Showing 41 items matching "humidity"
-
 Federation University Historical Collection
Federation University Historical CollectionEquipment - Equipment - Hydrometer, VIOSH: Humidity Hydrometer; Wet/Dry and Sling Psychrometer
... VIOSH: Humidity Hydrometer; Wet/Dry and Sling Psychrometer....Instrument used to determine the humidity in a location. Made in England by Brannan. ...Instrument used to determine the humidity in a location. Made in England by Brannan. ...Victorian Institute of Occupational Safety and Health (VIOSH) Australia is the Asia-Pacific centre for teaching and research in occupational health and safety (OHS) and is known as one of Australia's leaders on the field. VIOSH has a global reputation for its innovative approach within the field of OHS management. VIOSH had its first intake of students in 1979. At that time the Institution was known as the Ballarat College of Advanced Education. In 1990 it became known as Ballarat University College, then in 1994 as University of Ballarat. It was 2014 that it became Federation University. VIOSH Australia students are safety managers, senior advisors and experienced OHS professionals. They come from all over Australia and industry. Students are taught active research and enquiry; rather than textbook learning and a one-size fits all approach. VIOSH accepts people into the Graduate Diploma of Occupational Hazard Management who have no undergraduate degree - on the basis of extensive work experience and knowledge. Instrument used to determine the humidity in a location. Made in England by Brannan. Established in 1913, Brannan are a global manufacturer of thermometers, pressure gauges & associated instrumentation productsBrown leather case with brass clip. Wooden frame with thermometer tubes. Black handle used to swing meter around. Gauge for temperature scale Made in England. Brannanviosh, victorian institute of occupational safety and health, brannan, england, thermometers, pressure gauges, humidity hydrometer -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionRelative Humidity Meter
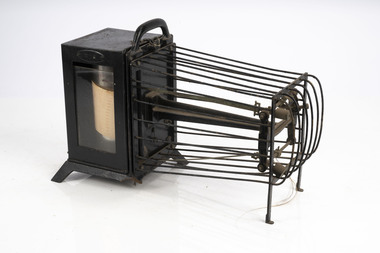
... Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. ...Relative humidity meter in wooden box two stainless steel tubes contain wet and dry thermometers A small clock drives a fan motor in the base to circulate air...Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. ...Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. Wind has a dominant effect on the Rate of Spread (ROS), as well as fire size, shape and direction. Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. The amount of fine fuel available can increase rapidly from nearly zero when fuel moisture content is more than 16% after rain or a heavy morning dew, to many tonnes per hectare as fuel dries out later in the day and the moisture content drops below 9%. This explosive escalation in the amount of available fuel can happen over a few hours on hot and windy days. This device is used for determining air temperature and relative humidity. It contains two thermometers, one of which is covered with a wick saturated with ambient temperature liquid water. These two thermometers are called dry bulb and wet bulb. Once the thermometers to reach equilibrium temperatures the two thermometers are quickly read. The figures are then used to convert the dry bulb temperature TDB and the wet bulb temperature TWB into humidity information. The wet bulb temperature is approximately equal to the adiabatic saturation temperature. Relative humidity meter in wooden box two stainless steel tubes contain wet and dry thermometers A small clock drives a fan motor in the base to circulate airforests commission victoria (fcv), weather, bushfire -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionTool - Brannan The 'Compact' Whirling Hygrometer, sling psychrometer
... A sling psychrometer comprises a wet and a dry thermometer and is used to determine percentage of relative humidity. The instrument is designed to be rotated, by hand, to provide adequate and consistent ventilation of the thermometer bulbs. ...The handle has a slide-rule type calculator to enable the determination of relative humidity....The handle has a slide-rule type calculator to enable the determination of relative humidity. sling psychrometer Tool Brannan The 'Compact' Whirling Hygrometer ...A sling psychrometer comprises a wet and a dry thermometer and is used to determine percentage of relative humidity. The instrument is designed to be rotated, by hand, to provide adequate and consistent ventilation of the thermometer bulbs. Used in planning for burning activitiesA portable instrument comprising a pair of wet and dry bulb thermometers which can be slid into a handle for transport. The handle has a slide-rule type calculator to enable the determination of relative humidity.Brannan -
 National Wool Museum
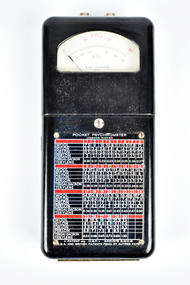
National Wool MuseumInstrument - Psychrometer, Electronova S.A, c.1965
... ...humidity...Kathryn Knitwear Collection A Psychrometer is an instrument used to measure humidity using two thermometers, one of which is wet and one is dry. ...Black metal measuring instrument with clear window to view gauge for displaying humidity. Reference table listing values for different fibres is printed in red and white on a black metal plate that is screwed onto the front of the psychrometer. ...National Wool Museum 26 Moorabool Street Geelong geelong-and-the-bellarine-peninsula Kathryn Knitwear Collection A Psychrometer is an instrument used to measure humidity using two thermometers, one of which is wet and one is dry. ...Kathryn Knitwear Collection A Psychrometer is an instrument used to measure humidity using two thermometers, one of which is wet and one is dry. A similar example is housed at laboratoire d'histoire des sciences et des techniques (LHST). Inventory number 603.0509 Kathryn Knitwear, founded by Robert Blake, manufactured high quality children’s knitwear in Melbourne from the 1940s – 1980s. Robert Blake began manufacturing children’s knitwear in his bedroom in Strathmore using a hand powered machine in the late 1940s. The operation moved to Ascot Vale and Essendon, before eventually establishing a factory in Moonee Ponds in the early 1950s. The business continued to expand, necessitating a move to a new factory in Broadmeadows. By 1962, the Broadmeadows factory was producing an average of 20,000 garments per month, which increased to 24,000 by 1964. Robert Blake’s Son, Brendan recalls that “The Kathryn brand was famous around Australia, anywhere children needed to keep warm and dress smartly. It also won a number of wool fashion awards”, including the 1969 Wool Awards, which was held by the Australian Wool Bureau and published in Women’s Weekly. The Kathryn range was designed for durability, comfort and care, without sacrificing style. They used patterning techniques that increase stretchiness, comfort and fit, as well as integrating decorative elements into the fabric to prevent them from being bulky, uncomfortable or tight. Making longevity of style a priority, Brendan Blake remembers that “there was one particular garment that was in the range for at least thirty years”. He also recalls “In the past, when women have found out that I was associated with Kathryn Knitwear, they would often relate to me the story of a garment they had purchased or received as a gift and, when their child had grown out of it, they would