Showing 514 items
matching stack
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBrick
According to Lloyds Shipping Register 1837-1839, the CHILDREN was built in 1825 at Liverpool and operated by owners Gordon & Co, of London. London registered number 123/1837. James Henty then bought her in 1837 as a three-masted barque of 254 tons, with a hull of “part pitch pine, felt sheathed” and “coppered 1837”. Launceston registered number 6/1837. In 1838 the CHILDREN, under her master Captain H. Browne, completed a successful round trip from Launceston to London (carrying wool and whale oil loaded in Portland), returning in late November of that year (carrying a general cargo including the house bricks). On the 11th January 1839, the CHILDREN sailed from Launceston for Adelaide, with 24 passengers, 14 crew, and an awkward mixed cargo, including 1500 sheep, 8 bullocks, 7 horses, and farming implements, and six whaleboats with associated whaling gear. One account states that when the CHILDREN “put out from port she was light and badly ballasted”. The vessel immediately encountered four days of hurricane force storms, eventually clearing on the early morning of the 14th to “west force 10”, but too late to take accurate measurements of the sun or stars to establish their position relative to the coast. The CHILDREN collided with a limestone stack at the entrance of Childers Cove, and the seas smashed her into pieces within half an hour. All the cargo and 16 lives were lost (including 8 children). The Hentys contributed £150 towards a fund for the 22 survivors at a memorial service held in Launceston later that year. It was a major financial setback for the Henty’s, but one from which they recovered. In a submission to the Governor of New South Wales dated 24 March 1840, the Henty’s summarised their work over the previous six years of settlement: “Six stations have been occupied, one at Portland Bay…three at the open country about 60 miles inland called ‘Merino Downs’…They have erected two houses at Portland Bay and two others at Merino Downs”. The shipwreck of the CHILDREN is of State significance ― Victorian Heritage Register S116Fired brick from the wreck of the Children, flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, children -
 National Wool Museum
National Wool MuseumDocument - The Fading Dream of Australian Home Ownership, Design and Photograph, Judy Turner, 1989
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Folio page depicting three items attached to a black card background. One item is a title written in black ink on white background, another is a photograph of a quilt, the third shows a hand drawn sketch of a house with a verandah.Front: [handwritten] 95 / Judy Turner / The fading dream of / Australian Home Ownership. / Initial sketch while / deciding how to depict / the Fading Dream of / Australian Home Ownership.quilt, wagga, home, house, housing affordability, design -
 National Wool Museum
National Wool MuseumTextile - Quilt, Judy Turner, The Fading Dream of Australian Home Ownership, 1989
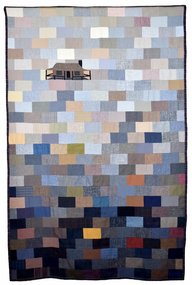
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Quilt featuring block pieces in tones of grey, blue, tan and brown, graduating in light to dark tones from top to bottom. The top third features a house with a verandah.quilt, wagga, home, house, housing affordability, design -
 National Wool Museum
National Wool MuseumDocument - The Fading Dream of Australian Home Ownership, Design and Fabric Sample, Judy Turner, 1989
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Folio page depicting three items attached to a black card background. One item is a red, blue, black and white textile sample, another is a hand drawn sketch of a house, the third shows hand written text on lined paper in black ink.Front: [handwritten] Final / design / for housequilt, wagga, home, house, housing affordability, design -
 National Wool Museum
National Wool MuseumDocument - The Fading Dream of Australian Home Ownership, Letters, Judy Turner et al, 1991
‘The Fading Dream of Australian Home Ownership’ was made by Judy Turner in 1989 for her son Nicholas (then 14 years) after a family discussion about mortgages and rising interest rates (17% at the time), out of concern for his generation. “Perhaps this will keep my son warm when he can’t afford a house”, wrote Judy at the time. As a quilting teacher for over thirty years, Judy was well aware of the ‘wagga’ tradition of making do with what you have and reusing resources to make something useful. The quilt was made using approximately 270 different men’s woollen suiting samples. The fabrics in the quilt were a gift from Micheal Haze who was a travelling men’s ware salesman and friend of the artist’s late husband. The suiting samples were used just as they were, without cutting, and are stacked liked house bricks. The pieces have been machine pieced and tied. The quilt has woollen backing, with no batting. Judy’s son Nicholas, always interested in drawing, and keen to see what his mother was making, helped with the drawing and design of the house. The quilt has been exhibited in Canberra, Armidale and Sydney and featured in publications in Australian and Japan. Judy’s work has been exhibited Nationally and Internationally, including in Japan, Korea, Germany, Switzerland and the United States of America. Judy’s work has featured extensively in publications around the world, and has received many awards. Her work is held in public and private collections across Australia and the USA. As well as a successful career as an artist, Judy spent three decades imparting skills to the next generation as a patient and skilled teacher. ARTIST STATEMENT The medium of my artistic practice is quilt making and my focus is the use of colour and speedy, accurate and efficient methods of making successful quilts. In 1995 I developed an original technique of applying woollen yarn to a woollen background, focusing on the subtle blending of colour to express an idea. Author of Awash With Colour (1997) and co-author with Margaret Rolfe of Successful Scrap Quilts (2002).Two typed letters held together with a staple. The first letter has a grey printed letter head which includes a logo of a person with wings holding a heart.[printed] PATCHWORK QUILT TSUSHINquilt, wagga, home, house, housing affordability, design -
 Tatura Irrigation & Wartime Camps Museum
Tatura Irrigation & Wartime Camps MuseumPhotographic plates, : AUSTRAL DRY PLATE, T. Baker & Co., Austral Laboratory, Glass photographic plates, c.1900
Glass photographic plates discovered by Mr. Jack Smith in the ceiling of the weatherboard cottage attached to Williams Bros. Store, cnr. Hogan & Thomson Streets, in 1973. Mr Smith had purchased the Cleckheaton Woolen Mills factory which had been built around the original Williams Store, c. 1960. Gifted to Tatura Museum in 1992 by Jack Smith, 55 Service Street Tatura, 3616. Frank Williams family & house, Tatura.|Baptist hymns.|Goulburn River.|Victorian coastal scenery. Glass photographic plates and prints consisting of:|Members of Francis Williams family.|Williams home, Hogan Street, Tatura.|Hymns from Glass photographic plates. (28 plates and 5 prints) - Photographic prints (3) Possibly members of Francis Williams family,| c. 1900 . Two of the same two men standing in the base of an aged, giant gum tree; one of gig and tied up horse.|PLATES :|Small girl in best frock on cane stool.|* Parents and small girl standing.|* Mr and Mrs Williams sen. standing in front of their home in Hogan Street near Presbyterian Church. Note: the picket fence.|* Wiiliams' daughters on picnic at Goulburn River. c. "Picnic at Hanging Rock" film era.|* Young lady seated on cane chair (High pleated collar and bib on frock)|* Two small sisters - one with elaborate black lace collar on her frock, the other seated on a cane chair, holding her doll. c.1900|* Gaunt aged gum tree with two men standing in V-shaped hole in base, Goulburn River.|* Horse tied to tree beside Goulburn River.|Note: All above items in box marked "Austral Dry Plates".|* 18 glass plates of hymns from Baptist hymn book.|Note: The Williams family were devout Baptists.|* Plate of rugged coastline ? Great Ocean Way Victoria?|* Plate of rock stacks - ? " London bridge and smaller bridge.|* (3) Prints of the two rock bridges in the ocean off shore.photography, photograph, slides, film -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - CHRISTMAS REEF GOLD MINING CO COLLECTION: CONTRACT FOR DRIVING 50 FT EAST
Contract, 2 page handwritten, dated 9 March 1895, Written on front Christmas Reef GML Contract for driving 50 feet east @ 152 feet. On inside specification for driving cross-cut for the Christmas Reef Gold Mining Company No Liability ( least no 6486 Sandhurst ) at a depth of 150 feet A numbered list of expectation is given, for example Number 3: ' All Mullock & Co., obtained from the cross-cut shall be brought to the surface and the shaft and cross-cut left perfectly clear on the completion of the contract. Should any quartz be struck it must be brought up and stacked separately or disposed of as the company shall direct On bottom of contract I the undersigned hereby agree to perform the within mentioned work according to ?. Within written specification and to be bound by the terms and conditions therein mentioned for the sum of nine shilling and sixpence per completed foot of driving. Dated this ninth day of March 1895' signed Pat English. Below: My father the above named Pat English having died this morning, I am desirous of completing the above contract and I agree to complete the same according to the within written specification and to be bound by the terms and conditions therein mentioned for the sum of nine shillings and sixpence per completed foot of driving and to clean up the cross-cut to the presend and before starting. Dated this 29th. Day of March, 1895. Signed Patrick English.bendigo, mining, christmas reef gold mining -
 Falls Creek Historical Society
Falls Creek Historical SocietyJournal - Ski-Horizon Vol 4 No 10, June 1953
Ski-Horizon is the official journal of the Federation of Victorian Ski Clubs which began publication in 1949. The were 26 original member clubs which included Albury Ski Club, Bogong Ski Club, Myrtleford Ski Club, Tallangatta and District Ski Club and Wangaratta Ski Club. Two pioneers of Falls Creek, Tom Mitchell, M.L.A., and Martin Romuld were Vice-Presidents of the Federation.This Journal is significant because it documents the early development of skiing in Victoria.The journal features stories and events chronicling developments in Victoria and internationally. Items related to the Falls Creek Area in this issue include:- Page 2 - Fred Griffith, Albury Ski Club's dynamic President should be pleased with the article about his property "Toollanook" in the Leader newspaper and Tom Mitchell celebrated 40 years of skiing with a day spent on the Dargals in the Kosciuszko area. Page 4 - Albury Ski Club appointed a new supervisor, Mr Les Orton formerly catering officer with a British migrant hostel in Sydney. The SEC has also allowed Falls Creek clubs to use timber from the stack at Rocky Valley for firewood. Page 5 - Broadcasting Station 2AY Albury has interviewed some N.E.D.S.A. skiers - Tom Dunlop, Toni St. Elmo, Fred Griffith and Neil Newton. This is a sign of the tremendous interest in skiing in the North East and the publicity it is given. Nissen Ski Tow charges had been set for the season at 8/- per day and 6/- per half day. The novice tow is also ready for a good season. Page 17 - A page of suggested places to ski in Victoria included Bob Hymans' Lodge which was the only commercial concern in the area and the Bogong Ski Club Lodge was available for booking by members of other ski clubs by arrangement with the Secretary. Inside Cover - an advertisement for Fred Griffith's "Toonallook" Romney Stud.fred griffith, bob hymans, tom mitchell, les orton, tom dunlop, toni st. elmo -
 Jewish Museum of Australia
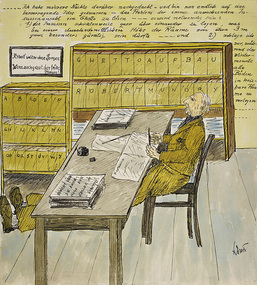
Jewish Museum of AustraliaLowit, Mr. Leo, Problem-solving by Leo Lowit, c. 1942, c. 1942
Mounted ink and wash on paper.Handwritten (LR): Löwit Other Inscriptions: Center, inscribed on a wall: "Ich habe mehere Nächte darüber nachgedacht - und bin nun endlich auf eine hervorragende Idee gekommen - das Problem der imme anwachsenden Insassenanzahl im Ghetto zu lösen es wird notwending sein: (1) die Insassen schichtenweise quer uber einander zu legen, was bei einer durchschnittlichen Hohe der Raume von etwa 3m ganz besonders günstig sein durfte --- und (2) schlage ich vor, während der Winter monate alle Boden in heizbare Raume zu verlegen" [I have pondered for many nights and have finally come up with a great idea for the problem of the ever-increasing population of the ghetto. It will be necessary: (1) to stack the inmates at right angles on top of each other which should prove particularly useful in rooms approximately three meters high, and (2) I suggest that during the winter months all attics be made into rooms that can be heated] Center, inscribed on a selection of files: "GHETTO AUFBAU ROBERT MUNORY" [Ghetto Construction, Robert Munory] second world war, 1939-1945, jewish history & people, holocaust, czech republic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Clay Bricks, Circa 1838
These bricks are a sample of “5000 house bricks from London” carried by the CHILDREN as ballast, and intended for the Portland Bay settlement of her owners Henty Bros. Flagstaff Hill divers recovered them from Childers Cove in February 1974, and noted, “These bricks are the major feature of the wreck site. Subsequent notes indicate “The hull structure has broken up, leaving few visible remains, except for piles of house bricks intended for the Hentys of Portland”. According to Lloyds Shipping Register 1837-1839, the CHILDREN was built in 1825 at Liverpool and operated by owners Gordon & Co, of London, London registered number 123/1837; James Henty then bought her in 1837 as a three-masted barque of 254 tons, with a hull of “part pitch pine, felt sheathed” and “coppered 1837”. Launceston registered number 6/1837; in 1838 the CHILDREN, under her master Captain H. Browne, completed a successful round trip from Launceston to London (carrying wool and whale oil loaded in Portland), returning in late November of that year (carrying general cargo including the house bricks). On the 11th of January 1839, the CHILDREN sailed from Launceston for Adelaide, with 24 passengers, 14 crew, and an awkward mixed cargo, including 1500 sheep, 8 bullocks, 7 horses, and farming implements, and six whaleboats with associated whaling gear. One account states that when the CHILDREN “put out from port she was light and badly ballasted”. The vessel immediately encountered four days of hurricane-force storms, eventually clearing on the early morning of the 14th to “west force 10”, but too late to take accurate measurements of the sun or stars to establish their position relative to the coast. The CHILDREN collided with a limestone stack at the entrance of Childers Cove, and the seas smashed her into pieces within half an hour. All the cargo and 16 lives were lost (including 8 children). The Hentys contributed £150 towards a fund for the 22 survivors at a memorial service held in Launceston later that year. It was a major financial setback for the Hentys, but one from which they recovered. In a submission to the Governor of New South Wales dated 24 March 1840, the Hentys summarised their work over the previous six years of settlement: “Six stations have been occupied, one at Portland Bay…three at the open country about 60 miles inland called ‘Merino Downs’…They have erected two houses at Portland Bay and two others at Merino Downs”.These bricks are significant as a sample of 5000 house bricks carried from London as ballast by the Children and were intended for the Portland Bay settlement of her owners James Henty & Co. The CHILDREN was one of the first vessels to be lost in the Western District of Victoria, east of Warrnambool, on January 14th 1838, breaking up within twenty minutes. The wreck is also significant as one of the first vessels to have been lost in the Western District of Warrnambool and as such is registered on the Victorian Heritage Register S116.Five ‘house bricks from London’, some with white marine encrustation, recovered from the wreck of the ship CHILDREN. The bricks are oblong shaped and constructed of a blue-coloured and coarse-grained conglomerate. One brick is higher, shorter and narrower, than the other four bricks.Nonewarrnambool, shipwreck coast, flagstaff hill, shipwrecked coast, flagstaff hill maritime village, flagstaff hill maritime museum, shipwreck artefact, maritime museum, london house bricks, children shipwreck, james henty and co, henty brothers, childers cove, early shipowreck -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWeapon - Cannon, circa 1825
HISTORICAL INFORMATION In an article dated 26 March 1963, the Warrnambool Standard reported: “A cannon which has lain on the ocean floor since the barque, Children, was wrecked at Childer’s Cove on January 15, 1839, was raised by three Warrnambool skindivers at the week-end…The cannon, weighing about 750 lb. and 4-ft. 6-in. in length…is in excellent order considering the length of time it has remained under-water”. No conservation measures were taken at that time, other than chipping off the marine growth with hammers and cold chisels. The minutes for the 4 February 1974 meeting of the Flagstaff Hill Planning Board recorded that “a cannon recovered some time ago was lying in the garden of [one of the three original divers] and that it could be picked up at any time”. Peter Ronald, past Manager and Diver for Flagstaff Hill, notes that the CHILDREN cannon would have been recovered by the other divers around 1964. When the cannon came into care of Flagstaff Hill it was given basic conservation relevant to the time. (At the same meeting the Board was advised of the recovery of an anchor from the wreck of the CHILDREN by Flagstaff Hill divers (Peter Ronald, Colin Goodall and Gary Hayden, and Hank Howey and Andrew Coffee), and its interim relocation in the sea at the end of the Warrnambool Breakwater while awaiting conservation). The CHILDREN was owned by the pioneering Henty family of Portland. She was en route from Launceston to Adelaide, when she foundered in rough conditions at Childers Cove on 14 January 1839. The CHILDREN was a small three-masted barque, only 29 metres long and 254 tons weight, with 14 crew members and 24 passengers (including 9 children) on board. The ship was also carrying an awkwardly ballasted cargo of 1500 sheep, 8 bullocks, 7 horses, 5000 London house bricks, 6 whaling boats, and general trade goods. When the CHILDREN was driven into the limestone stack at the entrance to the cove, the seas smashed her into pieces within half an hour, and 16 lives were lost. The CHILDREN was an all-wooden ship, built in 1825 at Liverpool, and her shipwreck in 1839 is one of colonial Victoria’s earliest and most significant maritime disasters. There is little left to mark the tragedy on the seabed now, apart from some of the house bricks intended for the Henty’s Portland Bay settlement. Despite its poor condition, the CHILDREN’s signal cannon remains an important and interpretable record of her demise, (along with her anchor, the bottom half of her ship’s bell, and portions of a brass porthole - artefacts that are also in the Flagstaff Hill collection). In 2015 the CHILDREN cannon will undergo further conservation. (Conservation Management Plan for Victorian Guns and Cannon, South Western Victoria, May 2008, ref W/F/06) The shipwreck of the CHILDREN is of state significance — Victorian Heritage Register No. S116.A 1.3 metre iron 6pdr cannon recovered from the wreck of the CHILDREN. The shape of the cannon tapers from a thick round breech to a flared muzzle, with an 8 centimetre bore, and two side trunnions for pivoting on a wooden gun carriage. It was recovered from the shipwreck site of the CHILDREN by local divers in 1963. This small muzzle-loading signal cannon is in poor and unrestored condition. The cannon’s upper profile of smooth grey metal casing has corroded off, leaving an extensively oxidised rough red surface of crumbling iron. The bottom half of the cannon remains intact although the outer smooth casing also appears to be separating from the iron core of the barrel. Original grey casting is also missing from the breech and muzzle ends of the cannon. Corrosion and spalling of the upper surface layer of the cannon has removed the maker’s marks and specificationsflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, the children, ship’s cannon, signal cannon, childers cove, 1839 shipwreck, conservation of marine artefactsm, shipwreck-coast, flagstaff-hill-maritime-village, cannon, 6pdr small bore cannon, children cannon, defence, children, shipwreck, 1839 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Nail, circa 1825
Nails such as this solid copper nail were forged by blacksmiths. A nail of this length could have been used for the ship's decking. It was recovered from the shipwreck of the barque Children. The Children wrecking: The barque Children was one of the first vessels to be lost in the Western District the vessel was wrecked to the east of Warrnambool on 14th January 1838. When it ran ashore in hurricane-force winds, 22 passengers and crew were fortunate to escape being battered to death on the rocks. The Children broke up within 20 minutes, sweeping sixteen of those on board to their deaths. After eleven days, the survivors, all of whom were injured, were rescued and taken to Portland. According to Lloyd's Shipping Register 1837-1839, the Children was built in 1825 at Liverpool and operated by owners Gordon & Co, of London. Registration number 123/1837, James Henty then bought her in 1837 as a three-masted barque of 254 tons, with a hull of “part pitch pine, felt sheathed” and “coppered in 1837” at Launceston registered number 6/1837. In 1838 the Children, under her master Captain H. Browne, completed a successful round trip from Launceston to London (carrying wool and whale oil loaded in Portland), returning in late November of that year carrying a general cargo including house bricks used for ballast. On the 11th of January 1839, the Children sailed from Launceston for Adelaide, with 24 passengers, 14 crew, and an awkward mixed cargo, including 1500 sheep, 8 bullocks, 7 horses, and farming implements, and six whaleboats with associated whaling gear. One account states that when the Children were “put out from port she was light and badly ballasted”. The vessel immediately encountered four days of hurricane-force storms, eventually clearing on the early morning of the 14th. However, it was too late to take accurate measurements of the sun or stars to establish their position relative to the coast. The Children collided with a limestone stack at the entrance of Childers Cove, and the seas smashed her into pieces within half an hour. All the cargo and 16 lives were lost including 8 children. The Henty brothers contributed £150 towards a fund for the 22 survivors at a memorial service held in Launceston later that year. It was a major financial setback for James Henty and his brothers, but one from which they recovered. In a submission to the Governor of New South Wales dated 24 March 1840, the Henty’s summarised their work over the previous six years of establishing the Portland settlement stating. “Six stations have been occupied, one at Portland Bay three at the open country about 60 miles inland called ‘Merino Downs’ They have erected two houses at Portland Bay and two others at Merino Downs”.This nail is significant as part of the vessels original fixtures. The Children was delivering cargo intended for the Portland Bay settlement of her owners the James Henty brothers The wreck is also significant as one of the first vessels to have been lost in the Western District of Warrnambool. As a result the shipwreck of the Children is registered with the Victorian Heritage Register S116. Ship's nail, copper, with a washer attached. The nail has a round head, solid round shank and a flat end. It is bent, twisted and has indentations in the centre section. The nail was recovered from the wreck of the CHILDREN.warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, shipwreck artefact, the children, nail, copper nail, ship's nail, children shipwreck -
 Melton City Libraries
Melton City LibrariesPhotograph, Charles Ernest and Jessie Barrie with family, Unknown
This document is has been compiled by Wendy Barrie daughter of Ernest (Bon) and Edna Barrie and granddaughter of Charles E and Jessie M Barrie. I was born in during WW 11 and the first child of my generation to live on the ‘ Darlingsford’ property at Melton. My grandfather was well known in the district and was mostly referred to as Ernie. He shared the same initials as his second son Edgar. His three eldest sons lived and farmed in Melton for their entire lives. His descendants are still associated with farming, engineering and earthmoving in Melton. Ernie Barrie operated a travelling Chaff Cutter in the St Arnaud area where his parents William and Mary Ann had taken up land at Coonooer West in 1873. Ernie commenced his working life with a team of bullocks and a chaff cutter. The earliest connection he had with Melton was in 1887. By the beginning of the 20th century Ernie and his father William and brothers, William, Samuel, James Edwin,[Ted] Robert, Arthur and Albert have been associated with farming and milling in the Melton district. In the early 1900’s Ernie and his brother Ted were in partnership in a Chaff cutting and Hay processing Mill on the corner of Station and Brooklyn road Melton South. The mill was managed by William for a time. By 1906 Charles Ernest and James Edwin were in partnership in the Station Road mill when a connecting rail line across Brooklyn Road for a siding was constructed to the Melton Railway Station. In 1911 the Mill’s letterhead shows C.E. BARRIE Hay Pressing and Chaff Cutting Mills. Melton Railway Station. Telephone No 1 Melton. This Mill as sold to H S K Ward in 1916 and stood until 1977 when it burnt down in a spectacular fire. Ernie built a house at Melton South beside the Chaff Mill at Station Road in 1906 and married Jessie May Lang in August at the Methodist Church. Jessie’s father was Thomas Lang. He came to Melton in 1896 and was the Head Teacher at Melton State School No 430 until he retired in 1917. They had 9 children with 8 surviving to adulthood. Jessie and Ernie had 6 sons and 3 daughters. All the children lived at Darlingsford. In April 1910 the family left Melton for a brief period and moved to a farm in Trundle in NSW. They returned to Melton and purchased Darlingsford in May 1911. For a time during WW1 they lived at Moonee Ponds near the Lang grandparents at Ascot Vale. Mary and Bon attended Bank St State School. The children developed diphtheria in 1916 and their youngest boy, Cecil died of complications. Mary and Bon were taken to Fairfield Hospital and both recovered. At the end of the war influenza broke out the family returned to Darlingsford and shared the home for a short while with the Pearcey family who had been working the farm. By 1922 the family had and grown and Edgar, Tom, Horace, Jessie, Joyce and Jim were living a Darlingsford. Ernie continued during the 1920’s working the farm and attend his many civic and community commitments. Two 8 clydesdale horse teams were used to work the land which meant early rising for the horses to be fed and harnessed to commence the days work. In 1916 Ernie also became involved in a Chaff Mill on the corner of Sunshine and Geelong Road West Footscray, which at the time was being run by John Ralph Schutt. It was known an Schutt Barrie. A flour mill was added at a later stage. Other Schutt and Barrie mills were situated at Parwan and Diggers Rest. Another mill was situated beside the railway line at Rockbank. The Footscray mill ceased operation in 1968 Ernie spent a lot of time and energy at the Parwan Mill and travelling around Parwan and Balliang farms, where he came to know many of the families in the district. Ernies commitment to the civic development to the Melton and district was extensive, he was involved with a number of large events during the 1920’s such as the Melton Exhibitions and the 1929 Back to Melton Celebrations. He was a member of the Australian Natives Association at the turn of the century. He was Chairman of the School Committee at Melton State School 430 and the Melton South State School in thw1920s. He donated the land for a Hall for Melton South in 1909, known as Exford Hall and later in 1919 renamed Victoria Hall. The Hall was demolished in 1992. He was a Councillor, JP, and Vice President and President of the Melton Mechanics Institute Hall Committee in 1915- 1916. He was a member of the Methodist Church and later the Scots Presbyterian Church. He was Superintendent of the Sunday School of the Methodist Church to 1910 and later Scots Presbyterian Church until 1931. This is reflected in the theme of children in the stained glass window which was dedicated in his memory by his wife Jessie as a gift to the Scots Church. Charles Ernest Barrie made many generous donations to many charities who supported young people and children. In 1918 Jessie and Ernie made the first donation to a very prominent Victorian charity whose work still continues. Yooralla. In July 1931 Ernie’s untimely death was a major blow to the family and the Melton community. To this day people still vividly recall the day they lined the streets for his funeral. The day of the funeral is recalled as the day Melton stood as two of their prominent citizens who tragically died on the same day. Their eldest daughter Mary had married Keith Robinson in 1930 and had just moved to Heatherdale Toolern Vale with their year old baby son. Bon the eldest son was 22, Edgar 18, Tom 16, Horace 15, Jessie and Joyce 10 and Jim 8 years old. A heavy burden of responsibility fell on the shoulders of the two eldest children, Mary particularly for her mother and Bon stepped in assuming head of the family for his mother, brothers and sisters living at the Darlingsford homestead. In the early 1930’s the three eldest sons took on many of the Civic and Church commitments which their father had held. This community involvement extended well into the 1980s. In 1941 Bon married Edna Myers and they moved into a house shifted from Harkness Lane to Harkness Lane on the eastern section of the Darlingford property. Edgar married Margaret Hodgkinson a Primary school teacher at Melton in 1949 and they lived in the Darlingsford house. Earlier Tom married May Ferris and lived on the eastern side of Ferris Lane in the Ferris home. Bon , Edgar and Tom often operated as a team effort, in particular at harvest time when a larger team of workers was needed. The three farms cultivated wheat, barley and oats and supplied the Mill with sheafed hay. They continued using horse teams until mechanisation in the 1940’s made the horses redundant. By the 1960s their five sons continued with farming. Many loads of hay were transported to the Mill in Footscray. Well into the 1960s hired harvest hands along with agricultural university students were involved in bringing in he harvest. Stacking was an art form in itself and Tom held the expertise for building and shaping the sides and roof. The stacks built in the district each had their own unique shape and could be recognized by their builders. The Barrie brothers developed a mechanical fork lift for picking up complete stooks and moving them to be loaded to the elevator to build the haystack. The prototype built by Bill Gillespie was attached to a Bedford truck. Later refinements in a collaborative effort with the Gillespie brothers a multi pronged fork was attached to the front of tractor which was hydraulically operated to raise each stook onto trucks to be transported to the site of the haystacks. This method of handling sheaves significantly reduced laborious pitchforking individual sheaves. This invention was soon taken up by farmers far and wide and was a common sight in the district at harvest time in the stacking season. I recall visiting farmers calling in at the house at Ferris Road farm to inspect this break through invention. The Clydesdale horse teams were used into the 1940s but by the 1950s the Barries’ farms were fully mechanised. When the demand for sheafed hay declined other crops were introduced these included barley, lucerne, wheat and peas. Sheep were added to the mix in the 1950s in an attempt to keep the farms more viable. In the 1970s part of the Barrie’s farms were facing a major disruption with the impending compulsorily acquisition of a strip of land for the construction the freeway bypass, which divided access between the Darlingsford homestead with those on Ferris Lane. Charles Ernest Barrie and Jessie May Lang's children: 1. Mary Ena BARRIE was born on 07 October 1907. She died on 29 April 1999. 2. Ernest Wesley BARRIE was born on 29 April 1909 in Ascot Vale, Victoria, Australia.He died on 25 December 1985 in Melton, Victoria, Australia. 3. Cecil William BARRIE was born on 23 February 1911.He died on 25 May 1916. 4. Charles Edgar BARRIE was born on 01 June 1913.He died on 06 October 1975. 5. Thomas Lindsay BARRIE was born on 25 November 1914.He died on 14 September 1990 in Melton, Victoria, Australia. 6. William Horace BARRIE was born on 11 October 1915.He died on 19 December 1950. 7. Jessie Maud BARRIE was born on 06 November 1920 in Bacchus Marsh, Victoria, Australia.She died on 26 February 1994. 8. Dorothy Joyce BARRIE was born on 06 November 1920 in Bacchus Marsh, Victoria, Australia.She died on 18 March 2003.. 9. James Edward BARRIE was born on 17 January 1922 in Bacchus Marsh, Victoria, Australia.He died on 23 August 2004Family Photo with Edgar, Tom, Mary, Ernest (Bon), Horace, Jim, Charles Ernest, Jessie and Joycelocal identities -
Bendigo Historical Society Inc.
Photograph - MINING IN BENDIGO COLLECTION: MINING PHOTOGRAPHS
BHS CollectionFolded paper with copies of photos of mines and various mining buildings. On the front is a view from New Chum Hill, looking south in 1890's. Pictured is the Lazarus Crushing Plant and boiler house, Lansell's '222'. Amd the new Chum Mines in the background. On the inside at the top is the New Chum Railway, Golden Square. Pictured is the mine and its buildings, two chimneys, two large wood stacks and other mines in the background. On the left, a man is standing on the side of the railway line beside the mine. The next picture is the United Hustlers and Redan Mine, west of Comet Hill State School, Sandhurst Road. It shows the mine and its buildings, chimney, ore bins, mullock heap and tramway. The middle picture is the Central Deborah, Violet Street, near Bendigo Creek, Golden Square. It shows the poppet legs, buildings and some machinery behind the large building. The large building has eight ventilators in the roof. The buildings are made of corrugated iron. The bottom left picture is the Deborah Mine, Quarry Hill. The picture shows the poppet legs on the hilltop, the buildings beside it, a square chimney behind the poppet legs and some vegetation and a peppercorn tree in the foreground. The far building also has ventilators in the roof. The picture on the right is underground at 1000 feet level in the Deborah Mine. Pictured are three men with a rock drill. On the back, at the top is a picture of a First Motion Winding Engine at Deborah - later at Central Deborah. The picture shows the engine and driver. The middle picture is the South New Moon Mine, Eaglehawk - leading mine in State in 1903. The picture shows the poppet legs, buildings, chimney and a high tramway. In the foreground is a dam. The bottom picture is Victoria Hill looking south to New Chum Hill. In the foreground is Lansell's '180' Mine and Ballerstedt's Open Cut and in the background are the 'New Chum and Victoria', 'Old Chum' and the 'North Old Chum'.photo, mining in bendigo, mining photographs, lazarus crushing plant, lansell's 222, new chum mines, new chum railway, united hustlers and redan mine, comet hill state school, central deborah, deborah mine, first motion winding engine, south new moon mine, lansell's 180, ballerstedt's open cut, new chum and victoria, old chum, north old chum, square chimney -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePhotograph, circa 1888
This photograph was taken close to the time of the wreck of the "Edinburgh Castle". The “Edinburgh Castle”, three-masted iron barque, was built in Glasgow, Scotland, in 1863 by J.G. Lawrie. She was 53.7 meters long and weighed 627 tons. She was owned by shipping company T Skinner and Co and registered at Liverpool, England. She sailed from 1863 to 1885 along the trade route between Scotland, China, and Singapore. In 1887 the Master, Captain J.B. Darling, sailed the “Edinburgh Castle” for its new owners Gifford & Nicholson from London to Warrnambool. Her cargo was 4,900 casks of cement for the construction of the new Warrnambool Breakwater. Over the three month journey, the ship met with rough weather and even a hurricane. On January 15th 1888 the “Edinburgh Castle” approached Lady Bay where a welcoming crowd gathered. The Port’s relief Harbour Master, Pilot Carless took over to complete the docking. As he tried to guide her, the Lighthouse Keeper signalled that the ship was too close to shore. The pilot continued on his course, causing her to ‘miss stays’ (make an incorrect tack). The crew dropped anchors and tried to lighten the load by throwing some of the casks of cement overboard but this was to no avail, and she drifted sideways in calm waters, lodging in the sand. A distress signal was sent to the coastal steamer “Julia Percy”, which spent several hours trying to pull the stranded ship away, but it would not budge. Those involved hoped to re-float the ship but efforts to save the vessel were useless. The captain and some crew stayed on board. When the weather became rough the rocket crew brought its lifesaving gear to the shore, ready to launch a line to the ship. The three men on board sent those onshore a message in a bottle to assure the on-lookers that they were quite comfortable to stay aboard. After a night of bad weather, the crew were glad to accept the rocket crew’s help and were in turn safely hauled to shore in a breeches buoy. The ship broke up quickly. Very little of the cargo could be saved. A week later all that could be seen of her was the bow and some of the stern. The beach was littered with wreckage, including cement cask fragments, for weeks. Ironically, on the morning after the ship ran aground, the very same “Edinburgh Castle” was offered for sale at an auction in Melbourne, billed as “a sound ship with all the fittings and in the best order.” The sale was completed before they heard the news that the ship was totally wrecked! Over the decades the shifting sands concealed the wreck of “Edinburgh Castle”. However, in October 1985 two local divers, Peter Ronald and Colin Goodall discovered her near the Hopkins River mouth. Peter said in his book ‘Exploring Shipwrecks of Western Victoria’, “In the midst of this sand-cloud I could clearly see row after row of neatly stacked barrels”. He remarked, “I am privileged to have had at least a glimpse of one of Warrnambool's most significant wrecks.” Some 15 – 17 ships are believed to have sunk in Lady Bay, but only two have been discovered on the seafloor; the “Edinburgh Castle” and the “La Bella”. Both wrecks are popular diving sites and are preserved as significant historical marine and marine archaeological sites. The sailing ship “Edinburgh Castle” is of local and state and national significance. It is one of the only two shipwrecks discovered in Lady Bay, Warrnambool, out of the 15-17 shipwrecks in the bay. The “Edinburgh Castle” is significant for being one of the largest vessels lost in the bay. The significance of the wreck of the “Edinburgh Castle” was recognised by being listed on the Victorian Heritage Database VHR S209. She was declared an Historic Shipwreck on 17th January 1989 under the Commonwealth Historic Shipwrecks Act (1976). The “Edinburgh Castle” wreck is also significant for the connection of its cargo with the building of the Warrnambool Breakwater, also listed on the Victorian Heritage Database VHR H2024. The “Edinburgh Castle” is included as one of the shipwrecks in Heritage Victoria’s Historic Shipwreck Trail on Victoria’s West Coast. Black and white photograph of the iron barque 'Edinburgh Castle' on breaking waves, land in the background. The ship was stranded and wrecked in Lady Bay, Warrnambool, on January 15th 1888. Figures are standing on deck. The masts are free from sails.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, great ocean road, edinburgh castle barque 1863, edinburgh castle shipwreck 1888, shipwreck 15-05-1888, glasgow ship, jg lawrie, t skinner and co, liverpool ship register, captain j.b. darling, gifford & nicholson, cement casks, cement barrels, warrnambool breakwater construction, breaches buoy, rocket crew, rocket launcher, lifesaving equipment, warrnambool harbour, lady bay warrnambool, ship pilot carless, lady bay shipwreck, peter ronald, colin goodall, lady bay diving site, marine archaeology, victorian heritage register, vhr s209 -
 Flagstaff Hill Maritime Museum and Village
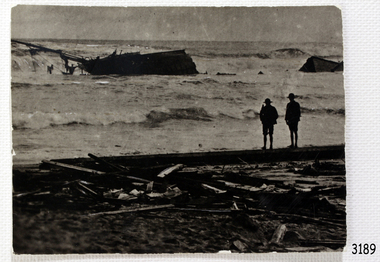
Flagstaff Hill Maritime Museum and VillagePhotograph - Photograph of Edinburgh Castle' stranded and wrecked at Lady Bay, circa 1888
This photograph was taken close to the time of the wreck of the "Edinburgh Castle". The “Edinburgh Castle”, three-masted iron barque, was built in Glasgow, Scotland, in 1863 by J.G. Lawrie. She was 53.7 meters long and weighed 627 tons. She was owned by shipping company T Skinner and Co and registered at Liverpool, England. She sailed from 1863 to 1885 along the trade route between Scotland, China, and Singapore. In 1887 the Master, Captain J.B. Darling, sailed the “Edinburgh Castle” for its new owners Gifford & Nicholson from London to Warrnambool. Her cargo was 4,900 casks of cement for the construction of the new Warrnambool Breakwater. Over the three month journey, the ship met with rough weather and even a hurricane. On January 15th 1888 the “Edinburgh Castle” approached Lady Bay where a welcoming crowd gathered. The Port’s relief Harbour Master, Pilot Carless took over to complete the docking. As he tried to guide her, the Lighthouse Keeper signalled that the ship was too close to shore. The pilot continued on his course, causing her to ‘miss stays’ (make an incorrect tack). The crew dropped anchors and tried to lighten the load by throwing some of the casks of cement overboard but this was to no avail, and she drifted sideways in calm waters, lodging in the sand. A distress signal was sent to the coastal steamer “Julia Percy”, which spent several hours trying to pull the stranded ship away, but it would not budge. Those involved hoped to re-float the ship but efforts to save the vessel were useless. The captain and some crew stayed on board. When the weather became rough the rocket crew brought its lifesaving gear to the shore, ready to launch a line to the ship. The three men on board sent those onshore a message in a bottle to assure the on-lookers that they were quite comfortable to stay aboard. After a night of bad weather, the crew were glad to accept the rocket crew’s help and were in turn safely hauled to shore in a breeches buoy. The ship broke up quickly. Very little of the cargo could be saved. A week later all that could be seen of her was the bow and some of the stern. The beach was littered with wreckage, including cement cask fragments, for weeks. Ironically, on the morning after the ship ran aground, the very same “Edinburgh Castle” was offered for sale at an auction in Melbourne, billed as “a sound ship with all the fittings and in the best order.” The sale was completed before they heard the news that the ship was totally wrecked! Over the decades the shifting sands concealed the wreck of “Edinburgh Castle”. However, in October 1985 two local divers, Peter Ronald and Colin Goodall discovered her near the Hopkins River mouth. Peter said in his book ‘Exploring Shipwrecks of Western Victoria’, “In the midst of this sand-cloud I could clearly see row after row of neatly stacked barrels”. He remarked, “I am privileged to have had at least a glimpse of one of Warrnambool's most significant wrecks.” Some 15 – 17 ships are believed to have sunk in Lady Bay, but only two have been discovered on the seafloor; the “Edinburgh Castle” and the “La Bella”. Both wrecks are popular diving sites and are preserved as significant historical marine and marine archaeological sites. The sailing ship “Edinburgh Castle” is of local and state and national significance. It is one of the only two shipwrecks discovered in Lady Bay, Warrnambool, out of the 15-17 shipwrecks in the bay. The “Edinburgh Castle” is significant for being one of the largest vessels lost in the bay. The significance of the wreck of the “Edinburgh Castle” was recognised by being listed on the Victorian Heritage Database VHR S209. She was declared an Historic Shipwreck on 17th January 1989 under the Commonwealth Historic Shipwrecks Act (1976). The “Edinburgh Castle” wreck is also significant for the connection of its cargo with the building of the Warrnambool Breakwater, also listed on the Victorian Heritage Database VHR H2024. The “Edinburgh Castle” is included as one of the shipwrecks in Heritage Victoria’s Historic Shipwreck Trail on Victoria’s West Coast. Black and white photograph of the iron barque 'Edinburgh Castle' stranded and wrecked at Lady Bay, Warrnambool, on January 15th 1888. The photograph shows wreckage along the shore and two standing figures looking on.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, great ocean road, edinburgh castle barque 1863, edinburgh castle shipwreck 1888, shipwreck 15-05-1888, glasgow ship, jg lawrie, t skinner and co, liverpool ship register, captain j.b. darling, gifford & nicholson, cement casks, cement barrels, warrnambool breakwater construction, breaches buoy, rocket crew, rocket launcher, lifesaving equipment, warrnambool harbour, lady bay warrnambool, ship pilot carless, lady bay shipwreck, peter ronald, colin goodall, lady bay diving site, marine archaeology, victorian heritage register, vhr s209 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Urinal, circa 1825
It is probable that the urinal was situated in the forward part of the ship rather than the stern, being one of two placed on either side of the deck and housed immediately adjacent to the doors into for-castle, or crew sleeping quarters. The toilets on maritime vessels were (and still are) called the ‘heads’, after the sanitation arrangements common until the end of the eighteenth century. The name was given to the ‘head’ of the ship, forward of the forecastle and around the beak or bowsprit. These first lavatories were floored with grating or nets so the force of the sea could wash them clean, and they were always used on the lee or non-weather side so the effluent fell directly into the water rather than back on board. The Children wrecking: The barque Children was one of the first vessels to be lost in the Western District the vessel was wrecked to the east of Warrnambool on 14th January 1838. When it ran ashore in hurricane-force winds, 22 passengers and crew were fortunate to escape being battered to death on the rocks. The Children broke up within 20 minutes, sweeping sixteen of those on board to their deaths. After eleven days, the survivors, all of whom were injured, were rescued and taken to Portland. According to Lloyd's Shipping Register 1837-1839, the Children was built in 1825 at Liverpool and operated by owners Gordon & Co, of London. Registration number 123/1837, James Henty then bought her in 1837 as a three-masted barque of 254 tons, with a hull of “part pitch pine, felt sheathed” and “coppered in 1837” at Launceston registered number 6/1837. In 1838 the Children, under her master Captain H. Browne, completed a successful round trip from Launceston to London (carrying wool and whale oil loaded in Portland), returning in late November of that year carrying a general cargo including house bricks used for ballast. On the 11th of January 1839, the Children sailed from Launceston for Adelaide, with 24 passengers, 14 crew, and an awkward mixed cargo, including 1500 sheep, 8 bullocks, 7 horses, and farming implements, and six whaleboats with associated whaling gear. One account states that when the Children were “put out from port she was light and badly ballasted”. The vessel immediately encountered four days of hurricane-force storms, eventually clearing on the early morning of the 14th. However, it was too late to take accurate measurements of the sun or stars to establish their position relative to the coast. The Children collided with a limestone stack at the entrance of Childers Cove, and the seas smashed her into pieces within half an hour. All the cargo and 16 lives were lost including 8 children. The Henty brothers contributed £150 towards a fund for the 22 survivors at a memorial service held in Launceston later that year. It was a major financial setback for James Henty and his brothers, but one from which they recovered. In a submission to the Governor of New South Wales dated 24 March 1840, the Henty’s summarised their work over the previous six years of establishing the Portland settlement stating. “Six stations have been occupied, one at Portland Bay three at the open country about 60 miles inland called ‘Merino Downs’ They have erected two houses at Portland Bay and two others at Merino Downs”.This urinal is significant as part of the vessels original fittings he Children was delivering cargo intended for the Portland Bay settlement of her owners the James Henty brothers The wreck is also significant as one of the first vessels to have been lost in the Western District of Warrnambool. As a result the shipwreck of the Children is registered with the Victorian Heritage Register S116. A lead urinal with a rounded back at the top splash plate with an attached semi-circular receptacle or basin (20cm deep and projecting forward 30cm). At the sides are flanges with bolt holes connecting to a ship's wall. The urinal is drained by a funnel-shaped outlet also made of lead, reducing from a 10cm radius to a joined 5 cm pipe. The urinal was recovered from the wreck of the CHILDREN.Noneflagstaff hill, warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, shipwreck-coast, shipwreck artefact, the children, lead ship’s plumbing, crew urinal, the ‘heads’, ship plumbing, james henty, portland bay, urinal, ship's urinal -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAnchor, Before 1831
Historical Information: The anchor is from the wooden sailing ship CHILDREN, which was wrecked at Childers Cove east of Warrnambool on the 15th of January 1839 with the loss of 16 lives. The Children anchor was raised from the wreck site by Flagstaff Hill Divers; Peter Ronald, Garry Hayden (Terang, still), Tim Goodall (now Warrnambool), and Colin Goodall (now Warrnambool), on Sunday 3rd January 1974. A week or so later it was dragged up the cliffs and taken to Warrnambool. It is now on display near the entrance to the Maritime Village and Museum. It appears to be a Pering’s Improved Anchor, developed at Portsmouth after 1813. The addition of broad curvature to the anchor arms provided a stronger purchase than the pre-existing Admiralty Old Pattern Long Shanked Anchor with straight arms. However, the evidence of hammer-welding the separate pieces of the arms and palms to the central shank (peaked crown and flat palms) suggests the manufacture is before the 1831 Rodger’s Anchor design, (which cast both arms and their flukes as one piece that was then attached to the shank by a bolt through the crown). This identification seems consistent with the date of the CHILDREN’s construction in 1824. The CHILDREN was a three masted barque with a wooden hull built at Liverpool in England. She was bought by the Henty family of Portland (Australia Felix) in 1837 for regular coastal trading between Van Diemens Land, the Port Phillip District of New South Wales and South Australia. Only 255 tons burden (92 feet in length, with a beam of 25 feet and depth of 17 feet), she sailed from Launceston bound for Adelaide in late December1838, on her first Australian voyage and under the English master who had brought her out – Captain H. Browne. On board the CHILDREN were 24 passengers, including 9 children; the captain and 14 crew; livestock of 1500 sheep, 8 bullocks and 7 horses; general cargo of beef, pork, tobacco, tripe, butter, limejuice, horse hair, currants, lead shot, beer and spirits; 5,000 house bricks from London; and six whaling boats with associated whaling gear. The vessel was battered by gale force north-westerly winds shortly after setting out from Launceston on 11 January 1839 and adverse sailing conditions persisted for the next four days. At 11 pm on the 15th of January 1839, and many miles north and east of the captain’s navigated position, the CHILDREN struck the Pinnacle, a limestone stack off Childers Cove. Within half an hour the ship was completely destroyed. As well as the loss of livestock and cargo, 16 passengers and crew perished, including the captain, six men, one woman and eight children. In 1931 shifting sands at Childers Cove uncovered the skeleton of an adult male. In 1951 another two skeletons were exposed by storms, an adult male and a child. In 1963 some district scuba divers retrieved a small signal-cannon from the site. And in 1974 Flagstaff Hill recovered the anchor and some house bricks. The shipwreck of the CHILDREN is of state significance – Victorian Heritage Register No. S116.A large forged-wrought iron anchor from the wreck of the CHILDREN. Flat hammer-welded flukes on opposing curved arms and a peaked crown. It has a metal (elbowed) stock or cross-bar and a heavy duty pinned shackle (not ring) for the anchor chain. It is in fair condition but extensively corroded after 135 years on seabed (supported on display) .warrnambool, shipwreck coast, flagstaff hill, shipwrecked coast, flagstaff hill maritime village, flagstaff hill maritime museum, shipwreck artefact, maritime museum, the children, childers cove, anchor, pering’s improved anchor, 1839 shipwreck. -
 National Wool Museum
National Wool MuseumPhotograph - C. Glover and Sons Pty. Ltd, 1890-1944
C. Glover and Sons Pty. Ltd. was founded on Brougham Street, Geelong c.1870. They operated as a wool and sheepskin storeroom situated on both sides of Brougham Street; where the current Elders building is located. The store was owned and operated by Joshua Glover with his brother Cyrus. A third brother Arthur also worked at the store. It was a very successful business and employed up to 40 men at its peak. Cyrus Glover died quite young, around 54, with his son Howard taking his place in the partnership at 23. During the Second World War the business was requisitioned by the Australian Government. Their wool was utilised to produce defence uniforms for Commonwealth personnel C. Glover and Sons was a very successful business which reluctantly closed its doors around 1975, as a result of the wool industry taking a downward turn Australia wide. It was decided by the family that this was the only option at the time. Howard Glover was Jan Glover’s (donor) father in law. Jan Glover donated these images to the National Wool Museum in 2021. Image 1 is a black and white image of a truck with 11 men standing in front. The truck is loaded with dumped bales of wool. The image is taken outside of the C. Glover and Sons' building. The reverse of the image is stamped. Image 2 is a black and white image of 2 rows of men. The first row of six men are sitting in their cricket whites. The second row of 10 men are standing in suits bar one-man 3rd from the right, who is also in his cricket whites. The image is taken on a cricket oval with the grandstand visible in the background. Image 3 is a black and white image of 12 men. The first 3 men are sitting on wool bales while the other 9 stand behind. The image shows the word 'record' spray painted on a piece of timber hanging behind the man. This is expressed in the men's faces with emotions of joy and celebration coming through. The men are standing in front of large machinery presumed to be used for wool pressing/dumping. Image 4 is a black and white image of 15 men and 5 horses in front of two large white sheds with triangular rooves. The men are all standing with the majority having their arms crossed. On the left is a cart carrying sheep skins. On the right are two smaller carts that appear to be carrying wool bales. Image 5 is a black and white image of a wool and hides storeroom. The ceiling is lined with multiple sheep skins while the floor has multiple wool bales neatly stored. In the background of the image, two men can be seen inspecting wool while sitting at a small white table. Behind this, 5 men are standing in a crowd while another man is seen to the left of the men at the table. This separate man is standing inspecting a wool bale. Image 6 is a black and white image of a wool storeroom. Numerous bales of wool can be seen open for inspection stacked semi-neatly one next to another. 6 men can be seen inspecting a bale of wool in a group. Another 5 men are present in the room performing separate duties.Image 1 Reverse. Black Stamp INTERNATION FOTO-NEWS / H. A SOETEKOUW / 52 GHERINGHAP ST., / GEELONG / PHONE X 2920 Image 2 Wording. Typed black lettering. Geelong Buyers and Brokers Cricket Team. Image 3 Wording. Blue handwriting RECORD OF PRESSING FOR ONE DAY / FORTY BALES / 1910 Image 4 Wording. Blue handwriting. 1890 Image 5 Wording. Typed black lettering. Messrs. Moss & R. Allan. / Government Sheepskin Appraisers. 1918. Image 6 Wording. Black Handwriting. C. GLOVER & SONS. APPRAISEMENT NO. 50 14/12/1944. / GOVERNMENT SHEEPSKIN APPRAISERS. MESSERS. R. BORLAND & H. V. McCALLUM / GEELONG REPRESENTATIVES. J. GLOVER & H. J. GLOVER. c. glover and sons pty. ltd, geelong 1870, brougham street, wool & sheepskin storeroom -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Melbourne Tram Museum
Melbourne Tram MuseumDocument - Folder with papers, Folder of memos and directions, c1940
Folder of Memos and directions (htd3207i1> htd3207i8) - Air raid precautions, covering painting, respirators, sheds, tools, kits, shelters, stacks , blackouts, trenches, emergency, air raid shelters (htd3207i9> htd3207i16) - Accidents, covering accidents and derailments, (htd3207i17) - Bridges – inspection of Victoria St bridge (htd3207i18) - Cable tracks, covering tarring, patching, top dressing of cable tracks (htd3207i19> htd3207i21) - Cartage, covering hired trucks, cartage of wood blocks, spoil, sleepers (htd3207i22> htd3207i23) - Contracts, blank page (no image) - Councils, covering track opening, storm water drain, bad roads (htd3207i24) - Costs, covering maintenance costs, construction costs, wet weather (htd3207i25> htd3207i26) - Depots, covering inspections, storage, paving, telephones, mail (htd3207i27> htd3207i30) - Derailments, covering controls, reports (htd3207i31) - Drainage (htd3207i32) - Eastern Lines, covering loading platforms, crossovers, work orders (htd3207i33> htd3207i34) - Eastern Lines Reconstruction (htd3207i35> htd3207i37) - Eastern Line Maintenance (htd3207i38> htd3207i40) - Estimates (htd3207i41) - Employment (htd3207i42) - Footscray Lines (htd3207i43) - Instructions (htd3207i44) - Journals, covering Engineering Journal and magazines (htd3207i45) - Materials – General, covering frames & covers, unloading stores, packing plates, petrol allowance, ashes at Preston workshops, electrodes, sleepers (htd3207i46> htd3207i50) - Maintenance – General, covering loading platforms, inspections, work orders, paving (htd3207i51> htd3207i57) - Northern Lines, covering greasing of curves, crossovers, loading platforms (htd3207i58> htd3207i61) - Northern Lines – Reconstruction, covering crossings, welding machines (htd3207i62> htd3207i64) - Northern Lines – Maintenance, covering repairs, crossings, lifting programme, fencing, curves, track inspection, repairs (htd3207i65> htd3207i70) - New Lines (htd3207i71> htd3207i80) - Plant – General (htd3207i81> htd3207i94) - Plant – Concrete Mixers (htd3207i95) - Plant – Motor Vehicles (htd3207i96> htd3207i100) - Plant – Rollers (htd3207i101> htd3207i103) - Plant – Grinders (htd3207i104) - Plant – Grinders & Scrubbers (htd3207i105> htd3207i110) - Plant – Compressors and Tie Tampers (htd3207i111) - Plant – Cleaner Cars (htd3207i112> htd3207i114) - Plant – Loaders (htd3207i115) - Plant – Tools (htd3207i116> htd3207i117) - Plant – Miscellaneous (htd3207i118) - Per Way – General (htd3207i119> htd3207i121) - Public Utilities (htd3207i122> htd3207i123) - Reconstruction – General (htd3207i124> htd3207i126) - Railways (htd3207i127> htd3207i129) See \dbtext\hawthorn\photo_collections\3207_Folder for scanned images.trams, tramways, instructions -
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaLetter - Petition, October November 1897
This document reveals the way in which Mission to Seafarers grew in response to demand. With increased shipping to Australia for all purposes, the need for the then existing Mission to grow to be conveniently located and to accommodate seafarers became increasingly evident. This document also shows the formal nature of documents and petitions in the 1890s and documents the names of twenty-two contemporaneous ships and their respective captains. The Anna, Dharwar and Mermerus arrived in port at the end of July 1897. The Carmanina arrived on the 21 October 1897. The Loch Katrine, at the end of the list, arrived on 5 November 1897. The letter was published in the Argus, 22 December 1897: "APPEAL FOR SEAMEN. TO THE EDITOR OF THE ARGUS. Sir, I beg that in the interests of the Victorian Seamen's Mission you will be kind enough to publish the appended testimony of the ship masters who for many years have been trading to this port, and therefore have had many opportunities of judging the effects of his work. The mission has much need of monetary assistance, and, should any of your numenous leaders deem it worthy of support, the committee would feel most grateful for any help that may be given in this direction. It has been the pleasure of the committee as far as possible to supply the crews of all outward bound steamers and sailing vessels with literature for their use on the voyage. My former appeals through your columns for leading matter have always been liberally responded to, and I trust that should any of our booksellers have any surplus stock of periodicals, religious and secular, illustrated or otherwise, at the end of the year, they will kindly remember the Victorian Seamen's Mission and the sailors. Private individuals also who may have stacks of literature by them, if they would kindly send some to the Seamen's Institute, Beach street, Port Melbourne, would cause the cheering of many a dark and lonely hour in the seamen's life. From 900 to 1.200 parcels have hitherto been given to the sailors and firemen annually by this mission, and we should be extremely grateful to those who would place us in a position to continue such donations in the future. Yours, &c. , E. JAMES, Chaplain to the Mission. Seamen's Institute, Beach street, Port Melbourne, Dec. 10." -------------------------------------------------- "To the Executive Committee of the Victorian Seamen's Mission, Melbourne. "Ladies and Gentleman, "We, the undersigned captains of several ships now lying at the Melbourne wharves think it most desirable that the Victorian Seamen's Mission, being the mission that has for so many years shown a most part their interest in the spiritual, moral, and social well-being of the seamen of all nationalities, shall him on the banks of the Yarra an institute such as that at Port Melbourne, where sailors of every grade could profitably and pleasantly spend their evenings. At almost every other seaport in the world such institutions are being provided for seamen, and we are satisfied from our opinion of the Melbourne public that the matter needs only to be prominently brought under their notice to be accomplished. We are confident that the good work of the mission is being hampered by its not having such a place near the shipping at the Melbourne wharves. Our crews are at present placed at a great dis advantage through not having an institute more convenient to the scene of their labours than that at Port Melbourne, which, on a very wet or a very hot, is not easily reached. If a site could be obtained immediately above the Gasworks but on the other side of Flinders street extension, that is to say, on the lower part of the land on which the Harbour Trust offices are built, it would be most convenient for the shipping on both the north and south side of the river. Trusting that it may be possible to do some thing to meet this long felt want, We suscribe ourselves, Yours respectfully, Geo.H Steven, master ship Dharwar; Thos. Curd, master ship Narcissus; James Horne, master ship Loch Garry; T.Tait, master ship Loch Ryan; T. Nilsen, master ship Hebe; G. Ch Christian, master ship Anna; R.E. Peasley, master ship Seminole; Wm. Martin, master ship Loch Ness; T.C. Martin, master ship Loch Tay; W.H. Bennett, master ship Loch Vennachar; J. Raglan Brodie, master s.s. Warrnambool; James E. Coles, master ship Mermerus; J. H. Walker, master ship Hinemoa; R.J. Johns, master ship Ariel; D. Gorchem (sic. Gerckens), master ship Matador; H. Petersen, master ship Nesaia; Wm. J. Reid, master s.s. Star of New Zealand; A. F. Svhanstrom, master ship Hermes; Alex. Smith, master ship Sophocles; W. Y. Bunn, master ship Carmanian; William Anderson, master ship Loch Katrine."This petition is historically significant as it is documentary evidence of the need for a new facility for seafarers signed and presented by the captains of 21 ships, including several of the sister ships of the Loch Ard. The need for a new facility was a result of changes in shipping and the use of the Melbourne ports in the 1890's and this document supported the pressure on the Harbour offices to finally release land for an appropriate building in the early 20th C.Mounted hand-written petition to the Executive Committee of the Victorian Seaman's Mission Melbourne. The letter petitions the Executive Committee to create a facility on the wharves, "where sailors of every grade could profitably and pleasantly spend their evenings." This portion of the letter takes up three quarters of the document. The remainder has two lists, one of twelve captain's signatures and the other of the names of their ships. The list is continued on the reverse side with an additional nine signatures and corresponding ship names.In cursive handwriting: To The Executive Committee of the Victorian Seamans Mission', / Melbourne / Ladies and Gentlemen / we the undersigned captains....... We subscribe / ourselves respectfully, Captain signatures and names of ships ( NB Ship names in upper case for this entry ): Geo H. Stevens - DHARWAR / Thomas Curd - NARCISSUS; / James Horn - LOCH GARRY / T.Tait - LOCH RYAN ; / T.NIlsen - Hebe ; / G.C. Christians - ANNA ;/ R E Peasley - SEMIOLE ; / William Martin - LOCH NESS ; / T C Martin - LOCH TAY;/ W H Bennett - LOCH VENNUACHAR; / RJ Raglan Brodie - SS WARRNAMBOOL; ; / James E. Coles - MERMERUS; / ( signatures continue overleaf) J H Walker - HINEMORA ; / R J Johns - ARIEL; / D Gorchem - MATADOR; / H Petersen - NESAIA;/ William J Reid - STAR of N. ZELAND [sic] ; / TJ Sohanstrom - HERMES;/ Alex Smith - SOPHOCLES; / W Y Bunn - CARMANIAN;./ William Anderson - LOCH KATRINE;/ Handwritten in red ink on the front of the parchment: "8182" NB The second digit in the number sequence appears to have been written over and could also be a "9", an "8" or a "3". paper Watermark "HERCULES". Prior to conservation and taped to the glass on the reverse side of the parchment was a small piece of paper reading: "Letter written in 1897 and signed between the last week of October and the first week of November." T and C probably stands for Trade and Customs and 8382 is the file no." (H8.4 x W11.8)victoria, melbourne, ships, petition, australia-wharf, captains, signatures, 717-flinders-street-docklands, maritime welfare services, mission to seafarers, seamen's mission, mission to seamen, mermerus, captain coles, sir john coode, loch line, loch ness, loch gary, loch ryan, ss warrnambool, loch tay, loch vennachar, matador, nesaia, d. gerckens, h. petersen, a.f. svhanstrom, hermes, ariel, loch katrine, william anderson, dharwar, narcissus, hebe, anna, hinemoa, sophocles, carmanian, captains' petition -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Wood Stove, circa 1880-1920
Stoves of this design are used for heating domestic places and were available in many designs and shapes. They commonly used wood as fuel and were not only used for heating but cooking as well. This stove was part of the original furnishings of the 1922 vessel 'Reginald M a South Australian costal trader it was made from material and fittings obtained from salvage yards. The vessel “Reginald M” was a two-masted coastal ketch, owned and built by Mr. Jack (John) Murch of Birkenhead, Port of Adelaide, South Australia. Its construction took approximately 6 months and it was launched at Largs Bay in 1922. Reginald M had a very shallow draft and a flat bottom that enabled it to come close to shore and to sit high and dry at low tide or to be beached on sand. The flat bottom was also to make the ship able to skim over reefs. Wagons could load and unload direct from her side. Her cargo included Guano, Barley, Wool, Horses, Cattle, Timber, Explosives, Potatoes, Shell Grit and Gypsum. On April 9th 1931Reginald M weathered a large storm in St Vincent Gulf, SA. The vessel suffered much damage; mast snapped and the crew labored for four hours to free her by chopping off the past and rigging. The crew patched her up and slowly returned to Port Adelaide with only a portion of the insured cargo being damaged. Her crew members at the time were owner Mr John H Murch of Wells Street Largs Bay, Skipper Mr R Murch John’s brother, Murray – son of Captain Murch and Seaman John Smith. Reg Webb purchased Carribie Station, at Marion in the Warooka District, south of Adelaide, in 1921. He cleared the land and farmed sheep and grain. In 1923 he shipped his own wool and grain from Marion Bay, having first carted 300 bags of the barley grain, 12 bags at a time, along the unmade track to the jetty. A photograph donated to Flagstaff Hill, dating about 1929 - 1942, shows two men on the Reginald M, holding between them their fishing catch of a large hammer shark. The photograph is stamped “GRENFELL STUDIO PORT LINCOLN PRINT” and titled “hammer shark caught on Reginald M”. The donor’s family lived on the Your Peninsular and dispatched their grain from a chute at Gleeson’s Landing to the awaiting transport vessel. Reg knew the Murch Brothers from Port Adelaide. The brothers had been using their ketch REGINALD M to ship Guano from the Islands, led by Captain Richard Murch. Reg approached them in 1934 about shipping grain from Marion Bay. The brothers visited the bay and thought it was an ideal place. They showed Reg where to stack his grain and they measured up the cliffs. When Reg was ready, they brought down and installed a ninety foot wooden chute. The bags of grain were then individually sent down the chute, landing in a waiting small boat then rowed to REGINALD M, 14 bags at a time. After 10 hours REGINALD M would be fully loaded with 1300 bags of grain and shipped to waiting ports. At one time a wild storm destroyed the chute but it was rebuilt and strengthened. REGINALD M was involved in shipping the grain from there until 1938. In 1940 Able Seaman Allan H Lucas served on Reginald M between September and December, being engaged and discharged from Port of Adelaide. His Certificate of Discharge was signed by ship’s Master W S Murch. It seems that at some stage Reginald M was used as a Customs vessel, as one photograph in Flagstaff Hill’s collection shows “H.M.C. No. 3, Pt Adelaide” on the bow. In 1969 the last freight left Marion Bay on the ketch REGINALD M carrying grain, wool and explosives. In late 1970 she was sold to the Mt. Lyell Mining and Railway Company and was used by them as a barge to carry explosives. In 1972 the Navy League of Strahan, Tasmania, purchased her for use by the Strahan Sea Cadet Unit to use at Macquarie Harbour and renamed her T.S. Macquarie. However this plan for use of Reginald M did not come to pass. In 1974 Mr. Andrew Rennie, of East Brighton, Melbourne, bought her for a similar purpose. , paying $5,000 and donating a ‘Cadet of the Year” trophy to the Sea Cadets. He sailed her from Strahan to Melbourne, planning to use her for pleasure sailing. In 1975 Reginald M was sold to Melbourne Ferry Company at auction. Later in 1975 the Reginald M was bought by Flagstaff Maritime Museum for $20,000 . She has been restored and is now one of the exhibits in the Village lagoon or lake. It was restored in 2006 using funds from a $4,000 government grant. Flagstaff Hill Maritime Village’s Collection holds several other artefacts associated with Reginald M. They include photographs of the Reginald M, including one photograph of her in Outer Harbour, S.A. dated 1947, with Skipper- R.F. Dale and Owner- John Murch. Another shows her docked at Port Adelaide, with the lettering H.M.C. No. 3 Pt ADEL (standing for His or Her Majesty’s Customs). The stove is significant as it represents the heating and cooking appliances used in late 19th and early 20th century, both on board vessels as well as for domestic purposes. The stove has additional significant for its association with the vessel "REGINALD M" a coastal trading ketch from South Australia built in 1922 at Largs Bay. It is one of very few sailing coastal trading vessels built in Australia with its flat bottom, single chine shape designed for navigating shallow water. See additional comments in the Production section this documents under Comments for further information regards the stove. Stove a cast-iron, rectangular, four-legged stove with a hinged front door. This stove was part of the original furnishings of the vessel 'Reginald M', built in Adelaide 1922. Image of a log cabin with an illegible inscription below it.flagstaff hil, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, coastal trader, trading vessel, vessel reginald m, ketch, john murch ship builder, reg webb, carribie station, mt lyell copper company, queenstown navy league, andrew rennie, melbourne ferry company, r.f. dale, port adelaide vessel reginald m, macquarie training vessel, grenfell studio port lincoln, stove, domestic heating, domestic cooking, heater, cooking unit, wood fired stove, wood stove, wood-burning stove -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Ship's Wheel, 1922
This ship's wheel was hand made from wood and metal using a recycled cart wheel. It originally belonged to the "Reginald M", a 2 masted, flat bottomed, coastal trading ketch with single chine. The REGINALD M The vessel “Reginald M” was a two-masted coastal ketch, owned and built by Mr. Jack (John) Murch of Birkenhead, Port of Adelaide, South Australia. Its construction took approximately 6 months and it was launched at Largs Bay in 1922. The Reginald M’s purpose was to serve the coastal trade of South Australia, to carry cargo cheaply and efficiently. It is believed that the keel was in fact hewn from two telegraph poles! Its builder frequented all the salvage yards for materials and fittings. Reginald M had a very shallow draft and a flat bottom that enabled it to come close to shore and to sit high and dry at low tide or to be beached on sand. The flat bottom was also to make the ship able to skim over reefs. Wagons could load and unload direct from her side. Her cargo included Guano, Barley, Wool, Horses, Cattle, Timber, Explosives, Potatoes, Shell Grit and Gypsum. On April 9th 1931Reginald M weathered a large storm in St Vincent Gulf, SA. The vessel suffered much damage; mast snapped and the crew laboured for four hours to free her by chopping off the past and rigging. The crew patched her up and slowly returned to Port Adelaide with only a portion of the insured cargo being damaged. Her crew members at the time were owner Mr John H Murch of Wells Street Largs Bay, Skipper Mr R Murch – John’s brother, Murray – son of Captain Murch and Seaman John Smith. Reg Webb purchased Carribie Station, at Marion in the Warooka District, south of Adelaide, in 1921. He cleared the land and farmed sheep and grain. In 1923 he shipped his own wool and grain from Marion Bay, having first carted 300 bags of the barley grain, 12 bags at a time, along the unmade track to the jetty. A photograph donated to Flagstaff Hill, dating about 1929 - 1942, shows two men on the Reginald M, holding between them their fishing catch of a large hammer shark. The photograph is stamped “GRENFELL STUDIO PORT LINCOLN PRINT” and titled “hammer shark caught on Reginald Emm”. The donor’s family lived on the Your Peninsular and despatched their grain from a chute at Gleeson’s Landing to the awaiting transport vessel. Reg knew the Murch Brothers from Port Adelaide. The brothers had been using their ketch REGINALD M to ship Guano from the Islands, led by Captain Richard Murch. Reg approached them in 1934 about shipping grain from Marion Bay. The brothers visited the bay and thought it was an ideal place. They showed Reg where to stack his grain and they measured up the cliffs. When Reg was ready, they brought down and installed a ninety foot wooden chute. The bags of grain were then individually sent down the chute, landing in a waiting small boat then rowed to REGINALD M, 14 bags at a time. After 10 hours REGINALD M would be fully loaded with 1300 bags of grain and shipped to waiting ports. At one time a wild storm destroyed the chute but it was rebuilt and strengthened. REGINALD M was involved in shipping the grain from there until 1938. In 1940 Able Seaman Allan H Lucas served on Reginald M between September and December, being engaged and discharged from Port of Adelaide. His Certificate of Discharge was signed by ship’s Master W S Murch. It seems that at some stage Reginald M was used as a Customs vessel, as one photograph in Flagstaff Hill’s collection shows “H.M.C. No. 3, Pt Adelaide” on the bow. In 1969 the last freight left Marion Bay on the ketch REGINALD M carrying grain, wool and explosives. In late 1970 she was sold to the Mt. Lyell Mining and Railway Company and was used by them as a barge to carry explosives. In 1972 the Navy League of Strahan, Tasmania, purchased her for use by the Strahan Sea Cadet Unit to use at Macquarie Harbour and renamed her T.S. Macquarie. However this plan for use of Reginald M did not come to pass. In 1974 Mr. Andrew Rennie, of East Brighton, Melbourne, bought her for a similar purpose. , paying $5,000 and donating a ‘Cadet of the Year” trophy to the Sea Cadets. He sailed her from Strahan to Melbourne, planning to use her for pleasure sailing. Also in 1975 Reginald M was sold to Melbourne Ferry Company at auction. Later in 1975 the Reginald M was bought by Flagstaff Maritime Museum for $20,000 . She has been restored and is now one of the exhibits in the Village lagoon or lake. It was restored in 2006 using funds from a $4,000 government grant. This ship's wheel is significant because of its association with the REGINALD M. REGNIALD M was a coastal trading ketch from South Australia built in 1922. It is one of very few sailing coastal trading vessels still extant, and its flat bottom, single chine shape illustrates a very simple but robust method of construction, compared to other round bilged examples of trading vessels. She is now listed on the Australian Register of Historic Vessels (ARHV Number: HV000562.)Ship’s wheel, also called a Helm, eight spoke design. Centre of wheel is handmade of wood and has iron rings around each side. The spokes are fitted into this wooden hub. The outer wheel has an iron ring on one side and sections of a wooden ring on the other. There are both original and modern bolt and screw fastenings. The wheel has remnants of black paint. This ship’s wheel was originally fitted to the ketch REGINALD M and removed during its restoration. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ship's wheel, hand made ship's wheel, coastal trader, reginald m, ketch, john murch, ch murch, reg webb, carribie station, mt lyell copper company, queenstown navy league, andrew rennie, melbourne ferry company, r.f. dale