Showing 209 items
matching food and drink
-
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaProgramme, Multicutural Arts Victoria, Mapping Melbourne 2018, 2018
On 6 December 2018, a recurring event was organised at the Mission. From the Multicultural website: "Meeting at the Seafarer’s bridge on the Yarra, you will be welcomed into a little-known site nearby, a sanctuary for seafarers for the last 100 years and a symbol of old-world generosity amidst the rapidly shifting landscape of the Docklands. A journey through the quirky spaces at Mission to Seafarer’s site through a compelling contemporary ritual performance. The Echoes Projects artists evoke fragments of stories embedded in this site through mesmerising live soundscapes, movement and imagery. Ria Soemardjo, Janette Hoe and Pongjit (Jon) Saphakhun collaborate to create an ongoing exploration of contemporary rituals in response to urban sites in Australia. Based in Melbourne, their contemporary performance work draws deeply from their personal connections to Thai, Chinese and Indonesian ceremonial traditions. Featuring Intricate rhythmic compositions inspired by the rich heritage of Indonesian and Middle Eastern musical traditions, performed by Ron Reeves and Matt Stonehouse – two of Australia’s foremost world music percussionists. Note: 7 PM and 8 PM sessions include delicious vegetarian Indonesian food. 9 PM session includes Indonesian and Thai cakes and sweets. You are invited to stay and eat after the performance, drinks available for purchase at the venue. Performers: Janette Hoe – dance artist Pongjit (Jon) Sekhukhune – actor Ria Soemardjo – musician Ron Reeves – musician Matt Stonehouse – musician /instrument maker Supported by the City of Melbourne Arts Grants Program Details: 6 Dec 2018 (Thursday) Sessions: 7 PM, 8 PM & 9 PM The Mission to Seafarers Audience Meeting point – next to the entrance of the Seafarer’s Bridge, Siddeley St, Docklands. Wheelchair accessible venue. Bookings essential. Tickets: $10 – $15 via Eventbrite. Ticket price is purely to pay for the food element. Companion Card ticketing available. Please contact Multicultural Arts Victoria for ticketing options. Companion ticket will allow admission only. The Seafarers Welcome is presented as part of Mapping Melbourne 2018."The Mission has always welcomed artistic events Colour programme of events with illustrationstop right corner: Multicultural Arts Victoria lower left corner: MAPPING MELBOURNE/1-15 DECEMBER 2018arts, events, multicultural arts victoria, the seafarer welcome, echoes project, 2018, cultural events, community -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Wooden Rolling Pin, First half of 20th Century
A rolling pin is a simple tool used to flatten dough. The first civilisation known to have used the rolling pin was the Etruscans. Their advanced farming ability, along with a tendency to cultivate many plants and animals never before used as food and turn them into sophisticated recipes, were passed to invading Greeks, Romans, and Western Europeans. Thanks to the Etruscans, these cultures are associated with gourmet cooking. To prepare their inventive foods, the Etruscans also developed a wide range of cooking tools, including the rolling pin. Although written recipes did not exist until the fourth century B.C., the Etruscans documented their love of food and its preparation in murals, on vases, and on the walls of their tombs. Cooking wares are displayed with pride; rolling pins appear to have been used first to thin-roll pasta that was shaped with cutting wheels. They also used rolling pins to make bread (which they called puls) from the large number of grains they grew. Natives of the Americas used more primitive bread-making tools that are favoured and unchanged in many villages. Chefs who try to use genuine methods to preserve recipes are also interested in both materials and tools. Hands are used as "rolling pins" for flattening dough against a surface, but also for tossing soft dough between the cook's two hands until it enlarges and thins by handling and gravity. Tortillas are probably the most familiar bread made this way. Over the centuries, rolling pins have been made of many different materials, including long cylinders of baked clay, smooth branches with the bark removed, and glass bottles. As the development of breads and pastries spread from Southern to Western and Northern Europe, wood from local forests was cut and finished for use as rolling pins. The French perfected the solid hardwood pin with tapered ends to roll pastry that is thick in the middle; its weight makes rolling easier. The French also use marble rolling pins for buttery dough worked on a marble slab. Glass is still popular; in Italy, full wine bottles that have been chilled make ideal rolling pins because they are heavy and cool the dough. Countries known for their ceramics make porcelain rolling pins with beautiful decorations painted on the rolling surface; their hollow centres can be filled with cold water (the same principle as the wine bottle), and cork or plastic stoppers cap the ends. Designs for most rolling pins follow long-established practices, although some unusual styles and materials are made and used. Within the family of wooden rolling pins, long and short versions are made as well as those that are solid cylinders (one-piece rolling pins) instead of the familiar style with handles. Very short pins called mini rolling pins make use of short lengths of wood and are useful for one-handed rolling and popular with children and collectors. Mini pins ranging from 5 to 7 in (12.7-17.8 cm) in length are called texturing tools and are produced to create steam holes and decorations in pastry and pie crusts; crafters also use them to imprint clay for art projects. These mini pins are made of hardwoods (usually maple) or plastic. Wood handles are supplied for both wood and plastic tools, however. Blown glass rolling pins are made with straight walls and are solid or hollow. Ceramic rolling pins are also produced in hollow form, and glass and ceramic models can be filled with water and plugged with stoppers. Tapered glass rolling pins with stoppers were made for many centuries when salt imports and exports were prohibited or heavily taxed. The rolling pin containers disguised the true contents. The straight-sided cylinder is a more recent development, although tapered glass pins are still common craft projects made by cutting two wine bottles in half and sealing the two ends together so that the necks serve as handles at each end.Tiny rolling pins are also twisted into shape using formed wire. The pins will not flatten and smooth pastry, and the handles do not turn. The metal pins are popular as kitchen decorations and also to hang pots, pans, and potholders. https://www.encyclopedia.com/sports-and-everyday-life/food-and-drink/food-and-cooking/rolling-pinThe use of the rolling pin to make thin pastry or pasta.Wooden rolling pin with some damage on cylinder section.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, rolling pin, cooking, pastry -
 Coal Creek Community Park & Museum
Coal Creek Community Park & MuseumBottle, glass, c. 1859 - c.1941
TROVE : Argus (Melbourne, Vic. : 1848 - 1957), Monday 17 January 1859, page 7 TO the PHYSICIANS of AUSTRALIA -WOLFE'S SCHIEDAM AROMATIC SCHNAPPS, A superlative Tonic, Diuretlc, Anti-Dyspepsic and invi-gorating Cordial,-This medical diet-drink is manufactured soley by the proprietor at his distillery, in Schiedam, in Holland, expressly for medicinal purposes. It Is the pure tincture of junlper, distilled from the best barley that can be selected in Europe at any cost. It is flavored and medicated, not by the common harsh berry, but by the choice botanical variety of tho aromatic Italian juniper berry, whose more vinous ex-tract is distilled and rectified with its spirituous sol-vent. and thus it becomes a concentrated tincture of exquisite flavor and aroma, altogether transcendant in Its cordial and medicinal properties to any alcoholic stimulant now in use In the world. It has been submitted to all the first chemists and physicians in the United States, who endorse it over their own signatures as one of tho great essentials of the materia medica. It is now proscribed with great success In gravel, grout, rheumatism, obstruction of the bladder and kidneys, dyspepsia, whether acute or chronic, in general debility, sluggish circulation of the blood, inadequate assimilation of food, and exhausted energy, are acknowledged by the whole medical faculty and attested in their highest written authorities. Put up in quart and pint bottles, enveloped In yellow paper, with tho proprietor's name on tho bottle-, cork, and label. For sale by all the respectable druggists and merchants. UDOLPHO WOLFE WILKINSON BROTHERS and Co., sole agents for Australia. Depots at Melbourne and Sydney. TROVE : Age (Melbourne, Vic. : 1854 - 1954), Wednesday 19 November 1941, page 4 WOLFE'S Aromatic SCHNAPPS Wolfe's Schnapps is now distilled in Australia from the original formula of Udolpho Wolfe. It remains, as before, a beverage of unique medicinal properties — Appetising, Re-freshing, , Stimulat-ing — as good for women as for men. -Wolfe's 'Schnapps for j your health's sake FOR VICTORY-buy War Bonds Now . W.B.157.13 Olive green glass bottle, square in section, slightly tapering toward the base, text embossed on three sides, circular ring embossed in shallow pontil shaped impression on base.Side 1 : UDOLPHO WOLFE'S'. Side 2 : 'SCHIEDAM'. Side 3 : 'AROMATIC SCHNAPPS'.schnapps, schiedam, gin -
 Eltham District Historical Society Inc
Eltham District Historical Society IncDocument - Property Binder, 931 Main Road, Eltham
