Showing 3511 items
matching black c.
-
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photograph - Black and White, Blade Shearing on McCookes' Property at Mount Emu, 1910, 1910
According to the donor these image copies were used in an exhibition, and distributed at the conclusion. The originals are thought to be in the collection of Snake Valley HIstorical Society.Framed black and white photograph of a group of shearers at the Mount Emu property of McCookes. The shearers shear in an open paddock with a rough wool classing table. Shearers from left: A. Corbet, W. Rowler, L. Tanner. Others from left: V. Corbet, the owner A. McCooke, Bert McCooke, A. McCooke, woolclasser J. Ringin, C. McCooke, J. Brown.a. corbet, w. rowler, l. tanner, v. corbet, a. mccooke, bert mccooke, j. ringin, c. mccooke, j. brown, woolclassing, woolclasser, shearing, shearer, mount emu, mt emu, farm, livestock -
 Federation University Historical Collection
Federation University Historical CollectionInstrument - Scientific Instrument, Petrographic Microscope
This microscope was used in the Ballarat Institute of Advanced Education Petrology Laboratory.Optical microscope, petrographic type, with a 4-lens objective turret. Black enamel frame, chrome plated accessories. Liftable frame. Housed in a blonde polished wood case.Reichert Serial Number 275062 Inside storage box "2" in red marker pen. On microscope frame a self-adhesive sticker "Ballarat CAE Geology". Also riveted to base frame a label "Supplied by H.B. Selby & Co Pty Ltd, Australia". Inside carry case door a card giving visual magnifications. On box door "S BOSHMA" in red Dymotype.petrographic microscope, ballarat college of advanced education, petrology laboratory, reichert, selby, microscope -
 Federation University Historical Collection
Federation University Historical CollectionDocument - Invitation and ticket, X-Ray Demonstration Invitation, 1902, 1902
The xray demonstration was given after the opening of the Mining at Metallurgical Laboratory at the Ballarat School of Mines. "Arrangements for the conversazione in Connection with the opening of the new metallurgical and mining laboratory at the School of Mines are in a forward state, and the inaugural ceremony pro mises to be a most auspicious one. Mr William Fox, of Melbourne, has accepted an invitation to be present, and he will give an X Ray demonstration. Dr Fox's achievements in this direction are well known, and the apparatus he is possessed of is very complete. During the evening Mr W. C. Little and Mr Bishop will give selections on the Pianola, and besides this there will be a first-class graphophone in operation." (Ballarat Star, 22 May 1902)Blue card with black printing.x-ray, ballarat school of mines, metallurgical laboratory, william fox, xray demonstration -
 Federation University Historical Collection
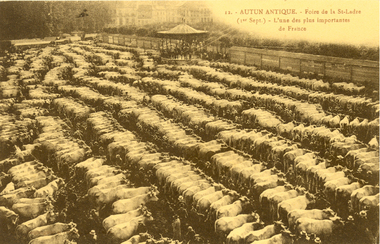
Federation University Historical CollectionPostcard, Autun Antique - Foire de le St Ladre, c 1916
Holmes Family, Ascot. WW1 memorabilia Autun, France holds a large commercial and agricultural fairs on 1 September known as St Ladre.Black and white postcards showing numerous cattle in penschatham-holmes family collection, postcard, ww1, france, autun, agriculture, agricutural show -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - black and white, Cyril Arnold, Frank Wright, mid 1900s
... , Phone--Temple Bar 0573 Written in pen on back - 1779/c Black ...Frank Wright was a renown resident of Smeaton, where he was born on 2 August 1901. He lived at Laura Villa, and attended Smeaton State School. His father William was a gold miner and his mother's name was Sarah. Their family won many singing and instrumental awards. Frank was tutored by Percy Code and was awarded a gold medal for the highest marks in the ALCM examinations in the British Colonies at the age of seventeen years. He became the Australian Open Cornet Champion by the age of eighteen. A year later, Frank conducted the City of Ballarat Band, and later the Ballarat Soldiers’ Memorial Band. He formed the Frank Wright Frisco Band and Frank Wright and his Coliseum Orchestra. These bands won many South Street awards, and Frank as conductor won many awards in the Australian Band Championship contest. In 1933 Frank Wright sailed to England to conduct the famous St Hilda’s Band and was later appointed Musical Director of the London County Council, where he organized many amazing concerts in parks, in and around the London district. He was made Professor of Brass and Military Band Scoring and conducted at the Guildhall of Music and Drama. Frank was often invited to adjudicate Brass Band Championships around Europe, in Australia, including South Street and in New Zealand. The Frank Wright Medal at the Royal South Street competition is awarded to an individual recognized as making an outstanding contribution to brass music in Australia.Black and white studio photograph of the torso of a man dressed in a dinner suit with a carnation in the buttonhole. The man is Frank Wright.Printed on back - Photo by:- Cyril Arnold, 15 Grape St., London, W.C.2, Phone--Temple Bar 0573 Written in pen on back - 1779/cfrank wright, conductor, brass band -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Black and white printed card, Ballarat Old Boys' Association presentation to Albert W.Steane, 1942, 1942
Albert Steane was born at Sandhurst (now known as Bendigo) in 1877. He attended the Gravel Hill State School until the fourth class, then transferred to the Central School 1876 where he gained the Merit Certificate. The monitor system of teacher training had been introduced and he passed fourth, third, second and first class pupil teacher. At about 16 years of age he was appointed a teacher monitor at 12 pounds per annum. Albert Steane was awarded the Teachers' Certificate of Competency in 1897. The teaching of woodwork in Victoria began in 1901 and Steane was chosen, among 18 others for the inaugural training course at Queensberry State School in Melbourne. Steane was known for the teaching of Sloyd or woodwork, which was an important point in his career. He opened the Sloyd (woodwork) Centre in 1902 at the Ballarat East Art School (later known as the Ballarat East Free Library) at the School of Mines and Industries Ballarat (SMB). In 1913 Albert Steane, the young head of the East Ballarat Sloyd Centre, was appointed to establish a junior technical school in Ballarat becoming the first headmaster of the Ballarat Junior Technical School. Steane's lifelong interest in gymnastics brought him as much fame as his reputation as a headmaster. He organised the Education Department's gymnastics display at Bendigo's Golden Jubilee Exhibition in 1902. He played a major role in the establishment of the Ballarat Y.M.C.A. and from 1906 responsible for evening classes in physical culture. In 1968, aged 91, he was made a Life Member of the Association. Steane was in complete command of his school, his staff and students. It must be remembered that schooling was not as permissive, tolerant and informal as today. A.W. Steane retired in 1942 after 29 years as Headmaster of Ballarat Junior Technical School. Many visible memorials are evident of his time and influence on the growth of the Junior Tech. A good school also lives on in the memories and affections of its old boys. Many remained in touch to talk about "the old days". A simple lesson he taught was "Win Through". No matter what path was chosen by the students, many were true to his teaching. On his retirement, Mr Jeffery was appointed the new Headmaster. On 19 March 1942, a farewell meeting was held presided over by Mr Jeffery. Those present included A.F. Heseltine, G. Netherway (representing the Old Boys' Association), N. McHuthchinson (District Schools' Inspector), G.A. Simcock (High School), E. Youlden (Pleasant Street State School), and J.A. Ewins (Citizens' Representative). The following presentations were made: G Netherway - nickel-plated smokers' stand with the Old Boys' badge A. Robinson - an illuminated scroll (B&W photograph above) C. Jeffery - lounge room clock with inscribed silver plate Steane died, aged 93 years, on 13 July 1970, at Sydney, leaving his widow Grace Elliott Steane and children Eric and Violet. Black and white image of an illumination for the retirement of Albert W. Steane. Written in calligraphy and signed by the President and Secretary of the Old Boys' Association. Dated March 19th 1942 .1) Framed colour illumination with ribbons in School coloursSignatures of H. Daykin, President and Alan Robinson, Secretary of the Ballarat Junior Technical School Old Boys' Association. Dated March 19th 1942.albert steane, sandhurst, bendigo, gravel hill state school, teacher monitor system, teaching certificate, sloyd, ballarat sloyd centre, gymnastics, y.m.c.a., ballarat junior technical school, n. mchutchison, a heseltine, george netherway, c jeffery, old boys' association, illuminated scroll, h. daykin -
 Flagstaff Hill Maritime Museum and Village
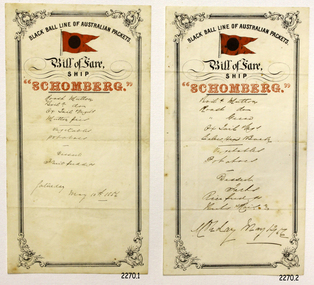
Flagstaff Hill Maritime Museum and VillageDocument - Menu, Bill of Fare ship Schomberg, circa 1855 - May 12 1856
