Showing 400 items
matching chrome
-
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyIron Hand Kerosene, circa 1948
This item was in use before electricity and was manufactured after the flat stove irons.The weight of the iron base, is heavy, helping in smoothing out crinkly material being ironed. This item permitted ironing of clothes to be separate and away from heating stoves. It permitted greater flexibility for ironing clothes and permitted more control (consistency) of the temperature of the iron.Historically and significantly this item enforces the relative isolation of the Kiewa Valley and period when and where this domestic item was in use(manufactured circa 1950). A rural setting with mining, beef , milk and tobacco production in the early 1900s. Even though the community was in a rural setting, the standards of dress was the same as in the bigger towns and cities. Social and religious mores and values demanded that the personal appearance be clean and crisp no matter where a person was living or working. Heavy laborious work was considered by some religions as virtuous, therefore the heavy and tiring work of ironing during this period had its rewards. Rural areas where the last to be connected to electricity and therefore this item was a domestic necessity far into the 1950's.This iron has a steel base and a metal body coated with green coloured enamel. The wooden hand grip is painted dark green. The kerosene (spirit) container is a chrome metal cylinder with a flat bottom and top. The top has a small filler/air plug is located on the top side. There are two control knobs located next to and under the metal cylinder. The close to the cylinder is a lock which locks the top lid of the iron and the other knob controls the airflow to the heater rodOn the base of the handle "PEERMAN" and below this P/46, C.I. Thomas & Son Pty Ltd household, ironing, domestic kerosene, dry cleaning -
 The 5th/6th Battalion Royal Victoria Regiment Historical Collection
The 5th/6th Battalion Royal Victoria Regiment Historical CollectionAward - 5/6 RVR Mortar PL. Award for Best Soldier
5/6 RVR Mortar PL. Award for Best Soldier5/6 RVR Mortar PL. Award for Best Soldier. The presation notes the names of the recipients Dark veneered rectangular wooden board, with routed edges. A chromed tail fin that has been exploded ( bolted to centre of board) located centrally at the top of the trophy is a 65mm diameter gold wreath with a large black "8" in its centre. on the left of the mortar are 10, 20mm x 50mm brass plaques with the names of the recipents enscribed dating from 1992- 2000. Located centrally at the base of the presentation is a 100mm x 31mm brass plaque with the trophies name enscribed within. "5/6 R V R MORTAR PL AWARD FOR BEST SOLDIER PRESENTED BY CAPT. D. W. STOGDALE" "PTE C. BLACK 1992" "CPL CADOGAN-COWPER 1995" "CPL L. CONDON 1996" "PTE STACEY 1997" PTE S. FRENCH 1998" "PTE CLARK 1999" "PTE STEERE 2000"5/6 rvr mortar platoon, 5/6 rvr, 5/6 rvr bhq, award -
 Tatura Irrigation & Wartime Camps Museum
Tatura Irrigation & Wartime Camps MuseumFolio, St. Mary's College Project Book Tatura 1951, 1951
Folio produced as an entry to project comp. 1951 by students, as recorded on final page. Presented to Museum by SR. Kathleen RSM. History of Tatura and its "Future" place in Murray Valley. Original copy. Back and front panels made from light brown cardboard with brown strip down left side and and right side corners. Pages are dark brown with picture corners which hold a page of print. Book held together by 4 chrome flanges with dome screws. Front page has a picture of St Marys College, their emblem and Tatura St Mary's College, Sola Nobilitas Virtus drawn in black ink in blue bands. 19 pagesCollege cresttatura history, tatura dairy industry, tatura pig raising, tatura mixed farming, tatura orchards -
 Bendigo Military Museum
Bendigo Military MuseumMemorabilia - TRENCH ART, LAMP, Post WW2
Possibly made by the donor.This object is an example of trench art. .1 The lamp base consists of a chrome plated deactivated mortar bomb attached to a turned brown wooden base. A globe and switch socket are attached to the tip of the bomb. An electrical cord with power plug is threaded through the base of the bomb. .2 The lampshade is made of stiffened brown paper laced to a wire frame with dark brown cord. Handpainted coloured flowers decorate the outer surface of the shade. The shade is attached to the globe via a wire clamp.On the base of the mortar bomb: ' ?LB, IM, MF, 1940'ornaments, lighting - electrical, trench art, souvenir -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Tool - PITTOCK COLLECTION: THREE METAL TOOLS
Pittock collection: three metal tools * pruning secateurs, with leather strap, 210 mm L x 50 mm W x 30 mm D, no manufacturer's marks * adjustable wrench, metal with chrome finish, some rust, 110 mm L x 40 mm W x 15 mm D, no manufacturer's marks * small metal pliers, poor condition, 130 mm L x 35 mm W Items stored in Pittock coach builder's box, reference 13000.1. -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyPin Drawing, Brass tacks, mid to late 1900's
This particular box of brass drawing pins would have been used before the introduction of cheaper polished chrome drawing pins manufactured in Asia. The box construction and label would suggest that supply of this boxes contents could have been in the early 1950's. Drawing pins or push pins were first invented in 1900 by Mr Edwin Moore. The need for a secure fastener to accommodate temporary signs and notes for domestic and commercial environments sprang up from the need to cope with an increasing faster method of presenting information on removable surfaces such as temporary notice boards. In the 1950's and later the increase in the pace of "living" brought about many time saving written communication notices. This temporary method of providing fast temporary notices is being surpassed by the computer age and mobile telephone "applications". The information spectrum of the computer age has made many "hands on" (drawing pin) applications go to the "dodo" level. This box of drawing pins is very significant to the Kiewa Valley and its region because it demonstrates that the pace in rural regions especially those that were once semi remote regions has moved at the same pace as the bigger towns and cities. Differences are still noticeable, such as the requirement of drawing pins for temporary signs and mail box commercially important "sales" notifications. The pressures that produce the "rat" syndrome, that is pressure by increased population levels infringing upon the individual's day-to-day existence is still not present in rural areas such as the Kiewa Valley. Drawing pins are still a requirement for leased accommodation (which are usually short term accommodation) for the personalisation of "home" wall decorations and shopper's "notice and information boards"This small box, similar to a "match box" (thumb activated slide, top open, cardboard container), holds brass drawing pins. These brass pins are also known as brass tacks, thumbtacks or push pins. The top of the brass tack has a "domed head" with the manufacturer's logo stamped on it. The number "2" on the bottom right of the label is the "weight" of the drawing pin. On the front and within a red border and red letters "BRASS" and below this in script form "Drawing Pins" and below this in smaller letters "Made In Germany" Below this and on the bottom left side "100" and also on the bottom but to the right "No. 2"notice and information boards, quick temporary fasteners., pins, tacts, brass tacts, domestic, decorations -
 Parks Victoria - Mount Buffalo Chalet
Parks Victoria - Mount Buffalo ChaletTeapot
Original Victorian Railways teapot, part of the silver service at Mt Buffalo Chalet. Part of Victorian Railways silver service. When the Victorian railways took over management of the Chalet from 1 October 1924, they ran their dining room and café in similar fashion to the dining cars on their trains and refreshment rooms on their stations, using the same ceramic hotel-ware and electro plated nickel silverware (EPNS), all made to order items that are clearly identified by the distinctive 'VR' monogram. The Chalet retains a good selection of the diverse range of EPNS item formerly used in the dining room..- which in all their variety and function help to interpret the dining room protocols of the 'tourist house' and the service provided by the Victorian Railways refreshment and Services Branch. Many of the items were manufactured by Stoke & Sons of Melbourne (est. 1856.)' (Pg. 103. Historica) Possibly once graced the chrome display cabinet.Listed in Draft Inventory of Significant Collection items. Appendix A.3.Tableware. (Pg 166 Historica).Large electroplated teapot with "VR" engraved on one side. Handle features holes at base either end of join. Lid features a circular knob and scroll handle at front with a wooden insert. Teapot has flat wide circular base."EPNSSRS / MADE IN AUSTRALIA / STOKES & SONS / MELBOURNE / BOOMERANG PLATE / WARRANTED / HARD SOLDERED / 745 / VICTORIAN RAILWAYS" -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Functional object - Camera, 1961