Present day location of Nongkhai Thai Eltham restaurant Formerly the location of: Luther Haleys Bakery and General Store (Sep 1902-1917) - Hayley built this store, which was the first store erected in the present-day Eltham shopping district Hannah Lloyd's General Store (1917-c.Feb 1920) Various owners Staff's General Store (c.1939-Feb 1965) then demolished Ray Staff Eltham Big Star Food Centre (c.1965-1967) Eltham Big Star Food Centre (Staffs new building c.1965-1967) A Country Heritage Furniture and Homewares (?-2006) Newspaper advertisement: Leader Associated Newspapers, 100 Years of News Special Edition, August 27, 1997, p6; A Country Heritage Newspaper advertisement: Diamond Valley Leader, 4 September 2006, Closing Down Sale, A Country Heritage In February 1965, Staffs Railway Store, the oldest business premises in the Eltham shopping district was demolished. Formerly a self-service grocery, restaurant and electrical repair shop, the building for many years housed Eltham’s only ‘family’ grocer and feed store. Earlier it had appeared to have been the town’s bakery. The building had been purchased in late March 1939 by Mr Eric N. Staff. At the time of E.N. Staff’s purchase there were huge bakers’ ovens located at the rear and the building also had a well and four toilets for employees. When the ‘pictures’ came to Eltham with the opening of the Eltham Public Hall across the road in 1941, Mr E.N. Staff extended the business and opened a milk bar and sweet shop. Further extensions re-established the tea rooms of days gone by. Mr E.N. Staff conducted business for about 15 years before handing over the reins to his son, Ray Staff. When his son Ray took over, the milk bar and tea rooms were closed for several years but the milk bar and was later re-opened and subsequently became a greengrocers and later again, a restaurant. The tea rooms section was converted to an electrical repair shop about 1955. Electoral Roll records for 1967 record Raymond Charles Staff at 929 Main Road, Eltham, grocer, and in 1968 at Lot 4, Hillcrest Avenue, Eltham, taxi truck operator. Staff’s store appears to have occupied 929-933 Main Road and the Eltham Big Star Food Centre was centred around 931 Main Road. It would appear that Ray continued to run the business for approximately two years after the original store was demolished and a new supermarket was built. Today, 931 Main Road is the Nongkhai Thai Restaurant and is precisely where the original Staffs store stood. Even though the facade has been modified at eye level with new larger windows, the upper facade is identical to that of the new Eltham Big Star Food Centre of 1965/66. But how did the original building, the oldest premises in the 1965 era shopping centre come about? On August 12th, 1902 at the Eltham Courthouse, appearing before T. Smallman, Esq,. Police Magistrate, and Messrs. W. Duncan and W.J. Taylor, Justices of the Peace is Luther Haley, baker. Wilfred Henry Johnston, by his agent Stanley Ernest Elder had applied for a warrant of ejectment under the Landlord and Tenant Act 1890 against Luther Haley from the bakery premises at the corner of Main Road and York Street. From the evidence presented we learn that Mrs Burgoyne of Eltham had purchased the property some months earlier from Mr Johnston, which consisted of a store and bakery establishment at Eltham occupied by Mr. Luther Haley, and whose lease expired some little time back, and up to the present time, Mr. Haley was not prepared to leave. He informed the court that he is unable to secure at Eltham a suitable house in which to carry on his business, but was building a place near the railway station which he expected to be done in about three weeks time, and he is then prepared to give up possession of the premises he now occupies. Mr Smallman informed the defendant, Luther Haley, that he will have to quit the premises in three weeks from the present date, and that a warrant of ejectment would be issued. However he also informed Mr Haley that he would order the warrant to lie in the office for three weeks from that date. The premises under construction referred to by Luther Haley in court were situated on the western side of Main Road, near the railway station slightly opposite present-day Arthur Street. It was opened around September 1902 as a General Store, Bakery and Tea Rooms. This was the original building in the present-day shopping precinct. At the time the only thing nearby was the railway station. Luther Haley’s business appeared to prosper and he would have catered to not only the locals abut also day visitors by train on Sundays coming up from Melbourne, offering fresh baked produce, tea rooms and summer drinks. The fields across Main Road running between present day Arthur Street and Luck Street were known as Haley’s Paddock and at times were used for community festivities and picnics. A newspaper report on the annual State schools picnic held at Haley’s Paddock on March 11, 1904 described it as “quite close to the railway station, and is quite capable of holding comfortably 10,000 people. With its ample shade and hilly surroundings, it is an ideal place for any gathering.” Luther Haley successfully ran his general store, bakery and tea rooms until 1917 when he and his family departed the district and moved to Westgarth Street in Northcote where he changed careers and became a publisher. It was then taken over by Hannah Lloyd and became known as Lloyd’s Railway General Store from 1917 to 1920. From then it had a succession of owners, one as short as two months until March 31, 1939 when the Grocery Business formerly carried on by Mr. T.K. White of Eltham for the previous eight years was purchased by Mr Eric N. Staff of Research and became known as E.N. Staff’s Railway Store. The ownership timeline for the store is as follows: Luther Haley Sep 1902-1917 Hannah Lloyd 1917-c.Feb 1920 Messrs J.R. & N.E. Lee 1920-Sep 1922 A. & E. Copeland Sep 1922-Sep 1925 Mr Price Sep 1925-Nov 1925 Mr Warren Nov 1925?-Nov 1926 A.W.J. Edwards Nov 1926-1931 T.K. White 1931-Mar 1939 Eric Staff Apr 1939-c.1954 Ray Staff c.1954-Feb 1965 then demolished Ray Staff Eltham Big Star Food Centre c.1965-1967 THROWBACKTHURSDAY: ELTHAM BIG STAR FOOD CENTRE, MAIN ROAD, 1966 https://elthamhistory.wordpress.com/2020/04/16/throwbackthursday-eltham-big-star-food-centre-main-road-1966/eltham, businesses, a country heritage, property, shops, main road eltham, a. copeland, a.w.j. edwards, big star food centre, e. copeland, eric staff, general store, hannah lloyd, j.r. lee, lloyd's general store, luther haley, n.e. lee, price, ray staff, staffs general store, supermarket, t.k. white -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionPainting - Conrad Wood
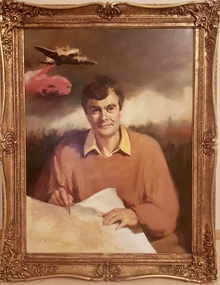
Conrad Wood (Woody) graduated from the Victorian School of Forestry in 1957, and after postings with the Forests Commission Victoria (FCV) at Swifts Creek and Sirex surveys, he gravitated into the Forest Protection Division in Head Office in the early 1960s. He championed the setting up of proper contractual arrangements for aviation and was involved in implementing the first ongoing, organised contracts for firebombing in eastern Victoria in the 1960s. An early recipient of a prestigious Churchill Fellowship, Woody travelled extensively throughout 1969 in North America and Europe studying aviation in forestry and firefighting. Afterwards he was very active amongst the Churchill alumni. Woody had a passion for innovation and new technology and was instrumental in introducing new aircraft types and new approaches for forest firefighting and forest management. Amongst many other things, he played a major role in organising the trial of a RAAF C130 equipped with MAFFS for firebombing in south-eastern Australia in 1982-84, even piloting the lead plane. His inimitable style was crucial in successfully bringing together the cultures of the myriad organisations involved. Con advocated for the introduction of helicopters. He developed aerial fertilising and seeding techniques for forest management. He even managed to get involved in cloud seeding experiments for forest fire suppression and for improving water yield. Along with aviation, Conrad was passionate about literature, football, politics, food, drink, motorbikes, gardening and Glen Iris, to name a few. He was a committed campaigner on social justice issues and for many years read for vision-impaired people on public radio. He died in 2014. This painting of Woody by notable Australian artist Joyce McGrath OAM (also a Churchill Fellow) was done in the 1980s. Joyce asked Conrad to sit for this portrait which she planned to enter the Doug Moran National Portrait Prize. The portrait hung in Churchill House in Canberra, but when a new building was erected, it was returned to the artist/owner. The painting is now owned by Clare Harwood and is on permanent loan to the Forests Commission Retired Personnel Association (FCRPA) and is displayed at DEECA's Altona Museum.Painting of Conrad Wood by Australian artist Joyce McGrath OAMbushfire, bushfire aviation -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFurniture - Table
Some very early tables were made and used by the Ancient Egyptians around 2500 BC, using wood and alabaster. They were often little more than stone platforms used to keep objects off the floor, though a few examples of wooden tables have been found in tombs. Food and drinks were usually put on large plates deposed on a pedestal for eating. The Egyptians made use of various small tables and elevated playing boards. The Chinese also created very early tables in order to pursue the arts of writing and painting, as did people in Mesopotamia, where various metals were used. The Greeks and Romans made more frequent use of tables, notably for eating, although Greek tables were pushed under a bed after use. The Greeks invented a piece of furniture very similar to the guéridon. Tables were made of marble or wood and metal (typically bronze or silver alloys), sometimes with richly ornate legs. Later, the larger rectangular tables were made of separate platforms and pillars. The Romans also introduced a large, semicircular table to Italy, the mensa lunata. Plutarch mentions use of "tables" by Persians. Furniture during the Middle Ages is not as well known as that of earlier or later periods, and most sources show the types used by the nobility. In the Eastern Roman Empire, tables were made of metal or wood, usually with four feet and frequently linked by x-shaped stretchers. Tables for eating were large and often round or semicircular. A combination of a small round table and a lectern seemed very popular as a writing table. In western Europe, the invasions and internecine wars caused most of the knowledge inherited from the classical era to be lost. As a result of the necessary movability, most tables were simple trestle tables, although small round tables made from joinery reappeared during the 15th century and onward. In the Gothic era, the chest became widespread and was often used as a table. Refectory tables first appeared at least as early as the 17th century, as an advancement of the trestle table; these tables were typically quite long and wide and capable of supporting a sizeable banquet in the great hall or other reception room of a castle. https://en.wikipedia.org/wiki/Table_(furniture)The table is one of the most important items of furniture used in the home, including the kitchen.Table wooden with 4 wooden turned legs and unvarnished raw wood topNone flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, table, kitchen furniture -
