Showing 636 items matching "blue glass"
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Clock, 1920s
It is possible that this may have been a wedding present or gift to Roy Wines and or his family as his name is scratched on the bottom. Roy was married in 1924 in Warrnambool. Roy Arthur Wines was Born in 1897 in Mailors Flat Victoria Australia and Died in 1980 in Ballarat. Roy lived for a number of years in Warrnambool during his married life.A massed produced item that at the time was cheap to buy with no makers mark or date stamp thousands would have been produced using a mould to make the ceramic case in two half's by pouring liquid clay into the mould and then joining the half's together when cured. This item could have been produced in Holland at any number of pottery factories at this time for export in vast quantities.Ceramic clock; the mechanism is plated steel and set in a ceramic case with glass over the face. The ceramic base colour is white with royal blue ceramic colour to the front and sides only. The blue ceramic has been painted over with lime green house paint on the front and sides. An inscription of a handwritten name is on the case and a hard-to-read model or batch number is on the cast base. Handwritten "Roy Wines" Cast number "6072"flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, clock, roy wines, ceramic, ceramic clock, horology, time keeper, travel clock, bedside clock, timepiece -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, Heather, before Dec 1983
The blue pennant with the white letters "J R E" flag of the Ellerman Wilson Line Pty. Ltd. of Hull. The letters refer to the founder of the Ellerman Group, John Reeves Ellerman. Ship model of the vessel "Heather", a three masted tall ship. Model is painted black and white with a brown deck. Sails are raised. The name "HEATHER" is painted in white on it black bow. The ship is displayed as a diorama in a glass fronted, wide edged timber frame with deep sides. The back of the frame is painted pale green. The base of the frame depicts textured sea and the back has a seascape with a cliff and other sailing vessels. Ship is flying two pennants, top one is blue with 'JRE" on it, bottom one is plain white with a red disc and a swallow-tailed end; the rectangular flag is divided by a yellow cross on white, and the top left corner is blue with a yellow anchor symbol on it. "HEATHER" on bow. "JRE" on blue pennant.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ship model, sailing ship heather, tall ship diorama, diorama, sailing vessel, john reeves ellerman., jre, ellerman wilson line pty. ltd -
![Painting - Artwork - Painting, [Still Life] c 1931 - 1933, 1931-1933](/media/collectors/4f729f6797f83e0308601707/items/5d9428d221ea670878d79223/item-media/5dca306721ea670e48ad96aa/item-fit-380x285.jpg) Federation University Historical Collection
Federation University Historical CollectionPainting - Artwork - Painting, [Still Life] c 1931 - 1933, 1931-1933
The full folio of work undertaken by Alice Watson while a student at the Ballarat Technical Art School is held by Federation University Australia.Double sided. Two water colour paintings undertaken by Edith Alice (Alice) Watson for art course at the Ballarat Technical Art School, a division of the Ballarat School of Mines. One side has a corked bottle,jar with leaves and onions. At the side is a flower and two onions. Verso is a blue vase, metal mug, champagne glass, an onion and two tomatoes. E.A.WATSON verso lrs of paintingballarat technical art school, edith alice watson, ornament, flora, alumni, still life, water colour, onions, alice watson, tomatoes -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionPhotograph - Photograph - David Thomasetti, Portland, n.d
Port of Portland Archives AuthorityBack: David Thomasetti - Blue Biroport of portland archives, staff -
Glenelg Shire Council Cultural Collection
Photograph - Photograph - Theo Jarrett, Portland Harbour Trust Chairman, n.d
