Showing 742 items
matching commercial use
-
 Wangaratta RSL Sub Branch
Wangaratta RSL Sub BranchPrint - Framed Print, SS SUEVIC
... commercial route and was used for bringing provisions and troops from... commercial route and was used for bringing provisions and troops from ...In 1901 after completing her maiden voyage to Australia "Suevic" was used to transport Australian troops to and from the Boer War in South Africa. SUEVIC was requisitioned by the British Government during World War I but maintained its commercial route and was used for bringing provisions and troops from Australia to Europe. SS SUEVIC 1901-1942 White Star Line. SUEVIC and her sister ship RUNIC served as troopships transporting service personnel for duty overseas during WW1Timber framed print of a ship at sea. The grey mount has signatures in white paint across the top and sides.SS SUVIC Commander Edwin English ss suevic, ww1, troopship, boer war -
 National Wool Museum
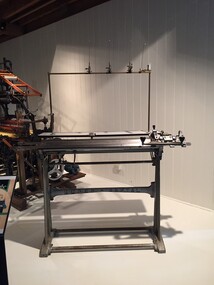
National Wool MuseumMachine - Knitting Machine, Coppo, 1960s
... . Originating from Italy, it was designed for commercial use. Through... for commercial use. Through both precision and capacity, Italian ...The knitting machine is a recently designed instrument, especially when it is compared with its ancient counterpart, the loom. It enables the creation of many metres of fabric very quickly. A knitting machine is composed of a series of needles which mimic the process of manual knitting. The mechanism engages numerous mechanical elements simultaneously and enables the creation of many metres of fabric very quickly. In addition, a knitting machine can be setup to produce unique bolts of fabric. The density of the fabric may be modified and a knitting machine can produce double-faced effects. A doubled-faced effect creates colour combinations through the introduction of an additional colour to the knitting pattern. This knitting machine is a Coppo brand. It contains over five hundred needles and was produced in the 1960s. It is a representation of the best available in the world at that time. Originating from Italy, it was designed for commercial use. Through both precision and capacity, Italian artisans were seen to be the best in the world of textiles and knitwear. Through emigration, globalisation and the regularly available quantities of wool, Australia came to compete on this stage. The owner of this particular machine migrated from Italy in 1959. When she did, she brought with her a Dubied knitting machine. She later replaced it with this Coppo. When in Australia the owner began work as a piece worker, knitting jumpers and worked for some of the iconic names in the Australian knitting trade including ES Poratt and Alpin Manufacturing. The owner’s role progressed from a piece worker to a wool garment designer and she won many Wool Industry Awards in the 1970s and 1980s. Her high quality of work using and her individual custom designs were spoken about by many of her customers and she had a very large private clientele. She designed and knitted fully fashioned tailored jumpers for people for around 30 years.Knitting table sits on a stand with wide metal legs. Legs contain lettering 'COPPO torino'. Legs are connected via three thin metal poles as well as a metal band and the bed of knitting table at top. The connecting metal band has the lettering 'SUPER - COPTAL' attached. The Knitting table itself contains two beds and a bench at the rear. Attached to the bench is a thin metal structure for the elevation of yarn. It has four crane esk structures above on this metal structure. The bench is covered in a pale grey laminate in the imitation of wood. Attached to the knitting bed is a sliding contraptions containing two handles at the front followed by a complex semi-circle sliding mechanism used to move the knitting mechanism front and back.Left Stand. Lettering: Coppo Torino Right Stand. Lettering: Coppo Torino Centre Stand. Lettering SUPER - COPTALcoppo, knitting machine, design, italy, wool, business, migrants -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Craft work, pin-cushion, c1950
... types of foam. Foam rubbers have been used commercially... been used commercially for a wide range of applications since ...Foam rubber (also known as cellular, sponge, or expanded rubber) refers to rubber that has been manufactured with a foaming agent to create an air-filled matrix structure. Foam rubber was first produced in 1929 by Dunlop researcher chemist Eric Owen using whipped latex. In 1937 isocyanate based materials were first used for the formation of foam rubbers, after World War II styrene-butadiene rubber replaced many natural types of foam. Foam rubbers have been used commercially for a wide range of applications since around the 1940s. A foam rubber ,cylindrical, pin-cushion decorated with lace ribbon c1950 With steel dressmaking pinsmoorabbin, brighton, early settlers, pioneers, cheltenham, dressmaking, craftwork -
 Warrnambool and District Historical Society Inc.
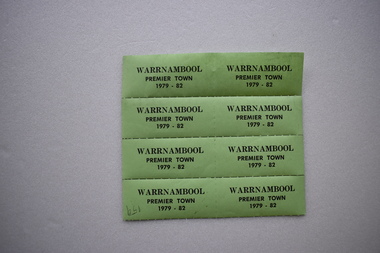
Warrnambool and District Historical Society Inc.Label, Warrnambool Premier Town, 1979
... participation, industrial and commercial development, tourism, land use... and commercial development, tourism, land use and public works ...These labels or stickers were produced as part of the celebrations and promotional material to be used during the period 1979 to 1982 when Warrnambool was the official Premier Town in Victoria. The title was awarded by the Premier of Victoria with scores allocated for heritage and environment, community participation, industrial and commercial development, tourism, land use and public works and community facilities. Warrnambool won the inaugural award in 1958, in 1979-82 and in 1988-91.These labels are of minor interest as reminders of one of the times when Warrnambool was awarded the title of Victoria’s Premier Town.These are eight green labels on a perforated sheet. They have black printing and an adhesive backing and are designed to be detached and used separately as stickers or labels.Warrnambool Premier Town 1979-82warrnambool premier town 1979-1982, history of warrnambool, label -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Letter - KANGAROO FLAT GOLD MINE COLLECTION: LETTER WESTERN MINING TO D. CAHILL
... Mining NL was planning 'to undertake a commercial mining... Mining NL was planning 'to undertake a commercial mining ...Letter from Western Mining Corporation to D.W. Cahill, Barrister, Bendigo dated 1st October, 1980, from J.H. Lalor, Exploration Manager, Minerals, WMC, regarding the objective of the Western Mining Corporation exploration program on the Bendigo goldfield. The major objective is to develop a long term mining operation 'which would be environmentally acceptable' It was considered that the value 'of such an operation to the local community and the Bendigo region would be substantial'. Bendigo Mining NL was planning 'to undertake a commercial mining operation using some existing facilities at the Central Deborah Gold Mine' Exploration activity was prohibited within the boundaries of the municipality of Bendigo prior to September 10th. 1980.bendigo, western mining corporation, exploration, central deborah gold mine. -
 Tarnagulla History Archive
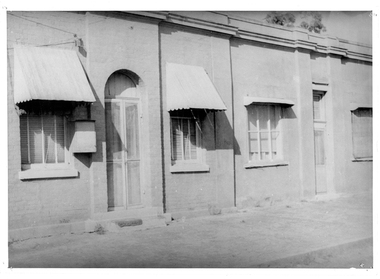
Tarnagulla History ArchivePhotograph of Masonic Lodge, Tarnagulla, Masonic Lodge, Tarnagulla, Late 1960s
... : This building still stands at the south end of Commercial Road... at the south end of Commercial Road, Tarnagulla. Originally used ...Murray Comrie Collection. Information from Murray Comrie: This building still stands at the south end of Commercial Road, Tarnagulla. Originally used as the Masonic Lodge Temple of Tarnagulla United Lodge, No. 1318 (E.C.), opened and consecrated 21.1.1869 by Wor. Bro. Wardlow. Br. Stamp was installed as Master. The other part of the building housed the Masonic Hall Hotel, with F.H. Goldsboro as licensee. In later years, this building was known as Bool's (after the Bool family).Monochrome photograph depicting the facade of a building with window canopies and an arched doorway. tarnagulla, buildings, masons, freemasons, freemasonry, lodge, commercial road, bool, stamp, wardlow, goldsboro, hotels -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Sewing Equipment, reel of nylon thread, c1950
... Nylon is a thermoplastic, silky material, first used... is a thermoplastic, silky material, first used commercially in a nylon ...Nylon is a thermoplastic, silky material, first used commercially in a nylon-bristled toothbrush (1938), followed more famously by women's stockings ("nylons"; 1940) after being introduced as a fabric at the 1939 New York World's Fair. Nylon was intended to be a synthetic replacement for silk and substituted for it in many different products after silk became scarce during World War II. It replaced silk in military applications such as parachutes and flak vests, and was used in many types of vehicle tyres. Nylon is clear and colourless, or milky, but is easily dyed. Multi-stranded nylon cord and rope is slippery and tends to unravel. The ends can be melted and fused with a heat source such as a flame or electrode to prevent this.A wooden reel of ' BLONDAL' Nylon sewing thread 100ydsBLONDAL 100ydsmoorabbin, brighton, early settlers, pioneers, cheltenham, dressmaking, craftwork, nylon thread, blondal pty ltd -
 Eltham District Historical Society Inc
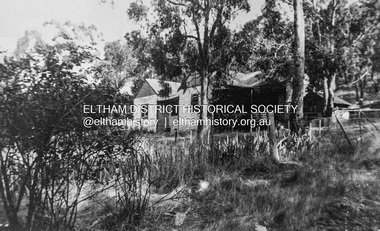
Eltham District Historical Society IncPhotograph - Digital copy of photograph, Former Griffith family home, Banoon Road, Eltham, c.1955
... a commercial venture. We used to sneak up to the shed to read... a commercial venture. We used to sneak up to the shed to read ...Former family home of Mr. Frederick Eldred (Fred) Griffith in the 1950s, where present day Griffith Park is situated on the Yarra River at Eltham. Fred Griffith was also a Councillor (1945, 1951-1953) and former Shire President (1951) of the Shire of Eltham. Faye Walker (nee Harris) spent her first ten years living in the house. She recalls "there was a huge tin shed to the rear but toward the east of the house. I assume this is what people were thinking of when reference was made to the ‘’packing shed’. When I was small in the 50s, the shed was no longer being used for fruit packing but by the Griffith family as storage. Many of the pear trees remained but were no longer a commercial venture. We used to sneak up to the shed to read the National Geographic Magazines."griffith park, eltham, frederick eldred griffith, faye walker (nee harris) collection -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Letter - KANGAROO FLAT GOLD MINE COLLECTION: WESTERN MINING CORPORATION TO J.O. REYNOLDS, 11th June 1980
... the plan to 'use a commercial elevator rather than a winding system.... Letter outlines the plan to 'use a commercial elevator rather ...Letter addressed to D. McClure, M.L.A., June 11th, 1980 from Western Mining Corporation Limted. Letter outlines the plan to 'use a commercial elevator rather than a winding system for placing tourists into the underground exhibition'. Western Mining Corporation intended to make a donation to fund this venture but 'the money involved is rather more than we had in mind'. The original quote was $45,000 but is going to be in the range of $200,000 to $300,000. A two page file note on a telephone conversation between Daryl McClure and J.O. Reynolds of WMC re the Central Deborah Gold Mine is appended to the letter.bendigo, gold mining, central deborah gold mine, bendigo, central deborah gold mine, gold mining, western mining corporation, daryl mcclure, j. reynolds, arvi parbo. -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Document - Palais de Dance Warrnambool, 1954
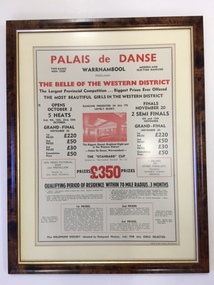
... and is used for commercial and business purposes. ... and is used for commercial and business purposes. This advertisement ...Warrnambool’s first Palais was established in the Hotel Mansions on the corner of Koroit and Kepler Streets and destroyed by fire in 1929. The second Palais was established at the Liberty Theatre in Lava Street. The third Palais was established in the Oddfellows Hall building in Koroit Street in 1939. Dances were held weekly and sometimes more often and attracted musical talent from the Warrnambool district and even from Melbourne with band leaders such as Tommy Davidson and Vin Mills. In 1974 the Warrnambool City Council bought the building and it was used only intermittently for entertainment purposes. Today the building is in private hands and is used for commercial and business purposes. This advertisement is of considerable significance as it comes from the Palais de Danse dance theatre which was important as a social institution in Warrnambool for over 30 years. The advertisement also reminds us of the era (1940s, 50s, 60s) when beauty pageants and Belle of the Ball competitions were popular all over Australia. This is a document in a brown plastic frame with a gold-coloured metal inside edging. The frame has a glass front. The document is a 1954 advertisement for the Palais de Danse dance floor in the Oddfellows Hall in Koroit Street, Warrnambool. The advertisement has black and red printing on a buff-coloured background. The advertisement has an ornamental edge around the printing and a red-coloured photograph of the dance floor. ‘Palais de Danse, Warrnambool, proclaims The Belle of the Western District, The Largest Provincial Competition, Biggest Prizes Ever Offered, The Most Beautiful Girls in the Western District’ etc etcpalais de danse, warrnambool, beauty pageants, warrnambool -
 Cheese World Museum
Cheese World MuseumBook, Attendance Book -Director's Warrnambool Cheese and Butter Factory Company Ltd -Oct 1932 to 28 Feb 1985, c1932
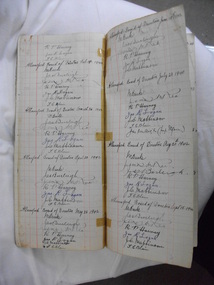
... Commercial account book used to record attendance at board...-ocean-road Commercial account book used to record attendance ...Commercial account book used to record attendance at board meetings of the directors of Warrnambool Cheese and Butter Factory Limited including special board meetings. Meetings were held at Allansford and Garvoc. Signatures of directors between November 1932 and February 1985 are recorded. M Burke was chairman during this period from the first entry in 1932 until June 1953. Other directors at the first recorded meeting were James Burleigh, RP Harney, JP Logan, JC Mattinson, TC Blain; WA Anderson was absent. James Burleigh was another long-term director retiring in June 1960. Final entry is 28 February 1985 when John F Anderson was in the chair; directors were JP Mahony, Anthony Rea, James McKinnon, MG Carey, Charles j Wines, Douglas J Logan. A second attendance book is also in the collection.This Attendance Book is important because it is the earliest known original record of directors' attendance at board meetings as previous records from 1888 were destroyed in a fire in 1929. It also records the succession of families from father to son to the board.Rectangular commercially printed portrait orientations hard bound account book with green paper tape on spine; covered in gold paper with sticker on the front adhered with sticky tape; typewritten label in capital letters ATTENDANCE BOOK with decorative typed underlining. The early entries are in ink and change to ballpoint pen for later entries.[Board] Meeting held at Garvoc factory 17th November 1932warrnambool cheese and butter factory company ltd, garvoc, allansford, board meetings, directors, 1932 to 1985, burke, burleigh, anderson -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Fire Extinguisher, Pyrene Co Ltd, Mid 20th century