 Coal Creek Community Park & Museum
Coal Creek Community Park & MuseumBottle, glass, Between 1859-1941
TROVE : Argus (Melbourne, Vic. : 1848 - 1957), Monday 17 January 1859, page 7 TO the PHYSICIANS of AUSTRALIA -WOLFE'S SCHIEDAM AROMATIC SCHNAPPS, A superlative Tonic, Diuretic, Anti-Dyspepsic and invigorating Cordial. This medical diet-drink is manufactured soley by the proprietor at his distillery, in Schiedam, in Holland, expressly for medicinal purposes. It is the pure tincture of juniper, distilled from the best barley that can be selected in Europe at any cost. It is flavored and medicated, not by the common harsh berry, but by the choice botanical variety of the aromatic Italian juniper berry, whose more vinous extract is distilled and rectified with its sphirituous solvent, and thus it becomes a concentrated tincture of exquisite flavor and aroma, altogether transcendent in Its cordial and medicinal properties to any alcoholic stimulant now in use In the world. It has been submitted to all the first chemists and physicians in the United Slates, who endorse it over their own signatures as one of tho great essentials of the materia medica. It is now proscribed with great success In gravel, grout, rheumatism, obstruction of the bladder and kidneys, dyspepsia, whether acute or chronic, in general debility, sluggish circulation of the blood, inadequate assimilation of food, and exhausted energy, are acknowledged by the whole medical faculty and attested in their highest written authorities. Put up in quart and pint bottles, enveloped In yellow paper, with the proprietor's name on the bottle-, cork, and label. For sale by all the respectable druggists and merchants. UDOLPHO WOLFE WILKINSON BROTHERS and Co., sole agents for Australia. Depots at Melbourne and Sydney. TROVE : Farmer and Settler (Sydney, NSW : 1906 - 1955), Tuesday 30 March 1915, page 2 TRADING WITH UDOLPHO WOLFE. At the Sydney summons court on Wednesday morning, Laurence Edward Moss and Lawrence David Phillips were charged with having attempted to trade with the enemy by means of a letter addressed and posted to Udolpho Wolfe Company, Hamburg, Germany. There was a second information alleging that on or about December 7 last they attempted to trade with the enemy by means of a cable addressed and trans-mitted to Wolsey, New York. At the request of Mr. Campbell, K.C., who appeared for the defence, an adjournment to April 7 -was granted. Bail was allowed, each in £200, with a surety in £200. TROVE : Age (Melbourne, Vic. : 1854 - 1954), Wednesday 19 November 1941, page 4 WOLFE'S Aromatic SCHNAPPS Wolfe's Schnapps is now distilled in Australia from the original formula of Udolpho Wolfe. It remains, as before, a beverage of unique medicinal properties — Appetising, Refreshing, , Stimulating — as good for women as for men. -Wolfe's 'Schnapps for your health's sake FOR VICTORY-buy War Bonds Now . W.B.157.13 Olive green glass bottle for stopper seal, square in section, slightly tapering toward base, text embossed on three sides, circular ring embossed inside impressed circle on base.Side 1. : 'UDOLOPHO WOLF'S'. Side 2 : 'SCHIEDAM'. Side 3 : 'AROMATIC SCHNAPPS'. Base : an embossed ring inside a round impressed into the square base.schnapps, schiedam, gin, udolpho wolfe -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Saucepan
It is no secret that copper is currently experiencing a huge upsurge in popularity. This is mainly thanks to its beautiful colour featuring heavily in the ranges of countless homeware retailers. There is, however, far more to this lustrous metal than just its appearance. For example, it has a greater level of thermal conductivity than any other metal (except silver); roughly 60% higher than aluminium and 3000% higher than stainless steel. This means copper is capable of heating up very quickly when compared to other metals. Perhaps a less commonly known property of copper is it being inherently antimicrobial. A wide range of harmful microbes are unable to survive for more than a couple of hours when in contact with a surface made of copper or one of its alloys (brass and bronze). This has led to it often being used for frequently touched surfaces such as door knobs, push plates and taps. A seemingly perfect material for cooking, it is therefore no surprise that it has been used in kitchens for millennia. But exactly when did we learn to utilise copper and its valuable assets? Origins It is hard to pin down an exact date when copper cookware was first introduced. Pieces discovered in regions of the middle east were dated as far back as 9000BC, suggesting cooking with copper began during the Neolithic period (≈10000-2000BC). As civilisations became increasingly capable in metallurgical techniques, metals such as copper became more widely used. It would have been around this time that copper replaced stone as the material used for making tools and cooking vessels. The use of copper is also well documented in Ancient Egypt. Not only was it used to produce water and oil containers, but it was also used to in medical practices. The antimicrobial nature of copper was exploited long before the concept of microorganisms was fully understood. The Smith Papyrus, a medical text written between 2600 and 2200BC records the use of copper in sterilising wounds and drinking water. Tin Lining Although copper is essential to many processes within the human body, it can become toxic if consumed in excess. It was this knowledge that gave rise to lining cookware with tin, a technique used for hundreds of years to prevent copper leaching in to food. These tin linings would eventually wear out and during the 18th and 19th century, it was common for people to send pans away to be re-tinned. This practice is becoming increasingly rare, as are the craftsmen who perform it. Despite this, there are still manufactures producing tin-lined copper cookware who also offer a re-lining service. Perhaps the best known of these is Mauviel, a French manufacturer who have been making this type of cookware since 1830. Tin has now largely been replaced by stainless steel as an interior cooking surface. Not only is it more cost effective, but the high grade of stainless steel used in premium cookware (typically 18/10) is highly resistant to corrosion and more durable than tin.Copper saucepans are still used in many kitchens.Small copper saucepan with long handle and three ridges around the circumference. Extensive corrosion.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, copper, saucepans, kitchen equipment -
 Parks Victoria - Wilsons Promontory Lightstation
Parks Victoria - Wilsons Promontory LightstationTank lid
Lid for ship's tanks used for early domestic water storage (1860's) at the lightstation The water tank and lid are probably from the same unit that was used for transporting drinking water or perishable dry goods on ships. The unit comprised a large, riveted metal tank which was fitted with a heavy cast iron round lid to form a hermetically sealed container. It had a rubber sealing ring ‘which was screwed tight with the aid of lugs cast into the lid and wedges cast into the rim of the loading hole’. A raised iron rod welded across the outer face of many lids allowed for screwing the lid tight. Ship tanks were invented in1808 by notable engineer, Richard Trevithick and his associate John Dickinson. Their patent obtained the same year described the tank’s superior cubic shape that allowed it to fit squarely as a container in ships and thus use space efficiently, while its metal fabric preserved and secured its contents, whether liquid or solid, from damage. The containers revolutionised the movement of goods by ship and made wooden casks redundant. Research by Michael Pearson has determined that they were carried on passages to Australia from at least the 1830s, conveying ships’ victuals and water storage as well as general goods heading for the colonies, and by the 1870s they were in common use. Once in the colonies, the tanks were often recycled and adapted for many resourceful uses such as water tanks, packing cases, dog kennels, oil containers and food stores and this invariably led to the separation of the lid and tank. Raised lettering on the lids indicates that nearly all of the ship tanks transported to Australia came from London manufacturers, and it was usual also for the brand name to feature as a stencil on the associated square tank but in most cases this eventually wore off. It is not known if the Wilsons Promontory tank retains its stencil, and the heavy lid will need to be turned over to reveal its manufacturer’s name. How it came to the lightstation is also not known, but it was either brought to the site as a recycled tank or salvaged from a shipwreck. Pearson writes that Ship tanks show up at a wide range of sites, many of them isolated like lighthouses. They were, I think, usually taken there for the purposes they filled, usually water storage, as they were readily available, relatively light to transport, and probably very cheap to buy as second‐hand goods containers. In rural areas they may have been scavenged for their new uses from local stores, to whom goods were delivered in them. Recycled to serve as a water tank, the Wilsons Promontory tank is the last surviving example of several that were used at the site to hold water for domestic consumption. The tank has had its lid removed and a tap fitted to the one of the sides. It stands on concrete blocks next to a building to receive water running off the roof via a metal pipe. Wilsons Promontory is the only lightstation managed by Parks Victoria with a tank container, although Cape Otway and Point Hicks have lids. Parks Victoria has identified four other lids which include two at Point Hicks, one manufactured by Lancaster and Co. the other by Bellamy. Cape Otway also has two, one unidentified and the other by the Bow Tank Works, East London, which produced tanks between 1910 and 1930. Pearson notes that ‘surviving lids are far less numerous than the tanks themselves, presumably because the uses to which the tanks were put did not require the lid to be retained’. The tank and lid, which are possibly part of the same unit, have first level contributory significance for their historic values and rarity. Round ship's tanks lid, iron. -
