was retrieved from the shipwreck site during early salvage efforts on the vessel. And was donated to the Flagstaff Hill collection of Schomberg shipwreck artefacts.This artifact is particularly significant in that along with other items salvaged from the wreck have helped in part to having legislation changed to protect shipwrecks, with far tighter controls being employed to oversee the salvaging of wreck sites. This item forms part of the Schomberg collection at Flagstaff Hill maritime museum. The collection as a whole is of historical and archaeological significance at a State level. Flagstaff Hill’s collection of artefacts from the Schomberg is also significant for its association with the Victorian Heritage Registered Schomberg shipwreck (VHR S 612). The collection is of additional significance because of the relationship between the objects salvaged, as together they help us to interpret the story of the Schomberg. The collection as a whole is historically significant for representing aspects of Victoria's maritime history and its potential to interpret social and historical themes from society at the time of the wreck. Brass keg spigot valve/tap, Schomberg Artifact Reg No S/94.Nonewarrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, schomberg, shipwrecked-artefact, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen, keg tap, brass keg tap -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Container
When the Schomberg was launched in 1855, she was considered the "Noblest” ship that ever floated on the water. Schomberg's owners, the Black Ball Line had commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen for £43,103 and constructed with 3 skins. One planked fore and aft and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). Her First Class accommodation was simply luxurious with velvet pile carpets, large mirrors, rosewood, birds-eye maple and mahogany timbers throughout, soft furnishings of satin damask, and oak-lined library with a piano. Overall she had accommodation for 1000 passengers. At the launch, the Schomberg's 34-year-old master, Captain 'Bully' Forbes, had promised to reach Melbourne in sixty days stating, "with or without the help of God." Captain James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships; Marco Polo and Lightning. In 1852 in the Marco Polo, he made the record passage from London to Melbourne in 68 days. Unfortunately, there were 53 deaths on the voyage, but the great news was off the record passage by Captain Forbes. In 1854 he took the clipper “Lighting” to Melbourne in 76 days and back in 63 days, this record was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his previous records. He cared little for the comfort of the passengers. On this, the Schomberg's maiden voyage, he was determined to break existing records. Schomberg departed Liverpool on her maiden voyage on 6th October 1855 flying a sign that read "Sixty Days to Melbourne". She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. The ship and cargo were insured for $300,000 a fortune for the time. The winds were poor as she sailed across the equator, slowing Schomberg's journey considerably. The land was first sighted on Christmas Day, at Cape Bridgewater near Portland, Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the third mate Henry Keen, who reported land about 3 miles off. Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26th December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes's map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to Schomberg and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the SS Queen at dawn and signalled the steamer. The master of the Queen approached the stranded vessel and all of Schomberg’s passengers and crew disembarked safely. The Black Ball Line's Melbourne agent sent a steamer to retrieve the passengers' baggage from the Schomberg. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot. Local merchants Manifold & Bostock bought the wreck and cargo but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 after two of the men drowned when they tried to reach Schomberg, salvage efforts were abandoned. In 1870, nearly 15 years after the wreck parts of the Schomberg had washed ashore on the south island of New Zealand. The wreck now lies in almost 9metres of water and although the woodwork is mostly disintegrated the shape of the ship can still be determined due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby. There have been many other artefacts salvaged from the wreck include ship fittings and equipment, personal effects, a lithograph, tickets and photographs from the Schomberg. This ceramic container was retrieved from the shipwreck site during early salvage efforts on the vessel. And was donated to the Flagstaff Hill collection of Schomberg shipwreck artefacts.The ceramic container is particularly significant in that along with other items from the wreck have helped in part to having legislation changed to protect shipwrecks, with far tighter controls