... This fire extinguisher was used for commercial purposes... extinguisher was used for commercial purposes in the Nullawarre Post ...This fire extinguisher was used for commercial purposes in the Nullawarre Post office. The item was made in England by the Pyrene Co Ltd (1914-1971), one of the world’s leading manufacturers of fire fighting equipment in the early to mid 20th century. The extinguisher had a pump action and probably contained carbon tetrachloride. Nullawarre is a small agricultural settlement 25 kilometres south east of Warrnambool. The Nullawarre area was settled in the late 1860s and 1870s and today has a store and Post Office and a school. Charles Williams was the Post Master at Nullawarre in the early to mid 20th century and also delivered the mail. His wife, Vida was the Post Mistress. This fire extinguisher is of interest firstly as an example of a common item used commercially in the past and secondly as an item that came from the Nullawarre Post Office, used in this commercial building in the early to mid 20th century. This is a metal fire extinguisher which has been painted but the paint is mostly worn away. It is cylindrical in shape with ridged areas at the base and top. It has a clip handle. The cylinder is empty.‘Pyrene’vintage fire extinguishers, nullawarre post office, warrnambool -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePlaque - Nameplate, James & Alexander Brown, 1849 – 1931
... and sold coal for commercial use and from the Wharf... in Melbourne and sold coal for commercial use and from the Wharf ...This is one of two cast brass nameplates of James & Alexander Brown in our collection. The Newcastle, NSW, firm was renowned for its coal mining and exporting business established in colonial Australia in 1843. The firm had an office in Melbourne and sold coal for commercial use and from the Wharf for the domestic market. The coal was then distributed along the southwest coast of Victoria in steamships or steam packets and into the regional areas of Victoria by cart and wagon. In 1890 there was a strike of coal workers but the Geelong Advertiser, September 1, 1890, announced that “a firm of coal merchants only recently received some large cargoes from Newcastle”. This supply of coal could have originated at the colliery of James & Alexander Brown. About James & Alexander Brown: - James (1816-1894), John (1823-1846) and Alexander Brown (1827-1877) migrated with their parents from Scotland to Sydney, Australia, in 1842. The next year James leased land and was assisted by his brothers Alexander and John in mining coal in the area near Maitland. The market was very competitive, with the government controlling prices. James was instrumental in a legal battle that resulted in the introduction of open competition for coal mining. James and Alexander had become business partners by 1852 and moved south of Newcastle where they established and worked a profitable mining enterprise. Their assets by 1857 included a ships’ chandlery, a fleet of steamships and an overseas trading business. They were the first firm to import rum, sugar and coffee into Newcastle. By 1892 they were exporting coal to New Zealand, China, North America, and various colonial ports. They had elaborate workshops to service their own steam engines and steamships. They were the first to use a steam collier vessel in Australian waters and they set up the second tug boat in Newcastle, the beginning of being owners of many more tug boats and performing a towing business. By 1868 James & Alexander Brown was the largest coal producer in the colony. James focused on managing the colliery and Alexander on overseas trade. It was estimated that the firm had produced over eight per cent of coal in New South Wales by 1914. James & Alexander Brown advertised in the Melbourne Herald in the early 1900s and kept an office at Queen Street, Melbourne as well as at the Wharf, stating their telephone numbers for both places. The coal was available for ‘Immediate Delivery’ for household and industrial purposes. The advertising claimed that their Pelaw Main coal was the famous household coal that met the highest test in Australia and burned bright and clean. Domestic customers could purchase the coal at the wharf or pay for delivery. Commercial customers could load their purchases into their steamships or wagons for further distribution into regional Victoria. After James’s death in 1894 his son John managed the firm, which was also known as J & A Brown. John passed away in 1930 and his sons took over. In 1931 the firm amalgamated with Abermain Seaham and the new name was J & A Brown & Abermain Seaham Collieries Ltd. commonly abbreviated to JABAS, which merged with Caledonian Collieries Ltd in 1960 and Coal & Allied Industries Ltd. was formed. The pair of nameplates is significant for its connection with the firm James & Alexander Brown. The firm was established in 1845 and became one of the largest collieries in colonial Australia. It was involved in trading within Australia and overseas. James was involved in the introduction of open competition for coal mining prices. They were the first to use a steam colliery in Australian waters and the first to import goods such as rum, sugar and coffee into New South Wales. The firm had a Melbourne office in the early 1900s, selling and distributing coal throughout Victoria, which likely included the Port of Warrnambool, which opened in 1890. The nameplates are likely to have originated from the Melbourne location.Brass Entrance Name Plate, one of a pair. Eight holes are formed through the plate; one in each corner, and four more holes are within the inscription area. The cast plate has three rows of text with the company’s name and type of business. The plate was owned by James & Alex. Brown. "JAMES & ALEXR. BROWN / COLLIERY PROPRIETORS / & STEAMSHIP OWNERS"flagstaff hill, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, nameplate, james & alexander brown, j & a brown, james & alexr brown, colliery proprietors, steamship owners, ship chandlers, coal mine, coal export, australian import, australian export, newcastle, colliers, coastal trade, steamships -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePlaque - Nameplate, James & Alexander Brown, 1849 – 1931
... and sold coal for commercial use and from the Wharf... in Melbourne and sold coal for commercial use and from the Wharf ...This is one of two cast brass nameplates of James & Alexander Brown in our collection. The Newcastle, NSW, firm was renowned for its coal mining and exporting business established in colonial Australia in 1843. The firm had an office in Melbourne and sold coal for commercial use and from the Wharf for the domestic market. The coal was then distributed along the southwest coast of Victoria in steamships or steam packets and into the regional areas of Victoria by cart and wagon. In 1890 there was a strike of coal workers but the Geelong Advertiser, September 1, 1890, announced that “a firm of coal merchants only recently received some large cargoes from Newcastle”. This supply of coal could have originated at the colliery of James & Alexander Brown. About James & Alexander Brown: - James (1816-1894), John (1823-1846) and Alexander Brown (1827-1877) migrated with their parents from Scotland to Sydney, Australia, in 1842. The next year James leased land and was assisted by his brothers Alexander and John in mining coal in the area near Maitland. The market was very competitive, with the government controlling prices. James was instrumental in a legal battle that resulted in the introduction of open competition for coal mining. James and Alexander had become business partners by 1852 and moved south of Newcastle where they established and worked a profitable mining enterprise. Their assets by 1857 included a ships’ chandlery, a fleet of steamships and an overseas trading business. They were the first firm to import rum, sugar and coffee into Newcastle. By 