Showing 413 items
matching domestic work
-
 Glen Eira Historical Society
Glen Eira Historical SocietyBook - Robertson, Alexander William
Contains one item about 'Labassa', called 'Ontario' when owned by Alexander William Robertson: 1/One copy of a thirty-two page colour book, published by the Friends of Labassa and The National Trust in 2004. The book details the history of Labassa (and its owners) as a place for social gatherings and entertaining of Melbourne society of the late nineteenth century, and its letter use as flats and a boarding house. Extensively illustrated with colour photographs, architectural sketches and plans, the book LABASSA: A GRAND VICTORIAN MANSION details Labassa’s architectural significance Please refer to file 1113Y for the other copy of this book. For further information about Labrassa please refer to file 1113.labassa, ontario, sylliott hill, caulfield north, friends of labassa, manor grove, national trust of australia (victoria), balaclava road, orrong road, caulfield, mansions, cobb and co., amatil ltd. (limited), alcoa of australia ltd. (limited), lyall william, mickle john, billing richard annesley judge, robertson alexander william, watson john boyd ii, koch john augustus bernard, hammond victoria, palmer lee, davis kingsley, groenhout chris, worrall bronwyn, balderstone sue, biarujia ian, cassidy darien, davidson rodney ao obe, forge warwick, lewis miles dr., sagazio celestina dr., billing mary, billing williamina, billing richard junior, watson flora kate, robertson eva, robertson nina, robertson emily, robertson john, australian-german association, bicentennial gift to the nation, ferguson and urie, crouch and wilson, tangent design, midas printing (asia) limited (ltd), flats, architectural features, architectural styles, auctions, land sales, land subdivision, architects, lawyers, judges, coaches and carriages, businesspeople, german community, victorian style, grants, voluntary workers, property development, construction (events and activities), gold mining, theatrical productions, stairs, stained glass, settlements, graziers, verandas, cast iron work, marble, balconies, bell towers, towers, bay windows, panoramic views, bedrooms, servants quarters, billiards rooms, rooms, fireplaces, sculpture, servants, marvellous melbourne, land use, depression 1890s, photography, photographers, entrance hall, domestic life, cultural events and activities -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Instruction Manual, Illustrated Directions for using the New High Arm Davis Vertical Feed Sewing Machine, 1883-1885
This book of Illustrated Directions was produced for use with the Davis New High Arm Vertical Feed (VF) Sewing Machine. The first model of the High Arm was produced in 1881, and the ‘New’ model, Model 2 VF, was introduced from 1883 and continued at least until 1885, when the Model 3 VF was manufactured. Job Davis, an inventor, showed his Davis Sewing Machine to two brothers in Watertown. The brothers, John and Joseph Shaldon, who founded the Davis Sewing Machine Company in February 1868 in Watertown, New York. The firm moved to Ohio in the 1890. Its early sewing machines were known as the Vertical Feed machines. These machines differed from others, in that there were two presser feet that moved and held the cloth as the needle went in and out of it. This type of action was also called ‘walking foot’ by makers of similar machines. Other machines used a feed dog below the machine’s bed to move the fabric. The Davis Company was awarded a Patents for its improvement to sewing machines. London offices were set up at 54, Queen Victoria Street, London in 1982. It was known as the Vertical Feed Sewing Machine Company. An article published in March 1885 states that the London Manager of the Vertical Feed Sewing Machine Company has 300,000 machines world-wide, including 4,000 in England alone. It claimed that the Auxiliary Forces Uniform and Equipment Company in Limerick, Ireland, was running its machines with steam power and could produce first-class work at the rate of 1,500 stitches per minute. The hand stitched binding of the manual is an example of early book binding processes. The is significant for its relationship to the Davis New High Arm Vertical Feed sewing machine, which was invented in 1866 and became popular in the domestic market. It was also used in industrial conditions as a labour-saving machine, one of the many machines that were part of the Industrial Revolution when steam power replaced manual power in many factories. Paper book with stitched binding. Printed text and illustrations contained within the 42-page booklet. The manual includes drawn diagrams and instructions for use of the Davis New High Arm Vertical Feed Sewing Machine, a foot treadle machine made in the 1880s. Front cover: "ILLUSTRATED DIRECTIIONS for the NEW HIGH ARM DAVIS Vertical Feed Sewing Machine and its Accessories and Attachments"flagstaff hill maritime museum and village, great ocean road, shipwreck coast, sewing machine manual, davis sewing machine, new high arm sewing machine, model 2 vf, vertical feed, sewing machine instructions, sewing machine directions, job davis, john sheldon, joseph sheldon, high arm sewing machine, watertown, new york, vertical feed sewing machine company, treadle, steam sewing machine, auxiliary forces uniform and equipment company, limerick, ireland -
 Federation University Historical Collection
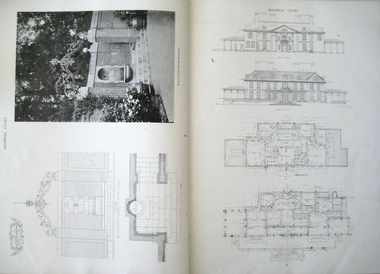
Federation University Historical CollectionBook, The work of Charles A. Platt, 1913
Charles Platt was born in New York in 1861 and died in 1933. He studied art at the National Academy of Design. In 1880, Charles went to Paris to study landscape painting and, while there, he travelled to Italy with his brother. Though he was influenced by Italian detailing, his designs were not copies of Italian gardens He was known as an architect and illustrator not as a garden designer. In 1880, he trained as an etcher with Stephen Parrish in Gloucester, Massachusetts. He also trained at the National Academy of Design and the Art Students League in New York and later in Paris with Gustave Boulanger and Jules Joseph Lefebvre at the Académie Julian. Charles exhibited his paintings and etchings and gained his first audience in Paris Salon of 1885. Betweem 1880 – 1890 , he made hundreds of etchings of architecture and landscapes. In 1900, Charles received a bronze medal at the Paris Exposition Universelle. In 1907 he designed a townhouse for Sara Delano Roosevelt on East 65th Street in New York. Eleanor Roosevelt called Charles A. Platt "an architect of great taste" who with the townhouse had "made the most of every inch of space." and in 1918, he designed the Freer Art Gallery in Washington. Book, Hard brown Cover. Title on the spine "The work of Charles A. Platt". Manufactural details on spine. Page no. 181. Black & white plates and plans. Stamped on page 43, 93, 123, 135, 161, 171"Picton Hopkins & Sons PTY.LTD"architecture design, domestic architecture, designs and plans, landscape gardening -
 Federation University Historical Collection
Federation University Historical CollectionBook, The Work of Dwight James Baum, 1927 (exact)
Dwight James Baum is an American architect. He was born in 1886 in Newville, New York. As a young man, Baum moved to Syracuse. In 1909, he graduated from Syracuse University with an architecture degree. He worked for Boring and Tilton and Sanford White which are well known Architecture firms in America. Around 1912, he started his own residential design firm. During the 1920s, Baum designed a significant buildings and several houses in Sarasota, Tampa, Terrace, Temple and Florida all in the Mediterranean Revival Style such as the Ringlings dubbed Cà d'Zan, which is now known as the John and Mable Ringling Museum of Art. In 1923-1924, he also designed Sunset Hill for Mrs. Eugene D. Stocker at Warren, New York which was listed on the National Register of Historic Places in 2007. During the Depression Baum became involved with Good Housekeeping Magazine as consulting architect, and as designer of their building exhibit at the 1933 Chicago World's Fair. His later work includes Hendricks Memorial Chapel at Syracuse University, with John Russell Pope in 1929–1930 and the pedestal for V. Renzo Baldi's statue of Columbus in the city's Columbus Circle. Dwight James Baum died in 1939. Book with large blue hard cover. Title is written on the front cover and the spine in gold. Manufacturer's logo is written on front cover in gold. The book includes index, preface and an introduction. black and white illustrations, plates and floor planes of the architect's work such as Ca d Zan, the fantastical Venetian Gothic waterfront palace of John and Mable Ringling in Sarasota, Florida and the stately Italianate house of Anthony Campagna in Riverdale, New York and more.architecture, architectural designs, art moderne, domestic designs, ca d zan -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Sauce Bottle Cover, Sarah Lees or daughter Ann Dale (nee Lees), ca. 1910
This crocheted sauce bottle cover was made by either Sarah Lees or her daughter Ann Dale (nee Lees.) In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families) This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is a fine example of early 20th-century needlework and handmade domestic items.Sauce bottle cover; white crocheted tube shape, drawn together at the top. The letters "SAUCE" have been crocheted into the pattern. Part of the Chamberlain Dale Lees Collection.Worked within the pattern "SAUCE"flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, needlework, crochet, miss a.e. emery dressmaker, sauce cover, bottle cover, sauce bottle cover, sarah lees, ann dale (nee lees) -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTextile - Sauce Bottle Cover, Sarah Lees or daughter Ann Dale (nee Lees), ca. 1910
This crocheted sauce bottle cover was made by either Sarah Lees or her daughter Ann Dale (nee Lees.) In the Words of donor, Betty Stone, … “These crocheted and embroidered articles cover a period of three generations- ie. Sarah (nee Chamberlain) Lees, Ann (nee Lees) Dale, and Daisy Elvena (nee Dale) Welsh. All three were accomplished needlewomen; also, both Sarah Lees (born 1844) and her daughter, Ann (b 1865) crocheted a wide variety of articles for use in their homes. A few examples of these items have survived the years.” It was a tradition for brides to have a 'glory box' containing linen and embroidered articles to take to their new home. Many of the items were made by Daisy, a skilled dressmaker. Daisy began her apprenticeship at two shillings and sixpence per week at Miss A. E. Emery's dressmaking establishment at 150-152 Liebig Street, Warrnambool. Considered to be the leading house of fashion in Warrnambool, Miss Emery employed about eight young women who worked long hours to sew elaborate gowns for clients, including wives of graziers who would attend the race carnivals and social functions in Warrnambool. (NOTE: For additional information please refer to my book Pioneer and Places- A History of Three Warrnambool Pioneering Families ie. Chamberlain, Dale and Lees families) This item is associated with the Warrnambool pioneer families of Chamberlain, Dale and Lees. These families are listed in the Pioneers' Register for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is and fine example of early 20th-century needlework and handmade domestic items.Sauce bottle cover; chite crocheted cover, tubular, slightly flared at the base and drawn together at the top. The letters "SAUCE" are crocheted into the cover. Part of the Chamberlain Dale Lees Collection.flagstaff hill, warrnambool, flagstaff hill maritime museum and village, great ocean road, chamberlain family, dale family, lees family, betty stone, warrnambool pioneer, warrnambool genealogy, wangoom, chamberlain dale lees collection, glory box, handmade, craft, manchester, linen, haberdashery, needlework, crochet, miss a.e. emery dressmaker, sauce bottle cover, bottle cover, sauce cover, sarah lees, ann dale (nee lees) -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClothing - Christening Gown, Sarah Lees, c. 1860's
In the words of the donor, Betty Stone, "This gown was originally made by my great grandmother Sarah Ellis (nee Chamberlain) Lees of Wangoom, Warrnambool. Later, the gown was altered by her daughter Ann (nee Lees) Dale who also used it for the christenings of her five children in the 1890's, and later still, for some of her grandchildren. Sarah Ellis Chamberlain, born in Thriplow, Cambridgeshire, England on 31 July 1844, sixth child of Joshua and Susan Chamberlain, was ten years old when she arrived in Australia with her parents and siblings in January 1855. Ten years later, in 1864, Sarah Chamberlain married Lees Lees, a skilled stonemason who had migrated from Saddleworth, Yorkshire. Lees Lees purchased land in McGregors Road, Wangoom, Warrnambool where he operated a successful stonemasonry, contracting business until his death in 1912. The Lees farm, which eventually consisted of about fifty acres, was situated adjacent to both the Chamberlain and Dale farms. Sarah Lees was a meticulous homemaker who also fashioned and sewed clothes for her seven children. A photograph of the eldest child, Anne, taken in 1868, depicts her wearing a dress and pantaloons sewn by her mother. Sarah also crocheted lace curtains for her home in addition to large tablecloths and other articles. According to family legend, the skirt of this christening gown was part of the original gown hand-sewn by Sarah (nee Chamberlain) Lees which was used for the christening of her children. The gown was later passed on to her daughter Anne (nee Lees) Dale who, also an expert needlewoman, replaced the bodice and used it for the christening of her five children born between the years 1890 and 1899. Still, later, at least two children of the third generation (Sarah Lees' great-grandchildren) also wore this gown when christened at Christ Church Warrnambool. Sarah (nee Chamberlain) Lees died in 1932, aged 87 years, at her daughter Anne Dale's home in Latrigg. Anne (nee Lees) Dale died in 1948 aged 83 years, at her home in Latrigg." (Note: For additional information please refer to Betty Stone’s book “Pioneers and Places - A History of three Warrnambool Pioneering Families” ie. Chamberlain, Dale and Lees Families)This item is associated with the families of Chamberlain, Dale and Lees. These families are listed in the "Pioneers' Register" for Warrnambool Township and Shire, 1835-1900, published by A.I.G.S. Warrnambool Branch. The item is a fine example of late-19th-century needlework and handmade domestic items.Christening gown made by Sarah Ellis. White with unusual Broderie Anglaise yoke. The long-sleeved garment has a gathered waist and a long skirt. The front centre of the skirt has a floral Broderie Anglaise and cut work panel insert.Circa 1860's. From the 'Chamberlain Dale Lees Collection’, donated by Betty Stoneflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, chamberlain, dale, lees, stone, betty stone, warrnambool pioneers, sarah ellis, hand sewn, christening gown, baby wear, clothing, 19th century -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Sewing Machine, 1911-1920s
This machine was made in Baden, Germany, for the Ward Brothers of Melbourne, who imported machines from various manufacturers and had them branded with their Ward Brothers decals. This machine is most likely dated after 1911, when the Ward Brothers became two separate businesses, as there are only remnants of two portrait decals on the machine bed. There is a fitted embedded ruler in the wood of the base. Many sewing machine manufacturers in Germany produced their machines specifically for export. A company could mass-produce its machines and give the same product several different brand names, according to their overseas buyers. There was a huge market for domestic machines as it enabled tailored clothing to be made in households at a fraction of the retail prices. Ward Brothers began in Australia in the late 1890s and early sewing machines sold by them had the three brothers on their decals. In 1911 the brothers divided into two separate firms, one operating on his own, the other two remaining together, and all still operating in Melbourne and at first still using the name Ward Brothers.This sewing machine is one of two hand-operated Ward Brothers machines in our collection that were made in Baden, Germany, and the only one that has the two Ward Brothers on its decal and that has side to side slide plates. This machine represents the early domestic market for sewing machines, making it possible for the everyday homemaker to produce fashionable garments and linen ware that was affordable. The owner of this machine could work at more than one location as it was portable and did not require a large space to set up. The machine is associated with the well-known Ward Brothers of Melbourne, who sold imported sewing machines that were branded with their own name.Sewing machine with case. The black-painted metal machine is hand-operated and the crank handle is wooden. The machine is on a wooden base and has a box included that contains many machine accessories. Made in Baden, Gemnamy, for Ward Brothers of Melbourne. There is an attached metal plate on the front with rows of groups of numbers on it. The wooden bed has an embedded ruler. The machine had decals with geometric designs and the maker's name.Printed in script: "Specially made in Baden / by Ward Broth Melbourne"flagstaff hill, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, sewing machine, hand operated, domestic sewing, homemade clothing, fashion, ward brothers, made in germany, baden, front and rear slide plates, post wwi, post 1911 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAccessory - Handkerchief
This ladies' dainty handkerchief has a handmade border of tatted craft work. Modern tatting is a craft that became popular in the 18th to mid-19th century. This handcrafted handkerchief is an example of the tatting craft, used to make decorative edges on a wide variety of domestic manchester and clothing items. It was common for household linen from the late 19th and early 20th century to be embellished with decorative trimsLadies' silk handkerchief with handmade tatted edges, square with rounded corners.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, handkerchief, tatting, silk handkerchief, clothing, handworked, craft, handcraft -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Tilley Heater, John Tilley, 1930s
The Tilley lamp & heaters derives from John Tilley’s invention of the hydro-pneumatic blowpipe in 1813 in England. W. H. Tilley were manufacturing pressure lamps at their works in Stoke Newington in 1818, and Shoreditch, in the 1830s. The company moved to Brent Street in Hendon in 1915 during World War I, and started to work with paraffin (kerosene) as a fuel for the lamps. During World War I Tilley lamps were used by the British armed forces, and became so popular that Tilley became used as a generic name for a kerosene lamp in many parts of the world, in much the same way as Hoover is used for vacuum cleaners. During the 1920s the company had diversified into domestic lamps, and had expanded rapidly after orders from railway companies. After World War II fears about the poisonous effect of paraffin fumes, and widely available electricity, reduced demand for domestic use. The company moved from Hendon to Ireland in the early 1960s, finally settling in Belfast. It moved back to England in 2000.Item is significant as it was an early form of portable heating used in a domestic situation or any small room that required to be heated. This item fell out of use when electricity and electric heater became more available and affordable. Tilley kerosene pressure heater with large reflector dish. Fuel tank painted cream and wooden handle.Tilleyflagstaff hill, warrnambool, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kerosene heater, tilley lamps, john tilley, pressure heater, domestic use -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageWood Samples, 1891
The timber display case was presented to Mr Richard Standcombe Harris of Warrnambool (1831-1923). He was a councillor (1875-1891) and predominant businessman. Mr C F Loggin had met Mr Harris while on a trip to Stratford upon Avon in the United Kingdom. Upon his return to Warrnambool, Mr Harris donated the item to the Warrnambool Museum and Art Gallery, (established 1886) where Joseph Archibald was Curator: he catalogued the case in 1894. THE LETTERS IN THE CASE The two letters contained within the display case confirm the authenticity of the oak wood sample. The first letter in the case includes the text; "[Stamped Header on banner] High Street, Stratford on Avon [Hand written] Sept. 22nd / 91. Mr. R. S. Harris, Dear Sir, Enclosed you will find [underlined next 3 words] every authentic proof of the Oak from Shakespeare's House (Birth place). I regret very much Sir, that you made a short-day at S. on A. I should have been delighted to have had the honour, & pleasure, of showing you around our Beautiful Country. You did not give [next 3 words underlined] me or yourself a fair chance. But however I hope that we may again some day have more time to go quietly around. With kind regards, and wishing you, Sir, a pleasant voyage, I remain, Dear Sir, Yours very truly, C.F. Loggin. P.S. A paper will be always acceptable to be as how you Jolly Warrnamboolites are desporting yourselves. “ The second letter includes text; “[Printed Letterhead with stamped impression] The Trustees and Guardians of Shakespeare’s Birthplace Incorporated by Act of 54 and 55, Vict. 1891 Secretary and Librarian - Richard Savage Shakespeare’s Birthplace Stratford-upon-Avon [handwritten] 22 Sept 1891 This piece of oak is a portion of what was cut away at at the restoration of Shakespeare’s Birthplace in 1857-58. C. F. Loggins Chemist 3 High Street Richard Savage Sec. – Shakespeare’s Birthplace Mr C F Loggin was connected with the Shakespeare Trust as the person who had originally donated a scion of Shakespeare's mulberry tree to the "Shakespearean Birthday Committee" in 1842. (The scion that was given to the Shakespearean Birthday Committee, from which the Mulberry sample is derived, still grows today in "New Place" garden.) Mr Richard Savage was the Secretary and Liberian of the then renamed “Trustees and Guardians of Shakespeare’s Birthplace when the display case was given to Mr Harris in 1891 by Mr Loggin. WILLIAM SHAKESPEARE Shakespeare was born in 1564 in Stratford-upon-Avon, where he also grew up. He married at 18 years and he and his wife, Anne Hathaway, had three children: They moved to London where he became successful as an actor, writer, and part-owner of a playing company. He later returned to Stratford and purchased his last home, which he called "New Place" in 1602 where he later died in 1616. For the next 150 years, it was known that there existed a black mulberry tree in the garden. At the time there was a fashion for planting mulberry trees. It was the early 17th century after King James had come to the throne, and he imported tens of thousands of saplings in an attempt to get landowners to start a silk industry in England. Unfortunately for posterity, Shakespeare's mulberry was felled around 1756, by the then owner of “New Place" the Reverend Francis Gastrell, who was apparently tired of continual visits by pilgrims asking to see the tree, so he chopped it down. Gastrell had applied for local permission to extend the garden but the application was rejected and his tax was increased. Gastrell retaliated by demolishing the house in 1759, this greatly outraged the local inhabitants. Gastrell was eventually forced to leave town having provoked the wrath of Stratford residents for committing such an act. Today only the garden remains where “New House" used to stand with a scion from the original mulberry tree still growing there. The wood from the felled mulberry tree at “New House" was purchased by an enterprising local clock-maker Thomas Sharp and he spent the next 40 years or so years making souvenirs from the wood. These became early tourist souvenirs and subsequently developed into a profitable sideline for various other makers, including George Cooper and John Marshall. These objects range from relatively small domestic wooden objects, such as snuff boxes and weight scales to large tea caddies and even tables. C. F. Loggin donated a scion or cutting from Shakespeare's mulberry tree to the Shakespeare Birthplace Trust in 1862, he was a chemist who lived and worked in Stratford. There is a note on the frame of the donation that the mulberry sample is from this scion, research shows that from Richard Savage's diary notes that there must have been a lot of wood taken from that scion over the years which was planted in the garden of “New Place” and is still growing there today. The "Trustees and Guardians of Shakespeare’s Birthplace" (1847 -1964) was formed after the house where Shakespeare is believed to have been born fell into disrepair. Subsequently in 1846 after the death of Thomas Court's widow the last owner. Interest in the house was revived when PT Barnum, the American showman, wanted to buy it and ship the house back to America. In response to this, the Shakespeare Birthday Committee was established (by a private Act of Parliament) with the help of such luminaries as Charles Dickens, the Committee of Trustees raised the necessary £3,000 and purchased the house the following year. Once the Committee had acquired the building, restoration work began. Originally the Birthplace formed part of a terrace with later houses built either side. The first stage in its conservation was their destruction. At the time it was thought necessary to avoid the risk of fire spreading to Shakespeare's birthplace. Reconstruction was carried out by the Shakespeare Trust between 1857 and 1864 that restored the outside of the building to its original 16th-century state. It is from this restoration that the donated piece of oak is derived, originally from a beam that was in the house. Communication from The Shakespeare Birthplace Trust, dated April 11th, 2019, confirms that the pieces displayed in this case have good provenance. The wood samples are significant for their association with the history of William Shakespeare. The display case and its content is significant to Warrnambool local history for its association with the establishment in 1886 of the Warrnambool Museum and Art Gallery. However, it should be noted that the letters of authentication that accompany the wood samples are only applicable to the oak sample. None the less, all the pieces have very good provenance, with Richard Savage's certificate of authenticity for the oak, and the mulberry sample with the letter to Mr Harris from Mr CF Loggin having also been the donor of the scion of mulberry in 1862 to the Shakespeare Birthplace Trust. This scion was then established at Shakespeare's garden at "New Home" that had been demolished by Rev Francis Gastrell in 1759. Two wood samples associated with William Shakespeare, presented in a hanging, timber and glass display case with metal trim around the frame. The case also contains two letters and a label printed on a card that refers to the contents, their origins and the donor. A card label with a printed number and a round adhesive label are attached on the back of the case. The left round section of wood is from a donated scion (or shoot) derived from the original mulberry tree planted by William Shakespeare at his last home "New Place", Stratford-upon-Avon. The outer section is light brown coloured while the centre is dark grain. The right wood sample in the case is a section of oak rafter from the house where Shakespeare was born in 1564. The wood is mid brown with a distinct grain. The included letters, each dated 22/9/1891, refer to only the oak sample. - The letter on the left comprises two handwritten pages from Mr CF Loggin to Mr Richard Standcombe Harris. The paper has the printed letterhead address of High Street, Stratford on Avon. - The letter on the right is a handwritten certificate of authenticity signed by Mr CF Loggin and counter signed by Mr Richard Savage, Secretary and Liberian of the Shakespeare Trust. It is on the printed letterhead of The Trustees and Guardians of Shakespeare’s Birthplace Cardboard label inside the glass case “Shakespeare Section of Mulberry Tree, traditionally said to have been planted by Shakespeare in his garden, “New Place,” Stratford-on-Avon. PORTION OF OAK RAFTER from the house in which Shakespeare was born. (Presented by R S Harris 1891.) Printed label on the back of the case “3 2 “ The handwritten adhesive label “0566” flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shakespeare display case, wood samples, oak from shakespeare's birthplace, mulberry from shakespeare's home "new place", stratford-upon-avon, shakespeare's birthplace, the trustees and guardians of shakespeare's birthplace &c., shakespeare trust, shakespeare birthday committee, r.s. harris, brunswick, victoria, richard s harris, brunswick, victoria, c.f. loggins, chemist, 3 high street stratford-on-avon, richard savage, warrnambool museum and art gallery, thomas court, pt barnum, charles dickins, anne hathaway, black mulberry tree, reverend francis gastrell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Crochet Hook, Mid 19th Century
Crochet came from the Old French word crochet, meaning ‘small hook.’ This word comes from Croche. Croche comes from the Germanic word croc. Both mean hook and crochetage, which means a single stitch used to join separate pieces of lace together. People used this term in making French lace in the 1600s and the word crochet describes the hook and the craft. Evidence shows the starting point was the mid-1800s but as early as the late 16th and early 17th century, crocheted braiding was used in clothing and other products. Like on a man’s cape at the Victoria and Albert Museum. Crochet evolved in the early 1700s when stitching material on a tambourine reached Europe after going through India, Persia, North America, Turkey, North Africa and other places around the world. People removed the background fabric used for tambouring. The French named the new technique “crochet in the air.” In the early 1800s, shepherd’s knitting came about, along with the shepherd’s hook. It’s thicker than a modern crochet hook but still with a hooked end. By the mid-1800s, it became known as crochet or slip stitch crochet. In the 60s, the granny square and crocheted home ware appeared and became more popular.A significant domestic item used in crochet or craft work and recovered from the wreck of the Schomberg in the 1970s. For more information regard the wrecking of the Schomberg see note sect this document. The Schomberg has historical significance as one of the first luxurious ships built to bring emigrants to Australia. The collection of recovered artefacts from the Schomberg wreck and held at Flagstaff Hill Museum are significant because of their potential to interpret the story of the Schomberg and its passengers.Crochet hook made from Bovine Bone. It has two sections that screw apart. Recovered from the wreck of the Schomberg. Nonewarrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, schomberg, shipwrecked-artefact, clipper ship, black ball line, 1855 shipwreck, aberdeen clipper ship, captain forbes, peterborough shipwreck, ss queen, crochet hook, crocheterage, craft -
Federation University Historical Collection
Book, The College of Domestic Economy Prospectus, 1944, 1914
The College of Domestic Economy was located at 450 Lonsdale Street, Melbourne. In 1914 the superintendent was Miss M. Sandes. The Training College and University of Melbourne proveded instructors for some courses.Brown soft covered book of 32 pages. Includes four photographs of work on display.college of domestic economy, m. sandes, donald clark, a,c. mountain, jean greig, constance ellis, marjory robertson, mabel sandes, e eddie, mrs storer, miss vieusseux, miss williams, mr graham, mr varey, prof berry, prof spencer, dr bull, prof osborne, university of melbourne, training college, elementary drawing, designs, form and colour, first aid, care of children, applied hygiend, dr jean greig, dr eileen fitzgerald -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufacturect Object, Clock, floral brass, electric, c1950
Metamec was a manufacturer of domestic clocks in the second half of the 20th century, and was based in Dereham, Norfolk, England. The name "Metamec" is derived from "metal-work and mechanics". The company started as an offshoot of the furniture manufacturers Jentique in about 1941, which made boxes for instruments and bombs during World War II.The first Metamec model was a mains-powered mantle clock numbered "701" (approx. 1947). All clocks produced by Metamec were produced to a high standard, The company declined in the late 1980s and went into receivership in December 1984 and sold to FKI of Halifax, West Yorkshire, who continued to use the name until 1993. Now another company is producing clocks under the Metamec name in Derbyshire England Gladys Reed who used this clock was a member of the Ormond Choral Society c 1950. who performed plays and musicals the City of Moorabbin Metamec was a manufacturer of domestic electric clocks in the second half of the 20th century, and was based in Dereham, Norfolk, England Gladys Reed was a member of the Ormond Choral Society c 1950. who performed plays and musicals the City of Moorabbin.Dressing table brass, electric clock with floral pattern.METAMEC / Made in Englandclocks, metamec ltd., norfolk england, reed gladys, clark judy, brighton, moorabbin, furniture, pioneers, clocks, market gardeners, early settlers, mechanics institute cheltenham, ormond choral society, postworld war 11 settlers, housing estates moorabbin 1950, bentleigh, -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Photograph, Black & White, Boys fishing for Yabbies Methodist Childrens' Home Cheltenham 1935, 1935
1892-1953 The Methodist Children's Home in Cheltenham was founded c1880 to provide housing for neglected children from the inner city. The Founders aimed to provide regular nourishment, a stable environment and integrate the children into the local community thereby improving their education and lives. However new settlers to Cheltenham area who were seeking a healthier and more respectable lifestyle for their families were not happy to share Church and School with the Home's Children. 1911 school parents committee moved to exclude the Home's Children but this was countered by the Home's Committee who defeated the motion 60 to 8. 1915 Dr Scantlebury was pressured by school parents into ordering the confinement/ isolation of all Homes Children if an infectious disease was contracted by a child. This resulted in the Homes Children missing school for months so an application was made to the Victorian Education Dept. for e School to be set up at the Home. However funds were short due to WW1. In 1917 John Livingston, former Homes child who had become successful, bequeathed his estate to the Home and the Vic.Education Dept agreed to a school at the Home. The Influenza epidemic 1919 saw the children quarantined for 4 months as a precaution at the Home. When Flu actually struck, a further 5 months isolation was ordered. July 1920 their own school was on site and continuity of education could proceed , however it reinforced the isolation of the institution contrary to the Founders vision of integration.. 1925 the Danks family funded a Domestic Economy Class for girls, but not until 1936 could the children attend the local High School so that they could pursue office work, apprenticeships, commercial college courses. 1947 a benefactor donated £5,000 to pay fees for school, university or apprenticeship in Arts & Cultural subjects. Some of the children were able to join the local society as Methodist minister, accountant, nurses, farmers, secretaries, trademen whilst others were unable to adjust as crime and misfortune ensued. 1939 some past residents began a group called Living Stones Union that they circulated to the others giving news and a sense of family connectedness among themselves. ( Rev. N. Marshall, KCC Local History , H. Stanley 2005) 1950's saw a new direction for the support of children and families in poor and difficult situations . The new Burwood Homes Facility opened in 1951 and children were transferred from Cheltenham in 1952. The land was sold to the St John of God, Catholic Order in1953 who maintained an orphanage until Myer Pty Ltd bought the site in 1967 and constructed the Southland Shopping Centre1892 -1953 The Methodist Children's Home Cheltenham was founded to provide safe accommodation and education for neglected children from the Melbourne inner city slums. Black & White photograph of boys fishing for yabbies from the lake behind the 'Methodist Homes for Children' Cheltenham pdf of Appeal for the establishment of an Infant Asylum 1877methodist childrens home cheltenham 1892- 1953, st john of god home cheltenham 1953-1967, scantlebury dr john city of moorabbin, county of bourke, moorabbin roads board, parish of moorabbin, shire of moorabbin, henry dendy's special survey 1841, were j.b.; bent thomas, o'shannassy john, king richard, charman stephen, highett william, ormond francis, maynard dennis, cheltenham state school no.84, methodist chapel cheltenham, methodist school cheltenham, beaumaris west state school, meeres frederick, meeres walter, education, early settlers, -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, poker-work crumb tray and brush, c1900
This crumb tray with brush was used to clear crumbs spilt during meal times from the tableSmall timber poker-work crumb tray and brush. Both also have hand-painted decoration, and wording. There is a colourful painted scene of a couple seated in front of a fire-place, with the words "Darby and Joan".At the back of the tray base the words " Crumb Tray" are painted. The words "Darby and Joan" are painted on the tray. At the rear of the tray there is the price 1/6 in lead pencil.pioneers, early settlers, moorabbin, brighton, bentleigh, craftwork -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, tin spills/tapers holder, c1880
... work is damaged. Domestic object Kitchen Equipment, tin spills ...Spills and tapers were used by early settlers in Moorabbin Shire to light fires, candles and gas lamps. . Late 19 century. A light-wieght black enamelled tin for holding spills and wax tapers. Spills and tapers were used to light fires and gas lamps. The tin is decorated with gold scrolls, and green and blue flowers. The paint work is damaged. No makers mark.kitchen equipment, lights, candles, fireplaces, early settlers, pioneers, moorabbin, bentleigh, cheltenham, market gardeners -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Functional object - Sewing machine, Wilcox & Gibbs, c1870
Willcox and Gibbs: Serial No. 158679. The Willcox & Gibbs Sewing Machine Company was founded in 1857 by James E. A. Gibbs and James Willcox and opened its London Office in 1859 at 135 Regent Street . By 1871 the Company's Chief Office for Europe was at 150 Cheapside, London, this office was later moved (post 1885) to 94 - 96 Wigmore Street, then 37 & 39 Moorgate Street (by 1891 to post 1907) and later 20 Fore Street, London . Right from the initial production the manufacturing of the Company's single thread, chain stitch machine was undertaken by Brown & Sharpe, Rhode Island and this continued up until 1948. A special hand crank mechanism was produced in England for the European market, but the general design of the Willcox & Gibbs remained essentially the same throughout its production. The only major improvement was in 1875 when the glass tension discs were replaced with an automatic tension device which ensured the machine could not get out of adjustment. In addition to the domestic hand and treadle machines the company produced a wide range of industrial models. The Company finally closed in 1973. This Willcox & Gibbs came complete with its wooden carry case. The machine was made in America in the late 1860's but it has the ornate hand crank produced at Coalbrookdale near Telford, England which was, in Victorian times, renown for producing high quality ornate iron castings. This machine has the glass tension discs which were used on domestic models until 1875. The Willcox & Gibbs badge is located on the rear of the base casting and it also has a deep wooden base. The cloth plate has various American patent dates, four dating between 1857 & 1860 relating to J. E. A. Gibbs, three dating between 1860 & 1864 relating to Chas H. Willcox (son of James Willcox), the machine was also licensed under five other patents including the infamous Elias Howe patent of 1846. There are only two English patents one for J. E. A Gibbs and the other for James Willcox. In 1887 a W & G Sewing Machine sold in England for 6 pounds , with its box and bits, at a time when the average wage was less than 10/- shillings per week. The early settlers of Moorabbin Shire had to be self sufficient making their own clothes, tableware, bed coverings, furnishings and equipment. The women were skilled dressmakers and craft workers.Willcox and Gibbs: Serial No. 158679. A single thread, chain stitch Sewing Machine with a special hand crank mechanism produced in England for the European market, and the glass tension discs which were used on domestic models until 1875. This Willcox & Gibbs came complete with its wooden carry case. The machine was made in America c1870 but it has the ornate hand crank produced at Coalbrookdale near Telford, England which was, in Victorian times, renown for producing high quality ornate iron castings. This machine has the glass tension discs which were used on domestic models until 1875. The Willcox & Gibbs badge is located on the rear of the base casting and it also has a deep wooden base. The Willcox & Gibbs badge is located on the rear of the base castingsewing machines, early settlers, pioneers, moorabbin, brighton, gibbs james, willcox james, willcox henry, new york, america, dressmaking, mateial, machine makers, wrought iron work, telford england -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Haberdashery, pillowslips, c1900
Early settler women used their dressmaking and craft skills to make clothing and homewares for their homes and familiesA pair of white cotton pillowslips with pin-tucking and broderie frillclothing, brighton, moorabbin, linen, pioneers, haberdashery, dendy henry, market gardeners, dressmakers, craft work, risstrom lorna -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Haberdashery, pillow-shams, c1900
This pair of white decorative pillow-shams is an example of the dressmaking skills of the women of the pioneer settlers families in Moorabbin Shire c1900Early settlers and market gardeners established their families in Moorabbin Shire and this item shows the skill and craftsmanship of the women of these familiesA pair of white, decorative pillow-shams with beautiful embroidery and the initials A&G. Possibly made for a ‘Glory Box’A & G embroidered on centre of each piecebrighton, moorabbin, linen, pioneers, haberdashery, market gardeners, dressmakers, craft work -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen equipment, sad iron, c1880
Sad-irons or "solid" irons were made by blacksmiths and used to smooth out material by pressing the hot iron over it. A piece of sheet -iron was placed over the kitchen fire and the irons placed on it could be heated whilst remaining clean of ash.. The women used 2 irons - one heating while the other was used. Thick cloth or gloves protected their hands from the hot irons. The handle was removed from the cool iron and re- attached to remove the hot iron from the fire. The cool iron was replaced on the fire or stove to heat again. These irons were cleaned with steel wool to prevent them marking the material. If the iron was too hot the material would scorch. Most homes set aside one day for ironing and some large households had an ironing room with a special stove designed to heat irons. However, most women had to work with a heavy, hot iron close to the fireplace even in summer.These sad irons remind us of the difficult circumstances experienced in their daily routines by the pioneers and early settlers of Moorabbin Shire. The family of Miss M Curtis were early settlers in Moorabbin Shire. Sad-iron, domestic, flat, cast iron, Silvester's Patent, No 6, Salter, England, c. 1890-1900s A sad iron made from cast iron was heated over a fire or on a stove and used for pressing clothing and table wareSILVESTER'S/ PATENT/ SALTERS / No 6 with the pretzel & a arrow going through the centresad iron, kitchen equipment, pioneers, early settlers, market gardeners, sewing, craftwork, clothing, moorabbin, brighton, bentleigh, fireplaces, stoves -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, flat iron with trivet stand, c1880
Sad-irons or "solid" irons were made by blacksmiths and used to smooth out material by pressing the hot iron over it. A piece of sheet -iron was placed over the kitchen fire and the irons placed on it could be heated whilst remaining clean of ash.. The women used 2 irons - one heating while the other was used. Thick cloth or gloves protected their hands from the hot irons. The handle was removed from the cool iron and re- attached to remove the hot iron from the fire. The cool iron was replaced on the fire or stove to heat again. These irons were cleaned with steel wool to prevent them marking the material. If the iron was too hot the material would scorch. Most homes set aside one day for ironing and some large households had an ironing room with a special stove designed to heat irons. However, most women had to work with a heavy, hot iron close to the fireplace even in summer. These sad irons remind us of the difficult circumstances experienced in their daily routines by the pioneers and early settlers of Moorabbin Shire The family of Miss M Curtis were early settlers in Moorabbin Shire. A) A heavy cast iron, flat iron with B) horseshoe shaped trivet stand c1880 The trivet can be attached to a table by an adjustable clamp.A) 5 on tip of ironsad iron, kitchen equipment, pioneers, early settlers, market gardeners, sewing, craftwork, clothing, moorabbin, brighton, bentleigh, fireplaces, stoves -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen equipment, spirit-fuelled sad iron, c1920
Sad-irons or "solid" irons were made by blacksmiths and used to smooth out material by pressing the hot iron over it. A piece of sheet -iron was placed over the kitchen fire and the irons placed on it could be heated whilst remaining clean of ash.. The women used 2 irons - one heating while the other was used. Thick cloth or gloves protected their hands from the hot irons. The handle was removed from the cool iron and re- attached to remove the hot iron from the fire. The cool iron was replaced on the fire or stove to heat again. These irons were cleaned with steel wool to prevent them marking the material. If the iron was too hot the material would scorch. Most homes set aside one day for ironing and some large households had an ironing room with a special stove designed to heat irons. However, most women had to work with a heavy, hot iron close to the fireplace even in summer. Late in the 19thC designers experimented with heat retaining fillings for these irons. William Coleman began selling Kerosene lanterns in 1900 in Kingfisher, Oklahoma, USA. He moved to Wichita, Kansas in 1902 and the company became world wide. The company also produced a range of cooking stoves and domestic irons. This spirit- fuelled flat iron was very popular in 1920s - 30s These sad irons remind us of the difficult circumstances experienced in their daily routines by the pioneers and early settlers of Moorabbin Shire The family of Miss M Curtis were early settlers in Moorabbin ShireA) spirit- fuelled, sad iron with chrome plated sole c1920, and metal trivet The iron is blue enamel with a white speckled body, with a hemispherical tank for the Coleman 'Lighting Petrol' that provided the heat for smoothing the material B) Coleman Fuel measuring can and funnellMetal Trivet/stand " COLEMAN" ; Petrol can " COLEMAN" / MEASURING CAN / for INSTANT LIGHTING IRON/ with printed instructionssad iron, kitchen equipment, coleman william, kansas, oklahoma, pioneers, early settlers, market gardeners, sewing, craftwork, clothing, moorabbin, brighton, bentleigh, fireplaces, stoves, petrol fuelled irons, spirit flat irons, coleman lamp stove co. ltd. -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Education, Braille playing cards, 20thC
Braille is a system of touch reading and writing for blind persons in which raised dots represent the letters of the alphabet Braille is read by moving the hand or hands from left to right along each line. Residents of Moorabbin Shire used these cards at social gatherings. In the early 1800s Charles Barbier, who served in Napoleon Bonaparte’s French army, developed a unique system known as “night writing” so soldiers could communicate safely - without lamps- during the night. Louis Braille, born Coupvray, France 1809 lost his sight at a very young age, 1819 he was enrolled at the National Institute of the Blind in Paris.and began to modify Charles Barbier’s “night writing” code in an effort to create an efficient written communication system for fellow blind individuals. . He spent the better part of the next nine years developing and refining the system of raised dots that has come to be known by his name, Braille. The code was now based on cells with only 6-dots instead of 12 ..Braille died in 1852 but his code spread around the world France 1854, USA 1860 , and blind individuals from all over the world benefit from Braille’s work daily. Today, braille code is transcribed in many different languages worldwide.Blind individuals from all over the world benefit from Braille’s work daily and these cards were used by residents of Moorabbin ShireCardboard pack of ordinary playing cards with braille imprints left top of each card. Pack is incompleteFront: PLAYING / CARDS / for the BLIND / To be obtained from the / NATIONAL INSTITUTE / FOR THE BLIND / Great Portland Street / LONDON W1. Hand written : O'Dean Lounge braille louis, barbier charles, visually impaired, braille playing cards, braille, library, braille sheet music, braille ketboards -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Spring Balance Scale, George Salter & Co, 1920s
Scales such as the subject item were used to measure commercial quantities, possibly grains and farm produce for quite large amounts of product, also in a domestic situation. Bags of grain or other dry goods would have been hooked up and weighed. Salter has been a name long associated with weights and measures. The firm began life in the late 1760s in the village of Bilston, England when Richard Salter, a spring maker, began making the first spring scales in Britain. He called these scales "pocket steelyards", though they work on a different principle from steelyard balances. By 1825 his nephew George had taken over the company, which became known as George Salter & Co. George later established a manufacturing site in the town of West Bromwich, about 4 miles (7 km) from Bilston. West Bromwich Albion football club was formed from workers at this works site. From here the company produced a wide variety of scales including the UK's first bathroom scales. Other items were added to the range, including irons, mincers, potato chippers, coin-operated machines and the first typewriters made in the UK. The business thrived throughout the 1900s, and by 1950 it employed over 2000 people, still in the same area and owned by the same family.Salter is a British housewares brand developing products that span a wide range of core product categories, including scales, electrical, cookware. It is a market leader in kitchen and bathroom scales and one of the UK’s oldest consumer brands. Established in 1760, Salter has been developing precision products for over 260 years. It was acquired by Manchester-based consumer goods giant Ultimate Products in 2021 after they had previously licensed the brand for cookware and kitchen electrical since 2011.Scale, Salter's improved spring balance, warranted. Brass and iron. Weighs 0 to 25LBS. Long rectangular brass instrument with ring attached to top and hook attached below. Centre of rectangle has long vertical slot with short, horizontal bar that slides down the slot when an object is suspended from the hook, showing its weight on the numbered scale beside the slot.Marked ""SALTER'S IMPROVED SPRING BALANCE" "Number 2". Weighs 0 to 25LBS. flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, salter balance scale, weight measuring scale, weighing dry goods, domestic object, kitchen scale, measure, weigh, measure ingredients, food preparation -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Spring Balance Scale, George Salter & Co, 1930s
Scales such as the subject item were used in a domestic situation. Salter has been a name long associated with weights and measures especially in the home kitchen. The firm began life in the late 1760s in the village of Bilston, England when Richard Salter, a spring maker, began making the first spring scales in Britain. He called these scales "pocket steelyards", though they work on a different principle from steelyard balances. By 1825 his nephew George had taken over the company, which became known as George Salter & Co. George later established a manufacturing site in the town of West Bromwich, about 4 miles (7 km) from Bilston. West Bromwich Albion football club was formed from workers at this works site. From here the company produced a wide variety of scales including the UK's first bathroom scales. Other items were added to the range, including irons, mincers, potato chippers, coin-operated machines and the first typewriters made in the UK. The business thrived throughout the 1900s, and by 1950 it employed over 2000 people, still in the same area and owned by the same family.Salter is a British housewares brand developing products that span a wide range of core product categories, including scales, electrical, cookware. It is a market leader in kitchen and bathroom scales and one of the UK’s oldest consumer brands. Established in 1760, Salter has been developing precision products for over 260 years. It was acquired by Manchester-based consumer goods giant Ultimate Products in 2021 after they had previously licensed the brand for cookware and kitchen electrical since 2011."Scale Salter's Spring Balance brass cylinder with ring at one end and a hook at the otherSalter trademark stamped on front. Made in England stamped on back. Weighs 0 to 4LBS showing ¼lb increments.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, salter balance scale, weight measuring scale, weighing dry goods, domestic object, kitchen scale