A “Bill of Fare” is a menu or list of food offered for a meal. This Bill of Fare from the sailing ship Schomberg is handwritten in pen in hard-to-read script on the printed pages specifically for the Schomberg ship, of the Black Ball Line of Australian Packets. (‘Packets’ were vessels that had a regular trade run of cargo, passengers and mail; the sailing ship Schomberg was designed for long voyages between England and Australia.) These menus posed a puzzle as they have the handwritten dates of, May 10 and 12, 1856, by which time the Schomberg had sunk (she sunk on December 26, 1855). The donor of these pages of Bill of Fare is a stamp collector from Melbourne. He came across the menus in a package that he bought in 1980 at a stamp auction in Tasmania. He decided to give the menus to Flagstaff Hill this year during his annual family holiday in Warrnambool. A 1981 newspaper article about this donation included an interview with Flagstaff Hill’s curator Mr Peter Ronald, who said that the stationery of these menus is genuine. He went on to say that there would have been much stationery printed for use on the Schomberg although she sank on her maiden voyage. These menus could have been written at a dated late because the surplus Schomberg stationery could have been used for menus on other ships. We will probably never be sure of the answer but none-the-less the pages are still connected to the Schomberg. Below is what we believe the menu consists of although some of the writing is indecipherable - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - (first menu) Roast Mutton Boiled Mutton? Ox Tail Mulligatawny? Or possibly Ox Tail Vegetables? Mutton Pies? ------------------------------- Vegetables Potatoes ---------------------------------- Dessert Fruit Puddings? Saturday May 10, 1856 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - AND - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - (second menu) Boiled Mutton Roast Mutton? Roast Geese? Ox Tail?? Calves Head Broth? ------------------------------- Vegetables Potatoes ------------------------------- Dessert Tarts? Rice Pudding? ?...Maids?? Monday May 12, 1856 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Background of “SCHOMBERG” When SCHOMBERG was launched in July, 1855, she was considered the “Noblest ship that ever floated on water.” SCHOMBERG’s owners, the Black Ball Line (one of three companies by that name), commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen, UK at a cost of £43,103. She was constructed with 3 skins: one planked fore and aft, and two diagonally planked, fastened together with screw threaded trunnels (wooden rails). Her first class accommodation was luxurious: velvet pile carpets; large mirrors; rosewood; birds-eye maple; mahogany; soft furnishings of gold satin damask; an oak-lined library; and a piano. Overall she had accommodation for 1000 passengers. SCHOMBERG’s 34 year old master, Captain James ‘Bully’ Forbes, had promised Melbourne in 60 days at the launch, "with or without the help of God." James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships MARCO POLO and LIGHTNING. In 1852 in the MARCO POLO he made the record passage from London to Melbourne in 68 days. There were 53 deaths on the voyage but the great news was of the record passage by the master. In 1954 Captain Forbes took the clipper LIGHTNING to Melbourne in 76 days and back in 63 days, this was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his own records. He cared little for the comfort of the passengers. On this, the SCHOMBERG’s maiden voyage, he was going to break records. SCHOMBERG departed Liverpool on her maiden voyage on 6 October 1855 flying the sign “Sixty Days to Melbourne”. She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway as well as a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, and 90,000 gallons of water for washing and drinking. SCHOMBERG also carried 17,000 letters and 31,800 newspapers. The ship and cargo was insured for $300,000, a fortune for the time. The winds were poor as she sailed across the equator, slowing SCHOMBERG’s journey considerably. Land was first sighted on Christmas Day, at Cape Bridgewater near Portland, and Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the Third Mate Henry Keen, who reported land about 3 miles off. Due in large part to Forbes regarding a card game as more important than his ship, SCHOMBERG eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26 December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes’s map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to SCHOMBERG and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the steamer SS QUEEN at dawn and signalled it. The master of the SS QUEEN approached the stranded vessel and all of SCHOMBERG’s passengers and crew were able to disembark safely. The SCHOMBERG was lost and with her, Forbes’ reputation. The Black Ball Line’s Melbourne agent sent a steamer to retrieve the passengers’ baggage from the SCHOMBERG. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot! Local merchants Manifold & Bostock bought the wreck and cargo, but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 salvage efforts were abandoned after two men drowned when they tried to reach SCHOMBERG. Parts of the SCHOMBERG were washed ashore on the south island of New Zealand in 1870, nearly 15 years after the wreck. The wreck of the SCHOMBERG lies in 825 metres of water. Although the woodwork is mostly disintegrated, the shape of the ship can still be seen due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen surrounding the wreck, by divers. Flagstaff Hill holds many items salvaged from the SCHOMBERG including a ciborium (in which a diamond ring was concealed in concretion), communion set, ship fittings and equipment, personal effects, a lithograph, tickets and photograph from the SCHOMBERG. These Bills of Fare are significant due to their connection to Flagstaff Hill’s collection of artefacts from the Schomberg, which is significant for its association with the Victorian Heritage Registered shipwreck S612. The collection is primarily significant because of the relationship between the objects, as together they have a high potential to interpret the story of the Schomberg. The Schomberg collection is archaeologically significant as the remains of an international passenger ship. The shipwreck collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the shipwreck and the ship, which was designed to be fastest and most luxurious of its day. The Schomberg collection meets the following criteria for assessment: Criterion A: Importance to the course, or pattern, of Victoria’s cultural history. Criterion B: Possession of uncommon, rare or endangered aspects of Victoria’s cultural history. Criterion C: Potential to yield information that will contribute to an understanding of Victoria’s cultural history. Menu, or Bill of Fare, on cream coloured stationery from the sailing vessel “Schomberg”. Two rectangular pieces of paper, each bears the printed words “Black Ball Line of Australian Packets, Bill of Fare, Ship, Schomberg”, a printed symbol of the Black Ball line (a black ball on a red flag) and a decorative border. Both pages are handwritten, in similar but different sized writing, with a Bill of Fare and a date, Page (1) dated May 10th 1856 and (2) dated May 12th ’56, (Both dates are AFTER the Schomberg sank in December 26th 1855.) Both pages have three fold lines spaced across their width. To be used for the return voyage.Printed on the pages ““BLACK BALL LINE OF AUSTRALIAN PACKETS.” “Bill of Fare, / SHIP / “SCHOMBERG”.” Handwritten list of food, and on one page “Saturday May 10 1856” and on the other page “Monday May 12” warrnambool, peterborough, shipwrecked coast, shipwreck coast, flagstaff hill maritime museum, flagstaff hill maritime village, maritime museum, great ocean road, flagstaff hill, sailing ship schomberg, shipwreck schomberg, black ball line of australian packets, bill of fare schomberg, menu schomberg 1856, food mid-1800’s, food on ships mid-1800’s, menu, may 10, 1856, may 12, 1856 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePainting - Maritime painting, C. W. Veale, Loch Ard, c. 1978
This painting is believed to have been created by an amateur artist C W Veale of Colac, who established an early bus service in about 1923, known at the time as the Blue Bus Service, which operated from Colac. This service was available for special trips within the Colac region. The Blue Bus Service became very popular with travellers to Lorne via the Deans Marsh Road. The label on the back of the painting comments on whether the ship would be in full sail at the time of the wreck. History of the Loch Ard: The Loch Ard got its name from "Loch Ard" a loch that lies to the west of Aberfoyle, and the east of Loch Lomond. It means "high lake" in Scottish Gaelic. The vessel belonged to the famous Loch Line which sailed many vessels from England to Australia. The Loch Ard was built in Glasgow by Barclay, Curle & Co. in 1873, the vessel was a three-masted square-rigged iron sailing ship that measured 79.87 meters in length, 11.58 m in width, and 7 m in depth with a gross tonnage of 1693 tons with a mainmast that measured a massive 45.7 m in height. Loch Ard made three trips to Australia and one trip to Calcutta before its fateful voyage. Loch Ard left England on March 2, 1878, under the command of 29-year-old Captain Gibbs, who was newly married. The ship was bound for Melbourne with a crew of 37, plus 17 passengers. The general cargo reflected the affluence of Melbourne at the time. Onboard were straw hats, umbrellas, perfumes, clay pipes, pianos, clocks, confectionery, linen, and candles, as well as a heavier load of railway irons, cement, lead, and copper. There were other items included that were intended for display in the Melbourne International Exhibition of 1880. The voyage to Port Phillip was long but uneventful. Then at 3 am on June 1, 1878, Captain Gibbs was expecting to see land. But the Loch Ard was running into a fog which greatly reduced visibility. Captain Gibbs was becoming anxious as there was no sign of land or the Cape Otway lighthouse. At 4 am the fog lifted and a lookout aloft announced that he could see breakers. The sheer cliffs of Victoria's west coast came into view, and Captain Gibbs realised that the ship was much closer to them than expected. He ordered as much sail to be set as time would permit and then attempted to steer the vessel out to sea. On coming head-on into the wind, the ship lost momentum, the sails fell limp and Loch Ard's bow swung back towards land. Gibbs then ordered the anchors to be released in an attempt to hold their position. The anchors sank some 50 fathoms - but did not hold. By this time the ship was among the breakers and the tall cliffs of Mutton Bird Island rose behind. Just half a mile from the coast, the ship's bow was suddenly pulled around by the anchor. The captain tried to tack out to sea, but the ship struck a reef at the base of Mutton Bird Island, near Port Campbell. Waves subsequently broke over the ship and the top deck became loosened from the hull. The masts and rigging came crashing down knocking passengers and crew