being employed to oversee the salvaging of wreck sites. This item forms part of the Schomberg collection at Flagstaff Hill maritime museum. The collection as a whole is of historical and archaeological significance at a State level. Flagstaff Hill’s collection of artefacts from the Schomberg is also significant for its association with the Victorian Heritage Registered Schomberg shipwreck (VHR S 612). The collection is of additional significance because of the relationship between the objects salvaged, as together they help us to interpret the story of the Schomberg. The collection as a whole is historically significant for representing aspects of Victoria's maritime history and its potential to interpret social and historical themes from society at the time of the wreck.Stoneware Container with lid, white in colour,Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, container, shipwrecked-artefact, schomberg, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - DE LACY EVANS/ELLEN TREMAYE
Edward (Edmund) de Lacy Evans was really Ellen Tremaye; and in 1856 she married her fellow passenger on her voyage to Australia, Mary Delahunty; under the assumed name of EDMUND De Lacy. In 1859 he/she married Sarah Moore. They were married for eight years when in 1867 she died in childbirth. In 1868 after Sarah had died; Ellen, now known as EDWARD de Lacy Evans married Julia Mary Marquand in Ballarat. From the Melbourne Argus Friday 5th Sept 1879, Page 7 THE EXTRAORDINARY PERSONATION CASE. [BY ELECTRIC TELEGRAPH. FROM OUR OWN CORRESPONDENT.) SANDHURST, THURSDAY. The De Lacy Evans case has created great excitement here. The man-woman having resided in the district for about 20 years, was well known amongst the miners, but no one appeared ever to have supposed that she was other than as she represented herself to be, and the discovery of her sex has caused the greatest astonishment. The police have not yet moved in the matter of the discovery of her antecedents, but from the result of inquiries I have made, there seems to be no room to doubt that the woman is identical with the girl Ellen Tremaye, referred to in yesterday's telegram as having arrived at Melbourne by the ship Ocean Monarch in June, 1857. The nurse at the hospital, Mrs. Holt, is positive she is the same, and says the opinion was held amongst those on board the vessel that Tremaye had been well connected, and that she had left home in consequence of some misconduct. The Ocean Monarch was an immigrant vessel, and on the voyage Tremaye and another young woman, named Rose Kelly, were very intimate, but the latter, being seized with a dangerous illness, was left at Rio Janiero. Mrs. Evans, the wife of the supposed man, states that she frequently heard Evans say that she came out by the Ocean Monarch. But the most satisfactory information of Evans' previous history yet received has been obtained from a Mrs. Thompson, a charwoman at Myers' Creek, who was also a shipmate of the girl Tremaye. At the time she made the voyage she was unmarried, and was accompanied by Miss Mary Ann Delahunty, a young lady who was very well connected, and who came from the same village as herself, named Monakine, on the north bank of the river Suir, in Kilkenny. Miss Delahunty was an orphan and brought with her about £900. After Rose Kelly was taken ill, Tremaye resorted to Miss Delahunty's berth, and the passengers appeared to think there was something strange about the manner in which Tremaye conducted herself, and she had been observed to wear a man's under-clothing. Upon the arrival of the ship in Hobson's Bay, Tremaye declared herself to be a man, and told Mrs. Thompson she intended to marry Miss Delahunty. The next Mrs. Thompson saw of Ellen Tremaye was at Peg-leg Gully, Eaglehawk. Tremaye had just established herself in a house there under the name of Edward de Lacy Evans, and Mrs. Thompson went to serve them with milk. When she went to the house, she saw Evans sitting inside dressed in male attire, and immediately recognised him as her fellow passenger, Ellen Tremaye. Evans had, at this time, married his second wife, Miss Moore, who was then present. Evans re-marked to her—"I think I know you." To which Mrs. Thompson replied—"I know you, too," and added something to the effect that Ellen (referring to Tremaye) was a queer girl." Oh, said Evans, evidently anxious that his then wife should not understand Mrs. Thompson's reference, "It's a good job she is gone back to the old country." Mrs. Thompson inquired as to what had become of Miss Delahunty, and Evans replied, "Oh, my poor wife and boy both died of consumption, and are buried in the North Melbourne cemetery. " In reply to an inquiry as to what had been done with her (Delahunty's) money, Evans said she had sent it home to a nunnery. Evans's then wife had been absent during a portion of this conversation, but at this point she returned, and Evans went outside to the milkwoman, and said, "For your life don't mention my dead wife's name ; call me Mr. Evans. This missus