Showing 1308 items
matching making road
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Butter Churn, Cherry and Sons, Circa 1890-1920
The subject item is a good example of a large, hand-operated Bentwood box butter churn used to make up to 14 pounds of butter. It was made in Gisborne, Victoria, by the famous manufacturer, E. Cherry, and is known as an Improved Patent No.2 model probably dating from the late 1800s. The Cherry works specialised in making all types of butter churns and equipment for both domestic use on farms and small butter factories during the late nineteenth and early to mid. twentieth centuries. Milk was "separated" to retrieve the cream which was then beaten to make butter. E Cherry began making various models of Cherry butter churns in 1858, Edward Cherry migrated from Herefordshire England to Australia in 1855 with his wife Ann Appleby, nee Davis, and established a joinery workshop at Gisborne, Victoria. He began by making butter churns in his spare time and his product soon became popular allowing him to establish a viable business. A factory was established in 1875 and he started to make churns of all sizes including up to industrial scale. He exported his products to many countries around the world, Edward Cherry died in 1909 and the business was then run by his son George until he died in 1917. E Cherry's other son Thomas (1861-1945) was also involved in the firm maintaining an interest for several years. He had been born in Gisborne and became a senior house medical surgeon at the Melbourne Hospital in 1890. He continued his studies at Kings College London, eventually becoming a renowned bacteriologist and agricultural scientist. A significant giving an snapshot into how early rural and industrial manufacturing became established in Australia.Rectangular butter churn, a footed wooden box containing an X-shaped wooden interior rack, which is joined to an exterior metal hand crank with turned wood handle, through a hole in the box. Beneath the hand crank is a hole from the interior lined with metal. The lid has a carry handle affixed to the lid on two cross pieces attached to the lid by brass screws.Lettering in black on a transfer "CHERRY & SONS PTY LTD. GISBORNE VICTORIA". Model 00warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, flagstaff-hill-maritime-village, butter churn, gisborne, edward cherry, george cherry, thomas cherry, ann appleby, dairy equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Coopered Bucket, 1960 to 1980
This bucket was made from vertical planks of wood with bands of metal around it for strength. Buckets such as this were made by coopers, who had expertise in making wooden barrels. Wood or animal skin was used to make buckets in colonial times when other materials were unavailable. Buckets had many uses in domestic and agricultural life including carrying, measuring and storing. Cooper tradesmen used carpentry and blacksmithing skills to make a wide range of wooden containers and other objects. They sometimes used water or steam to bend and mould the timber.The bucket is an example of a product made from wood and iron by an experienced Cooper. In early colonial timeswhen ready-made products were scarce so the trades of coopers, blacksmiths, metal smiths, carpenters, builders and others were necessary for domestic, commercial and industrial establishment.Wooden coopered bucket; three metal bands around vertical wooden planks that form the body of the bucket. Two lugs extend higher than the planks and have a rope joined between them.warrnambool, shipwreck coast, flagstaff hill, flagstaff hill maritime museum, flagstaff hill maritime village, bucket, wooden bucket, container, domestic bucket, cooper, cooper trade, coopered bucket -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClock, 1867-1870
Chauncey Jerome (1793–1868) was an American clock maker in the early to mid 19th century. He made a fortune selling his clocks, and his business grew quickly. Jerome was born in Canaan USA in 1793 son of a blacksmith and nail-maker. He began his career in Plymouth, making dials for long-case clocks where he learned all he could about clocks, particularly clock cases, and then went to New Jersey to make seven-foot cases for clocks mechanisms. In 1816 he went to work for Eli Terry making "Patent Shelf Clocks," learning how to make previously handmade cases using machinery. Deciding to go into business for himself, Jerome began to make cases, trading them to Terry for wooden movements. In 1822 Jerome moved his business to Bristol New Haven, opening a small shop with his brother Noble and began to produce a 30-hour and eight-day wooden clocks. By 1837 Jerome's company was selling more clocks than any of his competitors. A one-day wood-cased clock, which sold for six dollars had helped put the company on the map. A year later his company was selling that same clock for four dollars. The company also sold one line of clocks at a wholesale price of 75 cents and by 1841 the company was showing an annual profit of a whopping $35,000, primarily from the sale of its brass movements. In 1842 Jerome moved his clock-case manufacturing operation to St. John Street in New Haven. Three years later, following a fire that destroyed the Bristol plant, Jerome relocated the entire operation to Elm City factory. Enlarging the plant, the company soon became the largest industrial employer in the city, producing 150,000 clocks annually. In 1850 Jerome formed the Jerome Manufacturing Co. as a joint-stock company with Benedict & Burnham, brass manufacturers of Waterbury. In 1853 the company then became known as the New Haven Clock Co, producing 444,000 clocks and timepieces annually, then the largest clock maker in the world. Jerome's future should have been secure but in 1855 he bought out a failed Bridgeport clock company controlled by P.T. Barnum, which wiped him out financially, leaving the Jerome Manufacturing Co. bankrupt. Jerome never recovered from the loss. By his admission, he was a better inventor than a businessman. When Jerome went bankrupt in 1856 the New Haven Clock Company purchased the company. One of the primary benefits of Jerome purchasing New Haven in the first place was the good reputation of the Jerome brand and the network of companies that remained interested in selling its clocks. In England, Jerome & Co. Ltd. sold Jerome clocks for the New Haven company until 1904, when New Haven purchased the English firm outright. After his involvement with the New Haven Company in 1856, Jerome traveled from town to town, taking jobs where he could, often working for clock companies that had learned the business of clock making using Jerome's inventions. On returning to New Haven near the end of his life, he died, penniless, in 1868 at the age of 74. The company struggled on after Jerome's bankruptcy until after World War II, when the company endeavored to continue through disruptions caused by a takeover along with poor sales, finally having to fold its operations in 1960 a little more than 100 years after it had been founded. The item is significant as it is associated with Chauncey Jerome who had made a historic contribution to the clock making industry during the 19th century when he began to substitute brass mechanisms for wooden mechanisms in his clocks. This was said to be the greatest and most far-reaching contribution to the clock industry. Because of his discovery of stamping out clockwork gears rather than using castings, Jerome was producing the lowest-priced clocks in the world. That can only add to his significance as the major clock manufacture of the 19th century. Jerome may have made and lost, a fortune selling his clocks but was perhaps the most influential and creative person associated with the American clock business during the mid-19th century. Also, he had served his community as a legislator in 1834, a Presidential elector in 1852 and mayor of New Haven, Connecticut from 1854 to 1855.Eight day movement wall clock with Roman numerals, octagonal shaped rosewood veneered casing, hinged face with locking clip. Wound from front. Face has adjustment for Fast-to-Slow.Part paper label on back of case can just make out "Jerome" and "ight and One" probable meaning is "Eight and One Day" describing the movements operational time between winding the mechanism.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock maker, jerome & co, new haven, chauncey jerome, canaan -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Rabbet Plane, Mathieson and Son, Late 19th to early 20th Century