1892 they were exporting coal to New Zealand, China, North America, and various colonial ports. They had elaborate workshops to service their own steam engines and steamships. They were the first to use a steam collier vessel in Australian waters and they set up the second tug boat in Newcastle, the beginning of being owners of many more tug boats and performing a towing business. By 1868 James & Alexander Brown was the largest coal producer in the colony. James focused on managing the colliery and Alexander on overseas trade. It was estimated that the firm had produced over eight per cent of coal in New South Wales by 1914. James & Alexander Brown advertised in the Melbourne Herald in the early 1900s and kept an office at Queen Street, Melbourne as well as at the Wharf, stating their telephone numbers for both places. The coal was available for ‘Immediate Delivery’ for household and industrial purposes. The advertising claimed that their Pelaw Main coal was the famous household coal that met the highest test in Australia and burned bright and clean. Domestic customers could purchase the coal at the wharf or pay for delivery. Commercial customers could load their purchases into their steamships or wagons for further distribution into regional Victoria. After James’s death in 1894 his son John managed the firm, which was also known as J & A Brown. John passed away in 1930 and his sons took over. In 1931 the firm amalgamated with Abermain Seaham and the new name was J & A Brown & Abermain Seaham Collieries Ltd. commonly abbreviated to JABAS, which merged with Caledonian Collieries Ltd in 1960 and Coal & Allied Industries Ltd. was formed. The pair of nameplates is significant for its connection with the firm James & Alexander Brown. The firm was established in 1845 and became one of the largest collieries in colonial Australia. It was involved in trading within Australia and overseas. James was involved in the introduction of open competition for coal mining prices. They were the first to use a steam colliery in Australian waters and the first to import goods such as rum, sugar and coffee into New South Wales. The firm had a Melbourne office in the early 1900s, selling and distributing coal throughout Victoria, which likely included the Port of Warrnambool, which opened in 1890. The nameplates are likely to have originated from the Melbourne location.Brass Entrance Name Plate, one of a pair. Eight holes are formed through the plate; one in each corner, and four more holes are within the inscription area. The cast plate has three rows of text with the company’s name and type of business. The plate was owned by James & Alex. Brown. "JAMES & ALEXR. BROWN / COLLIERY PROPRIETORS / & STEAMSHIP OWNERS"flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, nameplate, james & alexander brown, j & a brown, james & alexr brown, colliery proprietors, steamship owners, ship chandlers, coal mine, coal export, australian import, australian export, newcastle, colliers, coastal trade, steamships -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncPhotograph - One Fine Day - decision to move Wodonga Railway Line, 2000
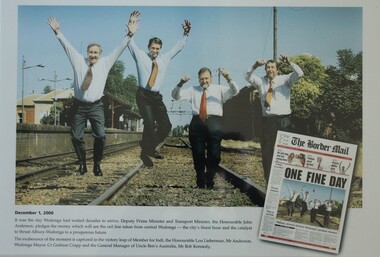
... in the middle of the city for commercial and public use, but also... for commercial and public use, but also eliminated 10 level crossings ...On December 1, 2000 it was finally announced that the railway line would be moved away from the centre of the Wodonga CBD after many years of lobbying. Since its opening in 1873 the railway line had crossed High Street, originally called Sydney Road. The railway had bisected the city with level crossing gates frequently stopping the flow of traffic as trains passed through. The Wodonga Rail Bypass project moved Wodonga station from the original central location to a position on a new line on the northern edge of the town. Not only did this release land in the middle of the city for commercial and public use, but also eliminated 10 level crossings. The project actually commenced in 2008 with the last passenger train passing through Wodonga on 8 November 2008. On 23 July 2010, the new rail bypass was opened, and the original line through Wodonga closed. In this image the decision is celebrated by the Member for Indi, the Honourable Lou Lieberman, Deputy Prime Minister and Transport Minister John Anderson, Wodonga Mayor Cr. Graham Crapp and General Manager of Uncle Ben's Australia, Mr Bob Kennedy.This image commemorates a significant occasion in the development of the Central Business District of Wodonga, Victoria.A framed photo of four men celebrating the decision to move the railway out of the centre of Wodonga as well as an image of the from page of the Border Mail newspaper.wodonga railway, wodonga rail bypass, city of wodonga -
 Parks Victoria - Cape Nelson Lightstation
Parks Victoria - Cape Nelson LightstationInstrument - Morse Code Key Set
... in the 1830s by American, Samuel Finely Breese by using electrical... in the 1830s by American, Samuel Finely Breese by using electrical ...The battery powered set, which dates from the second half of the twentieth century, comprises two main components, the electronic keyer with a single lever for tapping, and a transmitter (?), both connected by a keying cable. Morse code was invented in the 1830s by American, Samuel Finely Breese by using electrical signals to quickly transmit information over a long range. In the early 1890s Italian inventor, Guglielmo Marconi improved the technology to the point where it became an essential device used for commercial and government purposes. The first practical applications were demonstrated with maritime messaging, where this simple mode of communication was seen as a timely replacement for the historic practice of signaling by flags, lights and foghorns. Cape Schanck has an earlier Morse code key, which is original to the lightstation (CSLS 0035), and Cape Otway has another early example although its provenance to the lightstation has not been formally verified (COLS 0074). The Morse code set has first level contributory significance for its historical value as an earlier communications device that has since been made redundant by more sophisticated technologies.Morse code key set. Comprised of the tapping component and a metal box part with a white electrical cord.Yes -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Fluorite (purple)
... hardness scale) so it is unsuitable for use in rings and must... hardness scale) so it is unsuitable for use in rings and must ...Fluorite comes in a variety of natural colours and crystal formations and glows under ultraviolet light (the word 'fluorescence' comes from the same etymological source). In its pure form, calcium fluoride, it is a colourless combination of the elements calcium and fluorine, but gains its colour from trace elements that infiltrate or replace calcium within its crystal structure during its formation. Although fluorite crystals polish well and can achieve a high level of lustre, the mineral is very soft (4 on MOHS hardness scale) so it is unsuitable for use in rings and must be handled and stored carefully if used in other forms of jewellery. Most crystals of the mineral are too coarse for decorative purposes but have been mined under the name fluorspar for a variety of commercial and industrial purposes. These include the production of hydrofluoric acid, smelting metal alloys, producing glazes and ceramic finishes and use in medical and dental products. An existing label for this specimen indicates that its origin or collection-point was 'probably USA.' Fluorspar, the form of fluorite used commercially and industrially, was mined in significant quantities in the counties of Hardin and Pope in South-Eastern Illinois throughout the Nineteenth and Twentieth Centuries. Fluorite was made Illinois' state mineral in recognition of its contribution to the state's identity and economy. The specimens are significant as examples of surveying activity undertaken to assess and direct the development of the mineral resource industries, as well as the movement to expand human knowledge of earth sciences such as mineralogy and geology in the nineteenth century.The specimen is a piece of purple shaded fluorite (also known as fluorspar), the mineral form of calcium fluoride. The unpolished specimen presents a dark purple interior with a substantial dark grey crust representing the matrix from which the specimen was obtained. Existing label: Flourite / (purple) / probably / USA / BB /burke museum, beechworth, geological, geological specimen, fluorite, flourite, calcium fluoride, hydrofluoric acid, jewellery, indigo shire, north-east victoria, mining, illinois, usa, united states, fluorine, gemstones, purple stones -