overboard. When a lifeboat was finally launched, it crashed into the side of Loch Ard and capsized. Tom Pearce, who had launched the boat, managed to cling to its overturned hull and shelter beneath it. He drifted out to sea and then on the flood tide came into what is now known as Loch Ard Gorge. He swam to shore, bruised and dazed, and found a cave in which to shelter. Some of the crew stayed below deck to shelter from the falling rigging but drowned when the ship slipped off the reef into deeper water. Eva Carmichael a passenger had raced onto the deck to find out what was happening only to be confronted by towering cliffs looming above the stricken ship. In all the chaos, Captain Gibbs grabbed Eva and said, "If you are saved Eva, let my dear wife know that I died like a sailor". That was the last Eva Carmichael saw of the captain. She was swept off the ship by a huge wave. Eva saw Tom Pearce on a small rocky beach and yelled to attract his attention. He dived in and swam to the exhausted woman and dragged her to shore. He took her to the cave and broke the open case of brandy that had washed up on the beach. He opened a bottle to revive the unconscious woman. A few hours later Tom scaled a cliff in search of help. He followed hoof prints and came by chance upon two men from nearby Glenample Station three and a half miles away. In a complete state of exhaustion, he told the men of the tragedy. Tom then returned to the gorge while the two men rode back to the station to get help. By the time they reached Loch Ard Gorge, it was cold and dark. The two shipwreck survivors were taken to Glenample Station to recover. Eva stayed at the station for six weeks before returning to Ireland by steamship. In Melbourne, Tom Pearce received a hero's welcome. He was presented with the first gold medal of the Royal Humane Society of Victoria and a £1000 cheque from the Victorian Government. Concerts were performed to honour the young man's bravery and to raise money for those who lost families in the disaster. Of the 54 crew members and passengers on board, only two survived: the apprentice, Tom Pearce, and the young woman passenger, Eva Carmichael, who lost her family in the tragedy. Ten days after the Loch Ard tragedy, salvage rights to the wreck were sold at auction for £2,120. Cargo valued at £3,000 was salvaged and placed on the beach, but most washed back into the sea when another storm developed. The wreck of Loch Ard still lies at the base of Mutton Bird Island. Much of the cargo has now been salvaged and some items were washed up into Loch Ard Gorge. Cargo and artefacts have also been illegally salvaged over many years before protective legislation was introduced in March 1982. One of the most unlikely pieces of cargo to have survived the shipwreck was a Minton majolica peacock- one of only nine in the world. The peacock was destined for the Melbourne 1880 International Exhibition. It had been well packed, which gave it adequate protection during the violent storm. Today the Minton peacock can be seen at the Flagstaff Hill Maritime Museum in Warrnambool. From Australia's most dramatic shipwreck it has now become Australia's most valuable shipwreck artefact and is one of very few 'objects' on the Victorian State Heritage Register.The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulation of artefacts from this notable Victorian shipwreck of which the subject items are a small part. The collection's objects give us a snapshot of how we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. Through is associated with the worst and best-known shipwreck in Victoria's history.Painting in brown-stained wooden frame. Depicts three-masted vessel 'Loch Ard' in full sail on moderate seas. Ship has figurehead, figures on board, and a Union Jack flag on red background. Ship's hull is black with white stripe, and is red on waterline. Ship's name is on hull. Artist C. W. Veale, painted in 1978, signed on bottom right. Label on back of painting has typed description of the Loch Ard and a comment.Signature "C W Veale / 1978" Text on hull "LOCH ARD" Label on back; " "LOCH ARD" / The clipper ship Loch Ard was wrecked on the 1st June 1878. / Of 54 people on board only two survived : Eva Carmichael and Tom Pearce. / Pearce became hero of the wreck for saving Miss Carmichael. / This picture shows the Loch Ard in full sail in moderate seas. / When approaching Cape Otway from the west, she would be in rough water and would presumably not be in full sail."flagstaff hill maritime museum, colac bus services, blue bus service, cw veale, loch ard paintings, loch ard, veale, warrnambool, great ocean road, eva carmichael, tom pearce, thomas pearce, cape otway, cargo ship 1878 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Chart Case, ca 19th century
Black painted metal cylindrical container. Label attached at one end with inscription. "Flagstaff Hill c/ J Lindsay"This chart case is an example of maritime chart storage used in colonial times to protect charts and maps from the weather and to store them is an easily accessible was. Chart case, black painted metal cylindrical container with caps on both ends.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chart case, navigation, chart storage -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageSteel Sample, ca. 1876
The sample of steel from which the S.S. Julia Percy’s boiler was made has been tested, according to the attached label. The test involved heating the steel to blood red temperature (or dark red colour) then dipping it into water and bending it when it was cold. A “very severe test for quality” was written on the ticket by T.H. Osborne. (Mr Thomas Hamilton Osborne was the secretary for the Western Steam Navigation Co, established in Warrnambool in 1886. The company’s office was on the corner of Timor and Liebig Streets in Warrnambool and its north-western wall is now part of the current Warrnambool Regional Art Gallery. ) Cold bending of steel in a press or through rollers is the typical method of curving steel for construction. The steel needs to be manufactured in such a way that it is strong enough yet still flexible enough not to crack when bent or rolled. The boiler on the Julia Percy could have been a Scotch Boiler, a design introduced in the 1870’s and still being used today. This design was more robust that previous boilers, generating higher working steam pressures. The design incorporate greater ability to roll iron plates, leading to greater strength, thicker plating and fewer riveted joints. They were originally made of iron then later incorporated steel sections until they were entirely constructed of steel. Many examples of this type of boiler can be found on wreck sites. Shipping was the cheapest and most practical means of carrying produce and goods during the period 1840-1890. Regular domestic steamer services commenced in the Warrnambool district in the late 1850’s and by 1870 the passenger trade was booming. Produce was loaded from the jetty into ‘lighters’ (small boats), which took it to the ships at anchorage in the bay. Passengers were taken to the ship’s side then climbed aboard up ladders or gangways. The coming of the railway in October 1889 meant the gradual decline and end of the steam shipping era. Originally the ship was known as the SS Julia Percy and was later renamed as the Leeuwin. She was an iron passenger-cargo steam ship built in Glasgow by Thomas Wingate for the Warrnambool Steam Packet Company, which commissioned the ship for the steamship trade in Victoria’s western district. She was first registered in Warrnambool, Victoria in 1876. At one point in time the Julia Percy would sail from Warrnambool to Melbourne every Friday and return from Melbourne to Warrnambool every Tuesday. The cost of a return ticket for a Saloon Fare was £1.0.0. She would sail “if practical and weather permitting”. The Julia Percy changed hands several times. Her next owner was the Western Steam Navigaiton Co of Melbourne (1887). It was the manager of this company, Mr. T.H. Osborne, who tagged ths steel sample above. Melbourne Steamship Co became the next owners (1890), followed by William Howard Smith and Sons (1901) for use in Queensland coastal trades, then she was bought by George Turnbull in 1903 and used for local mail contract in Western Australia. She was sold to the Melbourne Steamship Company Ltd. (1906) and re-named the Leeuwi but continued in her Western Australian coastal run. She was converted into a coal hulk in Melbourne in 1910 as a result of damaged caused when she was driven against the jetty at Dongara during a gale. The ship was eventually dismantled and scuttled in Bass Strait on 28 December 1934. The steel sample is significant for its association with the wreck of the Leeuwin (Julia Percy), which is on the Victorian Heritage Register. It is historically significant for being a rare artefact that has potential to interpret aspects of western Victoria’s 19th century steamship trade and Victorian cultural history, including the testing and manufacturing process associated with steam power. Leeuwin is listed on the Victorian heritage Register as being historically significant ‘as one of only four wrecks of steamships in Victorian waters associated with the western district of Victoria’s coastal steamship trade. Her registered number is VHR S413. A sample of the steel from which the boiler of the "SS Julia Percy" (later named Leeuwin) was made. The piece of steel is a ‘C’ shape with the ends almost meeting. A luggage ticket is tied onto the steel and has an inscription on it. The steel is rusty.Ticket with typed information “Steel of which the Boiler of the “Julia Percy” (Warrnambool Steam Navigation Co) was made. TEST: Made Blood hot or Dark Red then dipped into water and bent cold. A very severe test for quality T.H. Osborne. Below these words is the hand written inscription in black “FM 151 / 9.75” julia percy, leeuwin, steel, boiler, steam ship, metal testing, western steam navigation co., flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, t.h. osborne -
 Flagstaff Hill Maritime Museum and Village
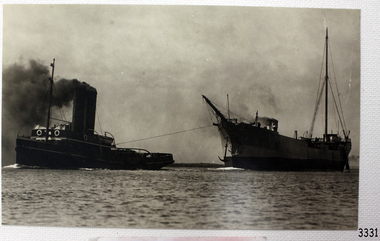