of mine is death on the Roman Catholics, and she can't bear to hear my dead wife's name mentioned." This conversation took place about 12 or 14 years ago, and Mrs. Thompson seems to have quite believed that Evans had personated a woman under the name of Ellen Tremaye on the voyage out and was really a man. She lost sight of Evans soon afterwards, and took no further notice of the affair.Ballarat, Information re De Lacy Evans/Ellen Tremaye - various printed accounts of male impersonator, De Lacy Evans and his marriages and life in Bendigo and elsewhere. Filed under 'De Lacy Evans': a.Typescript - 'The strange story of Ellen Tremaye' (2 pp,); b.Newspaper cuttings (newspaper unknown): September 4, 1879 and 23rd July 1879. names mentioned on this report are; Evans, Stewart, The Trumpeter Clock, Mr. J. W. Moody, Edward De Lacy Evans, Samuels, Holdsworth, Dr. Cruikshank, Dr J. Boyd, Mr. Sterry J.P. (mayor), Mr. Osborn J.P. Elizabeth Marchment, Cornish United Company Long Gully, Constable Hayes, Mr. F. J. Duffy, Mr. J. Quick. C.Bendigo Advertiser 4th Sept 1879 (12 pages) - pp, 1-9 ''Extraordinary case of the concealment of sex'' (pp. 10-12) ''Interview with Mrs Evans''. Names on these sheets are; Edward De Lacy Evans, Sandhurst (Bendigo), Mr. Samuels, Mr. Holdsworth, Dr. Cruikshank, Dr. J. Boyd, Bendigo Hospital, Mr. Gundry (Warder), Irish, France, Dr. Poland, Mr. Bayne, Mr. Strickland, Kew Lunatic Asylum, Argus (newspaper), Sandhurst Hospital, Bendigo Hospital, County Kilkenny Ireland, Mrs Holt (Matron), Ellen Tremayne, Treneage, Eaglehawk, Sarah Moore, Mr. John J. Hall, Mr. George Willan, Buick Henderson and Co,. Pall Mall, Miss Julia Marquahand, Ballarat, Presbyterian Church, Rev. W. Henderson, Paris, Ellen McCormick, , Duncan Uquhart, Anne Dora (Welshman), Pleasant Creek, New Chum Extended Company, Julia Mary, Quarry Hill, Constable Bradley, General Sir Charles De Lacy Evans, Francis Bros Drapers of Pall Mall, Stawell, Allingham Drapers, View Grove Cottage Quarry Hill, Mrs Lofts Denmark Cottage Hargreaves Street, Jersey Cottage off Russell Street Quarry Hill, Great Southern Company, Sea Company, d.Single column entry, Bendigo Advertiser Dec 15th 1879: ''De Lacy Evans''. Names in the article; Ellen Tremayne, Sandhurst, Stawell, The Herald, Mr. F. Hilton, Diorama and Mirror of Australia, Horsham, The Horsham Times, Ireland. e. Newspaper article, by David Horsfall, Bendigo Advertiser Jan 10th 1990 (Title??) with photo of De Lacy Evans (standing); f.Newspaper article (poor legibility) Bendigo Advertiser Aug 27th 1901 ''Death of De Lacey Evans''; g.Newspaper article (undated) by Frank Cusack: ''Forgotten Bendigonians - Bendigo Goldfields und…??'' h.Journal article(3 pp.), The Medical Journal of Australia, Aug 26, 1978 by J R B Ball & R Emmerson: ''A case of personation'';i. copy of page #210 from unknown book (heading:'' Mount Royal Hospital'' j.27 pp.headed ''The Man-Woman Mystery'' (from bound book - binding visible - and copy in the Mitchell Library, publisher; W. Marshall, Royal Lane, Melbourne and Record Office, Emerald Hill with page (no page number) referring to two relevant documents ''The originals of these documents can be seen in the Hall'';Bendigo Advertiserjohn baptiste loridan, ellen tremaye, sarah moore, julia mary marquand, mary delahunty, de lacy evans, de lacy, edward de lacy evans, edmund de lacy, bendigo -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWeapon - Cannon, Alexander Hall and Son, c. 1855
The Schomberg Cannon was recovered from the 1855 wreck of the SCHOMBERG in 1974 by Flagstaff Hill divers Peter Ronald, Colin Goodall and Gary Hayden. The wreck site was discovered in August 1973 by Stan McPhee and John Laidlaw. ABOUT THE SCHOMBERG When SCHOMBERG was launched in 1855, she was considered the “Noblest ship that ever floated on water.” SCHOMBERG’s owners, the Black Ball Line, commissioned the ship for their fleet of passenger liners. The ship was built by Alexander Hall of Aberdeen at a cost of £43,103. It was constructed with three skins: one planked fore and aft and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). Its first-class accommodation was simply luxurious; velvet pile carpets, large mirrors, rosewood, birds-eye maple, mahogany, soft furnishings of satin damask; an oak-lined library and a piano. Overall she had accommodation for 1000 passengers. At the launch, the SCHOMBERG’s 34-year-old master, Captain ‘Bully’ Forbes, had promised Melbourne in 60 days, "with or without the help of God." James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships; MARCO POLO and LIGHTNING. In 1852 in the MARCO POLO he made the record passage from London to Melbourne in 68 days. There were 53 deaths on the voyage but the great news was of the record passage by the master. In 1954 Captain Forbes took the clipper LIGHTNING to Melbourne in 76 days and back in 63 days, this was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his own records. He cared little for the comfort of the passengers. On this, the SCHOMBERG’s maiden