 Eltham District Historical Society Inc
Eltham District Historical Society IncNewspaper clipping, Supermarket next on old site, Diamond Valley Mirror, Wed. Feb 17, 1965, p5, 1965
In February 1965, Staffs Railway Store, the oldest business premises in the Eltham shopping district was demolished. Formerly a self-service grocery, restaurant and electrical repair shop, the building for many years housed Eltham’s only ‘family’ grocer and feed store. Earlier it had appeared to have been the town’s bakery. The building had been purchased in late March 1939 by Mr Eric N. Staff. At the time of E.N. Staff’s purchase there were huge bakers’ ovens located at the rear and the building also had a well and four toilets for employees. When the ‘pictures’ came to Eltham with the opening of the Eltham Public Hall across the road in 1941, Mr E.N. Staff extended the business and opened a milk bar and sweet shop. Further extensions re-established the tea rooms of days gone by. Mr E.N. Staff conducted business for about 15 years before handing over the reins to his son, Ray Staff. When his son Ray took over, the milk bar and tea rooms were closed for several years but the milk bar and was later re-opened and subsequently became a greengrocers and later again, a restaurant. The tea rooms section was converted to an electrical repair shop about 1955. Electoral Roll records for 1967 record Raymond Charles Staff at 929 Main Road, Eltham, grocer, and in 1968 at Lot 4, Hillcrest Avenue, Eltham, taxi truck operator. So it would appear that Ray continued to run the business for approximately two years after the original store was demolished and a new supermarket was built. Today, 929 Main Road is the Nongkhai Thai Restaurant and is precisely where the original Staffs store stood. Even though the facade has been modified at eye level with new larger windows, the upper facade is identical to that of the new Eltham Big Star Food Centre of 1965/66. But how did the original building, the oldest premises in the 1965 era shopping centre come about? On August 12th, 1902 at the Eltham Courthouse, appearing before T. Smallman, Esq,. Police Magistrate, and Messrs. W. Duncan and W.J. Taylor, Justices of the Peace is Luther Haley, baker. Wilfred Henry Johnston, by his agent Stanley Ernest Elder had applied for a warrant of ejectment under the Landlord and Tenant Act 1890 against Luther Haley from the bakery premises at the corner of Main Road and York Street. From the evidence presented we learn that Mrs Burgoyne of Eltham had purchased the property some months earlier from Mr Johnston, which consisted of a store and bakery establishment at Eltham occupied by Mr. Luther Haley, and whose lease expired some little time back, and up to the present time, Mr. Haley was not prepared to leave. He informed the court that he is unable to secure at Eltham a suitable house in which to carry on his business, but was building a place near the railway station which he expected to be done in about three weeks time, and he is then prepared to give up possession of the premises he now occupies. Mr Smallman informed the defendant, Luther Haley, that he will have to quit the premises in three weeks from the present date, and that a warrant of ejectment would be issued. However he also informed Mr Haley that he would order the warrant to lie in the office for three weeks from that date. The premises under construction referred to by Luther Haley in court were situated on the western side of Main Road, near the railway station slightly opposite present-day Arthur Street. It was opened around September 1902 as a General Store, Bakery and Tea Rooms. This was the original building in the present-day shopping precinct. At the time the only thing nearby was the railway station. Luther Haley’s business appeared to prosper and he would have catered to not only the locals abut also day visitors by train on Sundays coming up from Melbourne, offering fresh baked produce, tea rooms and summer drinks. The fields across Main Road running between present day Arthur Street and Luck Street were known as Haley’s Paddock and at times were used for community festivities and picnics. A newspaper report on the annual State schools picnic held at Haley’s Paddock on March 11, 1904 described it as “quite close to the railway station, and is quite capable of holding comfortably 10,000 people. With its ample shade and hilly surroundings, it is an ideal place for any gathering.” Luther Haley successfully ran his general store, bakery and tea rooms until 1917 when he and his family departed the district and moved to Westgarth Street in Northcote where he changed careers and became a publisher. It was then taken over by Hannah Lloyd and became known as Lloyd’s Railway General Store from 1917 to 1920. From then it had a succession of owners, one as short as two months until March 31, 1939 when the Grocery Business formerly carried on by Mr. T.K. White of Eltham for the previous eight years was purchased by Mr Eric N. Staff of Research and became known as E.N. Staff’s Railway Store. The ownership timeline for the store is as follows: Luther Haley Sep 1902-1917 Hannah Lloyd 1917-c.Feb 1920 Messrs J.R. & N.E. Lee 1920-Sep 1922 A. & E. Copeland Sep 1922-Sep 1925 Mr Price Sep 1925-Nov 1925 Mr Warren Nov 1925?-Nov 1926 A.W.J. Edwards Nov 1926-1931 T.K. White 1931-Mar 1939 Eric Staff Apr 1939-c.1954 Ray Staff c.1954-Feb 1965 then demolished Ray Staff Eltham Big Star Food Centre c.1965-1967 Digital file only from scan of copy on loan to EDHSa. copeland, a.w.j. edwards, big star food centre, e. copeland, eltham, eric staff, general store, hannah lloyd, j.r. lee, lloyd's general store, luther haley, main road, n.e. lee, price, ray staff, staffs general store, supermarket, t.k. white -
 Eltham District Historical Society Inc
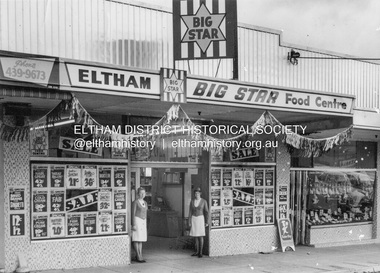
Eltham District Historical Society IncPhotograph, Eltham Big Star Food Centre, Main Road, Eltham, c.1966
In February 1965, Staffs Railway Store, the oldest business premises in the Eltham shopping district was demolished. Formerly a self-service grocery, restaurant and electrical repair shop, the building for many years housed Eltham’s only ‘family’ grocer and feed store. Earlier it had appeared to have been the town’s bakery. The building had been purchased in late March 1939 by Mr Eric N. Staff. At the time of E.N. Staff’s purchase there were huge bakers’ ovens located at the rear and the building also had a well and four toilets for employees. When the ‘pictures’ came to Eltham with the opening of the Eltham Public Hall across the road in 1941, Mr E.N. Staff extended the business and opened a milk bar and sweet shop. Further extensions re-established the tea rooms of days gone by. Mr E.N. Staff conducted business for about 15 years before handing over the reins to his son, Ray Staff. When his son Ray took over, the milk bar and tea rooms were closed for several years but the milk bar and was later re-opened and subsequently became a greengrocers and later again, a restaurant. The tea rooms section was converted to an electrical repair shop about 1955. Electoral Roll records for 1967 record Raymond Charles Staff at 929 Main Road, Eltham, grocer, and in 1968 at Lot 4, Hillcrest Avenue, Eltham, taxi truck operator. So it would appear that Ray continued to run the business for approximately two years after the original store was demolished and a new supermarket was built. Today, 929 Main Road is the Nongkhai Thai Restaurant and is precisely where the original Staffs store stood. Even though the facade has been modified at eye level with new larger windows, the upper facade is identical to that of the new Eltham Big Star Food Centre of 1965/66. But how did the original building, the oldest premises in the 1965 era shopping centre come about? On August 12th, 1902 at the Eltham Courthouse, appearing before T. Smallman, Esq,. Police Magistrate, and Messrs. W. Duncan and W.J. Taylor, Justices of the Peace is Luther Haley, baker. Wilfred Henry Johnston, by his agent Stanley Ernest Elder had applied for a warrant of ejectment under the Landlord and Tenant Act 1890 against Luther Haley from the bakery premises at the corner of Main Road and York Street. From the evidence presented we learn that Mrs Burgoyne of Eltham had purchased the property some months earlier from Mr Johnston, which consisted of a store and bakery establishment at Eltham occupied by Mr. Luther Haley, and whose lease expired some little time back, and up to the present time, Mr. Haley was not prepared to leave. He informed the court that he is unable to secure at Eltham a suitable house in which to carry on his business, but was building a place near the railway station which he expected to be done in about three weeks time, and he is then prepared to give up possession of the premises he now occupies. Mr Smallman informed the defendant, Luther Haley, that he will have to quit the premises in three weeks from the present date, and that a warrant of ejectment would be issued. However he also informed Mr Haley that he would order the warrant to lie in the office for three weeks from that date. The premises under construction referred to by Luther Haley in court were situated on the western side of Main Road, near the railway station slightly opposite present-day Arthur Street. It was opened around September 1902 as a General Store, Bakery and Tea Rooms. This was the original building in the present-day shopping precinct. At the time the only thing nearby was the railway station. Luther Haley’s business appeared to prosper and he would have catered to not only the locals abut also day visitors by train on Sundays coming up from Melbourne, offering fresh baked produce, tea rooms and summer drinks. The fields across Main Road running between present day Arthur Street and Luck Street were known as Haley’s Paddock and at times were used for community festivities and picnics. A newspaper report on the annual State schools picnic held at Haley’s Paddock on March 11, 1904 described it as “quite close to the railway station, and is quite capable of holding comfortably 10,000 people. With its ample shade and hilly surroundings, it is an ideal place for any gathering.” Luther Haley successfully ran his general store, bakery and tea rooms until 1917 when he and his family departed the district and moved to Westgarth Street in Northcote where he changed careers and became a publisher. It was then taken over by Hannah Lloyd and became known as Lloyd’s Railway General Store from 1917 to 1920. From then it had a succession of owners, one as short as two months until March 31, 1939 when the Grocery Business formerly carried on by Mr. T.K. White of Eltham for the previous eight years was purchased by Mr Eric N. Staff of Research and became known as E.N. Staff’s Railway Store. The ownership timeline for the store is as follows: Luther Haley Sep 1902-1917 Hannah Lloyd 1917-c.Feb 1920 Messrs J.R. & N.E. Lee 1920-Sep 1922 A. & E. Copeland Sep 1922-Sep 1925 Mr Price Sep 1925-Nov 1925 Mr Warren Nov 1925?-Nov 1926 A.W.J. Edwards Nov 1926-1931 T.K. White 1931-Mar 1939 Eric Staff Apr 1939-c.1954 Ray Staff c.1954-Feb 1965 then demolished Ray Staff Eltham Big Star Food Centre c.1965-1967 Research and copy: Peter Pidgeon (EDHS) Digital file only from scan of copy on loan to EDHSa. copeland, a.w.j. edwards, big star food centre, e. copeland, eltham, eric staff, general store, hannah lloyd, j.r. lee, lloyd's general store, luther haley, main road, n.e. lee, price, ray staff, staffs general store, supermarket, t.k. white -
 Parks Victoria - Point Hicks Lightstation
Parks Victoria - Point Hicks LightstationLid, ship tank
The heavy cast iron, round lid was originally fastened into a large, riveted metal box, known as a ship tank. It has the name ‘John Bellamy London’ cast in capitals in a continuous circle on the outer edge of the lid face, and the words ‘Byng St Millwall’ on the inner circle. , of Millwall, London, manufactured boilers and ship tanks from the 1860s to the 1930s and came from a family of tank makers who began manufacturing tanks some time before 1856. Ship tanks were invented in 1808 by notable engineer, Richard Trevithick and his associate John Dickinson. Their patent obtained the same year described the tank’s superior cubic shape that allowed it to fit squarely as a container in vessels and thus use space efficiently, while its metal fabric preserved and secured its liquid or solid contents from damage. The containers revolutionised the movement of goods by ship and made wooden casks redundant. Research by Michael Pearson has determined that they were carried on passages to Australia from at least the 1830s conveying ships’ victuals and water storage, as well as general goods heading for the colonies. Pearson found photographic evidence of their use in the 1860s, and by the 1870s they appeared to be in common use. lids surviving from containers indicate that nearly all the tanks transported to Australia came from London manufacturers. It was usual for the brand name to also feature as a stencil on the tank but in most cases this eventually wore off. A tank without its original stencil survives at Wilsons Promontory. Tanks transporting ‘drinking water or perishable dry goods were hermetically sealed by the use of the tightly fitting lid with a rubber sealing ring ‘which was screwed tight with the aid of lugs cast into the lid and wedges cast into the rim of the loading hole’. The raised iron rod welded across the outer face of many lids such as the Bellamy example, allowed for screwing the lid tight. Once in the colonies, the ship tanks were often recycled and adapted for many resourceful uses such as packing cases, dog kennels, water tanks, oil containers and food stores and this invariably led to the separation of the lid and tank. The Bellamy lid could have been salvaged from a shipwreck but is more likely to have to have originated from a recycled tank that was brought to the lightstation for water storage purposes. Pearson writes that: Ship tanks show up at a wide range of sites, many of them isolated like lighthouses. They were, I think, usually taken there for the purposes they filled, usually water storage, as they were readily available, relatively light to transport, and probably very cheap to buy as second-hand goods containers. In rural areas they may have been scavenged for their new uses from local stores, to whom goods were delivered in them. Parks Victoria has identified five tank lids in the lightstation collections covered by this project. In addition to the Bellamy lid at Point Hicks, they include a Bow brand lid at Point Hicks and another at Cape Otway, unidentified lids at Cape Otway and Wilsons Promontory. Pearson and Miles Lewis have each recorded two versions of the Bellamy trade name on the lids; one being ‘John Bellamy Byng St. London’; the other, ‘John Bellamy Byng St. Millwall London’. The Point Hicks lid has the second version of the name, as do other examples in Victoria that Lewis has identified at Illawarra, Toorak; Warrock homestead, Casterton; Eeyeuk homestead, Terang; Ward’s Mill, Kyneton; and Boisdale homestead near Maffra, and in NSW at Ayrdale Park, Wolumla; and Bishop’s Lodge, Hay. Pearson’s list includes the same lids in NSW at Tumbarumba; the Quarantine Station, Sydney; Willandra Station; Bedervale, Braidwood; Gunnedah Museum; Walla Walla and Macquarie Island. The Point Hicks lid is currently stored in the lighthouse although it is unlikely that its use had any association with this building. The lid is in good condition and retains the central bung. Pearson notes that ‘surviving lids are far less numerous than the tanks themselves, presumably because the uses to which the tanks were put did not require the lid to be retained’.347 The Bellamy ship tank lid has first level contributory significance for its historic values. Circular cast-iron disc with raised outer ridge with inscription. It also has an inner depression with inscription. Two metal sections form handles over inner depression. Hole in middle of disc.Around perimeter of outer edge "JOHN BELLAMY LONDON" Around inner area "BYNG ST MILLWALL" -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedPhotograph (1950), The Migrant Ship HELLENIC PRINCE, Copy 27/01/2014 - (Original Post Card circa 1950)
In 1949 the HELLENIC PRINCE with its 3 hospitals, 2 cinemas, and air conditioned accommodation was chartered by the International Refugee Organisation to transport displaced persons from Europe to Australia. Its first trip was to Sydney where it arrived with 1000 passengers on 5 December 1949. On the third trip it left Naples on 23 March 1950, and arrived in Fremantle on 20 April 1950, and in Melbourne on 25 April 1950. The men and women were separated for the voyage with my father sleeping on a hammock in a large room with other men, while my mother, my brother, and I had bunks in a shared cabin. On board were displaced persons ex Bagnoli Camp Italy, some of whom later built their bungalows on the grassy and rocky paddocks near Sunshine Victoria, and began to establish a new life in a new country. A few of the families that arrived on the third trip and purchased land in the Dunkeld Ave - Sandford Ave area of North Sunshine (Birmingham Estate) were Janczak, Kolanowicz, Mroz, Pawlak, Rasztabiga, Skrobalak, Szydlowski, Witkowski, and Zielinski. Some friends settled elsewhere in Sunshine. The family Tabaka went to West Sunshine just over the Derby Rd Bridge, while the family Wojcik went to Ardeer. The ship first started service in 1929 for the Royal Australian Navy as the HMAS ALBATROSS. It had a standard displacement of 4,800 tons and was 443 feet 7 inches (135.2 metres) long, and its top speed during trials reached 22 knots (41 km/hr). It was built at Cockatoo Island Dockyard as Australia's first Aircraft Carrier (seaplanes), but the aircraft that it was designed for were retired just before the ship went into service. A new plane specifically designed to work with the Albatross began operations after the ship was decommissioned in 1933, and placed into reserve in Sydney Harbour. Seaplanes continued to operate from the anchored ship. (Click on the Link 'HMAS Albatross (1)' situated above the Object Registration number to view pictures of the HMAS Albatross on the Navy web site). In 1938 the ship was recommissioned and transferred to the Royal Navy as part payment for the light cruiser Hobart. The ship then did military service for the Royal Navy during World War 2. It did patrol and escort duties in the southern Atlantic, and from mid 1942 in the Indian Ocean. By early 1944 the ship was converted so that it could repair landing craft and other support vessels off Sword and Juno beaches. The ship managed to return 132 craft into service and to save 79 others from total loss. On 11 August 1944 Albatross was torpedoed with the loss of either 50 or 66 personnel, but was able to be towed back to Portsmouth. After repairs she did a short service as a minesweeper depot ship, and following that was placed into reserve on 3 August 1945. In August 1946 the ship was sold for commercial use but the plans to convert it into a luxury liner or a floating cabaret fell through. The ship was again sold on 14 November 1948 to the British-Greek Yannoulatos Group, who renamed it HELLENIC PRINCE in recognition of the birth of Prince Charles and his Greek heritage. After conversion into a passenger ship the Hellenic Prince made several trips to Australia transporting displaced persons, however apparently not all trips were pleasant for the passengers. In the on board newsletter 'Kangaroo' dated 5 January 1951, the ship's master P. C. King expressed his indignation about the behaviour of passengers and made accusations of mutiny. According to some immigrants the conditions were appalling and overcrowded with 1200 passengers. Passengers were supposedly required to work and were paid with Woodbine cigarettes. The drinking water ran out, the freezer broke down, and fresh food that was brought on board went to the crew. Sea sickness was rife because the ship was rarely level due to malfunctioning pumps. (The newsletter 'Kangaroo' can be viewed at the Museum Victoria web site by clicking the Link 'Newsletter - Kangaroo'). In 1953 during the Mau Mau uprising the Hellenic Prince was used to transport troops to Kenya, and in 1954 the ship came to an end in a scrap yard at Hong Kong. THE ABOVE INFORMATION WAS COMPILED FROM; (1) http://en.wikipedia.org/wiki/HMAS_Albatross_(1928) (accessed 11/2/2013), (2) An article by Graeme Andrews found at http://www.afloat.com.au/afloat-magazine/2011/july-2011/The_boat_people_of_the _forties_and_fifties#.UuYY6ou4apo (accessed 27/1/14), (3) http://museumvictoria.com.au/collections/items/273166/newsletter-kangaroo-hellenic-prince-5-jan-1951 (accessed 27/1/14), (4) National Archive search starting at; www.naa.gov.au/collection/search/index.aspx (accessed 27/1/14), (5) http://www.flickr.com/photos/41311545@N05/3864781978 (accessed 29/1/14). Hellenic Prince has a significance to Sunshine Victoria because some of the displaced people from Europe, who arrived in Melbourne on Anzac Day 1950, were among the first people to settle in the grassy and rocky paddock areas of North Sunshine. These settlers established a residential suburban area out of the paddocks. In those early days there were no services and the planned roads were basically just drawings on a map. The ship is also significant because it was named in recognition of the birth of Prince Charles. In the ship's former life as the HMAS Albatross the significance is that it was built in Australia as our country's first Aircraft Carrier (seaplanes).New photograph made from a scanned copy of a circa 1950 Post Card featuring the ship on calm water.Hellenic Prince / Hong Konghellenic prince, migrant ship, displaced persons, refugees, international refugee organisation, bagnoli camp, hmas albatross, yannoulatos group -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDocument - Certificate of Competency, Marine Department, Commonwealth Council for Trade, 1883-1894
Fifteen year old Albert Edward Gill was born in Poplar, Middlesex, in 1868. He volunteered in May 1883 as an Apprentice Ordinary Seaman with the Merchant Services under the London shipping company James P. Corry & Co., owner of the Star Line. The shipping company by this time had a fleet of both clipper and steam cargo ships that sailed as far away as Australia and New Zealand. Gill’s apprenticeship was a four year unpaid term, with only his food, drink, lodgings, washing and medical needs provided for him. The contract had many conditions but it was a wonderful opportunity for a young man. His father James Gill signed the papers as his guarantor. In December 1887 Gill completed his apprenticeship and qualified as an Able Seaman. He served for another seven years with James P. Corry & Co. and earned his Certificate of Competency as a Master in the Merchant Service in April 1894, having passed the Ordinary Examination. (The transcription of Gill's two certificates is provided further down this page.) JAMES P. CORRY & CO. - The Belfast Company was formed in 1826 by Robert Corry, and imported timber from Canada to Ireland. In 1859 the company expanded to import timber from Calcutta, and relocated its offices to London. In the 1880s the company had a fleet of 13 tall clipper ships and included ports in Australia and New Zealand in its destinations. It continued to expand trade even further and by 1908 the Star Line had seven cargo steamers trading with the East and Far East (the ships were named Star of Australia, Star of Japan, Star of England, Star of New Zealand, Star of Ireland, Star of Scotland and Star of Victoria). In 1912 the Star Line ships added an emigrant service to Australia. TRANSCRIPTION OF CERTIFICATES - = = = = = = = = = = = = “Ordinary Apprentice’s Indenture” Transcribed:- (Printed form with printed logo of the Marine Department, Commonwealth Council for Trade. Sanctioned by the Board of Trade, May 1855. ) Registered at the Port of London, Sixteenth of May, 1883, and signed for the Registrar General. Stamped in blue ink “REGISTERED IN LONDON, MAY 16 1883” “RECORD OF THE REGISTER GENERAL OF SEAMEN” “This Indenture, made the SIXTEENTH day of MAY 1883 between ALBERT EDWARD GILL aged FIFTEEN years, a native of POPLAR, in the county of MIDDLESEX of the first part JAMES P. CORRY & CO. OF 9 & 11 FENCHURCH AVENUE in the CITY of LONDON of the second part, and JAMES GILL, of POPLAR, in the county of MIDDLESEX, of the third part, WITNESSETH, That the said ALBERT EDWARD GILL hereby voluntarily binds himself Apprentice unto the said JAMES P. CORRY & CO., his Executers, Administrators and Assigns, for the term of FOUR years from the date hereof; And the said Apprentice hereby covenants that, during such time, the said Apprentice will faithfully serve his said Master, his Executors, Administrators and Assigns, and obey his and their lawful commands, and keep his and their secrets, and will, when required, give to him and them true accounts of his or their goods and money which may be committed to the charge, or come into the hands, of the said Apprentice; and will, in case the said Apprentice enters Her Majesty’s Service during the said term, duly account for and pay, or cause to be paid, to his said Master, his Executors, Administrators, or Assigns, all such Wages, Prize Money and other Monies as may become payable to the said Apprentice for such service; and that the said Apprentice will not, during the said term, do any damage to his said Master, his Executors, Administrators, or Assigns, nor will he consent to such damage being done by others, but will, if possible, prevent the same, and give warning thereof; and will not embezzle or waste the Goods of his Master, his Executors, Administrators, or Assigns, nor give or lend the same to others without his or their licence; nor absent himself from his or their service without leave; nor frequent Taverns or Alehouses, unless upon his or their business, nor play at Unlawful Games : IN CONSIDERATION WHEREOF, the said Master hereby covenants with the said Apprentice, that during the said term he the said Master, his Executors, Administrators, and Assigns, will and shall use all proper means to teach the said Apprentice or cause him to be taught the business of a Seaman, and provide the said Apprentice with sufficient Meat, Drink, Lodgings, Washing, Medicine, and Medical and Surgical Assistance, NO WAGES, the said Apprentice providing for himself all sea-bedding, wearing apparel, and necessaries (except such as are herein-before specially agreed to be provided by the said Master): AND IT IS HEREBY AGREED, that if, at any time during the said term, the said Master, his Executors, Administrators or Assigns, provide any necessary apparel, or sea-bedding for the said Apprentice, he and they may deduct any sums properly expended thereon by him or them from the sums so agreed to be paid to the said Apprentice as aforesaid: And for the performance of the Agreements herein contained, each of them, the said A.E.GILL and JAMES P CORRY & Co., doth hereby bind himself, his Heirs, Executors, and Administrators, unto the said JAMES P. CORRY & CO., his Executors and Administrators, unto the other of them, his Executors and Administrators, in the penal sum of THIRTY pounds; and for the performance of the covenants on the part of the said Apprentice herein contained, the said JAMES GILL as surety, doth hereby bind himself, his Heirs, Executors, and Administrators unto the said JAMES P. CORRY & Co., his Executors and Administrators, the penal sum of THIRTY pounds; Provided, that notwithstanding the penal stipulations herein contained any Justice or Justices of the Pease may exercise such jurisdiction in respect of the said Apprentice as he or they might have exercised if no such stipulations had been therein contained. In witness whereof, the said parties have hereunto set their hands and seals, the day and year above written. Signed, sealed, and delivered, in the presence of - - Weston, 9 & 11 Fenchurch Avenue Signed, James P. Corry (Master) Signed, Albert Edward Gill (Apprentice) James Gill (Surety) NOTE – This Indenture must be executed in duplicate, both copies must be taken to the Registrar General of Seamen; or if in the Outports to the Shipping Master; one copy will then be retained and recorded, and the other returned to the Master with the necessary endorsement. = = = = = = = = = = = = Reverse of the Indenture, Transcribed:- “This is to certify that the herein mentioned Alfred Edward Gill has served the full term of the Indenture in our employ during which time he has conducted himself satisfactorily. According to the Captain’s report he has been strictly sober during the last – years [? from his failure?] Signed: James P. Corry & Co., Owner, Star Line 9 Fenchurch Avenue St, 13 Dec. ‘87 = = = = = = = = = = = = Certificate of Competency, Transcribed:- (Board of Trade logo and printed text of the certificate, with hand written details filled in) By the Lords of the Committee of Privy, Council for Trade Certificate of Competency as MASTER to Albert Edward Gill Whereas it has been reported to us that you have been found duly qualified to fulfil the duties of MASTER in the Merchant Service, we do hereby, in performance of the Merchant Shipping Act, 1854, grant you this Certificat6e of Competency. By Order of the Board of Trade, this 19th day of APRIL, 1894 Signed INGRAM B WALKER (one of the Assistant Secretaries of the Board of Trade) Countersigned -, Regulator General. Registered at the Office of the Regulator General of Shipping and Seamen. = = = = = = = = = = = = Reverse of Certificate of Competency, Transcribed:- No. of Certificate - 020886 Address of Owner - SUNNY LAWN, WALLWOOD ROAD, LEYTONSTONE Date and Place of Birth – 1868, POPLAR Signature – A E GILL. This Certificate is given upon an Ordinary Examination passed at LONDON on the 17th day of APRIL 1894 Every person who makes, or procures to be made, or assists in making any false Representation for the Purpose of obtain for himself or for any other Person a Certificate either of Competence or Service, or who forges, assists in forgery, or procures to be forged, or fraudulently alters, assists in fraudulently altering, or procures to be fraudulently altered, any such Certificate or any Official Copy of any such Certificate, or who frequently makes use of any such Certificate, or copy of any such Certificate, which is forged, altered, cancelled, suspended, or to which he is not justly entitled or who fraudulently lends his Certificate to, or allows the same to be used by any other person, shall for each offence be deemed guilty of a Misdemeanour, and my be summarily punished by imprisonment with or without hard labour for a period not exceeding Six Months or by a penalty not exceeding 100 pounds, and any Master or Mate who fails to deliver up a Certificate which has been cancelled or suspended is liable to a penalty not exceeding 50 pounds. N.B. – Any person other than the Owner thereof becoming possessed of the Certificate is required to transmit it forthwith to the Register General of Shipping and Seamen, Custom House, London, E.C. Issued at the Port of LONDON on the 20th day of APRIL 1894. Signed J I-, - Supt. = = = = = = = = = = = = These certificates are significant as a record of the process required to qualify as a ship’s Master, which was required by the vast number of merchant ships that crossed the world to Australia with cargo and passengers, all contributing to the early settlement and development of Australia as a Colony and a Nation. The certificates are also significant for their association with James P. Corry & Col. owner of the Star Line shipping company that provided trade and passengers to Australia in the late 19th and early 20th centuries. Set of two documents from the Board of Trade, printed on cloth and wax paper, each relating to achieving the standard of Master Seaman, and belonging to Albert Edward Gill. They are dated 1883 to 1894. The forms have been stamped, signed, dated, details completed and sealed with three red wax seals. The certificate number has been stamped onto the document is such as was as to deter forgery. The forms relate to Albert Edward Gill and James P. Corry & Co, Star Line Merchant Services and show his registered number as a Master Seaman. 245.1 – Front: Ordinary Apprentice’s Indenture, printed certificate, with spaces completed and signed by hand, and sealed with three red wax seals. Signed and dated 16 May 1883 Reverse: Handwritten statement, signed and dated 13 Dec 1887. 245.2 – Front: Certificate of Competency, Master in the Merchant Service, printed and completed by hand, registered at the Office of the Regulator General of Shipping and Seamen, dated 19 April 1894. Reverse: Certificate, Ordinary Examination Passed, printed and completed by hand, dated 17 April 1894Signatures and other handwritten details. Stamped with security lines, Registration Number "020886"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, albert edward gill, certificate of compentency, apprentice's indenture, education, employment, 1880's, ordinery examination, able seaman, master seaman, james p. corry & co., star line, timber merchant, emigrant ships -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDocument - Menu, Bill of Fare ship Schomberg, circa 1855 - May 12 1856
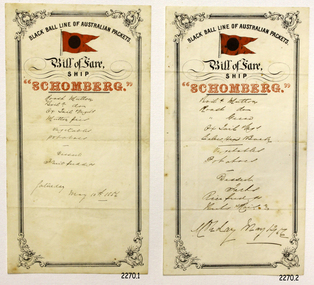
A “Bill of Fare” is a menu or list of food offered for a meal. This Bill of Fare from the sailing ship Schomberg is handwritten in pen in hard-to-read script on the printed pages specifically for the Schomberg ship, of the Black Ball Line of Australian Packets. (‘Packets’ were vessels that had a regular trade run of cargo, passengers and mail; the sailing ship Schomberg was designed for long voyages between England and Australia.) These menus posed a puzzle as they have the handwritten dates of, May 10 and 12, 1856, by which time the Schomberg had sunk (she sunk on December 26, 1855). The donor of these pages of Bill of Fare is a stamp collector from Melbourne. He came across the menus in a package that he bought in 1980 at a stamp auction in Tasmania. He decided to give the menus to Flagstaff Hill this year during his annual family holiday in Warrnambool. A 1981 newspaper article about this donation included an interview with Flagstaff Hill’s curator Mr Peter Ronald, who said that the stationery of these menus is genuine. He went on to say that there would have been much stationery printed for use on the Schomberg although she sank on her maiden voyage. These menus could have been written at a dated late because the surplus Schomberg stationery could have been used for menus on other ships. We will probably never be sure of the answer but none-the-less the pages are still connected to the Schomberg. Below is what we believe the menu consists of although some of the writing is indecipherable - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - (first menu) Roast Mutton Boiled Mutton? Ox Tail Mulligatawny? Or possibly Ox Tail Vegetables? Mutton Pies? ------------------------------- Vegetables Potatoes ---------------------------------- Dessert Fruit Puddings? Saturday May 10, 1856 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - AND - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - (second menu) Boiled Mutton Roast Mutton? Roast Geese? Ox Tail?? Calves Head Broth? ------------------------------- Vegetables Potatoes ------------------------------- Dessert Tarts? Rice Pudding? ?...Maids?? Monday May 12, 1856 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Background of “SCHOMBERG” When SCHOMBERG was launched in July, 1855, she was considered the “Noblest ship that ever floated on water.” SCHOMBERG’s owners, the Black Ball Line (one of three companies by that name), commissioned the ship for their fleet of passenger liners. She was built by Alexander Hall of Aberdeen, UK at a cost of £43,103. She was constructed with 3 skins: one planked fore and aft, and two diagonally planked, fastened together with screw threaded trunnels (wooden rails). Her first class accommodation was luxurious: velvet pile carpets; large mirrors; rosewood; birds-eye maple; mahogany; soft furnishings of gold satin damask; an oak-lined library; and a piano. Overall she had accommodation for 1000 passengers. SCHOMBERG’s 34 year old master, Captain James ‘Bully’ Forbes, had promised Melbourne in 60 days at the launch, "with or without the help of God." James Nicol Forbes was born in Aberdeen in 1821 and rose to fame with his record-breaking voyages on the famous Black Ball Line ships MARCO POLO and LIGHTNING. In 1852 in the MARCO POLO he made the record passage from London to Melbourne in 68 days. There were 53 deaths on the voyage but the great news was of the record passage by the master. In 1954 Captain Forbes took the clipper LIGHTNING to Melbourne in 76 days and back in 63 days, this was never beaten by a sailing ship. He often drove his crew and ship to breaking point to beat his own records. He cared little for the comfort of the passengers. On this, the SCHOMBERG’s maiden voyage, he was going to break records. SCHOMBERG departed Liverpool on her maiden voyage on 6 October 1855 flying the sign “Sixty Days to Melbourne”. She departed with 430 passengers and 3000 tons cargo including iron rails and equipment intended to build the Melbourne to Geelong Railway as well as a bridge over the Yarra from Melbourne to Hawthorn. She also carried a cow for fresh milk, pens for fowls and pigs, and 90,000 gallons of water for washing and drinking. SCHOMBERG also carried 17,000 letters and 31,800 newspapers. The ship and cargo was insured for $300,000, a fortune for the time. The winds were poor as she sailed across the equator, slowing SCHOMBERG’s journey considerably. Land was first sighted on Christmas Day, at Cape Bridgewater near Portland, and Captain Forbes followed the coastline towards Melbourne. Forbes was said to be playing cards when called by the Third Mate Henry Keen, who reported land about 3 miles off. Due in large part to Forbes regarding a card game as more important than his ship, SCHOMBERG eventually ran aground on a sand spit near Curdie's Inlet (about 56 km west of Cape Otway) on 26 December 1855, 78 days after leaving Liverpool. The sand spit and the currents were not marked on Forbes’s map. Overnight, the crew launched a lifeboat to find a safe place to land the ship’s passengers. The scouting party returned to SCHOMBERG and advised Forbes that it was best to wait until morning because the rough seas could easily overturn the small lifeboats. The ship’s Chief Officer spotted the steamer SS QUEEN at dawn and signalled it. The master of the SS QUEEN approached the stranded vessel and all of SCHOMBERG’s passengers and crew were able to disembark safely. The SCHOMBERG was lost and with her, Forbes’ reputation. The Black Ball Line’s Melbourne agent sent a steamer to retrieve the passengers’ baggage from the SCHOMBERG. Other steamers helped unload her cargo until the weather changed and prevented the salvage teams from accessing the ship. Later one plunderer found a case of Wellington boots, but alas, all were for the left foot! Local merchants Manifold & Bostock bought the wreck and cargo, but did not attempt to salvage the cargo still on board the ship. They eventually sold it on to a Melbourne businessman and two seafarers. In 1864 salvage efforts were abandoned after two men drowned when they tried to reach SCHOMBERG. Parts of the SCHOMBERG were washed ashore on the south island of New Zealand in 1870, nearly 15 years after the wreck. The wreck of the SCHOMBERG lies in almost 9 metres of water. Although the woodwork is mostly disintegrated, the shape of the ship can still be seen due to the remaining railway irons, girders and the ship’s frame. A variety of goods and materials can be seen surrounding the wreck, by divers. Flagstaff Hill holds many items salvaged from the SCHOMBERG including a ciborium (in which a diamond ring was concealed in concretion), communion set, ship fittings and equipment, personal effects, a lithograph, tickets and photograph from the SCHOMBERG. These Bills of Fare are significant due to their connection to Flagstaff Hill’s collection of artefacts from the Schomberg, which is significant for its association with the Victorian Heritage Registered shipwreck S612. The collection is primarily significant because of the relationship between the objects, as together they have a high potential to interpret the story of the Schomberg. The Schomberg collection is archaeologically significant as the remains of an international passenger ship. The shipwreck collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the shipwreck and the ship, which was designed to be fastest and most luxurious of its day. The Schomberg collection meets the following criteria for assessment: Criterion A: Importance to the course, or pattern, of Victoria’s cultural history. Criterion B: Possession of uncommon, rare or endangered aspects of Victoria’s cultural history. Criterion C: Potential to yield information that will contribute to an understanding of Victoria’s cultural history. Menu, or Bill of Fare, on cream coloured stationery from the sailing vessel “Schomberg”. Two rectangular pieces of paper, each bears the printed words “Black Ball Line of Australian Packets, Bill of Fare, Ship, Schomberg”, a printed symbol of the Black Ball line (a black ball on a red flag) and a decorative border. Both pages are handwritten, in similar but different sized writing, with a Bill of Fare and a date, Page (1) dated May 10th 1856 and (2) dated May 12th ’56, (Both dates are AFTER the Schomberg sank in December 26th 1855.) Both pages have three fold lines spaced across their width. To be used for the return voyage.Printed on the pages ““BLACK BALL LINE OF AUSTRALIAN PACKETS.” “Bill of Fare, / SHIP / “SCHOMBERG”.” Handwritten list of food, and on one page “Saturday May 10 1856” and on the other page “Monday May 12” warrnambool, peterborough, shipwrecked coast, shipwreck coast, flagstaff hill maritime museum, flagstaff hill maritime village, maritime museum, great ocean road, flagstaff hill, sailing ship schomberg, shipwreck schomberg, black ball line of australian packets, bill of fare schomberg, menu schomberg 1856, food mid-1800’s, food on ships mid-1800’s, menu, may 10, 1856, may 12, 1856 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Orbost & District Historical Society
Orbost & District Historical Societyelectric teapot, Chesters Trading Company, mid 20th century
This item wasdonated to the Slab Hut, the Orbost Visitor Information Centre. This item reflects the importance of tea drinking in 19th and 20th century Australia. A teapot of EPBM - electroplated britannia metal with an aluminium lid that has an electric plug connection. The lid is an Alanware, 240 volt 100 watt immersion heater with a coil suspended from it. The lid does not match the teapot.On the bottom of the teapot - EPBM James Dixon & Sons a trumpet symbol Sheffield 8578 4teapot electro-plated-britannia-metal appliances water-heating drink-food-preparation -
 Orbost & District Historical Society
Orbost & District Historical Societybottle, D. Drossou, 1930's
Dross Drossou sold his cordial manufacturing business to Phillips and Stone, a Bairnsdale company, in 1948. Phillips and Stone continued to manufacture soft drinks at Orbost until the early 1970's when the factory became a distribution centre. It closed as a distribution centre in 1978 and later served as the headquarters of the Orbost State Emergency Service. The site of the Cordial Factory now forms part of a carpark. A deposit on the bottles was added to all sales as they left the factory. The returned bottles were washed and the old label removed. The inside was cleaned by pushing the bottle onto a revolving brush. The reusing of the bottles went on until the bottle was broken or the top became chipped. This bottle is an example of a product manufacture by a local industry no longer existing.A clear glass cylindrical bottle with a tapered neck.D. DROSSOU ORBOSTbottle drossou orbost-cordial-factory food beverages -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyTin Coffee and Chicory, circa mid to late 1900's
Chicory was mixed with coffee to reduce the amount of coffee bean required to be used. This coffee "substitute" was due to the repeated fluctuations in availability of coffee beans (and price fluctuations) in the USA in the late 1800s and early 1900s resulting in the search for substitutes and additives to bulk out the available supplies. This was especially so during times of the major World Wars. Chicory was an excellent choice of fillers as it did not greatly influence the strong coffee bean taste. The first choice in USA households was coffee not tea and the influence of the American servicemen's thirst for coffee was a major thrust into the Australian "colonial" preference for a "cuppa" tea. Rural areas took longer to acquire a coffee "break" but with more and more subliminal advertising through "American" films the rural regions developed a growing preference for coffee, however the tea break alias "smoko" has lingered on.This coffee and chicory blend tin container is very significant to the Kiewa Valley in that it demonstrates that even in rural regions of Australia tastes and drinking preferences have changed by subliminal advertising as time goes by. The American "influence" whether by the "invasion" of friendly troops during the major wars or the avalanche of "American films" has altered some of the "dinky-di" Australian "true blue" tastes and mores. The availability of "straight " coffee supplies to rural areas was also in proportion to the level of all weather transport routes. In the late 1800's and early 1900's road freight had to contend with dirt roads, flooded roads, bush fires and grazing cattle/sheep in rural areas. The easier access that city households had with regard to replenishment of food and drink products, up until the mid 1900's, was severely retarded in rural areas. This extensively rusted tin of "Bushells Blue Label" Coffee and Chicory has an octagonal shaped body with a "push/pull" lid(tin).Three sides has reproduced painted ladies in "Roman dress" ladies picking the coffee beans. There is no reproduction of any chicory roots. There are two "Indian dressed" field workers(pickers) with turban head dress. On one side of the tin is "directions of use, net weight and manufacturer details."Bushells Coffee & Chicory", "NET 1-Ib. weight", " No. 144" "Under the Pure Food Act N.S.W. 1938" "by Bushells Ltd. No 144"chicory / coffee drinks, tin hydrated drink, rural food and drink consumption patterns, tinned food and drink -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Bottle, Imitation Cordial Pineaple Reeves W'bool, 1970s
This bottle came from the Warrnambool aerated waters factory of Reg Reeves. This factory in Koroit Street, Warrnambool was established in the 1860s as the Union Cordial Factory by John Davis and then bought by John Fletcher in 1885. Fletcher’s business continued until 1930 when it was bought by Ralph Reeves. Coming to Warrnambool about 1900, Ralph Reeves managed a Banyan Street cordial factory which had been established by John Rowley. Ralph Reeves bought a cordial business at Hamilton in 1916 and sold it in 1929 to concentrate on his Warrnambool cordial factory. Reeves was joined by his son Reg in Warrnambool and Reg operated the business from 1946 to 1972. The trade name of Reeves was still used after Reg Reeves died and continued on for some years. This bottle is of interest as an example of the soft drinks made at the Warrnambool aerated waters factory of Reg Reeves. Reg and his father Ralph operated a cordial business in Warrnambool for 40 years. Cordial manufacturing was an important industry in Warrnambool for over 100 years.This is a glass bottle with a long rounded body, a round base and a short rounded neck. The top of the bottle has a moulded glass open top and there is a cork stopper with a brown top to enable the bottle to be opened by turning. The stopper has the name of the manufacturer of the soft drink on it and there is a multi-coloured label pasted on to the side of the bottle. The name of the soft drinks manufacturer is also impressed into the glass on the side of the bottle. There are two small chips near the base of the bottle. Stopper: R.V.Reeves R.V.R. Bottle: Reeves Imitation Cordial Pineapple Artificially coloured &flavoured This food contains not more than 2 grains of sulphur dioxide to the pint R.J. Reeves Warrnambool ralph reeves, warrnambool, reg reeves, warrnambool, cordial manufacturers in warrnambool, history of warrnambool -
 Eltham District Historical Society Inc
Eltham District Historical Society IncJournal, Peter Doughtery, ArtStreams: Arts & Culture in Banyule, Darebin, Manningham, Nillumbik & Whittlesea; Vol. 4, No. 6, Nov-Dec 1999, 1999
Vol. 4, No. 6, Nov-Dec 1999 CONTENTS ALBERT TUCKER AO 29.12.1914- 23.10.1999 3 MIETTA'S Eating and Drinking in Melbourne 4 MIRKA MORA 'Where angels fear to tread' 6 THEATRE Normie & Tuan Finding the River 7 CD REVIEWS 8, 9 MR MOON IS DEAD The new face of Luna Park 10 PUBLIC ART OR DECORATION Mark Henry 12 ELTHAM FESTIVAL 14 OPEN STUDIOS PROGRAMME 15 LOCAL BLUES/ROCK CULTURE Rob Harwood 27 INTERVIEW Kim Tarpey 22 SHORT STORY 24 ARTS SPONSORSHIP 29 BOOK REVIEW 27 ARTIN' ABOUT 28 OPERA Dialogue with the Song of Songs 22 WINING AND DINING 30 ARTISTS SERVICES 30 "Peter Dougherty has been involved in the local art scene for many years. As publisher and editor of the arts magazine Artstreams, his comments on the various branches of the arts are widely respected. His "The Arts" column in the Diamond Valley Leader presents a brief summary for a much wider cross section of the local community. Peter also operates his own gallery and the Artstreams Cafe at the St Andrews market. Peter has a wealth of knowledge about present day and historical aspects of local art and artists." - Eltham District Historical Society Newsletter No. 161, March 2005Colour front and back cover with feature articles and literary pieces with photographs and advertisements printed in black and white. 36 pages, 30 cm. Vol. 1, no. 1 (Nov. 1996) - Vol. 10, no. 5 (summer ed. 2005/06) art streams, clare kurth, alicia clark, albert tucker, carlucci's, mietta's, adams of north riding, plenty views golf park, mirka mora, alan marshall short story award, james shaw, thanh vuu nguyen, victorian artists supplies, miriam hyde, lisa young, bluehouse, debbie morrow, clive dickson, luna park, montsalvat, dymocks booksellers, public art, mark henry, spectators sports bar, fleur de feliss florist, eltham festival, sebastian jorgensen, nillumbik artists' open studios, eltham pottery studio, muddy waters studio, studio 30, peter accadia, piers bateman, jenneke kortweg, janet boddy, dave bradley, melita jansen, jules christian burns, damian fitzgerald, jill forest, ona henderson, syd tunn, veronica holland, sally nihill, michael skewes, elizabeth vercoe, annie keil-taggart, alan martin, jenni mitchell, grace mitchell, mervyn hannan, peter oyston, chris pittard, mary lou pittard, jane viola, john hewish, nel ten wolde, rob harwood, st andrews hotel, kim tarpey, recherche, jessie howard, artspeak studio gallery, la trobe university art museum, willy wonka's ice cream gourmet food, arts sponsorship, john fry, winsome mccaughey, bostik, lucy sussex, alice's bookshop, were street cafe, thomsons pharmacy, know & grow, volumes -
 Bendigo Military Museum
Bendigo Military MuseumEquipment - MESS TIN, c. WW1 onwards
.1) Mess tin base, metal, round shape with fold in/out metal handle & 2 metal side brackets. .2) Mess tin lid, metal, round shape with 2 u-shaped cut outs & 2 metal side brackets.military equipment, food & drink consumption, passchendaele barracks trust -
 Phillip Island and District Historical Society Inc.
Phillip Island and District Historical Society Inc.Coffee Pot, ?
Pewter Coffee Potlocal history, metalcraft, pewterware, domestic items, food & drink consumption, pewter coffee pot, coffee pot -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionDomestic object - Drinking Glass, n.d
Displayed in History House (Cabinet, South wall)Blue glass with gold and white hand-painted floral pattern.domestic, drinking, food and drink