Coronet was first popular- class camera released in 1961 as distinct from the high and expensive class.Canon Canonet 35mm camera with light meter around and Cannon Lens SE,45mm,1.19. Made by Canon Camera co Inc. speed B(bulb) to one 500th for a second (11 settings), auto made and 'f' setting from 1.9 to 16. Self timer. Camera has a steel base with a satin chrome finish and a leatherette band around camera. Rewind lever and film forward lever on back.Camera has leather carry case in two pieces and strap. Provision for a flash to be fitted. Three items in the set.Canon Canonet, Canon Camera Co Inc made in Japanphotography, cameras -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMemorabilia - Horseshoe Case, 1906 – 1907
The horseshoes in this purpose-built display case were made by Thomas Alfred Chapman in 1906-1907. Chapman operated a blacksmith’s shop in Mortlake Rd, Purnim, about 15 mins drive from Warrnambool. Chapman made this horseshoe case especially for the 3rd Exhibition of Australian Manufacturers and Products, held in the Exhibition Building in Melbourne, which was organised and promoted by the Australian Natives Association (ANA). Reference is made to the horseshoe case in the Exhibition’s Souvenir Catalogue of 1907 on page 85, under the heading 'In the Machinery Section the following exhibits are also shown … 'CHAPMAN, T.A. , Woolsthorpe, via Warrnambool, Case of Horseshoes'. The Australian Natives’ Association (ANA) were a non-partisan and non-sectarian, friendly society founded in Melbourne, Australia in April 1871. It was set-up for the benefit of Australian-born white men, and membership was restricted exclusively to that group. Men of other races including the Chinese and Indigenous people were not allowed to join. The ANA had relatively progressive views on women (for the time) and attracted suffragists seeking support for their cause, and in 1894, the ANA advocated for women’s enfranchisement. Although, white women were only admitted as members from 1964. The organisation was most prominent in Victoria and sought to shape Australia’s national identity and was a training ground for businessmen, trade unionists and politicians including many of Australia’s early prime ministers such as Edmund Barton, Alfred Deakin, James Scullin and Francis Forde, and the first Australian-born governor-general, Isaac Isaacs, was a member. By 1910 it had developed into a nationwide association with real political and social influence, and members would participate in many activities. The ANA lobbied strongly for anti-Chinese legislation and were an ardent believer of colonial unification. Its mission and efforts are largely credited for the successful referendums that resulted in Federation of the six Australian colonies into a new nation, the association’s most important legacy. The ANA was also a supporter of trade protection, and were a staunch advocate of the first act of Australia's new parliament, the Immigration Restriction Act 1901 (cth) or commonly known as the White Australia Policy, which became one of the central pillars of Australian nationalism in the 20th-century. The ANA campaigned against the Australian Federal Government's new immigration policy after the Second World War (non-British immigration from southern and central Europe) in order to maintain a 'white Australia', and resisted changes when the Labor government during the 1970s fully dismantled and abandoned the White Australia Policy. The ANA merged with Manchester Unity Independent Order of Oddfellows, in 1993 to become Australian Unity Ltd. The display case of horseshoes changed hands several times, going from its maker Thomas Chapman to his mother then various other members of his family. The case was also displayed at the Lee Family’s butcher shop at 188 Liebig St Warrnambool, and in the Purnim Hotel during the Warrnambool May Races. In the late 1950s the horseshoe case went to Thomas’s son, Brian. He was a Master Farrier and completed his apprenticeship at Flemington Racecourse, and in Warrnambool he owned a blacksmith business at the Warrnambool Racecourse Grounds. Brian later operated a blacksmith’s at Flagstaff Hill, where his customers would bring their horses to be shod. Brian passed away in August 2017. The horseshoe case is significant as an example of trades in the early 20th century in Western Victoria, Australia. It is also significant as an example of horseshoes from the early 20th century. The horseshoe display case is also significant for its association with the Australian Exhibition of 1907, showcasing Australian produce and manufacturing to the world. The horseshoe display case is locally significant for its association with local families, essential businesses and community events. Display case of homemade horseshoes. Wooden case with glass front containing 16 horse shoes grouped in sets, each set with a label: Made 1906-1907 for Australian Exhibition of 1907 by Thomas Alfred Chapman of Warrnambool. The case contains (a) complete chrome set each of Trotting Shoes, Hunting Shoes and Racing Plates, and (b) one pair of Hind Polo Shoes and one pair of Front Aluminium Shoes. The wooden frame has gold lettering on each side proclaiming “Australian Natives Association, T.A. Chapman, horse shoer, Warrnambool” and is topped by a painted Australian coat of arms. Gold lettering on frame, in the order of top/bottom/ left/right “AUSTRALIAN.NATIVES.ASSOCIATION / T.A. CHAPMAN / Horse Shoer / Warrnambool”flagstaff hill, warrnambool, shipwrecked coast, maritime museum, shipwreck coast, horseshoe display case 1906-1907, chromed set of trotting shoes 1906-1907, chrome set of hunting shoes 1906-1907, chrome set of racing plates 1906-1907, pair of hind polo shoes 1906-1907, pair of front aluminium shoes 1906-1907, australian exhibition 1907, australian natives association (ana), t.a. chapman horse shoer warrnambool, thomas alfred chapman, brian chapman, brian “snacks” chapman, blacksmith warrnambool, warrnambool may races, warrnambool racecourse, purnim hotel, lee family’s butcher shop warrnambool -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Equipment - Camera, 1951-1954
Kodak Retina 1a 35mm bellows camera with extending bellows, in a leather case (.02) and an Instruction book (in German .03). The camera has a chrome trim with leatherette over the rest of the steel forming the body of the camera. It has a Retina Xenar F 2.8/50mm, Schneider - Kreuznach 2668277 lens covering speeds from B (bulb) to 1/500th of a second and an aperture opening of f2.8 to f16. Provision for a hot flash and various film speeds. Film advance lever with indicator showing number of photos taken. An old cartridge (.04) is loaded in the camera. Four pieces make the set.Kodak Retina Camera|Retina 1a|Kodakphotography, cameras -
 Geoffrey Kaye Museum of Anaesthetic History
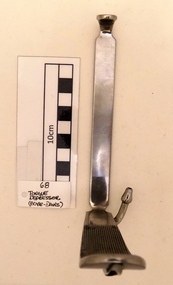
Geoffrey Kaye Museum of Anaesthetic HistoryTool - Tongue Depressor, Boyle-Davis Gag
Chrome plated metal "L" shaped tongue depressor. The depressor arm downside has cross-hatched grooves to facilitate adherence to the tong. A small metal tube is attached to the upper-side of the depressor through which anaesthesia or oxygen could be administered. The lateral arm handle has grips engraved to attach the mouth gag frame which is missing. This item has a stamp inscription on its handle about maker's details, size and material. Black spots of dust are present inside the metal tube and out near the extreme of the tube. It has accumulated dust between the cross-hatched grooves. Minor scratches around the piece.Stamped in the depressor handle, D.H.A. / 6 / STAINLESSboyle-davis, tongue depressor, airway management -
 Geoffrey Kaye Museum of Anaesthetic History
Geoffrey Kaye Museum of Anaesthetic HistoryTool - Tongue Depressor
J. Austen chrome plated tongue depressor blade only. Size 2 1/4, stainless steel material. The top arm of the instrument has a serrated grip below to facilitate tongue adherence, also has a middle space canal with semi circular welded rings to possibly introduce or attach an anaesthetic tube. This piece has in its internal lateral side engraved the possible owner's initial and last name. Minor scratches and dust marks are present over the piece as well as oxidation spots around engraved name. Weld spots in metallic semi circles edges on top of the piece.Engraved at the internal side of the handle, V. BRAND Stamped at the external side of the handle, J.AUSTEN / 2 1/4 / STAINLESStongue depressor, medical instruments, airway instruments, j. austen -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Functional object - Camera & Accessories, c1920
History prior to 1946 unknown. Camera etc was purchased by the donor in 1946 from Herbert Small Camera Supply then in Elizabeth Street Melbourne. Donor used camera regularly until recent years.'Etue' folding camera with accessories (camera, case, 3 negative containers in a imitation leather & cardboard container) and an additional slide tray. Camera can be used with glass plates, cut negative film and film packs. When camera is opened the lens, bellows etc slide into position. The whole lot slides on a rail system and can be locked in the position required. Item to be photographed can be viewed in a viewfinder which can be turned to a horizontal or vertical plane. In the viewfinder has a small bubble level. It includes an oblong chrome wire which is used to set the minimum distance from lens to object.|Camera is of steel covered and is covered with leather with a carrying handle. provision is made in the back to carry a film slide in a small envelope style pocket|Camera is made by Kamera Werkstatten of Dresden c1920.|It has a 'Zeiss Tessar' 1:4.5 lens of 10.5 cm focal length. Shutter is a 'Compur' with speeds of 1 to 1/250th of a second with Bulb and Time. It also has a delayed action feature. It also has a double extension for close up studies.|When folder it is a mere 4.5 cm from front to back, which cause it to be advertised as the slimmest camera made.|Camera case is made of brown tooled leather with a chrome clip and adjustable carrying handle - lid open upwards for the camera .Case is lined with a purple type of velvet material. 10 Items in total.photography, cameras, camera accessories -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Equipment - Otiscope, Slide Projector
