Showing 1075 items matching "import"
-
 Puffing Billy Railway
Puffing Billy RailwayDouble Headed Rail, circa 1872 - 1883
Double Headed Rail from Ravenswood Station Siding which was dismantled circa 1987 the two rails were stored for a time at Maldon before being donated to Puffing Billy Museum Bearing makers marks of Wilson & Cammell - Dronfield- Steel works Wilson & Cammell made Steel rails at their Dronfield Steel Works, in Dronfield, North East Derbyshire, England from 1872 - 1883 Double-headed rail In late 1830s Britain, railway lines had a vast range of different patterns. One of the earliest lines to use double-headed rail was the London and Birmingham Railway, which had offered a prize for the best design. This rail was supported by chairs and the head and foot of the rail had the same profile. The supposed advantage was that, when the head became worn, the rail could be turned over and re-used. In practice, this form of recycling was not very successful as the chair caused dents in the lower surface, and double-headed rail evolved into bullhead rail in which the head was more substantial than the foot. Info from Wikipedia - Rail Profile https://en.wikipedia.org/wiki/Rail_profile The first records of double headed rail being used In Victoria by Victorian Railways was in 1859, the rails, chairs, oak and trenails were imported from UK. After the 1870’s the Victorian Railways went over to using flat bottom rails, but they still needed replacement double headed rail for lines already laid and this continued up to at least 1883 Wilson & Cammell - Dronfield- Steel works Wilson & Cammell made Steel rails at their Dronfield Steel Works, in Dronfield England from 1872 - 1883 Mount Alexander & Murray River Railway The Melbourne, Mount Alexander & Murray River Railway Company received parliamentary assent in February 1853 to build Victoria's first inland railway from Melbourne to Williamstown, and Melbourne to Bendigo and Echuca. Construction commenced in January 1854 with work on a pier at Williamstown but lack of funds slowed progress, eventually prompting the company to sell out to the government. The 100-mile (162 km) section to Bendigo opened in October 1862. Its cost of £35,000 per mile made it the most expensive railway ever built in Australia. In 1864, the line was extended to Echuca, tapping into the booming Murray-Darling paddlesteamer trade. info from Museums Victoria - Victorian Railways https://museumsvictoria.com.au/railways/theme.aspx?lvl=3&IRN=450&gall=456 1863 Ravenswood Station open on the 1st Feb 1863 Victorian Railways - purchased and imported the Rail and Chairs from Raleigh, Dalgleish, White and Co. London Importation of railway plant : abstract of a return to an order of the Legislative Assembly dated 27th June 1860 for - Copies of the advertisements calling for tenders, the names of the tenderers and the accounts and correspondence with Mr Brunel relating thereto GP V 1859/60 no. C 15 http://www.parliament.vic.gov.au/papers/govpub/VPARL1859-60NoC15.pdf Report from the Select Committee upon the Importation of Railway Plant : together with proceedings of the Committee, minutes of evidence and appendix GP V 1859/60 no. D 38 (2.9 MB) http://www.parliament.vic.gov.au/papers/govpub/VPARL1859-60NoD38.pdf Ravenswood Siding When the Victorian Railways were established in 1856 they adopted one of the popular British permanent way standards - heavy 80lb (36.3kg) double-headed rail held up right in cast iron chairs attached to transverse timber sleepers by wooden pegs called trenails. The Ravenswood Railway siding was constructed in 1862 with 12 feet wrought iron double-head rail held in cast iron chairs with Ransom and May patent compressed keys. Trenails held the chairs to the sleepers and the joints were secured in joint chairs. Joints were subsequently joined using fish plates. It formed part of the Melbourne to Echuca rail line, initially known as the Melbourne, Mt Alexander and Murray River Railway. George Christian Derbyshire, the first Engineer-in-Chair of the Victorian Railways was responsible for the design and construction of the works. No new lines were built in Victoria using double-headed rail after 1870. The siding was disconnected from the main line in 1988. The Ravenswood Railway Siding demonstrates the original 1856 philosophy of the Victorian Railways to adopt British permanent way technology. The siding demonstrates significant aspects in the development of permanent way technology in England and Victoria over the period from the 1830's to the 1880's. The chairs in the Ravenswood siding are physical evidence of early railway technology rendered obsolete 120 years ago, namely joint chairs at rail joints and trenails to secure the chairs to the sleepers. The double-headed rail demonstrates an important stage in the evolution of British rail technology in the 1830s. The old fish plates, square headed bolts and square nuts demonstrate the success of fishing the rail joins. The Ravenswood siding demonstrates the earliest form of rail joint technology developed in England, and existing in Australia, the joint chair. In part of the siding the sequence of joint and intermediate chairs is consistent with the 1856 specifications, that sequence is rare with the joints secured in joint chairs. The survival of chairs in this sequence is rare and almost certainly demonstrates that they remained in continuous use at the same location from 1862 to 1988. This remnant of the Ravenswood siding has survived 126 years. The siding has proved to be the most significant of extant remnant double-headed sidings in Victoria, containing a rare combination of early permanent way technologies. Construction dates 1862, Info from Ravenswood Railway Siding Victorian Heritage Database Report http://vhd.heritagecouncil.vic.gov.au/places/4693/download-report The remaining section of this siding is significant at the State and National levels in that it demonstrates the use of chaired rail by the Victorian Railways Department for the Trunk Lines and, more particularly, the following stages in the evolution of this long obsolete method of permanent way construction: a) The use of joint chairs and intermediate chairs at regular intervals inferring that the original wrought iron rail lengths were 12 feet, as is known through documentary sources to have been the case. The survival of chairs in this sequence is unique and almost certainly demonstrates that they have remained in continuous use at the same location and in the same sequence from 1862 to 1988 . b) The use of joint chairs and intermediate chairs designed for use with trenails. c) The use of later intermediate chairs designed for use with steel pins and the use of fished joints with steel double head chaired rail, representing a second method of constructing the permanent way using chaired rail technology. info from Ravenswood Siding - Melbourne/Echuca Railway Line - Victorian Heritage Database Report http://vhd.heritagecouncil.vic.gov.au/places/70103/download-report Addition to Citation for Melbourne to EchucaRailway Line 1/10/1990 Double Head Rail The surviving lengths of double head rail with chairs on this railway compare with one surviving similar remnant on the Geelong to Ballarat railway and are representative of permanent way construction techniques applied exclusively to the two trunk railways of the 1860's. In this respect they are rare survivors and may be unique at the national level and of technical importance at the international level to the extent that they enhance contemporary understanding of early railway building technology. Surviving lengths of chaired double head rail survive at Kyneton, Ravenswood and Bendigo on this railway and include a number of different types of cast iron intermediate and joint chairs with hardwood keys and metal pins. The Ravenswood siding is of special significance for the diversity of chair types and for the sequence of chairs recalling rail lengths known to be associated with construction of the line in 1862. Construction of the Railway Tenders closed on 24 March 1858 with no less than 133 tenders being received. A contract was let to Cornish and Bruce for £3,356,937 to commence work on 1 June 1858 and complete the line by 31 July 1861. Cornish and Bruce made quick early progress with the Melbourne to Sunbury section being officially opened on 13 January 1859. The line was officially opened to Bendigo (Sandhurst) on 20 October 1862 by the Governor of Victoria, Sir Henry Barkly. A great banquet was held for 800 guests and this was followed by a grand ball. The extension of the line to Echuca was a relatively simple matter as that part of the line was across plain country without any significant engineering challenges. Tenders were called for the work in 1863 and the work was completed in 1864 by contractors Collier and Barry Apart from the line contractors, other firms directly involved were J Shire law and Co (sleepers), R Fulton, Langlands Brothers and Co, William Crossley (water supply), B Moreland, Langlands Brothers and Co (platelayers lorries), E Chambers (iron pins, traversers), Miller and McQuinstan (luggage vans and steam engines) and various contractors for building works. Info from Engineers Australia Engineering Heritage Victoria Nomination for Recognition under the Engineering Heritage Australia Heritage Recognition Program for the Goldfields Railways - Melbourne , Bendigo & Echuca Railway Page 25 - .2.9.2 Statement from National Trust of Australia (Victoria) Listing number B5323 for Mt Alexander/Murray Valley Rail Line: Page 69 - Theme 3 https://www.engineersaustralia.org.au/portal/system/files/engineering-heritage-australia/nomination-title/Melbourne_%20Bendigo_Echuca%20Railway%20Nomination.pdf The Melbourne, Mount Alexander and Murray River Railway Company was a railway company in Victoria, Australia. It was established on 8 February 1853 to build a railway from Melbourne to Echuca on the Victorian-NSW border and a branch railway to Williamstown. The company struggled to make any progress and on 23 May 1856, the colonial Government took over the Company and it became part of the newly established Department of Railways, part of the Board of Land and Works. The Department of Railways became Victorian Railways in 1859. Construction of the Bendigo line commenced in 1858, but this private consortium also met with financial difficulties when it was unable to raise sufficient funds, and was bought out by the Victorian colonial government. The design work was then taken over by Captain Andrew Clarke, R. E., Surveyor-General of Victoria, with bridge designs completed by Bryson and O'Hara The contract for the first stage of the line from Footscray to Sandhurst (now Bendigo), was let to Cornish and Bruce for £3,356,937.2s.2d ($6.714 million) with work commencing on 1 June 1858. Completion of the permanent way was to be by 31 July 1861 https://en.wikipedia.org/wiki/Melbourne,_Mount_Alexander_and_Murray_River_Railway_Company Victorian Railways - purchased and imported the Rail and Chairs from Raleigh, Dalgleish, White and Co. London Importation of railway plant : abstract of a return to an order of the Legislative Assembly dated 27th June 1860 for - Copies of the advertisements calling for tenders, the names of the tenderers and the accounts and correspondence with Mr Brunel relating thereto GP V 1859/60 no. C 15 http://www.parliament.vic.gov.au/papers/govpub/VPARL1859-60NoC15.pdf Report from the Select Committee upon the Importation of Railway Plant : together with proceedings of the Committee, minutes of evidence and appendix GP V 1859/60 no. D 38 (2.9 MB) http://www.parliament.vic.gov.au/papers/govpub/VPARL1859-60NoD38.pdf Victorian Railways : report of the Board of Land and Works November 1862 GP V 1862/63 no. 21 (2.8 MB) https://www.parliament.vic.gov.au/papers/govpub/VPARL1862-63No21.pdfHistoric - Victorian Railways - Double Headed rail Ravenswood Railway Station and Siding Victorian Heritage Database Reports Victorian Heritage Register VHR H1100 Victorian Heritage Register VHR H1786 National Trust VHR H1100 Mount Alexander and Murray River Rail way Line National Trust2 rail lengths of Double Headed Rail made of Iron makers marks : Wilson & Cammell - Dronfield - Steel and 20 joint chairs with metal rail pins Makers mark Wilson & Cammell - Dronfield - Steel (possible date 187? very hard to read ) puffing billy, double headed rail, wilson & cammell - dronfield - steel works, ravenswood station siding, melbourne to echuca rail line, initially known as the melbourne, mt alexander and murray river railway. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1819
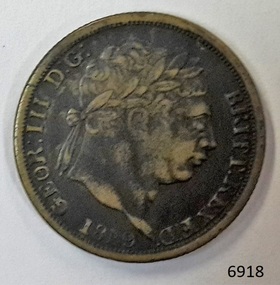
This Great Britain shilling is dated 1819, the year before King George III died. There were over 7 million of these coins minted. King George III succeeded his grandfather, King George II, on the throne in 1760. He reigned until his death on 29th January 1820. The shield in the centre of the reverse of the coin is the Hanoverian Shield, showing that the House of Hanover was elected to the crown rather than taking the crown as a victory. This coin’s denomination is not inscribed on the coin but it has been identified as a shilling from information about the King George III currency 1816-1820. - The 6 pence coin is 19mm - This Shilling is 24mm (the same size as this coin) - The Half Crown is 32mm British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. The obverse side of the coin’s inscription translation is “George III by the Grace of God, King of the British territories, Defender of the Faith”. The engraver of the obverse image was Benedetto Pistrucci. The reverse side’s inscription on the coin is translated "Evil to him who evil thinks” The engraver of the reverse image was Thomas Wyon. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time Australia became a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation, the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. Coin, Great Britain shilling, 1819. Silver coin, round. Obverse; King George III head, looking right. Reverse; crown on top of quartered shield, 2 diagonally opposite quarters both show 3 lions, another quarter has a rampant lion, another quarter has a harp; in the centre of the shield is a small crowned shield with 3 symbols that appear to be lions. Inscriptions on both sides of coin (denomination not inscribed).Obverse “GEOR . III D . G . BRITT . REX F . D .” and “1819” Reverse “HONI . SOIT . Q [UI obscured] . MAL . Y . PENSE” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1819, king george iii currency, colonial australia currency, benedetto pistrucci, thomas wyon, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1819
This Great Britain shilling is dated 1819, the year before King George III died. There were over 7 million of these coins minted. King George III succeeded his grandfather, King George II, on the throne in 1760. He reigned until his death on 29th January 1820. The shield in the centre of the reverse of the coin is the Hanoverian Shield, showing that the House of Hanover was elected to the crown rather than taking the crown as a victory. This coin’s denomination is not inscribed on the coin but it has been identified as a shilling from information about the King George III currency 1816-1820. - The 6 pence coin is 19mm - This Shilling is 24mm (the same size as this coin) - The Half Crown is 32mm British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. The obverse side of the coin’s inscription translation is “George III by the Grace of God, King of the British territories, Defender of the Faith”. The engraver of the obverse image was Benedetto Pistrucci. The reverse side’s inscription on the coin is translated "Evil to him who evil thinks” The engraver of the reverse image was Thomas Wyon. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. Coin, Great Britain shilling, 1819. Silver coin, round. Obverse; King George III head, looking right. Reverse; crown on top of quartered shield, 2 diagonally opposite quarters each show 3 lions, another quarter has a rampant lion, another quarter has a harp; in the centre of the shield is a small crowned shield with 3 symbols that appear to be lions. Inscriptions on both sides of coin (denomination not inscribed).Obverse “GEOR . III D . G . BRITT . REX F . D .” and “1819” Reverse “HONI . SOIT . Q [UI obscured] . MAL . Y . PENSE” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1819, king george iii currency, colonial australia currency, benedetto pistrucci, thomas wyon, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1883
This Great Britain one shilling coin is dated 1883, which is during the reign of Queen Victoria. There were over 7 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. The obverse side of the coin’s inscription translation is “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. The engraver of the obverse image was William Wyon. The reverse side of the coin is inscribed "ONE SHILLING. The engraver of the reverse image was Jean Baptiste Merlen. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. Coin, Great Britain Shilling, 1883. Silver coin, round. Obverse; Queen Victoria head, ‘Young Head’, looking left. Reverse; crown on top of wreath. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITANNIAR: REG: F: D :” Reverse “ONE SHILLING, 1883” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1883, queen victoria currency, colonial australia currency, wlliam wyon, jean baptiste merlen, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1885
This Great Britain one shilling coin is dated 1885, which is during the reign of Queen Victoria. There were over 3 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. The obverse side of the coin’s inscription translation is “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. The engraver of the obverse image was William Wyon. The reverse side of the coin is inscribed "ONE SHILLING. The engraver of the reverse image was Jean Baptiste Merlen. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. Coin, Great Britain Shilling, 1885. Silver coin, round. Obverse; Queen Victoria head, ‘Young Head’, looking left. Reverse; crown on top of wreath. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITANNIAR : REG : F : D :” Reverse “ONE SHILLING, 1885” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1885, queen victoria currency, colonial australia currency, wlliam wyon, jean baptiste merlen, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Chair, Early 20th Century