voyage, he was going to break records. SCHOMBERG departed Liverpool on her maiden voyage on 6 October 1855 flying the sign “Sixty Days to Melbourne”. The ship departed with 430 passengers and 3000 tons of cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, and 90,000 gallons of water for washing and drinking. It also carried 17,000 letters and 31,800 newspapers. The ship and the cargo was insured for $300,000, a fortune in those times. The winds were poor as she sailed across the equator, slowing SCHOMBERG’s journey considerably. Land was first sighted on Christmas Day, at Cape Bridgewater near Portland, and Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the Third Mate Henry Keen, who reported land about 3 miles off, Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26 December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes’s map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to SCHOMBERG and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted SS QUEEN at dawn and signalled the steamer. The master of the SS QUEEN approached the stranded vessel and all of SCHOMBERG’s passengers and crew were able to disembark safely. The SCHOMBERG was lost and with her, Forbes’ reputation. The Black Ball Line’s Melbourne agent sent a steamer to retrieve the passengers’ baggage from the SCHOMBERG. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot! Local merchants Manifold & Bostock bought the wreck and cargo, but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 after two of the men drowned when they tried to reach SCHOMBERG, salvage efforts were abandoned. Parts of the SCHOMBERG were washed ashore on the south island of New Zealand in 1870, nearly 15 years after the wreck. The wreck now lies in almost 9 metres of water. Although the woodwork is mostly disintegrated the shape of the ship can still be seen due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby. Flagstaff Hill holds many items salvaged from the SCHOMBERG including a ciborium (in which a diamond ring was concealed), communion set, ship fittings and equipment, personal effects, a lithograph, tickets and a photograph from the SCHOMBERG. One of the SCHOMBERG bells was in the old Warrnambool Library. The Schomberg cannon is currently on loan to the Port Campbell Visitor Information Centre.The SCHOMBERG collection is of historical and archaeological significance at a State level, listed on the Victorian Heritage Register VHR S612. Flagstaff Hill’s collection of artefacts from the SCHOMBERG is significant for its association with the Victorian Heritage Registered shipwreck. The collection is primarily significant because of the relationship between the objects, as together they have a high potential to interpret the story of the SCHOMBERG. The SCHOMBERG collection is archaeologically significant as the remains of an international passenger ship. The shipwreck collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the shipwreck and the ship, which was designed to be the fastest and most luxurious of its day. The SCHOMBERG collection meets the following criteria for assessment: Criterion A: Importance to the course, or pattern, of Victoria’s cultural history. Criterion B: Possession of uncommon, rare or endangered aspects of Victoria’s cultural history. Criterion C: Potential to yield information that will contribute to an understanding of Victoria’s cultural history.Cannon; 6-POUNDER (6pdr) smooth bore cannon, mounted on a wooden frame. The cannon has a metal lug on each side. It is commonly known as the Schomberg cannon. It was recovered from the wreck of the Schomberg in 1974.warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, schomberg, shipwrecked-artefact, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen, cannon, the schomberg cannon, schomberg cannon, peterborough, 1855, sailing ship -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, S.S. Schomberg, 1988
This model of the clipper ship SS Schomberg was researched and constructed to a scale of 1:64 by David Lumsden in 1988. When the Schomberg was launched in 1855, she was considered the "Noblest” ship that ever floated on the water. Schomberg's owners, the Black Ball Line had commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen for £43,103 and constructed with 3 skins. One planked fore and aft and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). Her First Class accommodation was simply luxurious with velvet pile carpets, large mirrors, rosewood, birds-eye maple and mahogany timbers throughout, soft furnishings of satin damask, and oak-lined library with a piano. Overall she had accommodation for 1000 passengers. At the launch, the Schomberg's 34-year-old master, Captain 'Bully' Forbes, had promised to reach Melbourne in sixty days stating, "with or without the help of God." Captain James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships; Marco Polo and Lightning. In 1852 in the Marco Polo, he made the record passage from London to Melbourne in 68 days. Unfortunately, there were 