In one place in records Pat Faggetter is credited with the donation of this item. It would appear that Pat picked it up from Mrs Coldrey so I have credited Mrs Coldrey as the donor. See also page 10 of green folder. (Ted Arrowsmith)OTICISCOPE An early slide projector. Large, black square unit with chrome parts. Bellows to assist in focus can be slid up to 26cm. On the end of the bellows is screwed a further adjustable lens (8.5cm diam by 11cm long). The body of the unit can be tilted to focus on the screen. This lens is endorsed '8 inch (26cm) high focus Aldus UNO Projector Lens'.This lens and a lamp is stored inside the projector. The projection lamp is an Osram (balloon shaped) patent registered 260 volt Gas Filled 500 watt 51. Made in England. Screw fitting .Power supply is by early English type two pin plug with a toggle switch on left side.Ensign Optiscope No. 6 - Made in Britain - Ensign Ltd - London.photography, projectors -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Functional object - Toiletries Pack, c.2000
Presented to Lance Corporal Rahman, on deployment to East Timor April-October 2000 from collection at Mitcham R.S.L. Sub BranchDark grey cardboard box containing: .2 wet ones, .3 schick ultra plus shaver blades pack, .4 Mitcham deodorant pack,.5, .6 Johnson's cotton buds, .7 & .8 shaving soap stick, .9 Colgate tooth brush, .10 Colgate total toothpaste, .11 & .12 Palmolive soap, .13 & .14 Cashmere Bouquet soap, .15 Green plastic nail brush, .16 black plastic comb, .17 shaving brush, .18 lip balm, .19 Colgate dental ribbon, .20 chrome nail clippers, .21 White small towel.Defence personal items packDefence personal items pack. Male NSN 8465 66 145 6306personal effects, travel goods, uniforms, army, personal effects-toilet requisites, shaving -
Frankston RSL Sub Branch
Munition, Trench Art
A set of two spent ammunition rounds complete with projectile, which are souvenirs of World War 1. These are from the 1 inch Nordenfelt machine gun, the projectiles are made from solid steel with a brass jacket, have an exposed steel tip and have a groove near the base. Both the brass cartridge case and the projectile are highly polished and have been chromed (?). These are examples of trench art having been engraved with floral patterns and the words "to Fred from NL". These items were owned by Frederic Harley MM, s/n 910, a WW1 Artillery Gunner in the 36th Australian Heavy Artillery Group who served in France. He enlisted in Frankston and lived in Frankston after returning to Australia. Further details of the Nordenfelt MG are available, refer AWM < http://www.awm.gov.au/collection/RELAWM10737.005/ >One of the cartridges has the following stamped on the base: "RɅL" or "R↑L", "1884" and "lV" image "DɅD" or "D↑D" -
 Returned Nurses RSL Sub-branch
Returned Nurses RSL Sub-branchFunctional object - M.V. Manunda Silver Kookaburra Hilt Letter Knife, Angus & Coote Ltd, c. 1940 - 1956
The M.V. Manunda is a ship owned by the Adelaide Steamship Company, that became a registered hospital ship in 1940, during World War 2. The Manunda serviced injured personnel in the Pacific and Middle East. This letter knife is highly significant to the Returned Nurses collection. Though there is a few recorded pieces of memorabilia from the M.V. Manunda, they are few and far between. This item could potentially draw attraction and attention to this collection. Silver, chrome-plated letter knife, with decorative kookaburra hilt handle. Due to age [and perhaps storage] the letter knife has turquoise and brown erosion, corrosion and rust spots, primarily upon the blade faces. One blade face includes a small, raised enamelled flag, with gilding around the flag boarder. The flag itself is white, with a blue cross and an eight-pointed red star in the centre, it is the logo of the Adelaide Steamship Company. On the same blade face as the flag, is the name of the vessel, 'M.V. Manunda'. On the opposing blade face is 'EP A1 NS', silver quality marking, and the maker's mark, 'Angus & Coote Lt.' Due to the metallic property of the letter knife, it often feels cool to the touch. Though this is true for the kookaburra hilt too, the kookaburra hilt has more texture and feels rough to the touch. 'EP A1 NS' (Silver quality marking) / 'Angus & Coote Lt.' (Markers mark) / 'M.V.MANUNDA' (Naval vessel identifier.) papua new guinea, middle east, pacific, aans, japan, world war ii, world war 2, world war two -
 Geoffrey Kaye Museum of Anaesthetic History
Geoffrey Kaye Museum of Anaesthetic HistoryTool - Laryngoscope, Magill, 1926
Ivan Magill (1888-1986) designer, this piece was designed in 1926 along with other anaesthetic equipment.Chrome plated straight complete Magill laryngoscope in medium size format, with attached light bulb. Cylindrical handle for battery deposit and with a wavy hand grip for easy handling. Serrated and screwed lids on top and base of the handle grip for insertion of batteries and checking of electrical contact stud. The handle also has a metallic switch without any instruction of use. The arm of the handle has a detachable screw to adjust extendable blade position and firmness. The light bulb is attached to a metallic tube connector to the handle arm which is just pressed to the contact point base. The blade has a oxidation spot under the blade. The piece in full has several scratches marks mostly founded in handle, arm and top blade areas. Two stamped inscriptions are present on the arm area, the manufacturer name and register number.Stamped on the arm of the handle lateral side, A.CHARLES KING Stamped on the arm of the handle opposite lateral side, REG. NO. 74901[9]magill, a. charles king ltd, regi. no. 749019, switch, laryngoscope -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyTypewriter Mechanical Portable, 1950s
The Olivetti company was founded in Italy in 1908.This particular typewriter is a Olivetti Lettera 22, oblique front stroke and portable manufactured after 1950. The 1950s and 1960s was a time when British manufactured goods were still purchased by many Australian consumers. The later 1960s onwards, there was a shift, mainly in the cities, to European made goods. The invasion of Japanese manufactured goods was relatively slower, especially in rural areas. The demand for long lasted and dependable merchandise was in the rural area still the most important criteria. The ease of setting up this typewriter and its compact mobility was its major benefit to trades people and travelling professionals, e.g. rural doctors, other medical professionals, accountants, lawyers and educators. This item facilitated the growing numbers of professional nomads requiring a relatively light office stationery package e.g. travelling novelist, writer, businessman and academics. This typewriter needed no electrical or battery power to operate it. Outback Australia, where at this point in time, was still relatively isolated from a good available electrical power reticulation and battery power, and therefore could not be totally measured as a highly efficient office environment.Although this typewriter was purchased from a business in Penrith, Sydney, N.S.W., it is significant that it travelled easily to the Kiewa Valley, demonstrating the mobility of certain sections of the community. This typewriter was designed by an Italian industrial designer, Marcello Nizzoli, in line with the art deco style of the 1930s and the colour and flexibility of the vibrant 1950s. The underlying theme of manufacturing in the 1950s was to produce equipment that was more efficient than what was inherited from the earlier period of 20th century. Improvements were made to this Olivetti typewriter by Giuseppe Beccio by reducing the number of parts made from 3,000 to 2,000. This reduction of parts and therefore cost of production was the major principle of the Japanese manufacturing juggernauts of the post World War II era. Efficiency and low costs material was becoming prime factors in the success of rural industries from the 1960s. Competition from overseas producers was starting to affect rural industries and the removal of the large range of tariff protection, especially rural products, required not only a shift of farm management but a more efficient cost savings modus operandi. This Olivetti Lettera 22, oblique front stroke portable (weighs 4kg) mechanical typewriter has a coral coloured plastic casing. The keys are made of black hardened plastic with white lettering, numbers and symbols (imperial fractions, and pound). It has a QWERTY keyboard as opposed to the Italian QZERTY. It has a lever to move the ribbon between black, neutral (for mimeograph stencils)and red colours (a red key is provided for highlighting specific words,letters or symbols) . This machine is fitted with only a black ribbon. It has a black rubber paper rollers and chromed metal parts on the carriage way. It has four rubber feet underneath the main body. On the left side of the roller there is a lever to adjust the roller from fixed (when mobile) through 1,2 and 3 line space gradients. This model has a key for zero but not one for the number one (uppercase letter l is used) see KVHS 0459 for the carrying bag.On the cover over the ribbon wheels letter strikers has a plate marked "Lettera 22" and the back plate behind the paper roller and in front of the paper supports has a silver metal label marked "olivetti made in great britain".commercial, mobile office equipment, mechanical typewriter -