The chair has been used since antiquity, although for many centuries it was a symbolic article of state and dignity rather than an article for ordinary use. "The chair" is still used as the emblem of authority in the House of Commons in the United Kingdom and Canada, and in many other settings. In keeping with this historical connotation of the "chair" as the symbol of authority, committees, boards of directors, and academic departments all have a 'chairman' or 'chair'. Endowed professorships are referred to as chairs. It was not until the 16th century that chairs became common. Until then, people sat on chests, benches, and stools, which were the ordinary seats of everyday life. The number of chairs which have survived from an earlier date is exceedingly limited; most examples are of ecclesiastical, seigneurial or feudal origin. Chairs were in existence since at least the Early Dynastic Period of Egypt (c. 3100 BC). They were covered with cloth or leather, were made of carved wood, and were much lower than today's chairs – chair seats were sometimes only 10 inches (25 cm) high. In ancient Egypt, chairs appear to have been of great richness and splendour. Fashioned of ebony and ivory, or of carved and gilded wood, they were covered with costly materials, magnificent patterns and supported upon representations of the legs of beasts or the figures of captives. Generally speaking, the higher ranked an individual was, the taller and more sumptuous was the chair he sat on and the greater the honour. On state occasions, the pharaoh sat on a throne, often with a little footstool in front of it.[ The average Egyptian family seldom had chairs, and if they did, it was usually only the master of the household who sat on a chair. Among the better off, the chairs might be painted to look like the ornate inlaid and carved chairs of the rich, but the craftsmanship was usually poor. The earliest images of chairs in China are from 6th-century Buddhist murals and stele, but the practice of sitting in chairs at that time was rare. It was not until the 12th century that chairs became widespread in China. Scholars disagree on the reasons for the adoption of the chair. The most common theories are that the chair was an outgrowth of indigenous Chinese furniture, that it evolved from a camp stool imported from Central Asia, that it was introduced to China by Christian missionaries in the 7th century, and that the chair came to China from India as a form of Buddhist monastic furniture. In modern China, unlike Korea or Japan, it is no longer common to sit at floor level. In Europe, it was owing in great measure to the Renaissance that the chair ceased to be a privilege of state and became a standard item of furniture for anyone who could afford to buy it. Once the idea of privilege faded the chair speedily came into general use. Almost at once the chair began to change every few years to reflect the fashions of the day. Thomas Edward Bowdich visited the main Palace of the Ashanti Empire in 1819, and observed chairs engrossed with gold in the empire. In the 1880s, chairs became more common in American households and usually there was a chair provided for every family member to sit down to dinner. By the 1830s, factory-manufactured “fancy chairs” like those by Sears, Roebuck, and Co. allowed families to purchase machined sets. With the Industrial Revolution, chairs became much more available. The 20th century saw an increasing use of technology in chair construction with such things as all-metal folding chairs, metal-legged chairs, the Slumber Chair,[ moulded plastic chairs and ergonomic chairs. The recliner became a popular form, at least in part due to radio and television. The modern movement of the 1960s produced new forms of chairs: the butterfly chair (originally called the Hardoy chair), bean bags, and the egg-shaped pod chair that turns. It also introduced the first mass-produced plastic chairs such as the Bofinger chair in 1966. Technological advances led to moulded plywood and wood laminate chairs, as well as chairs made of leather or polymers. Mechanical technology incorporated into the chair enabled adjustable chairs, especially for office use. Motors embedded in the chair resulted in massage chairs. https://en.wikipedia.org/wiki/ChairThe chair is one of the most commonly used items providing comfort.Chair wooden varnished dark brown. Spokes for back support, front legs and spokes joining legs are patterned turned wood. Back rest has a floral emblem with a kangaroo in the centre.Back rest has a floral emblem with a kangaroo in the centre.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chair, dining, carpentry -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Chair, Early 20th Century
The chair has been used since antiquity, although for many centuries it was a symbolic article of state and dignity rather than an article for ordinary use. "The chair" is still used as the emblem of authority in the House of Commons in the United Kingdom and Canada, and in many other settings. In keeping with this historical connotation of the "chair" as the symbol of authority, committees, boards of directors, and academic departments all have a 'chairman' or 'chair'. Endowed professorships are referred to as chairs. It was not until the 16th century that chairs became common. Until then, people sat on chests, benches, and stools, which were the ordinary seats of everyday life. The number of chairs which have survived from an earlier date is exceedingly limited; most examples are of ecclesiastical, seigneurial or feudal origin. Chairs were in existence since at least the Early Dynastic Period of Egypt (c. 3100 BC). They were covered with cloth or leather, were made of carved wood, and were much lower than today's chairs – chair seats were sometimes only 10 inches (25 cm) high. In ancient Egypt, chairs appear to have been of great richness and splendour. Fashioned of ebony and ivory, or of carved and gilded wood, they were covered with costly materials, magnificent patterns and supported upon representations of the legs of beasts or the figures of captives. Generally speaking, the higher ranked an individual was, the taller and more sumptuous was the chair he sat on and the greater the honour. On state occasions, the pharaoh sat on a throne, often with a little footstool in front of it.[ The average Egyptian family seldom had chairs, and if they did, it was usually only the master of the household who sat on a chair. Among the better off, the chairs might be painted to look like the ornate inlaid and carved chairs of the rich, but the craftsmanship was usually poor. The earliest images of chairs in China are from 6th-century Buddhist murals and stele, but the practice of sitting in chairs at that time was rare. It was not until the 12th century that chairs became widespread in China. Scholars disagree on the reasons for the adoption of the chair. The most common theories are that the chair was an outgrowth of indigenous Chinese furniture, that it evolved from a camp stool imported from Central Asia, that it was introduced to China by Christian missionaries in the 7th century, and that the chair came to China from India as a form of Buddhist monastic furniture. In modern China, unlike Korea or Japan, it is no longer common to sit at floor level. In Europe, it was owing in great measure to the Renaissance that the chair ceased to be a privilege of state and became a standard item of furniture for anyone who could afford to buy it. Once the idea of privilege faded the chair speedily came into general use. Almost at once the chair began to change every few years to reflect the fashions of the day. Thomas Edward Bowdich visited the main Palace of the Ashanti Empire in 1819, and observed chairs engrossed with gold in the empire. In the 1880s, chairs became more common in American households and usually there was a chair provided for every family member to sit down to dinner. By the 1830s, factory-manufactured “fancy chairs” like those by Sears, Roebuck, and Co. allowed families to purchase machined sets. With the Industrial Revolution, chairs became much more available. The 20th century saw an increasing use of technology in chair construction with such things as all-metal folding chairs, metal-legged chairs, the Slumber Chair,[ moulded plastic chairs and ergonomic chairs. The recliner became a popular form, at least in part due to radio and television. The modern movement of the 1960s produced new forms of chairs: the butterfly chair (originally called the Hardoy chair), bean bags, and the egg-shaped pod chair that turns. It also introduced the first mass-produced plastic chairs such as the Bofinger chair in 1966. Technological advances led to moulded plywood and wood laminate chairs, as well as chairs made of leather or polymers. Mechanical technology incorporated into the chair enabled adjustable chairs, especially for office use. Motors embedded in the chair resulted in massage chairs. https://en.wikipedia.org/wiki/ChairThe chair is one of the most commonly used items providing comfort.Chair wooden varnished dark brown. Spokes for back support, front legs and spokes joining legs are patterned turned' wood. Backrest has a floral emblem with a kangaroo in the centre.Back rest has a floral emblem with a kangaroo in the centre.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chair, dining, carpentry -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Chair, Early 20th Century
The chair has been used since antiquity, although for many centuries it was a symbolic article of state and dignity rather than an article for ordinary use. "The chair" is still used as the emblem of authority in the House of Commons in the United Kingdom and Canada, and in many other settings. In keeping with this historical connotation of the "chair" as the symbol of authority, committees, boards of directors, and academic departments all have a 'chairman' or 'chair'. Endowed professorships are referred to as chairs. It was not until the 16th century that chairs became common. Until then, people sat on chests, benches, and stools, which were the ordinary seats of everyday life. The number of chairs which have survived from an earlier date is exceedingly limited; most examples are of ecclesiastical, seigneurial or feudal origin. Chairs were in existence since at least the Early Dynastic Period of Egypt (c. 3100 BC). They were covered with cloth or leather, were made of carved wood, and were much lower than today's chairs – chair seats were sometimes only 10 inches (25 cm) high. In ancient Egypt, chairs appear to have been of great richness and splendour. Fashioned of ebony and ivory, or of carved and gilded wood, they were covered with costly materials, magnificent patterns and supported upon representations of the legs of beasts or the figures of captives. Generally speaking, the higher ranked an individual was, the taller and more sumptuous was the chair he sat on and the greater the honour. On state occasions, the pharaoh sat on a throne, often with a little footstool in front of it.[ The average Egyptian family seldom had chairs, and if they did, it was usually only the master of the household who sat on a chair. Among the better off, the chairs might be painted to look like the ornate inlaid and carved chairs of the rich, but the craftsmanship was usually poor. The earliest images of chairs in China are from 6th-century Buddhist murals and stele, but the practice of sitting in chairs at that time was rare. It was not until the 12th century that chairs became widespread in China. Scholars disagree on the reasons for the adoption of the chair. The most common theories are that the chair was an outgrowth of indigenous Chinese furniture, that it evolved from a camp stool imported from Central Asia, that it was introduced to China by Christian missionaries in the 7th century, and that the chair came to China from India as a form of Buddhist monastic furniture. In modern China, unlike Korea or Japan, it is no longer common to sit at floor level. In Europe, it was owing in great measure to the Renaissance that the chair ceased to be a privilege of state and became a standard item of furniture for anyone who could afford to buy it. Once the idea of privilege faded the chair speedily came into general use. Almost at once the chair began to change every few years to reflect the fashions of the day. Thomas Edward Bowdich visited the main Palace of the Ashanti Empire in 1819, and observed chairs engrossed with gold in the empire. In the 1880s, chairs became more common in American households and usually there was a chair provided for every family member to sit down to dinner. By the 1830s, factory-manufactured “fancy chairs” like those by Sears, Roebuck, and Co. allowed families to purchase machined sets. With the Industrial Revolution, chairs became much more available. The 20th century saw an increasing use of technology in chair construction with such things as all-metal folding chairs, metal-legged chairs, the Slumber Chair,[ moulded plastic chairs and ergonomic chairs. The recliner became a popular form, at least in part due to radio and television. The modern movement of the 1960s produced new forms of chairs: the butterfly chair (originally called the Hardoy chair), bean bags, and the egg-shaped pod chair that turns. It also introduced the first mass-produced plastic chairs such as the Bofinger chair in 1966. Technological advances led to moulded plywood and wood laminate chairs, as well as chairs made of leather or polymers. Mechanical technology incorporated into the chair enabled adjustable chairs, especially for office use. Motors embedded in the chair resulted in massage chairs. https://en.wikipedia.org/wiki/ChairThe chair is one of the most commonly used items providing comfort.Chair varnished dark brown. Spokes for back support, front legs and spokes joining legs are patterned turned wood. Back rest has a floral emblem with a kangaroo in the centre.Back rest has a floral emblem with a kangaroo in the centre.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chair, dining, carpentry -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1887
This Great Britain one shilling coin is dated 1887, which is during the reign of Queen Victoria. There were over 4 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. This 1887 Great Britain shilling was struck as part of new coinage of gold and silver commemorating the Golden Jubilee of Queen Victoria 1837-1887. This design continued until 1893. The obverse image of Queen Victoria, called the ‘Junior Head’, was engraved by Joseph Edgar Boehm and adapted from his engraving for the Jubilee Medal. The design on the reverse is based on the design of the George IV shilling, 1823-1825. Inscription translations: - Obverse side: “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. - Reverse side "Evil to him who evil thinks”. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. This silver shilling is also of significance to Australia as part one of the British Colonies ruled by Queen Victoria. It is part of the special silver and gold coins minted 1887-1893 to celebrate the 50 years Jubilee of Queen Victoria’s reign 1837-1887. Coin, Great Britain Shilling, 1887. Silver coin, round. Obverse; Queen Victoria head, ‘Junior Head’, looking left. Reverse; crown on quartered shield within band of text, above year. Shield has 2 quarters with 3 lions on each, one quarter with a lion, one quarter with a harp. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITT REGINA F : D :” Reverse “HONI . SOIT . QUI . MAL . Y . PENSE” and “1887” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1887, queen victoria currency, queen victoria 50 years golden jubilee shilling, colonial australia currency, joseph edgar boehm, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1887
This Great Britain one shilling coin is dated 1887, which is during the reign of Queen Victoria. There were over 4 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. This 1887 Great Britain shilling was struck as part of new coinage of gold and silver commemorating the Golden Jubilee of Queen Victoria 1837-1887. This design continued until 1893. The obverse image of Queen Victoria, called the ‘Junior Head’, was engraved by Joseph Edgar Boehm and adapted from his engraving for the Jubilee Medal. The design on the reverse is based on the design of the George IV shilling, 1823-1825. Inscription translations: - Obverse side: “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. - Reverse side "Evil to him who evil thinks”. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. This silver shilling is also of significance to Australia as part one of the British Colonies ruled by Queen Victoria. It is part of the special silver and gold coins minted 1887-1893 to celebrate the 50 years Jubilee of Queen Victoria’s reign 1837-1887. Coin, Great Britain Shilling, 1887. Silver coin, round. Obverse; Queen Victoria head, ‘Junior Head’, looking left. Reverse; crown on quartered shield within band of text, above year. Shield has 2 quarters with 3 lions on each, one quarter with a lion, one quarter with a harp. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITT REGINA F : D :” Reverse “HONI . SOIT . QUI . MAL . Y . PENSE” and “1887” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1887, queen victoria currency, queen victoria 50 years golden jubilee shilling, colonial australia currency, joseph edgar boehm, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1888
This Great Britain one shilling coin is dated 1888, which is during the reign of Queen Victoria. There were over 4 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. This 1888 Great Britain shilling was struck as part of new coinage of gold and silver commemorating the Golden Jubilee of Queen Victoria 1837-1887. This design continued until 1893. The obverse image of Queen Victoria, called the ‘Junior Head’, was engraved by Joseph Edgar Boehm and adapted from his engraving for the Jubilee Medal. The design on the reverse is based on the design of the George IV shilling, 1823-1825. Inscription translations: - Obverse side: “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. - Reverse side "Evil to him who evil thinks”. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. This silver shilling is also of significance to Australia as part one of the British Colonies ruled by Queen Victoria. It is part of the special silver and gold coins minted 1887-1893 to celebrate the 50 years Jubilee of Queen Victoria’s reign 1837-1887. Coin, Shilling, Great Britain, 1888. Silver coin, round. Obverse; Queen Victoria head, ‘Junior Head’, looking left. Reverse; crown on quartered shield within band of text, above year. Shield has 2 quarters with 3 lions on each, one quarter with a lion, one quarter with a harp. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITT REGINA F : D :” Reverse “HONI . SOIT . QUI . MAL . Y . PENSE” and “1888” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1888, queen victoria currency, queen victoria 50 years golden jubilee shilling, colonial australia currency, joseph edgar boehm, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1890
This Great Britain one shilling coin is dated 1890, which is during the reign of Queen Victoria. There were over 4 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. This 1890 Great Britain shilling was struck as part of new coinage of gold and silver commemorating the Golden Jubilee of Queen Victoria 1837-1887. This design continued until 1893. The obverse image of Queen Victoria, called the ‘Junior Head’, was engraved by Joseph Edgar Boehm and adapted from his engraving for the Jubilee Medal. The design on the reverse is based on the design of the George IV shilling, 1823-1825. Inscription translations: - Obverse side: “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. - Reverse side "Evil to him who evil thinks”. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. This silver shilling is also of significance to Australia as part one of the British Colonies ruled by Queen Victoria. It is part of the special silver and gold coins minted 1887-1893 to celebrate the 50 years Jubilee of Queen Victoria’s reign 1837-1887. Coin, Great Britain Shilling, 1890. Silver coin, round. Obverse; Queen Victoria head, ‘Junior Head’, looking left. Reverse; crown on quartered shield within band of text, above year. Shield has 2 quarters with 3 lions on each, one quarter with a lion, one quarter with a harp. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITT REGINA F : D :” Reverse “HONI . SOIT . QUI . MAL . Y . PENSE” and “1890” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1890, queen victoria currency, queen victoria 50 years golden jubilee shilling, colonial australia currency, joseph edgar boehm, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCurrency - Coin, 1891
This Great Britain one shilling coin is dated 1891, which is during the reign of Queen Victoria. There were over 4 million of these coins minted. Queen Victoria succeeded King William IV to the British Throne in 1837 – she was only 18 years old at the time – and she ruled until 1901. This 1891 Great Britain shilling was struck as part of new coinage of gold and silver commemorating the Golden Jubilee of Queen Victoria 1837-1887. This design continued until 1893. The obverse image of Queen Victoria, called the ‘Junior Head’, was engraved by Joseph Edgar Boehm and adapted from his engraving for the Jubilee Medal. The design on the reverse is based on the design of the George IV shilling, 1823-1825. Inscription translations: - Obverse side: “Victoria by the Grace of God, Queen of the British territories, Defender of the Faith”. - Reverse side "Evil to him who evil thinks”. British coins such as this one shilling were in circulation in the colony of Australia until 1910, when the Commonwealth of Australia began producing its own coinage. This one shilling coin was minted by the Royal Mint at Royal Mint Court, in Little Tower Hill, London, England. Coins for circulation in the Kingdom of England, Great Britain and most of the British Empire were produced here until the 1960’s when the Royal Mint shifted location to Wales. There are three main groups of shillings produced during Queen Victoria’s reign:- - The Young Head; 1837-1887, in 8 different versions, on the obverse showing the Queen’s maturing face over 50 years. - The Junior Head; 1887-1892, minted when Queen Victoria had been reigning for 50 years. Her head was smaller on the coins minted 1887-1889 than on those shillings minted 1889-1892. - The Old Head; 1893-1901, shows the veiled head of Queen Victoria. AUSTRALIAN CURRENCY The early settlers of Australia brought their own currency with them so a wide variety of coins, tokens and even ‘promissory’ notes (often called IOU’s) were used in the exchange of goods and services. In 1813 40,000 silver Spanish dollars, purchased by the English government, were delivered to Sydney to help resolve the currency problem reported by Governor Macquarie. The coins were converted for use by punching a hole in the centre of the coin. Both the outer ring, called the holey dollar, and the punched out ‘hole’, called the dump, were then used as the official currency. The holey dollars hold the place of being the first distinctively Australian coins. In 1825 the British Government passed the Sterling Silver Currency Act, making the British Pound the only legal form of currency in the Australian colonies. Not enough British currency was imported into the colony so other forms of currency were still used. In the mid 1800’s Australia entered the Gold Rush period when many made their fortunes. Gold was used for trading, often shaped into ingots, stamped with their weight and purity, and one pound tokens. In 1852 the Adelaide Assay Office, without British approval, made Australia’s first gold coin to meet the need for currency in South Australia after the Gold Rush began. In 1855 the official Australian Mint opened in Sydney, operating as a branch of the Royal Mint in London, and the gold was turned into coins called ‘sovereigns’. Other branches also opened in Melbourne and Perth. Up to the time of Australia becoming a federation in 1901 its currency included British copper and silver coins, Australian gold sovereigns, locally minted copper trade tokens, private banknotes, New South Wales and Queensland government treasury notes and Queensland government banknotes. After Federation the Australian government began to overwrite privately issued notes and prepared for the introduction of its own currency. In 1910 a National Australian Currency was formed, based on the British currency of ‘pounds, shillings and pence’ and the first Commonwealth coining was produced. In 1966, on February 14th, Australia changed over to the decimal currency system of dollars and cents. Australia did not have its own currency in the colonial times. Settlers brought money from other countries and they also traded goods such as grain when currency was scarce. For a long time there was no standardised value for the different currencies. In 1825 British currency became the only official currency in the colony of Australia and coins such as this silver shilling were imported into Australia to replace the mixture of foreign currency. Australia became a Federated nation on 1st January 1901. In 1910 National Australian Currency was formed and Australia produced its own currency, based on the British ‘pounds, shillings and pence’. The British currency was no longer valid. This silver shilling is of national significance as it represents the British currency used in Australia from 1825-1910. This silver shilling is also of significance to Australia as part one of the British Colonies ruled by Queen Victoria. It is part of the special silver and gold coins minted 1887-1893 to celebrate the 50 years Jubilee of Queen Victoria’s reign 1837-1887.Coin, Great Britain Shilling, 1891. Silver coin, round. Obverse; Queen Victoria bust, ‘Junior Head’, looking left. Reverse; crown on quartered shield within band of text, above year. Shield has 2 quarters with 3 lions on each, one quarter with a lion, one quarter with a harp. Inscriptions on both sides of coin.Obverse “VICTORIA DEI GRATIA BRITT REGINA F : D :” Reverse “HONI . SOIT . QUI . MAL . Y . PENSE” and “1891” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, coin, currency, money, legal tender, australian currency history, royal mint, great britain shilling 1891, queen victoria currency, queen victoria 50 years golden jubilee shilling, colonial australia currency, joseph edgar boehm, numismatics -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Teapot, Unknown
In the 1650s, the newest exciting development had arrived on Britain’s shores, this time it was tea from China. As it was brought back from overseas, tea was incredibly scarce and as such its price was very high; in 1664, the cost of tea was already 40s per pound, although this is not as high as what it would become when taxed in the 18th century. This resulted in only the social elite enjoying a cup of tea, and most commonly tea was enjoyed in coffee houses, and teapots were therefore not yet a household item. As the East India Company imported larger quantities of tea, it became more widely available and a larger section of the British population were able to enjoy it meaning that, by 1669, tea was available nearly everywhere. Likely due to the fact that tea was first enjoyed in coffee houses, the first known teapot resembles a coffee pot, with a tapering cylindrical shape and standing much taller than what we now know as a teapot at 13.5 inches tall. Into the 1680s, these teapots were given a conical cover for the spout that was fixed to the pot via a chain. As Queen Anne took the throne in 1702, teapots had become much more widely used and had formed two common groups. The first style of teapot was the pear shaped style which began to appear in 1705. The pear shaped pot usually had a domed lid and sometimes featured a finial. This form was generally supplied with a heater and stand as well as having a baluster shaped handle on one side. This iteration would disappear by 1725 but does make a reappearance in the 1740s, only this time as an inverted pear shape. The second group was the more spherical, or globular, shape which appeared in 1710. The globular teapot had a flush, hinged lid as well as a narrow moulded rim foot and a straight sided, tapering spout. Both generalised groups of teapots have polygonal examples – that is, teapots that are made up of straight sided segments – but six or seven sided teapots are incredibly rare. There is one known example of a seven sided globular teapot, made by Isaac Ribouleau in 1724. This is so unique because polygonal teapots are much more technically difficult and time consuming to make. Other than the occasional band of engraving round the shoulder of the teapot, they remain quite plain until c.1740 when scrollwork and chased shells begin to be applied for decoration. ‘Chasing’ is the process of decorating the front of a piece of metal by indenting the back, without cutting or engraving. From 1755 until 1770, silver teapots became incredibly uncommon and it is likely that this either reflects a change in drinking habits or changing trends producing a favour for porcelain. This dip in popularity could also be in response to the outrageous taxes placed on tea, up to 119%! In 1765, the Leeds creamware globular teapot seemed to kickstart a resurgence and this, combined with the Commutation Act of 1784 – which reduced tax on tea from 119% to 12.5% – saw teapots return in all their forms. It’s around this time, in 1780, that a form of teapot with a detachable, openwork stand appeared; however, the plain, oval teapot remained the most popular in the 1780s and 90s. In the later years of George III’s tenure on the throne, during the last decade of the 18th century, there was a revival of chasing and embossing teapots with flower and foliage designs. At the turn of the century, the spherical, partly fluted teapot with classical decoration was superseded by a more oblong shaped pot that sat on four spherical feet. This was then changed again when teapots became more melon shaped. It was at this time that the capacity of a teapot greatly increased and the previously wooden or ivory handles were replaced by silver handles with ivory washers for insulation. As Britain entered into the Victorian era, the design quality often suffered as there was a tendency to over-decorate the silver. In the early 19th century, the last major addition to the shape of the teapot, a raised collar was added between the cover and body. Whilst this seems to just be for decoration, there is some speculation that it could also be to prevent overspills. https://www.marklittler.com/silver-teapots-history/ This item shows that silver and silver plated teapots were used for tea making.Plain sliver teapot. Heavy oxidation. Dented.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, teapot, silver, siver plate, tea -
 Federation University Historical Collection
Federation University Historical CollectionPrint - Scrapbook, Ballarat School of Mines Invoice Scrapbook, 1875-1879, 1875-1879
Quarter leather bound scrap book with pasted in invoices which were sent to the Ballarat School of Mines.Ballarat School of Mines Invoice Scrapbook, with many invoices made out to the Ballarat School of Mines stuck into the book (most folded over). * 01/12/1875 - 31/12/1875 - Annual account of all sums of Money for subscriptions to the Ballarat School of Mines * 31/12/1875 - Charles J. Evans - printer * 1875 - William Gooch - for Argus newspaper * 13/01/1876 - M.D. Hamilton - salary payment * 14/01/1876 - receipt for two shillings and sixpence from M.D. Hamilton * 31/1/1876 - account to R.J. Vale * 1/2/1876 - Caxton printing works - account to James Curtis * 4/12/1876 - Ballarat Gas company - receipt from J.W.Robertson * 29/1/1876 - Permewan Hunt and company - account to Hon. W.H.Barnard *28/1/1876 - Osborn, Cushing and company - account to Hon. W.H.Barnard * 7/10/1875 - Geo. H. Bliss and company - account to Hon.N.H. Barnard * 31/12/1875 - I. Longstaff - Druggist * 1875 - A. M. Leirnan * 9/12/1876 - Petty cash - M. Hamilton * 15/12/1875 - reimbursement to W.D. Barnard * 31/1/1876 - "Ballarat Star" newspaper account - Rob Wreford * 12/4/1876 - Geelong Gas company - receipt for 2 pounds and ten shillings - A.B. Langlands * 27/1/1876 - Geelong Gas company - account to School of Mines * 1/2/1876 - Cornell and King - Chemists - account to School of Mines * 10/2/1876 - Salary payment slip to M.D. Hamilton for 8 pounds 6 shillings and 8 pence * January 1876 - Stansfield and Robson, Importers - account to School of Mines * January 1876 - Stansfield and Robson - School of Mines - Dr. A.M.Leisman - account * 31/1/1876 - Charles J. Evans - account to School of Mines * 31/1/1876 - Proprietors of the Evening Post - account to School of Mines * 10/2/1876 - Petty cash receipt from W. Barnard * 1/2/1876 - Bateman, Clark and Company - account to School of Mines * 8/3/1876 - Salary payment to M.D. Hamilton from School of Mines Ballarat *1/3/1876 - William Johnson - Chemist - account to School of Mines Ballarat * 28/2/1876 - Cornell and King - Chemists - account to School of Mines Ballarat * 2/1876 - Hugh Gray and Son - Instrument makers - account from School of Mines * 28/2/1876 - J. Longstaff - druggist * 11/3/1876 - Fidelity Guarantee of Alfred B.Burne for 100 pounds from Victoria Life Insurance Co. *10/3/1876 - Petty cash slip from W.H. Barnard * 4/3/1876 - account from Alfred B. Burne * 15/3/1876 - personal expenses account from I.W. Jonan * 27/3/1876 - account from John Victor * 25/3/1876 - account from C.W. Thomas * 27/3/1876 - account from W. Schmidt - Lecturer * 25/3/1876 - account from Joseph Flude * 29/6/1876 - account from J. Thomas * 30/6/1876 - receipt from W.M. Barnard * 1/4/1876 - receipt from Joseph Flude * 1/3/1876 - account from William Blomeley, Iron and Brass Founder * 31/3/1876 - account from A.H. King, Iron Merchant * 31/3/1876 - account from W.M. Gooch, Newsagent * 13/4/1876 - salary payment to M.D. Hamilton * 12/4/1876 - Petty cash receipt * 13/4/1876 - List of subscriptions received from Alfred B. Burne (collector) (John P. Hanson, Comm. Bank of Aust., T.A. Wanliss, Andrew Cant, B. Hepburn, R. Lewis, Sovereign Hill Mining Co., Buninyong Shire Council, Union Bank Aust. Francis Taylor) * 15/2/1876 - account from Battersea Works London * 2/5/1876 - account from Charles J. Evans Lithographic Printer etc. * 11/5/1876 - salary slip to M.D. Hamilton * 30/4/1876 - subscriptions received from Alfred B. Bruce (M.P. Whiteside, S. Steele, J. Usher, Charles Walker, W.H. Bougghen, W.V. Jenkins, A.M. Gransfield, Hon. Henry Cuthbert, Aust. Bank, Borough Council, Thomas Bath, Rev. William Henderson, James Smith, S. Hamburger) * 30/4/1876 - account from The Ballarat Star Newspaper * 7/6/1876 - account from Ballarat Gas Company * 11/5/1876 - petty cash account from M.J. Barnard * 9/5/1876 - receipt from M.D. Hamilton * 6/5/1876 - account from M.D. Barnard * 4/1876 - account from W.M. Gooch - News and Advertising agents * 22/4/1876 - account from Broadbent Bros and Co. - Railway Carriers etc * 1/6/1876 - account from Bateman, Clark, and Co. * 31/5/1876 - account from J. Longstaff - Druggist * 16/2/1876 account from A.M. Leiman * 6/1876 - account from R.T. Vale - Newsagent * 31/5/1876 - receipt from Sir Redmond Barry for one shilling * 1/6/1876 - account from F.W. Niven - Stationer etc. * 31/5/1876 - account to The Ballarat Star and The Miner newspapers * 31/5/1876 - account from Stansfield and Robson, Importers * 31/5/1876 - account from The Evening Post * 8/6/1876 - Salary slip fro M.D. Hamilton * 1/6/1876 - account to J. McHutchison, Bookbinder * 1/6/1876 - account from A.H. King - Iron Merchant * 1/6/1876 - account from Cornell and King - Chemists * 31/5/1876 - account from W.M. Gooch - Advertising agent * 8/6/1876 - petty cash receipt from M.D. Barnard * 31/5/1876 - List of subscriptions from Alfred B. Bruce (T.J. Kerr, Jacob Showman, J.L. Thompson, W.J. Clarke, R.C. Baih, L. Ballhausen, James Coghlan, Parade Gold mining Co., A. Williams, Sung Hung Fat, A. Dimmock Esq.M.D., Bank Victoria, Reform Co., Gilbert, James Ward, James Stewart, Ian Kwong Yick 7/6/1876 - account to Alfred White - Custom House Agent 30/6/1876 - receipt from John Victor for twelve pounds 10 shillings 29/7/1876 - receipt from A.M. Barnard 26/6/1876 - receipt from Joseph Flude 4/6/1876 - receipt from E.S. Schmidt 22/6/1876 - receipt from John W. Tail 19/6/1876 - receipt from Jonathan Butterworth 3/7/1876 - receipt from Joseph Hurde 1/7/1876 - account from Henry Richards Caselli - Architect and Building Surveyor 30/6/1876 - account from J. Scovell - Cabinet Maker 14/7/1876 - account from H.R. Caselli - Architect and Building Surveyor 20/7/1876 - payslip to M.D. Hamilton 1/7/1876 - account from Henry Brind - Chemist 6/1876 - account from W.M. Gooch - News and Advertising Agent 21/7/1876 - account from W.D. Hamilton 26/6/1876 - account from Parkinson and co. - City Nightmen and van proprietors 19/7/1876 - petty cash receipt from M.D.Barnard 30/6/1876 - account of subscriptions received - J.A. Anderson, A. Anderson, John Osborne, J. Noble Wilson, Bateman and Clarke, National bank of Aust., James Lory, F. Atkins 27/7/1876 - account from H. Hunt - Builder 26/7/1876 - account to G. Leitch and co. 1/8/1876 - receipt to The National Insurance Co. of Aust., Ltd. 1/8/1876 - receipt from Victoria Fire and Marine Insurance Company 1/8/1876 - account to The Victoria Lime and Cement Co. 1/8/1876 - receipt from Ballarat Gas Company 1/8/1876 - account from Charles J. Evans, Printer 1/8/1876 - account from Cornell and King - Druggists and Chemists 8/8/1876 account from Cornell and King - Druggists and Chemists 5/6/1876 to 22/9/1876 - account to A.N. Lennan 11/8/1876 - receipt from W.D. Hamilton 16/9/1876 - receipt from Geelong Gas Company 7/8/1876 - account to the Geelong Gas Company 1/8/1876 - account to Bateman, Clark and Co. 31/7/1876 - account from The Ballarat Star and of The Miner 10/8/1876 - salary slip to M.D. Hamilton 1/7/1876 to 31/7/1876 - list of subscriptions from Alfred B. Burne - P. Channey, P. Pakenhagen, John Price, Ballarat Gas Co., L.E. Brann, A.H. King, M. O"Ferrall, John Foord 19/7/1876 to 10/8/1876 - Petty cash receipt from M.N. Barnard 7/ 1876 - account to W. M. Gooch - General News and Advertising agent 1/7/1876 - account to Stansfield and Robson - Importers in Oils, colours, window glass, etc. 17/8/1876 - account to Lermes Lamurk 4/8/1876 - account to James Allen "Camperdown Chronicle" general printing office from W.H. Barnard 6/9/1876 - account to Henry Masham 1/9/1876 - account to A.H. King - Iron Merchant, Furnishing and General Ironmonger 22/9/1876 - travelling expenses account from R.D. Ellery 25/9/1876 - receipt from M. Schmidt 15/9/1876 - receipt from M.D. Hamilton 1/9/1876 - account to James Curtis - Caxton Printing Works 25/8/1876 - account from William McCulloch and Co., General Carriers 18/8/1876 - account to G. Leitch and Co. 14/9/1876 - payment slip to M.D. Hamilton 10/8/1876 - petty cash account from M.H. Barnard 25/9/1876 - receipt from John Victor 25/9/1876? - receipt from M.H.Barnard 6/10/1876 - receipt from Joseph Fude 12/10/1876 - receipt from M.D. Hamilton 30/9/1876 - receipt from Joseph Fude 1/10/1876 - account to A.M. Lennan 12/10/1876 - salary slip to M.D. Hamilton 30/9/1876 - account from Ballarat Star Newspaper Office 12/10/1876 - petty cash account - M.H. Barnard 30/9/1876 - account to J. McHutchison - Bookbinder 1/8/1876 - account from Ballarat Gas Company 1/11/1876 - receipt from Ballarat Gas Company 1/11/1876 - account to Charles J. Evans - Lithographic Printer 1/11/1876 - account from Cornell and King - Chemists 9/1876 - account from W.M. Gooch - General news and advertising agent 10/1876 - account from J. and J. McDonald - Plumbers and gas fitters 13/10/1876 to 9/11/1876 - petty cash statement from M.H. Barnard 14/11/1876 - receipt from M.D. Hamilton 11/9/1876 - account from A.M. Lennan 9/11/1876 - Salary slip to M.D. Hamilton 12/10/1876 - Expenses account received by M.H. Barnard 1/11/1876 - account from J. Longstaff - Druggist 10/1876 - account from Parkinson and Co. - City Nightmen and van proprietors 6/12/1876 - account from Emanuel Steinfield, Importer of Furniture etc. 13/11/1876 - account The Geelong Gas Company 31/11/1876 - account from The Ballarat Star Newspaper office 28/11/1876 - account from R.T. Vale - bookseller, stationer and news agent 28/11/1876 - acount from John Slater and co. 1/12/1876 - account from J. Doig and co., Tinsmiths, Gasfitters etc. 14/12/1876 - Salary slip to M.D. Hamilton 14/12/1876 - receipt from M.D. Hamilton for one pound one shilling and ninepence 1/11/1876 to 31/12/1876 - petty cash statement 15/12/1876 - statement of travelling expenses for A.B. Barnes 23/12/1876 - receipt from John Victor 21/2/1877 - receipt from C.M.Thomas 23/12/1876 - receipt from Joseph Flude 29/12/1876 - receipt from Lecturer - S.Schmidt 30/12/1876 - receipt from Joseph Flude 1876 - receipt from Joseph Flude 12/1/1877 - statement of refund to W.H. Barnard 11/1/1877 - Salary slip to M.D.Hamilton 8/1/1877 - petty cash statement 18/1/1877 - receipt for Ballarat Gas company 2/1/1877 - account from Eyres Brothers - Furnishing and general ironmongers 19/12/1876 - statement from W.H. Barnard - registrar 1/1/1877 - account from Bateman, Clark and company 11/121876 - account from Parkinson and co. - City nightmen 31/12/1876 - account from Ballarat Star Newspaper office 25/1/1877 - account from J. McHutchison, Bookbinder 3/2/1877 - account from J. McHutchison, Bookbinder 1/2/1877 - account from Cornell and King - Chemists 1/2/1877 - account from Stansfield J. Robson - Importers in oils, colours, window glass etc. 1/2/1877 - account from Charles J. Evans - Bookbinder etc. 12/12/1876 - account from W. Gooch - General news and advertising agent 2/1/1877 - account from proprietors of the Evening Post 14/2/1877 - account from John F.Paten - Printer, Publisher and Bookseller "Avoca Mail" 2/2/1877 - account from T. Longstaff - wholesale and retail druggist 8/81877 - salary slip for M.D. Hamilton 21/1/1877 - account from Ballarat Star Newspaper office 9/2/1877 - account for petty cash from W.H. Barnard 7/2/1877 - account from S.C. Steele - Ballarat Fine Art Gallery 13/2/1877 account from R.T. Vale - Bookseller, Stationer and News Agent 8/2/1877 - account from Joseph Flude 13/1/1877 - account from William Johnson, Chemist 9/1877 - account to J. Flude from William Johnson, Chemist, 3 accounts 2/11/1876 to 23/1/1877 - account from A.N. Leiman 1/3/1877 - account from Bateman, Clark and company 8/3/1877 - salaray payment to M.D. Hamilton 8/3/1877 - salary payment to J. Ashley 9/3/1877 - statement from Post Office Ballarat (one shilling - for the first years rent of telegraph line on school premises) 1/2/1877 - statement from Mining and commercial stationer - J.W. Niven Dec.1876 to 15/2/1877 - account from R.T. Vale - Bookseller, Stationer, and News agent 1/1877 - statement from C.W. Thomas 8/3/1877 - petty cash account from W.H. Barnard 9/3/1877 - account from R. Gibbings - Livery and Letting Stables and carriage repository 28/2/1877 - account from Charles J. Evans - Stationer, Lithographic printer etc. 9/3/1877 - receipt from M.D. Hamilton 31/3/1877 - account from Ballarat Star and The Miner 2/1877 - receipt from Joseph Flude 8/3/1877 - receipt from F.J. Ashley 28/3/1877 salary statement from John Victor 28/4/1877 - salary statement from John A. Sharp 28/3/1877 - receipt from Joseph Flude 26/3/1877 - receipt from T.Schmidt - Lecturer 12/3/1877 - receipt from C.H. Walker 6/4/1877 - account from Mr. Ellery 27/4/1877 - account from A. M. Leiman 31/3/1877 - account from W.M. Gooch, General news and advertising agent 6/3/1877 - statement from London Remittances 12/4/1877 - salary payment to M.D. Hamilton 1877 - receipt from W.H. Barnard 1/4/1877 - account from Parkinson and company, City nightmen and van proprietors 5/4/1877 - account from William McCulloch and company, General carriers 11/4/1877 - account from S. Steele, Draper 31/3/1877 - account from Charles J. Evans, Stationer etc. 1/4/1877 - account from James Curtis - Caxton Printing Works 4/1877 - receipt from W.H. Barnard 8/3/1877 to 12/4/1877 - petty cash receipt from W.H.Barnard 12/4/1877 - receipt from C. Flude 31/3/1877 - receipt for Sir Redmond Barry for 13 pounds 10 shillings 1/1877 - receipt from Alphonse Ausaldie 1/3/1877 - 30/4/1877 - account from Joseph Flude 9/5/1877 - account from Henry Costin - Machinery Merchant 31/1/1877 to 3/5/1877 - Ballarat Gas Company 13/6/1877 - receipt to Ballarat Gas Company 9/5/1877 - salary slip to M.D. Hamilton 11/5/1877 - account for stationary from C. Flude, Registrar 23/3/1877 - account from Edmund Donelly 1/5/1877 - account from Charles J. Evans, Stationer etc. 9/4/1877 - account from W.M. Gooch, News and advertising agent 30/4/1877 - account from The Ballarat Star and The Miner 13/4/1877 - account from T. Longstaff, wholesale and retail druggist 30/4/1877 - account from Echuca railway station 1/5/1877 - account from Cornell and King, Chemists 11/5/1877 - salaray slip for C. Flude 11/5/1877 - petty cash account to the Registrar, W.H. Barnard 2/5/1877 - account from William McCulloch and co.,general carriers 5/1877 - account from William Willis and co. Locksmiths etc. 1/5/1877 - account from Joseph Flude 6/6/1877 - account from Henry Morham 31/5/1877 - account from Charles J. Evans, Stationer and Printer etc. 14/6/1877 - salary payment to M.D. Hamilton 15/6/1877 - salary payment to C. Flude 15/6/1877 - receipt from M.D. Hamilton 1/6/1877 - account from James Curtis, Caxton Printing Works 31/1/1877 - Ballarat Gas company account 23/8/1877 - receipt from Ballarat Gas company 15/6/1877 - receipt from The National Insurance Company of Aust., Ballarat Branch 1/6/1877 - account from The Ballarat Courier 3/1877 - receipt from L.M. Cook 1/6/1877 - account from J.McHutchison, Bookbinder 10/5/1877 to 14/6/1877 - petty cash account 17/5/1877 - account from William McCulloch and co., general carriers 15/6/1877 - account from T. Longstaff, Wholesale and retail Druggist 1/5/1877 - account from H. Hunt, Builder 4/1877 - receipt from John Victor 3/7/1877 - receipt from J.Alex Sharp 15/6/1877 - receipt from Sir Redmond Barry to Revenue and Pay Office 26/6/1877 - receipt from M. Shaw, Lecturer 25/6/1877 - receipt from Joseph Flude 23/6/1877 - receipt from S.Schmidt 6/1877 - account from W.M. Gooch, general news and advertising agent for Argus newspapers 6/1877 - account from the Proprietors of the Evening Post 21/6/1877 - account from John F. Paten, "Avoca Mail" and general printing office 14/6/1877 - account from Ballarat Star and The Miner Newspaper office 30/6/1877 - account from Ballarat Star Newspaper office 2/7/1877 - account from R.T. Vale, News Agent 19/6/1877 account for railway fare and personal expenses 23/5/1877 - account from William Johnson, Chemist 1/7/1877 - account from Henry Brind, Chemist and Family Pharmacist 2/7/1877 - account from Cornell and King, Druggists and Chemists 12/7/1877 - salary slip to M.D. Hamilton 14/7/1877 - salary slip to C. Flude 14/6/1877 - 12/7/1877 petty cash account from W.H. Barnard 16/6/1877 - account from William McMulloch and Co., general carriers 1/7/187 - account from Parkinson and Co., City Nightmen and Van Proprietors 1/6/1877 to 30/6/1877 - account from Joseph Flude 1/8/1877 - receipt to Victoria Fire and Marine Insurance Company 21/7/1877 - account to Brush and Drummond, Importers and Manufacturing Jewellers 11/7/1877 - account from Charles J. Evans, Printer etc. 31/7/1877 - account from The Ballarat Star Newspaper Office 1/8/1877 - account from James Curtis, Caxton Printing Works 7/71877 - account from W.M. Gooch, Advertising Agent 7/1877 - account from Hugh Gray and Son, Mechanists and Philosophical Instrument Makers 13/8/1877 - account from Ballarat Gas Company redmond barry, joseph flude, hall of commerce, george crocker, ballarat star, the miner, bank of new zealand, daniel brophy, james curtis, caxton printing works, mcdonald plumbers and gas fitters, mcvitty and co, j. mchutchison, bookbinder, niven, john warrington rogers, henry bland, rivett henry bland, telegraphy, ellery, r.t. vale, richard vale, w. johnson analytical chemist st kilda, judge warrington rogers, art gallery of ballarat, henry richards caselli, h. hunt, ballarat school of mines botanical gardens, henry caselli, charles flude, ballarat star news, john armstrong -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMarble Tile, circa 1878
The artefact is a white marble tile raised from the wreck of the LOCH ARD (1878). The cargo manifest of the sunken vessel has the entry “Marble £400”. This is placed directly following the entry “Glass (604 cases)”. This conjunction suggests the marble tile was originally part of a consignment intended for use in a ‘high end’ residential or public building project in the gold and wool rich Colony of Victoria. Traditionally, white or cream marble was imported into Britain from the Mediterranean region of Europe, where beds of sedimentary limestone (calcium and magnesium carbonate) had been buried over a long geological period of time. Deep in the earth’s crust, it had been subjected to immense pressures and high temperatures, sufficient to completely re-crystallise the original deposits. Marble beds began as layers of sediment at the bottom of ancient tropical seas, forming from the skeletal remains of calcareous fossils, shell, and coral fragments. The metamorphic process of prolonged compression and heating recrystallised this skeletal material, destroying all signs of the original sedimentary fabric. The resulting ‘true’ marbles of, for example, White Carrara (Tuscany, Italy), Verdi (green) Antico (Thessaly, Greece), and Rouge (red) Languadoc (Carcassone, France), were highly prized in classical decoration (sculpture and friezes) and architecture (temples and arches). Marble was found in nineteenth century Australia, but in small, uneconomic deposits, not suitable for commercial quarrying. The comparative expense of imported marble restricted its use in colonial buildings to carved fireplaces and mantel pieces, or outdoor ornaments such as fountains, statuary and grave stones. If Carrara marble floor tiles were used, they were used sparingly, as an arresting feature in entrance halls for instance. However, most prominent private and public construction used timber flooring, waxed or ‘japanned’, with carpet runners and rugs (for example the Austin’s Barwon Park Mansion, 1871), or laid tessellated and ceramic tiles of baked clay infused with colour (for example the Chirnside’s Werribee Park Mansion, 1878). HISTORY OF THE LOCH ARD The LOCH ARD belonged to the famous Loch Line which sailed many ships from England to Australia. Built in Glasgow by Barclay, Curdle and Co. in 1873, the LOCH ARD was a three-masted square rigged iron sailing ship. The ship measured 262ft 7" (79.87m) in length, 38ft (11.58m) in width, 23ft (7m) in depth and had a gross tonnage of 1693 tons. The LOCH ARD's main mast measured a massive 150ft (45.7m) in height. LOCH ARD made three trips to Australia and one trip to Calcutta before its final voyage. LOCH ARD left England on March 2, 1878, under the command of Captain Gibbs, a newly married, 29 year old. She was bound for Melbourne with a crew of 37, plus 17 passengers and a load of cargo. The general cargo reflected the affluence of Melbourne at the time. On board were straw hats, umbrella, perfumes, clay pipes, pianos, clocks, confectionary, linen and candles, as well as a heavier load of railway irons, cement, lead and copper. There were items included that intended for display in the Melbourne International Exhibition in 1880. The voyage to Port Phillip was long but uneventful. At 3am on June 1, 1878, Captain Gibbs was expecting to see land and the passengers were becoming excited as they prepared to view their new homeland in the early morning. But LOCH ARD was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4am the fog lifted. A man aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head on into the wind, the ship lost momentum, the sails fell limp and LOCH ARD's bow swung back. Gibbs then ordered the anchors to be released in an attempt to hold its position. The anchors sank some 50 fathoms - but did not hold. By this time LOCH ARD was among the breakers and the tall cliffs of Mutton Bird Island rose behind the ship. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves broke over the ship and the top deck was loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of LOCH ARD and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as LOCH ARD Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael had raced onto deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke open case of brandy which had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a state of exhaustion, he told the men of the tragedy. Tom returned to the gorge while the two men rode back to the station to get help. By the time they reached LOCH ARD Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland, this time by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost family in the LOCH ARD disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost all of her family in the tragedy. Ten days after the LOCH ARD tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of LOCH ARD still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some was washed up into what is now known as LOCH ARD Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton porcelain peacock - one of only nine in the world. The peacock was destined for the Melbourne International Exhibition in 1880. It had been well packed, which gave it adequate protection during the violent storm. Today, the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register. The wreck of the LOCH ARD is of State significance — Victorian Heritage Register S417 Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. A square marble tile retrieved from the wreck of the LOCH ARD. Most of its surface is covered by a thin layer of limestone and marine growth encrustation that is stained rust-red. The tile is ‘rough-worked’, cut to shape and size, but not smoothed or polished. There is a companion tile in similar condition in the Flagstaff Hill collection. From visual observation of the original surface (at low magnification) the tile appears to be of white Carrara-type marble.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, white marble, marble tile, carrara marble, imported marble, colonial architecture, victorian building materials -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Wooden Rolling Pin, First half of 20th Century
A rolling pin is a simple tool used to flatten dough. The first civilisation known to have used the rolling pin was the Etruscans. Their advanced farming ability, along with a tendency to cultivate many plants and animals never before used as food and turn them into sophisticated recipes, were passed to invading Greeks, Romans, and Western Europeans. Thanks to the Etruscans, these cultures are associated with gourmet cooking. To prepare their inventive foods, the Etruscans also developed a wide range of cooking tools, including the rolling pin. Although written recipes did not exist until the fourth century B.C., the Etruscans documented their love of food and its preparation in murals, on vases, and on the walls of their tombs. Cooking wares are displayed with pride; rolling pins appear to have been used first to thin-roll pasta that was shaped with cutting wheels. They also used rolling pins to make bread (which they called puls) from the large number of grains they grew. Natives of the Americas used more primitive bread-making tools that are favoured and unchanged in many villages. Chefs who try to use genuine methods to preserve recipes are also interested in both materials and tools. Hands are used as "rolling pins" for flattening dough against a surface, but also for tossing soft dough between the cook's two hands until it enlarges and thins by handling and gravity. Tortillas are probably the most familiar bread made this way. Over the centuries, rolling pins have been made of many different materials, including long cylinders of baked clay, smooth branches with the bark removed, and glass bottles. As the development of breads and pastries spread from Southern to Western and Northern Europe, wood from local forests was cut and finished for use as rolling pins. The French perfected the solid hardwood pin with tapered ends to roll pastry that is thick in the middle; its weight makes rolling easier. The French also use marble rolling pins for buttery dough worked on a marble slab. Glass is still popular; in Italy, full wine bottles that have been chilled make ideal rolling pins because they are heavy and cool the dough. Countries known for their ceramics make porcelain rolling pins with beautiful decorations painted on the rolling surface; their hollow centres can be filled with cold water (the same principle as the wine bottle), and cork or plastic stoppers cap the ends. Designs for most rolling pins follow long-established practices, although some unusual styles and materials are made and used. Within the family of wooden rolling pins, long and short versions are made as well as those that are solid cylinders (one-piece rolling pins) instead of the familiar style with handles. Very short pins called mini rolling pins make use of short lengths of wood and are useful for one-handed rolling and popular with children and collectors. Mini pins ranging from 5 to 7 in (12.7-17.8 cm) in length are called texturing tools and are produced to create steam holes and decorations in pastry and pie crusts; crafters also use them to imprint clay for art projects. These mini pins are made of hardwoods (usually maple) or plastic. Wood handles are supplied for both wood and plastic tools, however. Blown glass rolling pins are made with straight walls and are solid or hollow. Ceramic rolling pins are also produced in hollow form, and glass and ceramic models can be filled with water and plugged with stoppers. Tapered glass rolling pins with stoppers were made for many centuries when salt imports and exports were prohibited or heavily taxed. The rolling pin containers disguised the true contents. The straight-sided cylinder is a more recent development, although tapered glass pins are still common craft projects made by cutting two wine bottles in half and sealing the two ends together so that the necks serve as handles at each end.Tiny rolling pins are also twisted into shape using formed wire. The pins will not flatten and smooth pastry, and the handles do not turn. The metal pins are popular as kitchen decorations and also to hang pots, pans, and potholders. https://www.encyclopedia.com/sports-and-everyday-life/food-and-drink/food-and-cooking/rolling-pinThe use of the rolling pin to make thin pastry or pasta.Wooden rolling pin with some damage on cylinder section.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, rolling pin, cooking, pastry -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Saw gauge, Henry Disston, 1890-1920
Disston Saw Works of Philadelphia was one of the better known and highly regarded manufacturers of handsaws in the United States. During the Machine Age, the company was known as Henry Disston & Sons, Inc. a supplier of industrial saw blades. History: The story of handsaws in the United States mirrors the technical and development of steel in Sheffield, England, which was the center of handsaw production during the 18th century and through most of the 19th century. England's political and economic lock-on steel making in the colonies held American saw makers at bay until well after the Revolutionary War. American steel producers were unable to compete until the US government introduced import tariffs to level the playing field in 1861. Henry Disston: Henry Disston (1819–1878) began his career as an American saw maker in Philadelphia. He had emigrated from England in 1833 and started making saws and squares in 1840. In 1850, he founded the company that would become the largest saw maker in the world, the Keystone Saw Works. Some five years later, Disston built a furnace—perhaps the first melting plant for steel in America and began producing the first crucible saw steel ever made in the United States. While his competitors were buying good steel from Britain, he was making his own, to his specification, for his own needs. Disston subsequently constructed a special rolling mill exclusively for saw blades. Over the following decade, the Disston company continued to grow, even while dedicating itself to the Union Army's war effort. In 1865, when his son Hamilton Disston rejoined the business after serving in the Civil War, Disston changed the company's name to Henry Disston & Son. Henry Disston and his sons began to set the standards for American saw makers, both in terms of producing high-quality saws and files in 1865 through his development of innovative manufacturing techniques. In September 1872, Henry Disston and two other men dug a part of the foundation for what was to become the largest saw manufacturing facility in the world: Disston Saw Works. This was in the Tacony section of Philadelphia. Having previously moved his expanding business from near Second and Market Streets to Front and Laurel Streets. It took over 25 years to move the entire facility to Tacony. Henry Disston was renowned for having one of the first industries that exhibited environmental responsibility, as well as a paternalistic view towards his employees. For example, he had thousands of homes built in Tacony for his workmen. Funds to purchase these homes were made available through a building and loan association set up by the Disston firm. His caring influence on the community was evident in everyday life. To meet employees' cultural needs, a hall and a library were built with Henry Disston agreeing to pay a fixed sum towards its maintenance. The Tacony Music Hall was erected in 1885, also with the assistance of Disston money. Henry Disston had fallen ill by 1877 and never truly recovered; he suffered a stroke and died the next year. This came only one and a half years after seeing his products receive the highest honors at the great Philadelphia Centennial Exposition of 1876. His vision of a working-class community and the completion of the transfer of his enormous saw plant was carried out by his wife and his sons. The company, by the early 20th century, cast the first crucible steel in the nation from an electric furnace in 1906. The firm's armor-plate building near Princeton Avenue and Milnor Street contributed tremendously to the World War II effort. But the company's innovation and industriousness would not last forever. In 1955, with mounting cash-flow problems and waning interest on the family's part to run the firm, Henry Disston and Sons were sold to the H.K. Porter Company of Pittsburgh. Porter's Disston Division was sold in 1978 and became the Henry Disston Division of Sandvik Saw of Sweden. This division was then sold in 1984 to R.A.F. Industries of Philadelphia and became known as Disston Precision Incorporated, a maker of specialized flat steel products. In 2013, R.A.F. Industries sold Disston Precision Inc. in a private sale. Although the company has ceased making Disston handsaws, the Disston brand name still exists in this firm. A tool used to set and sharpen cross cut saws used to fell trees for building construction made by a well known American maker whos firm pioneered the making of saws and their related items including files.combination cross cut saw raker and gauge/jointerDisston USA in the castingflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Melton City Libraries
Melton City LibrariesPamphlet, Thoroughbred Country, c.1985
"Melton has a long and celebrated history of horse breeding and racing. Draught horses were a crucial aspect of life in the early days of European settlement, and were heavily depended upon for both transport and agricultural labour. Peppercorn trees at the corner of Station and Brooklyn roads have been associated with a horse trough installed there to provide a drink to workhorses carting produce to the chaff mills and railway station south of Melton.20 Breeders, trainers and harness drivers in the area later became such an influential force in the equine industry that this came to be a defining aspect of the district’s identity and reputation.Pioneer of the Victorian horse racing industry and early Rockbank squatter William Cross Yuille was one of the earliest importers of stud racehorses in the district in the 1850s. A leading sports editor and writer, Yuille established bloodstock auctioning agency W. C. Yuille & Co. and was involved in the compilation of the first Australian Stud Book, which ensures the integrity of thoroughbred breeding in Australia. According to early Melton chronicler Alexander Cameron, horse races were first organised in the area by Rockbank farmer William Keating. Keating owned racehorses of his own, and many brought horses from Melbourne for the events, which ‘drew large gatherings’.22 Melton Racing Club meetings were held on the Exford Estate with the permission of H. W. Staughton, who built a small wooden grandstand in 1882. Other early races and sports meetings are said to have been held in the vicinity of the current-day Melton golf course.23 An 1884 article reported that Melton’s ‘race programme … equals any put forth by country towns of far greater size’. Ernest Clarke was another important figure in the early horse racing industry in Melton. He established the Melton Stud in 1902, which bred numerous successful racehorses. Perhaps most notably The Welkin, one of the most famous stallions in Australian horse racing in the early twentieth century. The Welkin sired Gloaming, bred by Clarke at the Melton stud in 1915 and one of Australia’s greatest champion racehorses. During a long and prestigious career in both Australia and New Zealand, Gloaming achieved a triumphant 57 wins out of 67 starts and won a record amount of prize money. Ken Cox purchased the Stockwell Stud in Diggers Rest in 1957 and developed it into one of the largest and most renowned thoroughbred breeders in Australia. With its top-class facilities, international design standards and scientific methods, Stockwell became ‘the flagship of the Victorian breeding industry’.26 As well as racing studs, numerous trotting tracks were established on the flat plains around Melton in the 1960s.27 Other studs to play a leading role in the development of Melton as thoroughbred country were Cornwall Park and Merrywood at Toolern Vale, St John’s Lane Stud at Diggers Rest and Birchwood, Teppo Park and Dreelburn in the far north-east of the shire, near Sunbury. By 1985, thoroughbred horse breeding was such big business in Melton that the shire council adopted the slogan ‘The Heart of Thoroughbred Country’, which was used throughout its promotional material.29 But the slogan contained deeper meaning and was not just about Melton’s great equine industry and thoroughbred champions, the council explained: ‘“Thoroughbred Country” should be seen as a new concept of Melton, as a place where people can achieve the “Thoroughbred” ideal, excellence in all aspects of life’. The aim of the council in promoting ‘The Heart of Thoroughbred Country’, was ‘to instil in present and future residents the feeling that this is a place that is better than others. A place to be proud of’. In 1988, Melton’s champion reinsman Gavin Lang won his 176th race of the season, claiming the national harness racing record for the most wins in a single season.The following year, the first Melton Plate was held at Moonee Valley Racecourse, cementing the district’s importance in the harness racing industry. The inaugural winner was Victorys Phil, owned by local Danny Mullan. By the 1990s, Melton had earned the title of the ‘Home of Harness Racing in Victoria’. State-of-the-art, world-class harness racing facility and entertainment complex Tabcorp Park opened in Melton in 2009. In 2011, the Shire of Melton was home to over 140 registered trainers and over 1,200 horses. The municipality’s continuing leadership and influence in the industry today is a testament to the skills, talents and leadership of the local community over its history".Shire of Melton pamphlet of a map and information of the equine industry in Meltoncouncil -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDocument - Certificate of Competency, Marine Department, Commonwealth Council for Trade, 1883-1894
Fifteen year old Albert Edward Gill was born in Poplar, Middlesex, in 1868. He volunteered in May 1883 as an Apprentice Ordinary Seaman with the Merchant Services under the London shipping company James P. Corry & Co., owner of the Star Line. The shipping company by this time had a fleet of both clipper and steam cargo ships that sailed as far away as Australia and New Zealand. Gill’s apprenticeship was a four year unpaid term, with only his food, drink, lodgings, washing and medical needs provided for him. The contract had many conditions but it was a wonderful opportunity for a young man. His father James Gill signed the papers as his guarantor. In December 1887 Gill completed his apprenticeship and qualified as an Able Seaman. He served for another seven years with James P. Corry & Co. and earned his Certificate of Competency as a Master in the Merchant Service in April 1894, having passed the Ordinary Examination. (The transcription of Gill's two certificates is provided further down this page.) JAMES P. CORRY & CO. - The Belfast Company was formed in 1826 by Robert Corry, and imported timber from Canada to Ireland. In 1859 the company expanded to import timber from Calcutta, and relocated its offices to London. In the 1880s the company had a fleet of 13 tall clipper ships and included ports in Australia and New Zealand in its destinations. It continued to expand trade even further and by 1908 the Star Line had seven cargo steamers trading with the East and Far East (the ships were named Star of Australia, Star of Japan, Star of England, Star of New Zealand, Star of Ireland, Star of Scotland and Star of Victoria). In 1912 the Star Line ships added an emigrant service to Australia. TRANSCRIPTION OF CERTIFICATES - = = = = = = = = = = = = “Ordinary Apprentice’s Indenture” Transcribed:- (Printed form with printed logo of the Marine Department, Commonwealth Council for Trade. Sanctioned by the Board of Trade, May 1855. ) Registered at the Port of London, Sixteenth of May, 1883, and signed for the Registrar General. Stamped in blue ink “REGISTERED IN LONDON, MAY 16 1883” “RECORD OF THE REGISTER GENERAL OF SEAMEN” “This Indenture, made the SIXTEENTH day of MAY 1883 between ALBERT EDWARD GILL aged FIFTEEN years, a native of POPLAR, in the county of MIDDLESEX of the first part JAMES P. CORRY & CO. OF 9 & 11 FENCHURCH AVENUE in the CITY of LONDON of the second part, and JAMES GILL, of POPLAR, in the county of MIDDLESEX, of the third part, WITNESSETH, That the said ALBERT EDWARD GILL hereby voluntarily binds himself Apprentice unto the said JAMES P. CORRY & CO., his Executers, Administrators and Assigns, for the term of FOUR years from the date hereof; And the said Apprentice hereby covenants that, during such time, the said Apprentice will faithfully serve his said Master, his Executors, Administrators and Assigns, and obey his and their lawful commands, and keep his and their secrets, and will, when required, give to him and them true accounts of his or their goods and money which may be committed to the charge, or come into the hands, of the said Apprentice; and will, in case the said Apprentice enters Her Majesty’s Service during the said term, duly account for and pay, or cause to be paid, to his said Master, his Executors, Administrators, or Assigns, all such Wages, Prize Money and other Monies as may become payable to the said Apprentice for such service; and that the said Apprentice will not, during the said term, do any damage to his said Master, his Executors, Administrators, or Assigns, nor will he consent to such damage being done by others, but will, if possible, prevent the same, and give warning thereof; and will not embezzle or waste the Goods of his Master, his Executors, Administrators, or Assigns, nor give or lend the same to others without his or their licence; nor absent himself from his or their service without leave; nor frequent Taverns or Alehouses, unless upon his or their business, nor play at Unlawful Games : IN CONSIDERATION WHEREOF, the said Master hereby covenants with the said Apprentice, that during the said term he the said Master, his Executors, Administrators, and Assigns, will and shall use all proper means to teach the said Apprentice or cause him to be taught the business of a Seaman, and provide the said Apprentice with sufficient Meat, Drink, Lodgings, Washing, Medicine, and Medical and Surgical Assistance, NO WAGES, the said Apprentice providing for himself all sea-bedding, wearing apparel, and necessaries (except such as are herein-before specially agreed to be provided by the said Master): AND IT IS HEREBY AGREED, that if, at any time during the said term, the said Master, his Executors, Administrators or Assigns, provide any necessary apparel, or sea-bedding for the said Apprentice, he and they may deduct any sums properly expended thereon by him or them from the sums so agreed to be paid to the said Apprentice as aforesaid: And for the performance of the Agreements herein contained, each of them, the said A.E.GILL and JAMES P CORRY & Co., doth hereby bind himself, his Heirs, Executors, and Administrators, unto the said JAMES P. CORRY & CO., his Executors and Administrators, unto the other of them, his Executors and Administrators, in the penal sum of THIRTY pounds; and for the performance of the covenants on the part of the said Apprentice herein contained, the said JAMES GILL as surety, doth hereby bind himself, his Heirs, Executors, and Administrators unto the said JAMES P. CORRY & Co., his Executors and Administrators, the penal sum of THIRTY pounds; Provided, that notwithstanding the penal stipulations herein contained any Justice or Justices of the Pease may exercise such jurisdiction in respect of the said Apprentice as he or they might have exercised if no such stipulations had been therein contained. In witness whereof, the said parties have hereunto set their hands and seals, the day and year above written. Signed, sealed, and delivered, in the presence of - - Weston, 9 & 11 Fenchurch Avenue Signed, James P. Corry (Master) Signed, Albert Edward Gill (Apprentice) James Gill (Surety) NOTE – This Indenture must be executed in duplicate, both copies must be taken to the Registrar General of Seamen; or if in the Outports to the Shipping Master; one copy will then be retained and recorded, and the other returned to the Master with the necessary endorsement. = = = = = = = = = = = = Reverse of the Indenture, Transcribed:- “This is to certify that the herein mentioned Alfred Edward Gill has served the full term of the Indenture in our employ during which time he has conducted himself satisfactorily. According to the Captain’s report he has been strictly sober during the last – years [? from his failure?] Signed: James P. Corry & Co., Owner, Star Line 9 Fenchurch Avenue St, 13 Dec. ‘87 = = = = = = = = = = = = Certificate of Competency, Transcribed:- (Board of Trade logo and printed text of the certificate, with hand written details filled in) By the Lords of the Committee of Privy, Council for Trade Certificate of Competency as MASTER to Albert Edward Gill Whereas it has been reported to us that you have been found duly qualified to fulfil the duties of MASTER in the Merchant Service, we do hereby, in performance of the Merchant Shipping Act, 1854, grant you this Certificat6e of Competency. By Order of the Board of Trade, this 19th day of APRIL, 1894 Signed INGRAM B WALKER (one of the Assistant Secretaries of the Board of Trade) Countersigned -, Regulator General. Registered at the Office of the Regulator General of Shipping and Seamen. = = = = = = = = = = = = Reverse of Certificate of Competency, Transcribed:- No. of Certificate - 020886 Address of Owner - SUNNY LAWN, WALLWOOD ROAD, LEYTONSTONE Date and Place of Birth – 1868, POPLAR Signature – A E GILL. This Certificate is given upon an Ordinary Examination passed at LONDON on the 17th day of APRIL 1894 Every person who makes, or procures to be made, or assists in making any false Representation for the Purpose of obtain for himself or for any other Person a Certificate either of Competence or Service, or who forges, assists in forgery, or procures to be forged, or fraudulently alters, assists in fraudulently altering, or procures to be fraudulently altered, any such Certificate or any Official Copy of any such Certificate, or who frequently makes use of any such Certificate, or copy of any such Certificate, which is forged, altered, cancelled, suspended, or to which he is not justly entitled or who fraudulently lends his Certificate to, or allows the same to be used by any other person, shall for each offence be deemed guilty of a Misdemeanour, and my be summarily punished by imprisonment with or without hard labour for a period not exceeding Six Months or by a penalty not exceeding 100 pounds, and any Master or Mate who fails to deliver up a Certificate which has been cancelled or suspended is liable to a penalty not exceeding 50 pounds. N.B. – Any person other than the Owner thereof becoming possessed of the Certificate is required to transmit it forthwith to the Register General of Shipping and Seamen, Custom House, London, E.C. Issued at the Port of LONDON on the 20th day of APRIL 1894. Signed J I-, - Supt. = = = = = = = = = = = = These certificates are significant as a record of the process required to qualify as a ship’s Master, which was required by the vast number of merchant ships that crossed the world to Australia with cargo and passengers, all contributing to the early settlement and development of Australia as a Colony and a Nation. The certificates are also significant for their association with James P. Corry & Col. owner of the Star Line shipping company that provided trade and passengers to Australia in the late 19th and early 20th centuries. Set of two documents from the Board of Trade, printed on cloth and wax paper, each relating to achieving the standard of Master Seaman, and belonging to Albert Edward Gill. They are dated 1883 to 1894. The forms have been stamped, signed, dated, details completed and sealed with three red wax seals. The certificate number has been stamped onto the document is such as was as to deter forgery. The forms relate to Albert Edward Gill and James P. Corry & Co, Star Line Merchant Services and show his registered number as a Master Seaman. 245.1 – Front: Ordinary Apprentice’s Indenture, printed certificate, with spaces completed and signed by hand, and sealed with three red wax seals. Signed and dated 16 May 1883 Reverse: Handwritten statement, signed and dated 13 Dec 1887. 245.2 – Front: Certificate of Competency, Master in the Merchant Service, printed and completed by hand, registered at the Office of the Regulator General of Shipping and Seamen, dated 19 April 1894. Reverse: Certificate, Ordinary Examination Passed, printed and completed by hand, dated 17 April 1894Signatures and other handwritten details. Stamped with security lines, Registration Number "020886"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, albert edward gill, certificate of compentency, apprentice's indenture, education, employment, 1880's, ordinery examination, able seaman, master seaman, james p. corry & co., star line, timber merchant, emigrant ships -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Multiple Labels, Kennedy, Early 20th century
Richard Kennedy (1826-1903), a wholesale , retail and manufacturing chemist in Timor Street, came to Warrnambool in 1880 and had what was described in "Cyclopedia of Victoria' as the "largest and best appointed pharmacy in Victoria'. Kennedy was Vice President of the Pharmaceutical Society of Victoria, on the Pharmacy Board and was prominent in community affairs in Warrnambool. He was for some time President of the Mechanics Institute and the Warrnambool Hospital and a foundation member of the Warrnambool Bowls Club. He also made locally perfumes with many varieties named after people or events of the time-Federation, Nellie Melba etc.. His pharmacy building in Timor Street and his house 55 Canterbury Road "Ivanhoe" still stands (2019) The use of a lighthouse in his advertising and on his bottles is of particular interest. W.D.H.S. has Kennedy bottles in its collectionThese labels are of great significance as they were produced for a pharmacist of note in Victoria and Warrnambool. .1 Rectangular paper label adhered to a piece of pink card. It features a lighthouse and small sailing ship in the centre of a red circle with black and white text, Surrounding the circle is text and decorations of flowers on an olive green background. The label is torn on the bottom right hand corner. It is adhered to a piece of pink card. .2 Light green label featuring a lighthouse in a circle underneath which is a scroll with text, There are finely drawn curly decorations and further text. It is adhered to a piece of pink card. .3 Similar to .2 with different text .4 Similar to .2 and .3 with different text .5 Similar to .2,.3,.4 with different text .6 Similar to .2,.3,.4,.5 with different text 6.1Similar to .2,.3,.4,.5,.6 with different text 6.2 Turquoise label with a gold diagonal wide band with text. The label features a lighthouse in a circle , there are decorations of leaves, and curls. The white and black text is stylised, especially the name of the manufacturer. .7 Buff coloured rectangular card adhered to a piece of pink card. The dark green text is surrounded by a decorative border. .8 White rectangular featuring a blue coloured lighthouse and detailed black text .9 White rectangular label with black detailed text surrounded by a border. .10 Similar to 6.2 with different text, adhered to white paper. .11 identical to .10 but adhered to pink card. .12 White rectangular card with black and red text .13 identical to .12 .14 Three joined pale blue labels with dark blue text. The central label is larger than the other two which are equal in size. One of the smaller labels in upside down. All have borders. .15 Identical to .14 excepting it is adhered to white card .16 White rectangular label with black text. It features a lighthouse, decorations of leaves and a variety of styles and fonts of the print. It is adhered to a piece of pink card. .17 Identical to .16 excepting it is adhered to white card. .18 Identical to .17 .19 Rectangular white label with red and black detailed text adhered to a piece of white paper .20 Identical to .19 excepting it is adhered to a piece of pink card. .21 Rectangular white label with grey text , a decorative border and further decorations adhered to a piece of white card. .22 Identical to .21 but not adhered, .23 Identical to .21 , adhered to white card .24 Identical to .22 .25 Square white label with red and black text. and a red border. .26 White rectangular label with dark green text and border. .27 Small white rectangular label with gold text adhered to a piece of white paper .1 LECTAR THE MIGHTY HEALTH RESTORING LIFE PRESERVER NERVE TONIC .2 POPULAR FAMILY MEDICINES CARBOLIC OIL POISON FROM R. F. KENNEDY& CO PHARMAISTS WARRNAMBOOL .3 As for .2 FRIAR'S BALSAM in lieu of CARBOLIC OIL .4 As for .2, .3 GLYCERINE in lieu OF FRIAR'S BALSAM .5 As for .2,.3,.4 Paregoric, Peppermint, Aniseed and Laudanum. POISON in lieu of GLYCERINE .6 As for .2,.3,.4,.5 CAMPHORATED OIL in lieu of Paregoric,Peppermint, Aniseed and Laudanum .6.1 As for .2,.3,.4,.5,.6 PARRISH'S FOOD . in lieu of CAMPHORATED OIL Dose- Adults 1/2 to 1 teaspoonful 6.2 Pure BENZINE FROM R. F. KENNEDY AND CO. Pharmaceutical Works WARRRNAMBOOL .7 LINSEED OILR.F KENNEDY & CO. Wholesale and Manufacturing Chemists WARRNAMBOOL .8 the primary text is : THE ALSATIAN INFLUENZA MIXTURE A section of the ensuing text is ; "For EXHAUSTION, LOSS OF APPETITE , NEURITIS and GENERAL RUN DOWN it will be found a Powerful Tonic." .9 Dr Law's PILE OINTMENT Directions ............... R.F KENNEDY & CO Wholesale and Manufacturing Chemists WARRNAMBOOOL 10. As for .2,.3,.4,.5,.6.6.1 VASELINE in lieu of BENZINE .11 Identical to .10 .12 COLOURED WITH TUMERIC. Labelled in accordance with the "SALE AND USE OF POISONS ACT" POISON R.F. KENNEDY & CO. Chemists WARRNAMBOOL APPROXIMATELY 7 GRAMS .13 Identical to .12. .14 Central label "THE CURE" FOR CORNS R.F. KENNEDY &CO manufacturing Chemists WARRNAMBOOL .Small label PROPRIETORS OF THE. CELEBRATED . CURE FOR TOOTHACHE . Small label PROPRIETORS OF The Sulpho- Thymol Soap, For Eruptions and Irritations of the Skin. .15 Identical to .14 .16TASTELESS ITALIAN CASTOR OIL OF THE PUREST QUALITY. Adults Dose one to two tablespoonfuls . Children half to one tablespoonful. IMPORTED BY R.F. KENNEDY&CO. Manufacturing Chemists Timor ST. Warrnambool .17 Identical to .16 .18 Identical to .16 .19 PURE REDISTILLED EUCALYPTUS OIL OF EXTRA STRENGTH & PURITY DEODORANT & DISINFECTANT FROM R.F. KENNEDY & CO'S Pharmaceutical Works Warrnambool ( Much more detail) .20 Identical to .19 .21,.22,.23,.24 PURE Refined SALAD OIL FROM R.F. KENNEDY & CO.MANUFACTURING CHEMISTS WARRNAMBOOL .25 Brilliantine AN ELEGANT AND FRAGRANT PREPARATION FOR THE HAIR, MOUSTACHE, OR WHISKERS. PROPRIETORS R.F. KENNEDY & CO. WARRNAMBOOL .26 Directions.--- To be applied to the irritable parts two or three times daily R.F. KENNEDY & CO., Chemists, Warrnambool .27 R.F. KENNEDY & CO. Manufacturing and Dispensing Chemists WARRNAMBOOL chemists, pharmaceutical society of victoria, mechanics institute, warrnambool, warrnambool hospital, warrnambool bowls club -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBottle, circa 1885 - 1891
This bottle was one of the items salvaged from the wreck of the Fiji in 1891. Joseph Bosisto began manufacturing Eucalyptus Oil in Australia from 1854. This bottle is marked ‘J. BOSISTO”, which probably dates it from 1885 when the company J. Bosisto & Co. was formed. The marking on the bottom of the bottle “GERMAN/B_ _ E” could mean that the bottle was imported by J. Bosisto from Germany. In the early years bottles were imported from overseas countries including England and Germany. In 1872 the Melbourne Bottle Works was established to supply the bottles locally and more cheaply but had difficulty keeping up with the supply. From 1865 Australian-made Bosisto’s Eucalyptus Oil began to be exported to England then later to Germany and other countries. Bosisto’s Eucalyptus Oil won many prizes at exhibitions between 1854 – 1891. The three-masted iron barque Fiji had been built in Belfast, Ireland, in 1875 by Harland and Wolfe for a Liverpool based shipping company. The ship departed Hamburg on 22nd May 1891 bound for Melbourne, under the command of Captain William Vickers with a crew of 25. The ship’s manifest shows that she was loaded with a cargo of 260 cases of dynamite, pig iron, steel goods, spirits (whisky, schnapps, gin, brandy), sailcloth, tobacco, coiled fencing wire, concrete, 400 German pianos (Sweet Hapsburg), concertinas and other musical instruments, artists supplies including brushes, porcelain, furniture, china, and general cargo including candles. There were also toys in anticipation for Christmas, including wooden rocking horses, miniature ships, dolls with china limbs and rubber balls. On September 5th, one hundred days out from Hamburg in squally and boisterous south west winds the Cape Otway light was sighted on a bearing differing from Captain Vickers’ calculation of his position. At about 2:30am, Sunday 6th September 1891 land was reported 4-5 miles off the port bow. The captain tried to put the ship on the other tack, but she would not respond. He then tried to turn her the other way but just as the manoeuvre was being completed the Fiji struck rock only 300 yards (274 metres) from shore. The place is known as Wreck Bay, Moonlight Head. Blue lights were burned and rockets fired whilst an effort was made to lower boats but all capsized or swamped and smashed to pieces. Two of the younger crewmen volunteered to swim for the shore, taking a line. One, a Russian named Daniel Carkland, drowned after he was swept away when the line broke. The other, 17 year old able seaman Julius Gebauhr, a German, reached shore safely on his second attempt but without the line, which he had cut lose with his sheath-knife when it become tangled in kelp. He rested on the beach a while then climbed the steep cliffs in search of help. At about 10am on the Sunday morning a party of land selectors - including F. J. Stansmore, Leslie Dickson (or Dixon) and Mott - found Gebauhr. They were near Ryans Den, on their travels on horseback from Princetown towards Moonlight Head, and about 5km from the wreck. Gebauhr was lying in the scrub in a poor state, bleeding and dressed only in singlet, socks and a belt with his sheath-knife, ready for all emergencies. At first they were concerned about his wild and shaggy looking state and what seemed to be gibberish speech, taking him to be an escaped lunatic. They were reassured after he threw his knife away and realised that he was speaking half-English, half-German. They gave him food and brandy and some clothing and were then able to gain information about the wreck. Some of the men took him to Rivernook, a nearby guest house owned by John Evans, where he was cared for. Stansmore and Dickson rode off to try and summon help. Others went down to the site of the wreck. Messages for rescuing the rest of the crew were sent both to Port Campbell for the rocket rescue crew and to Warrnambool for the lifeboat. The S.S. Casino sailed from Portland towards the scene. After travelling the 25 miles to the scene, half of the Port Campbell rocket crew and equipment arrived and set up the rocket tripod on the beach below the cliffs. By this time the crew of the Fiji had been clinging to the jib-boom for almost 15 hours, calling frantically for help. Mr Tregear from the Rocket Crew fired the line. The light line broke and the rocket was carried away. A second line was successfully fired across the ship and made fast. The anxious sailors then attempted to come ashore along the line but, with as many as five at a time, the line sagged considerably and some were washed off. Others, nearly exhausted, had to then make their way through masses of seaweed and were often smothered by waves. Only 14 of the 24 who had remained on the ship made it to shore. Many onlookers on the beach took it in turns to go into the surf and drag half-drowned seamen to safety. These rescuers included Bill (William James) Robe, Edwin Vinge, Hugh Cameron, Fenelon Mott, Arthur Wilkinson and Peter Carmody. (Peter Carmody was also involved in the rescue of men from the Newfield.) Arthur Wilkinson, a 29 year old land selector, swam out to the aid of one of the ship’s crewmen, a carpenter named John Plunken. Plunken was attempting to swim from the Fiji to the shore. Two or three times both men almost reached the shore but were washed back to the wreck. A line was thrown to them and they were both hauled aboard. It was thought that Wilkinson struck his head on the anchor before s they were brought up. He remained unconscious. The carpenter survived this ordeal but Wilkinson later died and his body was washed up the next day. It was 26 year old Bill Robe who hauled out the last man, the captain, who had become tangled in the kelp. The wreck of the Fiji was smashed apart within 20 minutes of the last man being brought ashore, and it settled in about 6m of water. Of the 26 men on the Fiji, 11 in total lost their lives. The remains of 7 bodies were washed onto the beach and their coffins were made from timbers from the wrecked Fiji. They were buried on the cliff top above the wreck. The survivors were warmed by fires on the beach then taken to Rivernook and cared for over the next few days. Funds were raised by local communities soon after the wreck in aid of the sufferers of the Fiji disaster. Captain Vickers was severely reprimanded for his mishandling of the ship. His Masters Certificate was suspended for 12 months. At the time there was also a great deal of public criticism at the slow and disorganised rescue attempt to save those on board. The important canvas ‘breech buoy’ or ‘bucket chair’ and the heavy line from the Rocket Rescue was in the half of the rocket outfit that didn’t make it in time for the rescue: they had been delayed at the Gellibrand River ferry. Communications to Warrnambool were down so the call for help didn’t get through on time and the two or three boats that had been notified of the wreck failed to reach it in time. Much looting occurred of the cargo that washed up on the shore, with nearly every visitor leaving the beach with bulky pockets. One looter was caught with a small load of red and white rubber balls, which were duly confiscated and he was ‘detained’ for 14 days. Essence of peppermint mysteriously turned up in many settlers homes. Sailcloth was salvaged and used for horse rugs and tent flies. Soon after the wreck “Fiji tobacco” was being advertised around Victoria. A Customs officer, trying to prevent some of the looting, was assaulted by looters and thrown over a steep cliff. He managed to cling to a bush lower down until rescued. In 1894 some coiled fencing wire was salvaged from the wreck. Hundreds of coils are still strewn over the site of the wreck, encrusted and solidified. The hull is broken but the vessel’s iron ribs can be seen along with some of the cargo of concrete and pig iron. Captain Vickers presented Bill Robe with his silver-cased pocket watch, the only possession that he still had, as a token for having saved his life and the lives of some of the crew. (The pocket watch came with 2 winding keys, one to wind it and one to change the hands.) Years later Bill passed the watch to his brother-in-law Gib (Gilbert) Hulands as payment of a debt and it has been passed down the family to Gilbert Hulands’ grandson, John Hulands. Seaman Julius Gebauhr later gave his knife, in its hand crafted leather sheath, to F. J. Stansmore for caring for him when he came ashore. The knife handle had a personal inscription on it. A marble headstone on the 200m high cliffs overlooking Wreck Beach, west of Moonlight Head, paying tribute to the men who lost their lives when Fiji ran aground. The scene of the wreck is marked by the anchor from the Fiji, erected by Warrnambool skin divers in 1967. Amongst the artefacts salvaged from the Fiji are china miniature animals, limbs from small china dolls, rubber balls, this glass bottle, sample of rope from the distress rocket and a candlestick holder. These items are now part of the Fiji collection at Flagstaff Hill Maritime Museum, along with Captain Vickers’ pocket watch and Julius Gebauhr’s sheath knife. The glass bottle is registered as “Artefact Reg No Fiji/1”. Flagstaff Hill’s Fiji collection is of historical significance at a State level because of its association with the wreck Fiji, which is on the Victorian Heritage Register VHR S259. It also represents aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The Fiji collection meets the following criteria for assessment: Criterion A: Importance to the course, or pattern, of Victoria’s cultural history. Criterion B: Possession of uncommon, rare or endangered aspects of Victoria’s cultural history Criterion C: Potential to yield information that will contribute to an understanding of Victoria’s cultural history. Clear glass oval medical bottle with rounded corners and flattened sides on front and back surfaces. Opening of bottle has a lip around it and could have been sealed with a stopper. There is a chip in the lip. One face of the bottle has a rectangular border with a name embossed vertically on it, “J. BOSISTO / RICHMOND”. The oval base of the bottle also has letters embossed on it “GE_ _AN” “B _ _ _ _ _”. There is also a large chip out of the base. The sides of the bottle have a vertical joining line. The bottle was recovered from the wreck of the Fiji.Flat side of bottle has rectangular border with “J BOSISTO / RICHMOND” embossed in the centre. The base of the bottle has “G E . . A N/B . . . . . .” embossed on it. Other letters have been removed with the chip. (probable wording was ‘GERMAN/BOTTLE)warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, shipwrecked artefact, fiji, 1891, glass bottle, medicine bottle, bosistos, j bosistos, german bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Standard measure, Mid to late 19th Century
The beginning of standardised weights and measures began In Victoria when the Melbourne Observatory received sets of standard weights and measures, which had been tested in Britain against the then British Imperial standards. These included the primary standard yard and pound for the Colony of Victoria. Other standards of weights and measure held by shires and the administrative body's within the colony could then be compared to these primary standards. A Weights and Measures Act was passed in Victoria in 1862, establishing local inspectors throughout the colony. By the 1870s each local council and shire in Victoria held a set of standards that were used to test scales, weights and dry measures used by wholesalers, factories and shops. Every ten years the councils’ standards would themselves need to be rechecked against the Victorian Standards. The checking was done by the Victorian Customs Department in the 19th century, but with the transfer of responsibility for customs to the Federal Government in 1901, weights and measures function was retained by the Victorian Government and was shifted to the Melbourne Observatory. In 1904, a new building was erected at the south end of the Great Melbourne Telescope House, where the standard weights and measures and testing equipment was installed. This room had a large whirling apparatus for testing air meters and became known as the Whirling Room. When the Melbourne Observatory closed in 1944, the Weights and Measures Branch was formed to continue and this branch remained at the Observatory site unit until 1995. J & M Ewan History: J&M Ewan was a Melbourne firm that began by selling retail furniture and wholesale ironmongery. They had substantial warehouses situated at the intersection of 81-83 Elizabeth and Little Collins Streets, the business was established by James M Ewan in 1852. Shortly afterwards he went into partnership with William Kerr Thomson and Samuel Renwick. When Ewan died in 1868 his partners carried on and expanded the business under his name J & M Ewan. The business was expanded to provide a retail shop, counting-house and private offices. Wholesale warehouses adjoined these premises at 4, 6 and 10 Little Collins Street, West. This company provided and sold a large and varied amount of imported goods into the colony that consisted of agriculture equipment, building materials, mining items as well as steam engines, tools of all types and marble fireplaces. They also supplied the Bronze measuring containers in the Flagstaff Hill collection and the probability is that these containers were obtained by the local Melbourne authority that monitored weights and measures in the mid to late 19th century. The company grew to employ over 150 people in Melbourne and opened offices at 27 Lombard St London as well as in New Zealand and Fiji. The company also serviced the Mauritius islands and the pacific area with their steamship the Suva and a brig the Shannon, the company ceased trading in 1993. Robert Bate History: Robert Brettell Bate (1782-1847) was born in Stourbridge, England, one of four sons of Overs Bate, a mercer (a dealer in textile fabrics, especially silks, velvet's, and other fine materials)and banker. Bate moved to London, and in 1813 was noticed for his scientific instrument making ability through the authority of the “Clockmakers Company”. Sometime in the year 1813 it was discovered that one Robert Brettell Bate, regarded as a foreigner in London had opened a premises in the Poultry selling area of London. He was a Mathematical Instrument maker selling sundials and other various instruments of the clock making. In 1824, Bate, in preparation for his work on standards and weights, leased larger premises at 20 and 21 Poultry, London, at a rental of four hundred pounds per annum. It was there that Bate produced quality metrological instruments, which afforded him the recognition as one of one of the finest and principal English metrological instrument-makers of the nineteenth century. English standards at this time were generally in a muddle, with local standards varying from shire to shire. On 17 June 1824, an Act of Parliament was passed making a universal range of weights, measures, and lengths for the United Kingdom, and Bate was given the job of crafting many of the metrological artifacts. He was under instruction from the renown physicist Henry Kater F.R.S. (1777-1835) to make standards and to have them deposited in the principal cities throughout the United Kingdom and colonies. Bate experimented with tin-copper alloys to find the best combination for these items and by October 1824, he had provided Kater with prototypes to test troy and avoirdupois pounds, and samples with which to divide the troy into grams. Bate also cast the standard for the bushel, and by February 1825, had provided all the standards required of him by the Exchequer, Guildhalls of Edinburgh, and Dublin. In 1824, he also made a troy pound standard weight for the United States, which was certified for its accuracy by Kater and deposited with the US Mint in 1827. Kater, in his address to the Royal Society of London, acknowledged Bate's outstanding experimentation and craftsmanship in producing standards of weights, measures, and lengths. An example of a dry Bronze measuring container made specifically for J & M Ewan by possibly the most important makers of measurement artefacts that gives us today a snapshot of how imperial weights and measures were used and how a standard of measurement for merchants was developed in the Australian colonies based on the Imperial British measurement system. The container has social significance as an item retailed by J & M Ewan and used in Victoria by the authorities who were given legal responsibility to ensure that wholesalers and retailers of dry goods sold in Victoria were correct. The container was a legal standard measure so was also used to test merchants containers to ensure that their distribution of dry goods to a customer was correct.Maker Possibly Robert Brettell Blake or De Grave, Short & Co Ltd both of LondonContainer bronze round shape for measuring dry quantities has brass handles & is a 'half-bushel' measurement"IMPERIAL STANDARD HALF BUSHEL" engraved around the top of the container. VICTORIA engraved under "J & M Ewan & Co London and Melbourne" engraved around the bottom of the container.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, standard measure, bronze, peck measurement, j & m ewan, victorian standard dry measurement, bronze container, victorian standards, melbourne observatory, robert brettell bate -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Standard measure, Mid to late 19th Century
The beginning of standardised weights and measures began In Victoria when the Melbourne Observatory received sets of standard weights and measures, which had been tested in Britain against the then British Imperial standards. These included the primary standard yard and pound for the Colony of Victoria. Other standards of weights and measure held by shires and the administrative body's within the colony could then be compared to these primary standards. A Weights and Measures Act was passed in Victoria in 1862, establishing local inspectors throughout the colony. By the 1870s each local council and shire in Victoria held a set of standards that were used to test scales, weights and dry measures used by wholesalers, factories and shops. Every ten years the councils’ standards would themselves need to be rechecked against the Victorian Standards. The checking was done by the Victorian Customs Department in the 19th century, but with the transfer of responsibility for customs to the Federal Government in 1901, weights and measures function was retained by the Victorian Government and was shifted to the Melbourne Observatory. In 1904, a new building was erected at the south end of the Great Melbourne Telescope House, where the standard weights and measures and testing equipment was installed. This room had a large whirling apparatus for testing air meters and became known as the Whirling Room. When the Melbourne Observatory closed in 1944, the Weights and Measures Branch was formed to continue and this branch remained at the Observatory site unit until 1995. J & M Ewan History: J&M Ewan was a Melbourne firm that began by selling retail furniture and wholesale ironmongery. They had substantial warehouses situated at the intersection of 81-83 Elizabeth and Little Collins Streets, the business was established by James M Ewan in 1852. Shortly afterwards he went into partnership with William Kerr Thomson and Samuel Renwick. When Ewan died in 1868 his partners carried on and expanded the business under his name J & M Ewan. The business was expanded to provide a retail shop, counting-house and private offices. Wholesale warehouses adjoined these premises at 4, 6 and 10 Little Collins Street, West. This company provided and sold a large and varied amount of imported goods into the colony that consisted of agriculture equipment, building materials, mining items as well as steam engines, tools of all types and marble fireplaces. They also supplied the Bronze measuring containers in the Flagstaff Hill collection and the probability is that these containers were obtained by the local Melbourne authority that monitored weights and measures in the mid to late 19th century. The company grew to employ over 150 people in Melbourne and opened offices at 27 Lombard St London as well as in New Zealand and Fiji. The company also serviced the Mauritius islands and the pacific area with their steamship the Suva and a brig the Shannon. Robert Bate History: Robert Brettell Bate (1782-1847) was born in Stourbridge, England, one of four sons of Overs Bate, a mercer (a dealer in textile fabrics, especially silks, velvet's, and other fine materials)and banker. Bate moved to London, and in 1813 was noticed for his scientific instrument making ability through the authority of the “Clockmakers Company”. Sometime in the year 1813 it was discovered that one Robert Brettell Bate, regarded as a foreigner in London had opened a premises in the Poultry selling area of London. He was a Mathematical Instrument maker selling sundials and other various instruments of the clock making. In 1824, Bate, in preparation for his work on standards and weights, leased larger premises at 20 and 21 Poultry, London, at a rental of four hundred pounds per annum. It was there that Bate produced quality metrological instruments, which afforded him the recognition as one of one of the finest and principal English metrological instrument-makers of the nineteenth century. English standards at this time were generally in a muddle, with local standards varying from shire to shire. On 17 June 1824, an Act of Parliament was passed making a universal range of weights, measures, and lengths for the United Kingdom, and Bate was given the job of crafting many of the metrological artifacts. He was under instruction from the renown physicist Henry Kater F.R.S. (1777-1835) to make standards and to have them deposited in the principal cities throughout the United Kingdom and colonies. Bate experimented with tin-copper alloys to find the best combination for these items and by October 1824, he had provided Kater with prototypes to test troy and avoirdupois pounds, and samples with which to divide the troy into grams. Bate also cast the standard for the bushel, and by February 1825, had provided all the standards required of him by the Exchequer, Guildhalls of Edinburgh, and Dublin. In 1824, he also made a troy pound standard weight for the United States, which was certified for its accuracy by Kater and deposited with the US Mint in 1827. Kater, in his address to the Royal Society of London, acknowledged Bate's outstanding experimentation and craftsmanship in producing standards of weights, measures, and lengths. An example of a dry Bronze measuring container made specifically for J & M Ewan by possibly the most important makers of measurement artifacts that gives us today a snapshot of how imperial weights and measures were used and how a standard of measurement for merchants was developed in the Australian colonies based on the Imperial British measurement system. The container has social significance as an item retailed by J & M Ewan and used in Victoria by the authorities who were given legal responsibility to ensure that wholesalers and retailers of dry goods sold in Victoria were correct. The container was a legal standard measure so was also used to test merchants containers to ensure that their distribution of dry goods to a customer was correct. Bronze round container with brass two handles used as a legal standard for measuring dry quantities & is a 'peck' measurement. "IMPERIAL STANDARD PECK" engraved around top of container with " VICTORIA" engraved under.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, standard measure, bronze, peck measurement, j & m ewan, victorian standard dry measurement, bronze container, victorian standards, melbourne observatory, robert bettell bate -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Standard measure, Mid to Late 19th Century
The beginning of standardised weights and measures began In Victoria when the Melbourne Observatory received sets of standard weights and measures, which had been tested in Britain against the then British Imperial standards. These included the primary standard yard and pound for the Colony of Victoria. Other standards of weights and measure held by shires and the administrative body's within the colony could then be compared to these primary standards. A Weights and Measures Act was passed in Victoria in 1862, establishing local inspectors throughout the colony. By the 1870s each local council and shire in Victoria held a set of standards that were used to test scales, weights and dry measures used by wholesalers, factories and shops. Every ten years the councils’ standards would themselves need to be rechecked against the Victorian Standards. The checking was done by the Victorian Customs Department in the 19th century, but with the transfer of responsibility for customs to the Federal Government in 1901, weights and measures function was retained by the Victorian Government and was shifted to the Melbourne Observatory. In 1904, a new building was erected at the south end of the Great Melbourne Telescope House, where the standard weights and measures and testing equipment was installed. This room had a large whirling apparatus for testing air meters and became known as the Whirling Room. When the Melbourne Observatory closed in 1944, the Weights and Measures Branch was formed to continue and this branch remained at the Observatory site unit until 1995. J & M Ewan History: J&M Ewan was a Melbourne firm that began by selling retail furniture and wholesale ironmongery. They had substantial warehouses situated at the intersection of 81-83 Elizabeth and Little Collins Streets, the business was established by James M Ewan in 1852. Shortly afterwards he went into partnership with William Kerr Thomson and Samuel Renwick. When Ewan died in 1868 his partners carried on and expanded the business under his name J & M Ewan. The business was expanded to provide a retail shop, counting-house and private offices. Wholesale warehouses adjoined these premises at 4, 6 and 10 Little Collins Street, West. This company provided and sold a large and varied amount of imported goods into the colony that consisted of agriculture equipment, building materials, mining items as well as steam engines, tools of all types and marble fireplaces. They also supplied the Bronze measuring containers in the Flagstaff Hill collection and the probability is that these containers were obtained by the local Melbourne authority that monitored weights and measures in the mid to late 19th century. The company grew to employ over 150 people in Melbourne and opened offices at 27 Lombard St London as well as in New Zealand and Fiji. The company also serviced the Mauritius islands and the pacific area with their steamship the Suva and a brig the Shannon. Robert Bate History: Robert Brettell Bate (1782-1847) was born in Stourbridge, England, one of four sons of Overs Bate, a mercer (a dealer in textile fabrics, especially silks, velvet's, and other fine materials)and banker. Bate moved to London, and in 1813 was noticed for his scientific instrument making ability through the authority of the “Clockmakers Company”. Sometime in the year 1813 it was discovered that one Robert Brettell Bate, regarded as a foreigner in London had opened a premises in the Poultry selling area of London. He was a Mathematical Instrument maker selling sundials and other various instruments of the clock making. In 1824, Bate, in preparation for his work on standards and weights, leased larger premises at 20 and 21 Poultry, London, at a rental of four hundred pounds per annum. It was there that Bate produced quality metrological instruments, which afforded him the recognition as one of one of the finest and principal English metrological instrument-makers of the nineteenth century. English standards at this time were generally in a muddle, with local standards varying from shire to shire. On 17 June 1824, an Act of Parliament was passed making a universal range of weights, measures, and lengths for the United Kingdom, and Bate was given the job of crafting many of the metrological artifacts. He was under instruction from the renown physicist Henry Kater F.R.S. (1777-1835) to make standards and to have them deposited in the principal cities throughout the United Kingdom and colonies. Bate experimented with tin-copper alloys to find the best combination for these items and by October 1824, he had provided Kater with prototypes to test troy and avoirdupois pounds, and samples with which to divide the troy into grams. Bate also cast the standard for the bushel, and by February 1825, had provided all the standards required of him by the Exchequer, Guildhalls of Edinburgh, and Dublin. In 1824, he also made a troy pound standard weight for the United States, which was certified for its accuracy by Kater and deposited with the US Mint in 1827. Kater, in his address to the Royal Society of London, acknowledged Bate's outstanding experimentation and craftsmanship in producing standards of weights, measures, and lengths. An example of a dry Bronze measuring container made specifically for J & M Ewan by possibly the most important makers of measurement artefacts that gives us today a snapshot of how imperial weights and measures were used and how a standard of measurement for merchants was developed in the Australian colonies based on the Imperial British measurement system. The container has social significance as an item retailed by J & M Ewan and used in Victoria by the authorities who were given legal responsibility to ensure that wholesalers and retailers of dry goods sold in Victoria were correct. The container was a legal standard measure so was also used to test merchants containers to ensure that their distribution of dry goods to a customer was correct.Maker Possibly Robert Brettell Blake or De Grave, Short & Co Ltd both of LondonContainer brass round for measuring quantities- Has brass handles & is a 'Bushel' measurement. 'Imperial Standard Bushel Victoria' engraved around container. Container bronze round shape for measuring dry quantities has brass handles & is a 'Bushel' measurement"IMPERIAL STANDARD BUSHEL" engraved around the top of the container. VICTORIA engraved under "J & M Ewan & Co London and Melbourne" engraved around the bottom of the container.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, standard measure, bushel, bushel measurement, j & m ewan, dry measurement, victorian measurement standard, bronze container, melbourne observatory, robert brettell bate -
 Melton City Libraries
Melton City LibrariesPhotograph, The Cairn- Jimmy Melrose's plane crash site, 1988
Edna Barrie at the cairn, photo received from Graeme Minns in 1988. The cairn marks the site of Jimmy Melrose's plane crash in Melton South. The accident which happened on July 5th 1936. In 1934 Melrose made headlines with a series of spectacular flights. In July of that year, he set around Australia record and in that year established a new solo Australia England record when he flew to England to compete in the MacRoberston race with a De Havilland Puss Moth VH- YQO. The only Australian and the only solo pilot to complete the course within the time limit. He was seventh in finishing order and third in the handicap section making news again during the race with a dramatic landing in Darwin with empty fuel tanks. Late in 1935 Melrose imported the Phoenix for his “Adelaide to Anywhere” Charter Service. The previous year the Heston Aircraft Company had taken over the interests of the well known Comper Aircraft Company, and the first production of the new firm was the Phoenix, a single-engined all wooden five seater machine of sesquiplane configuration. The forward half of the fuselage was a streamlined rectangular section and the rear portion was a monocogue shell; the whole was of plywood fabric covered. The wing was built up of spruce box spars and lattice ribs, ply covered from the leading edge to the front spar and the fabric covered over the remainder. The tail surfaces were of similar construction. The most notable feature of the design was the lower stub wing which ran right across the fuselage embodying two box spars, plywood covered it housed the main undercarriage wheels when retracted and provided a substantial anchorage for the Nu form wing struts. The Dowty undercarriage retracted inwards, operated manually by hydraulic packs, Dual control fitted, with side by side seating for the pilots and three passenger seats behind. Power was a 200 h.p. De Havilland Gipsy VI 6 cylinder inverted in-line air-cooled engine. Six Phoenix were built; five of them registered in Great Britain and one of those was later sold abroad the remaining four were impressed into the R.A.F. in 1940. Specifications were: 40 feet 4 inches length 30 ft 2 ins height, 9ft 7ins, wing area 270 sq ft, Tare weight 2,600lbs loaded weight 3,300lbs; cruising speed 360 m.p.h. landing 50mph ceiling 14,000 ft range 700 miles. Melrose’s machine the first production aircraft was built early in 1936 and test flown of the 24th March. Painted green it carries the words “South Australian Centenary 1936” in silver of the fuselage and the name “Billing on the engine cowling in honor of Melrose’s uncle Noel Pemberton Billing, pioneer designer and founder of the Supermarine Aviation Company. The delivery flight was planned as a goodwill mission to publicise the forthcoming South Australian Centenary celebrations. Melrose left Dympne on the 9th April 1936, and flying via Marseilles, Naples, Athens, Baghdad, Basra, Karachi, Jodphur, Calcutta, Akyab, Penang, Singapore, Lombok, Darwin, Newcastle Waters and Alice Springs reached Adelaide on the 25th of April. Continuing the goodwill flight to other States, he visited Melbourne, Sydney, Newcastle, Grafton, Brisbane, Coff’s Harbour, Sydney again, Launceston, Hobart and Mount Gambier before returning to Adelaide on the 13th May. During June Jimmy made some charter flights and early in July was engaged by Mr. A.J. Campbell a director of several mining companies from Melbourne to Darwin to commence at Essendon on the4th July. However on that day low cloud and steady rain caused the postponement. There was little improvement and Melrose was advised to delay the departure again. However he wished to reach Oodnadatta that night, and when he observed the break in the clouds decided to leave. He planned to climb above the cloud and fly to Adelaide at 3,000 feet. The aircraft was airborne about 8.10 a.m. and was last seen from Essendon climbing above the clouds. At 8.45 people at Melton (30 miles West of Melbourne) heard an approaching aircraft. The engine noise increased abnormally and eye witnesses saw the machine fall out of control from the cloud base about 800 feet and then disintegrate, fragments were scattered for 1½ miles and both occupants were killed. Hand written carbon copy by Edna Barrie.Typed by Wendy Barrie March 2014 Last Flight of Jimmy Melrose by John Burke Parade Magazine July 1972 Page 2 –4 This article gives the take off time of 7.50 am from Essendon Airport Eyewitness account at the time Maisie Arthur’s description. Newspaper article. Edna Barrie at the site of the 'Cairn'local identities, local significant events -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageSouvenir - Wood sample, Mr John Flett, c1885
This small piece of wood was cut from a rib of the wreck of the Enterprise in c1885 by Mr John Flett (1869 – 1944), whilst it was lying on the beach in Lady Bay, Warrnambool. Mr Flett was about 16 years old at the time and used the wood (with other pieces from the wreck) to make a picture frame. A newspaper report published in the Gippsland Gazette on Tuesday 16th July 1912 titled "An Interesting Relic" describes a picture frame being displayed in Mr. Flett's shop in Warragul which was of interest as it had been made from wood taken from the wreck of the Enterprise when it was lying on the beach at Lady Bay, Warrnambool. This was still in his possession in the 1930’s when Mr. Flett presented the small sample of wood to Mr. Henri Worland of the Warrnambool Museum and Art Gallery - along with a signed letter of ownership. A transcription of the letter is as follows - “Kalos” 12 Yendon Road Glen Huntly S.E.9 Dear Mr Warland, I am enclosing herewith a small piece of timber which, about 50 years ago, I cut from a rib of the old wreck which at that time was well known as the old “Enterprise”. I am prepared to sign a sworn statement that this is a piece of that wreck and has never been out of my possession since I cut it from the wreck. Since returning to the city I visited the museum and inspected the walking stick and small model of a boat, presented I think, by Mr Richie. I notice the different grain of the timber and would suggest that they are not Blue Gum, and the piece I am enclosing is definitely of that Tasmanian timber. Of course there may have been other imported timbers used and only the frame of the vessel made of the Blue Gum; I am not suggesting an error on the part of Mr Richie, who evidently knew the old wreck [in an?] earlier date than I did. The piece I am enclosing was incorporated in an old picture frame which I made 50 years ago, and although not used for many years has always been in my possession. With kind regards Yours faithfully J Flett (signature) P.S. I have other small pieces in a small photo frame which I may let you see some day, but not just now. Mr R. Christian will recognise the other frame when he sees it, as we were working together when it was made. J.F. There were several branches of Fletts living in Warrnambool in the mid to late 1800’s. They were all related and had emigrated from Stromness in the Orkney islands – arriving mostly in the 1850’s on different ships. John Flett’s mother was Jessie Isbister who arrived in Australia in 1852 with her family on board the Ticonderoga. Over 168 passengers died on the voyage including two of Jessie’s sisters and one of her brothers. Mrs Jessie Flett's obituary (titled "An Old Colonist") which appeared in the West Gippsland Gazette on Tuesday 8th September 1914 describes her early connections to Warnambool and the Ticonderoga. John Flett moved from Warrnambool to Birchip, Warragul and later went to Melbourne where he worked for the YMCA. During WW1, he worked at the Caulfield Military Hospital and volunteered for active service with the YMCA in France -caring for the welfare of the soldiers. After the war, he continued to work with the YMCA in a secretarial capacity. THE ENTERPRISE 1847-1850 The wooden, two-masted schooner Enterprise was built in New Zealand in 1847 and registered in Melbourne, Australia. The Enterprise carried a cargo of agricultural produce and other commodities for trade between the ports of the Colony. On September 14, 1850, the Enterprise was at anchor in Lady Bay under its Master, James Gardiner Caughtt, loaded with a cargo of wheat and potatoes. A strong south-easterly wind caused the vessel to drag on its only anchor and the rudder was lost. The gale force wind blew it sideways and it became grounded. A local aboriginal, Buckawall, braved the rough sea to take a line from the shore to the Enterprise. All five members of the crew were able to make it safely to land. The Enterprise was totally wrecked. The Enterprise wreck was in an area called Tramway Jetty in Lady Bay. Since then the area became the location of the Lady Bay Hotel and now, in 2019, it is in the grounds of the Deep Blue Apartments. In fact, with the constantly changing coastline through built-up sand, the wreck site is now apparently under the No 2 Caravan Park in Pertobe Road, perhaps 150 metres from the high tide. Its location was found by Ian McKiggan (leader of the various searches in the 1980s for the legendary Mahogany Ship). DIFFERENTIATING the New Zealand Schooner “Enterprise” from John Fawkner’s “Enterprize“ Dr. Murray Johns, Melbourne, says in his article The Mahogany Ship Story “… In fact, as I documented in 1985, the Warrnambool wreck was of an entirely different ship, also called Enterprize [with the spelling ‘Enterprise’], but built in New Zealand in 1847. Fawkner’s ship had already been sold to a Captain Sullivan in 1845 and was wrecked on the Richmond Pier in northern New South Wales early in 1847. “ - (further details are in NOTES: and FHMV documents) Mr Flett had assumed the timber was Tasmanian Gum as he thought it had come from the Enterprise which had been owned by Mr Fawkner and built in Tasmania but we now know the ship was built in New Zealand and the timber was most probably New Zealand Rimu.This piece of wood is significant for its association with the wreck of the schooner Enterprise, now on the Victorian Heritage List VHR S238, being a New Zealand built but Australian owned coastal trader. The wreck is also significant, by connection with the Enterprise, for its association with indigenous hero Buckawall who saved the lives of the five crew on board. The original owner of the wood (Mr John Flett) is significant as a member of one of Warrnambool’s pioneering families, which has contributed to the growth of the community in several ways over the years, living and working in the area.Small square piece of brown wood with a handwritten inscription on the back. The front is polished with a prominent grain and a shallow indentation along two sides. The back has the words "FLETT" and "ENTERPRISE" written in ink with a line separating them. The back is rough and has two indentations - possibly from a nail or tack. The wood sample is accompanied by a letter. Handwritten letter (two pages) of authenticity by Mr. John Flett to Mr. Worland (Manager of the Warrnambool Museum and Art Gallery). Transcribed below"FLETT" and "ENTERPRISE"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, carpentry, enterprise, lady bay warrnambool, schooner enterprise, wreck of the enterprise 1850, buckawall, shipwreck relic, john flett, warrnambool museum and art gallery, flett relic, letter, flett letter, ticonderoga, henri worland -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Crucible, The Patent Plumbago Crucible Company, circa 1878
This crucible was raised from the wreck of the LOCH ARD. It is one of six similar relics, in a range of sizes, now in the Flagstaff Hill collection. All bear markings to indicate their manufacture by the Morgan brothers of Battersea, trading as the Patent Plumbago Crucible Co. A crucible is a container used for purifying and melting metals so that they can be cast in a mould to a predetermined shape and use. They must withstand extremely high temperatures, and abrupt cooling, and shed their contents with minimal adherence. The addition of graphite to the traditional firing clays greatly enhanced the durability of industrial crucibles in mid-Victorian Britain, a significant technological advance at a time of great activity in foundries and expansion of demand for refined metals. The Morgans first noticed the advantages of graphite crucibles at the Great Exhibition held in London in 1851. Initially, they contracted to be sole selling agents for the American-made products of Joseph Dixon and Co. from New Jersey, but in 1856 they obtained that firm’s manufacturing rights and began producing their own graphite crucibles from the South London site. The Morgans imported crystalline graphite in 4-5 cwt casks from the British colony of Ceylon (now Sri Lanka) and mixed it with conventional English (Stourbridge) clays to be fired in kilns. Their products were purchased by the Royal Mints in London and India, and exported to official mints in France and Germany. They were successful exhibitors of their crucibles and furnaces at the London Exhibition held in 1861 (Class 1, Mining, quarrying, metallurgy and mineral products, Exhibit 265, Patent Plumbago Crucible Co). The range of sizes represented by the six crucibles retrieved from the LOCH ARD, suggests they may have been part of a sample shipment intended for similar promotion in the Australian colonies ― at Melbourne’s International Exhibition to be held in 1880. The summary of the LOCH ARD cargo manifest, by Don Charlwood in ‘Wrecks and Reputations’, does not mention any crucibles, implying that they were not a large consignment of uniform items. A newspaper account of an 1864 tour of the Morgan brothers’ ‘Black Potteries’ at Battersea indicates: “All the pots were numbered according to their contents, each number standing for one kilogram, or a little over two pounds; a No. 2 crucible contains two kilogrammes; a No. 3, three kilogrammes, and so on.” These numbers are obscured by marine sediment on three of the crucibles in the Flagstaff Hill collection, but those legible on the remaining three are 5, 6, and 8. None of the six is of the same size from a visual appraisal. A brief history of the Loch Ard (1873-1878): - The sailing ship Loch Ard was one of the famous Loch Line of ships that sailed the long voyage from England to Australia. Barclay, Curdle and Co. built the three-masted iron vessel in Glasgow in 1873. It had sailed three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of recently married, 29-year-old Captain Gibbs. It was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, and a heavier load of railway irons, cement, lead and copper. Other cargo included items intended for display in the Melbourne International Exhibition of 1880. The Loch Ard had been sailing for three months and was close to its destination on June 1, 1878. Captain Gibbs had expected to see land at about 3 am but the Loch Ard ran into a fog that greatly reduced visibility and there was no sign of land or the Cape Otway lighthouse. The fog lifted at 4 am and the sheer cliffs of Victoria's west coast were much closer to them than Captain Gibbs expected. He tried to manage the vessel but failed and the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. The top deck loosened from the hull, and the masts and rigging crashed down, knocking passengers and crew overboard. The lifeboat was launched by Tom Pearce but crashed into the side of Loch Ard and capsized. He clung onto its overturned hull and sheltered under it. He drifted out to sea and the tide brought him back to what is now called Loch Ard Gorge. He swam to shore and found a cave for shelter. A passenger, Eva Carmichael, had raced onto the deck to find out what was happening and was confronted by towering cliffs above the ship. She was soon swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He swam out and dragged her to the shelter of the cave. He revived her with a bottle of brandy from a case that had washed up on the beach. Tom scaled a cliff in search of help and followed some horse hoof prints. He came from two men from Glenample Station, three and a half miles away. He told the men of the tragedy and then returned to the gorge while the two men rode back to the station to get help. They reached Loch Ard Gorge and took the two shipwreck survivors to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome and was presented with a medal and some money. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. The shipwreck of the LOCH ARD is of State significance ― Victorian Heritage Register S417. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best-known shipwrecks in Victoria’s history.A Morgan’s Patent graphite crucible No.8 (i.e. 8kgs capacity), one of a set. It was recovered from the wreck of the LOCH ARD. It is in its original grey colouring with minimal sediment accretion on the top rim. It rises in a slight curve from a flat circular base to a wider rim with a pouring lip. Maker’s marks on the side of the container clearly identify the manufacturer. The maker's details are stamped into the base around and within a circle. A white sticker is attached. Made by the Patent Plumbago Crucible Company at the Battersea Works in London. Number “8”. Letters “MORGAN’S PATENT”. Details on the base "MORGAN'S PATENT" "THE PATENT PLUMBAGO CRUCIBLE COMPANY" Symbol [8] above "BATTERSEA WORKS LONDON" Handwritten on a white sticker in black pen "LA/89"flagstaff hill, warrnambool, maritime museum, shipwreck coast, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, graphite crucible, plumbago crucible, morgans crucible company, flagstaff hill maritime museum and village, fluxing pots, crucible, morgan’s patent, morgan brothers, patent plumbago crucible co, battersea works, london, port campbell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Crucible, The Patent Plumbago Crucible Company, circa 1878
This crucible was raised from the wreck of the LOCH ARD. It is one of six similar relics, in a range of sizes, now in the Flagstaff Hill collection. All bear markings to indicate their manufacture by the Morgan brothers of Battersea, trading as the Patent Plumbago Crucible Co. A crucible is a container used for purifying and melting metals so that they can be cast in a mould to a predetermined shape and use. They must withstand extremely high temperatures, and abrupt cooling, and shed their contents with minimal adherence. The addition of graphite to the traditional firing clays greatly enhanced the durability of industrial crucibles in mid-Victorian Britain, a significant technological advance at a time of great activity in foundries and expansion of demand for refined metals. The Morgans first noticed the advantages of graphite crucibles at the Great Exhibition held in London in 1851. Initially, they contracted to be sole selling agents for the American-made products of Joseph Dixon and Co. from New Jersey, but in 1856 they obtained that firm’s manufacturing rights and began producing their own graphite crucibles from the South London site. The Morgans imported crystalline graphite in 4-5 cwt casks from the British colony of Ceylon (now Sri Lanka) and mixed it with conventional English (Stourbridge) clays to be fired in kilns. Their products were purchased by the Royal Mints in London and India, and exported to official mints in France and Germany. They were successful exhibitors of their crucibles and furnaces at the London Exhibition held in 1861 (Class 1, Mining, quarrying, metallurgy and mineral products, Exhibit 265, Patent Plumbago Crucible Co). The range of sizes represented by the six crucibles retrieved from the LOCH ARD, suggests they may have been part of a sample shipment intended for similar promotion in the Australian colonies ― at Melbourne’s International Exhibition to be held in 1880. The summary of the LOCH ARD cargo manifest, by Don Charlwood in ‘Wrecks and Reputations’, does not mention any crucibles, implying that they were not a large consignment of uniform items. A newspaper account of an 1864 tour of the Morgan brothers’ ‘Black Potteries’ at Battersea indicates: “All the pots were numbered according to their contents, each number standing for one kilogram, or a little over two pounds; a No. 2 crucible contains two kilogrammes; a No. 3, three kilogrammes, and so on.” These numbers are obscured by marine sediment on three of the crucibles in the Flagstaff Hill collection, but those legible on the remaining three are 5, 6, and 8. None of the six is of the same size from a visual appraisal. A brief history of the Loch Ard (1873-1878): - The sailing ship Loch Ard was one of the famous Loch Line of ships that sailed the long voyage from England to Australia. Barclay, Curdle and Co. built the three-masted iron vessel in Glasgow in 1873. It had sailed three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of recently married, 29-year-old Captain Gibbs. It was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, and a heavier load of railway irons, cement, lead and copper. Other cargo included items intended for display in the Melbourne International Exhibition of 1880. The Loch Ard had been sailing for three months and was close to its destination on June 1, 1878. Captain Gibbs had expected to see land at about 3 am but the Loch Ard ran into a fog that greatly reduced visibility and there was no sign of land or the Cape Otway lighthouse. The fog lifted at 4 am and the sheer cliffs of Victoria's west coast were much closer to them than Captain Gibbs expected. He tried to manage the vessel but failed and the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. The top deck loosened from the hull, and the masts and rigging crashed down, knocking passengers and crew overboard. The lifeboat was launched by Tom Pearce but crashed into the side of Loch Ard and capsized. He clung onto its overturned hull and sheltered under it. He drifted out to sea and the tide brought him back to what is now called Loch Ard Gorge. He swam to shore and found a cave for shelter. A passenger, Eva Carmichael, had raced onto the deck to find out what was happening and was confronted by towering cliffs above the ship. She was soon swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He swam out and dragged her to the shelter of the cave. He revived her with a bottle of brandy from a case that had washed up on the beach. Tom scaled a cliff in search of help and followed some horse hoof prints. He came from two men from Glenample Station, three and a half miles away. He told the men of the tragedy and then returned to the gorge while the two men rode back to the station to get help. They reached Loch Ard Gorge and took the two shipwreck survivors to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome and was presented with a medal and some money. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. The shipwreck of the LOCH ARD is of State significance ― Victorian Heritage Register S417 Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best-known ahipwrecks in Victoria’s history.A Morgan’s Patent graphite crucible No.4 (i.e. 4kgs capacity), one of a set of three. It was recovered from the wreck of the LOCH ARD. It is in its original grey colouring with minimal sediment accretion on the top rim. It rises in a slight curve from a flat circular base to a wider rim with a pouring lip. Maker’s marks on the side of the container clearly identify the manufacturer. The maker's details are stamped into the base around and within a circle. A white sticker is attached. Made by the Patent Plumbago Crucible Company at the Battersea Works in London.Number or. Letters “MORGAN’S PATENT”. Details on the base "MORGAN'S PATENT" "THE PATENT PLUMBAGO CRUCIBLE COMPANY" Symbol [4] above "BATTERSEA WORKS LONDON" Handwritten on a white sticker in black pen "L89"flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, graphite crucible, plumbago crucible, morgan's crucible company, flagstaff hill maritime museum and village, fluxing pots, crucible, morgan’s patent, morgan brothers, patent plumbago crucible co, battersea works, london, port campbell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Crucible, The Patent Plumbago Crucible Company, circa 1873
Crucibles are used for heating and pouring molten metal. The set of six crucibles was raised from the wreck of the Loch Ard and includes a range of sizes, now in the Flagstaff Hill collection. All were manufactured by the Morgan brothers who founded the Patent Plumbago Crucible Company in 1856, making crucibles in a small factory in Battersea London. A crucible is a container used for purifying and melting metals so that they can be cast in a mould to a predetermined shape and use. They must withstand extremely high temperatures, and abrupt cooling, and shed their contents with minimal adherence. The addition of graphite to the traditional firing clays greatly enhanced the durability of industrial crucibles this technique was pioneered by the Morgan Bros thereby making a significant technological advance in foundry technology and metallurgy. The Morgans first noticed the advantages of graphite crucibles at the Great Exhibition held in London in 1851. Initially, they contracted to be sole selling agents for the American-made products of Joseph Dixon and Co. from New Jersey, but in 1856 they obtained that firm's manufacturing rights and began producing their graphite crucibles from the South London site. The Morgans imported crystalline graphite in 4-5 cwt casks from the British colony of Ceylon (now Sri Lanka) and mixed it with conventional English (Stourbridge) clays to be fired in kilns. Their products were purchased by the Royal Mints in London and India and exported to official mints in France and Germany. They were successful exhibitors of their crucibles and furnaces at the London Exhibition held in 1861 (Class 1, Mining, quarrying, metallurgy and mineral products, Exhibit 265, Patent Plumbago Crucible Co). The range of sizes represented by the six crucibles retrieved from the Loch Ard suggests they may have been part of a sample shipment intended for similar promotion in the Australian colonies or at Melbourne's International Exhibition to be held in 1880. A newspaper account of an 1864 tour of the Morgan brothers' 'Black Potteries' at Battersea indicates: "All the pots were numbered according to their contents, each number standing for one kilogram or a little over two pounds; a No. 2 crucible contains two kilograms; a No. 3, three kilograms, and so on." These numbers are obscured by marine sediment on three of the crucibles in the Flagstaff Hill collection, but those legible on the remaining three are 5, 6, and 8. None of the six is of the same size. A brief history of the Loch Ard (1873-1878): - The sailing ship Loch Ard was one of the famous Loch Line of ships that sailed the long voyage from England to Australia. Barclay, Curdle and Co. built the three-masted iron vessel in Glasgow in 1873. It had sailed three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of recently married, 29-year-old Captain Gibbs. It was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen and candles, and a heavier load of railway irons, cement, lead and copper. Other cargo included items intended for display in the Melbourne International Exhibition of 1880. The Loch Ard had been sailing for three months and was close to its destination on June 1, 1878. Captain Gibbs had expected to see land at about 3 am but the Loch Ard ran into a fog that greatly reduced visibility and there was no sign of land or the Cape Otway lighthouse. The fog lifted at 4 am and the sheer cliffs of Victoria's west coast were much closer to them than Captain Gibbs expected. He tried to manage the vessel but failed and the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. The top deck loosened from the hull, and the masts and rigging crashed down, knocking passengers and crew overboard. The lifeboat was launched by Tom Pearce but crashed into the side of Loch Ard and capsized. He clung onto its overturned hull and sheltered under it. He drifted out to sea and the tide brought him back to what is now called Loch Ard Gorge. He swam to shore and found a cave for shelter. A passenger, Eva Carmichael, had raced onto the deck to find out what was happening and was confronted by towering cliffs above the ship. She was soon swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He swam out and dragged her to the shelter of the cave. He revived her with a bottle of brandy from a case that had washed up on the beach. Tom scaled a cliff in search of help and followed some horse hoof prints. He came from two men from Glenample Station, three and a half miles away. He told the men of the tragedy and then returned to the gorge while the two men rode back to the station to get help. They reached Loch Ard Gorge and took the two shipwreck survivors to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome and was presented with a medal and some money. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulation of artefacts from this notable Victorian shipwreck of which the subject items are a small part. The collection's objects give us a snapshot of how we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. Through is associated with the worst and best-known shipwreck in Victoria's history.This crucible is the smallest of three nested crucibles, or fluxing pots, numbered according to their size. These containers rise slightly from a smaller flat base to a wider open top with a lip for pouring. They were recovered from the wreck of the Loch Ard. The crucibles have a coating of sediment that obscures some of their numerical specifications of size and capacity. Made by the Patent Plumbago Crucible Company at the Battersea Works in London. The number on this crucible is obscured by the sticker.Stamped into side "MORGAN'S PATENT" Stemped into base "MORGAN'S PATENT" "THE PATENT PLUMBAGO CRUCIBLE COMPANY" Sticker "L 96"flagstaff hill, warrnambool, graphite crucible, plumbago crucible, morgan's crucible company, loch ard, morgan potteries, crucible, fluxing pot, nested crucibles, heat proof container, metal worker, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, morgans crucible company, flagstaff hill maritime museum and village, fluxing pots, morgan’s patent, morgan brothers, patent plumbago crucible co, battersea works, london, loch ard gorge, port campbell