 Eltham District Historical Society Inc
Eltham District Historical Society IncDocument - Property Binder, 1184 Main Road, Eltham
... , such as for commercial use. In this way the structure minimises its environmental..., such as for commercial use. In this way the structure minimises its environmental ...Newspaper article: A sustainable award, Diamond Valley Leader, 1 November2006, Architect and building Llewellyn Pritchard won resource Efficiency Housing Award, finalist in HIA Greensmart Building of the Year Award. House – Environmental Leader (Published: Nillumbik Now and Then / Marguerite Marshall 2008; photographs Alan King with Marguerite Marshall.; p186) In 2006 environmental awareness was mushrooming in the community, which is reflected in the award-winning house at Main Road near Wattletree Road, Eltham. At first sight, the building appears a mix of a classic Eltham mud-brick house and an avant-garde building style. The crown of solar panels stretching along the width of the curved roof, indicates that this is no ordinary house. In fact it signals a new building trend of minimal impact on the environment. Yet it utilises the environment with high technical expertise to achieve comfort and cut running and maintenance costs. In recognition of this, its designer/builder, Conscious Homes, won the 2006 National HIA Greensmart Resource Efficiency Award. For Conscious Homes director, Llewellyn Pritchard, this house reflects a philosophy, strengthened by his connection with Aboriginal culture, through his foster siblings. Pritchard believes the sustainable way indigenous Australians lived and their spiritual connection with land, demonstrates how humanity is part of the ecology. His interest in environmental design stemmed from growing up in bushy Eltham Shire, with its mud-brick tradition. This was followed by studying Architecture at RMIT in the early 1980s, and learning about passive solar design. Pritchard says this house demonstrates that environmental sustainability is not about sacrifice, but about exceptional levels of occupant comfort, savings in running costs and modern fittings and appliances.1 The solar panels on the north roofs are intentionally obvious to make a statement about what the building is doing. But inside the systems are hidden and interactive with conventional services, such as the underground water tank. The house is water and energy self-sufficient and at 12 squares is much smaller than conventional houses, to minimise resources. Yet it accommodates his family of four with three bedrooms, a living/dining and kitchen area and a bathroom/laundry. Importantly the building is designed to last hundreds of years, by being able to be modified as the need arises, such as for commercial use. In this way the structure minimises its environmental impact. The solid double mud-brick walls (which are insulated) include steel beams and supporting frame, allowing the future removal or alteration of any section. The materials are local, recycled and of low toxicity where possible.2 Inside and out, the mud-brick is rendered and sealed with a combination of cement and sand and a mud-based coating in a soft golden hue increases its life. Inside, the golden-brown timber is plantation Mountain Ash and the concrete floors throughout – of local stone aggregate with a clear seal – have a natural looking random stone appearance. The house sustains a stable temperature of around 20 degrees, assisted by the concrete slab floor. The many large double-glazed windows and highlights (windows set high on walls) provide cross-flow ventilation. The north-facing living area maximises heating from the lower winter sun and is cooler in summer, because the sun is higher. Heating comes from a solar hydronic slab system. All appliances and fittings are high efficiency energy or water rated. Appliances in the timber kitchen include a gas stove and a dishwasher, using the building’s own power and water. French doors open from the living area to a deck, concealing the treatment system for all waste water. This is pumped through sub-soil drippers to the indigenous garden beds and no-dig vegetable patch. Below the carport is the 80,000-litre rainwater tank and at the back, the boiler room houses the solar boiler, water tank access, domestic water supply pump, filter gear and hydronic slab heating controls. The solar system is backed up with gas, which is needed to heat water only in winter. Gas used is less than one quarter of that for an average home with ducted heating. Excess power is fed back to the grid and the building uses about one quarter of the mains electricity of an average home. Other local builders have followed Pritchard’s lead in resource efficiency for minimal environmental impact.main road, eltham, businesses, llewellyn pritchard, hia greensmart building of the year award., efficiency housing award, conscious homes australia pty ltd -
 Orbost & District Historical Society
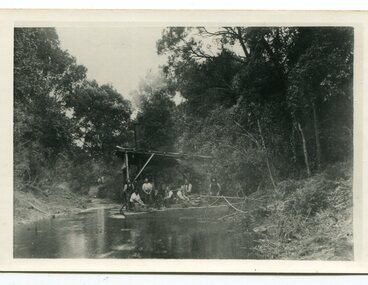
Orbost & District Historical Societyblack and white photograph, C1890
... . The Snowy River was used for commercial navigation after 1880... of the Photograph. The Snowy River was used for commercial navigation after ...This snagging team is on the Brodribb River, east of Orbost. The Brodribb bridge can be seen in the background of the Photograph. The Snowy River was used for commercial navigation after 1880 and extensive de-snagging A shipping company was formed in 1880, poling barges upstream until the removal of large trees and branches that had fallen into the river was carried out to make the river upstream of Marlo easier to navigate. "The snaggers played an important part in making the river free for transport. By 1880 Captain Collins, R McNair engineer, J McNair and the two Winchesters were at work with a punt on the Snowy and Brodribb. Mr. Jim Winchester took charge soon after. Early snaggers were Johnston, J Renton, Nat Lynch, John Drew, Hatton, J Scott and Harry Wilkinson. The system used was to use a tree on the river bank as a lever and with heavy manila ropes, slowly to haul the snags out. They were piled up around a tree and burned when dry. The snaggers lived in a row of cottages in Snaggers’ Lane." (info. John Phillips Newsletter March 2004)The snaggers played an important role in the early settlement of the Orbost / Marlo district helping bto open it up to commercial shipping.Two copies of a black / white photograph of nine men on a snagging boat, a flat-bottom barge. In the background is a bridge.on back - "Snagging boat on Brodribb with R.McNair"snaggers-brodribb-river snagging-east-gippsland transportation -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageParallel Rule, 1947-1955