In 1792 John Manners had set up a workshop making woodworking planes at 14 Saracens Lane Glasgow. He also had employed an apprentice Alexander Mathieson (1773-1851). But in the following year at Saracen's Lane, the 1841 census describes Alexander Mathieson as a master plane-maker now at 38 Saracen Lane with his son Thomas Adam working with him as a journeyman plane-maker. Presumably, Alexander must have taken over the premises and business of John Manners. Now that the business had Thomas Adam Mathieson working with his father it gradually grew and became more diversified, and it is recorded at the time by the Post-Office Glasgow Annual Directory that by 1847-1848 Alexander Mathieson was a “plane, brace, bit, auger & edge tool maker” In 1849 the firm of James & William Stewart at 65 Nicolson Street, Edinburgh was taken over and Thomas was put in charge of the business, trading under the name Thomas A. Mathieson & Co. as plane and edge-tool makers. Thomas's company went on to acquire the Edinburgh edge-tool makers “Charles & Hugh McPherson” and took over their premises in Gilmore Street. In the Edinburgh directory of 1856/7, the business is recorded as being Alexander Mathieson & Son, plane and edge-tool makers at 48 Nicolson Street and Paul's Work, Gilmore Street Edinburgh. The 1851 census Alexander is recorded as working as a tool and plane-maker employing eight men. Later that year Alexander died and his son Thomas took over the business. Under the heading of an edge-tool maker in the 1852/3 Post-Office Glasgow Annual Directory the firm is now listed as Alexander Mathieson & Son, with further entries as "turning-lathe and vice manufacturers". By the early 1850s, the business had moved to 24 Saracen Lane. The directory for 1857/8 records that the firm had moved again only a few years later to East Campbell Street, off the Gallowgate area, and that through further diversification was also manufacturing coopers' and tinmen's tools. The ten-yearly censuses report the firm's growth in 1861 stating that Thomas was a tool manufacturer employing 95 men and 30 boys; in 1871 he had 200 men working for him and in 1881 300 men. By 1899 the firm had been incorporated as Alexander Mathieson & Sons Ltd, even though only Alexander's son Thomas appears ever to have joined the firm so the company was still in his fathers' name. In September 1868 Thomas Mathieson put a notice in the newspapers of the Sheffield & Rotherham Independent and the Sheffield Daily Telegraph stating that his firm had used the trade-mark of a crescent and star "for some time" and that "using or imitating the Mark would be proceeded against for infringement". The firm had acquired its interest in the crescent-and-star mark from the heirs of Charles Pickslay, the Sheffield cutler who had registered it with the Cutlers' Company in 1833 and had died in 1852. The year 1868 seems also to be the one in which the name Saracen Tool Works was first adopted; not only does it figure at the foot of the notice in the Sheffield press, it also makes its first appearance in the firm's entry in the Post-Office Glasgow Annual Directory in the 1868/9 edition. As Thomas Mathieson's business grew, so too did his involvement in local public life and philanthropy. One of the representatives of the third ward on the town council of Glasgow, he became a river bailie in 1868, a magistrate in 1870 and a preceptor of Hutcheson's Hospital in 1878. He had a passion for books and was an "ardent Ruskinian". He served on the committee handling the bequest for the setting up of the Mitchell Library in Glasgow. When he died at Coulter Maynes near Biggar in 1899, he left an estate worth £142,764. Company's later years: Both Thomas's sons, James Harper and Thomas Ogilvie were involved in the continuing life of the firm. James followed in his father's footsteps in becoming a local public figure. He was appointed Deputy Lieutenant of the County of the City of Glasgow and was made a deacon of the Incorporation of the Hammermen of Glasgow in 1919. His brother Thomas Ogilvie was recorded as tool manufacturer and employer in the 1911 census. Thomas Ogilvie's son Thomas Alastair Sutherland Ogilvie Mathieson was born in 1908 took a rather different approach to engineering, however, by becoming a racing driver. In 1947 he wed the French film actress Mila Parély. The firm had won many awards at world fairs for their goods. At the Great Exhibition, London, 1851. Prize medal for joiners' tools in the class of Cutlery & Edge Tools, Great London Exposition, 1862. Prize medal honoris causa. International Exhibition, Melbourne, 1880. Gold medal International Exhibition of Industry, Science and Art, Edinburgh, 1886. Prize medalThe firm of Alexander Mathieson & Son was one of the leading makers of hand tools in Scotland. Its success went hand in hand with the growth of the shipbuilding industries on the Firth of Clyde in the nineteenth century and the emergence of Glasgow as the "second city of the Empire". It also reflected the firm's skill in responding to an unprecedented demand for quality tools by shipyards, cooperages and other industries, both locally and far and wide.Rabbet plane with a flat base. The blade wedge is inserted but without a blade. Made by A Mathieson and Son.Inscription "Alex Mathieson and Son" no longer visibleflagstaff hill, warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, cabinet makers tools, carpenders tools, wood planes, rabbeting plane, window making, tools, wood working, hand tool -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Archimedean drill, Late 19th Century
The Archimedes drill, also known as a fretwork drill, is an old type of drill which works on the Archimedian principle; the drill rotates quickly as the barrel on the stem is worked up and down. This tool provides a quick and easy way to bore holes through ordinary fret wood and other substances, smaller versions are used in jewellery making where precision drilling is required. There were numerous different sized Archimedes drills made from various materials, usually a combination of wood and steel, some being all steel and some including brass parts. The fancier versions of these drills included parts made from Rosewood, Ebony, Ivory and decorative brass parts. Some of the later Archimedes drills had technological improvements such as a ratchet device and the inclusion of fly-weights. The ratchet device allows the drill to revolve continuously in the cutting direction. The fly-weights give momentum to maintain the speed of the drill during the upward stroke of the hand. Most old examples such as the subject item have no makers names.A vintage drilling tool that gives a snapshot into how holes were drilled by hand into small or delicate objects during the Victorian era. Tools from this time are today regarded as collectable items eagerly sought by collectors of antique tools. Archimedean drill with Rosewood hand, brass bearings, steel twist and wooden grip. Noneflagstaff hill, warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, archimedean drill, archimedean drill with wooden hand, drilling tool -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Drill Brace, 1800s
The subject item is an early Victorian Scotch Brace with a 10-inch sweep. They were also known as a six penny or "gentleman's" brace and were designed to accept tapered square shank bits, early designs have a thumb screw to help secure the bit. Later designs had a catch to secure drilling bits. This type of brace was used in wagon making for boring & drilling holes into the wood for a variety of purposes, including driving screws. The subject item is unmarked but could have been made in Glasgow Scotland by John Fray in the 1800s, early drill braces of this type were often unmarked by their makers. A significant early example of a drill brace made in the UK during the 1800s demonstrates the evolution of this type of tool from this time that today is a rare and collectable example of woodworking tools.Brace metal with wooden handle. Has a screw in the holding socket item also has an auger bit. Noneflagstaff hill, warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, brace, carpenders wheel brace, cabinet makers tools, drilling tool, wagon makers drill -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBadge - Legacy donor's badge, A.J. Parkes, Mid-1900s
This Legacy donor's badge is one of a set of badges collected by Dr W R Angus from the organisations in which he was involved. The badge was made by A.J. Parkes, an Australia-wide firm that has been making badges for over a century. The $10', embossed on the back dates the badge after February 1966, when Australian money changed to decimal currency. A donation of $10 would be recognised by the gift of this badge. The set of badges is now part of Flagstaff Hill’s comprehensive W.R. Angus Collection, donated by the family of Dr W R Angus, surgeon and oculist. The W.R. Angus Collection: - The W.R. Angus Collection includes historical medical equipment, surgical instruments and material belonging to Dr Edward Ryan and Dr Thomas Francis Ryan, (both of Nhill, Victoria) and Dr Angus’ own belongings. The Collection’s history spans the medical practices of the two Doctors Ryan, from 1885-1926 plus that of Dr Angus, up until 1969. It includes historical medical and surgical equipment and instruments from the doctors Edward and Thomas Ryan of Nhill, Victoria. Dr Angus married Gladys in 1927 at Ballarat, the nearest big city to Nhill where he began as a Medical Assistant. He was also Acting House surgeon at the Nhill hospital where their two daughters were born. During World War II He served as a Military Doctor in the Australian Defence Forces. Dr Angus and his family moved to Warrnambool in 1939, where Dr Angus operated his own medical practice. He later added the part-time Port Medical Officer responsibility and was the last person appointed to that position. Both Dr Angus and his wife were very involved in the local community, including the planning stages of the new Flagstaff Hill and the layout of the gardens there. Dr Angus passed away in March 1970.This badge is significant for connecting Doctor Angus with organisations that he supported. The W.R. Angus Collection is significant for still being located at the site it is connected with, Doctor Angus being the last Port Medical Officer in Warrnambool. The Collection includes historical medical objects that date back to the late 1800s.Legacy appeal badge; a rectangular, shield-shaped metal and enamel badge, blue enamel on gold, with the Legacy symbol of a flaming torch in the centre. It has a vertical stick pin and inscriptions on the back. Made by A.J. Parks, Australia. The badge was given to donors of $10. This badge is part of a set of badges collected by Dr W R Angus. the set represents organisations that he was involved in, and is part of the W.R. Angus Collection.Embossed:“$10”and “A.J. PARKES” “AUST. WIDE” flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, badge, legacy badge, organisation badge, a.j. parkes, $10, ten dollars, donor's badge, legacy appeal, w.r. angus collection -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBadge - Legacy Appeal badge, A.J. Parkes, 1966
This Legacy badge is one of a set of badges collected by Dr W R Angus from the organisations in which he was involved. The badge was made by A.J. Parkes of Brisbane, an Australia-wide firm that has been making badges for over a century. The $2' and "£1" (one pound) embossed on the back dates the badge dates the badge to the year 1966 when Australian money was in the process of converting from pounds and pence to decimal currency's dollars and cents. It is interesting to note that the dollar sign "$2" has two vertical lines through the 'S', but the Australian currency sign for a dollar has only one vertical line. The badge may have been produced before the date of decimal conversion, which began on February 14th, 1966. A J Parkes may have ordered the badges before the published use of the dollar symbol. The set of badges is now part of Flagstaff Hill’s comprehensive W.R. Angus Collection, donated by the family of Dr W R Angus, surgeon and oculist. The W.R. Angus Collection: - The W.R. Angus Collection includes historical medical equipment, surgical instruments and material belonging to Dr Edward Ryan and Dr Thomas Francis Ryan, (both of Nhill, Victoria) and Dr Angus’ own belongings. The Collection’s history spans the medical practices of the two Doctors Ryan, from 1885-1926 plus that of Dr Angus, up until 1969. It includes historical medical and surgical equipment and instruments from the doctors Edward and Thomas Ryan of Nhill, Victoria. Dr Angus married Gladys in 1927 at Ballarat, the nearest big city to Nhill where he began as a Medical Assistant. He was also Acting House surgeon at the Nhill hospital where their two daughters were born. During World War II He served as a Military Doctor in the Australian Defence Forces. Dr Angus and his family moved to Warrnambool in 1939, where Dr Angus operated his own medical practice. He later added the part-time Port Medical Officer responsibility and was the last person appointed to that position. Both Dr Angus and his wife were very involved in the local community, including the planning stages of the new Flagstaff Hill and the layout of the gardens there. Dr Angus passed away in March 1970.This badge is significant for connecting Doctor Angus to organisations that he supported. It is also historically significant for representing Australia's conversion to decimal currency. The W.R. Angus Collection is significant for still being located at the site it is connected with, Doctor Angus being the last Port Medical Officer in Warrnambool. The Collection includes historical medical objects that date back to the late 1800s.Legacy Appeal badge; an oval-shaped metal and enamel badge, white enamel on gold, with the Legacy symbol of a flaming torch in the centre. It has a vertical stick pin and inscriptions on the back. It was made by A.J. Parks, Brisbane. The badge was given to a donor of $2 (£1 or one pound) to Legacy. This badge is part of a set of badges collected by Dr W R Angus. the set represents organisations that he was involved in, and is part of the W.R. Angus Collection.Embossed: "PARIVETTE 77-“ "A J PARKES" "BRISBANE" "£1" (one pound) "$2” (2 dollars) flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, badge, legacy badge, organisation badge, a.j. parkes, donor's badge, £1 badge, $2 badge, 14th february 1966, australian decimal conversion, brisbane, legacy appeal, w.r. angus collection -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Foot Grip, Frank McDowell, Early 20th century
This foot grip was made and owned by Frederick William McDowell (Fred) (1880 to 15-6-1967). It would be been joined to the stafe or frame of a jinker and used to step up from the ground and onto the seat. He was a wheelwright by trade. He made and repaired vehicles such gigs, buggies, jinkers, sulkeys, spring carts and farm wagons. His workshop was on the corner of Cramer Street and Raglan Parade in Warrnambool., previously the site of Fotheringhams, and after McDowell's, and still in 2023, occupied by Reece Plumbing Fred's workplace prior to retiring was at Bryant & Waterson's in Kepler Street, opposite the Criterian Hotel, making rubber tyred horse-driven farm wagons.This jinker's foot grip id part of a jinker or two-wheeled carriage. It is a rare item, made by a local wheelwright Frank McDowell who operated his buggy making and repair business in Warrnambool's CBD in the early twentieth century. It is an example of the equipment used on horse-drawn vehicles for safety and convenience.Foot grip, iron with silver plate finish. Rectangular metal plate with textured crossed over diagonal lines on the top surface and inset rectangles with impressed text. the curved and shaped ends have a drilled round hole. the length of the plate is an inverted 'v' shape towards the base. Made by F. McDowell, Warrnambool."F McDOWELL" "WARRNAMBOOL"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, fred mcdowell, frederick mcdowell, wheelwright, gig, buggy, jinker, sulkey, spring cart, farm wagon, 2-wheeled cart, horse cart, horse cart parts, jinker buggy, transport, vehicle, horse drawn, horse jinker, bryant & waterson, jinker part, jinker foot grip, step, foot plate, horse cart part, stafe, 2-wheeled carriage -
 Marysville & District Historical Society
Marysville & District Historical SocietyFlyer (Item) - Information Flyer, Forests Commission, Victoria, FOREST WALKS - MARYSVILLE, 1918-1983
An information flyer that was produced as a guide to the forest walks in and near Marysville by the Forests Commission of Victoria. The Forests Commission Victoria (FCV) was the main government authority responsible for management and protection of State forests in Victoria, Australia between 1918 and 1983. The Commission was responsible for ″forest policy, prevention and suppression of bushfires, issuing leases and licences, planting and thinning of forests, the development of plantations, reforestation, nurseries, forestry education, the development of commercial timber harvesting and marketing of produce, building and maintaining forest roads, provision of recreation facilities, protection of water, soils and wildlife, forest research and making recommendations on the acquisition or alienation of land for forest purposes″. An extensive network of walking tracks surrounds Marysville and they offer a variety of walks ranging in various levels of difficulty. This information flyer provides information such as the level of difficulty for six suggested walks around Marysville.An information flyer that was produced as a guide to the forest walks in and near Marysville by the Forests Commission of Victoria.marysville, victoria, australia, forest walks, forests commission victoria, beauty spot walk, tree fern gully walk, michaeldene track, keppel track, woods lookout track -
 Marysville & District Historical Society
Marysville & District Historical SocietyFlyer (item) - Information Flyer, Forests Commission, Victoria, Cumberland Scenic Reserve, 1918-1983
An information flyer that was produced as a guide to the Cumberland Scenic Reserve by the Forests Commission of Victoria. The Forests Commission Victoria (FCV) was the main government authority responsible for management and protection of State forests in Victoria, Australia between 1918 and 1983. The Commission was responsible for ″forest policy, prevention and suppression of bushfires, issuing leases and licences, planting and thinning of forests, the development of plantations, reforestation, nurseries, forestry education, the development of commercial timber harvesting and marketing of produce, building and maintaining forest roads, provision of recreation facilities, protection of water, soils and wildlife, forest research and making recommendations on the acquisition or alienation of land for forest purposes″. The Cumberland Scenic Reserve is set in the heart of the mountain forests of Victoria and is 16km east of Marysville on the Cumberland Road. This reserve forms part of the catchment of Armstrong Creek, a tributary of the Yarra River which provides water for the Melbourne area. The reserve is a prime mountain ash area in which is set the old Cambarville sawmill and village site.An information flyer that was produced as a guide to the Cumberland Scenic Reserve by the Forests Commission of Victoria. 423Aforests commission victoria, cumberland scenic reserve, marysville, victoria, cambarville, the big tree, cora-lyn falls, barton's lookout, cumberland falls, sovereign view, armstrong creek, yarra river, mountain ash -
 Federation University Historical Collection
Federation University Historical CollectionManual - Manual - Deutscher Mower, ZILLES COLLECTION: Owner's Manual for Duetscher TE910 Ride-On Mower
Zilles Printers was begun by Lewis Zilles in the early 1930s. It was in McKenzie Street Ballarat. His son Jeffrey also became a printer - letterpress, offset and screen printer. The business became Zilles Printers/Graphics and was in Armstrong Street and later Bell Street Ballarat. H F Deutscher Pty Ltd were the manufacturers of lawn mowers. They were at 711 Creswick Road, Ballarat but now are at 731 Creswick Road Wendouree. They have been making petrol mowers since the 1950s. Their history began when a golf club asked them to build a mower that was able to cut long grass. Since then they have produced many different models of hand and ride-on mowers.A4 booklet - 10 pages. Photographs of sections referred to. Draft copies and original photographszilles printers, deutscher, ballarat, petrol mowers, ride-on mowers, lawn mower -
 Glen Eira Historical Society
Glen Eira Historical SocietyNewspaper - CAULFIELD ENVIRONMENT PROTECTION SOCIETY
The file contains one item for this organisation. 1/Original copy of document titled C.E.P.S NEWS, no.4, June 1973. This newsletter covered subjects including banning the spraying of pesticides such as Dieldrin, waste disposal, recycling, compost making, and the beautification plans for Glenhuntly Railway Station.c.e.p.s news, caulfield environment protection society, local government, caulfield council, glenhuntly, glen huntly, caulfield, glenhuntly railway station, hawthorn road, glenhuntly road, caulfield south, pollution, conservation, recycling, waste disposal, living organisms, pesticides, environment, flann robert, child joan, gwythr alan, pilley erica, flann elizabeth, bennett june, lees harry, goldhar jeffry, hutchinson colin, mcnamara beryl, martin john, davies patricia, composting, conservation of natural resources, alexander john c, arden councillor, leschen councillor, fox max, community groups, parliamentary representatives, public interest research group, p.i.r.g., garbage, parr-smith geoff, caulfield historical society, filbert street -
Glen Eira Historical Society
Document - Glen Eira Residents Association
Six items pertaining to Glen Eira Residents Asssociation Inc. 1/Two copies of the minutes of a Committee Meeting of Glen Eira Residents Association Inc., held on 04/12/2001. The minutes cover a range of routine meeting items, as well as the postponed release of the Princes Park Master Plans and the proposed construction of car parks at Caulfield Racecourse. 2/A copy of Glen Eira Residents’ Association Inc.’s 30/05/2003 newsletter, notifying members of matters presently before Glen Eira City Council for purposes of evaluation. Matters include an admonishment to the Council to sort out anomalies between the C25 Amendment (80/20 Plan) and the Melbourne 2030 Plan, the success at convincing the Ministerial panel to adopt GERA’s views regarding the C14 Council Plan for the Caulfield Racecourse, a request for information from the Council regarding the previous year’s rate increase, a request for information from the Council regarding spending on planning for improvements to Princes Park, a call for the Council to improve its consultative procedures, a recommendation that the purpose of Glen Eira News be expanded to the making of suggestions for city improvement, and a notification of the measures implemented to improve the visibility of Caulfield Racecourse’s usability by the public. Includes a black-and-white photograph of Orrong Road, Elsternwick, illustrating what Glen Eira’s roads would look like if lined with trees, which was excluded from Glen Eira News on account of a current prohibition on the making of suggestions for city improvements. 3/Four copies of a booklet entitled ‘A Short Guide to Planning Procedures’, composed 08/2006, which endeavours to explain, as concisely as possible, the methodology by which Glen Eira City Council approves real estate developments and issues planning permits. 4/A booklet containing the minutes of the 05/10/2009 Annual General Meeting of Glen Eira Residents’ Association Inc. Details both routine items and more specific matters of discussion, such as inappropriate charges on the part of the Glen Eira City Council and the proposed inception of a questionnaire to evaluate local residents’ opinion of the Council. 5/A booklet announcing the 07/10/2010 Annual General Meeting of Glen Eira Residents’ Association Inc. at St. John’s Uniting Church, Elsternwick. Front cover details agenda and contains four colour photographs pertaining to public transport (buses, trams, trains) within the city. Interior features president Don Dunstan reflecting on issues relevant to GERA occurring over the preceding twelve months, with an emphasis on the dubious behaviour of the City Council, as well as two colour photographs: one of Dunstan himself and one of traffic at Elsternwick Junction. The rear cover contains the Financial Statement presented to the Meeting. 6Two copies of a printout of an article from the website of Glen Eira Residents’ Association Inc., accessed 19/06/2012, explaining the affects wrought as a result of the implementation of Planning Scheme Amendment C87. Said amendment changes the Planning Scheme protecting neighbourhood character by replacing the previous Significant Character Area (SCA) designation with the new designations of Neighbourhood Character Overlay (NCO) and Design and Development Overlay (DDO). In developing the Amendment, Glen Eira City Council commissioned Planisphere to procure the Planisphere Final Report, in which recommendations regarding the expansion, creation and deletion of SCAs were offered. The article contains a summary of said recommendations.glen eira residents’ association inc., clubs and associations, glen eira, meetings, minutes, campbell jack, dunstan don, marwick geoff, pleydell max, teseriero dominic, robins kevin, princes park, south caulfield, glen eira city council, local government, councillors, brennan martin, victorian local government association (vlga), erlich mayor, project manikato, caulfield racecourse, caulfield racecourse flat, racecourses, parks, car parks, kennedy cr., kennedy norman mr., crown land, glen eira road, rippon lea, c25 plan (80/20), melbourne 2030 plan, c14 council plan, rates, orrong road, elsternwick, trees, station street, caulfield north, neerim road, glenhuntly, glenhuntly park, orrong ward, grossbard cr., martens cr., building permits, delegated planning committee (dpc), steward joy, brohier peter, campbell fliss, scutt alex, ray darren, hannah brian, st. john’s uniting church, mees paul dr., elsternwick club, sandham street, melbourne weekly bayside, glen eira debates, walsh investigation, whelen investigation, forge cheryl cr., whiteside helen mayor, save our suburbs (sos), walsh mary, walsh kevin, french christine, elsternwick junction, planning scheme, planning scheme amendment c87, significant character areas (scas), planisphere final report, oakdene crescent, carnegie, blackwood street, housing diversity areas, urandaline grove, caulfield, normanby road/park crescent, kambrook road, balaclava road, hawthorn road tramway estate, caulfield south, ulupna road, ormond, murray street, prentice street, kambea grove, chestnut street, mcpherson avenue, queens avenue, caulfield east, derby crescent, clarinda street, st. james parade/downshire road, exhibition street, mckinnon, field street, boyd park, murrumbeena, lindsay avenue, lydson street -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photograph - black and white, Vernon Holt, Laura and Frank Wright, 9/4/22
Frank Wright was a renown resident of Smeaton, where he was born. He lived at Laura Villa, and attended Smeaton State School. His father William was a gold miner and his mother's name was Sarah. Their family won many singing and instrumental awards. Frank was tutored by Percy Code and became the Australian Open Cornet Champion by the age of eighteen. A year later, Frank conducted the City of Ballarat Band, and later the Ballarat Soldiers’ Memorial Band. He formed the Frank Wright Frisco Band and Frank Wright and his Coliseum Orchestra. These bands won many South Street awards, and Frank as conductor won many awards in the Australian Band Championship contest. In 1933 Frank Wright sailed to England to conduct the famous St Hilda’s Band and was later appointed Musical Director of the London County Council, where he organized many amazing concerts in parks, in and around the London district. He was made Professor of Brass and Military Band Scoring and conducted at the Guildhall of Music and Drama. Frank was often invited to adjudicate Brass Band Championships around Europe, in Australia, including South Street and in New Zealand. The Frank Wright Medal at the Royal South Street competition is awarded to an individual recognized as making an outstanding contribution to brass music in Australia.Black and white photograph of a man and a woman standing in front of a house. The man is dressed in a band uniform with hat and the woman is dressed in a dark above the ankle length dress. The woman is Laura Wright and the man is Frank Wright. The house is "Dalbrao" at Northcote Hand written on back - Laura Wright 25, Frank Wright 20, "Dalbrae", St Georges Road, Northcote, Melbourne, Taken by Vernon Holt, 9/4/22laura wright, frank wright, dalbrae, vernon holt, cornet, band -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Craft book, Norma Benporath, Tatting, circa 1940's
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doilies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. This book has photographs and detailed instructions for a wide range of tatted edgings and insertions suitable for household linens such as towels, doilies and tablecloths as well as patterns for whole mats. Stanley E. Mullen (a businessman) developed Semco Pty Ltd which began as a Melbourne based importation company in 1907. The first three letters of Semco's name were his initials. In 1915 it began manufacturing women's apparel, whitework and transfer patterns. In 1924 the company moved to Black Rock, Victoria and continued to produce an extensive range of needlework patterns and handcraft instruction booklets, threads etc. up until the late 1970's. Semco had a staff that included many young women. It was noted by E.J. Trait (editor of the local newspaper "Standard News") that the firm provided them with good working conditions and the correct rate of pay for women in a time of war - the starting rate for 15 year olds, mainly girls at Semco was 25 shillings per week. During World War 2, Manpower Regulations could be used to coerce workers to move into jobs that supported the war effort, but Trait argued that being employed at Semco could make this unlikely as the firm made some goods essential for the war effort. He even suggested that women be encouraged to produce needlework items (and play a part in the war effort) by sending them as presents, to the troops up north. He also heaped praise on the Semco workplace - noting that no Saturday work was the norm, allowing employees to shop and have "hair-do's" before enjoying a relaxing weekend! Semco also had a female cricket side in the women's Saturday association. After the war the firm stayed in production until the early 1990's when it was taken over by Coates-Paton Pty Ltd. Norma Benporath (1900 - 1998) was an expert in tatting techniques and taught and published extensively on the subject. She was born in New Zealand with impaired sight but cataract surgery restored 50% vision to one eye. She was inspired to learn tatting whilst watching her aunt tat and being told that tatting did not require as much sharp vision as embroidery. She quickly learnt to design her own patterns and published over 1000 tatted lace patterns between 1929 and 1952. She became a regular contributor to magazines (such as Home Beautiful) and newspapers across Australia. Her designs were also published in New Zealand, South Africa as well as the U.K. and U.S.A. When Semco, a thread manufacturer, noticed a rise in the sale of fine crochet threads, they realized they had an untapped market to explore. Norma designed a collection of tatting patterns for Semco that were used to help promote their threads. Norma also worked with Semco to produce a line of threads and shuttles specifically suited to tatting. In 1997, Norma was inducted into the "Order of Australia" for "Service to the craft of tatting as a designer and through the international publication of her patterns".This item is an excellent example of the needle work being enjoyed by women in the 1940's in Australia and the skills of the Australian designer, Norma Benporath. It is also an example of the trend that emerged for craft companies such as Semco to publish pattern books in order to advertise their own materials.A 32 page soft cover instruction book with green front and back covers showing two tatted doily designs. The book includes black and white photographs and written patterns by Norma Benporath.Front cover - "TATTING" "For / EXPERTS/ and / BEGINNERS" "By/Semco" "SEMCO INSTRUCTION BOOK" "No. 16" "WITH ILLUSTRATIONS AND INSTRUCTIONS" "9" Back cover - "FOR INSTRUCTIONS FOR WORKING SEE PAGE 22" "Published by Semco Pty. Ltd." "BLACK ROCK, 29, VIC"flagstaff hill maritime museum and village, warrnambool, great ocean road, tatting, tatting instruction book, tatting patterns, tatting shuttle, semco, semco pty ltd, norma benporath, needlework, handcrafts, household linen, craftwork -
 Flagstaff Hill Maritime Museum and Village
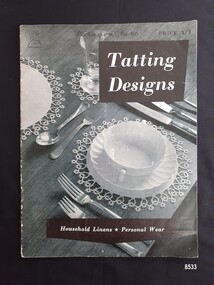
Flagstaff Hill Maritime Museum and VillageBook - Tatting craft book, Paragon Art Needlecraft Pty Ltd, Tatting Designs, circa 1940's
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". It looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. Paragon knitting, crochet and tatting books have been distributed throughout Australia since the 1930's, originally by "Paragon Art Needlework Pty Ltd" of Sydney, N.S.W. From 1946 these books were designed and printed in Australia from patterns provided by British and Australian thread companies. Consequently these patterns may also appear in similar British and American publications. Paragon Book No. 104 is an instruction book designed for the "beginner" whilst Paragon book No. 105 is designed for the more experienced tatter. The layout of these books was typical of the 1940s period when paper was in short supply. Most of the pattern books were approximately 18 cms wide by 24 cms high and some were smaller at about 13cm by 21 cms. The type used was small (about four lines of text per centimetre) which was difficult to read. This item is an excellent example of a needle work pattern book available to women in the 1940's in Australia.A soft covered, 16 page instruction book titled "Tatting Designs". It has black and white photographs and detailed patterns for tatted doilies, a tray mat, a chairback and arm rests, a cheval set, a luncheon set, collars and edgings for an underskirt, gloves and handkerchief. It is published by Paragon Art Needlecraft of Sydney.Front cover - "Paragon's No 105" "PRICE 1/3" "Tatting Designs" "Household Linens * Personal Wear" Plus a stylized drawing of a deerflagstaff hill maritime museum and village, great ocean road, warrnambool, shipwreck coast, tatting book, tatting patterns, craft, handiwork, handcraft, needlework, shuttle -
 Flagstaff Hill Maritime Museum and Village
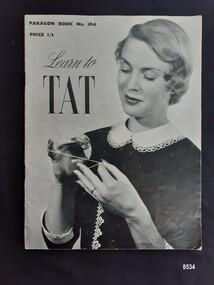
Flagstaff Hill Maritime Museum and VillageBook - Tatting craft book, Paragon Art Needlecraft Pty Ltd, Learn to Tat, circa 1940's
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". It looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. Paragon knitting, crochet and tatting books have been distributed throughout Australia since the 1930's, originally by "Paragon Art Needlework Pty Ltd" of Sydney, N.S.W. From 1946 these books were designed and printed in Australia from patterns provided by British and Australian thread companies. Consequently these patterns may also appear in similar British and American publications. Paragon Book No. 104 is an instruction book designed for the "beginner" whilst Paragon book No. 105 is designed for the more experienced tatter. The layout of these books was typical of the 1940s period when paper was in short supply. Most of the pattern books were approximately 18 cms wide by 24 cms high and some were smaller at about 13cm by 21 cms. The type used was small (about four lines of text per centimetre) which was difficult to read.This item is an excellent example of a needle work pattern book available to women in the 1940's in Australia.A soft covered 16 page instruction book with black and white photographs and detailed instructions explaining how to tat and eight tatting projects including how to make a collar and handkerchief edgings, published by Paragon Art Needlecraft of Sydney.Front cover - "PARAGON BOOK NO. 104" "PRICE 1/3" "Learn to/ TAT' Back Cover - "36/D5 E/A DO2" - handwritten in pencil flagstaff hill maritime museum and village, warrnambool, great ocean road, shipwreck coast, tatting, tatting pattern book, tatting instructions, handicraft, needlework, shuttle, tatting shuttle, paragon needlecraft, paragon craft book -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Tatting Shuttle, Aero Needles Group Ltd, Mid to late 20th century
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots.The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century.Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic (as is item 8535.1). The second type has a post in the center where the thread is wound (e.g. item 8535.2). The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace. One type of tatting shuttle produced by "Aero" from the 1930's to the late 1960's was an anodized grey coated aluminium shuttle with a sharp pick at one end. In the 1970's it was superseded by the grey plastic "Aero" which has a removeable bobbin which you can put on the end of the shuttle to make thread winding easier and an embedded crochet hook for joining picots. The "Aero" company developed in Redditch, England - a town renowned as a centre for manufacturing needles. Firms run by Henry Milward and Abel Morrall were based in Redditch and by the 18th century Redditch was manufacturing one million sewing needles per year. Abel Morrall Ltd launched the "Aero" brand in 1936 and greatly expanded the firm's product line to include tatting shuttles and knitting needles. The classic plastic "Aero" tatting shuttle was manufactured in England from the early 1970's until the 1990's. These items are significant as examples of easily accessible handiwork tools that enabled women in the 1930s -1960s to be able to decorate and personalize their household linen and clothing.Shuttle no. 8535.1 is a beige, boat shaped plastic shuttle with enclosed ends, small round central indentations on both sides and an enclosed black removeable bobbin. The shuttle has a grooved point at one end to hold a bobbin and a small metal crochet hook at the other end. Shuttle no. 8535.2 is a beige, boat shaped metal shuttle with pointed ends that are open but snug, small round central indentations and two smaller circular markings (on both sides) and two internal posts with cream thread wound around.Shuttle no. 8535.1 - "AERO" / "ENGLAND" Shuttle no. 8535.2 - "AERO' / "ENGLAND" "39c" (written in ball point pen)flagstaff hill maritime museum and village, flagstaff hill, warrnambool, shipwreck coast, great ocean road, tatting shuttle, aero company, handwork, handwork tool, craft, handcraft, needlework, tatting -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClothing - Combination Undergarment, late 19th or early 20th century
This item of underclothing, called a "combination" is one of several linen and clothing items belonging to the deceased estate of Susan Henry OAM (nee Vedmore 1944 - 2021) that was donated to Flagstaff Hill Maritime Museum and Village. Susan's family (Harold and Gladys Vedmore) immigrated to Australia from Wales in 1955 and settled in Warrnambool. Susan was well known in the Warrnambool community for her work supporting children and families across the district - particular those with disabilities, or those who were homeless, unemployed or isolated. Susan was the founding trustee of the "Vedmore Foundation" - a Warrnambool philanthropic trust set up in 2010 to support a range of charitable and not-for-profit causes by providing grant assistance. In 2021, she was awarded a Medal of the Order of Australia for services to the community. Combination undergarments combined the chemise and drawers into one garment. The combination is divided, or bifurcated, from the waist to the crotch for easier urinating. This one-piece type of underwear was worn by females from the 1860s and into the early 1900s. The 19th Century garments had front button closures like this one, and those made in the 1900s more often had back closures. Combination underwear was popular because the all-in-one design had far fewer gathers and bulk, making the other clothing look much smoother. Their primary use was to protect clothing from perspiration and because they were made with cotton or linen, were easy to wash. This particular item is made with lawn (a very lightweight fabric) and is sleeveless, making it suitable for hot weather. Although they were worn under the corset next to the skin (and therefore not meant to be seen), they were often decorated with lace or embroidery. This item is an example of the needlework skills of women in the late 19th century - using machine stitching and lace to personalise and embellish a practical item of clothing. It is also significant as an example of a practical solution to the difficulties that women of this era faced with regard to the washing of clothes and household linens.Lady’s white lawn and lace all-In-one combination undergarment. The handmade underwear is a combined chemise and bloomers. It has four buttons in the front and is trimmed with lace on the neckline, armholes, bodice (in a diagonal design) and legs. The left and right sides are divided from the waist to the crutch. The back of the garment is plain with a gathered section at the lower back.flagstaff hill maritime museum and village, great ocean road, combinations, lady's combinations, undergarment, lingerie, handsewn, underwear, clothing, victorian era undergarments, lady's garment, susan henry oam, vedmore foundation -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Plain Sewing Sampler, 1897
A "Plain Sewing Sampler" or "Darning Sampler" was intended to showcase the wide range of sewing techniques and skills a girl or woman had. These skills might include hand sewing techniques such as darning, patching, hemming, mending, structural sewing (making pleats, inserting gussets, joining fabric with seams) making buttonholes and embroidery. Samplers could also be intended for practicing a particular technique. There were several articles printed in Australian newspapers around 1889 referring to the "Plain Sewing Movement". In 1889 a Melbourne branch of the "London Institute for the Advancement of Plain Needlework" was formed by a group of ladies led by Lady Loch and Lady Clarke with the purpose of teaching "plain needlework' to women and girls. "Plain Sewing" included fundamental stitches and techniques that were essential for practical clothing construction and maintenance. Several years later in 1891, another meeting was held at Clivedon (the residence of Lady Clarke) to look into the possibility of improving the teaching of sewing in the state schools. This meeting was attended by several school inspectors and the committee of "the Melbourne Institute for the Advancement of Plain Needlework". This "Plain Sewing Sampler" was donated from the estate of Susan Henry OAM nee Vedmore (1944 - 2021). Susan's family (Harold and Gladys Vedmore) immigrated to Australia from Wales in 1955 and settled in Warrnambool. Susan was well known in the Warrnambool community for her work supporting children and families across the district - particular those with disabilities, or those who were homeless, unemployed or isolated. Susan was the founding trustee of the "Vedmore Foundation" - a Warrnambool philanthropic trust set up to support a range of charitable and not-for-profit causes by providing grant assistance. In 2021, she was awarded a Medal of the Order of Australia for services to the community. It has not been possible to identify the lady (with the initials L. L.) who made this item in 1897 but it was thought to possibly be a female relation in her maternal (or possibly, paternal) grandmother's family. It has many of the same elements and techniques that were taught by the "Plain Sewing Movement" that originated in England at the end of the nineteenth century.This item is a rare example of the handcraft skills learnt by women and girls in the late 1890's to construct and maintain practical clothing for their families.A cream cotton sampler made from three smaller rectangular shapes, displaying a wide variety of plain sewing techniques including hand stitched seams (french, bound and herringboned), inserted patch, buttonhole, button, gathering, a gusset, frills, pintucks, a placket, cross stitch initials and date (L L and 1897) and decorative embroidery.L L/1897flagstaff hill maritime museum and village, warrnambool, shipwreck coast, needlework, textiles, plain sewing sampler, darning sampler, handwork, sewing, great ocean road, susan henry oam, vedmore trust, hand sewing, sewing techniques -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Plain Sewing Sampler, 1897
A "Plain Sewing Sampler" or "Darning Sampler" was intended to showcase the wide range of sewing techniques and skills a girl or woman had. These skills might include hand sewing techniques such as darning, patching, hemming, mending, structural sewing (making pleats, inserting gussets, joining fabric with seams) making buttonholes and embroidery. Samplers could also be intended for practicing a particular technique. There were several articles printed in Australian newspapers around 1889 referring to the "Plain Sewing Movement". In 1889 a Melbourne branch of the "London Institute for the Advancement of Plain Needlework" was formed by a group of ladies led by Lady Loch and Lady Clarke with the purpose of teaching "plain needlework' to women and girls. "Plain Sewing" included fundamental stitches and techniques that were essential for practical clothing construction and maintenance. Several years later in 1891, another meeting was held at Clivedon (the residence of Lady Clarke) to look into the possibility of improving the teaching of sewing in the state schools. This meeting was attended by several school inspectors and the committee of "the Melbourne Institute for the Advancement of Plain Needlework". This "Plain Sewing Sampler" was donated from the estate of Susan Henry nee Vedmore (1944 - 2021). Susan's family (Harold and Gladys Vedmore) immigrated to Australia from Wales in 1955 and settled in Warrnambool. Susan was well known in the Warrnambool community for her work supporting children and families across the district - particular those with disabilities, or those who were homeless, unemployed or isolated. Susan was the founding trustee of the "Vedmore Foundation" - a Warrnambool philanthropic trust set up to support a range of charitable and not-for-profit causes by providing grant assistance. In 2021, she was awarded a Medal of the Order of Australia for services to the community. It has not been possible to identify the lady (with the initials L. L.) who made this item in 1897 but it was thought to possibly be a female relation in her maternal (or possibly, paternal) grandmother's family. It has many of the same elements and techniques that were taught by the "Plain Sewing Movement" that originated in England at the end of the nineteenth century.This item is a rare example of the handcraft skills needed by women and girls in the late 1890's to construct and maintain practical clothing for their families.A cream flannel sampler made from three smaller rectangular shapes, displaying a wide variety of plain sewing techniques including hand stitched seams (french, bound and herringboned), darned patches, inserted patches, pleats, buttonholes, buttons, a gusset, pintucks, a placket, cross stitch initials and date (L L and 1897) and decorative embroidery.L.L. / ?? Yr 1897flagstaff hill maritime museum and village, great ocean road, warrnambool, sewing, plain sewing, sewing sampler, plain sewing sampler, darning sampler, hand sewing, textiles, susan henry oam, vedmore foundation, sewing techniques -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph, Frank Wright (left) and his brother, Alex, c 1903 - 1904
Frank Wright was a renown resident of Smeaton, where he was born. He lived at Laura Villa, and attended Smeaton State School. His father William was a gold miner and his mother's name was Sarah. Their family won many singing and instrumental awards. Frank was tutored by Percy Code and became the Australian Open Cornet Champion by the age of eighteen. A year later, Frank conducted the City of Ballarat Band, and later the Ballarat Soldiers’ Memorial Band. He formed the Frank Wright Frisco Band and Frank Wright and his Coliseum Orchestra. These bands won many South Street awards, and Frank as conductor won many awards in the Australian Band Championship contest. In 1933 Frank Wright sailed to England to conduct the famous St Hilda’s Band and was later appointed Musical Director of the London County Council, where he organized many amazing concerts in parks, in and around the London district. He was made Professor of Brass and Military Band Scoring and conducted at the Guildhall of Music and Drama. Frank was often invited to adjudicate Brass Band Championships around Europe, in Australia, including South Street and in New Zealand. The Frank Wright Medal at the Royal South Street competition is awarded to an individual recognized as making an outstanding contribution to brass music in Australia.A mounted, studio sepia photograph of two children. The younger child is sitting on an animal fur rug beside the older child who is standing on a chair.Both children are in dresses, with the older child wearing shoes and socks. The children are Frank Wright and his brother Alex. It appears that the photograph has been pasted over another photograph and the information printed on the mount refers to that underneath.Printed on the front of the mount - Percival K. Upton. Stroud Green Road, N.frank wright, alex wright, young children -
 Federation University Historical Collection
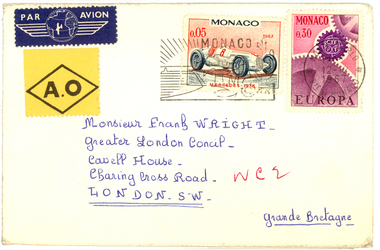
Federation University Historical CollectionEnvelope, Stamped envelope from La Scala, Monte Carlo, 1967, 1967
Frank Wright was a renown resident of Smeaton, where he was born. He lived at Laura Villa, and attended Smeaton State School. His father William was a gold miner and his mother's name was Sarah. Their family won many singing and instrumental awards. Frank was tutored by Percy Code and was awarded a gold medal for the highest marks in the ALCM examinations in the British Colonies at the age of seventeen years. He became the Australian Open Cornet Champion by the age of eighteen. A year later, Frank conducted the City of Ballarat Band, and later the Ballarat Soldiers’ Memorial Band. He formed the Frank Wright Frisco Band and Frank Wright and his Coliseum Orchestra. These bands won many South Street awards, and Frank as conductor won many awards in the Australian Band Championship contest. In 1933 Frank Wright sailed to England to conduct the famous St Hilda’s Band and was later appointed Musical Director of the London County Council, where he organized many amazing concerts in parks, in and around the London district. He was made Professor of Brass and Military Band Scoring and conducted at the Guildhall of Music and Drama. Frank was often invited to adjudicate Brass Band Championships around Europe, in Australia, including South Street and in New Zealand. The Frank Wright Medal at the Royal South Street competition is awarded to an individual recognized as making an outstanding contribution to brass music in Australia.An envelope addressed to Monsieur Frank Wright Greater London Concil Cavell House- Charing Cross Road- WC2 London-S W - Grande Bretagne Printed on back - La Scala 208, Monte-Carlo Handwritten on front - Monsieur Frank Wright, Greater London Concil Cavell House- Charing Cross Road- WC2 London-S W - grande Bretagnefrank wright, monaco, stamps philately -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Jug Cover, ca 1910
The jug cover was made by diagonally overlapping two squares of net fabric and stitching them together. The beads on the cover are used to weigh the cover down and keep it on the jug. In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families)This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is significant for its association with a ‘glory box’ or hope chest, a tradition of single ladies making and collecting a range of linen and other domestic items in preparation for their future marriage. The item is a fine example of early 20th-century needlework and handmade domestic items.Jug cover; net fabric eight-point star shape, with white crocheted edges and red, white and green beads on each point. Part of the Chamberlain Dale Lees Collection.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, needlework, crochet, miss a.e. emery dressmaker, jug cover, beaded cover, beaded jug cover -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Jug Cover, ca 1910
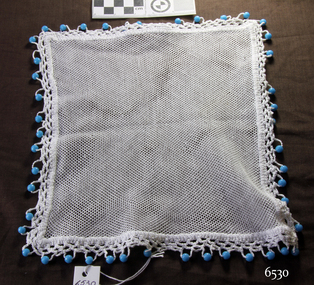
The jug cover was made by overlapping two squares of net fabric and joining them together. The beads on the cover’s border are used to weigh the cover down and keep it on the jug. In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families)This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is significant for its association with a ‘glory box’ or hope chest’, a tradition of single ladies making and collecting a range of linen and other domestic items in preparation for their future marriage. The item is a fine example of early 20th-century needlework and handmade domestic items.Jug cover, square shape, net fabric with blue beads along the crocheted edge. Part of the Chamberlain Dale Lees Collection.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, needlework, crochet, jug cover -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Jug Cover, ca 1910
The jug cover has beads on the border, which are used to weigh the cover down and keep it on the jug. In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families)This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is significant for its association with a ‘glory box’ or hope chest’, a tradition of single ladies making and collecting a range of linen and other domestic items in preparation for their future marriage. The item is a fine example of early 20th-century needlework and handmade domestic items.Jug Cover, crocheted square shape, diamond pattern in the centre, with alternate blue, green and clear beads on the edge. From the Chamberlain Dale Lees Collection'. flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, miss a.e. emery dressmaker, needlework, crochet, jug cover -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Jug Cover, ca. 1910
The jug cover has beads on the border, which are used to weigh the cover down and keep it on the jug. In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families)This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is significant for its association with a ‘glory box’ or hope chest’, a tradition of single ladies making and collecting a range of linen and other domestic items in preparation for their future marriage. The item is a fine example of early 20th-century needlework and handmade domestic items.Jug Cover, square shape, swan incorporated in crochet with blue beads on the crocheted edge. Part of the Chamberlain Dale Lees Collection.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, needlework, crochet, jug cover, crocheted cover -
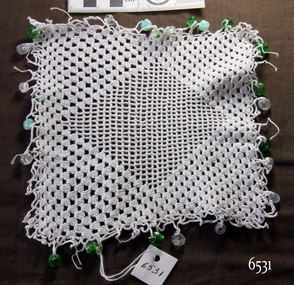
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Jug Cover, ca 1910
The jug cover has beads on the border, which are used to weigh the cover down and keep it on the jug. In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families) This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is significant for its association with a ‘glory box’ or hope chest’, a tradition of single ladies making and collecting a range of linen and other domestic items in preparation for their future marriage. The item is a fine example of early 20th-century needlework and handmade domestic items.Jug Cover, white crocheted square with a Maltese Cross incorporated in the design and green beads on the crocheted edge. Part of the Chamberlain Dale Lees Collection.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, miss a.e. emery dressmaker, needlework, crochet, jug cover, crocheted cover -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Lavender Bag, ca 1910
Small decorative bags containing dried lavender, rose petals and other fragrant flowers and leaves were used to add fragrance to linen and clothing. They were also used to repel insects and help preserve the textile pieces. Fragrant bags were used to freshen the air in rooms and even as a deodorant inside special pockets in ladies' undergarments. In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families)This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is significant for its association with a ‘glory box’ or hope chest’, a tradition of single ladies making and collecting a range of linen and other domestic items in preparation for their future marriage. The item is a fine example of early 20th-century needlework and handmade domestic items.Lavender bag, white crocheted squares, back to back, with a border and a swan design incorporated in crochet. Part of the Chamberlain Dale Lees Collection.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, needlework, crochet, lavender bag, fragrant bag, insect repellant