Flagstaff Hill Maritime Museum and VillagePhotograph, C. 1915 - 09/07/1917
This black and white photograph of the tugboat NYORA towing the steam ship INVERNESS-SHIRE was taken between 1915, when the INVERNESS-SHIRE was dis-masted, and 9the July 1917, when NYORA tragically sank. The sailing ship INVERNESS-SHIRE was a four masted steel barque built in 1894 by Robert Duncan & Co. Limited, Glasgow, U.K. (The supervising engineer during the building was William Cumming. He accompanied every ship he’d built on their maiden voyages from UK to Melbourne.) In 1916 she was purchased by A/S Christiansand (Sven O. Stray), Kristiansand, Norway and renamed SVARTSKOG. In October 1920 she disappeared at sea, carrying a cargo of coal, and all hands were lost. The steam powered NYORA was a powerful tugboat and a salvage vessel built by J.P. Rennoldson & Sons Ltd, South Shields, Tyne and Wear, UK. She was originally launched with the name NEPEAN in May 1909, then as NYORA in August 1909 and registered in Melbourne in November 1909 by owners Huddart Parker Pty Ltd. She was made of steel, had triple-compounded steam engines, and her dimensions were 306 ton, 135.0 x 25.1 x 13.6ft. The Melbourne tug NYORA was known as “one of the best known tugs in Victoria, and carried the latest appliances for firefighting and salvage purposes.” She serviced the Port of Melbourne for most of her career. In July 1917 NYORA was towing the American schooner ASTORIA from Port Pirie to Sydney, because ASTORIA’s engines had broken down; she had been delivering a large cargo of timber. On July 9th the vessels were two days out from Port Pirie. At 10:30am NYORA foundered after casting off at Cape Jaffa, 50 miles south of Kingston, South Australia, and sank. Only 2 of the 16 crew survived; NYORA’s Master, Captain W.M. McBain (William Murray) and helmsman, able seaman Gordon Lansley. They were rescued by the two Cape Jaffa light keepers, Jamieson & Clark, who launched the rescue from the Cape Jaffa lighthouse on Margaret Brock Reef. Both men were brought to the lighthouse keeper’s cottage where they recuperated after their long exposure to the rough. (The Queenscliff Sentinal of 14th July 1917 noted that both saved men originated from the same district; Gordon Lansley was from Queenscliff and Captain McBain formerly from Point Lonsdale.) The ASTORIA was “in a very dangerous position ten miles west of the Margaret Brock reef near the Cape Jaffa lighthouse, setting towards the land.” Captain Solly from Beachport later said “Owing to the position … the ship was very fortunate in making Guichen Bay in safety, as she did” (Guichen Bay is south of Robe). Captain Bull, manager of Huddart Packer Pty Ltd, NYORA’s owner, was unable to see any reason for the foundering, as the NYORA was well known for its seaworthiness. At a hearing later on, the Marine Board could blame on no-one either, but found that the ship had been swamped by heavy seas, and had listed to one side when a load of 40 tons of coal in sacks on her deck shifted. The tow line to the ASTORIA was cut to try and save the tug but a huge wave swamped her, crashed open the engine room door and flooded the compartment. It was impossible to launch the lifeboats due to the listing of the sea and NYORA sank within 15 minutes. There was some criticism of the length of time it took Captain Solly and the lifeboat crew to get from Beachport to Cape Jaffa to help with the rescue. However, they had great difficulty in the very strong seas, taking 9 hours just to reach Robe, which was only 32 miles away. There they filled the tanks with ample benzene for the task ahead (impossible to do at sea at the time), took in food and brought on board the Robe Harbour Master, Mr Sneath. The Harbour Master was then able to safely pilot the lifeboat to Cape Jaffa in the smoother coastal waters, saving very much time, but by the time they arrived at Cape Jaffa the 2 survivors had already been taken to the lighthouse on the mainland. There was also a question as to the chances of the ship ASTORIA lowering a lifeboat to help with the disaster. Captain Solly explained that it would have been impossible without sacrificing the lives of the lifeboat crew , due to the great height of the ship out of the water and the roughness of the sea. Captain Svenson, of the ASTORIA, said himself “We are ourselves in a helpless position” and “"Cannot see anything of lifeboats”. One of the 14 lost crew of the NYORA was Hugh Edwards, whose body was not recovered. The descendants of Captain William McBain have continued the seafaring heritage. His son was also a tugboat captain (Captain Norman Clive McBain), working mostly from Reid Street Pier, Williamstown, who would often take his own grandson out to sea to spend time with him on his tugboat. Now that grandson has built a tugboat in memory of his heritage and spends time in it with his own grandson. The Cape Jaffa original lighthouse has been dismantled and moved to Kingston and is now a Lighthouse Museum. The attached photographs of Margaret Brock Reef, and the Cape Jaffa Lighthourse keeper's cottage (now in ruins) is courtesy of Capt. William McBain's great grandson, who visited the area in 2015. There is a model of the NYORA in Museum Victoria, donated by Huddart Packer & Co Ltd. in 1937. This photograph is significant for its association with the tugboat NYORA, that is part of the seafaring history of the Port of Melbourne and associated Victorian ports. Black and White photograph of the tugboat NYORA and steam ship INVERNESS-SHIRE. C. 1915-1917.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, historic maritime photograph, lighthouses, shipwrecks, steamships, j.p. rennoldson & sons ltd, huddart parker pty ltd, nepean, nyora, inverness-shire, astoria, captain w.m. mcbain, william cummings supervising engineer, cape jaffa lighthouse, beachport lifeboat, captain solly, captain svenson, margaret brock reef -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWeapon - Double Barrel Shotgun, Mid to late 19th Century
Philip Webley was born in 1813, he was the younger brother of James Webley who was born in 1807. Both were born in Birmingham. Towards the end of the 1800s, the firm claimed establishment in 1790, this must have been the date James and Philip's father or grandfather originally established a bullet or gun implement making business. It was not, as is often stated, the date William Davis established his business. Philip Webley was apprenticed in 1827 to Benjamin Watson. James Webley also seems to have been apprenticed but to who is not known. In 1834 James and Philip established their partnership as percussioners, lock filers and gun makers at 7 Weaman Street,Birmingham which was William Davis' old premises Davis, a gun implement maker, mould and toolmaker, died in 1831 and his wife Sarah inherited the business at 84 Weaman Street which she ran with her daughter, Caroline. On 5 January 1838 Philip Webley married Caroline. Philip was recorded at 84 Weaman Street from 1838 as a gun percussioner, lock filer and gun maker and this is when the partnership was last recorded, but the brothers apparently continued to co-operate until 1845 when Philip reportedly sold his interest to James and used the money to purchase Sarah Davis' business. Even then, they worked together particularly about the design and manufacture of percussion revolvers. Philip Webley was recorded in the 1851 census as a 38-year-old gun and pistol implement manufacturer living at 84 Weaman Street with his wife Caroline they had four sons and one daughter Thomas William, Emma, and Philip Jnr, and two other sons, James, and Henry and Philip's cousin, also lived with the family probably as a nurse, Sarah Haywood. On 4 February 1853 Philip Webley registered patent No. 335 for a hinged revolver and on 14 September 1853 he registered patent No. 2127 for improvement for the first muzzle-loading percussion cap and ball revolver which became known as the "Longspur". In 1859 Philips son Thomas William, aged 21, was made a partner in the firm, which then changed its name to P Webley & Son and described itself as "Gun and Pistol Makers and Patent Revolving Pistol Makers", probably exploiting Philip Webley's patent No. 305 of February 1853 for a revolver frame and lock, and its improvement under patent No. 2127 of September 1853. Thomas later went on to managed the shotgun side of the business. From about 1863 up to the First World War, the firm made rook rifles for Holland & Holland. From the 1890s they supplied magazine rifles. In 1863 and 1864 the firm's address was given as 83-84 Weaman Street, but from late 1864 to 1875 their address was 84 Weaman Street. By 1874 the firm had a showroom in London at an unknown address. In 1875 the firm expanded into 82-84 and 88-89 Weaman Street. The item is an early muzzle loading sporting shotgun not in very good condition and is unusable as a firearm and not very significant historically or valuable, although made by a well known and respected manufacturer of firearms there are many better examples of shotguns made by P Webley and Son in collections and for sale. This particular example is of a standard pattern for utilitarian use of which many were made. Shotgun, black powder, muzzle Loading, double barrel, percussion cap. P Webley & Son maker on left and right lock and P Webley & Son James St London on top of barrel. Barrel split in two. Has 14 stamped under each barrel with Birmingham proof marks for black powder shotguns. on undersides of both barrels. Proof marks used are early metal parts have decorative engravings of a gun dog flushing a birdwarrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, gun, shotgun, double-barrel shotgun, firearm, muzzel loading shotgun, philip webley, black powder, percussion cap, hunting weapon, birmingham gun manufactures, w & c scott & son -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWood Samples, 1891