53 deaths on the voyage, but the great news was off the record passage by Captain Forbes. In 1854 he took the clipper “Lighting” to Melbourne in 76 days and back in 63 days, this record was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his previous records. He cared little for the comfort of the passengers. On this, the Schomberg's maiden voyage, he was determined to break existing records. Schomberg departed Liverpool on her maiden voyage on 6th October 1855 flying a sign that read "Sixty Days to Melbourne". She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. The ship and cargo were insured for $300,000 a fortune for the time. The winds were poor as she sailed across the equator, slowing Schomberg's journey considerably. The land was first sighted on Christmas Day, at Cape Bridgewater near Portland, Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the third mate Henry Keen, who reported land about 3 miles off. Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26th December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes's map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to Schomberg and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the SS Queen at dawn and signaled the steamer. The master of the Queen approached the stranded vessel and all of Schomberg’s passengers and crew disembarked safely. The Black Ball Line's Melbourne agent sent a steamer to retrieve the passengers' baggage from the Schomberg. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot. Local merchants Manifold & Bostock bought the wreck and cargo but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 after two of the men drowned when they tried to reach Schomberg, salvage efforts were abandoned. In 1870, nearly 15 years after the wreck parts of the Schomberg had washed ashore on the south island of New Zealand. The wreck now lies in almost 9 metres of water and although the woodwork is mostly disintegrated the shape of the ship can still be determined due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby. There have been many other artefacts salvaged from the wreck include ship fittings and equipment, personal effects, a lithograph, tickets and photographs from the Schomberg. This item was retrieved from the shipwreck site during early salvage efforts on the vessel. And was donated to the Flagstaff Hill collection of Schomberg shipwreck artefacts.This artifact is particularly significant in that along with other items salvaged from the wreck have helped in part to having legislation changed to protect shipwrecks, with far tighter controls being employed to oversee the salvaging of wreck sites. This item forms part of the Schomberg collection at Flagstaff Hill maritime museum. The collection as a whole is of historical and archaeological significance at a State level. Flagstaff Hill’s collection of artefacts from the Schomberg is also significant for its association with the Victorian Heritage Registered Schomberg shipwreck (VHR S 612). The collection is of additional significance because of the relationship between the objects salvaged, as together they help us to interpret the story of the Schomberg. The collection as a whole is historically significant for representing aspects of Victoria's maritime history and its potential to interpret social and historical themes from society at the time of the wreck.Wooden model of the clipper ship SS Schomberg. The three masts are rigged with lines but have no sails. The model is mounted on pedestals on a timber board, exhibited in a glass case. The scale of this model is 1:64.Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ship model, schomberg ship model, 1855, david lumsden, ship model maker, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAccessory - Diamond ring, about 1855
In 1975, 120 years after the sailing ship Schomberg was wrecked, Flagstaff Hill divers (Peter Ronald, Colin Goodall and Gary Hayden) found an ornate communion set amongst the wreckage. The set comprised a jug, ciborium, lid, chalice and plate. The items, apart from the lid, were then displayed at Flagstaff Hill Maritime Village. The lid had etchings that did not match the chalice and sat in storage for several years. Then in 1978, while the marine concretion inside the lid was being examined, a surface layer came loose and revealed a glint of gold that was assumed to be a piece of brass. The layers of concretion were carefully removed and a ring-like band emerged. Further treatment exposed a 'large faceted stone in an intricate gold setting. Weeks later a detailed examination estimated the value of the ring, known as the Schomberg Diamond, to be $7000. When the Schomberg was launched in 1855, she was considered the "Noblest” ship that ever floated on the water. Schomberg's owners, the Black Ball Line had commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen at a cost of £43,103 and constructed with 3 skins. One planked fore and aft and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). Her First Class accommodation was simply luxurious with velvet pile carpets, large mirrors, rosewood, birds-eye maple and mahogany timbers throughout, soft furnishings of satin damask, an oak-lined library with a piano. Overall she had accommodation for 1000 passengers. At the launch, the Schomberg's 34-year-old master, Captain 'Bully' Forbes, had promised to reach Melbourne in sixty days stating, "with or without the help of God." Captain James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships; Marco Polo and Lightning. In 1852 in the Marco Polo, he made the record passage from London to Melbourne in 68 days. Unfortunately there were 53 deaths on the voyage, but the great news was off the record passage by Captain Forbes. In 1854 he took the clipper “Lighting” to Melbourne in 76 days and back in 63 days, this record was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his previous records. He cared little for the comfort of the passengers. On this, the Schomberg's maiden voyage, he was determined to break existing records. Schomberg departed Liverpool on her maiden voyage on 6th October 1855 flying a sign that read "Sixty Days to Melbourne". She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. The ship and cargo were insured for $300,000 a fortune for the time. The winds were poor as she sailed across the equator, slowing Schomberg's journey considerably. Land was first sighted on Christmas Day, at Cape Bridgewater near Portland, Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the third mate Henry Keen, who reported land about 3 miles off. Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26th December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes's map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to Schomberg and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the SS Queen at dawn and signaled the steamer. The master of the Queen approached the stranded vessel and all of Schomberg’s passengers and crew disembarked safely. The Black Ball Line's Melbourne agent sent a steamer to retrieve the passengers' baggage from the Schomberg. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot. Local merchants Manifold & Bostock bought the wreck and cargo but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 after two of the men drowned when they tried to reach Schomberg, salvage efforts were abandoned. In 1870, nearly 15 years after the wreck parts of the Schomberg had washed ashore on the south island of New Zealand. The wreck now lies in almost 9 meters of water and although the woodwork is mostly disintegrated the shape of the ship can still be determined due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby. The actual lid in which the ring was found has not yet been completely identified and could belong to a coffee pot, sugar bowl or maybe a jug or something similar. Although all survived the wreck no-one came forward to claim the valuable diamond. The Schomberg Diamond is currently on display in the Great Circle Gallery. Flagstaff Hill Maritime Village along with the rest of the communion set. Other artefacts salvaged from the wreck include ship fittings and equipment, personal effects, a lithograph, tickets and photographs from the Schomberg. One of the Schomberg bells is in the Warrnambool Library.The Schomberg Diamond is particularly significant in that it played a crucial part in having the legislation changed to protect shipwrecks, with far tighter control over the salvaging of items from wreck sites. This ring is registered as Artefact S/105 in the Schomberg collection, the Schomberg collection as a whole is of historical and archaeological significance at a State level. Flagstaff Hill’s collection of artefacts from the Schomberg is also significant for its association with the Victorian Heritage Registered shipwreck (VHR S 612). The collection is of prime significant because of the relationship between the objects salvaged, as together they help us to interpret the story of the Schomberg. The collection as a whole is historically significant for representing aspects of Victoria's maritime history and its potential to interpret social and historical themes. A mid-Victorian gentleman's solitaire diamond dress ring with a Brazilian cut diamond (cushion cut), one and one-third carat set within an 18 carat yellow gold ring consisting of four claws within an open scroll setting and a divided scroll shank. Colour is classified as 'J', clarity SII. The setting is handmade. warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, schomberg, shipwrecked-artefact, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen, ciborium, ring, schomberg-diamond, schomberg-ring, gentleman's ring, dress ring -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Bell, Schomberg 1855, Before 1855