... for commercial and military use. (See Note section this document... for commercial and military use. (See Note section this document ...History/Context: In 1947, the scientific instrument manufacturing firms of Henry Hughes & Son Ltd, London, England, and Kelvin Bottomley & Baird Ltd, Glasgow, Scotland, came together to form Kelvin & Hughes Ltd. Hughes Company History: Henry Hughes & Sons were founded in 1838 in London as a maker of chronographic and scientific instruments. The firm was incorporated as “Henry Hughes & Sons Ltd” in 1903. In 1923, the company produced its first recording echo sounder and in 1935 a controlling interest in the company was acquired by S Smith & Son Ltd resulting in the development and production of marine and aircraft instruments. Following the London office's destruction in the Blitz of 1941, a collaboration was entered into with Kelvin, Bottomley & Baird Ltd resulting in the establishing “Marine Instruments Ltd”. Following the formal amalgamation of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd in 1947 to form Kelvin & Hughes Ltd. Marine Instruments Ltd then acted as regional agents in the UK for Kelvin & Hughes Ltd who were essentially now a part of Smith's Industries Ltd founded in 1944 and the successors of S. Smith & Son Ltd. Kelvin & Hughes Ltd went on to develop various marine radar and echo sounders supplying the Ministry of Transport, and later the Ministry of Defence. The firm was liquidated in 1966 but the name was continued as Kelvin Hughes, a division of the Smiths Group. In 2002, Kelvin Hughes continues to produce and develop marine instruments for commercial and military use. (See Note section this document for further information on the company's origins)This model parallel map ruler is a good example of the commercial diversity of navigational instruments made by Kelvin & Hughes after world war 2. It was made in numbers for use by shipping after the second world war and is not particularly rare or significant for its type. Also, it was made no earlier than 1947 as the firms of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd who took over from Smith & Sons were not amalgamated until 1947. It can there for be assumed that this ruler was made during the company's transitional period to Kelvin & Hughes from Smith Industries Ltd.Metal parallel rule with Kelvin & Hughes Ltd, Made in Great Britain imprinted, numerous measurements, two handles and 3 hinges.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, parallel rule, kelbin & hughes ltd, metal parallel rule -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Binnacle and Magnetic Compass
... for commercial and military use. (See Note section this document... for commercial and military use. (See Note section this document ...In 1947, the scientific instrument manufacturing firms of Henry Hughes & Son Ltd, London, England, and Kelvin Bottomley & Baird Ltd, Glasgow, Scotland, came together to form Kelvin & Hughes Ltd. Hughes Company History: Henry Hughes & Sons were founded in 1838 in London as a maker of chronographic and scientific instruments. The firm was incorporated as “Henry Hughes & Sons Ltd” in 1903. In 1923, the company produced its first recording echo sounder and in 1935 a controlling interest in the company was acquired by S Smith & Son Ltd resulting in the development and production of marine and aircraft instruments. Following the London office's destruction in the Blitz of 1941, a collaboration was entered into with Kelvin, Bottomley & Baird Ltd resulting in the establishing “Marine Instruments Ltd”. Following the formal amalgamation of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd in 1947 to form Kelvin & Hughes Ltd. Marine Instruments Ltd then acted as regional agents in the UK for Kelvin & Hughes Ltd who were essentially now a part of Smith's Industries Ltd founded in 1944 and the successors of S. Smith & Son Ltd. Kelvin & Hughes Ltd went on to develop various marine radar and echo sounders supplying the Ministry of Transport, and later the Ministry of Defence. The firm was liquidated in 1966 but the name was continued as Kelvin Hughes, a division of the Smiths Group. In 2002, Kelvin Hughes continues to produce and develop marine instruments for commercial and military use. (See Note section this document for further information on the company's origins) This model binnacle and compass is a good example of the commercial diversity of navigational instruments made by Kelvin & Hughes after world war 2. It was made in numbers for use by shipping after the second world war and is not particularly rare or significant for its type. Also, it was made no earlier than 1947 as the firms of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd who took over from Smith & Sons were not amalgamated until 1947. It can there for be assumed that this item was made during the company's transitional period to Kelvin & Hughes from Smith Industries Ltd.Mid 20th century ship's binnacle with Kelvin Hughes/ F. Fuselli Genova 8 inch diameter (glass) compass on gimballed ring. Round, teak wood pedestal with mounted brass compensating sphere brackets and painted iron balls one green the other red. Heavy brass helmet style compass cover with hinged front door and removable top for compass viewing and natural lighting. A single handle is located on the side and single burner on the opposite side. Retains an old finish and some wear to the pedestal base. Binnacle marked Serial No 163 "Veritas" Made by Kelvin Hughes Compass marked "Kelvin Hughes & Made in Great Britain Serial No 760 C J"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedPhotograph (1950), The Migrant Ship HELLENIC PRINCE, Copy 27/01/2014 - (Original Post Card circa 1950)
... for commercial use but the plans to convert it into a luxury liner... 1945. In August 1946 the ship was sold for commercial use ...In 1949 the HELLENIC PRINCE with its 3 hospitals, 2 cinemas, and air conditioned accommodation was chartered by the International Refugee Organisation to transport displaced persons from Europe to Australia. Its first trip was to Sydney where it arrived with 1000 passengers on 5 December 1949. On the third trip it left Naples on 23 March 1950, and arrived in Fremantle on 20 April 1950, and in Melbourne on 25 April 1950. The men and women were separated for the voyage with my father sleeping on a hammock in a large room with other men, while my mother, my brother, and I had bunks in a shared cabin. On board were displaced persons ex Bagnoli Camp Italy, some of whom later built their bungalows on the grassy and rocky paddocks near Sunshine Victoria, and began to establish a new life in a new country. A few of the families that arrived on the third trip and purchased land in the Dunkeld Ave - Sandford Ave area of North Sunshine (Birmingham Estate) were Janczak, Kolanowicz, Mroz, Pawlak, Rasztabiga, Skrobalak, Szydlowski, Witkowski, and Zielinski. Some friends settled elsewhere in Sunshine. The family Tabaka went to West Sunshine just over the Derby Rd Bridge, while the family Wojcik went to Ardeer. The ship first started service in 1929 for the Royal Australian Navy as the HMAS ALBATROSS. It had a standard displacement of 4,800 tons and was 443 feet 7 inches (135.2 metres) long, and its top speed during trials reached 22 knots (41 km/hr). It was built at Cockatoo Island Dockyard as Australia's first Aircraft Carrier (seaplanes), but the aircraft that it was designed for were retired just before the ship went into service. A new plane specifically designed to work with the Albatross began operations after the ship was decommissioned in 1933, and placed into reserve in Sydney Harbour. Seaplanes continued to operate from the anchored ship. (Click on the Link 'HMAS Albatross (1)' situated above the Object Registration number to view pictures of the HMAS Albatross on the Navy web site). In 1938 the ship was recommissioned and transferred to the Royal Navy as part payment for the light cruiser Hobart. The ship then did military service for the Royal Navy during World War 2. It did patrol and escort duties in the southern Atlantic, and from mid 1942 in the Indian Ocean. By early 1944 the ship was converted so that it could repair landing craft and other support vessels off Sword and Juno beaches. The ship managed to return 132 craft into service and to save 79 others from total loss. On 11 August 1944 Albatross was torpedoed with the loss of either 50 or 66 personnel, but was able to be towed back to Portsmouth. After repairs she did a short service as a minesweeper depot ship, and following that was placed into reserve on 3 August 1945. In August 1946 the ship was sold for commercial use but the plans to convert it into a luxury liner or a floating cabaret fell through. The ship was again sold on 14 November 1948 to the British-Greek Yannoulatos Group, who renamed it HELLENIC PRINCE in recognition of the birth of Prince Charles and his Greek heritage. After conversion into a passenger ship the Hellenic Prince made several trips to Australia transporting displaced persons, however apparently not all trips were pleasant for the passengers. In the on board newsletter 'Kangaroo' dated 5 January 1951, the ship's master P. C. King expressed his indignation about the behaviour of passengers and made accusations of mutiny. According to some immigrants the conditions were appalling and overcrowded with 1200 passengers. Passengers were supposedly required to work and were paid with Woodbine cigarettes. The drinking water ran out, the freezer broke down, and fresh food that was brought on board went to the crew. Sea sickness was rife because the ship was rarely level due to malfunctioning pumps. (The newsletter 'Kangaroo' can be viewed at the Museum Victoria web site by clicking the Link 'Newsletter - Kangaroo'). In 1953 during the Mau Mau uprising the Hellenic Prince was used to transport troops to Kenya, and in 1954 the ship came to an end in a scrap yard at Hong Kong. THE ABOVE INFORMATION WAS COMPILED FROM; (1) http://en.wikipedia.org/wiki/HMAS_Albatross_(1928) (accessed 11/2/2013), (2) An article by Graeme Andrews found at http://www.afloat.com.au/afloat-magazine/2011/july-2011/The_boat_people_of_the _forties_and_fifties#.UuYY6ou4apo (accessed 27/1/14), (3) http://museumvictoria.com.au/collections/items/273166/newsletter-kangaroo-hellenic-prince-5-jan-1951 (accessed 27/1/14), (4) National Archive search starting at; www.naa.gov.au/collection/search/index.aspx (accessed 27/1/14), (5) http://www.flickr.com/photos/41311545@N05/3864781978 (accessed 29/1/14). Hellenic Prince has a significance to Sunshine Victoria because some of the displaced people from Europe, who arrived in Melbourne on Anzac Day 1950, were among the first people to settle in the grassy and rocky paddock areas of North Sunshine. These settlers established a residential suburban area out of the paddocks. In those early days there were no services and the planned roads were basically just drawings on a map. The ship is also significant because it was named in recognition of the birth of Prince Charles. In the ship's former life as the HMAS Albatross the significance is that it was built in Australia as our country's first Aircraft Carrier (seaplanes).New photograph made from a scanned copy of a circa 1950 Post Card featuring the ship on calm water.Hellenic Prince / Hong Konghellenic prince, migrant ship, displaced persons, refugees, international refugee organisation, bagnoli camp, hmas albatross, yannoulatos group -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncPhotograph - Wodonga old Railway Station complex
... in the middle of the city for commercial and public use, but also... this release land in the middle of the city for commercial and public ...\When the railway reached Wodonga from Melbourne on 19th November 1873 the first station building, which included a refreshment room and dining room, was a temporary structure. It was 300 ft. long and was removed and taken to Beechworth when the new station was built in 1874 by contractor J. Richardson. The Goods shed was 100 feet long and was built by Frew & Hill in 1873. One year later it was extended an additional 150 feet by James Nation. The date of the construction of the Locomotive shed is not known but predates 1883. It was a galvanised iron clad building which housed 4 engines on 2 tracks; in 1910 it was extended to 250 feet in length to house six more engines. The location of the railway tracks and station were a constant cause of congestion in the centre of Wodonga as the tracks crossed over Sydney Road (later named High Street). Lines of traffic were frequently banked up as the gates were closed to allow trains to cross. The Wodonga Rail Bypass project moved Wodonga station from the original central location to a position on a new line on the northern edge of the town. Not only did this release land in the middle of the city for commercial and public use, but also eliminated 10 level crossings. The project actually commenced in 2008 with the last passenger train passing through Wodonga on 8 November 2008. On 23 July 2010, the new rail bypass was opened, the original line through Wodonga closed and the station fell quiet. The area has now been redeveloped as Junction Place and the old buildings now house a restaurant, cafe and the Goods Shed Craft Beer Cafe.These images are of local, state and national significance as the Wodonga Railway complex formed a vital link in the Victorian state, interstate and national railway system.A collection of colour photos of the buildings at the former Wodonga Railway Stationwodonga railways, railway station wodonga, junction place wodonga -
 Chiltern Athenaeum Trust
Chiltern Athenaeum TrustPhotograph
... by the traditional people of the Wunambal Gaambera. The Airfield is now used... by the traditional people of the Wunambal Gaambera. The Airfield is now used ...Photo of Bluey Truscott. Squadron Leader Keith William (Bluey) Truscott was regarded as one of Australia’s most well known WW2 fighter pilot aces. He was born on the 17/5/1916 and died over Exmouth, Western Australia on 28/3/1943 in an Aircraft accident whilst on duty. He initially trained under the Commonwealth Empire Training Scheme In Canada at the beginning of WW2, and later on was posted to Number 452 Squadron England where he flew Spitfires over Europe. He was awarded the distinguished Flying Cross in 1941 for his Air action and bravery. In 1942 he was further awarded the DFC Bar for further outstanding Air action and bravery. He returned to Australia and commanded number 76 Squadron who undertook duties in Papua New Guinea, specifically Milne Bay. When with 76 Squadron they largely flew Kittyhawks. There is a club named after SQN LDR Truscott, called the Truscott Club, at Airforce Base Darwin. There is also a decommissioned WW2 Airfield in the Kimberley’s called after him ( Truscott Air Base). Truscott has more recently been called Mungalu-Truscott Air Base as it is now owned by the traditional people of the Wunambal Gaambera. The Airfield is now used for commercial and private flying and is heritage listed under the National Trust of Australia (W.A.) due to its historical significance relating to WW2 and the remaining artefacts that are still in place presently. Bluey Truscott was also a well known Australian Rules Football player prior to WW2 having played for Melbourne. Photograph of Keith William (Bluey) Truscott in uniform.ww2, bluey truscott, flying cross -
 Falls Creek Historical Society
Falls Creek Historical SocietyPhotograph - Axtrack oversnow vehicle Falls Creek Hotel