 Nillumbik Shire Council
Nillumbik Shire CouncilSculpture: Tony Trembath (b.1946 Sale, Victoria), Tony Trembath, The Fences Act 1968 - Location: Edendale Farm (entrance) 30 Gastons Road, Eltham, 1989 - 1994
Eltham Council (now the Shire of Nillumbik) commissioned this work in 1989 to create an entrance / gateway to Edendale Community Farm. It was also aided by a grant from the Ministry of the Arts (now Arts Victoria). The former name of this work was "Gateway to Edendale Farm". Edendale Farm is a demonstration farm modelling sustainable environmental practices, providing support to the local residents of Nillumbik. Established in 1986, the land was purchased in 1970. It was previously an English gentleman's residence and was used for grazing. It consists of 5.6 hectares, with the Diamond Creek meandering through the property. The Victorian Fences Act 1968 governs liability of occupiers of adjoining lands to fence, and deals with disputes between neighbours regarding boundaries fences and costs. This work took into consideration ideas and suggestions from residents and committees, who required the use of recycled materials and that the work celebrate man's relationship with nature, animals and the earth, as well as relate to the fence-line on the far side of the carpark. Trembath also absorbed significant aspects of local history, making references to Eltham's agricultural past, the clearing of the land, the destruction of trees, the ruthless pruning of trees by suburban Councils and incorporated such Australian features as the post and rail fence. 'The Fences Act 1968' is significant for aesthetic, historic and social reasons at a regional level. It makes prominent the historical and social significance of Edendale and the rural aspects of Nillumbik. The use of existing tree stumps and salt pots in the work explores the iconography of the countryside such as the isolated farmhouse, pioneering farming practices, post and rail fencing and the regrowth of lopped trees. The title of the work, as well as the extensive community involvement in its creation, also makes reference to the Victorian Fences Act 1968, which makes neighbours jointly responsible for the cost of construction and maintenance of fences in the partitioning of land for settlement. 'The Fences Act 1968' has been classified as of regional significance by the National Trust of Australia. The work is an installation of wood and metal, approximately twenty five meters long. The design is very informal and rustic and runs the full width of the fence-line. It comprises groups of recycled tree trunks fitted with metal caps (chrome-nickel 'salt pots' that are shaped like tall bowler / top hats). Metal rods protrude from the trunks and some of these rods have metal birds. Two larger, sentinel-like stumps at the two outer ends have metal flame-like wings, which bend inward. To the left of the entrance, a simple architectural element indicates an isolated farmhouse. The rustic fence runs between the groups of tree trunks with native planting in clumps along it. The fence-line incorporates a functional engineered double gate and post and rail fencing. There may be many interpretations of the work and the intention is to stimulate interest and imagination rather than alienate. Interpretation is based on the personal experience that a visitor brings. The artist recommended that no explanation of the design logic be positioned with the work. N/Apublic art, sculpture, edendale, recycled, wood, metal, fences act 1968, gate, trembath, salt pot, tree stumps -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyIron Hand Kerosene, mid to late 1900s
The 1950's saw a revolution in small appliances for use in the average household. This hand held self heating(kerosene) iron was introduced as a time saving and more convenient iron for pressing clothes and other cloth fabrics. It replaced irons needing a separate fire source to heat the ironing plate. These irons continued to be in service, even when electricity was available in cities and larger rural towns (domestic electric steam irons were invented in 1938). This item was used before and during the electricity supplies available from the Kiewa Hydro Electricity Scheme. These irons remained in use within regional rural areas that had limited or unreliable electrical reticulation.In the 1950s and later the Kiewa Valley was still a relatively isolated region which was home to rural properties and small settlements. The availability of electricity and or the financial means to afford new types of electric hand irons ensured that older and sometimes less efficient ironing remained for an extended period covering the 1960s to 1970s. Kerosene products, such as this kerosene iron was a cheaper method for farm based domestic and other rural activities requiring a heat source. The use of kerosene as a heat/light source was able to be supplied in bulk and able to be used when floods severed vital roads into this region. The supply of electricity was in summer time subject to interruption from bush fire damaged wooden poles carrying the electrical cables. Self sufficiency by rural populations was the backbone of survival and the ability to store energy sources "on the farm" was a prerequisite of isolated regions, such as the Kiewa Valley, circa 1950s.This Coleman kerosene iron has a solid steel chrome plated(press) base with a painted (blue) wooden handle. The handle is stud fastened onto an oblong shaped rolled steel handle frame and screwed (two screws) onto the base plate. Both the heating plate and the top securing plate are shaped similar to a river boat. The main housing enclosing the heating element is enamel coated(blue in colour) steel and has a half hole for lighting the kerosene at the rear end. Behind the handle and protruding upwards is a stainless steel fully enclosed container (bowl shaped) for the main supply of kerosene to the burner or generator(enclosed within the main body of the iron. The bowl has an air valve and inlet for pressurised air intake (hand pump) On the bottom rear of the fuel bowl there is a screw regulated fuel pump. The fuel heated base plate provides the heat for this advertised "self heating iron(instant lighting). See KVHS 0347B- Instruction sheet; KVHS 0347C- Wrench; and KVHS 0347D Fuel can.Stamped on the base plate of the handle, front region "COLEMAN LAMP & STOVE CO." below this "WICHITA KAN" below this"TORONTO CAN". In the middle of the handle base and in larger print "COLEMAN Instant-Lite" At the rear location in large print "MODEL 4" in smaller print below "MADE IN U.S.A." below this "PAT#1718473"household appliances, alternative non electrical ironing appliances, domestic appliances, kerosene appliances -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyTester Direct Current, mid 1900's
This tester was used between 1950 and 1980's. As part of the Occupation, Health and Safety requirements, equipment used to monitor the performance of electricity producing generators, regularly, hand held testers were used to check the insulation and the "earth" pin were up the the required operational levels. As the generators and their ancillary monitoring equipment was spread over a large area and cumbersome to service small hand held devices were required. These had to always be safe for the user to operate. A selected range of high quality meters were recalibrated every two years in the Meter and Calibration Laboratory at Yarraville(near Melbourne) This meter is very significant to The Kiewa Hydro Electricity Scheme because it was an integral part of maintaining the electricity producing water driven generators of the power stations. The reason why this meter was so essential is that provided the safety check on equipment used to monitor each Hydro Generator that they were complying within the grid network parameters. Grid parameters are set so that if there is an electrical fault on the system, that fault can be attended to with a very small change in the output stability of each generator. It is essential that the voltage of the network remain within the set limits. Generators are at Dartmouth, Mackay, Clover, West Kiewa, Yarrawonga, Cain Curran and three Power Stations in the Thornton area.This hand driven current generator produces 500 volts by winding the handle(on funnel curved side) to keep the voltage constant(one minute per test). The whole body is made from caste aluminium. One of the functions of this meter is to test the isolation resistance of any equipment being tested. This is to see if that equipment is safe to handle(no electrical shocks). The second function is to test the earth pin of any portable electrical equipment. The turn key on one side can direct which function is required(marked insulation or continuity). On the top side(enclosed in a glass fronted marked scale) is a continuity scale(top) and an insulation scale(bottom). This is covered , when not in use by "flip up" lid with manufacturer's details and name of the instrument. Opposite the winder are two screw tight knobs. One marked earth(left side) and one marked line(right side). On the top and next to the glass windowed scales in a post manufacture SEC Vic equipment equipment ID number. For carrying purposes there is chromed steel (fold together) handle.The bottom of the unit has two metal "feet" 150mm long by 114mm wideManufacturer's details on top side "MEG" underneath "INSULATION AND CONTINUITY TESTER" below this "constant 500 VOLT pressure" below this "REGISTERED MEG MEGGER TRADE MARK" below this "REG DESIGN NO. 690326" below this "UNITED KINGDOM PATENT Nos. 193746, 197178, 198182, 202062, 202398, 204649, 350715" below this "SUPPLIED BY THE GENERAL ELECTRIC Co. Ltd OF ENGLAND" below this "MAGNET HOUSE, KINGSWAY LONDON W.C.2" 'sec vic kiewa hydro scheme, alternate energy supplies, alpine feasibility studies temperature, rainfall -