Port of Portland Authority archivesFront: (no inscriptions) Back: Theo Jarrett/ PHT Chairman (blue pen, upper centre)port of portland archives, theo jarrett, celebration -
Glenelg Shire Council Cultural Collection
Photograph - Photograph - Port of Portland staff, n.d
Port of Portland Authority ArchivesBack: Ian Rundell - blue biroport of portland archives, workers, staff -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionDecorative object - Model - T.S.M.T. Tarragal Tug, n.d
Front: Tarragal (portside front, paint).port of portland archives, model ship, tsmt tarragal tug -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionPhotograph - Photograph - Captain J. Brown, Harbour Master, n.d
Port of Portland Authority archivesFront: (no inscriptions) Back: CAPT J. BROWN/ HARBOUR MASTER (blue pen, upper left)port of portland authority archives -
Glenelg Shire Council Cultural Collection
Photograph - Photograph - Ship Fittings, n.d
Port of Portland Authority ArchivesBack: 'PORTSIDE F/WD CREWS' - blue biroport of portland archives -
Glenelg Shire Council Cultural Collection
Photograph - Photograph - Co Turner and Jack Rogers, n.d
Port of Portland Authority ArchivesBack: 'Col Turner, Jack Rogers' - blue biroport of portland archives, col turner, jack rogers -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Container - "Cottees" Cake and Icing Colouring (2 bottles) and Pure Ginger Essence (1bottle), Kitchen Equipment
3 clear glass bottles with labels1. Cottee's Pure Ginger Essence, Cottees Passiona Ltd Sydney and Melbourne. 1 fluid oz. 2. Cottee's Blue Cake and Icing Colouring, Cottees Passiona Ltd Sydney and Melbourne. 1 fluid oz. 3. Cottee's Green Cake and Icing Colouring, Cottees Passiona Ltd Sydney and Melbourne. 1 fluid oz. -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
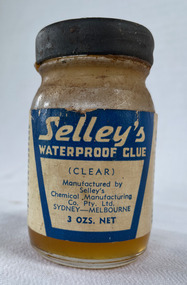
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Equipment - Selley's Waterproof Glue, Selley's Chemical Manufacturing Co. Pty Ltd, 20thC
Selley's is an Australian company which produces household 'do it yourself' and cleaning products. Martin Selley, who fled Germany in 1939, prior to the start of WWII, established the Selleys Chemical Company - selling wood putty.Selley's is an Australian company which produces household 'do it yourself' and cleaning products that were used by residents of City of Moorabbin in 20thC3 oz Glass bottle with screw on metal lid, painted blue - with a blue and white labelFRONT: Selley's Waterproof glue - (Clear) Manufactured by Selley's Chemical Manufacturing Co. Pty Ltd - SYDNEY - MELBOURNE 3 ozs. Net. BACK: Instructions for use. Selley's Waterproof Glue is a unique material which can be used for almost any type of joint. When used for wood to wood it gives excellent results, comparing favourably with all other types of wood glues, but in addition has the advantage that it is applied cold, and further, when set, is completely water-proof. It does not require any catalyst or hardening agent to set, but dries by evaporation of the solvent, leaving a tough, hard film. The glue contains thinners. Do not use near a naked flame, but after it has dried it is no more inflammable than dry timber. If glue too stiff, add acetone. glue, selley's, waterproof glue, bottle -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Container - Pearlite Phenyle Bottle
Pearlite Phenyle was manufactured by Renown Pearlite Company Pty Ltd, which was formerly known as Pearlite Manufacturing Company. The factory was in 171-177 Stawell Street, Richmond and they manufactured kitchen products essence, Sunflakes - breakfast cereal.4 sided, diamond-shaped amber glass Phenyle bottle with cork stopper and paper label printed in blue, red, and yellow.Disinfectant – Poison – Pearlite Phenyle Poisonous not to be taken Contents 20 Fluid ozs Renown & Pearlite Pty Ltd DIRECTIONS FOR USE 2 teaspoonfuls to 1 pint of water 1 pint to 6 Gallons of water Does not contain more than 3 per cent or less than 2 pre cent or Carbolic or its homologue. Guaranteed to destroy Typhoid Fever Bacillus, 1 part fluid 30 parts water, in 10 minutes. NOTE – Placing the disinfectant in copper vessels or in contact with Alkaline Substances renders it imperative. ANTIDOTE: Epsom or Glauber salts in water. Lime water and olive oil or castor oil (Perlite for Preference) EMBOSED ON BOTTLE: Phenyle with XX’s – poisonous – this bottle is the property of – 2140 STICKER: Sold by Crofts Stores Pty Ltd Branch Store: Hawthorn Road Caulfield. phenyle, bottle, cleaning, disenfectant -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePrint - Commemorative Portrait, H.M. Queen Elizabeth II, Ca. 1954
This commemorative framed print was a gift presented by Freemason, Worship Brother J. Wishart Junior, who also had the title of Worshipful Master of the Masonic Lodge from 1983-1954. This print was possibly presented by Wor. Bro. J. Wishart to the Masonic Lodge in Warrnambool the year following the coronation of Queen Elizabeth II, just after Wishart completed his term as the Worshipful Master of the Lodge. It is likely that the portrait was also part of the furnishings when one of Flagstaff Hill's village buildings was set up as a 19th century style Masonic Lodge, as shown in the map of the village in 1994 and was activated by a member of the Masonic Lodge. (Before this time the building was a Reference Library, and some time afterwards it was a Reading Library, and is now a Mechanics' Institute.) Australia is part of the British Commonwealth. Respect for the reigning monarchy of the colony of Australia has been shown here since colonisation and continued after Federation. Portraits of the reigning sovereignty have been displayed in public organisations, government departments and clubs over the years. Children in schools have been taught to 'Honour the flag, serve the Queen" (or King) etc. In February 1952 King George VI of England passed away. His daughter was proclaimed Queen, and crowned as H.M. Queen Elizabeth II on June 2nd, 1953, at Westminster Abbey, London. It is interesting to note that on 12th April, 1997, Warrnambool's Masonic Centre in Kepler Street held a 150 years celebration of the settlement of Warrnambool and District. A time capsule was inserted in the 'foundation stone' and one of the items inside it was a Flagstaff Hill Heritage Centre leaflet. The portrait of the coronation of H.M. Queen Elizabeth II and her continued reign of 70 years is significant, as it marks a very special occasion in the history of Britain and its Commonwealth. This portrait is similar to many other portraits of the Queen's coronation and is familiar to Australian citizens of the current generation and the ongoing link to Britain's colonasit6ion of Australia.Print, coloured, framed behind glass. Portrait of H.M. Queen Elizabeth II at her Coronation on June 2nd, 1953. The Queen is seated and wearing a white gown and white-trimmed blue cape. She is wearing a jewelled crown and holds the ceremonial Orb and Sceptre. In the background is Westminster Abbey. The decorative frame is cast composite or plaster. A card provided with the print advises that the print was presented by J. Wishart - it is attached to the reverse.Handwritten in ink on card "H.M.QUEEN ELIZABETH II / PRESENTED BY / WOR. BRO. J. WISHART JNR. / WOR. MASTER 1953-1954."flagstaff hill, warrnambool, maritime village, maritime museum, flagstaff hill maritime museum & village, shipwreck coast, great ocean road, 2-06-1953, westminster abbey, scepter, orb, royal crown, coronation, queen elizabeth ii, hm queen elizabeth ii, royal portrait, h.m. queen elizabeth ii, worshipful brother, worshipful master, time capsule, 19th century style masonic lodge, warrnambool 150 years celebration, coronation of queen elizabeth ii, freemasons, j. wishart, flagstaff hill masonic lodge building, portrait -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Ink Bottles, Caldwell’s Ink Factory, Early 20th century