The timber display case was presented to Mr Richard Standcombe Harris of Warrnambool (1831-1923). He was a councillor (1875-1891) and predominant businessman. Mr C F Loggin had met Mr Harris while on a trip to Stratford upon Avon in the United Kingdom. Upon his return to Warrnambool, Mr Harris donated the item to the Warrnambool Museum and Art Gallery, (established 1886) where Joseph Archibald was Curator: he catalogued the case in 1894. THE LETTERS IN THE CASE The two letters contained within the display case confirm the authenticity of the oak wood sample. The first letter in the case includes the text; "[Stamped Header on banner] High Street, Stratford on Avon [Hand written] Sept. 22nd / 91. Mr. R. S. Harris, Dear Sir, Enclosed you will find [underlined next 3 words] every authentic proof of the Oak from Shakespeare's House (Birth place). I regret very much Sir, that you made a short-day at S. on A. I should have been delighted to have had the honour, & pleasure, of showing you around our Beautiful Country. You did not give [next 3 words underlined] me or yourself a fair chance. But however I hope that we may again some day have more time to go quietly around. With kind regards, and wishing you, Sir, a pleasant voyage, I remain, Dear Sir, Yours very truly, C.F. Loggin. P.S. A paper will be always acceptable to be as how you Jolly Warrnamboolites are desporting yourselves. “ The second letter includes text; “[Printed Letterhead with stamped impression] The Trustees and Guardians of Shakespeare’s Birthplace Incorporated by Act of 54 and 55, Vict. 1891 Secretary and Librarian - Richard Savage Shakespeare’s Birthplace Stratford-upon-Avon [handwritten] 22 Sept 1891 This piece of oak is a portion of what was cut away at at the restoration of Shakespeare’s Birthplace in 1857-58. C. F. Loggins Chemist 3 High Street Richard Savage Sec. – Shakespeare’s Birthplace Mr C F Loggin was connected with the Shakespeare Trust as the person who had originally donated a scion of Shakespeare's mulberry tree to the "Shakespearean Birthday Committee" in 1842. (The scion that was given to the Shakespearean Birthday Committee, from which the Mulberry sample is derived, still grows today in "New Place" garden.) Mr Richard Savage was the Secretary and Liberian of the then renamed “Trustees and Guardians of Shakespeare’s Birthplace when the display case was given to Mr Harris in 1891 by Mr Loggin. WILLIAM SHAKESPEARE Shakespeare was born in 1564 in Stratford-upon-Avon, where he also grew up. He married at 18 years and he and his wife, Anne Hathaway, had three children: They moved to London where he became successful as an actor, writer, and part-owner of a playing company. He later returned to Stratford and purchased his last home, which he called "New Place" in 1602 where he later died in 1616. For the next 150 years, it was known that there existed a black mulberry tree in the garden. At the time there was a fashion for planting mulberry trees. It was the early 17th century after King James had come to the throne, and he imported tens of thousands of saplings in an attempt to get landowners to start a silk industry in England. Unfortunately for posterity, Shakespeare's mulberry was felled around 1756, by the then owner of “New Place" the Reverend Francis Gastrell, who was apparently tired of continual visits by pilgrims asking to see the tree, so he chopped it down. Gastrell had applied for local permission to extend the garden but the application was rejected and his tax was increased. Gastrell retaliated by demolishing the house in 1759, this greatly outraged the local inhabitants. Gastrell was eventually forced to leave town having provoked the wrath of Stratford residents for committing such an act. Today only the garden remains where “New House" used to stand with a scion from the original mulberry tree still growing there. The wood from the felled mulberry tree at “New House" was purchased by an enterprising local clock-maker Thomas Sharp and he spent the next 40 years or so years making souvenirs from the wood. These became early tourist souvenirs and subsequently developed into a profitable sideline for various other makers, including George Cooper and John Marshall. These objects range from relatively small domestic wooden objects, such as snuff boxes and weight scales to large tea caddies and even tables. C. F. Loggin donated a scion or cutting from Shakespeare's mulberry tree to the Shakespeare Birthplace Trust in 1862, he was a chemist who lived and worked in Stratford. There is a note on the frame of the donation that the mulberry sample is from this scion, research shows that from Richard Savage's diary notes that there must have been a lot of wood taken from that scion over the years which was planted in the garden of “New Place” and is still growing there today. The "Trustees and Guardians of Shakespeare’s Birthplace" (1847 -1964) was formed after the house where Shakespeare is believed to have been born fell into disrepair. Subsequently in 1846 after the death of Thomas Court's widow the last owner. Interest in the house was revived when PT Barnum, the American showman, wanted to buy it and ship the house back to America. In response to this, the Shakespeare Birthday Committee was established (by a private Act of Parliament) with the help of such luminaries as Charles Dickens, the Committee of Trustees raised the necessary £3,000 and purchased the house the following year. Once the Committee had acquired the building, restoration work began. Originally the Birthplace formed part of a terrace with later houses built either side. The first stage in its conservation was their destruction. At the time it was thought necessary to avoid the risk of fire spreading to Shakespeare's birthplace. Reconstruction was carried out by the Shakespeare Trust between 1857 and 1864 that restored the outside of the building to its original 16th-century state. It is from this restoration that the donated piece of oak is derived, originally from a beam that was in the house. Communication from The Shakespeare Birthplace Trust, dated April 11th, 2019, confirms that the pieces displayed in this case have good provenance. The wood samples are significant for their association with the history of William Shakespeare. The display case and its content is significant to Warrnambool local history for its association with the establishment in 1886 of the Warrnambool Museum and Art Gallery. However, it should be noted that the letters of authentication that accompany the wood samples are only applicable to the oak sample. None the less, all the pieces have very good provenance, with Richard Savage's certificate of authenticity for the oak, and the mulberry sample with the letter to Mr Harris from Mr CF Loggin having also been the donor of the scion of mulberry in 1862 to the Shakespeare Birthplace Trust. This scion was then established at Shakespeare's garden at "New Home" that had been demolished by Rev Francis Gastrell in 1759. Two wood samples associated with William Shakespeare, presented in a hanging, timber and glass display case with metal trim around the frame. The case also contains two letters and a label printed on a card that refers to the contents, their origins and the donor. A card label with a printed number and a round adhesive label are attached on the back of the case. The left round section of wood is from a donated scion (or shoot) derived from the original mulberry tree planted by William Shakespeare at his last home "New Place", Stratford-upon-Avon. The outer section is light brown coloured while the centre is dark grain. The right wood sample in the case is a section of oak rafter from the house where Shakespeare was born in 1564. The wood is mid brown with a distinct grain. The included letters, each dated 22/9/1891, refer to only the oak sample. - The letter on the left comprises two handwritten pages from Mr CF Loggin to Mr Richard Standcombe Harris. The paper has the printed letterhead address of High Street, Stratford on Avon. - The letter on the right is a handwritten certificate of authenticity signed by Mr CF Loggin and counter signed by Mr Richard Savage, Secretary and Liberian of the Shakespeare Trust. It is on the printed letterhead of The Trustees and Guardians of Shakespeare’s Birthplace Cardboard label inside the glass case “Shakespeare Section of Mulberry Tree, traditionally said to have been planted by Shakespeare in his garden, “New Place,” Stratford-on-Avon. PORTION OF OAK RAFTER from the house in which Shakespeare was born. (Presented by R S Harris 1891.) Printed label on the back of the case “3 2 “ The handwritten adhesive label “0566” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shakespeare display case, wood samples, oak from shakespeare's birthplace, mulberry from shakespeare's home "new place", stratford-upon-avon, shakespeare's birthplace, the trustees and guardians of shakespeare's birthplace &c., shakespeare trust, shakespeare birthday committee, r.s. harris, brunswick, victoria, richard s harris, brunswick, victoria, c.f. loggins, chemist, 3 high street stratford-on-avon, richard savage, warrnambool museum and art gallery, thomas court, pt barnum, charles dickins, anne hathaway, black mulberry tree, reverend francis gastrell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAudio - Phonograph Horn, Thomas A. Edison, Edison Laboratory, c.1909