 Glen Eira Historical Society
Glen Eira Historical SocietyAlbum - Album page, Kambrook Road, Circa 1972
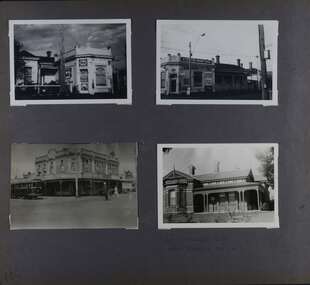
This page of photographs is part of the Caulfield Historical Album 1972. This album was created in approximately 1972 as part of a project by the Caulfield Historical Society to assist in identifying buildings worthy of preservation. The album is related to a Survey the Caulfield Historical Society developed in collaboration with the National Trust of Australia (Victoria) and Caulfield City Council to identify historic buildings within the City of Caulfield that warranted the protection of a National Trust Classification. Principal photographer thought to be Trevor Hart, member of Caulfield Historical Society. Most photographs were taken between 1966-1972 with a small number of photographs being older and from unknown sources. All photographs are black and white except where stated, with 386 photographs over 198 pages. First 2 images: milkbar and residence corner Kambrook and Balaclava Roads ie south west corner - building named Airdrie 3rd image: https://vhd.heritagecouncil.vic.gov.au/places/43737 - re 26 Kambrook Road and 345 Balaclava Road corner building ie south east corner: A prominently situated two-storeyed complex of late Victorian buildings consisting of "Wybar's Buildings" occupying the Balaclava Road/ Kambrook Road corner and the "Caulfield Bakery" facing Kambrook Road, separated by a driveway from a single storeyed shop. The main building has a comer splay and balustraded parapet with curved pediments, the words "Wybar's Buildings 1887" having been obliterated but "Caulfield Bakery 1887" with the characteristic wheatsheaf surviving in raised cement work. The walls are stuccoed and richly ornamented with bracketed cornices and keystones with masks extending to the Bakery. The main building is further distinguished by the Masonic symbol of the mason's dividers in the pediment whilst the upper level of the bakery is in overpainted brickwork. The single storeyed shop incorporates the bracketed cornice and consoles characteristic of the main buildings and is in other respects a utilitarian structure. 4th image: https://vhd.heritagecouncil.vic.gov.au/places/42415 (on 24/01/2021) - 196 Kambrook Road An imposing late Victorian poly-chrome brick asymmetrical villa with corner verandah and projecting west facing wing with faceted window bay to the facade. Body bricks are red and relieved by cream and black brick banding and by cream bricks to the bracketed eaves. The fretted barge with king post treatment and timber posted verandah are unique in the Municipality and unusual in the metropolitan area and demonstrate an understated appreciation of the emerging Queen Anne mode.345 Balaclava and 26 Kambrook Roads HO91 - City of Glen Eira https://vhd.heritagecouncil.vic.gov.au/places/43737 (on 24/01/2021) "Wybar's Buildings" at the corner of Balaclava Road and Kambrook Road are important as a prominent late Victorian commercial development incorporating a variety of activities including a bakery and possibly a coffee palace, the latter understood to be unique within the municipality, but characteristic of the period. It is a rare complex of its type in Caulfield and is important also as evocative evidence of the late Victorian Land Boom and the creation of a small now defunct commercial centre at this location by the George Wybrow. 196 Kambrook Road HO122 - City of Glen Eira https://vhd.heritagecouncil.vic.gov.au/places/42415 "Glencoe" is situated at no. 196 Kambrook Road, Caulfield North and was built for the boot manufacturer, Robert Bruce Mair, in 1888. It is of historic and aesthetic significance. It is historically significant (Criterion A) as the home of an inner suburban industrialist, notable a boot manufacturer, demonstrating the attraction of Caulfield as a residential location for the manufacturers of the metropolis during the late Victorian Boom period. It is aesthetically significant (Criterion E) as a very early example of a Queen Anne influenced late Victorian villa, comparing at the State level with ''Woodlands'' (1888), North Essendon, generally acknowledged to be one of Australia's earliest houses to fully exploit this emerging style. The ornamental timberwork is especially expressive of the new architectural fashion and compares with the house at 33 Clarence Street, Elsternwick (1888-89).Page 105 of Photograph Album with two photographs of a milk bar and attached residence, one older photograph of Wybar's Building and another photograph of a house on Kambrook Road (all are landscape).Handwritten: 196 KAMBROOK ROAD / 1970 - GAFFNEY MRS S.M. [under bottom right photo] / 100 [bottom left]trevor hart, kambrook road, victorian style, caulfield north, parapets, wybar's buildings 1887, caulfield bakery 1887, architectural features, painted bricks, balaclava road, george wybrow, shops, milk bars, airdrie, polychrome bricks, verandahs, queen anne architectural style, houses, glencoe, robert mair -
Glenelg Shire Council Cultural Collection
Administrative record - Hire Purchase Agreement, c. 1939
From Aussie Velos: Alfred George Healing was born in 1868 in the suburb of Richmond, Melbourne (VIC). Starting in the cycle industry as a cycle builder and repairer in 1898, he obtained the Victorian agency for the English “Haddon” bicycle located on Bridge Road, Richmond. With many years behind him in the bicycle industry in 1907 he opened a small shop from borrowing £50 from his sister and began operating as A.G Healing. Importing bicycle parts Healing was quickly gaining a reputation for his quality and service among the cycling community, with steady business growth, Healing stumbled across an error that had been made in a recent order which resulted in twice the number of bicycle parts received. With no finances to pay for them, Healing decided to cycle around Victoria selling these parts to make the money he needed to fix up the order. As Healing travelled across Victoria he found that there was such a large market place for cycling gear that the order was soon fixed. It became apparent that Healing needed to open cycle shops in various locations. By 1912 Healing decided to open up his own proprietary company in Niagara Lane, Melbourne (VIC), the company was surging with enthusiastic cyclists and commuters and other branches began to spread all over state of Victoria. In 1921 Healing’s son Keith joined the firm and became an apprentice bicycle maker and Healing cycles grew more popular and at peak production 25,000 bicycles were made per year. Shops under the name of Healing were now operating across Australia. The business was now transferred to another location of Melbourne House, Post-office place (MELB). In 1926 Duncan and Co. wholesale and retail distributors of automotive parts was absorbed and was occupied in a larger building in Franklin Street (MELB) to maintain the warehouse operations. A.G Healing was now a public company. By 1933 the firm also began to specialize in importing radios and later began to make their own. One of the many Champions who rode on a Healing cycle was W.K “Bill” Moritz. His achievements included winning all major events in Australia and New Zealand during the years of 1936-37 path racing season. In 1936 Healing released a lightweight cycle that would rule in their supreme line-up, built from the lightest possible materials, the frame and forks were chrome plated, stripped for racing weighed exactly 16 1/2 lbs. It was fitted with special “Osgear” three-speed gear and built specially built for D. Byrant. By 1937, Healing cycles were being ridden by many, at the exhibition board track Jack Molloy won the Victorian ten-mile amateur championship, Bill Moritz captured the five mile professional, and Tassle Johnson the five-mile amateur scratch race. These wins brought up the total championships won in one week by Healing cycles to six.A hire agreement (hire purchase) between H.L. Vivian and R&G Finances Pty Ltd, for a Healing 'A' bicycle, with Eadie Coaster Hub brake. -
 Federation University Historical Collection
Federation University Historical CollectionBook - Diary, John Kennedy, John Kennedy's Ballarat School of Mines Lecture Notes, 1889
John Kennedy was born on 04 April 1862, the son of ship carpenter Robert Kennedy and his wife Florinda (Aitken), and the brother of Malcolm and Colin Kennedy. In 1860 the family migrated to Melbourne where Kennedy senior set up as a shipwright. In 1879 Malcolm and John, who trained as a naval architect, joined their father as Robert Kennedy & Sons, shipbuilders and shipsmiths. On 27 December 1883 at North Melbourne, Malcolm married Ann White with Presbyterian forms. Next year Robert Kennedy & Sons removed to Hobart where with John W. Syme and W. J. Duffy, partners until 1889, they took over the Derwent Ironworks & Engineering Co., a foundry formerly owned by the (Alexander) Clark family. The Kennedys also acquired the patent slipyard, formerly Ross's, at Battery Point. After the shipbuilding industry in Hobart began to flag John also turned to mining: he attended the Ballarat School of Mines, and reopened the Hobart smelters which had been an adjunct of the Derwent Ironworks in the 1870s. He made several voyages overseas on smelting business and as mining promoter, and was a member of the London Stock Exchange. In 1913-14 he was manager of Tongkah Compound (1910); Robert Kennedy & Sons was reputed to have contributed to the success of the Hobart-run Tongkah Harbour, Thailand, tin mines by developing a suitable dredge. The brothers also held shares in the Irrawaddy Burma Co. John was a member of the Australasian Institute of Mining Engineers and from 1932 an honorary life member of the American Institute of Mining & Metallurgical Engineers. John died in Hobart on 10 January 1937. (Ann G. Smith, 'Kennedy, John (1862–1937)', Australian Dictionary of Biography, National Centre of Biography, Australian National University, http://adb.anu.edu.au/biography/kennedy-john-7092/text11963, published first in hardcopy 1983, accessed online 24 April 2020.) A book covered in black leather with 'John Kennedy' embossed on the front in gold. The book contains notes from the time he studies at the Ballarat School of Mines. The beginning of the book has an alphabetical section where John Kennedy has created an index.Inside front cover 'John Kennedy Nena Wharf Hobart Tasmania.' john kennedy, australasian institute of mining engineers, ausimm, american institute of mining metallurgical engineers, ballarat school of mines, lecture notes, lecture notebook, antinomy, brick clay, carbon, coal, copper, chemistry, clay, chrome, electricity, fire clay, gas, gold, gold bullion, glass, gold test for, iron metallurgy, light, lead, metallurgy, mica, mineralogy, pyrites, sulphur in pyrites, sugar, slags, wolfram, preparation of pure gold, scorification, gold bullion assay, petrography, melting poinys of bodies, metric system, geology, mount morgan, queensland, rock salt, assay of tailings, classification of rocks, muffle furnace, ballarat school of mines wind furnace, assay of antinomy, recovery of silver from solutionsheat pyrometer, spectroscope, organic acids, metallurgy of iron, assat of copper, cornstock lode nevada, mount morgan queensland, scarification, elmwood, metallurgy of lead, specific gravity, copper assay, seperation of gold from other metals, test for gold, wet assay, mercury -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Fork
Naturally, we tend to take commonplace objects for granted, because they have always been there. Yet how many of you actually have thought “hey, where do forks come from?” Well, it takes one trip to China and a 3-year-old laughing at your face because of your desperate attempt to eat with chopsticks to finally appreciate something so ordinary such as a fork. So, where do forks come from? The early history of the fork is obscure. As a kitchen and dining utensil, it is believed to have originated in the Roman Empire, as proved by archaeological evidence. The personal table fork most likely originated in the Eastern Roman (or Byzantine) Empire. Its use spread to what is now the Middle East during the first millennium AD and then spread into Southern Europe during the second millennium. It did not become common in northern Europe until the 18th century and was not common in North America until the 19th century. Carving fork from 1640. Source: Wikipedia/Public Domain Carving Fork from 1640. Source: Wikipedia/Public Domain Some of the earliest known uses of forks with food occurred in Ancient Egypt, where large forks were used as cooking utensils. Bone forks had been found on the burial site of the Bronze Age Qijia culture (2400–1900 BC) as well as later Chinese dynasties’ tombs.The Ancient Greeks used the fork as a serving utensil. Read also: Steven Spielberg to Remake the Classic Musical ‘West Side Story’ In the Roman Empire, bronze and silver forks were used. The use varied according to local customs, social class and the nature of food, but forks of the earlier periods were mostly used as cooking and serving utensils. The personal table fork was most likely invented in the Eastern Roman (Byzantine) Empire, where they were in everyday use by the 4th century (its origin may even go back to Ancient Greece, before the Roman period). Records show that by the 9th century a similar utensil known as a barjyn was in limited use in Persia within some elite circles. By the 10th century, the table fork was in common use throughout the Middle East. Bronze forks made in Persia during the 8th or 9th century.Source: Wikipedia/Public Domain Bronze forks made in Persia during the 8th or 9th century.Source: Wikipedia/Public Domain The first recorded introduction of the fork to Western Europe, as recorded by the theologian and Cardinal Peter Damian, was by Theophano Sklereina the Byzantine wife of Holy Roman Emperor Otto II, who nonchalantly wielded one at an Imperial banquet in 972, astonishing her Western hosts.By the 11th century, the table fork had become increasingly prevalent in the Italian peninsula. It gained a following in Italy before any other Western European region because of historical ties with Byzantium and continued to get popularity due to the increasing presence of pasta in the Italian diet. At first, pasta was consumed using a long wooden spike, but this eventually evolved into three spikes, design better suited to gathering the noodles. In Italy, it became commonplace by the 14th century and was almost universally used by the merchant and upper classes by 1600. It was proper for a guest to arrive with his fork and spoon enclosed in a box called a cadena; this usage was introduced to the French court with Catherine de’ Medici’s entourage. In Portugal, forks were first used at the time of Infanta Beatrice, Duchess of Viseu, King Manuel I of Portugal’s mother around 1450. However, forks were not commonly used in Western Europe until the 16th century when they became part of Italian etiquette. The utensil had also gained some currency in Spain by this time, and its use gradually spread to France. Nevertheless, most of Europe did not adopt the use of the fork until the 18th century. Read also: The 8 Most Famous ‘Functioning Alcoholics’ in History Long after the personal table fork had become commonplace in France, at the supper celebrating the marriage of the Duc de Chartres to Louis XIV’s natural daughter in 1692, the seating was described in the court memoirs of Saint-Simon: “King James having his Queen on his right hand and the King on his left, and each with their cadenas.” In Perrault’s contemporaneous fairy tale of La Belle au bois dormant (1697), each of the fairies invited for the christening is presented with a splendid “fork holder”. The fork’s adoption in northern Europe was slower. Its use was first described in English by Thomas Coryat in a volume of writings on his Italian travels (1611), but for many years it was viewed as an unmanly Italian affectation. Some writers of the Roman Catholic Church expressly disapproved of its use, St. Peter Damian seeing it as “excessive delicacy.” It was not until the 18th century that the fork became commonly used in Great Britain, although some sources say that forks were common in France, England, and Sweden already by the early 17th century. Spaghetti fork By Lady alys - Own work, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=6414948 Spaghetti Fork By Lady alys – Own work, CC BY-SA 3.0, The fork did not become popular in North America until near the time of the American Revolution. The curved fork used in most parts of the world today was developed in Germany in the mid 18th century while the standard four-tine design became current in the early 19th century. The fork was important in Germany because they believed that eating with the fingers was rude and disrespectful. The fork led to family dinners and sit-down meals, which are important features of German culture. https://www.thevintagenews.com/2016/08/31/priority-fork-came-italy-european-country-pasta/?chrome=1Serving fork, two prongs, with a shaped wooden handle. Badly rusted.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, food, meat, carving -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Medical container, Late 19th century or early 20th century
THE DISCOVERY OF STAINLESS STEEL Harry Brearley Since the dawn of man colonies have raced against each other to uncover new technologies, to be the first to stamp their names on a discovery, and although we’ve evolved over millions of years, the urge to be the first remains at the very core of our nature. This sense of passion and pride can lead some of the more unscrupulous humans to claim others discoveries as their own. Of course many breakthroughs are genuinely made in tandem, or are simultaneously occurring, but unless you can categorically prove that you were the pioneer of these incredible findings, then the other party involved will always dispute the fact. And so we come to stainless steel. The first point to note is that ‘inventor’ is a very ambiguous term. Is this the first person to think, to document, to patent, or to produce? The second point is that stainless steel wasn’t truly defined until 1911, so are we to cast aside those chromium-iron alloys that don’t quite meet the minimum requirement of 10.5% chromium? It seems like anyone and everyone has a different claim to being labelled the ‘inventor’ of stainless steel; from Britain, Germany, France, Poland, the U.S.A., and even Sweden. The cogs were set in motion by Englishmen Stoddart and Faraday circa 1820 and Frenchman Pierre Berthier in 1821. These scientists, among others, noted that iron-chromium alloys were more resistant to attack by certain acids, but tests were only carried out on low chromium content alloys. Attempts to produce higher chromium alloys failed primarily because of scientists not understanding the importance of low carbon content. In 1872 another pair of Englishmen, Woods and Clark, filed for patent of an acid and weather resistant iron alloy containing 30-35% chromium and 2% tungsten, effectively the first ever patent on what would now be considered a stainless steel. However, the real development came in 1875 when a Frenchman named Brustlein detailed the importance of low carbon content in successfully making stainless steel. Brustlein pointed out that in order to create an alloy with a high percentage of chromium, the carbon content must remain below around 0.15%. Thus ensued two decades of stagnation for the development of stainless steel, and while many scientists attempted to create a low carbon stainless steel, none succeeded. Hans Goldschmidt It wasn’t until 1895, when Hans Goldschmidt of Germany developed the aluminothermic reduction process for producing carbon-free chromium, that development of stainless steels became a reality. In 1904 French Scientist Leon Guillet undertook extensive research on many iron-chromium alloys. Guillet’s work included studies on the composition of what would now be known as 410, 420, 442, 446 and 440-C. In 1906 Guillet went on to analyse iron-nickel-chrome alloys, which would now be considered the basics of the 300 series. However, while noting the chemical composition of his alloys, Guillet failed to acknowledge the potential corrosion resistance of his materials. Albert Portevin In 1909 Englishman Giesen published an in-depth work regarding chromium-nickel steels, while the French national, Portevin, studied what is now regarded as 430 stainless steel. However, it wasn’t until 1911 that the importance of a minimum chromium content was discovered by Germans P. Monnartz and W. Borchers. Monnartz and Borchers discovered the correlation between chromium content and corrosion resistance, stating that there was a significant boost in corrosion resistance when at least 10.5% chromium was present. The pair also published detailed works on the effects of molybdenum on corrosion resistance. It is at this point we introduce Harry Brearley, born in Sheffield, England in 1871, he was appointed lead researcher at Brown Firth Laboratories in 1908. In 1912 Brearley was given a task by a small arms manufacturer who wished to prolong the life of their gun barrels which were eroding away too quickly. Brearley set out to create an erosion resistant steel, not a corrosion resistant one, and began experimenting with steel alloys containing chromium. During these experiments Brearley made several variations of his alloys, ranging from 6% to 15% chromium with differing levels of carbon. On the 13th August 1913 Brearley created a steel with 12.8% chromium and 0.24% carbon, argued to be the first ever stainless steel. The circumstances in which Brearley discovered stainless steel are covered in myth; some enchanted tales of Brearley recite him tossing his steel into the rubbish, only to notice later that the steel hadn’t rusted to the extent of its counterparts, much like Alexander Fleming’s experience 15 years later. Other more plausible, (but less attractive), accounts claim it was necessary for Brearley to etch his steels with nitric acid and examine them under a microscope in order to analyse their potential resistance to chemical attack. Brearley found that his new steel resisted these chemical attacks and proceeded to test the sample with other agents, including lemon juice and vinegar. Brearley was astounded to find that his alloys were still highly resistant, and immediately recognised the potential for his steel within the cutlery industry. The Half Moon Brearley struggled to win the support of his employers, instead choosing to produce his new steel at local cutler R. F. Mosley. He found difficulty producing knife blades in the new steel that did not rust or stain and turned to his old school friend, Ernest Stuart, Cutlery Manager at Mosley’s Portland Works, for help. Within 3 weeks, Stuart had perfected the hardening process for knives. Brearley had initially decided to name his invention ‘Rustless Steel’, but Stuart, dubbed it ‘Stainless Steel’ after testing the material in a vinegar solution, and the name stuck. And that’s how Harry Brearley discovered stainless steel…. well, not quite… During the 5 year period between 1908 and Brearley’s discovery in 1913 many other scientists and metallurgists have potential claims to Brearley’s title. In 1908 the Germans entered the fray, the Krupp Iron Works in Germany produced a chrome-nickel steel for the hull of the Germania yacht. The Half Moon, as the yacht is now known, has a rich history and currently lies on the seabed off the east coast of Florida. Whether the steel contains the minimum 10.5% chromium content remains inconclusive. Employees of the Krupp works, Eduard Maurer and Benno Strauss, also worked from 1912-1914 on developing austenitic steels using <1% carbon, <20% nickel and 15-40% chromium. Not happy with Europe hogging the glory, the USA got in on the act. Firstly, Elwood Haynes, after becoming disenchanted at his rusty razor, set out to create a corrosion resistant steel, which he supposedly succeeded in doing during 1911. Two other Americans, Becket and Dantsizen, worked on ferritic stainless steels, containing 14-16% chromium and 0.07-0.15% carbon, in the years 1911-1914. Elwood Haynes During 1912 Max Mauermann of Poland is rumoured to have created the first stainless steel, which he later presented to the public during the Adria exhibition in Vienna, 1913. Finally, a recently discovered article, which was published in a Swedish hunting and fishing magazine in 1913, discusses a steel used for gun barrels, (sound familiar?), which seems to resemble stainless steel. Although this is purely speculation, the Swedes have still made an audacious claim that they were in fact responsible for the first practical application for stainless steel. That concludes the shambolic discovery of stainless steel! Although there is much mystery and speculation behind the discovery of this wonderful material, there is no question that without the combined effort of all the above scientists and metallurgists, (and all the many more that were not mentioned), we would not have such a rich and versatile metal at our fingertips. https://bssa.org.uk/bssa_articles/the-discovery-of-stainless-steel/#:~:text=On%20the%2013th%20August%201913,the%20first%20ever%20stainless%20steel. This stainless steel container was donated to Flagstaff Hill Maritime Village by the family of Doctor William Roy Angus, Surgeon and Oculist. It is part of the “W.R. Angus Collection” that includes historical medical equipment, surgical instruments and material once belonging to Dr Edward Ryan and Dr Thomas Francis Ryan, (both of Nhill, Victoria) as well as Dr Angus’ own belongings. The Collection’s history spans the medical practices of the two Doctors Ryan, from 1885-1926 plus that of Dr Angus, up until 1969. ABOUT THE “W.R.ANGUS COLLECTION” Doctor William Roy Angus M.B., B.S., Adel., 1923, F.R.C.S. Edin.,1928 (also known as Dr Roy Angus) was born in Murrumbeena, Victoria in 1901 and lived until 1970. He qualified as a doctor in 1923 at University of Adelaide, was Resident Medical Officer at the Royal Adelaide Hospital in 1924 and for a period was house surgeon to Sir (then Mr.) Henry Simpson Newland. Dr Angus was briefly an Assistant to Dr Riddell of Kapunda, then commenced private practice at Curramulka, Yorke Peninsula, SA, where he was physician, surgeon and chemist. In 1926, he was appointed as new Medical Assistant to Dr Thomas Francis Ryan (T.F. Ryan, or Tom), in Nhill, Victoria, where his experiences included radiology and pharmacy. In 1927 he was Acting House Surgeon in Dr Tom Ryan’s absence. Dr Angus had become engaged to Gladys Forsyth and they decided he would take time to further his studies overseas in the UK in 1927. He studied at London University College Hospital and at Edinburgh Royal Infirmary and in 1928, was awarded FRCS (Fellow from the Royal College of Surgeons), Edinburgh. He worked his passage back to Australia as a Ship’s Surgeon on the on the Australian Commonwealth Line’s T.S.S. Largs Bay. Dr Angus married Gladys in 1929, in