This crate of bottles may have come from a wholesaler, business, stationer or school. The design of the bottles is sometimes called a ‘cottage’ or ‘boat’ shape. Each of the 70 Caldwell’s handmade glass ink bottles was mouth-blown into a two-piece mould, a method often used in the mid-to-late 19th century. The glass blower burst the bottle off the end of his blowpipe with a tool, leaving an uneven mouth and sharp edge on the bottle, which was usually filed. The bottle was then filled with ink and sealed with a cork. More expensive bottles would have a lip added, which was more time-consuming and costly to produce. The capacity for a bottle such as this was about 3 ½ oz (ounces) equal to about 100 ml. Pen and ink have been in use for handwriting since about the seventh century. A quill pen made from a bird’s feather was used up until around the mid-19th century. In the 1850s a steel point nib for the dip pen was invented and could be manufactured on machines in large quantities. The nis only held a small amount of ink so users had to frequently dip the nib into an ink well for more ink. Handwriting left wet ink on the paper, so the blotting paper was carefully used to absorb the excess ink and prevent smudging. Ink could be purchased as a ready-to-use liquid or in powdered form, which needed to be mixed with water. In the 1880s a successful, portable fountain pen gave smooth-flowing ink and was easy to use. In the mid-20th century, the modern ballpoint pen was readily available and inexpensive, so the fountain pen lost its popularity. However, artisans continue to use nib pens to create beautiful calligraphy. Caldwell’s Ink Co. – F.R. Caldwell established Caldwell’s Ink Company in Australia around 1902. In Victoria, he operated from a factory at Victoria Avenue, Albert Park, until about 1911, then from Yarra Bank Road in South Melbourne. Newspaper offices were appointed as agencies to sell his inks, for example, in 1904 the New Zealand Evening Star sold Caldwell’s Flo-Eesi blue black ink in various bottle sizes, and Murchison Advocate (Victoria) stocked Caldwell’s ink in crimson, green, blue black, violet, and blue. Caldwell’s ink was stated to be “non-corrosive and unaffected by steel pens”. A motto used in advertising in 1904-1908 reads ‘Makes Writing a Pleasure’. Stationers stocked Caldwell’s products and hawkers sold Caldwell’s ink stands from door to door in Sydney in the 1910s and 1920s. In 1911 Caldwell promised cash for returned ink bottles and warned of prosecution for anyone found refilling his bottles. Caldwell’s Ink Stands were given as gifts. The company encouraged all forms of writing with their Australian-made Flo-Eesi writing inks and bottles at their impressive booth in the ‘All Australian Exhibition’ in 1913. It advertised its other products, which included Caldwell’s Gum, Caldwell’s Stencil Ink (copy ink) and Caldwell’s Quicksticker as well as Caldwell’s ‘Zac’ Cough Mixture. Caldwell stated in a 1920 article that his inks were made from a formula that was over a century old, and were scientifically tested and quality controlled. The formula included gallic and tannic acids and high-quality dyes to ensure that they did not fade. They were “free from all injurious chemicals”. The permanent quality of the ink was important for legal reasons, particularly to banks, accountants, commerce, municipal councils and lawyers. The Caldwell’s Ink Company also exported crates of its ink bottles and ink stands overseas. Newspaper advertisements can be found for Caldwell’s Ink Company up until 1934 when the company said they were the Best in the business for 40 years.This large collection of similar ink bottles is of particular significance as the bottles have come from the same source, most have their original corks and some retain their original labels, which is rare. The method of manufacture of these bottles is also representative of a 19th-century handcraft industry that is now been largely replaced by mass production. The bottles and their contents are of state significance for being produced by an early Melbourne industry and exported overseas. This case of ink bottles is historically significant as it represents methods of handwritten communication that were still common up until the mid-20th century when fountain pens and modern ballpoint pens became popular and convenient and typewriters were becoming part of standard office equipment.Ink bottles in a wooden crate; 70 rectangular, hand-blown clear glass ink bottles. They have side seams, uneven thickness, especially at the bases, and rough, burst-off mouths. The shoulders on the long sides have horizontal grooves used for pen rests. The bottles vary; some have labels, some contain remnants of blue-black ink, and many have their original corks. The glass has bubbles and imperfections. The remnants of printed labels are on white paper with a swirly border and black text. The bottles contained Caldwell’s blend of blue black ‘Flo-Eesi’ ink.Printed on label; “CALDWELL FLO-EESI BLUE BLACK INK” “ - - - - “ Printed script signature “F.R. Caldwell”flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, ink, nib pen, writing ink, writing, copying, banks, lawyers, commerce, student, permanent ink, flo-eesi, blue black ink, stationery, record keeping, handwriting, writing equipment, writing accessory, office supply, cottage bottle, boat bottle, mouth-blown bottle, two-part mould, sheer-lip bottle, burst-lip, cork seal, f r caldwell, caldwell’s ink company, albert park, south melbourne, inkstands, stencil ink, copy ink, quicksticker, zac cough mixture -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - BENDIGO SALEYARDS COLLECTION: PURCHASE REQUISITION BOOK
City of Bendigo Purchase Requisition, dated from 18/7/1988 to 1723/8/1989. Numbered from 64101 to 64200 Book has a blue and white crocodile skin pattern on the cover. The spine is bound with tan coloured tape. Pages are white with a blue carbon copy. A blue card attached to the back cover is used between each requisition. Purchases and repairs were authorised by J Richmond and J M Crimmins. Purchase Requisitions were used for repairs, stationary, purchase of small equipment and tools.bendigo, council, cattle markets, bendigo saleyards collection - purchase requisition book, alan richie, geoff williams, v/line goods, brb electrical, j m crimmins, fletcher & sons ballarat, hume & iser, bp bury, toledo scales, w c bury, mcilwraith, northern seed prymac, abbott supply, r w dixon, waterfall quarries, golden city, bond batteries, dalgety, golden triangle, boltons, primac northern seed, obrien glass, j richmond, toledo scales, agriculture mining services, boltons, abbotts supply, midland irrigation, r fletcher, mcilwraith, cvc cranes, bury, abbotts, all bull, allweld construction, country scales shep., robert plant, dick fletcher, r fletcher, dalgety, toledo, all bull pro forma, peter atkins, john howard, bolton bros stationary, bury b p, mcilwraith, charlton feed lot, j richmond -
 Bendigo Historical Society Inc.
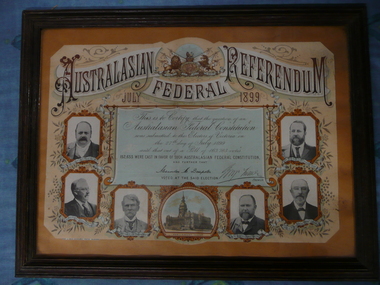
Bendigo Historical Society Inc.Document - AUSTRALASIAN FEDERAL REFERENDUM CERTIFICATE, 1899
Framed certificate from Australasian Federal Referendum, paper on card under glass and framed with brown timber frame, shades of blue, gold and brown with black lettering, photographs of six state Premiers underneath a coat of arms and showing Victoria's Parliament House. Written on address: 'This is to certify that the question of an Australasian Federal Constitution was submitted to the electors of Victoria on the 27th day of July 1899 and that out of a poll of 163,783 votes, 152,653 were cast in favour of such Federal Australasian Constitution and further, that Alexander M. Dempster voted at the said election'.event, official, civic -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Domestic Object - KEROSENE LAMP
Kerosene lamp with cast iron base hand painted blue and green trim with red flowers and green petals. Amber glass font with brass collar & burner, complete with wick and glass chimney.Wick winder reads P&A Risdon MFG Co Danbury CT Made in USAlighting, kerosine & oil, kerosene, u4.705 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Slide - MAGIC LANTERN COLLECTION: MAGIC LANTERN SLIDES
Wooden box with sliding lid - (bottom of box has a War Cry newspaper clipping dated 9.9.1893). Containing assorted glass antique Circa 1870's - 1900s (produced by Ernst Plank ?). Magic Lantern slides, 1 x red bordered slide - showing initials E.P.- Ernst Plank ? 7 inches x 2 inches -pictures include nursery rhyme / 8 x green bordered slides with ships / 7 x blue bordered slides 7 inches x 2 inches pictures include nursery rhymes / 1 x slide - pink border -6 x 1 1/2 inches (x ref 7535.2)photography, projectors - still -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Slide - MAGIC LANTERN COLLECTION: MAGIC LANTERN SLIDES
Wooden box with sliding lid - (bottom of box has an Argus newspaper clipping dated 6.7.1904) containing assorted glass antique Circa 1870's - 1900s (produced by Ernst Plank ?) Magic Lantern slides 9 x red bordered slides - some showing initials E.P.- Ernst Plank , 7 inches x 2 inches -pictures include nursery rhymes / soldiers / animals / 3 x green bordered slides with people and animals- 7 inches x 2 inches/ 4 x blue bordered slides 7 inches x 2 inches pictures include nursery rhymes / 1 x slide - pink border -6 x 1 1/2 inches (x ref 7535.3)Ernst Plank ?photography, projectors-still, ernst plank -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Clothing - AILEEN AND JOHN ELLISON COLLECTION: BLUE RAYON DRESS BY JEFFREY, 1950s
Royal blue rayon knee length dress made of rayon fabric. Bodice is sleeveless with three shoe string straps on each side. Straps have a decorative knot at shoulder joining the three straps. The neckline is an inverted U shape across the front. The bodice is lined with the royal blue rayon fabric. The front of the bodice has two pleated panels running diagonally from the top with the right side overlapping diagonally. The skirt is an A line shape attached to the bodice with two pleats on either side of the front and back. The skirt is lined with brown paper stiffening fabric. A 9cm horizontal band with three pleats is attached above the waist line. On each pleat is a row of decorative buttons (6, 5, 6) made of strings of clear glass beads coiled into a spiral shape. The central back opening has a 36cm zipper.Tag sown inside back of bodice on RHS - Styled by Jeffrey of Melbourne All Rayoncostume, female daywear, dress -
Bendigo Historical Society Inc.
Book - ST. ANDREW'S PRESBYTERIAN CHURCH BENDIGO, 1974
St. Andrew's Presbyterian Church Bendigo. History of Stained Glass Windows. Foreword by J. Stuart Murray, Minister of St. Andrew's 1974. 24 pages, with photographs. Blue cover With Indexbendigo, churches, st. andrew's presbyterian church, bendigo, church, religion, presbyterian, stained glass. -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Award - HARKNESS COLLECTION: FRAMED SHIELD
Large shield in wooden frame and under glass. The shield itself comprise two parts. On the larger, covered in blue material, the pictures of Abraham Harkness and nine other councillors. To the right we have J.H Abbott, A.S. Bailes, D.B. Lazarus, H.M. Marks, H.S. McGowan, W. Honeybone, S. Ryan, J.P. Carolin, J.R. Hoskins. The picture are oval in shape in a silver frame. Mayor Harkness is at the top. The picture are on a blue material and around a wodden shield, this shield possibly silver has the emblem of the City of Bendigo and the inscription: presented to Councillor Abraham Harkness by the Mayor, Councillors and citizens to mark their appreciation of the satisfactory manner in which he filled the high and honourable position of mayor of the City of Bendigo for the years 1897/8 and 1898/9. S.H. McGowan (Mayor) W. Honeybone (Town Clerk). Town Hall, Bendigo December 20, 1899. F.N. Prescott, Bendigo.bendigo, history, mayor harkness, from dudley house. stored at bendigo art gallery from 2000. returned to bhs 03/02/2023 -
Bendigo Historical Society Inc.
Document - FOSTER AND WILSON COLLECTION: PIANO CERTIFICATE
Large, framed certificate awarded to Misses V. Sheives & K . Foster for First Prize for Piano Duet Under 16 in the Austral Literary and Debating Society's Bendigo Competitions, 1906. Certificate signed by E. ?, President and Thomas Byrne, Hon. Sec. Certificate has 2 angels at the top, 1 with a harp and 1 writing. At each side and the bottom is a lady dressed in robes. Leaves and scroll work decorate the certificate. 4 cm frame has green and gold leaf & flower decoration which is falling off and 13mm small gold frame inside. Edges of frame painted dark green. Glass is broken. On the back is a label: From D. G. Coope & Son, Picture Frame Manufacturers, The Fine Art Gallery. Mitchell Street, Bendigo. Established 1871. Printed in dark blue.document, certificate, music, foster & wilson collection, piano certificate, k foster, v sheives, thomas byrne, austral literary and debating society's bendigo competitions 1906 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Functional object - BOTTLES COLLECTION: GROVES MCVITTY CO
Blue castor oil bottle with thin neck screw top mouth. Moulded into the glass are the words ''GROVES McVITTY & Co. PTY LTD. CASTOR OIL''. A moulded stamp on the base of the bottle has the letters and numbers ''D661 GM.'' The base is 4 cm in diameter and the bottle is 20 cm high.''Groves McVitty & Co. Pty Ltd. Castor Oil'' ''D661 GM.''food technology, bottling, castor oil bottle -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Functional object - BOTTLES COLLECTION: GREEN GLASS CHAMPAGNE BOTTLE
Oswald-Eaglehawk Very large Green Champagne Style Bottle With Champagne Cork In The Mouth And A Remanant Of Silver Foil Remaining. The Bottle Is Broken Below The Neck, But Held Together Via Cellotape. Diameter 14 cm x Height 44 cm. The Bottle Has Three Circular Paper Labels. Each Label Contains The Words ''Tonic Beer Manufactured By D. Oswald Eaglehawk.'' The Label Background Is Dark Blue With White Lettering.''Tonic Beer Manufactured by D. Osewald Eaglehawk''food technology, bottling, ginger beer bottle -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Painting - PRINT OF CHILD WITH BALL
Print of small child wearing a blue and white striped dress, white bonnet and holding a ball, in a wooden frame under glass.artwork, print, child -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Functional object - COHN BROTHERS COLLECTION: SWAN HILL SODA SYPHON
... The Bottle is made of clear glass and contains a blue liquid... and contains a blue liquid. A circular label is etched into the glass ...COHN BROTHERS - SWAN HILL -SODA SYPHON- Red Plastic Top The Bottle is made of clear glass and contains a blue liquid. A circular label is etched into the glass. It Contains the words ' COHNS LIMITED SWAN HILL' arranged in a circular fashion. The bottle is approximately 80mm in diameter and 350mm high. The bottle is shaped externally by a series of vertical fluted sides. On bottom of bottle, within a white printed rectangle, is ' This syphon is the property of Cohn's Limited Swan Hill and cannot be legally used by others'. Currently stored in Cohns Timber Bottle Crate - Item # 7322cohnsfood technology, bottles, soda syphon -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - CAMBRIDGE PRESS COLLECTION: LABEL - LEGGO'S FRUTOSE LEMONATED SALINE POWDER
Group of labels which are stuck together. The largest is Lemonated frutose Saline manufactured by H. M. Leggo., Bendigo & Melbourne, Victoria, Australia. It is printed in yellow, dark green and light green. Label has directions how to make a glass of the Saline, the contents Approx. 12 ozs. Established 1881. Another label is Norman J. Oliver, Pharmaceutical Chemist, 288 Hargreaves St, Bendigo. Printed in dark blue. The next one is a red - Caution! - Poison. Not to be Taken Internally. The next one is A. E. Sayer, Pharmaceutical Chemist, 141 Pall Mall, Bendigo, Caution - Poison. Not to be Taken Internally, printed in red. The next is partly obscured. Visible is a circular dark red with white CP and two red and one blue borders and Cambridge Press Bendigo underneath. Beside it is a box with a decorative border with Description printed inside and two writing lines. The last is printed in dark green and is for Skin Cream from A. E. Sayer, Pharmaceutical Chemist, Bendigo.business, printers, cambridge press, cambridge press collection, norman j oliver, a e sayer, h m leggo & co -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - CAMBRIDGE PRESS COLLECTION: LABEL - LEMONADE MANUFACTURED BY REED BROS
Lemonade labels printed in three pairs of two. Printed in dark blue and white. Some areas lighter or darker in the centre. In the centre is a glass of lemonade with a straw in it and a lemon on one side and a cut lemon on the other. Dark blue border. Lemonade is printed in white and the rest of the printing is dark blue. Manufactured by Reed Bros.. Bridge St., Bendigo, Victoria, Australia. Labels are parallelogram shape.business, printers, cambridge press, cambridge press collection, lemonade label, reed bros