hand it on to another child. Several ladies have told me of purchasing garments for their daughters’ glory box, or saving a particular garment after their daughter had grown out of it. Brendan Blake: “At the peak of their operation they employed approximately two hundred people, mainly women and girls. A family would often seek to send their daughter to work in this company because they knew they would be looked after and safe. One lady wrote to me telling me that working at the Moonee Ponds Factory prior to getting married was the happiest time of her life.” In 1963, workers at the Kathryn factory earned £13 per week, which was 8 shillings and 8 pence higher than the minimum weekly wage for female workers in the textile manufacturing industry (£12 11s 4d). By 1970, the Kathryn Knitwear brand expanded from children’s knitwear into womenswear under the brand name ‘Lady Kathryn’, and for boys and men under ‘Robert Blake’. Continuing to diversify their distribution, they also began exporting ‘Kathryn’ garments to New Zealand, the Pacific Islands, and Japan. ‘Kathryn Knitwear’ was well-known for their early adoption of modern materials and techniques that had broad appeal to their customer base. This is shown in their early use of the acrylic fibre ‘Orlon’ in the 50s and 60s and ‘Superwash’ wool in the 1970s. Many of Kathryn Knitwear’s styles, particularly those that were long running staples of the brand, were available in both wool and Orlon to suit the consumer’s preference. Far from the humble origins of one man in his bedroom with a hand-cranked machine; at its closure in 1980, the Broadmeadows factory of ‘Kathryn’ housed more than 100 machines, including 53 sewing machines and 45 knitting machines. Robert Blake was “a passionate advocate for wool and Australian Made” throughout his whole life. A strong thread that ties through the lifespan of Robert Blake and Kathryn Knitwear is a balance between adopting new innovations without sacrificing the core values of durability, comfort, care and style that had made the brand so well known. Their legacy forms an integral part of both Australian social and manufacturing history.Black metal measuring instrument with clear window to view gauge for displaying humidity. Reference table listing values for different fibres is printed in red and white on a black metal plate that is screwed onto the front of the psychrometer. The instrument is housed in brown leather case with zip. It includes a printed paper instruction book with black text and greyscale figures.psychrometer, measuring instrument, humidity, textile manufacturing, fashion textile production -
 Moorabbin Air Museum
Moorabbin Air MuseumInstrument (Item) - RAF/SOE Escape Compass
... RAF/SOE escape compass, wrapped in a transparent waterproof material, comprises a standard 15mm diameter escape compass with a "Star " rotor encased in a small plastic pouch to seal against humidity....Moorabbin Air Museum Moorabbin Airport 12 First Street Moorabbin melbourne RAF/SOE escape compass, wrapped in a transparent waterproof material, comprises a standard 15mm diameter escape compass with a "Star " rotor encased in a small plastic pouch to seal against humidity. RAF/SOE Escape Compass. Instrument RAF/SOE Escape Compass. ... -
 The Ed Muirhead Physics Museum
The Ed Muirhead Physics MuseumHygrometer, Wet and Dry
... Used for measuring relative humidity....The Ed Muirhead Physics Museum Level 2, The School of Physics, David Caro Building (192) Corner of Elgin and Swanston Streets The University of Melbourne Parkville melbourne Used for measuring relative humidity. hygrometer wet and dry hygrometer measuring equipment Label: “Nat Phil Lab No. ...Used for measuring relative humidity.Wet and dry hygrometer made of two mercury and glass thermometers set on wooden stand.Label: “Nat Phil Lab No. Univ of Melb.”hygrometer, wet and dry hygrometer, measuring equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Stevenson Screen, Thomas Stevenson, ca. 1910
... ...humidity...The quality and placement of the meteorological instruments used to measure temperature and humidity are of utmost importance for accuracy. ...One of the instruments is a Relative Humidity (RH) probe. It is 26 cm long and is a glass tube with a filter on one end and an electrical connection on the other. ...The quality and placement of the meteorological instruments used to measure temperature and humidity are of utmost importance for accuracy. ...Stevenson screens were first introduced in Australia in the 1880s and were widely installed by 1910. The screens have been used to shelter and protect thermometers and other meteorological instruments from rain and direct heat while the holes and double-louvre walls allowed air to flow around them. Sometimes other meteorological instruments were included in the weather stations, so there were different Stevenson Screen sizes. This authentic, original Stevenson screen was previously owned by the Australian Bureau of Meteorology and was used for many years for weather readings at the Cape Otway Light Station in southwest Victoria. The Lighthouse Keepers recorded the readings for minimum and maximum temperatures at 9 a.m. every day from January 1865 until April 1994. The equipment was sheltered in a Stevenson Screen from 1902 until April 15 1994, when the mercury thermometer was replaced by a platinum resistance probe within an Automatic Weather Station (AWS). This Stevenson screen is one of the two screens that then became redundant. The other Stevenson screen was kept to display to visitors. Lightkeepers were no longer required at the Cape Otway Light station either, due to the automated system. The meteorological instruments donated with the screen were used for measuring temperature and humidity. They are mounted on a metal bracket that fits across the screw holes on the screen’s internal frame. The glass-covered Relative Humidity (RH) sensor was made by the renowned precision instrument maker, Rotronic AG of Switzerland, which was founded in 1965. The firm made its first electronic temperature and humidity instrument in 1967. Meteorological records have been collected in Australia from the 1800s. The records were collated, published and used as a basis for weather forecasts. Many sectors, such as maritime and agriculture industries, have relied on these figures for making important decisions. The quality and placement of the meteorological instruments used to measure temperature and humidity are of utmost importance for accuracy. In early colonial times, there were no national standards for meteorological instruments that would allow for accurate figures and comparisons. Once the Bureau of Meteorology was established (around 1908 to 1910) the department installed Stevenson screens throughout Australia, many at lighthouses and light stations, and the measuring instruments were standardised. The Stevenson Screen was named after its inventor, Scottish Civil Engineer Thomas Stevenson (1818-1887) who was also the father of Robert Louis Stevenson, author. Stevenson developed the small thermometer screen around 1867. It had double-louvred walls around the sides and a top of two asbestos sheets with an air space between them and was thickly painted with a white coating that reflected the sun’s rays. This design was modified in 1884 by Edward Mawley of the Royal Meteorological Society. Standards were set for the locations of the screens and instruments, including their distance above ground level and the direction the door faced.Stevenson screens played a significant part in providing a standardised shelter for all meteorological instruments used by the Australian Bureau of Meteorology from about 1910 until 1994. The readings from the instruments gave the meteorological statistics on which weather forecasts throughout Australia were based. This Stevenson screen was used locally at Cape Otway, along the Great Ocean Road in southwest Victoria, so contributed towards our local forecasts and weather warnings.Stevenson screen, original, from the Australian Bureau of Meteorology’s weather station at the Cape Otway Lighthouse. The screen is a white wooden cupboard with a slanted cover raised above the top. The top has ten drilled ventilation holes, and the sides and door are made of downward-slanting double louvres. Two brass hinges join the door to the lower edge of the screen and a metal fitting at the top edge allows for a padlock closure. The screen is supported on four short legs, each with a hole drilled from side to side for fitting to a frame. Inside the screen are two wooden frames fitted with hooks and screws. The floor has three boards; one across the back and one across the front at the same level, and a board wider than the space between these boards is fitted higher, overlapping them slightly. Inside the screen, a pair of electronic instruments with short electric cables is mounted on a metal bracket with drilled holes in it. One of the instruments is a Relative Humidity (RH) probe. It is 26 cm long and is a glass tube with a filter on one end and an electrical connection on the other. It has inscriptions on its label, showing that was made by Rotronic AG, Switzerland. The other instrument is a Resistance Temperature Device (RTD) thermometer. It is 22.5 cm long and has a narrow metal probe joined to a hexagonal metal fitting. A brass plate on the front of the screen has impressed inscriptions. The screen is Serial Number 01/C0032, Catalogue Number 235862.Stamped into brass plate "CAT. NO. / 253862 / SERIAL NO. 01/C0032" On instrument’s electrical fitting; “CD2” [within oval ‘+’ above S] “Serie693 op65 / 220/380V~16A” On instrument’s glass; “rotronic ag” “SWISS MADE” “CE / CH-8303 / Bassersdorf” Symbol for [BARCODE] “ART NO MP 101A_T4-W4W” “POWER 4.8.30VDC“ “OP. RANGE: 0-100%RH/-40+60° C” “OUT H 0-100% 0-1V” “OUT T -40+60°C -0.4..+0.6V” “SERIE NO 19522 009”flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, cotton region shelter, instrument shelter, thermometer shelter, thermoscreen, thermometer screen, measuring instruments, meteorological instrument, weather recording, weather station, lighthouse equipment, light station equipment, stevenson screen, marine instruments, mercury thermometer, platinum resistance probe, aws, automatic weather station, rotronic ag, swiss made, meteorological device, weather forecast, weather prediction, weather records, meteorological forecast, meteorological record, australian bureau of meteorology, bureau of meteorology, bureau, bom, relative humidity, rh, relative humidity probe, resistance temperature device, rtd, thermometer, temperature, humidity, cape otway, cape otway lighthouse, cape otway light station, rotronic, switzerland, swiss instrument, thomas stevenson, double-louvered walls, edward mawley, royal meteorological society, 01/c0032, serial number, cat. no. 235862, serial no. 01/c00323 -
 Federation University Historical Collection
Federation University Historical CollectionScientific Instrument, Hygrometer
... It indicates the percentage of relative humidity ....It indicates the percentage of relative humidity . ballarat school of mines meteorology weather scientific instruments scientific objects hygrometer relative humidity A circular dial with non-linear graduations and centre-pivot pointer. it is mounted in a brass case, with rear mounting flange. ...Probably used at the Ballarat School of Mines. It indicates the percentage of relative humidity .A circular dial with non-linear graduations and centre-pivot pointer. it is mounted in a brass case, with rear mounting flange. The markings on the Hygrometer at Very Dry, Dry, Normal, Moist. It has a crescent moon dial indicatorballarat school of mines, meteorology, weather, scientific instruments, scientific objects, hygrometer, relative humidity -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionThermo-hygrograph
... Humidity is measured by shortening or lengthening of specially treated horse hair. ...Humidity is measured by shortening or lengthening of specially treated horse hair. ...Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. Wind has a dominant effect on the Rate of Spread (ROS), as well as fire size, shape and direction. Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. A thermo-hygrograph measures and records both temperature and humidity. It produces a continuous record by drawing ink traces on a paper chart held in revolving cylinder. Humidity is measured by shortening or lengthening of specially treated horse hair. Temperature is measured by means of a bi-metallic strip. This particular instrument is a seven day recorder. The instrument is driven by clockwork. Thermo-hygrographNegretti & Zambra -
 Department of Energy, Environment and Climate Action
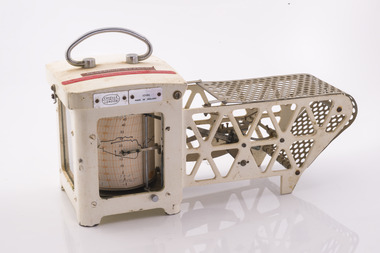
Department of Energy, Environment and Climate ActionThermo-hygrograph
... Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. ...Humidity is measured by shortening or lengthening of a bundle of specially treated human hair. ...Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. Wind has a dominant effect on the Rate of Spread (ROS), as well as fire size, shape and direction. Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. A thermo-hygrograph measures and records both temperature and humidity. It produces a continuous record by drawing ink traces on a paper chart held in revolving cylinder. Humidity is measured by shortening or lengthening of a bundle of specially treated human hair. Temperature is measured by means of a laminated bi-metal strip of temperature-sensitive metals which bend differentially with temperature change. The recording drum is driven by clockwork which may be geared for rotation intervals of daily, weekly or monthly periods. This particular instrument is a seven-day recorder. Serial number 10186 which probably dates from about 1960. The chart indicates it was last used in March 1979.Used for bushfire research.Clockwork Thermo-hygrographCasella London 10186 Made in England Research Branch. Forests Commission Orbostbushfire, forests commission victoria (fcv), forest measurement -
 The Beechworth Burke Museum
The Beechworth Burke MuseumAnimal specimen - Red Headed Woodpecker, Trustees of the Australian Museum, 1860-1880
... This specimen has pest or humidity damage on the neck and head area. This specimen is standing on a wooden mount with a swing tag attached to it's leg....This specimen has pest or humidity damage on the neck and head area. This specimen is standing on a wooden mount with a swing tag attached to it's leg. ...Red Headed Woodpeckers can be found in Southern Canada and a large portion of the United States of America, generally migrating to the south if they originated in the northern regions. Their habitat is open forests or savannahs. They are classed as omnivores, finding food from pecking at wood or in flight. The Red Headed Woodpecker is threatened in Canada and some areas of the United States due to deforestation, lack of deadwood for nesting, competition with other birds, and a lack of food. They are an important part of the ecosystem, controlling insect populations and pollinating flora. Red Headed Woodpeckers typically have a beautiful, vibrant red neck and head, a stark white chest, black back, and black wings with white secondary remiges. They have a large chisel-like beak, suitable for foraging for their food. Their heads are rounded and they have short tails. This specimen is part of a collection of almost 200 animal specimens that were originally acquired as skins from various institutions across Australia, including the Australian Museum in Sydney and the National Museum of Victoria (known as Museums Victoria since 1983), as well as individuals such as amateur anthropologist Reynell Eveleigh Johns between 1860-1880. These skins were then mounted by members of the Burke Museum Committee and put-on display in the formal space of the Museum’s original exhibition hall where they continue to be on display. This display of taxidermy mounts initially served to instruct visitors to the Burke Museum of the natural world around them, today it serves as an insight into the collecting habits of the 19th century.This specimen is part of a significant and rare taxidermy mount collection in the Burke Museum. This collection is scientifically and culturally important for reminding us of how science continues to shape our understanding of the modern world. They demonstrate a capacity to hold evidence of how Australia’s fauna history existed in the past and are potentially important for future environmental research. This collection continues to be on display in the Museum and has become a key part to interpreting the collecting habits of the 19th century.This Red Headed Woodpecker is a small to medium-sized bird found in North America. This specimen is tricoloured: it has a red head and neck, a white chest, a black back, and black wings with white secondary remiges. It has a large chisel-like beak. This specimen has pest or humidity damage on the neck and head area. This specimen is standing on a wooden mount with a swing tag attached to it's leg.Swing-tag: 151a. Unnamed / Catalogue page, 60 /taxidermy mount, taxidermy, animalia, burke museum, beechworth, australian museum, skin, reynell eveleigh johns, bird, red headed woodpecker -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionSling Psychrometer
... Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. ...Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. ...Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. Wind has a dominant effect on the Rate of Spread (ROS), as well as fire size, shape and direction. Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. The amount of fine fuel available can increase rapidly from nearly zero when fuel moisture content is more than 16% after rain or a heavy morning dew, to many tonnes per hectare as fuel dries out later in the day and the moisture content drops below 9%. This explosive escalation in the amount of available fuel can happen over a few hours on hot and windy days. A sling psychrometer is a simple device for determining air temperature and relative humidity. It contains two thermometers, one of which is covered with a wick saturated with ambient temperature liquid water. These two thermometers are called dry bulb and wet bulb. When the sling psychrometer is spun rapidly in the air, the evaporation of the water from the wick causes the wet bulb thermometer to read lower than the dry bulb thermometer. After the psychrometer has been spun long enough for the thermometers to reach equilibrium temperatures, the unit is stopped, and the two thermometers are quickly read. A psychrometric scale on the side of the instrument is then used to convert the dry bulb temperature (TDB) and the wet bulb temperature (TWB) into humidity information. The wet bulb temperature is approximately equal to the adiabatic saturation temperature. The thermometers fold back into the plastic handle when not in use. Used to measure temperature and relative humiditySling PsychrometerBACHARACH INSTRUMENTS - Pittsburg PAbushfire, forests commission victoria (fcv) -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyWet and Dry Bulb Thermometers - Tobacco
... Used for monitoring the temperature and humidity in the kiln during the drying process of the tobacco leaf (the thermometer is missing the water holder) 2 thermometers attached to a steel attached to an old rusty tin frame with handle at the top enabling it to be hung, using wire, to hook on the wall. ...Used for monitoring the temperature and humidity in the kiln during the drying process of the tobacco leaf (the thermometer is missing the water holder) 2 thermometers attached to a steel attached to an old rusty tin frame with handle at the top enabling it to be hung, using wire, to hook on the wall. ...Tobacco farming began circa 1960 in the Kiewa Valley and consequently became one of its major industries. Many of the Italian families were involved in tobacco farming.Historical: This equipment was used on one of the first tobacco farms in the Kiewa Valley at Mongans Bridge. The frame holding the thermometers was home-made showing the resourcefulness of farmers living in the Kiewa Valley. Provenance: This tobacco farmer came from Italy and was sponsored to visit a tobacco farmer in Myrtleford to learn how to grow tobacco so that he could transfer those skills to his own farm in the Kiewa Valley.Used for monitoring the temperature and humidity in the kiln during the drying process of the tobacco leaf (the thermometer is missing the water holder) 2 thermometers attached to a steel attached to an old rusty tin frame with handle at the top enabling it to be hung, using wire, to hook on the wall. Tin frame has cap on it coming out to protect the thermometers and a base for standing the frame up. 1 thermometer has a hollow piece of material (or cord) strip (125 mm long) attached to the bottom of it.Beside the thermometers is inscribed on steel - the lines for measuring and numbers from 40, 60 (by 20s) up to 240.tobacco. kiewa valley. mongans bridge. wet and dry bulb thermometer. silvano rossaro. -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Uniform - Sweat rag
... These versatile items were worn around the neck, forehead, or as bandanas to handle intense heat and humidity. This item belonged to National Serviceman Pte D G Woods, Service no:2783285, who served in 7RAR in 1967....These versatile items were worn around the neck, forehead, or as bandanas to handle intense heat and humidity. This item belonged to National Serviceman Pte D G Woods, Service no:2783285, who served in 7RAR in 1967. ...A Vietnam sweat rag, commonly known as an OD (Olive Drab) towel or neckerchief, was used by soldiers to wipe away perspiration, protect necks from chafing, and provide protection from the sun. These versatile items were worn around the neck, forehead, or as bandanas to handle intense heat and humidity. This item belonged to National Serviceman Pte D G Woods, Service no:2783285, who served in 7RAR in 1967.Open weaved, khaki army issue soft cotton material. Very tatty at one end and many loose threads. sweat rag, vietnam, drab, scarf, towel, woods, 2783285 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - Kangaroo Flat Gold Mine Collection: Historical and Modern Mine Ventilation, Rowland Hill, October 2001
... ...humidity...Bendigo mining gold Kangaroo Flat New Bendigo Gold Project mine ventilation rock temperature Victorian Department of Mines phthisis tuberculosis humidity Five page document titled 'New Bendigo Gold Project, a Comparative Study of Historical and Modern Mine Ventilation on the Bendigo Goldfield, Rowland L. ...Five page document titled 'New Bendigo Gold Project, a Comparative Study of Historical and Modern Mine Ventilation on the Bendigo Goldfield, Rowland L. Hill, Chief Mine Geologist, Bendigo Mining NL, (October 2001). Study compares ventilation practices for two periods of time, citing historical examples of ventilation in Bendigo mines in the 19th and early 20th century and compares them to modern practices. bendigo mining n.l., bendigo, mining, gold, kangaroo flat, new bendigo gold project, mine ventilation, rock temperature, victorian department of mines, phthisis, tuberculosis, humidity -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Chronometer or Marine Clock
... It is constructed carefully to remain stable even under the changing conditions of seafaring life such as temperature, humidity and air pressure. The Master or Navigator of a ship could use the chronometer and the positions of celestial bodies to calculate the ship’s latitude at sea. ...It is constructed carefully to remain stable even under the changing conditions of seafaring life such as temperature, humidity and air pressure. The Master or Navigator of a ship could use the chronometer and the positions of celestial bodies to calculate the ship’s latitude at sea. ...This chronometer was made around 1936 and has been on display at Flagstaff Hill for over 40 years as part of the exhibit of the ‘Reginald M’, an Australian-built, 19ss, coastal trader vessel. A chronometer is an accurate mechanical instrument used for measuring time. It is constructed carefully to remain stable even under the changing conditions of seafaring life such as temperature, humidity and air pressure. The Master or Navigator of a ship could use the chronometer and the positions of celestial bodies to calculate the ship’s latitude at sea. In 1905 the business Chronometerwerke GmbH was formed in Frankfurt, Germany, to supply the country with high-quality mechanical chronometers and ship clocks for their maritime trade, making the country independent of other international suppliers such as those in England. In 1938 the firm was renamed Wempe Chronometerwerke. The business continues today. Its products now include its well-known chronometers, battery-powered ship clocks, ship’s bell clocks, barometers, barographs, thermometers, hygrometers, comfort meters to measure temperature and humidity, and wristwatches. The company also performs chronometer testing facilities for the State’s Weights and Measures office. The article written by Givi in July 2022 “The Basics of Marine Meteorology – a Guide for Seafarers” refers to the weather’s signs and patterns being repeated over and over, and the recording of these observations helps forecasters predict changes in the weather. The chronometer is an example of a mechanical navigational marine instrument in use in the early to the mid-20th century. The maker is significant as part of a German government initiative to be self-sufficient in the production of good quality marine technology. This chronometer is significant as part of the exhibit, the Australian-built vessel, 1922 coastal trader ‘Reginald M’, listed on the Australian Register of Historic Vessels and on display for over 40 years.Marine chronometer or marine clock, brass case, glass cover, Roman numerals, 24-hour numbers beside them. Two black hands, a keyhole for winding and ventilation holes in the side. The base has a collar with four machined mounting holes. Inscriptions are on the clock’s face."Made in Germany" and "WEMPE / CHRONOMETERWERKE / HAMBURG"flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, marine meteorology, horology, chronometer, marine technology, latitude, marine navigation, mechanical instrument, scientific instrument, ship clock, chromometerwerke gmbh, wempe chronometerwerke, marine clock -
 Ballarat Heritage Services
Ballarat Heritage ServicesDigital photographs, Blackpool 2016, 2016
... Weather: 8 °C, Wind SE at 18 km/h, 81% Humidity Local time: Wednesday 8:44 am Postcode: FY1-FY4" wikipedia...Weather: 8 °C, Wind SE at 18 km/h, 81% Humidity Local time: Wednesday 8:44 am Postcode: FY1-FY4" wikipedia Digital images in colour Blackpool 2016 Digital photographs Dorothy Wickham ...Black pool was one of the first seaside towns to experience middle and lower class visitations in the Edwardian period. The Blackpool tower is noted as an iconic landscape. "Blackpool is a seaside resort on the Irish Sea coast of England. It's known for Blackpool Pleasure Beach, an old-school amusement park with vintage wooden roller coasters. Built in 1894, the landmark Blackpool Tower houses a circus, a glass viewing platform and the Tower Ballroom, where dancers twirl to the music of a Wurlitzer organ. Blackpool Illuminations is an annual light show along the Promenade. Weather: 8 °C, Wind SE at 18 km/h, 81% Humidity Local time: Wednesday 8:44 am Postcode: FY1-FY4" wikipediaDigital images in colour -
 Department of Energy, Environment and Climate Action
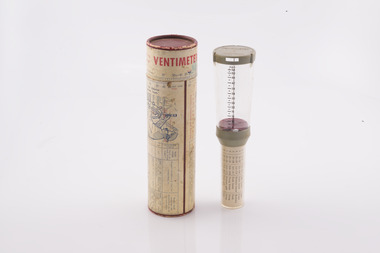
Department of Energy, Environment and Climate ActionVentimeter, Anemometer in cardboard tube
... Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. ...Department of Energy, Environment and Climate Action 71-79 Kyle Road Altona North Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. ...Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. But wind has a dominant effect on the Rate of Spread (ROS), as well as fire size, shape and direction. Wind speed can be measured using a variety of anemometers. This simple hand-held Venitimer was made by Elvometer in Sweden, probably in the 1960s, and was designed principally for mariners. Some models have a compass in the handle to measure wind direction. The small inlet hole on the side is faced towards the wind and air pressure lifts a small plastic disk inside. The upper tube is tapered so that as wind speed increases more air escapes and stronger winds are needed to raise the disk. Wind speed in MPH is read from the side of the clear plastic tube. The waterproof container has instructions on use and conversion scales. Simple and robust device.Hand-held anemometer Instructions on use on containerbushfire, forests commission victoria (fcv) -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionPrototype fuel moisture meter
... Bushfire behaviour is influenced by many things including temperature, relative humidity, forest type, fuel quantity and fuel dryness, topography and even slope. ...Department of Energy, Environment and Climate Action 71-79 Kyle Road Altona North Bushfire behaviour is influenced by many things including temperature, relative humidity, forest type, fuel quantity and fuel dryness, topography and even slope. ...Bushfire behaviour is influenced by many things including temperature, relative humidity, forest type, fuel quantity and fuel dryness, topography and even slope. Wind has a dominant effect on the Rate of Spread (ROS), and also bushfire size, shape and direction. Fuel arrangement is as important as fuel quantity (tonnes/ha). Fibrous and ribbon bark, together with elevated and near-surface scrub fuels act as ladders which lead flames into the tree canopy. But the availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Since the 1930s foresters, firefighters and researchers have been working to develop quick and reliable techniques for measuring fuel moisture content. One of the most accurate methods is slowly drying a sample of fuel in a conventional oven for 24-48 hours to remove all the moisture and measuring the weight difference, but this takes time and is not practical in the field when rapid measurements are needed. But oven drying is often used as a benchmark to compare other methods. Microwave ovens are faster but can cause uneven drying and even char the fuel. They are also not very practical for use in the field. Some mathematical models rely on weather records such as rainfall, wind speed, evaporation, cloud cover, shading, relative humidity, slope, aspect and season of the year to predict soil and fuel moisture. The Keetch-Byram Drought Index of soil dryness is the most common. But complex fuels with leaves, twigs, grass etc make the predictive models often inadequate for fine fuels. The most common technique in Victorian forests until recently was the trusty Speedy Moisture Meter. Originally developed in England during the 1920s for measuring moisture in wheat and other grains it was adapted for Australian forest fuels in the 1950s (I think). Fuel was first ground using a Spong mincer, often attached to the bullbar of a vehicle, and a small sample placed into the Speedy together with a measure of calcium carbide and then sealed. A chemical reaction created gas pressure which was read on the external dial. There were important techniques with cleaning, mincing and using the chemicals with the Speedy to give reliable readings, but it was quick, inexpensive, robust, portable and practical in the field. It was used routinely before igniting a fuel reduction burn or measuring fuel moisture differentials on slash burns. But in about 1996, Karen Chatto and Kevin Tolhurst from the Department’s Creswick Research Station developed the Wiltronics Fuel Moisture meter which measured electrical resistance. Wiltronics is an Australian owned company operating from Ballarat. The final result was a kit that was portable, accurate and could reliably measure fuel moisture contents between 3% and 200%. Although expensive, it is now widely used by fire agencies around the world which has virtually relegated the Speedy to the back cupboard.Prototype Fuel moisture meterT-H Fine Fuel Meterforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionTimber moisture meter adapted for forest fuels
... Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Representative samples of fuel such as bark, leaves, twigs etc were minced and the moisture measured The availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Adaption of a timber moisture meter made by the FCV radio lab to measure fuelforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionFuel Mincer
... Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Used to mince fuel samples to measure moisture content Representative samples of fuel such as bark, leaves, twigs etc were minced and the moisture measured The availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Fuel mincer Made at Altona as an alternative design to the commercial Spong Mincer With wooden plug to push fuel into the mincer and glass jar to collect sampleforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionElectric Fuel Mincer
... Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Used to mince fuel samples to measure moisture content Representative samples of fuel such as bark, leaves, twigs etc were minced and the moisture measured The availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Battery operated Fuel mincer. Plugs into 12 volt car cigarette lighter socket Adaption using parts from commercial food processor Made at Altona as an alternative design to the commercial Spong Mincer Glass jar to collect sampleforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionMarconi Moisture meter
... Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Used to measure fuel moisture content Representative samples of fuel such as bark, leaves, twigs etc were minced and the moisture measured The availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Adaption of a commercial timber moisture meter measure fuelTF 933 Cforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionDelton Moisture meter
... Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Used to measure moisture content by electric current resistance Representative samples of fuel such as bark, leaves, twigs etc were minced and the moisture measured The availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Commercial timber moisture meter used to measure fuelDCR9-Tforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionSpong Fuel Mincer
... Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. ...Used to prepare fuel samples to measure their moisture content. Representative samples of fine fuel such as bark, leaves, twigs etc were minced first through a course mincing plate, then a fine plate and the moisture content measured with a Speedy moisture meter or other device. The availability of fuel to burn depends largely on its moisture content. When it exceeds 20-25% not much will burn, whereas 12-15% is generally ideal for fuel reduction burning, but if the moisture content drops as low as 7-10% virtually everything will ignite, and fire behaviour becomes extreme. During the afternoon of the Ash Wednesday bushfires on 16 February 1983 fuel moisture contents were recorded at Stawell as low as 2.7%. Fine fuels like leaves and bark can rapidly absorb moisture after a shower of rain, or from the air when the Relative Humidity (RH) is high, and the temperature is low. Conversely, they can also dry out very quickly. So even though the overall fuel quantity in the forest doesn’t change, the fine fuel availability can increase rapidly from zero after rain to many tonnes per hectare as the fuel dries out. This can happen over a few hours on hot and windy days. Heavy fuels like logs on the ground take longer to dry out. Spong No 10 food mincerforests commission victoria (fcv), bushfire, forest measurement -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionFCV Control burning meter, 1970
... By entering local rainfall records, the fuel load on the area to be burnt, wind speed at 33 feet above ground level and weather bureau estimates of temperature and relative humidity, the meter is used to indicate flame height, and the associated scorch height, that could be expected from lighting a grid of fires at regular intervals on level terrain - an allowance for slope variation was also possible....By entering local rainfall records, the fuel load on the area to be burnt, wind speed at 33 feet above ground level and weather bureau estimates of temperature and relative humidity, the meter is used to indicate flame height, and the associated scorch height, that could be expected from lighting a grid of fires at regular intervals on level terrain - an allowance for slope variation was also possible. ...The Forest Fire Danger Index (FFDI) was originally invented by the grandfather of Australian bushfire science, Alan Grant McArthur of the CSIRO, during the 1950s and ‘60s. Alan lit fires under various weather conditions and calculated their rates of spread under a range of fuel moisture conditions. He published