This bell was the smaller of the two bells rescued by the crew of the Schomberg when it was wrecked in 1855. All of the crew from the Schomberg wreck survived. They carried the two ship’s bells with them as they made their way along the coast, eventually arriving at the home of settler John Manning, who lived at Hopkins Point near Warrnambool. Manning acquired the Schomberg bells, presenting them to two Warrnambool churches: the smaller one to St Joseph’s Catholic Church and the larger bell to St John’s Presbyterian church. The small bell at St Joseph’s developed a crack after about a year and could no longer be used. Thomas Manifold imported a new bell for that church, and the cracked bell was stored at his farm. The property was sold years later to John Logan, who donated the discarded bell to the Warrnambool Museum when it first opened in 1886. The Curator, Joseph Archibald, displayed the bell in the entry. In 1975, the bell was transferred from the Warrnambool Art Gallery to Flagstaff Hill. THE SAILING SHIP, SCHOMBERG: - When the Schomberg was launched in 1855, she was considered the "Noblest” ship that ever floated on the water. Schomberg's owners, the Black Ball Line, had commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen for £43,103 and constructed with 3 skins. One planked fore and aft and two diagonally planked, fastened together with screw-threaded trunnels (wooden rails). Her First Class accommodation was simply luxurious with velvet pile carpets, large mirrors, rosewood, birds-eye maple and mahogany timbers throughout, soft furnishings of satin damask, and an oak-lined library with a piano. Overall, she had accommodation for 1000 passengers. At the launch, the Schomberg's 34-year-old master, Captain 'Bully' Forbes, had promised to reach Melbourne in sixty days, stating, "with or without the help of God." Captain James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships, Marco Polo and Lightning. In 1852, on the ship Marco Polo, he made the record passage from London to Melbourne in 68 days. Unfortunately, there were 53 deaths on the voyage, but the great news was of the record passage by Captain Forbes. In 1854, he took the clipper “Lightning” to Melbourne in 76 days and back in 63 days; this record was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his previous records. He cared little for the comfort of the passengers. On this, Schomberg's maiden voyage, he was determined to break existing records. Schomberg departed Liverpool on her maiden voyage on 6th October 1855, flying a sign that read "Sixty Days to Melbourne". She departed with 430 passengers and 3000 tons of cargo, including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, and 90,000 gallons of water for washing and drinking. She also carried 17,000 letters and 31,800 newspapers. The ship and cargo were insured for $300,000, a fortune for the time. The winds were poor as she sailed across the equator, slowing Schomberg's journey considerably. The land was first sighted on Christmas Day, at Cape Bridgewater near Portland. Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the third mate, Henry Keen, who reported land about 3 miles off. Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26th December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes's map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to Schomberg and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the SS Queen at dawn and signalled the steamer. The master of the Queen approached the stranded vessel and all of Schomberg’s passengers and crew disembarked safely. The Black Ball Line's Melbourne agent sent a steamer to retrieve the passengers' baggage from the Schomberg. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later, one plunderer found a case of Wellington boots, but alas, all were for the left foot. Local merchants Manifold & Bostock bought the wreck and cargo but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 186,4, after two of the men drowned when they tried to reach Schomberg, salvage efforts were abandoned. In 1870, nearly 15 years after the wreck, parts of the Schomberg had washed ashore on the south island of New Zealand. The wreck now lies in almost 9 meters of water, and although the woodwork is mostly disintegrated, the shape of the ship can still be determined due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby.The bell is particularly significant in that along with other items from the wreck helped in part to having the legislation changed to protect shipwrecks, with far tighter controls being employed to oversee the salvaging of wreck sites. This bell forms part of the Schomberg collection at Flagstaff Hill maritime museum. The collection as a whole is of historical and archaeological significance at a State level. Flagstaff Hill’s collection of artefacts from the Schomberg is also significant for its association with the Victorian Heritage Registered Schomberg shipwreck (VHR S 612). The collection is of additional significance because of the relationship between the objects salvaged, as together they help us to interpret the story of the Schomberg. The collection as a whole is historically significant for representing aspects of Victoria's maritime history and its potential