This external horn is part of an Edison Fireside Phonograph made in c.1909. The horn was attached to the machine when in use. The rings on the side of the horn allowed the horn to be suspended above the machine. The narrow opening on the horn was attached to the sound outlet on the machine and the conical shape of the horn amplified the sound. The horn was suspended to allow a clear sound. This was done by attaching the ring fitted to the outside of the horn to a chain or chord, which in turn was attached to a curved wire fitted to the phonograph machine. The phonograph machine was invented by Thomas Alva Edison in the late 19th century. Edison adapted the idea used when sending messages over a telegraph machine. He patented the phonograph in early 1878. The phonograph was able to record sound and play it back sound. This amazing invention opened up a whole new world of entertainments, where wax cylinders of pre-recorded sound could be purchased with a wide variety of music and played over and over. The first wax cylinders were white and used a combination of bees' wax and animal fax or tallow. By 1892 Edison was using 'brown wax' cylinders that ranged from cream through to dark brown. The Edison Phonograph Company was formed in 1887 to produce these machines. He sold the company in 1855 to the North American Phonograph Company but bought that company in 1890. He started the Edison Spring Motor factory in 1895 and then the National Phonograph Company in 1896. In 1910 the company became Thomas A. Edison Inc. In 1898 Edison produced the Edison Standard Phonograph, the first phonograph to carry his own trade mark. He began mass producing duplicate copies of his wax cylinders in 1901 using moulds instead of engraving the cylinders. The wax was black and harder than the brown wax. The ends of the cylinders were bevelled so that the title's label could be added. The last phonograph machine to use an external horn was produced in 1912 due to the much more robust records being invented. In 1913 Edison started producing the Edison Disc Phonograph. The company stopped trading in 1929. [NOTE: a phonograph machine plays cylinders, a gramophone plays records]This Edison external phonograph horn is significant for its connection to the c.1909 Edison Fireside phonograph model. The phonograph machine brought a new era of music into the homes of everyday people but was only popular for a few decades due to the growing popularity of records, which gave a much higher quality sound and were more robust.Phonograph horn; open horn, a conical shape with the lower part flaring out. The horn's shape on the opening half is octagonal, made from eight joined sheets of metal with a scalloped finish at the opening. The narrow end is hollow and ready to fit onto a phonograph outlet. There are two rings attached together on the side of the horn, perhaps for storing on a hook. The inner surface of the horn has remnants of deep red paint. This horn is from the Edison Fireside phonograph. (There is a mark on the outside of the horn where the Edison brand would be)flagstaff hill, maritime museum, maritime village, warrnambool, great ocean road, shipwreck coast, gramophone, phonograph, music player, entertainment, audio equipment, edison, thomas a edison, horn, phonograph horn, amplifier, audio, sound recording, sound playback, phonograph machine, external horn, edison phonograph company, wax cylinders, edison spring motor factory, national phonograph company, thomas a. edison inc, phonographic cylinder, sound reproduction -
 Yarra Glen & District Historical Society
Yarra Glen & District Historical SocietyBlack and white photographs, Yarra Glen railway crossing c.1900
... tree guards. Yarra Glen railway crossing c.1900 Black and white ...Black and white photograph in light brown card slip case. The slip case has an image on the front cover of a head and shoulder bust. The photograph was taken about 1900 from the tower of the Grand Hotel looking down upon the Victoria Hall and the railway crossing. In the lower left corner is W.J.Dawborn's General Store. In front of the store is a horse and spring dray and another horse hitched to a veranda post. Next to the store is the Victoria Hall and beyond that a water trough. The railway crossing is in the centre of the picture with two railway cattle trucks next to the cattle yards. Beyond the railway on the left hand side is the property later known as 'River View'. Beyond the river lined with trees are the Yering flats across which can be seen the long trestle railway bridge. In the foreground of the picture is Bell Street lined with trees in wooden tree guards.yarra glen, victoria hall, railway crossing, river view, general store, w j dawborn, horse and cart, horse and dray, spring dray, horse hitched, hitching post, water trough, railway truck, cattle truck, cattle yards, stock yards, yering flats, trestle railway bridge, trestle bridge -
 Yarra Glen & District Historical Society
Yarra Glen & District Historical SocietyBlack and white photographs, Bell Street Yarra Glen looking north c.1900
... looking north c.1900 Black and white photographs ...View of Bell Street Yarra Glen looking north from junction with King Street. On left hand side is Scott & Allen's General Store, next to that is a bootmaker, then the house of Charles Bath, the Grand Hotel and the Colonial Bank building. On the eastern side of Bell Street (right hand side of photograph) is the Victoria Hall. Beyond that is W.J.Dawborn's General Store, then Smith's bakery, and on top of the hill the trees surrounding 'Point Pleasant' owned by the Herbert family.yarra glen, point pleasant, grand hotel, victoria hall, bell street, charles bath, general store, colonial bank, bank building, w j dawborn, scott and allen, bootmaker, smith, bakery, baker s shop, herbert -
 Yarra Glen & District Historical Society
Yarra Glen & District Historical SocietyBlack and white postcards, Bell St Yarra Glen c.1900
... are two men in a buggy drawn by two horses. Bell St Yarra Glen c ...Photograph taken from the junction of Bell and King Streets looking north up Bell Street early 20th century. On the eastern side of Bell Street (left hand side of photograph) is the Victoria Hall. Behind the hall is a newsagency and behind that is the bakery. The pine trees at the top of the hill are at 'Point Pleasant', home of the Herbert family. On the western side of Bell Street can be seen the Grand Hotel and the Colonial Bank. The street trees are in wooden tree guards. In the middle foreground are two men in a buggy drawn by two horses.On back of the postcard at the top "POST CARD". Under those words are "CORRESPONDENCE" on the left and "ADDRESS ONLY" on the right.yarra glen, point pleasant, victoria hall, horse drawn vehicle, bell street, bakery, herbert, newsagency, newsagent, bakers shop, horse buggy, buggy -
 Yarra Glen & District Historical Society
Yarra Glen & District Historical SocietyCalendars, Yarra Glen and District Historical Society Calendar 2011, 2010
Black and white twelve-month calendar on A3 paper folded to form 26 pages. One page per calendar month with black and white image on opposite page. Black and white images of hIstoric buildings of Yarra Glen and district drawn by Gane C. Ahern c.2004 to 2010. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWood encrustation, 1855
The object is a mass of small shipwreck debris that has been concreted together by sediment and marine growth. It was retrieved from the wreck-site of the SCHOMBERG, which ran aground near the mouth of the Curdies River near Peterborough in 1855. The conglomerate of preserved wood impressions, rusted metal pieces, a small square of copper alloy, and black glass-like stones, presents too disjointed a collection to provide information on their purpose or function on the ship. The natural and gradual process of limestone accretion is a significant feature of the wreck-site, which was rediscovered by fishermen and skindivers in 1973. In his book “Exploring Shipwrecks of Western Victoria”, experienced diver and former director at Flagstaff Hill, Peter Ronald writes that the SCHOMBERG’s “triple layered wooden hull has disintegrated almost without trace…The turbulent shallow waters have promoted particularly heavy marine growth which tend to disguise the wreckage…the most prominent feature being a corroded mass of railway iron…Close inspection reveals small artefacts firmly embedded in the marine concretion which…is quite literally as hard as iron”. The huge oblong mass of concretion that now distinguishes the site covers the remains of this heavy cargo. A contemporary account of the SCHOMBERG’s fate (told by two of her passengers to the Melbourne Argus) alleges the ship “was overloaded, drawing over 25 feet when she left, and the cargo was chiefly iron and plant for the Geelong Railway”. The SCHOMBERG was a 2,000 ton clipper ship, specifically designed for the Australian immigration trade (back-loading wool for Britain’s mills), and constructed in Hall’s shipyard in Aberdeen, Scotland. She was owned by the Black Ball Line and launched in 1855. Alexander Hall & Son were renowned builders of sleek and fast 1,000 ton clippers for the China trade (opium in, tea out) and were keen to show they could also outclass the big North American ships built by Donald Mackay. Consequently the SCHOMBERG was ‘overbuilt’. Her hull featured five ‘skins’ of Scotch Larch and Pitch Pine overlaying each other in a diagonal pattern against a stout frame of British Oak. Oak has been favoured by builders of wooden ships for centuries. Its close, dense grain made it harder to work, but also gave it great strength and durability. In addition, the lateral spread of its branches supplied a natural curvature for the ribs of a vessel’s hull, as well as providing the small corner or curved pieces (‘knees’ and ‘elbows’) that fit them together. The shape and texture of this wood sample suggests a dense hardwood like Oak. The timber has been cut off at one end since its recovery from the sea, exposing a smooth and almost shiny surface. Seasoned English Oak has a similar light brown colour and tight grained finish. At the launch the SCHOMBERG’s 34 year old master, Captain ‘Bully’ Forbes, had promised Melbourne in 60 days, "with or without the help of God." James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships; MARCO POLO and LIGHTNING. In 1852 in the MARCO POLO he made the record passage from London to Melbourne in 68 days. There were 53 deaths on the voyage but the great news was of the record passage by the master. In 1954 Captain Forbes took the clipper LIGHTNING to Melbourne in 76 days and back in 63 days, this was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his own records. He cared little for the comfort of the passengers. On this, the SCHOMBERG’s maiden voyage, he was going to break records. SCHOMBERG departed Liverpool on her maiden voyage on 6 October 1855 flying the sign “Sixty Days to Melbourne”. She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway and a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, 90,000 gallons of water for washing and drinking. It also carried 17,000 letters and 31,800 newspapers. The ship and cargo was insured for $300,000, a fortune for the time. The winds were poor as she sailed across the equator, slowing SCHOMBERG’s journey considerably. Land was first sighted on Christmas Day, at Cape Bridgewater near Portland, and Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the Third Mate Henry Keen, who reported land about 3 miles off, Due in large part to the captain's regarding a card game as more important than his ship, it eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26 December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes’s map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to SCHOMBERG and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted SS QUEEN at dawn and signalled the steamer. The master of the SS QUEEN approached the stranded vessel and all of SCHOMBERG’s passengers and crew were able to disembark safely. The SCHOMBERG was lost and with her, Forbes’ reputation. The Black Ball Line’s Melbourne agent sent a steamer to retrieve the passengers’ baggage from the SCHOMBERG. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot! Local merchants Manifold & Bostock bought the wreck and cargo, but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 after two of the men drowned when they tried to reach SCHOMBERG, salvage efforts were abandoned. Parts of the SCHOMBERG were washed ashore on the south island of New Zealand in 1870, nearly 15 years after the wreck. The wreck now lies in 825 metres of water. Although the woodwork is mostly disintegrated the shape of the ship can still be seen due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen scattered about nearby. Flagstaff Hill holds many items salvaged from the SCHOMBERG including a ciborium (in which a diamond ring was concealed), communion set, ship fittings and equipment, personal effects, a lithograph, tickets and photograph from the SCHOMBERG. One of the SCHOMBERG bells is in the Warrnambool Library. This object is listed on the Shipwreck Artefact Register, No S/49, and is significant because of its association with the ship SCHOMBERG. The SCHOMBERG collection as a whole is of historical and archaeological significance at a State level, listed on the Victorian Heritage Register VHR S612. Flagstaff Hill’s collection of artefacts from the SCHOMBERG is significant for its association with the Victorian Heritage Registered shipwreck. The collection is primarily significant because of the relationship between the objects, as together they have a high potential to interpret the story of the SCHOMBERG. The SCHOMBERG collection is archaeologically significant as the remains of an international passenger ship. The shipwreck collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the shipwreck and the ship, which was designed to be fastest and most luxurious of its day. The SCHOMBERG collection meets the following criteria for assessment: Criterion A: Importance to the course, or pattern, of Victoria’s cultural history. Criterion B: Possession of uncommon, rare or endangered aspects of Victoria’s cultural history. Criterion C: Potential to yield information that will contribute to an understanding of Victoria’s cultural history. The object is an aggregate of limestone sediment that formed at the wreck-site of the SCHOMBERG (1855). It is an irregularly shaped conglomerate of sand, shell-grit and marine worm casings from the ocean floor, but also incorporates an assortment of manufactured metal pieces and pipe fittings (corroded with red rust), a small rectangular piece of copper sheet, some ‘petrified’ wood remains (hardened and a soft brown colour), and pieces of black shiny stone (roughly cube shaped and possibly glass or porcelain remnants). There is an impression left in the stone of a joist or plank end but the original timber that the sediment formed around has since been dispersed by the sea.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, schomberg, shipwreck timber, alexander hall and son, shipwreck debris, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen -
 Federation University Historical Collection
Federation University Historical CollectionMagazine - Booklet, Ballarat School of Mines Student's Magazine, July 1899, 1899
Table of contents: Editorial, News and Notes, A few hints on histological technique, Summaries and notes from the mining journals, Professor A. Mica Smith B.Sc., Notes on Victorian geology, The origin of diamonds, Hydraulic mining, Volcanoes, Analytical chemistry notes, Some things we ought to do, Sports, Correspondence, Editorial notes.Pale green booklet of 10 pages. ballarat school of mines, students' magazine, g. e. saunder, w. wallace, j. booth, f. farnell, h. waller, a. h. freeman, w. e. hearman, professor dawbarn, e. gutheil, a. selwyn brown, h. watson, a. w. k. peirce, professor mica smith, w. bradford, henry watson, mr e. faribault, j. h. parsons, j. holmes pollock, t. s. hart, thomas hart, alfred mica smith, a. e. c. kerr, g. g. bonney, histological technique, diamonds, victorian geology, massey-harris bicycles, adelaide school of mines, ballarat school of mines colours, ballarat school of mines motto, ballarat school of mines badge, w.hirt, e. byron moore, britannia gold mine, visitors, j. bryant, premier mine coolgardie, last chance gold mine, g.e. saunder, ivanhoe mine kalgoorlie, black horse cyanide works, edgerton, hercules mine, mount reid, tasmania, f. parnell paul, zeehan school of mines, a.h. freeman, crown point gold mining co, w.e. hearman, parker's range, southern cross, w.a., trappean rocks, hydraulic mining, a.e.c. kerr, volcanoes, f.g. bonney, l.j. austine and co., downer and co, carter and werner -
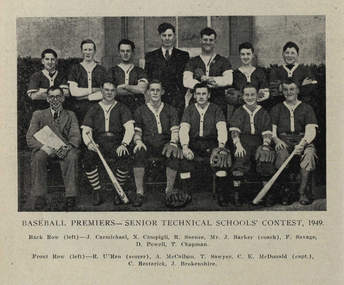 Federation University Historical Collection
Federation University Historical CollectionBooklet, J.A. Hoskin & Son, Ballarat School of Mines Students' Magazine, 1949, 1949
School Council, Members of Staff, Principal's Page, Editorial, Magazine Committee 1949, News and Notes, Literary Society, Prize Presentation,The Corbould Travelling Scholarship, The Year's Sport with the Boys, Science School, The Apprentices, The Art School, The Preps and Dressmakers, The Girls' Associations, Commercial Notes, The Junior School, Junior School Sport, List of Full Course Students 1949, Students doing Trade Apprenticeship Courses, Junior Technical School Students 1949, FootballPale green soft covered magazine with purple font, 54 pages.ballarat school of mines, magazine, w. maddox, s. jones, a. fenton, h. tozer, s. ross, j. henderson, j. lyons, g. philpott, b. lette, m. grham, j. ellis, j. w. grove, b. bryan, r. w. richards, l. hillman, c. g. fairbank, j. barker, b. e. pitman, f. hamilton, m. morgan, r. l. cutter, g. w. mainwaring, lindsay pattenden, kevin whiter, bob davis, bruce tippett, geoff. edmonds, lance peach, crom. bray, alf. mckenzie, gwen mcdonnell, betty stafford, c. f. jeffrey, r. r. watson, maureen burt, hugh jeffrey, professor a. mica smith, william henry corbould, ronald g. berlyn, j. carmichael, n. campigli, r. spence, f. savage, d. powell, t. chapman, r. u'ren, a. mccallum, t. sawyer, c. k. mcdonald, c. restarick, j. brokenshire, i. durant, j. ballinger, j. dunstan, k. treloar, w. wray, c. sanos, j. wilson, m. mccarthy, j. boag, j. jopling, j. walton, t. duncan, j. hines, j. bethune, b. flavel, g. hindson, d. durant, b. pitman, r. tantau, g. hetherington, c. hobson, r. campbell, r. sheppard, n. morton, n. ludbrook, g. searle, m. murray, j. swain, j. vernon, g. r. mainwaring, margaret treganowan, w. tooth, j. andrews, s. quick, m. troon, g. george, m. lambert, v. daff, m. baker, j. bulluss, a. nelson, b. robinson, m. treganowan, c. fuller, l. greenbank, m. carroll, b. black, g. williams, p. reidy, b. nice, s. archibald, d. weatherill, h. coad, j. clark, wallace reid, j. sawyer, j. daly, l. regan, w. jenkins, l. mckenzie, c. lockhart, d. irish, m. mclean, r. kennedy, m. rough, g. allen, j. tolliday, r. bawden, w. mckenzie, b. thomas, r. ward, m. coleman, e. mackie, r. furlong, n. silvey, k. adams, j. blain, g. ching, h. saw, g. hannah, j. watts, j. mulrooney, n. andrews, s. hoffman, j. kimber, b. graham, j. boak, a. snell, r. wilkins, s. deans, g. delaland, a. johnston, n. hodder, a. mills, p. mclean, r. bunting, i. parrot, n. shiltz, j. bastin, h. clark, k. cooper, r. carter, l. owen, r. walters, l. whitcher, i. robertson, f. young, c. hay, i. connell, r. riddiford, a. whytes, h. flack, a. aggett, g. stimson, l. fuhrmeister, g. holmes, d. lochead, baseball, football, alfred mica smith, geoff mainwaring, richard w. richards, r.w. richards, dick richards, william corbould, corbould travelling scholarship, alfred mckenzie, geoffrey mainwaring, john vernon -
 Federation University Historical Collection
Federation University Historical CollectionBooklet, Ballarat School of Mines Students' Magazines, Various
Pale green soft covered magazine with red and black ink. 56 pages including advertisements. 1. Fourth Term, 1907. Included an article on Cornish Mining. 2. 1946 3. 1945 4. 1949 5. 1950 6. 1951 7. 1944 8. 1942 9. 1941 10. 1960 - School Council, Members of staff, Editorial, Principal's Page, Literary Society, That First Day, Prominent Personalities, Conferring of Diplomas, The Begonia Parade, Efficient Reading?, The Sporting Pages, Enter the Modern, Tradition, The Ceremony, Roll Call - List of Students' 11. 1939 12. 1909 13. 1908 ballarat school of mines, robert norton, c. t. tay, n. delosa, bill boggs, alan bethune, janis erdmanis, alan rock, peter agrums, gail trewanack, tony white, norm nash, graeme "curly" williams, chong thung "jack" tay, noel whitcher, malcolm peel, k. blee, roberta pittard, margaret timmins, i. menner, r. nicholson, g. titheridge, g. johnson, p. agrums, d. pope, r. wollermann, g. hall, g. hart, n. nugent, a. bethune, k. penna, s. white, t. white, j. pollock, k. rogers, l. campbell, n. bromley, t. scanlon, j. davis, j. miller, k. kirton, b. hickey, w. moore, m. mckinnon, i. weir, r. coutts, g. thurling, anthony yeung, y. kwong, r. champneys, j. erdmanis, a. webb, d. taylor, j. rash, n. nash, c. tai, s. chand, t. gan, k. e. ooi, c. poh, m. mallett, l. rawlings, a. patterson, g. le couteur, m. hewitt, e. grummett, a. rock, r. miller, g. ikstrums, b. lonsdale, d. holmes, g. leishman, r. norton, t. brauer, n. whitcher, p. lockyer, lois morris, eric mcgrath, helen ross, g. cornell, i. menz, l. j. matthews, l. j. groat, o. n. hails, p. j. davis, n. l. nash, s. mason, mr and mrs barry singleton, john wolfe, brian duthie, cornish mining, j. skuja, s. rowe, a. kinnane, w. maddox, sturt street ballarat -
 Federation University Historical Collection
Federation University Historical CollectionMagazine - Booklet, Ballarat School of Mines Students' Magazine, 1962, 1962
Ballarat School of Mines Students' Magazine, 1962. Editorial, Prominent Personalities, The Principal's Pages, The Richard W. Richards Medal, The Challenge, Camera Portraits, Conferring of Diplomas, The Highest Distinction - the F. J. Pomeroy Cup, What is Mathematics?, Microliths, Begonia Festival Procession, In a Man's World, Retirement of Mr. Harold Yates, The Eric McGrath Award, Asian Students in the S.M.B., Austral-Asian Relationships, Originality - At What Price?, Sports Awards 1962, Sports, The BEAT Generation, University in Ballarat, Heads of Departments 1873 - , Associates Black soft cover with grey inscriptions and grey and yellow figures on front cover, 72 pagesOn one of the first two loose pages there is the inscription "Copy uncollected by student but paid for, used to cut our advertisers' copy, 15/08/63".ballarat school of mines students' magazine 1962, staff, sports, stanley white, kelvin whitford, eric mcgrath, ian weir, gordon johnson, kerry penna, kevin oscar rogers, robert coutts, graeme waller, anita bitans, noel kelly, john davis, tony brauer, sue davies, h. e. arblaster, w. h. reimann, a. j. bethune, william peter john huberts, d. pollard, john boermans, james william beattie, edward westlake doney, john maxwell gilbert, barbara anne o'conell, helen margaret ross, robert william tantau, jeffery murrell, barry thomas dunstan, juris erdmanis, sr. mary andre power, james william john, walter henry reimann, donald james stewart, ronald william furlong, kenneth joseph howard, allan graham rock, robert geoffrey champneys, denis richard colbourn, wilhelmus peterus johannes huberts, neil herbert andrews, john barry gillick, charles edwin goddard, donald william pope, william henry saggers, ronald charles davis, travers william duncan, brian thomas hickey, robert reginald archer, kaspars bitans, robert william lochhead, tony white, teng seong khoo, robert frederic murrell, john william faulkner, harry w. goldsmith, h. darby, don holmes, j. r. pound, david james, ross gray, harold yates, w. l. moore, teddy gan, m. moissinac, c. gan, b. tanthiem, l. k. oh, b. eng, doug rash, d. holmes, t. c. poh, b. saw, s. wendt, p. malins, d. a. black, g. biddington, borom tanthiem, edward elsbury, w. lancaster, mount isa mines, eric mcgrath award, ballarat school of mines revue, electrolytic zinc companyof australasia limited, m.b. john, b. and g. myers, broken hill associated smelters -
 Federation University Historical Collection
Federation University Historical CollectionMagazine - Booklet, Ballarat School of Mines Students' Magazine, 1965, 1965
Ballarat School of Mines Students' Magazine, 1965 Let Stalk Strine, Principal's Page, Diplomas Conferred 1965, Prizes Presented, Ne Pas Classique, "Camping Daze", "The Civilising Influences of Mining", Jigging in Beds, The Srurrile, Man's Neurotic Flaw, Philosophy of Games, The Sporting Pages, School Council, Members of Staff, Roll Call 1965White soft cover with black drawings on front cover, 92 pages including advertisements.ballarat school of mines students' magazine 1965, staff, sports, trevor barnett, gary bunn, roger donaldson, fred evans, ralph fenney, greg hunter, jon mcdonald, malcolm park, geoff pollard, gary roberts, peter smith, john thorne, ian weybury, ratnam nachiappan, michael chung, wayne johnson, e. j. barker, thessalie hannah, noel hooper, david bell, shane carroll, peter thomas johnson, joseph leung chi kin, ronald charles miller, noel william nugent, poh teck chye, robert james strickland, john richard davis, william ralph clarke, gordon alexander johnson, leo gerard rawlings, kevin anthony sculley, garry james titheridge, daniel yung kwan yiu, robert stephen coutts, noel keith hart, michael hutchison, anne veronica moorhouse, douglas alan monro, william robert netherway, antoinette christina walta, david martin pollard, bernard bryan, john edward kavanagh, robert george sampson, pun vun tat, john william jolly, suresh chand, kevin thomas brady, r. h. pyke, helen herde, nick wolff, hencer spocking, john costa, c. n. antonio, j. f. hollioake, j. f. sullivan, k. j. delany, g. w. mcinnes, g. s. hunter, ting pang chew, b. j. keeble, richard chong, ng see yong, goh men tien, r. g. elshaug, b. r. wilson, j. dow, p. donaldson, g. mang, k. kelly, j. gudgeon, j. iredake, c. singleton -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Photograph - Black and White, School of Mines and Industries, Ballarat - Diploma of Business Studies Class, 1968, 1968
Twenty students posed for class photograph. Students are studying the Diploma of Business Studies - 1968. Two lecturers are photographed with them.Photograph mounted on heavy card. Names of students under photograph. Ballarat School of Mines emblem at topEmblem of SMB Names of studentsballarat school of mines and industries, diploma of business studies, class, 1968, lecturers, g a trevenen, d r o'doherty, t wong, s fong, g harvey, i m ellis, d p ilott, mr p c hope, d j pell, l j myers, b s martyn, j r watson, r j hassell, t j dower, mr d g williams, m a hjorth, g r nicholls, b w akers, miss r j hall, j v davis, c r spinks, m j loo, alumni -
 Federation University Historical Collection
Federation University Historical CollectionMagazine - Booklet, Ballarat School of Mines Students' Magazine, 1938, 1938
School Council, Members of Staff, Magazine Committee, List of Full Course Students 1938, Full Course Commercial Students, Editorial, Personal Column, Obituary - Roy S. Hall - F. J. Martell, S.M.B Old Boys' Association, The Literary Society, Centenary Jottings, Fumes from the Lab, Broken Hill, News from Papua, Sidelights on the B.H.P. Cadet Training Scheme, Arts & Crafts Gossip, Sport, Commercial Notes, The Junior Techs, Junior Technical SportingBlack soft covered magazine with yellow font, green and white images. 64 pages including advertisements. Artworks * Lino cut - By Maureen McRae * Lino Cut - By B. Delima * Lino Cut - By Bessie Martin * The dog you's like to kick - By Gordon Yorke * Harry - By Ernest Gribble * Digger - By Ernest Gribble * Lino cut - By Gordon Yorke * Our little girl - By Dorothy Woolcock * Miss W - By Ernest Gribble * Joan - By Ernest Gribble * Roma - By Gladys Bilney * Doing art for t'arts sake - By Gilda Gude * Una - By Dorothy Woolcock * My Bill - By Dorothy Woolcock * The Sec. - By Ernest Gribble * Hassell - By Dorothy Woolcock * Chief Engineer - By Dorothy Woolcock * Rusty - By Ernest Gribble * Lino Cut - By Jeff Wilkinson * Dick - By Dorothy Woolcock * Goosey - By Ernest Gribble * Pen Drawing - By Dorothy Woolcock * Parking 1 - By Max Coward * Miss King - By Dorothy Woolcock * Goal Umpire - By Ernest Gribble * To Prep Girls - Joe - By Ernest Gribble * Dreamy Dolan - By Ernest Gribble * Lino Cut - By Max Coward * Norma - By Dorothy Woolcock * Lino Cut - By A. Janetski * Dorothy - By Patsy Walsh * Jean - By Dorothy Woolcock * Lino Cut - By Joy Martin * Lino Cut - By Max Coward and A.2., * Ben - By Bob McHutchison * Polly - By Ernest Gribble * Dobber - By Ernest Gribble * Francies - By Ernest Gribble * Ad a line not a bite - By Dorothy Woolcock * Dulcie - By Dorothy Woolcock * Joan - By Ernest Gribble * Kitty - By Bob McHutchison * Stumpy - By Elva Brimacombe * Pegleg - By Dorothy Woolcock * Fat - By Gladys Bilney * Dawn - By Dorothy Woolcock * Joy - By Ernest Gribble * Nipper - By Ernest Gribble * Mac - By Ernest Gribble * Puss - By Bob McHutchison * Tinted Lino Cut - By W. Edward * Lino Cut by G.Day ballarat school of mines, magazine, maureen mcrae, b. delima, j. woolcock, herbert j. trevenan, n. palmer, olwyn williams, gordon yorke, bob mchutchinson, w. edward, keith heriot, sylvia wyres, jeff wilkinson, peter richards, d. gordon, f. morris, mr proctor, ernest gribble, dr. j. r. pound, muriel boyd, george downing, roy s. hall, f. j. martell, d. v. shore, ken wilkie, eoin macdonald, g. berriman, dorothy woolcock, russell h. s. ewins, v. e. greenhalgh, max coward, shelia moss, frank t. jelbart, neil crouch, graham white, mr cornell, francis hollioke, k. vaughan, david j. jelbart, arthur g. veale, bill walters, richard menhennett, james redford, w. monteith, mr hillman, john t. graham, james w. thomas, keith. walter, james m. martin, lyle s. dimsey, jean birch, margaret turner, lesley stapleton, marjorie day, una kersey, jean lonie, coral robertson, norma rowe, jean bridges, jean cox, a. janetski, d. ditchfield, j. harrison, gladys james, j. brimacombe, sheila moss, r. mathews, joy martin, joan ellsworth, e. salter, a. spence, m. may, f. coulson, i. clow, h. tonkin, l. taylor, s. harris, k. gingell, g. jones, william t. paterson, f. harland, w. harrison, j. pike, a. mcmillan, m. lee, e. mccann, j. harris, a. clack, f. osborne, e. stephens, s. nicol, d. eltringham, j. hosie, v. burt, w. rowe, wm. c. edward, j. donald, m. cox, n. dalton, gladys bilney, gilda gude, patsy walsh, elva brimacombe, g. day, francis hollyoake, centenary, betty brown, alan nye, victor greenhalgh, alan gilpin, george edward, e.h. schache, john dulfer, max bayley, eric rumpff, henry kum yuen, fred j. martell, old boys' association, literary society, j.a. wilkie, cyril callister, g. yorke, broken hill, papua, e. macdonald, j. wilkinson, bhp cadet training scheme, g.r. crouch, salt lake city, utah, photography, photographic class, r.h.e. ewins, f. jelbart, n. crouch, g. white, f. hollioake, p. richards, d. jelbart, a. veale, w. walters, e. gribble, r. mchutchison, r. menhennett, i. redford, k. heriot, j. graham, j. thomas, r. ewins, k. waller, j. martin, j. king, bena lamb, j. birch, m. turner, l. stapleton, m. day, u. kersey, j. lonie, c. robertson, n. rowe, j. bridges, m. mcrae, o. williams, j. cox, g. james, s. moss, b. martin, junior technical school old boys' association, des marks, cornell's little liver pills, ballarat wattle tea rooms, the modern dairy