his landmark paper, “Controlled burning in eucalypt forests” in 1962. Leaflet No. 80, as it was known, proved a turning point for forest and fire managers across Australia. More importantly, Alan was very practical forester and wanted his work to be useful to people in the field, so after several iterations he came up with the now familiar circular slide rule called the Forest Fire Danger Meter (FFDM). The Mk 4 version first appeared in operational use in 1967. Two Forests Commission staff, Athol Hodgson and Russ Ritchie, built on McArthur’s pioneering work and, by applying their own practical experience, developed a modified version in the late 1960s called the Control Burning Meter which was better suited to Victorian forest conditions. By entering local rainfall records, the fuel load on the area to be burnt, wind speed at 33 feet above ground level and weather bureau estimates of temperature and relative humidity, the meter is used to indicate flame height, and the associated scorch height, that could be expected from lighting a grid of fires at regular intervals on level terrain - an allowance for slope variation was also possible.Introduced to the FCV in 1970Control burning meterbushfire, forests commission victoria (fcv) -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Barometer, Early 20th century
... At around this time Duke Ferdinand II of Tuscany organized the first short-lived meteorological network among scientists in other Italian cities, gathering observations of pressure, temperature, humidity, wind direction, and state of the sky....At around this time Duke Ferdinand II of Tuscany organized the first short-lived meteorological network among scientists in other Italian cities, gathering observations of pressure, temperature, humidity, wind direction, and state of the sky. ...A barometer is an instrument used for measuring atmosphere pressure thus determining weather changes.The first apparatus generally accepted as a barometer was that set up in Florence in 1644 by Evangelista Torricelli (1608–1647), a mathematician and physicist. Torricelli filled a glass tube with mercury, sealed it at one end, and inverted it with its open end in a dish of mercury. The level always fell a short way down the tube, then settled at a height of about thirty inches. He concluded correctly that the mercury column was sustained by the weight of the air pressing on the open surface of mercury, and further experiments convinced him that the space above the mercury in the tube was a vacuum. He noted that the level rose and fell with changing temperature, but he was unable to use his apparatus to measure variations in the weight of the atmosphere because he had not foreseen that temperature would affect the level of the mercury. News of this experiment circulated quickly among European scientists, who hastened to replicate the experiment. Torricelli's conclusions were not universally accepted because some disputed whether the air had weight, while both Aristotle and the Catholic Church denied the possibility of a vacuum. In France, the philosopher René Descartes (1596–1650) seems to have been the first person, probably in 1647, to attach a graduated scale to the tube so that he could record any changes attributable to the weather. At around this time Duke Ferdinand II of Tuscany organized the first short-lived meteorological network among scientists in other Italian cities, gathering observations of pressure, temperature, humidity, wind direction, and state of the sky.Theis barometer is an example of a household item from the early 20th century, used to determine the day's weather. The barometer is significant as an aid to human social, material and scientific development.Barometer, round, brass housing inset into carved wooden casing (lacquer mostly worn off). Decorative lettering for weather conditions "Stormy, Rain, Change, Fair, Very Dry". Workings are visible through opening in centre of dial. Indicator needle and another adjustable needle . Hook screwed into back of case.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, barometer, scientific instrument, weather forcasting instrument, weather gauge -
 Ambulance Victoria Museum
Ambulance Victoria MuseumHumidicrib, CIG, Port-O-Cot, The Commonwealth Industrial Gases Limited
... They had electrical heating and easy to control oxygen flow and humidity control equipment. CIG also noted that noted that: Once the baby has been placed inside, the cot need not be opened, all nursing operations being carried out through the iris armholes. ...They had electrical heating and easy to control oxygen flow and humidity control equipment. CIG also noted that noted that: Once the baby has been placed inside, the cot need not be opened, all nursing operations being carried out through the iris armholes. ...Humidicribs are used to transport sick babies from small hospitals to major hospitals for specialist care. They work by maintaining normal body temperature and provide oxygen if needed during ambulance transit. Known by a variety of commercial names, earlier humidicribs were ones heated with water bottles. Not part of an ambulances standard equipment, humidicribs are kept in ambulance stations and carried if babies needed to be transported. In the early days before humidicribs came into use and when air ambulances did not exist, many more babies died during emergency transits than do today Manufactured by the Commonwealth Industrial Gases Limited (better known as CIG), Australian-made Port-O-Cot brand humidicribs came replaced timber home-made humidicribs. They had electrical heating and easy to control oxygen flow and humidity control equipment. CIG also noted that noted that: Once the baby has been placed inside, the cot need not be opened, all nursing operations being carried out through the iris armholes. Even though the baby is in complete isolation nursing is a straight forward matter… The iris armholes allow nurses to feed, weigh, take temperatures, change napkins or, in fact, carry out any procedures without changing or disturbing the atmosphere within the cot. Happily for ambulance officers and nurses, the new Port-O-Cots were also much lighter and easy to carry than their old timber ones! metal box with carry handles and Perspex opening top. Carry handles at each end.PORT-O-COTinfant -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - MINING REPORTS -DEPARTMENT OF MINES, REPORT ON OBSERVATIONS OF UNDERGROUND TEMPERATURE AT BENDIGO
... Report mentions temperature increases as the mines get deeper, temperature of air and rocks, Meteorological Observations at 180 Mine, Bendigo, comparison temperature in other parts of the world and Bendigo, Temperature of air at the 180 Mine, Shenandoah Mine, victoria Quartz, Shamrock, Great Extended Hustlers, Princess Dagmar and United Hustlers and Redan, Daily Variation of Temperature and Pressure of the Air, Temperature of Fault Line, Drawing of Lansell's No 180 Mine showing levels, geological features, graph of Curves of Atmosphere Pressure at 180 Mine Bendigo, graph of Curves of Temperature at 180 Mine Bendigo, Lansell's 180 Mine Rate of Aincrease of Rock Temperature, Comparisons with Observations in other Countries, Observations in November and December 1895, Meteorological Observations at New Chum Railway Mine Bendigo, Kiagram of working 'ends' showing temperatures therein at the New Chum Railway Mine Bendigo Vic, Additional Observations at Lansell's 180 Mine, Shamrock, Princess Dagmar, United Hustlers and Redan and Great Extended Hustler's, Humidity with formula which was adopted, Hygrometer Observations, The Ventilating Currents (and formula), Notes on Anemometer Records 180 Mine, Tabulated List showing Velocities of Air Currents at Various Levels in the 180 Mine Bendigo, Pressure of Air (and formula), Composition of the Air at Lansell's 180 Mine, Shamrock, Princess Dagmar, Gt Extended Hustlers and United Hustlers and Redan and Miners' Complaints. ...Report mentions temperature increases as the mines get deeper, temperature of air and rocks, Meteorological Observations at 180 Mine, Bendigo, comparison temperature in other parts of the world and Bendigo, Temperature of air at the 180 Mine, Shenandoah Mine, victoria Quartz, Shamrock, Great Extended Hustlers, Princess Dagmar and United Hustlers and Redan, Daily Variation of Temperature and Pressure of the Air, Temperature of Fault Line, Drawing of Lansell's No 180 Mine showing levels, geological features, graph of Curves of Atmosphere Pressure at 180 Mine Bendigo, graph of Curves of Temperature at 180 Mine Bendigo, Lansell's 180 Mine Rate of Aincrease of Rock Temperature, Comparisons with Observations in other Countries, Observations in November and December 1895, Meteorological Observations at New Chum Railway Mine Bendigo, Kiagram of working 'ends' showing temperatures therein at the New Chum Railway Mine Bendigo Vic, Additional Observations at Lansell's 180 Mine, Shamrock, Princess Dagmar, United Hustlers and Redan and Great Extended Hustler's, Humidity with formula which was adopted, Hygrometer Observations, The Ventilating Currents (and formula), Notes on Anemometer Records 180 Mine, Tabulated List showing Velocities of Air Currents at Various Levels in the 180 Mine Bendigo, Pressure of Air (and formula), Composition of the Air at Lansell's 180 Mine, Shamrock, Princess Dagmar, Gt Extended Hustlers and United Hustlers and Redan and Miners' Complaints. ...Printed Report on Observations of Underground Temperature at Bendigo, by James Stirling, Government Geologist. Report mentions temperature increases as the mines get deeper, temperature of air and rocks, Meteorological Observations at 180 Mine, Bendigo, comparison temperature in other parts of the world and Bendigo, Temperature of air at the 180 Mine, Shenandoah Mine, victoria Quartz, Shamrock, Great Extended Hustlers, Princess Dagmar and United Hustlers and Redan, Daily Variation of Temperature and Pressure of the Air, Temperature of Fault Line, Drawing of Lansell's No 180 Mine showing levels, geological features, graph of Curves of Atmosphere Pressure at 180 Mine Bendigo, graph of Curves of Temperature at 180 Mine Bendigo, Lansell's 180 Mine Rate of Aincrease of Rock Temperature, Comparisons with Observations in other Countries, Observations in November and December 1895, Meteorological Observations at New Chum Railway Mine Bendigo, Kiagram of working 'ends' showing temperatures therein at the New Chum Railway Mine Bendigo Vic, Additional Observations at Lansell's 180 Mine, Shamrock, Princess Dagmar, United Hustlers and Redan and Great Extended Hustler's, Humidity with formula which was adopted, Hygrometer Observations, The Ventilating Currents (and formula), Notes on Anemometer Records 180 Mine, Tabulated List showing Velocities of Air Currents at Various Levels in the 180 Mine Bendigo, Pressure of Air (and formula), Composition of the Air at Lansell's 180 Mine, Shamrock, Princess Dagmar, Gt Extended Hustlers and United Hustlers and Redan and Miners' Complaints. A Richardson name written on the top right corner.A. Richardson, 29 Harrison St., Bendigogold, mining reports, mining reports, report on observations of underground temperature at bendigo, department of mines, james travis, the hon henry foster, james stirling, 180 mine, shenandoah mine, victoria quartz, shamrock, great extended hustlers, princess dagmar, united hustlers and redan, new chum railway mine, north old chum, m grehauf, dr boyd, robt s brain -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Wood Smoothing Plane, Heinrich Boker, Mid 19th to late 19th Century
... It has also been claimed that the coffin design exposes more end grain, enabling the plane to better adjust to changes in humidity. Henry Boker Maker: Heinrich "Henry" Böker of Reimschied-Solingen, Germany and his family was making tools in the 17th century. ...It has also been claimed that the coffin design exposes more end grain, enabling the plane to better adjust to changes in humidity. Henry Boker Maker: Heinrich "Henry" Böker of Reimschied-Solingen, Germany and his family was making tools in the 17th century. ...A smoothing plane is typically used after the work piece has been flattened and trued by the other bench planes, such as the jack, fore, and joiner planes. Smoothing planes can also be used to remove marks left by woodworking machinery. When used effectively alongside other bench planes, the smoothing plane should only need a handful of passes removing shavings as fine as 0.002 inches (0.051 mm) or less. The work piece is then ready to be finished, or can be further refined with a card scraper or sandpaper. The smoothing plane is usually held with both hands, and used in a similar manner to the other bench planes. Though designed for smoothing, a smoothing plane can be used as an 'all-round' bench tool and for rougher work depending on how it is set up. Being smaller than other bench planes, the smoothing plane is better able to work on smaller work pieces and around obstructions. Since the 1700s wooden smoothing planes have predominantly been 'coffin shaped' wider in the middle and slightly rounded making them more manoeuvrable. It has also been claimed that the coffin design exposes more end grain, enabling the plane to better adjust to changes in humidity. Henry Boker Maker: Heinrich "Henry" Böker of Reimschied-Solingen, Germany and his family was making tools in the 17th century. In 1829 Hermann and Robert Böker added sabres to the company's offerings, in 1837 they emigrated to New York City and established a firm to import German cutlery. H. Boker sabres would be eventually supplied to some American soldiers during the Civil War. Heinrich Boker in 1869 , a relative of Hermann and Robert, established a cutlery firm in Solingen, a centre of industry and cutting tool manufacturing in Germany. The company became a leader in the manufacture of razors, scissors and eating utensils. As early as 1900 the majority of tools produced by Boker were distributed in the U.S. market by the New York branch of the family, and pocket knives became the company's most important product line. During WWII the Solingen factory was destroyed and all the equipment and inventory was lost. After the war the factory was rebuilt and the company resumed operations, but in the early '60s the company was sold to the scissors manufacturer Wiss & Sons, and in the early 70s Wiss sold out to Cooper Industries. At some point Heinrich Boker adopted the Americanised version of his name, Henry Boker and was used as a brand name for the company's products. A vintage smoothing plane of the coffin pattern made by Henry Boker the item is a rare and significant example of vintage woodworking tools used in the manufacture of wooden items.Smoothing Plane Coffin design. Blade marked Henry Bokerflagstaff hill, warrnambool, maritime-museum, shipwreck-coast, smoothing plane, heinrich boker, carpenters tool, cabinet makers tool