... in 2024. The vehicles were used for commercial purposes... in 2024. The vehicles were used for commercial purposes ...This vehicle, an Axtrack is located outside the Falls Creek Museum. It was built by Axel Andre who worked in Falls Creek as a mechanic for several years in the early 1970s. Axel was an engineer by trade. He built this small twin track vehicle for Ivan Spargo at the Falls Creek Hotel and then progressed to building bigger and better models. This included one for Ziggy Doer at Koki and Neville Mashford at Snowland purchased two of them. Some of these machines were also exported to America. Axel Andre later established a company Axtrack Engineering in Melbourne. There are still three of these Axtrack vehicles on the hill at Falls Creek in 2024. The vehicles were used for commercial purposes such as transporting supplies and staff around the mountain. The Spargo family from the Falls Creek Hotel used this vehicle for oversnow transport and it advertised Harvey Wallbanger Happy Hour. Ivan and Joy Spargo relocated from Melbourne to Falls Creek in 1965. They purchased a piece of leasehold land and built Spargo Lodge. This was a dorm style chalet built to accommodate large groups and families. Their son Rob Spargo met his future wife Blanche in 1967 when she was on holiday in Falls Creek. They married and purchased the site where the Falls Creek Hotel is today. The steep gradient of the site was a challenge to build on but was the best location available in the village. In 1970 Rob’s sister Leonie and her husband Glenn joined the business, and they started operating the hotel in 1972. The family played a critical role in the growth of the Falls Creek community and were involved in the foundation of Falls Creek Primary School and Falls Creek Search & Rescue. Rob was also involved in the start-up of Ski Victoria and has served as a member of the Chamber and Resort Management Board. Rob’s eldest daughter Lisa competed with the Australian Ski Team from 1985 to 1989 and has worked as a ski instructor in Australia, Austria & Colorado. In 2010 Lisa and her husband Damien Allport joined the family business and her parents retired to Tawonga South in 2014. Their children are now the fourth generation of the Spargo family living at Falls Creek enjoying the alpine lifestyle and providing outstanding hospitality. The 40 year tradition of the Harvey Wallbanger Happy Hour held on Tuesdays and Thursdays continues at Falls Creek Hotel in 2024.This item is significant because it depicts an important form of transport at Falls Creek, VictoriaA coloured photo of a black Axtrack oversnow vehicle decorated with red and yellow advertising.FALLS CREEK HOTEL APRES ENTERTAINMENT HARVEY HOUR TUES & THURS 3.30 PM LIVE ENTERTAINMENTaxtrack, oversnow vehicles, falls creek transport, spargo lodge, falls creek hotel -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCompass, 1947-1950
... to produce and develop marine instruments for commercial and military... use. This model compass is a good example of the commercial ...Kelvin Company History: The origins of the company lie in the highly successful, if strictly informal, the relationship between William Thomson (1824-1907), Professor of Natural Philosophy at Glasgow University from 1846-1899 and James White, a Glasgow optical maker. James White (1824-1884) founded the firm of James White, who was an optical instrument maker in Glasgow in 1850. He was involved in supplying and mending apparatus for Thomson's university laboratory and working with him on experimental constructions. White was actually declared bankrupt in August 1861 and released several months later. In 1870, White was largely responsible for equipping William Thomson's laboratory in the new University premises at Gilmore hill. From 1876, he was producing accurate compasses for metal ships to Thomson's design during this period and this became an important part of his business in the last years of his life. He was also involved in the production of sophisticated sounding machinery that Thomson had designed to address problems encountered laying cables at sea, helping to make possible the first transatlantic cable connection. At the same time, he continued to make a whole range of more conventional instruments such as telescopes, microscopes and surveying equipment. White's association with Thomson continued until he died. After his death, his business continued under the same name, being administered by Matthew Edwards (until 1891 when he left to set up his own company). Thomson, who became Sir William Thomson and then Baron Kelvin of Largs in 1892, continued to maintain his interest in the business after James White's death in 1884, raising most of the capital needed to construct and equip new workshops in Cambridge Street, Glasgow. At these premises, the company continued to make the compass Thomson had designed during the 1870s and to supply it in some quantity, especially to the Admiralty. At the same time, the firm became increasingly involved in the design, production and sale of electrical apparatus. In 1899, Lord Kelvin resigned from his University chair and became, in 1900, a director in the newly formed limited liability company Kelvin & James White Ltd which had acquired the business of James White. At the same time Kelvin's nephew, James Thomson Bottomley (1845-1926), joined the firm. In 1904, a London branch office was opened which by 1915 had become known as Kelvin, White & Hutton Ltd . Kelvin & James White Ltd underwent a further change of name in 1913, becoming Kelvin Bottomley & Baird Ltd . Hughes Company History: Henry Hughes & Sons was founded in 1838 in London as a maker of chronographic and scientific instruments. The firm was incorporated as Henry Hughes & Sons Ltd in 1903. In 1923, the company produced its first recording echo sounder and in 1935, a controlling interest in the company was acquired by S Smith & Son Ltd resulting in the development and production of marine and aircraft instruments. Following the London office's destruction in the Blitz of 1941, a collaboration was entered into with Kelvin, Bottomley & Baird Ltd resulting in the establishing Marine Instruments Ltd. Following the formal amalgamation of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd in 1947 to form Kelvin & Hughes Ltd., Marine Instruments Ltd then acted as regional agents in the UK for Kelvin & Hughes Ltd who were essentially now a part of Smith's Industries Ltd founded in 1944 and the successors of S Smith & Son Ltd. Kelvin & Hughes Ltd went on to develop various marine radar and echo sounders supplying the Ministry of Transport, and later the Ministry of Defence. The firm was liquidated in 1966 but the name was continued as Kelvin Hughes, a division of the Smiths Group. In 2002, Kelvin Hughes continues to produce and develop marine instruments for commercial and military use. This model compass is a good example of the commercial type of instruments made by Kelvin & Hughes after the world war 2, it was made in numbers for use on various types of shipping after the second world war and is not particularly rare or significant for it's type. Also it was made no earlier than 1947 as the firms of Kelvin, Bottomley & Baird Ltd and Henry Hughes & Sons Ltd who took over from Smith & Sons were not amalgamated until 1947. Given that Smith and Sons is engraved on the compass with Kelvin & Hughes it can be assumed that this compass was made during the company's transitional period to Kelvin & Hughes.Compass, marine or ship's card compass, gimble mounted, with inscriptions. Type is Lord Kelvin 10 inch compass card. Made in Great Britain by Kelvin Hughes Division of S. Smith & Sons (England) Ltd. "LORD KELVIN 10.", "COMPASS GRID", "MANUFACTURED IN GREAT BRITAIN BY", "KELVIN HUGHES DIVISION", "S. Smith & Sons (England) Ltd".flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, marine compass, gimble compass, ship's compass, lord kelvin compass, smith and sons england ltd, henry hughes & son ltd london england, kelvin bottomley & baird ltd glasgow scotland, kelvin & hughes ltd, navigation instrument, scientific instrument, william thomson, james white, baron kelvin of largs -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
... effects. for example, barium carbonate (which we don’t use) turns... subject on it’s own! We use commercial Mayco glazes on purpose ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware