Showing 172 items matching "hand lead"
-
 Federation University Historical Collection
Federation University Historical CollectionBook, Guide for Prospectors in Victoria, 1931, 1931
The handbook was intended for those with little experience who wanted to prospect of fossick.Grey soft covered book of 90 pages. Includes fold out map of a portion of Victoria showing auriferous areas and mineral localities. Also show Counties of Victoria and localities of minerals such as tin, antimony, copper, silver lead, Malybdenite, tungsten ores, manganese, platinum, osmiridium and iron. Chapter heading s include: working alluvial deposits, equipment, geology of Victoria, gold deposits, quartz reefs, indicators, economic minerals, assistance to prospectors, Miners' Right, mining bye-law, mining leases, forest regulations and glossary. Descriptions are given of a god dish, puddling tub, cradle, puddling machine, ground sluicing, boring, windlass, whim, hand dollying, sweeping, California pump, and wing dam.mining, baragwanath, gold, prospector, geology, quartz reefs, alluvial deposits, indicators, victorian goldfields, miners rights, mining leases, forest regulations, sluicing, sluice box, puddling machine, miner's cradle, whim, whip, california pump, gold nuggets, saddle reef, ballarat indicators, state batteries -
 Federation University Historical Collection
Federation University Historical CollectionLetter - Correspondence, Henry J. Hall, Henry J. Hall to Ballarat School of Mines, 19/03/1898
Henry J. Hall was an teacher Freehand Drawing and Model Drawing at the Ballarat School of Mines. In 1889 he reported to the Ballarat School of Mines Council that this class was never established for the cultivation of Art (as generally understood) or the making of pictures but with an idea of assisting artisans - of both sexes - and persons connected with mechanical industries, in acquiring lightness of hand, and facility in the use of a black-lead pencil so as to be able to place legibly and intelligibly upon a sheet. For many years Henry Hall advertised private tuition in Drawing, Painting and Perspective, at 'Ferndale', 25 Eyre Street. Handwritten letter on paper with the address 'Ferndale, 25 Eyre Street, Ballarat' printed at the top. The handwritten letter is from Henry J. Hall to Andrew Anderson, President of the Ballarat School of Mines. Handwritten in ink "March 19th 98 Andrew Anderson Esq President School of Mines Dear Sir I am informed by the registrar of the School of Miens that you are desirous of despensing [sic] with the services of Drawing Instructor at that Institution. The reason assigned being dis-satisfaction expressed by the inspector regarding "the quantity and quality of the freehand work done during the year. Before any definite action is taken, might I ask in justice to myself and the students whose work is thus maligned, that I be allowed a personal interview with Mr Monkhouse in order to ascertain the grounds of his complaint, and afford me an opportunity of vindicating my position. I have the honor to remain, respectfully yours Henry J. Hall." Written and circled in red ink "168" ballarat school of mines, henry j. hall, henry hall, andrew anderson, drawing, art -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageLeisure object - Toy Soldier, circa 1878
The toy soldier is a relic from the shipwreck of the LOCH ARD in 1878. It has a companion piece in the Flagstaff Hill collection. The toy soldier is unpainted, but the style of uniform, and the weapons carried (a musket and a basket-handled cutlass), indicate it is a representation of the Napoleonic Wars period from the beginning of the nineteenth century. Mass-produced toy soldiers made of cast metal (lead or tin) became popular during the 1800s. Heyde of Germany manufactured silhouette-shaped ‘flats’ early in the century; then Mignot of France released three-dimensional ‘solids’; and later (1893) Britain of England made ‘hollow cast’ figures. These innovations were designed to make sets of toy soldiers more affordable for middle and lower-class children, extending the market beyond the intricately made and hand-crafted replicas that were the preserve of the rich in the eighteenth century. Wooden military figures, specially carved and unpainted ones, were therefore not particularly common at the time when the LOCH ARD went down on Victoria’s southwest coast. Mignot was the first to sell unpainted soldiers, leaving their customers to fill in the colours according to their own patriotic preferences. If a similar attitude is assumed for the two virtually identical figures in the Flagstaff Hill collection, it is possible they were part of a new set intended for sale, rather than part of a passenger’s existing collection. A similarly light composite material of sawdust, glue and linseed oil (press-moulded onto a metal frame) was used by the German firm O & M Hausler to create toy soldiers, but this type of modelling was not commercialised until after 1912. The first heat-moulded plastic toy soldiers did not become available until after 1945.The toy soldier represents a 19th century child's interest in military history. The item is one of two toy soldiers recovered from the Loch Ard that are in Flagstaff Hill's collection. The shipwreck of the Loch Ard is of significance for Victoria and is registered on the Victorian Heritage Register ( S 417). Flagstaff Hill has a varied collection of artefacts from Loch Ard and its collection is significant for being one of the largest accumulation of artefacts from this notable Victorian shipwreck of which the subject items are a small part. The collections objects give us a snapshot of how we can interpret the story of this tragic event. The collection is also archaeologically significant as it represents aspects of Victoria's shipping history that allows us to interpret Victoria's social and historical themes of the time. Through is associated with the worst and best-known shipwreck in Victoria's history.An unpainted replica or toy soldier, presented in a Napoleonic Wars era uniform. The moulded figure is in a standing posture and is bearing a musket at the slope-arms position, with a sabre or cutlass slung behind. It wears a plumed helmet, short-fronted coat with longer buttoned tails at the back, button-fastened bib-front trousers, a pair of crossed bandoliers, and tasselled shoulder epaulettes. The figure is a creamy colour with red-brown stains on the head and shoulder. There is a hole in the end of the musket. The model is detailed and sharp. It was recovered from the wreck of the Loch Ard.Cataloguing numbers: “6599” on the rear of the left trouser leg “PWO 2308” on the sole of the left boot, (partially obscuring “R122” written in biro) “2218” on the sole of the right boot.flagstaff hill, warrnambool, loch ard, flagstaff hill maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, napoleonic uniform, toy soldier, replica soldier -
 Federation University Historical Collection
Federation University Historical CollectionPlan, South Australasian Shaft and Royal Exchange Shaft plan
It is assumed these shafts are on the Berry Lead near Creswick.Hand drawn plans of the South Berry Consuls Shaft and the Royal Exchange Shaft. It is most probably drawn by Richard Squire, a former student of the Ballarat School of Mines. Gift of the Squire Family, 2014new australasian, royal exchange, berry lead, richard squire, plans, mining, squire, south berry consul, mining leases, cgt -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Black and White, Durham Lead Roll of Honour, 26/10/1917
According to the Monument Australia website the 2015 location of the Honour Board was Garibaldi Hall, Hardies Hill Road, Garibaldi, Victoria. Being made in 1917, the honour board never had the end date of the war added. The Ballarat Courier wrote Ballarat Courier, 30th October 1917: At a reunion of old scholars of the Durham Lead State School on Friday 26th October 1917, an honour roll of those who had enlisted in the A.I.F. was unveiled. The honour roll contains a list of 32 names. Half of a black and white photograph showing three women standing to the right of a World War One Honour Board for Durham Lead State School. The women in the centre is thought to be Ellenor Mitchell (nee Austin). The women wear long sleeves and hats. One woman wears a white ribbon. A man's hand and shoulder is evident on the left side of the Honour Board. The building the people stand in front of looks like a weatherboard school, so it is most probably Durham Lead State School Gift of Gordon and Marilyn Vincentdurham lead state school, world war one, honour roll, durham lead state school honour roll, garibaldi hall, ellenor mitchell, ellenor austin -
 Federation University Historical Collection
Federation University Historical CollectionLetter - Correspondence, Correspondence - From the Flinders Rangers Silver Lead No Liability to the Principal, School of Mines Ballarat regarding the payment of a "May Jig", 26/08/1949
Correspondence to the Principal of School of Mines Ballarat from Flinders Ranges Silver Lead No Liability, enclosing a cheque for 50 pounds, for the purchase of one "May Jig" from a Mr Ling. Fine paper with Flinders Ranges Silver Lead letterhead.Water mark W J & Co 3009 Extra Strong Hand written "Receipt posted 29-8-49"principal, ballarat school of mines, flinders ranges silver lead no liability, "may jig", ling, l.t. ewins -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Pump, circa 1930's - 1940's
This pump is an Ajax Type L2 Series A model, made and sold by McPherson’s Pty Ltd of Melbourne circa 1930’s to 1940’s, is a mechanical, hand operated, constant flow pressure pump. It would have been used to pump fluids from one area to another, for example from a dam to a tank or used as a bilge pump on a small vessel, mounted on the vessel’s bulkhead, floor or deck. This type of hand pump is sometimes called a ‘Reciprocating Suction Pump’. It has a mechanical pumping action of the lever moves the piston inside the pump up and down. The water is lifted from below the pump through the inlet pipe and into the pump’s cylinder. This action causes the lower valve to close and the piston’s valve opens and the pressure within the pump forces the water out of the pump through the exit pipe. The limitation of this type of pump is that it can only raise the water a maximum of about 7 metres from beneath the ground and yields 24-26 Litres per minute. This type of pump could be used for many purposes such as pumping water or fuel. McPherson’s 1940’s advertisement proclaims “For all jobs on the land – irrigation, spraying, tank, plumbing, fire-fighting – there’s a suitable “Ajax” pump. Send us the details of you pumping problem. Our Expert’s advice will help you choose the right pump – the one that will give you most years of PROFITABLE PUMPING.” (The Australasian (Melbourne) Sat. 26th October 1940.) McPherson’s Pty Ltd, the manufacturer, advertised a similar pump to this one in The Australasian (Melbourne) in 1936, calling it the Ajax Double Acting Hand Pump. In 1942 another advertisement advised that a representative for a fire-fighting equipment supplier was visiting the western district of Victoria. The company could now supply double-action two-spray Ajax pumps at lower prices than similar pumps the district had recently purchased from Adelaide. McPHERSON’S FOUNDER and COMPANY TIMELINE 1860 – Thomas McPherson, a Scottish immigrant (c. 1853 ), founded McPherson’s in Melbourne, supplying pig iron (lead ingots imported as ballast in ships) to local manufacturers. 1882 – Thomas McPherson established a warehouse in Collins St Melbourne and included tools, steam fittings and machinery in his wares. The business expanded to include steam saw mills and became known as Thomas McPherson and Sons (William Murray and Edward). 1888 – Thomas passed away and his sons inherited the business. In 1896 William Murray became the sole proprietor after his brother Edward’s death. 1900 – The firm expanded, establishing Acme Bolt Company to manufacture nuts and bolts. 1912 – McPhersons Pty Ltd established a machinery warehouse and showroom in 554-556 Collins St Melbourne. McPherson’s went on to establish branches in Sydney (1911), Adelaide (1921) and Perth (1930) 1917 - McPherson’s supplied ‘dog spikes’ for the transcontinental railway, running from Eastern to Western Australia. 1918 – A tool works set up in Kensington, Melbourne, manufacturing Macson lathes and made machine tools that previously had to be imported. 1924 – The Bolt Works was transferred to a new building in Melbourne. McPhersons began making pumps. 1929 – McPherson retired. His son (Sir) William Edward McPherson (known as ‘WE’), was born in Hawthorne, Melbourne, in 1898. After his education he began work in his father’s Melbourne hardware and machinery business He took over as governing director when his father retired. 1929-1932 – McPherson’s supplied thousands of tons of rivets from its Richmond (Melbourne) Bolt Works for the construction of the Sydney Harbour Bridge. 1936 – McPherson’s Pty Ltd is advertising Ajax Pumps in newspapers 1934 – McPhersons purchased the property adjoining the warehouse in Collins Street, and during 1935-1936 built a new office and showrooms on the site of 546-445 Collins St. 1939 - McPherson’s acquired the Tool Equipment Co. Pty. Ltd and Associated Machine Tools Australia Pty Ltd was formed to separate McPherson’s machine-tool manufacturing and merchandising interests. 1939 – Ajax Pump Works, a foundry and pump manufacturing plant, was established in Tottenham, Melbourne, and the Ajax Bolt and Rivet Co Pty Ltd began manufacturing in New Zealand. 1944 - McPherson’s became a public company, McPherson’s Ltd. 1948 - The Ajax Pump Foundry opened at Kyneton, Victoria and in the post war years it grew to became a large manufacturer. 1980’s – Ajax Pumps brochure lists the address as 6 Buckhurst St, South Melbourne, Vic 3205 with the Telephone number 03 669 3588 1988 - Ajax Pumps acquired the Forrers Company, which was established in 1921. Manufacturing in Ipswich, Queensland, specialising in submersible sewage pumps. 1991 – KSB Ajax was formed, bringing together the companies KSB and Ajax Pumps 1993 – Manufacturing was moved to state-of-the-art premises in Tottenham, Victoria 2001 - The Forrers facility was moved to Tottenham. 2007 - Company name KSB Ajax Pumps was changed to KSB Australia Pty Ltd. 2009 - KSB Australia opened a branch in Townsville, Queensland. 2011 - KSB Australia moved to its dedicated Water and Waste Water Competence Centre in Bundamba, Queensland. DISPLAY OF THIS AJAX PUMP This pump was installed at Flagstaff Hill Maritime Village as part of a working display in the village by the Friends of Flagstaff Hill, in acknowledgement of the dedicated involvement of one of its long serving members, Bob Crossman. The display was officially opened 31st March 2018 and incorporates a restored Furphy Tank and Water Pipe Stand. The pump is used to draw water from the lake, through the water stand pipe and into the reconditioned Furphy Tank. This Ajax pump made by McPherson’s Pty Ltd is significant for its association with McPherson’s, a prominent manufacturer of hardware in Victoria. McPherson’s is famous for supplying ‘dog-spikes’ for the transcontinental railway (eastern to western Australia, 1917) and rivets for the Sydney Harbour Bridge (1929-1932). The Ajax pump is also of significance because of its association with McPherson’s Governing Director (Sir) William McPherson, former premier and treasurer in Victoria 1928-1929. The former McPherson’s Pty Ltd building in Collins Street Melbourne is now on the Victorian Heritage Register VHR H0942 This pump is representative of mechanical pumps popular in the early to mid-1900’s and still used today. Hand operated pressure pump, double acting. Cast metal case, painted red, with steel hose attachments and long metal lever. Pump is bolted to wooden plank. Model of pump is AJAX, Type L2, Series A pump. Embossed on lower section of pump "L2 - 10", "L2 - -1", "AJAX" “(?) –2-1” Embossed on lower handle “3-7” “L – 4” Embossed on attached plate “FOR SPARE PARTS / TYPE L2 / SERIES A / PUMP ASSEMBLED BY T R” Manufactured by McPherson’s Pty Ltd of Melbourne circa 1930’s - 1940’s.flagstaff hill, warrnambool, flagstaff hill maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, ajax pump works tottenham melbourne, ajax pump factory kyneton, william edward mcpherson, thomas mcpherson of melbourne, mcpherson’s pty ltd melbourne, acme bolt company, tool equipment co. pty. ltd, associated machine tools australia pty ltd, ajax bolt and rivet co. pty ltd new zealand, forrers company ipswich queensland, ksb ajax pumps, ksb australia pty ltd, macson lathes, tool manufacturer early to mid- 20th century, ajax double acting hand pump, ajax type l2 series a pump, qisjax pumps, water pump 1940’s, fuel pump 1940’s, hand operated constant flow pressure pump, reciprocating suction pump, agricultural hand pump, plumber’s hand pump, portable hand pump -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Red Cliffs Military Museum
Red Cliffs Military MuseumMenu, POW Dinner Menu 1944, 1944 (exact)
Forms part of the A.J. (Blue) Roddy VX8007 Collection2 sheets of card used to make a menu, hand sketched xartoon on front in grey lead and ink of soldier leaning on a shovel. Inside is two menus. One is the ideal menu the second is the real menu, (Very Humerous) all hand written in ink. Brought home from POW camp by A.J. (Blue) Roddy VX8007Front page: 3rd POW/ Anniversary/ 1944/ Bottom Left corner: Notsch 10811/GW Page 1: MENU/ Hors-d'oeuores/Soup./ Consomme Minestrone Tomato Bouillon/ Fish/ Whiting Dover Soles Oysters./ Emtree/ Roast beef and Yorkshire Pudding/ Roast Pork and White sauce./ Grilled chops and peas./ Dessert. Peach Melba Fruit Salad and Cream/ Carlton Puding, Apple pie and Cream/ Ice Cream/ Coffee.// Page 2: Menu/ Horses Manoeures/ Etwas./ Yeatecomme,Tinned Tomato Bully./ Tons of it./ Salmon Red. Salmon Pink. Sardines Varied./ Enter./ Roast Bully and "Bengers" Yorkshire Pudding./ Roast Meat Roll and Horse radish sauce/ Garlic sausage Grilled spick and Etwas./ Desserted./ Rice Custard, custard,/ Fruit salad and klim, Notsch duff./ Currant Pudding and custard./ Cold klim./ Coffee - if lucky tea./ Captivity Plonk./ K.G.H. Schnapps, Soft Drinks/ Beer cocktails.of, world, war, prisoner, roddy, a j blue, menu, war11, notsch, 1944, stalag, xv111a -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, poker-work crumb tray and brush, c1900
This crumb tray with brush was used to clear crumbs spilt during meal times from the tableSmall timber poker-work crumb tray and brush. Both also have hand-painted decoration, and wording. There is a colourful painted scene of a couple seated in front of a fire-place, with the words "Darby and Joan".At the back of the tray base the words " Crumb Tray" are painted. The words "Darby and Joan" are painted on the tray. At the rear of the tray there is the price 1/6 in lead pencil.pioneers, early settlers, moorabbin, brighton, bentleigh, craftwork -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, 'Smoothwell' electric flat iron c1935, c1935
c1881 Henry W Seely, of New Jersey, USA, designed and patented an electric sad iron for pressing and smoothing material. He continued to modify and improve his designs, with his partner Richard Dyer, and other electrical appliance firms, e.g Hotpoint, began producing these flat irons that could provide continuous heat by connecting via an electrical flex to a light socket and hence without the need for hot fires, ash, or burning hot handles. Women with access to an electricity supply were delighted and their ironing chore became much less arduous No heat was felt at all from the iron as it is all concentrated on the bottom surface. By the early 20th century enthusiasm was building for the new electric smoothing irons: clean, powerful, adjustable, and labour-saving. This c1935 Premier System 'Smoothwell' flat iron was used by a resident of City of Moorabbin and is an example of the progress made from the sad irons used by the pioneers that are displayed beside it.A "Premier Smoothwell" electric flat iron with switched control lead and original box, c 1935 On plate of handle attached to Iron ' HARRODS Ltd. / LONDON On attached plate at rear of iron ' The "SMOOTHWELL" / "Premier System" /......... Plate on cord Plug " PREMIER/ FLAT IRON CONNECTOR/ THIS SIDE OUTWARDS/ (2 columns) 1) FOR 100-125 VOLTS/ USE THREE TERMINALS/ THUS ..... 2) FOR 200 - 240 VOLTS/ USE TWO RIGHT/ HAND TERMINALS/ ONLY/ THUS......seely henry w., sad irons, electric flat irons, dyer richard, edison thomas, hotpoint pty ltd., premier electric company birmingham england, pioneers, early settlers, moorabbin, bentleigh, cheltenham, laundry, sewing, craftwork, table ware, irons -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Bottle Seal, circa 1843-1878
This lead sealing capsule was recovered from the tragic wreck of the sailing ship ‘Loch Ard’. It may have once been on a bottle amongst the ship's cargo, its provisions or the passengers’ personal luggage. It is now part of the John Chance collection. Bottles in the early 19th century were handmade. They were not necessarily uniform in size or shape, so sealing was not always successful. If the bottles were stored they often became contaminated by rats and mice breaking the cork or wax seals, or by insects attracted to the contents if the seal on the bottle leaked. Lead sealing capsules were used from 1843 to overcome this problem. The lead was heated until it was malleable, then moulded by hand to fit over the sealed bottle’s mouth and neck. This was more successful if wire was also used under the capsule for added security (similar to modern champagne bottles). The capsule couldn’t be re-fitted so it was discarded after the bottle was opened. Capsule designs from about 1862 used tin-plated lead foil and often had the inscriptions and trademarks of the content makers on them. Eventually it was found that the lead was toxic. The lead was replaced by tin, aluminium, and later plastic. Today’s home brewers can buy readymade plastic capsules that fit over the bottle then twist to lock it firmly into place and can be re-used. Digs at archaeological sites often reveal lead sealing capsules. These are collected and catalogued. The information gathered from inscriptions, makers’ marks, logos and descriptions of the bottle contents has provided valuable insights into the history and the dating of other items on the sites. This lead sealing capsule was made to seal a handmade glass bottle and is historically significant for representing its invention to solve a preservation and integrity issue with bottle seals in the mid-to-late 19th century. Its design has evolved and is still in use today. This sealing capsule is representative of their historical use of capsules as a tool for dating and interpreting archaeological sites around the world. The sealing capsule is also significant as it was recovered by John Chance, a diver from the wreck of the Loch Ard in the 1960s-70s. Items that come from several wrecks along Victoria's coast have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. The sealing capsule is also significant for being connected to the wreck of the Loch Ard (1873-1878), which is historically significant to both Victoria and Australia. The loss of the ship has been described as one of the ‘worst shipwreck tragedies’ and is well known in Victoria for the tragic death of 52 out of the 54 lives on board. The Loch Ard wreck's historical significance as a large international passenger and cargo clipper ship has been recognised and it is now registered on the Victorian Heritage Database, VHR S417. The wreck site is labelled as ‘one of Victoria’s most spectacular diving sites’ and the area is a popular tourist site. It is part of Victoria’s Underwater Shipwreck Discovery Trail.Bottle sealing capsule, cylindrical with thin, round top separated from thicker body (taped in place and fragile). Made from grey-white lead, uneven in thickness and shape. Remnants of a thick substance are inside the capsule.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john chance, loch ard, bottle seal, bottle capsule, handmade bottle, antique bottle, sealing capsule, lead capsule, bottle closure, bottle foil, bottle preservation, bottle finish -
 Bendigo Historical Society Inc.
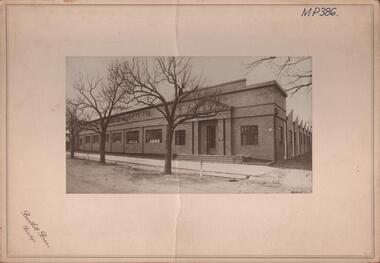
Bendigo Historical Society Inc.Photograph - HANRO COLLECTION: PHOTO OF HANRO KNITTING MILLS
Photo of Hanro Knitting Mills: On Cream card with 6cm border is a photo of the Hanro Knitting Mills building in Hargreaves Street Bendigo. Of brick construction with doors either end. Four steps lead up to the doors and 10 windows along the front facing Hargreaves Street. A path with open gutters of blue stone block runs along the front of the building. Out from the path are three established trees on the nature strip. The view in the photo also shows part of the right hand side of the building. On the top written in black ink is *MP386*. Box 116ABartlett Bros., Bendigohanro, clothing, hanro knitting mill building, hanro knitting mill building. hargreaves street. -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - LAKE WEEROONA
Hand tinted photograph of Lake Weeroona. Bamboo, flax, pampas grass, trees, family of ducks in water. Inscriptions: on back - in grey lead pencil 'Lake Weeroona', On mount - printed BLS at front - 'Lake Weeroona'. History: with note 'photographs from Mrs Ella Bourke, 131 Barnard St, Bendigo, ph 438269'. :Photographs Francis (Frank) Thomas Kennedy'.Francil (Frank) Thomas Kennedyplace, public gardens, lake weeroona, see also 2001.152.01, 2001.153.01, 2001.154.01, 2001.157.01, 2001.158.01, 2001.159.01, 2001.161.01, 2001.162.01 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - LAANECOORIE WEIR
Black and white (hand tinted) photograph of Weir structure at Laanecoorie. Figure on left of photo. Inscriptions: 'Laanecoorie Weir on reverse in black lead pencil. History: James Lerk 17.3.2000 'Laanecoorie Weir' built by Bendigo contractor. Valves by Roberts Foundry ' With note' photographs from Mrs Ella Bourke, 131 Barnard St, Bendigo Ph 43 8269. Photographs Frances (Frank) Thomas Bourke.Francis (Frank) Thomas Kennedyplace, water, laanecorrie weir -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - DEEBLE'S PYRITES TREATMENT PLANT: BENDIGO, approx. 1950's
black and white photo - Deebles Pyrites Works, concrete vats in near and middle ground. Elevated building in back ground, two male adults at left in middle distance. Carboys siphoning, planks,, tall weatherboard building, brick decorated chimney towards right hand side of image. On back in grey lead ' Deeble's Pyrites Works, approx. 1889' James Lerk identified this as being Spargo's Pyrites - the picure appears in 'Bendigo's Gold Story' by Ralph W Birrell and James A Lerk.cottage, miners -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - MALE PORTRAIT, approx. 1920 - 1920
sepia, tinted photograph. Mounted on cream board. Male seated, dressed in lodge (?) regalia, bow tie, moustache. Regalia stole hand coloured in maroon and gold. 'Guest ' written in lead pencil on reverseperson, individual, portrait male -lodge -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - FEMALE PORTRAIT: V. TOGNO, 1936
black and white hand coloured photo, mature female in floral frock, against garden greenery, tap and hose to right of photo. Cement path. 'From Viola Togno, Mandurang' in ink. Xmas 1936. 'To johnnie from his mum ( faint black lead pencil ) Written in ink on back : To Mr and Mrs Dowsey, with fond love from (smudged) Auntie May, 19.11.06unknownperson, individual, female - violet togno, dowsey, with fond love from ….. (smudged ) auntie may -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - MALE PORTRAIT, approx. 1920
sepia toned photo of male seated on cane and wooden chair. Dressed in pin striped 3 piece suit. Fob watch chain to vest. 2 buttons on sleeve, cravat at neck of shirt with horse shoe pin in knot. Signet ring on left hand little finger. Palms beside chair. 467 in lead pencil on back.Yeoman & Co., next to Theatre Royal, Melbourne.person, individual, portrait male -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - MALE PORTRAIT: MILITARY, 1914 - 1918
sepia tones, seated army sergeant, slouch hat, bandolier across jacket, three chevrons on sleeve, mounted ? Spurs, jodphurs, puttees. Switch in hand. 1778? Brown border in lead pencil on back. Also 1 carton - 2 cartons please in ball point.unknownperson, individual, male -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - COHN BROS EMPLOYEES, c.1906
Sepia photograph of employees at Cohn Bros. at factory site. Mounted on grey board. Inscriptions: on back - hand written 'Cohn's Brewery 1906, Employees' in ink. 'About 1906' (black lead pencil), 'Royal Historical Society Victoria, Bendigo Branch', circular stamp.person, group, employees, see also 2001.219.01. prev. acc no. gp56 -
 Bendigo Historical Society Inc.
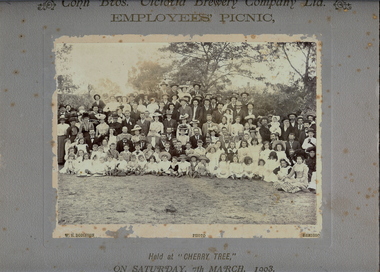
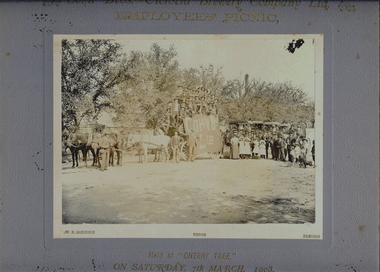
Bendigo Historical Society Inc.Photograph - COHN BROS BREWERY PICNIC GROUP PHOTOGRAPH, 7th March, 1903
Black and white photograph on grey mount board. Cohn Bros. Vic. Brewery Picnic. Men dressed in suits and various styles of hats, females in dress of the period (1903). Large hats with decorations. Boys in long socks and boots, garments with sailor type collard. Girls in frilly dresses and some with aprons. Inscriptions: Printed on mount at front 'Cohn Bros. Victoria Brewery Col. Ltd. Employees Picnic, held at Cherry Tree on Saturday 7th March, 1903', 'Magnus Cohn, Julius Cohn (central)', hand written on back. 'From WL Newell 30/07/1974 (written in black lead pencil), 'Royal Historical society of Victoria, Bendigo Branch' in circular stamp (on reverse). History: Previous Acc. No. GP25WH Robinson Photo, Bendigoperson, group, cohn's brewery, see also 2001.201.01, 2001.202.01, 2001.203.01, 2001.207.01, 2001, 208.01 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - COHN BROS. BREWERY EMPLOYEE'S PICNIC, 7th March, 1903
Sepia photograph of Cohn Bros. Brewery Employees Picnic. Procession of horse drawn vehicles with employees? On dray, draped with Cohn Bros flag, followed by horse drawn buggies with groups of people on board. Group of males, females and children and a black dog. Male figure with drum. Inscriptions: printed on mount on front 'Cohn Bros Victoria, Brewery Co. Ltd, Employees Picnic, held at Cherry Tree on Saturday 7th March, 1903. On back - 'Royal Historical Society of Victoria, Bendigo Branch' circular stamp on reverse. Hand written in pencil on back 'from WL Newell, 30/07/74', 'William Pd in black lead pencil. History: Prev Acc. No. GP24WH Robinson, Photo, Bendigoperson, group, employees, see also 2001.201.01, 2001.202.01, 2001.204.01, 2001207.01, 2001.208.01 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Postcard - PALL MALL, 1908
Hand-coloured postcard of street scene. Centre front - Alexandra Fountain. Centre back - Bendigo Post Office. Buildings at R, three trams in foreground. Trees and poppet head L. Horse-drawn carrieges front L. Tramlines lead through centre. Some pedestrians in street. Inscriptions/markings: on photo - 'Pall Mall, Bendigo'. On back - hand-written in ink - 'Miss Annie Case, Irene Parade, March, Cambridgeshire, England'. Message - 'Hope you are both keeping well as are, are, we are getting it very warm just now. I suppose you are getting it cold. I had a p.c. from M.W. they were both well it was written on the 20 September love to both from us both. Susan.place, streetscape, alexandra fountain -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - BILL ASHMAN COLLECTION: NOTE BOOK
Green, indexed, cloth bound note book containing fourteen pages of hand-written scientific experiments. Subjects include Iron, Standardization of KMn O4 solution, Ferrous Ammonium Sulphate, Sodium Oxalate?, Assay of Titaniferous? Iron ore, To make up Standard solution of Na2 S2 O? 5? For Copper, Standard Sol of (?H4)2 Mo O4) for Lead Assay, Sry Assay of Lead, Antimony, Resolution of ? Compounds, Clarks Modified Method Ores & Alloys, Method of reducing antimony solutions, Bromate Method, Standard Sol Pot Bromate, Standard, Assay, Oxides, Method suitable for alloys of Pb ? ?, Arsenic, Standard Iodine, Starch, Assay, Tungsten, Assay for Pyritic Scheelite, Illuminating Gas, Calcium, Permanganate method, Assay, ? O2, Iron, Ca O, Norman Solutions.sciences, instruments-general, scalebuoy, bill ashman collection, scientific formulas, assay -
 Bendigo Historical Society Inc.
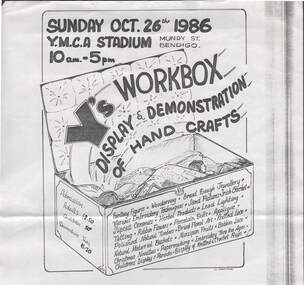
Bendigo Historical Society Inc.Document - Y.M.C.A., Y'S WORKBOX, DISPLAY & DEMONSTRATION OF HAND CRAFTS, 26th October 1986
Event, Bendigo Y.M.C.A., Y's Workbox, Sunday, October 26th,1986, at the Y.M.C.A. Stadium, Mundy Street, Bendigo, 10am - 5pm. Admission: Adults $2.50, Children 50c, Devonshire Teas $1.20. Crafts include; Fantasy Figures, Woodcarving, Bread Dough Jewellery, Various Embroidery Techniques, Sand Pictures, Irish Crochet, Slipcast Ceramics, Herbal Products, Lead Lighting, Tatting, Ribbon Flowers, Porcelain Dolls, Applique, Polished Natural Timbers, Dried Floral Art, Knitted Lace, Natural Material Baskets, Marzipan Fruits, Bobbin Lace, Christmas Novelties, Papermaking, Embroidery Thru the Ages, Childen's Display & Parade, Display of Knitted & Crochet Rugs. C.MarroneC.Marrone.event, exhibition, bendigo y.m.c.a. -
 Snuff Puppets
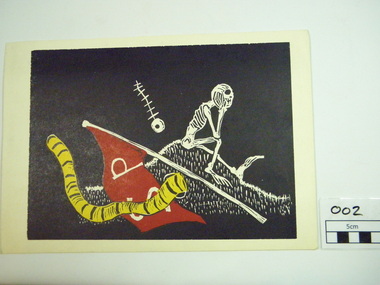
Snuff PuppetsPrint, Andy Freer, Back Cover for Snuff Puppets 1993 Promotional Book, circa 1994
Between 1992 and 1998 Snuff Puppets was housed on the third floor directly above the Melbourne Museum of Printing at the old Bradmill Cotton Mills building on Moreland St in Footscray. Museum proprietor Michael Isaacson was keen to share his resources and gave Snuff Puppets carte blanche to use his Museum. Nearly all the promotional posters and materials from this time were printed in limited edition runs at the Museum using scrounged paper, odds and ends of ink, lead type, wooden type, lino cuts and an old press.A4 hand printed linocut on thin cream card in 3 colours; blue black, yellow, red. Depicts a pensive skeleton sitting on a small hill with a lowered flag with the initials SP, partly concealed by a giant yellow worm. The print also features the iconic fish skeleton logo. lino cut prints, skeletons, snuff puppets, puppetry, andy freer, melbourne museum of printing, footscray, michael isaacson