Ballarat. (They went on to have one son (Graham 1932, born in SA) and two daughters (Helen (died 12/07/1996) and Berenice (Berry), both born at Mira, Nhill ) Dr Angus was a ‘flying doctor’ for the A.I.M. (Australian Inland Ministry) Aerial Medical Service in 1928 . The organisation began in South Australia through the Presbyterian Church in that year, with its first station being in the remote town of Oodnadatta, where Dr Angus was stationed. He was locum tenens there on North-South Railway at 21 Mile Camp. He took up this ‘flying doctor’ position in response to a call from Dr John Flynn; the organisation was later known as the Flying Doctor Service, then the Royal Flying Doctor Service. A lot of his work during this time involved dental surgery also. Between 1928-1932 he was surgeon at the Curramulka Hospital, Yorke Peninsula, South Australia. In 1933 Dr Angus returned to Nhill where he’d previously worked as Medical Assistant and purchased a share of the Nelson Street practice and Mira hospital from Dr Les Middleton one of the Middleton Brothers, the current owners of what was once Dr Tom Ryan’s practice. Dr L Middleton was House Surgeon to the Nhill Hospital 1926-1933, when he resigned. [Dr Tom Ryan’s practice had originally belonged to his older brother Dr Edward Ryan, who came to Nhill in 1885. Dr Edward saw patients at his rooms, firstly in Victoria Street and in 1886 in Nelson Street, until 1901. The Nelson Street practice also had a 2 bed ward, called Mira Private Hospital ). Dr Edward Ryan was House Surgeon at the Nhill Hospital 1884-1902 . He also had occasions where he successfully performed veterinary surgery for the local farmers too. Dr Tom Ryan then purchased the practice from his brother in 1901. Both Dr Edward and Dr Tom Ryan work as surgeons included eye surgery. Dr Tom Ryan performed many of his operations in the Mira private hospital on his premises. He too was House Surgeon at the Nhill Hospital 1902-1926. Dr Tom Ryan had one of the only two pieces of radiology equipment in Victoria during his practicing years – The Royal Melbourne Hospital had the other one. Over the years Dr Tom Ryan gradually set up what was effectively a training school for country general-practitioner-surgeons. Each patient was carefully examined, including using the X-ray machine, and any surgery was discussed and planned with Dr Ryan’s assistants several days in advance. Dr Angus gained experience in using the X-ray machine there during his time as assistant to Dr Ryan. Dr Tom Ryan moved from Nhill in 1926. He became a Fellow of the Royal Australasian College of Surgeons in 1927, soon after its formation, a rare accolade for a doctor outside any of the major cities. He remained a bachelor and died suddenly on 7th Dec 1955, aged 91, at his home in Ararat. Scholarships and prizes are still awarded to medical students in the honour of Dr T.F. Ryan and his father, Dr Michael Ryan, and brother, John Patrick Ryan. ] When Dr Angus bought into the Nelson Street premises in Nhill he was also appointed as the Nhill Hospital’s Honorary House Surgeon 1933-1938. His practitioner’s plate from his Nhill surgery states “HOURS Daily, except Tuesdays, Fridays and Saturday afternoons, 9-10am, 2-4pm, 7-8pm. Sundays by appointment”. This plate is now mounted on the doorway to the Port Medical Office at Flagstaff Hill Maritime Village, Warrnambool. Dr Edward Ryan and Dr Tom Ryan had an extensive collection of historical medical equipment and materials spanning 1884-1926 and when Dr Angus took up practice in their old premises he obtained this collection, a large part of which is now on display at the Port Medical Office at Flagstaff Hill Maritime Village in Warrnambool. During his time in Nhill Dr Angus was involved in the merging of the Mira Hospital and Nhill Public Hospital into one public hospital and the property titles passed on to Nhill Hospital in 1939. In 1939 Dr Angus and his family moved to Warrnambool where he purchased “Birchwood,” the 1852 home and medical practice of Dr John Hunter Henderson, at 214 Koroit Street. (This property was sold in1965 to the State Government and is now the site of the Warrnambool Police Station. ). The Angus family was able to afford gardeners, cooks and maids; their home was a popular place for visiting dignitaries to stay whilst visiting Warrnambool. Dr Angus had his own silk worm farm at home in a Mulberry tree. His young daughter used his centrifuge for spinning the silk. Dr Angus was appointed on a part-time basis as Port Medical Officer (Health Officer) in Warrnambool and held this position until the 1940’s when the government no longer required the service of a Port Medical Officer in Warrnambool; he was thus Warrnambool’s last serving Port Medical Officer. (The duties of a Port Medical Officer were outlined by the Colonial Secretary on 21st June, 1839 under the terms of the Quarantine Act. Masters of immigrant ships arriving in port reported incidents of diseases, illness and death and the Port Medical Officer made a decision on whether the ship required Quarantine and for how long, in this way preventing contagious illness from spreading from new immigrants to the residents already in the colony.) Dr Angus was a member of the Australian Medical Association, for 35 years and surgeon at the Warrnambool Base Hospital 1939-1942, He served as a Surgeon Captain during WWII1942-45, in Ballarat, Victoria, and in Bonegilla, N.S.W., completing his service just before the end of the war due to suffering from a heart attack. During his convalescence he carved an intricate and ‘most artistic’ chess set from the material that dentures were made from. He then studied ophthalmology at the Royal Melbourne Eye and Ear Hospital and created cosmetically superior artificial eyes by pioneering using the intrascleral cartilage. Angus received accolades from the Ophthalmological Society of Australasia for this work. He returned to Warrnambool to commence practice as an ophthalmologist, pioneering in artificial eye improvements. He was Honorary Consultant Ophthalmologist to Warrnambool Base Hospital for 31 years. He made monthly visits to Portland as a visiting surgeon, to perform eye surgery. He represented the Victorian South-West subdivision of the Australian Medical Association as its secretary between 1949 and 1956 and as chairman from 1956 to 1958. In 1968 Dr Angus was elected member of Spain’s Barraquer Institute of Barcelona after his research work in Intrasclearal cartilage grafting, becoming one of the few Australian ophthalmologists to receive this honour, and in the following year presented his final paper on Living Intrasclearal Cartilage Implants at the Inaugural Meeting of the Australian College of Ophthalmologists in Melbourne In his personal life Dr Angus was a Presbyterian and treated Sunday as a Sabbath, a day of rest. He would visit 3 or 4 country patients on a Sunday, taking his children along ‘for the ride’ and to visit with him. Sunday evenings he would play the pianola and sing Scottish songs to his family. One of Dr Angus’ patients was Margaret MacKenzie, author of a book on local shipwrecks that she’d seen as an eye witness from the late 1880’s in Peterborough, Victoria. In the early 1950’s Dr Angus, painted a picture of a shipwreck for the cover jacket of Margaret’s book, Shipwrecks and More Shipwrecks. She was blind in later life and her daughter wrote the actual book for her. Dr Angus and his wife Gladys were very involved in Warrnambool’s society with a strong interest in civic affairs. Their interests included organisations such as Red Cross, Rostrum, Warrnambool and District Historical Society (founding members), Wine and Food Society, Steering Committee for Tertiary Education in Warrnambool, Local National Trust, Good Neighbour Council, Housing Commission Advisory Board, United Services Institute, Legion of Ex-Servicemen, Olympic Pool Committee, Food for Britain Organisation, Warrnambool Hospital, Anti-Cancer Council, Boys’ Club, Charitable Council, National Fitness Council and Air Raid Precautions Group. He was also a member of the Steam Preservation Society and derived much pleasure from a steam traction engine on his farm. He had an interest in people and the community He and his wife Gladys were both involved in the creation of Flagstaff Hill, including the layout of the gardens. After his death (28th March 1970) his family requested his practitioner’s plate, medical instruments and some personal belongings be displayed in the Port Medical Office surgery at Flagstaff Hill Maritime Village, and be called the “W. R. Angus Collection”. The W.R. Angus Collection is significant for still being located at the site it is connected with, Doctor Angus being the last Port Medical Officer in Warrnambool. The collection of medical instruments and other equipment is culturally significant, being an historical example of medicine from late 19th to mid-20th century. Dr Angus assisted Dr Tom Ryan, a pioneer in the use of X-rays and in ocular surgery. Medical box; rectangular stainless steel base and separate lid, from the W.R. Angus Collection.warrnambool, flagstaff hill maritime museum, great ocean road, dr w r angus, dr ryan, surgical instrument, t.s.s. largs bay, warrnambool base hospital, nhill base hospital, mira hospital, flying doctor, medical treatment, stainless steel medical container, medical container, stainless steel -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic