Showing 988 items
matching c hands
-
 Federation University Historical Collection
Federation University Historical CollectionInstrument - Scientific Object, Niedervolt Lampe (Low voltage lamp)
Used in the Electrical Department at the University of Ballarat, VictoriaBlack metal lampMaker's metal label. Hand written "NIEDERVOLT LAMPE" on baseniedervolt lampe, scientific instruments, low voltage, electrical, engineering, phillips globe, lamp, 5 volt globe, carl reichert, optische werke c. reichert -
 Federation University Historical Collection
Federation University Historical CollectionBook, The World: A General Geography for the Schools of Australia and New Zealand, c1938, 1933
This book has been passed through the hands of a number of students, including Rex HollioalBrown hard covered book of 712 pages. Contenta include mathematical geography, the atmosphere, the Hydrosphere, The Lithosphers, Geographical Contril, Australia and New Zealand, Asia, North America, South America, Africa.R. Hollioake Form V K. Datts Form V C/O Mr I Kerr, Private Bag, Wycheproof Peter Hoskin Form V B.H.S.geography -
 Federation University Historical Collection
Federation University Historical CollectionCorrespondence, Letter from Chief Electrical Inspector to School of Mines Ballarat, 25th January 1949
... C.955 top right hand corner. [illegible] advised ... correspondence C.955 top right hand corner. [illegible] advised Chief ...School of Mines Ballarat was a predecessor of Federation University. Chief Electrical Inspector, Victoria letter to The Registrar, School of Mines Ballarat informing of candidates for the written exam.C.955 top right hand corner. [illegible] advised school of mines ballarat, chief electrical inspector, a.a. jones, correspondence -
 Federation University Historical Collection
Federation University Historical CollectionTool - Electrical Instrument, Electric Belt Sander, c1960s
Used in Building Studies at Ballarat School of Mines. The sander used to sand rough timber smooth, remove old finish from wood, put a bevel on a door, reduce the thickness of timber, dress up a poor saw cut. Also used for back cutting miter cuts for neater joints and for polishing and cutting.Stainless steel with rollers and sanding plate. Hand held. Continuous loop of sandpaper would be mounted.Maker's Plate: MILLER FALL TOOLS CATALOG 830 3 INCH BELT SANDER MODEM "C" USE 3" X 21" BELT 230/250 VOLTS 3 AMPS 25-60 CYCLES MADE IN USA PATENT 2,991,595 MILLER FALLS COMPANY, GREEFIELDS, MASS. TO CHANGE BELT PULL LEVER DIRECTION OF BELT ballarat school of mines, building studies, david flintoff, timber, smooth, miter cuts, polishing, buffing, thinning -
Federation University Historical Collection
Book, Ballarat Begonia Festival Ladies Committee Minutes, 1955-1963, 1955-1963
Maroon ledger with hand written notes, or typed minutes pasted into the ledger. ballarat begonia festival, ballarat begonia festival ladies committee, jessie scott, j. roff, o. curnow, j. chisholm, eleanor chisholm, s.w. lorvavarec, c. tung, l. johnson, j. boarder, g. davis, sanderson, enid rogus, j. nicholson, e.a. negri, b.l. bromley, j.g. bromley -
Glenelg Shire Council Cultural Collection
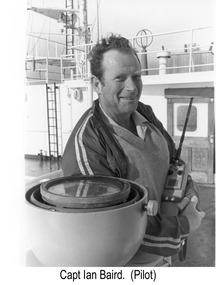
Photograph, Ian Baird, Pilot, c.1977-1987, n.d
Port of Portland Authority archivesFront: (no inscriptions) Back: IAN BAIRD, PILOT c 1977-1987 (blue pen, upper left)port of portland archives -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionPhotograph - Photograph - secretary L. C. Moulton at Portland Harbour Trust, n.d
Port of Portland Authority archivesFront: (no inscriptions) Back: (no inscriptions)port of portland archives, portland harbour trust -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionPhotograph - Photograph - Ian Baird, Pilot, c.1977-1987, n.d
Port of Portland Authority archivesFront: (no inscriptions) Back: (no inscriptions)port of portland authority archives -
 Red Cliffs Military Museum
Red Cliffs Military MuseumGift Box, Australian Red Cross Box WW11, 1944 (estimated)
A cardboard Red Cross Gift Box used by Australian Red Cross in WW11 to send comfort parcel to POW in Germany. This particular box belonged to VX34767 Private T.H. AndersonLeft top of Box: POW Food Parcel/Germany/same size 8lbs. Centre: Red Cross Symbol/A Gift/on behalf of your Next-of-Kin with the best/ wishes of the London Committee/ Australian Red Cross Society. Top right of Box: Postage label/Mrs (torn)?olls/149 (torn off) Street Geelong West Australia./ Below this is the contents list: Chocolate/Chewing Gum/ Dentifrice/ 4 hankerchiefs/ mail brush/ pullover/ pencil/ razor blades/ 2 safety pins/ shirts/ soap/ 3 prs sox/ shaving soap/ towel/mending wool. Left hand side lower down: Despatched 18/5/44/ VX 34767 Private T.H. Anderson/ Australian Prisoner Of War No 125514/ Stalag V11 A Germany/ C/O International Red Cross Society/ Geneva Switzerland.australian, cross, ww11, red, pow, t h, anderson -
 Kinglake Historical Society
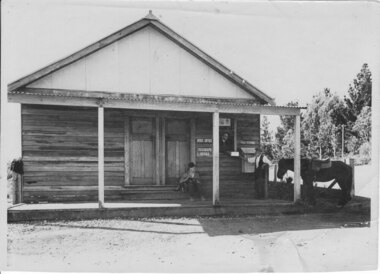
Kinglake Historical SocietyPheasant Creek Post Office, Pheasant Creek Post Office and General Store
PhotographEarly photo of general store and post office at Pheasant Creek, includes store owner handing mail to man with horse, with other man sitting on stepphotograph taken c. 1937post office, store, pheasant creek -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyBook, Cover by Greg Jones, Marlborough Primary School, The Ringwood Colouring Book, 1984
Sub title: A Children's Drawing Book. Soft covered book containing a combination of blank pages, hand-drawn artwork and creative activity suggestions compiled for schools in Ringwood area, Victoria, Australia.Foreword By Kevin K. Speer, District Inspector of Schools. Introduction by Kate Hart, C/o Maroondah Region - "This book is merely a starting point. It allows Children to "color-in" but it also challenges them to produce their own ideas. There is no limit to the "starting points" you can give children. Children themselves will produce more for you." First Print May 1981, Reprint June 1982, Reprint December, 1984. -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyAdministrative record, Earliest Registers of Ringwood State School 2997 (Including SS 2242- Nunawading North). 1880 to 1909
Hard cover volume containing hand written Student names and school record.Includes: Register (a)- Nunawading North SS 2242, 1880 to 1898 (b)- Ringwood SS 2997 (I), 1890 to 1899 (c)- Ringwood SS 2997 (II), 1890 to 1905 (d)- Ringwood SS 2997 (III), 1905 to 1909 -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyAdministrative record, Ringwood State School 2997 - Pupils Register Prefix (C). Admission dates from 1922 to 1926. Student Register No 1079 to 1965
Standard Format Pupil's RegisterHand written entries of Student names, Date of Birth, Parents name and occupation, attendance record with entry and exit dates, and School next attended. -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyDocument, Ringwood Auxiliary of the Eye and Ear Hospital- micellaneous correspondence from 1929 to 1937
Hand written letters, and newspaper clippings.5517(a)- Letter of thanks to Ringwood Council for donation of 13/- to the Auxiliary. Dated 15/5/1929. 5517(b)- Letter of thanks to Ringwood Council for donation of £1 rebate for hire of Hall. Dated 6/6/1932. 5517(c)- Letter of thanks to Ringwood Council for donation of £5 to the Auxiliary. Dated 19/11/1935. 5517(d)- Letter fo thanks to Ringwood Council for donation of £5 to the Auxiliary. Dated 15/10/1937. 5517(e)- Newspaper clipping with details of the monthly meeting of the Ringwood Auxiliary of the Eye and Ear Hospital. Dated 3/5/1934. 5517(f)- Newspaper clipping with details of the monthly meeting of the Ringwood Auxiliary of the Eye and Ear Hospital. Dated 13/11/1930. -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyWork on paper, Nature Study Exercise Grade v111 name Wilson on the back c. 1930s (Part of the Wieland collection)
Ruby Wilson was related to the Wieland family through the marriage of her sister Amy Ellen Thelma to Stanley Wieland.Blue covered book with black stenciled picture of gum tree , koala , kangaroo and kookaburras.All pages filled with hand writing and drawn pictures In ink on back the name Wilson. -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyWork on paper, Two poems hand written by Thelma Wieland when she lived in Queensland with her daughter c.1970
thelma Wieland went to live in Queensland with her daughter ,Pat , and son-in-law Don Talbot. They started a pig farm but there was some friction between the families and Thelma left and returned to live in Ballarat. Her son Ray lived with her in Queensland.3 lined pages of hand written poetry, by Thelma Wieland. -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Photograph, Colour 'Reconstruction Box Cottage' Flag Presentation 1985, 1985
The original small, pioneer cottage was built in the late 1840s to early1850s, by an unknown pioneer. It was located on part of a 30 Acre allotment that was originally part of Dendy’s Special Survey granted in 1841. The doors and window sashes, (made of red deal joinery timber), as well as the brass locks and fittings, are from the original cottage, and were imported from England. The fire-place bricks are from the original cottage, and are sun-dried, (not kiln fired), and are hand-made. Convict marks can be seen on two bricks. There is a small display of external cladding shingles from the original pioneer cottage. These shingles were hand-split, and most likely made from locally collected timber The nails included in this display were used to fasten the shingles on the original cottage, and are also hand-made. The cottage was occupied by William Box and family from 1865 until 1914 when it was sold to William Reitman who resided there until 1950. The enamel nameplate, “Colonial”, on the wall of the cottage, was the name chosen for the original pioneer cottage by Mr William Reitman, when he purchased the property in around 1915, for 1200 Pounds approximately. In 1974 Mr Lewis, a timber specialist, found the dilapidated building on property he had recently purchased in Jasper Rd and suggested it be reconstructed and relocated. Moorabbin Council agreed and the cottage was rebuilt just about 250 metres from its original site. The cost of the rebuild was met by 'Victoria's 150th Committee, plus a small grant from the City of Moorabbin, and Mr Laurie Lewis donated much of the timber for the reconstruction. The re-constructed cottage plan has followed faithfully the original dimensions, and plan of the original pioneer cottage, and as many original items from that cottage’s long occupation have been incorporated. The photographs in Album 1 record the progress of the reconstruction from February 1984 to the First Public Open Day November 18th 1984 and this Flag Raising Celebration in February 1985.These 3 photographs taken at the 'Reconstructed Box Cottage' on Sunday 24th February 1985 show the Presentation of the Australian Flag and the Victorian State Flag by Mr Geoff Connard MLC to CMHS President and Moorabbin City Council Cr. Max Fox and CMHS members. Mrs Kinsey, President, Country Womens' Association Bentleigh presented a hand made Quilt, that is a copy of the one exhibited at Como House, South Yarra, to CMHS President Cr. Max Fox . Mr Geoff Lawson MLC and CMHS member was also present.. Mrs H. Deam and Mr A. Smith, CMHS members, took these photographs to record the progress of the ‘Reconstruction’ from February 1984 to November 1984 and this Celebration in 1985. Although 'Box Cottage' is a re-construction, it is an unique museum that, being located in the midst of a modern community in Ormond Victoria, can educate and demonstrate many aspects of the early settler’s way of life in Victoria. As such, it is an invaluable resource for students and all kinds of visitors. 2 x colour photographs of the Australian Flag and the Victorian State Flag presentation at Box Cottage in Joyce Park February 24th 1985 1 x colour photograph of the presentation of a Quilt by the Country Womens' Association Bentleigh at Box Cottage in Joyce Park February 24th 1985 Written on back of photo a) Flag presentation / Cr. Fox Mr Connard / Mrs Fox Mr Lawson / 24th Feb 1985 b) Mrs Kinsey Pres. CWA Bentleigh / Presenting our Pres. Cr. Fox / with hand made quilt / copy of one now in Como / 24th Feb. Sunday 1985 c) Presentation of Vic. State Flag by / Mr G Connard MLC to our Pres. / Cr Fox / with Mr Lawson MLCbrighton, moorabbin, highett, ormond, mckinnon, cottages, pioneers, colonial, dendy henry, box william, box elizabeth, reitman william, convicts lewis timber co. ltd., deam h, smith arthur, museums, box alonzo, moody & smith builders highett, the moorabbin standard newspaper, the leader newspaper pty ltd., fox max , lewis laurie, moorabbin city council, national trust, connard geoff mlc, lawson geoff mlc, kinsey mrs cwa, country womens association, como house south yarra, -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Photograph, B&W, Martha Sheldrake 1st wife of John Box, c1880
John Box 1841 - 1914, the 4th son of George and Mary Box, was born in Withyham, Sussex England and came to Australia in 1856 with his parents. He lived and worked on his fathers market garden in East Brighton ( now Bentleigh) for several years and then rented a property in Tucker Road in 1862. John married Martha Sheldrake and they had 10 children who were all born in East Brighton ( now Ormond ). Their eldest daughter Rebecca 'Faith' Box 1863 -1950 was a member of the 1st Australian party to go to China with the Methodist Church China Inland Mission in 1890. During the Boxer Rebellion 1900-1901 Rebecca was rescued from her inland mission post by a group of traders from Shanghai. She later married Nicolas Viloudaki, a Greek Silk merchant , who was a member of the rescue party. Rebecca sent a bolt of chinese hand embroidered cream silk to Mary Closter for her wedding dress at her marriage to Alonzo Box, who was Rebecca's younger brother. This Dress has been published on the Australian Dress Register in 2015 and is on display at Box Cottage Museum Ormond. John Box is the brother of William Box who, with his wife Elizabeth Box, lived in Box Cottage . John Box was a pioneer market gardener in North Road, East Brighton now Bentleigh. He married Martha Louise Sheldrake and they had 10 children. The eldest daughter Rebecca was a Methodist Missionary in China and Alonzo, their 9th child, served in the Army WW1 at Gallipoli, France and Flanders. Rebecca sent the hand embroidered Chinese silk material for the Wedding Dress worn by Mary Closter at her marriage to Alonzo Box 1918. After Martha died John Box married Eleanor Rushall c 1900 and they had 3 children. John was well respected by the community and also a Methodist lay preacher. Box Cottage Museum, a reconstruction of an early settler hut, is named after the Box family who resided there 1865 -1913 . William Box who, with his wife Elizabeth Avis Box and 13 children, lived and farmed on the block of land in Jasper Road, East Brighton ( now McKinnon / Ormond) that was part of the Henry Dendy Special Survey 1841. Inscribed in Album “ The early photos in this album were found by Mr (Laurie) Lewis when he was demolishing the Old Box Cottage. He gave them to Mrs Avis Box Eldridge who in turn gave them to me. They were not identified. I believe they rightly belong in the Cottage. I have attempted to identify them and present them in a way they can be preserved as a historical record of the era.” A B Leigh A black and white photograph of Martha Sheldrake d1895 the 1st wife of John Box 1841-1914Photographed by J Read Brennand / 83 Chapel St. Prahran -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Building Equipment, original hand made nails Box Cottage c 1850, c1850
The original small, pioneer cottage was built in the late 1840s to early1850s, by an unknown pioneer. It was located on part of a 30 Acre allotment that was originally part of Henry Dendy’s Special Survey granted in 1841. The doors and window sashes, (made of red deal joinery timber), as well as the brass locks and fittings, are from the original cottage, and were imported from England.The fire-place bricks are from the original cottage, and are sun-dried, (not kiln fired), and are hand-made. Convict marks can be seen on two bricks.There is a small display of external cladding shingles from the original pioneer cottage. These shingles were hand-split, and most likely made from locally collected timber The nails included in this display were used to fasten the shingles on the original cottage, and are also hand-made. The enamel nameplate, “Colonial”, on the wall of the cottage, was the name chosen for the original pioneer cottage when a later owner, Mr August Rietman and wife Frieda leased the property in around 1917. August purchased the property 1935 for 1200 Pounds approximately and resided there until 1953. In 1974 Mr Lewis, a timber specialist, found the dilapidated building on property he had recently purchased in Jasper Rd and suggested it be reconstructed and relocated. Moorabbin Council agreed and the Cottage was rebuilt just about 250 metres from its original site. The cost of the rebuild was met by 'Victoria's 150th Committee', plus a small grant from the City of Moorabbin, and Mr Laurie Lewis donated much of the timber for the reconstruction. Theses 4 iron nails were hand made by an early settler c1850, using iron, forge and anvil, for the construction of the original Box Cottage 4 hand made iron nails c1850 used in building the original pioneer cottage now known as Box Cottage Museumbox william, box elizabeth, brighton, henry dendy special survey 1841, early settlers, pioneers, moorabbin, box cottage museum, nails, building equuipment, forges, anvils, blacksmiths -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, Lady's crepe negligee, c1920
This lady’s crepe negligee is an example of the dressmaking and lacework skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these families A lady's cream crepe full length short sleeved negligee is hand sewn with handmade lacework on bodice, neckline and sleeve cuffs. dressmaking, craftwork, lacework, early settlers, pioneers, market gardeners, moorabbin, bentleigh, cheltenham -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's underwear cotton drawers, 1905
This pair of lady’s cotton underwear drawers is an example of the dressmaking and lacework skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these families A lady's hand sewn lawn long cotton drawers with button waist and long ties. Hand made lacework with ribbon around hem of legs.Waist : D BAYLEYdressmaking, craftwork, lacework, early settlers, pioneers, market gardeners, moorabbin, bentleigh, ormond -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's fine lawn half petticoat, c1900
This lady’s fine lawn cotton half petticoat is an example of the dressmaking and craftwork skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these families A lady's hand sewn fine lawn full length half petticoat with elasticised waist and a large band of hand made lace around hem. Ribbon is inserted through the lace.clothing, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, lacework, underwear -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, Lady's chemise, c1900
This lady’s fine cotton hand sewn chemise is an example of the dressmaking and craftwork skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these families .The Marriott family were pioneer market gardeners from 1850 to 1960's in the Moorabbin Brighton areaA lady's hand sewn fine cotton chemise with set in sleeves and concealed buttons along front bodice opening.The waist is elasticised and hand made lacework decorates the front and back with panels of pintucksclothing, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, bentleigh, lacework -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's underwear combination 'teddy', c1900
This lady’s white cotton combination petticoat , commonly called a 'teddy', is an example of the dressmaking skills of the women of the early settlers families in Moorabbin Shire in the early 20th C . Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these families A lady's white cotton combination underwear with a buttoned crotch and hand worked decoration on bodice clothing, crochet, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, lacework, moorabbin shire, bentleigh, mckinnon, hunt ailsa, dairy farms, fruit orchards -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's lawn slip c1920, c1920
This lady’s cotton full length petticoat is an example of the dressmaking and needlework skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire c1900 and this item shows the skill and craftsmanship of the women of these families Lady's fine lawn Full Length slip with hand embroidered floral design at centre front bodice and hem and on shoulder straps. The hem has a hand sewn scalloped edge .clothing, underwear combination, haberdashery, crochet, doilies, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, bentleigh, lacework, moorabbin shire, dairy farms, fruit orchards -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's 1/2 slip cotton cutwork, c1900
This lady’s hand sewn cotton 1/2 petticoat with cut work is an example of the dressmaking and needlework skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire c1900 and this item shows the skill and craftsmanship of the women of these families Lady's white cotton 1/2 slip with cutwork front, hand sewn scalloped hem.clothing, haberdashery, crochet, doilies, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, bentleigh, lacework, moorabbin shire, marshall d, dairy farms, fruit orchards -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, baby's cream silk top, c1900
Baby's cream silk short sleeved top with V neck and hand sewn scalloped neckline, cuffs and hem is an example of the dressmaking skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shirec1900 and this item shows the skill and craftsmanship of the women of these families Baby's cream silk short sleeved top with V neck and hand sewn scalloped neckline, cuffs and hemclothing,needlework, haberdashery, crochet, doilies, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork , bentleigh, lacework, moorabbin shire, dairy farms, fruit orchards -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Craftwork, Souvenir silk square Egypt WW1 c1916, c1914-1918
This souvenir was bought by an Australian soldier from a local craftworker while stationed in Egypt during WW1 1914- 1918 and brought or sent to his family in Moorabbin Shire c 1916.An example of the souvenirs bought from local craftworkers in Egypt by Australian soldiers and sent to their families in Moorabbin Shire c1916 A hand embroidered silk square souvenir of Egypt c 1914-1918 WW1 Hand embroideryworld war 1 1914-19, 1staustralian infantry force, gallipoli, early settlers, market gardeners, dairy farmers, anzac, australian soldiers, -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's full length cream silk nightgown c1900, c1900
This lady’s hand-sewn silk sleeveless nightgown is an example of the dressmaking and lacework skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these families Clothing, lady's hand sewn full length cream silk sleeveless nightgown with lacework insert clothing, crochet, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, bentleigh, lacework, moorabbin shire, fruit orchard, mrs l risstrom, dairy farms -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Clothing, lady's cream cotton 1/2 petticoat 'teddy', button crotch, c1900
This lady’s cream fine cotton combination 'teddy' is an example of the dressmaking , lacework and needlework skills of the women of the early settlers families in Moorabbin Shire in the early 20th C Early settlers and market gardeners established their families in Moorabbin Shire c1900 and this item shows the skill and craftsmanship of the women of these families Lady's hand sewn fine cream cotton , 'teddy', a combination petticoat with a crotch that fastens with 2 mother of pearl buttons Shoulder straps and neckline are edged with crochet and the yoke has coloured needlework. Hand sewn gathering at hip line of side seams clothing, haberdashery, crochet, doilies, brighton, moorabbin, pioneers, dressmaking, market gardeners, early settlers, craftwork, bentleigh, lacework, moorabbin shire, hunt ailsa, dairy farms, fruit orchards