to interpret social and historical themes from society at the time of the wreck. A small ship’s bell. The bell bears the ship’s name and year of construction on one side and the name and address of the ship’s builders on the other. These details are deeply engraved into the metal and formed in bold, upper-case lettering. The bell has two bell stands, a left and a right side. Both stands have an Iron pipe made into an inverted ‘Y’ shape with a hole made in the single length and feet attached to a rectangular metal plate at the other two ends. Feet are bolted into a timber base that has a hole drilled through the centre for mounting. Bell's front; “SCHOMBERG” with “1855” below. Bell's back “HALL & SONS (crack splits letter “N”) / BUILDERS (in italics) / ABERDEEN” (crack splits letter “B”).flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, schomberg, silver plated bell, mess bell, bell stands, captain ‘bully’ forbes, alexander hall and son, james baines and company, liverpool’s black ball line, bell, schomberg bell, ship's bell, small bell, st joseph's church, briggs marine, john manning, john logan, warrnambool museum -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFurniture - Decorative Mount, ca. 1873
This hand carved wooden pediment may have originated from a mirror, cabinet, desk or similar piece of furniture. The LOCH ARD: - The Loch Ard got its name from ”Loch Ard” a loch which lies to the west of Aberfoyle, and the east of Loch Lomond. It means "high lake" in Scottish Gaelic. The vessel belonged to the famous Loch Line which sailed many vessels from England to Australia. The Loch Ard was built in Glasgow by Barclay, Curdle and Co. in 1873, the vessel was a three-masted square-rigged iron sailing ship that measured 79.87 meters in length, 11.58 m in width, and 7 m in depth with a gross tonnage of 1693 tons with a mainmast that measured a massive 45.7 m in height. Loch Ard made three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of 29-year-old Captain Gibbs, who was newly married. The ship was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were other items included that were intended for display in the Melbourne International Exhibition of 1880. The voyage to Port Phillip was long but uneventful. Then at 3 am on June 1, 1878, Captain Gibbs was expecting to see land. But the Loch Ard was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4 am the fog lifted and a lookout aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head-on into the wind, the ship lost momentum, the sails fell limp and Loch Ard's bow swung back towards land. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time the ship was among the breakers and the tall cliffs of Mutton Bird Island rose behind. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves subsequently broke over the ship and the top deck became loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of Loch Ard and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as Loch Ard Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael a passenger had raced onto the deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke the open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a complete state of exhaustion, he told the men of the tragedy. Tom then returned to the gorge while the two men rode back to the station to get help. By the time they reached Loch Ard Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. Ten days after the Loch Ard tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of Loch Ard still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some items were washed up into Loch Ard Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced in March 1982. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton majolica peacock- one of only nine in the world. The peacock was destined for the Melbourne 1880 International Exhibition in. It had been well packed, which gave it adequate protection during the violent storm. Today the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck, it has now become Australia's most valuable shipwreck artifact and is one of very few 'objects' on the Victorian State Heritage Register. Ref: LA 6 64 264 The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulation of artefacts from this notable Victorian shipwreck. The collections object is to also give us a snapshot into history so we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. The collections historically significance is that it is associated unfortunately with the worst and best-known shipwreck in Victoria's history. Carved wooden furniture pediment or mount, recovered from the wreck of the Loch Ard. Inscribed plaque on underside. Handwriting on round sticker on edge.Plaque inscription "From Loch Ard wreck Port Campbell 1878 given by Haworth Bros to James Martin Snr Scarsdale" Diagonally on round sticker in pen "R 222A" flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, carved headpiece, furniture, haworth bros, james martin snr, scarsdale, pediment, decorative mount