Showing 1389 items
matching weight
-
 Kew Historical Society Inc
Kew Historical Society IncPhotograph, James Venn Morgan, c.1905
James Venn Morgan was known affectionately as ‘The Father of Kew’. Born in Somersetshire on February 21, 1823, he sailed to Australia in April, 1851. James V. Morgan, was a member of one of the first parties to leave for the diggings. At Chewton, near Castlemaine his party tried their luck in an abandoned shaft, and in two weeks returned to Melbourne after having won 35lb weight of gold. James Venn Morgan was content with his success, and induced his partners to invest their money with him in land. After obtaining the advice of a friend, the party negotiated with Mr Samuel Watts, of Collingwood, who had recently purchased land from the Crown, and from him they took over at £15 an acre about 32 acres of land in the district that is now known as Kew. This land extended from where the Kew Post-office now stands to the locality of the Boroondara Cemetery. Here it was that Mr Morgan decided to settle, and, after having had the land surveyed, the partners apportioned it by drawing straws for the four sections into which it had been divided. One of them sold his holding later in the year for £100 an acre, and was sorry for it afterwards. In 1853 Mr. Morgan built the first house in Kew, and this house is the one in which he still resides. Here with his wife, he settled down to market gardening and dairying. So successful was the new venture that he induced his father and other members of the family to come out to Australia to assist him. Gradually the district became settled, Mr. Morgan parted with a portion of his holding, and subdivided and built on the remainder, which he still retained. In 1884 he found himself in a position to retire from active business.He celebrated his 100th birthday in 1923. He was later to die in the same year. The Argus, 17 January 1923.Rare and historic hand-tinted framed portrait of one of the founding pioneers of the district.Hand tinted photograph in a gilt frame of the Kew pioneer James Venn Morgan (1823-1923).james venn morgan, kew - pioneer families, kew - landowners -
 Kew Historical Society Inc
Kew Historical Society IncPhotograph, Anna Morgan, c. 1905
James Venn Morgan was known affectionately as ‘The Father of Kew’. Born in Somersetshire on February 21, 1823, he sailed to Australia in April, 1851. James V. Morgan, was a member of one of the first parties to leave for the diggings. At Chewton, near Castlemaine his party tried their luck in an abandoned shaft, and in two weeks returned to Melbourne after having won 35lb weight of gold. James Venn Morgan was content with his success, and induced his partners to invest their money with him in land. After obtaining the advice of a friend, the party negotiated with Mr Samuel Watts, of Collingwood, who had recently purchased land from the Crown, and from him they took over at £15 an acre about 32 acres of land in the district that is now known as Kew. This land extended from where the Kew Post-office now stands to the locality of the Boroondara Cemetery. Here it was that Mr Morgan decided to settle, and, after having had the land surveyed, the partners apportioned it by drawing straws for the four sections into which it had been divided. One of them sold his holding later in the year for £100 an acre, and was sorry for it afterwards. In 1853 Mr. Morgan built the first house in Kew, and this house is the one in which he still resides. Here with his wife, he settled down to market gardening and dairying. So successful was the new venture that he induced his father and other members of the family to come out to Australia to assist him. Gradually the district became settled, Mr. Morgan parted with a portion of his holding, and subdivided and built on the remainder, which he still retained. In 1884 he found himself in a position to retire from active business. He celebrated his 100th birthday in 1923. He was later to die in the same year. The Argus, 17 January 1923.Rare and-tinted framed photograph af Annie Morgan, the wife of one of the founding pioneers of the district.Hand tinted photograph in a gilt frame of Anna Morgan (nee Chidgey), the wife of James Venn Morgan. Anna Morgan was the wife of one of Kew's earliest pioneers and landowners. She died in 1915.anna morgan, kew - pioneers -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Brown coal
This particular specimen was recovered from the Lal Lal Coal and Iron Mine in Victoria, 19km from Ballarat. Brown Coal was discovered here in 1857, just alongside the Geelong to Ballarat Railway line. This discovery of lignite (brown coal) was the first in Victoria, which would bring important benefits to the region and state, both of which had previously been reliant on coal imports. In the 1860s, iron ore was found just 5km from Lal Lal, and the area was converted into an Iron Ore Mine. The Lal Lal Iron Mining Company took over operations in 1874, who then peaked iron production in 1884. This mine continued operations until June 1884, when the blast furnace was extinguished and never recommenced. The blast furnace at Lal Lal is considered one of the most important and highly significant sites ion early industrial history in Australia, as it is the only remaining best furnace from the nineteenth century in the Southern Hemisphere. The furnace ruins are 17 metres high, and are clearly visible today on Iron Mine Road, Lal Lal, near the Bungal Dam. This specimen of Lignite (brown coal) is significant, as it was mined from the area where brown coal was first discovered in Victoria, leading to an important and controversial future of the mining and use of brown coal in this State. The Victorian Heritage Database has listed the Lal Lal Coal Mine with local significance, with their Statement of Significance stating: "The Lal Lal coal mine is historically significant as the site of the first discovery of lignite (brown coal) in Victoria, and one that promised important benefits to regional and state industries that were reliant on coal imports at the time. The significance of the stie is reduced by the poor state of preservation of the coal mining and processing fabric". This specimen is part of a larger collection of geological and mineral specimens collected from around Australia (and some parts of the world) and donated to the Burke Museum between 1868-1880. A large percentage of these specimens were collected in Victoria as part of the Geological Survey of Victoria that begun in 1852 (in response to the Gold Rush) to study and map the geology of Victoria. Collecting geological specimens was an important part of mapping and understanding the scientific makeup of the earth. Many of these specimens were sent to research and collecting organisations across Australia, including the Burke Museum, to educate and encourage further study.A hand-sized light-weight, soft and combustable sedimentary rock specimen, that is dark brown in colour. The specimen has jagged edges, as though parts of the rock have crumbled away. Brown coal, or Lignite, is formed naturally from compressed peat, and is typically found in natural basins. The stages to the formation of coal ('coalification') begin with plant material and wood, which will decay if it is not subjected to deep burial or heating, and turn into Peat. Peat, when sufficiently compressed naturally, will turn into Brown Coal (Lignite), and finally into Black Coal (sub-bituminous, bituminous and anthracite). Each successive stage has a higher energy content and lower water content. It is brownish-black in colour. Brown Coal has a high moisture content, between 50 and 75 percent, and a low carbon content. Some Brown Coals may be stratified, with layers of plant matter, which means little coalification has occurred beyond the peat natural processing stage. When Brown Coal is submerged in dilute nitric acid or boiling potassium hydroxide solution, it reacts to produce a reddish solution, of which higher-ranked coals do not. When brown coal is pulverised and burned in boilers, the steam is used to drive turbines, which generates electricity. It is the lowest rank of coal, as when burned, it creates a relatively low heat content, which in turn does not create a great output of steam. burke museum, beechworth, indigo shire, beechworth museum, geological, geological specimen, mineralogy, brown coal, brown coal specimen, lignite, lal lal, lal lal coal mine, lal lal iron mine, ballarat, blast furnace -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Clock, c. 1860s
The clock was either made or sold by T. Gaunt & Co. of Melbourne, a manufacturer, importer and retailer of a wide variety of goods including jewellery, clocks and watches, navigational and measuring instruments, dinnerware, glassware and ornaments. Thomas Gaunt photograph was included in an album of security identity portraits of members of the Victorian Court, Centennial International Exhibition, Melbourne, 1888. Thomas Gaunt History: Thomas Gaunt established Melbourne's leading watchmaking, optical and jewellery business during the second half of the 19th century. Gaunt arrived in Melbourne in 1852, and by 1858 had established his own business at 14 Little Bourke Street. Around 1869 he moved to new premises in Bourke Street on the corner of Royal Arcade, Gaunt's shop quickly became a Melbourne institution. Gaunt proudly advertised that he was 'The only watch manufacturer in the Australian colonies'. While many watches and clocks may have had Gaunt's name on the dial, few would have been made locally. Gaunt did make some watches for exhibitions, and perhaps a few expensive watches for wealthy individuals. Gaunt's received a telegraph signal from Melbourne Observatory each day to correct his main clock and used this signal to rate and repair ship's chronometers and good quality watches. His main horological manufacturing was directed at turret clocks for town halls, churches and post offices. These tended to be specific commissions requiring individualised design and construction. He made the clock for the Melbourne Post Office lobby, to a design by Government Astronomer Robert Ellery, and won an award at the 1880-81 Melbourne International Exhibition for his turret clock for the Emerald Hill Town Hall. He became well known for his installation of a chronograph at Flemington Racecourse in 1876, which showed the time for the race, accurate to a quarter of a second. The firm also installed the clockwork and figures for Gog and Magog in the Royal Arcade. Thomas Gaunt also developed a department that focused on scientific instrumentation, making thermometers and barometers (from imported glass tubes), telescopes, surveying instruments and microscopes. Another department specialised in electroplating for trophies, awards and silverware, and the firm manufactured large amounts of ecclesiastical gold ware and silverware, for the church including St Patrick's Cathedral. There are no records that disclose the number of employees in the firm, but it was large enough for Gaunt to hold an annual picnic for the watchmakers and apprentices at Mordialloc from 1876; two years previously they had successfully lobbied Gaunt to win the eight hour day. Gaunt's workforce was reportedly very stable, with many workers remaining in the business for 15 to 30 years. Gaunt's wife Jane died on September 1894, aged 64. They had one son and six daughters, but only three daughters survived to adulthood. Two became nuns at the Abbotsford Convent and one daughter, Cecelia Mary Gaunt (died 28 July 1941), married William Stanislaus Spillane on 22 September 1886 and had a large family. Gaunt died at his home in Coburg, Victoria, leaving an estate valued at ₤41,453. The business continued as T. Gaunt & Co. after his death. Post Office and Clock History: Warrnambool’s Post Office has been in existence since 1857, when it was originally situated on the corner of Timor and Gilles Street. In March 1864 the Warrnambool Borough Council purchased this clock from Henry Walsh Jnr. for the sum of £25, “to be put up in front of the Post Office”. Henry Walsh Jnr was the eldest son of Melbourne’s Henry Walsh, maker and retailer of clocks, watches, thermometers and jewellery. In 1854 Henry Walsh Jnr. began business in Warrnambool as a watchmaker and jeweller later becoming a Councillor with now a local street named after him. The Post Office was extensively remodelled in 1875-76. Early photographs of this building show that the clock was installed on the northern outside wall, Timor Street, under the arches and between the 2 centre windows, where it could be seen by passers-by. Although spring loaded clocks date back to the 15th century, and fob and pocket watches evolving from these date to the 17th century, personal pocket watches were only affordable to the very fortunate. Public clocks such as this Post Office clock provided opportunity for all to know the time, and for those in possession of a personal watch to check and set their own timepieces to the correct time. During post office reservations during the 1970s the clock was removed and was eventually donated to the Flagstaff Collection. The Clock’s maker Thomas Gaunt, is historically significant and was an established and well renowned scientific instrument and clock maker in Melbourne during the 1860s. He was at that time the only watchmaker in the Australian colonies. In the 1870’s and 1880’s he won many awards for his clocks and was responsible for sending time signals to other clocks in the city and rural areas, enabling many businesses and organisations to accurate set their clocks each day. Warrnambool Borough Council purchased this clock from Henry Walsh Jnr. for the sum of £25 and the clock used to stand in front of the Warrnambool post office to allow ordinary citizens to set their time pieces as they walked by. The item is not only important because it was made by a significant early colonial clock maker and retailed by a locally known clock maker and jeweler but also that it was installed in the Warrnambool Post Office a significantly historical building in it's own right. Built in 1857 and regarded as one of the oldest postal facilities in Australia, with a listing on the National Heritage Database, (ID 15656). This 1864 hall clock originates from the Warrnambool Post Office. The clock glass is hinged to the top of the clock face and has a catch at the bottom. The metal rim of the glass is painted black. The clock face is metal, painted white, with black Roman numerals and markings for minutes and five minutes. The tip of the small hour hand is shaped like a leaf. "T. GAUNT / MELBOURNE" is printed in black on the clock face. The winding key hole is just below the centre of the clock face. The key winds a fusee chain mechanism, attached to the brass mainspring barrel that powers the pendulum with an 8-day movement. The speed of the clock can be adjusted by changing the position of the weight on the pendulum, lengthening or shortening the swing; raising the pendulum shortens its swing and speeds up the clock. The metal fusee mechanism has an inscription on it. The rectangular wooden casing is with a convex curve at the bottom that has a hinged door with a swivel latch. The original stained surface has been painted over with a matte black. There are two other doors that also allow access to the clock’s workings. The case fits over the pendulum and workings at the rear and attaches to the clock by inserting four wooden pegs into holes in the sides of the case then into the back of the clock. A flat metal plate has been secured by five screws onto the top of the case and a hole has been cut into it for the purpose of hanging up the clock. There is a nail inside the case, possibly used for a place to the key."T. GAUNT MELBOURNE" is printed on the clock face. “6 1 3” embossed on the back of the fusee mechanism behind the clock. warrnambool, shipwrecked coast, flagstaff hill, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, shipwrecked artefact, clock, warrnambool post office, fusee, henry walsh jnr, thomas gaunt, t gaunt & co, post office clock -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Clothing - HELEN MUSK COLLECTION: CREAM WEDDING DRESS
Full length cream synthetic fabric wedding dress with long sleeves and a train. Front and back have a yoke of lace. Three quarter length sleeves are made of the same lace with roulette trim at hem. Inner and outer edges of sleeves ruched for 3 cm. High round neck at back. V neckline at front. Front of bodice has two side darts and two under bust darts. Bodice at waist line has three decorative scallops at front and back. Synthetic fabric of bodice has woven fabric backing. Side opening on left hand side is fastened with nine press studs. Full length skirt of lighter weight opaque synthetic fabric has centre seams at front and back. Fabric is cut on the bias to form a 360? full circle skirt with a train at centre back. An additional section of fabric is attached at either side to complete the circle. At centre back of the skirt is an inverted pleat to create fullness for the train. Hemline is edged with lace with four rows of tucks above the hem, 1 cm apart. Separate petticoat of heavier woven synthetic fabric attached at waist. Petticoat cut on the bias to create 360? full circle skirt with inverted pleat at centre back to create fullness. Narrow turned over hem. Petticoat skirt dips to a V shape at centre front and back seams. Machine stitched.costume, female ceremonial, wedding dress -
 Dandenong/Cranbourne RSL Sub Branch
Dandenong/Cranbourne RSL Sub BranchWeapon - Bayonet & Scabbard
The Pattern 1907 bayonet, officially called the Sword bayonet, pattern 1907 (Mark I), was a British bayonet designed to be used with the Short Magazine Lee Enfield (SMLE) rifle. The Pattern 1907 bayonet was used by the British and Commonwealth forces throughout both the First and Second World Wars. The Pattern 1907 bayonet consisted of a one-piece steel blade and tang, with a cross guard and pommel made from wrought iron or mild steel, and a grip usually of walnut secured to the tang by two screws. The entire bayonet was 21+3⁄4 inches (550 mm) long and weighed 16+1⁄2 ounces (470 g), although the weight of production models varied from 16 to 18 ounces (450 to 510 g). The Pattern 1907 bayonet's blade was 17 inches (430 mm) long. A shallow fuller was machined into both sides of the blade, 12 inches (300 mm) long and extending to within 3 inches (76 mm) of the tip, with variations due to the judgement of individual machinists.[2][3] The Pattern 1907 bayonet was supplied with a simple leather scabbard flitted with a steel top-mount and chape, and usually carried from the belt by a simple frog. The Pattern 1907 bayonet attached to the SMLE by a boss located below the barrel on the nose of the rifle and a mortise groove on the pommel of the bayonet.[2][4] The combined length of the SMLE and Pattern 1907 bayonet was 5 feet 2 inches (1.57 GR 1907 6.......'17 Wilkinson Stamped on right side of base of blade with various symbols on the left side. Hand carved on RHS Bakelite part of handle K ? (EFX) on LHS - MB -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPhotograph - B&W print of donated negative - set of 5, State Electricity Commission of Victoria (SECV), c1936
Yields information about the reconstruction of the depot trackwork during 1935/1936 and the condition of the rails, types of rails and methodsSet of 5 Black and white photo prints from collected negatives of the relaying of the depot fan at the SEC Ballarat depot building, during refurbishment by the SEC during 1935 or 1936. 1351.1 - Wendouree Parade depot junction, track - relaying the 2nd set of points. One track was still useable at the time. Note fences and tools lying around the work area. 1351.2 - laying out the trackwork for two and three roads, note machines and cylinders in background. 1351.3 - looking along No. 2 road out of the depot doors, not connected, possibly taken some time after 1351.2, as the area appears to be cleaned up. 1351.4 - Photo showing the various rail weights for possibly the western rail on No. 3 road and how the fishplates were at the time of the photograph. Not known whether this was the final arrangement, taken looking towards the depot building. 1351.5 - ditto but from the other end - note the damaged flangeway on the depot end rail - horse tram rail? Copy 2 - of all above photos - large format prints (203H x 253W) - added 28/7/2007, ex Alan Bradley holding of prints, received 5/2007. See also Reg Item 3901 for a mounted set of these photographs along with those of Reg Item. 1352. Negatives scanned at high res and images updated 14/5/2020. tramways, trams, wendouree parade, sec depot, rehabilitation, trackwork -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - List, State Electricity Commission of Victoria (SECV), "Numbers and Particulars of Trams" - Ballarat, 5/08/1964
Yields information about the dimensions and equiipment on Ballarat Tramcars operated by the SEC.Typed List of tramcars and their details for Ballarat dated 5-August-1964, titled "Numbers and Particulars of Trams". Prepared by Les Denmead, typed by PB. Ballarat - typed carbon copy - two sheets, are taped together. Gives details of where purchased from , date of purchase, type, body builder, seating capacity, overall length, overall height, overall width, condition of tram, trolley base, Lightning arrester, controller make and type, Truck Maker and type, type of truck, axle type, wheel base, axle diameter, motors type and maker, Motor horsepower, Armature bearings, suspension bearings, gear teeth, Air compressor make and type, Brake Valves make and type, Governor make and type, Weight in tons and details of advertising space in racks. At base has typed (original) list of trams of the two types, single truckers and bogie trams. List of trams includes the scrubber and No. 20 which was scrapped prior to system closure. See also 8721 and 8722 for other versions - different dates and 8690 for a Bendigo list. Note: Framed copies of both Ballarat and Bendigo are held in the depot. Some changes have been made to the tramcars since the preparation of this sheet and there are some errors and differences. See also Reg Item 6879 for an annotated version.In black ink, top right hand corner - "Ballarat Tramway Preservation Society Cat No. 613"tramcars, ballarat, equipment, lists, data -
 Bendigo Historical Society Inc.
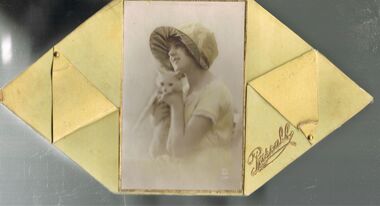
Bendigo Historical Society Inc.Container - CHOCOLATE BOX COLLECTION: PASCALL BOX, 1920s
Object.Pascall 1920s Yellow Chocolate Box. Design Flanged Sexangular Box with Curved Sectional Top, Sepia Photograph with Subject's Hat and Dress tinted in Pale Yellow in Centre of Lid. Photograph Surrounded by Gold Border. Subject Young Woman & Her Pet Cat. Photograph has White Mark PC Parts in a circle and the number 524 underneath. Inside Lid Pascall 1 lb Net. Contained in Box Labels Packers No 493 and Checkers No 476. Packaging Brown Paper and Fine Paper Shavings in Pale & Dark Colours. Also Another Tag Buff Paper & Red Text In Top Left Hand Corner is the Pascall London Trademark Purity & Sweetness Seal & In The Top Right-hand Corner is A Floral Emblem & The Words Furzedown. The Title On This Tag Reads Co-operation Between The Manufacturer & Consumer. The Remaining Text Reads: - These chocolates were packed with the greatest care and left in our factory in perfect condition. Extremely hot weather or contact with steam pipes may turn these chocolates grey. This is not an indication of age but of the temperature to which they have been exposed. Goods are all packed full weight; the paper shavings used are for packing and protection only. If any complaint necessary please return this ticket with the goods. James Pascall, Ltd London England. Chocolates are also still contained within the box all these years later.domestic equipment, containers, decorative chocolate box -
 Royal District Nursing Service (now known as Bolton Clarke)
Royal District Nursing Service (now known as Bolton Clarke)Photograph - Photograph, black and white, Barry Sutton, circa 1965
Sister Short is writing down information being given by patient Sue Rowley who will be discharged from the Hospital. It will be phoned through to the appropriate RDNS Centre where it is recorded by the Clerical staff and passed to the RDNS Sister who will visit Sue on her discharge. Liaison had occurred between Doctors and the Trained nurses of the Melbourne District Nursing Society (MDNS), from its inception in 1885. This increased when Midwifery was introduced in 1893 with close liaising with the Women’s Hospital. As District nursing grew it was recognized that closer liaising between many Public Hospitals would be beneficial, for not only the MDNS, later called Royal District Nursing Service (RDNS), nursing staff, but also for the patients and the hospitals. In August 1964 a Liaison Officer commenced at the Alfred Hospital. This soon increased to Liaison Officers working full time at several Public Hospitals. They facilitated the smooth transition from hospital to home for many patients who required ongoing nursing care. Liaison Sisters regularly attended discharge planning meetings, interviewed prospective clients, co-ordinated discharge and booked the first visit by the visiting RDNS staff. At the time of a patient’s discharge, the Liaison Sister forwarded information on their diagnosis and instructions regarding the care required at home to the appropriate RDNS Centre, and in turn the attending District Sister wrote a report of progress and any queries to the hospital doctor, via the Liaison Sister, at the time the patient was attending outpatients. Any new instructions were then sent back to the District Sister. Liaising also occurred between District Sisters in the field and Doctors when patients were referred by General Practitioners and did not attend a hospital. A Physiotherapist worked under contract to teach transfer techniques to RDNS Sisters before RDNS employed there own Physiotherapist who taught staff the correct techniques, not only for safety of the patient, but to reduce physical strain on RDNS nursing staff and patient’s family members. The Physiotherapist made home visits with the attending RDNS Sister when required.Standing to the left of the black and white photograph is hospital Physiotherapist, Anne Radford, who has short dark hair and is wearing a white coat. She is side on and has her hands placed on the upper and lower right arm of Sue Rowley, who is sitting in a wheelchair. Sue has short dark hair and is wearing a neck brace and her left hand is holding a pulley rope. She is wearing a white top under a dark jacket and light coloured slacks. To her right is Royal District Nursing Service (RDNS), Liaison Sister, Margaret Short who is facing Sue. She has her left hand extended supporting an open book and has a pen in her right hand which is poised on a page in the book. Sister Short is wearing her RDNS grey short sleeve uniform dress and grey peaked hat over her short dark hair. The RDNS insignia is seen on the top of her left sleeve. Behind the wheelchair are some wooden bars, two upright and two vertical, which are attached to a brick wall, the pulley rope is through a wheel attached to the right hand upright. The brick wall joins another which has part of a window visible. Behind the Sister and wheelchair are four shelves attached to this brick wall. Several round weights are on the shelves.Photographer stamp. Hand written informationroyal district nursing service, rdns, rdns liaison, rdns uniform, ms sue rowley, physiotherapist anne radford, sister margaret short -
 The 5th/6th Battalion Royal Victoria Regiment Historical Collection
The 5th/6th Battalion Royal Victoria Regiment Historical CollectionUniform - VSR OR scarlet doublet, c 1898-1912
Scarlet wool doublet with yellow stand collar and cuffs and Inverness skirts. Lower edge of collar, left front of doublet, cuffs and Inverness skirts all edged with white piping. Cuffs and skirts are decorated with three rows of doubled, twisted white wool braid; each row completed with a large whitemetal coloured metal "King Edward VII Australian Commonwealth" button of the period 1901-1911. Shoulder straps are scarlet wool with MISSING whitemetal 'VSR' title, a MISSING whitemetal 'letter' title, a small ERVII Australian Commonwealth button on left shoulder, and a small silver coloured metal Victorian Military Forces button on the right shoulder. Seven large buttons at front of tunic (one missing), and two at back waist. Two large brass belt hooks at side waist of doublet. Lower front skirt flaps have welt pockets lined with linen. Body of tunic lined with a white wool mixture, lightly padded around the underarms. Lower skirt flaps lined with a medium weight cream wool twill and upper smaller flaps lined with a finer cream wool twill. Sleeves lined with cream cotton twill and printed in black ink on the centre back lining is '5/8 38'. Collar lined with red wool and neck fastened with a single brass hook and eye over a black patent leather tab.Printed in black ink on the centre back lining is '5/8 38' -
 The 5th/6th Battalion Royal Victoria Regiment Historical Collection
The 5th/6th Battalion Royal Victoria Regiment Historical CollectionUniform - VSR Officer Scarlet full dress doublet, c1901-1911
Officer's full dress scarlet wool doublet with yellow stand collar and cuffs, and Inverness skirts. Left front of doublet, cuffs and Inverness skirts all edged with white piping. Lower edge of collar, cuffs and skirts are decorated with three rows of doubled, 1/8” silver Russian braid; each row completed with a large whitemetal coloured metal "King Edward VII Australian Commonwealth" button of the period 1901-1911. 5/8” silver lace around top of collar, and top and seam of gauntlet cuff. Silver braid shoulder straps and screw buttons MISSING. Five large buttons at front of tunic (three missing), and one at back waist (one missing). Two large brass belt hooks at side waist of doublet. Lower front skirt flaps have welt pockets lined with linen. Body of tunic lined with a white wool mixture, lightly padded around the underarms. Lower skirt flaps lined with a medium weight cream wool twill and upper smaller flaps lined with a finer cream wool twill. Sleeves lined with cream cotton twill and written in blue ink on lotter right opening lining is '5-7 37'. Collar lined with red wool and neck fastened with two brass hook and eyes. No black patent leather tab at collar.blue ink on lotter right opening lining is '5-7 37' -
 Ringwood and District Historical Society
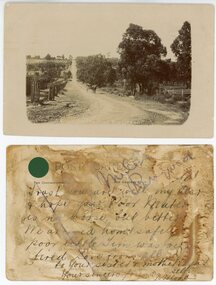
Ringwood and District Historical SocietyPhotograph, Maroondah Highway Central, Ringwood. Warrandyte Rd looking North from Main Street, Ringwood. 1908
Black and white photograph reproduced from post card. Scene of road looking towards Loughnan Hill, Andrew Kennedy's orchard. Horse and cart in centre of photo, orchard to left of picture. (3 enlarged copies, 2 postcards, a clipping and 1 9x18.5 reproduction) Postcards with correspondence from N Blood, 2 original of the postcards with messages. First reads: "Trust you are well my dear and hope your poor Mater is no worse but better. We arrived home safely..poor little Tim was very tired. Love from all to your sister and mother..self. Your sincere friend, N. Blood" Second Reads: "Miss Hill. Cowes P.O.. 4/3/09 Dear Olive, come at once; I am on my last legs! Very pleased to hear that you have been enjoying yourself as well. Your mother had been very ill and Elvie has lost a stone weight; and ??? looks down in the dumps. Topsy killed canary this morning so I took Topsy for a walk! Had a bush fire up at home on 22 and 23rd Feb. No time to scribble more. Yours to a cinder. Bert." This postcard writing is overstamped J.B.McAlpin, Estate and Financial Agent. District Government Valuer Ringwood. It has a 1d Victorian Stamp affixed. Typed below photograph, "Warrandyte Rd. from Maroondah Hwy. looking north. Mullum Creek bridge in dip - 1908". -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageHead Rod, Dring & Fage, c. 1901
The Australian Customs Service, Melbourne, donated a set of gauging instruments, and Port Fairy Customs donated another instrument, the Sike’s Hydrometer, to Flagstaff Hill Maritime Village, all of which were no longer required. However these ullaging tools were in use for many years by Customs officials, called Gaugers. Ullaging is a term describing the measurement of the amount of liquid remaining in a container of spirits such as a cask or barrel. It can also measure the free space or head space remaining. The primary role of customs officers in Victoria was to calculate the tariff or excise duty payable on goods imported into Victoria. (Excise duty is a tax on goods produced within a country, and customs duty is imposed on imports.) Customs officers spent a great deal of their time measuring and weighing goods, and then calculating the amount of duty to be paid by the importer. The tariffs for different products varied, and officers consulted published lists. Calculating the duty payable on a barrel of brandy was a detailed task. The gauger had to measure the barrel to determine its volume. Barrels were irregular in shape, and finding the volume required several measurements and checking tables of figures. Alcoholic content was then measured with a hydrometer. The duty paid varied according to the alcoholic strength of the spirits. Uniform national customs and excise duties were operative in Australia from October 1901. These tools were still being used in Australia in the 1950’s. The Federal Government still imposes excise taxes on goods such as cigarettes, petrol, and alcohol. The rates imposed may change in February and August each year in response to changes in the consumer price index. ULLAGING TOOLS (1) Head Rod - this instrument measures the diameter of the heads (top and bottom ends) of a cask or barrel. The shaped brass pieces on the head rod enable the diameter of a barrel to be measured inside the chimes at the head end. The slide rule could then be used to calculate the internal volume of the barrel. On the reverse side is a set of ullaging scales, used like those on any ullaging rule, to calculate the volume of liquid in a partially filled barrel. (2) Bung Rod – this instrument measures the diameter of a cask or barrel when it is lying on its side. It is a rod that fits into the ‘bung’ hole of a cask and is long enough be extended to reach the opposite side of the cask. The brass sliding pointer can be moved to mark the ‘wet’ line. When the rod is removed the bung measurement can be read from the scale on the rod. (3) Long Calipers - this instrument measures the length of the cask between the heads. It has two rules sliding beside each other, each end having another piece of wood fixed firmly at right angles downwards then turned inwards at the ends so as to reach over the heads of the casks without touching the projecting ends. The centre pieces enable it to extend or contract, changing the distance between the two other parallel sides, the distance they are apart being shown by the rule on the sliding pieces. (4) Cross Calipers – this instrument is used to take the bung diameters of casks, or "the Cross " as it is called. This instrument has two rules sliding beside each other, each end having another piece of wood fixed firmly at right angles downwards, together forming a 3 sides of a rectangle with the centre pieces enabling it to extended or contracted, changing the distance between the two other parallel sides, the distance they are apart being shown by a the rule on the sliding pieces. (5) Sike’s Hydrometer – this instrument is used to gauge the strength of different alcoholic spirits when fitted with the different weights in the set. Every set is individually calibrated to ensure that it meets the exact Standard Weight and Measure compliance, then every piece in that set is stamped with the same number by the Calibrator, to ensure that the measurements are taken using the same hydrometer set. [References: A Handbook of Practical Gauging, Janes Boddely Keene of H.M. Customs, 1861, F. Pitman, London; Customs Act, Volume 2, No. 1, April 1999; Old Customs House website ] Head Rod, ullaging gauge. Long wooden rod made of three joined sections, brass hook on end, sliding centre section with hook, measurements marked along each section as on a slide rule. Used for measuring diameter of heads of casks in order for Customs to calculate excise (tax) on the contentsflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, head rod, gauging rod, ullaging rods, measuring instruments, customs tax -
 Flagstaff Hill Maritime Museum and Village
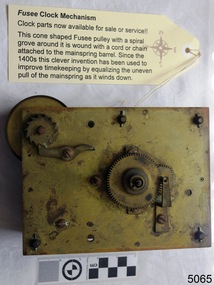
Flagstaff Hill Maritime Museum and VillageMachine - Fusee Clock Mechanism, early 20th Century
The origin of the fusee is not known. Many sources credit clockmaker Jacob Zech of Prague with inventing it around 1525. The earliest dated fusee clock was made by Zech in 1525, but the fusee appeared earlier, with the first spring-driven clocks in the 15th century. The idea probably did not originate with clockmakers, since the earliest known example is in a crossbow windlass shown in a 1405 military manuscript. Drawings from the 15th century by Filippo Brunelleschi and Leonardo da Vinci also show fusee mechanisms. The earliest existing clock with a fusee, also the earliest spring-powered clock, is the Burgunderuhr (Burgundy clock), a chamber clock whose iconography suggests that it was made for Phillipe the Good, Duke of Burgundy about 1430. Springs were first employed to power clocks in the 15th century, to make them smaller and portable.[1][5] These early spring-driven clocks were much less accurate than weight-driven clocks. Unlike a weight on a cord, which exerts a constant force to turn the clock's wheels, the force a spring exerts diminishes as the spring unwinds. The primitive verge and foliot timekeeping mechanism, used in all early clocks, was sensitive to changes in drive force. So early spring-driven clocks slowed down over their running period as the mainspring unwound. This problem is called lack of isochronism. Two solutions to this problem appeared with the first spring-driven clocks; the stack freed and the fusee. The stack freed, a crude cam compensator, added a lot of friction and was abandoned after less than a century. The fusee was a much more lasting idea. As the movement ran, the tapering shape of the fusee pulley continuously changed the mechanical advantage of the pull from the mainspring, compensating for the diminishing spring force. Clockmakers empirically discovered the correct shape for the fusee, which is not a simple cone but a hyperboloid. The first fusees were long and slender, but later ones have a squatter compact shape. Fusees became the standard method of getting constant force from a mainspring, used in most spring-wound clocks, and watches when they appeared in the 17th century. Around 1726 John Harrison added the maintaining power spring to the fusee to keep marine chronometers running during winding, and this was generally adopted. The fusee was a good mainspring compensator, but it was also expensive, difficult to adjust, and had other disadvantages: It was bulky and tall and made pocket watches unfashionably thick. If the mainspring broke and had to be replaced, a frequent occurrence with early mainsprings, the fusee had to be readjusted to the new spring. If the fusee chain broke, the force of the mainspring sent the end whipping about the inside of the clock, causing damage. The invention of the pendulum and the balance spring in the mid-17th century made clocks and watches much more isochronous, by making the timekeeping element a harmonic oscillator, with a natural "beat" resistant to change. The pendulum clock with an anchor escapement, invented in 1670, was sufficiently independent of drive force so that only a few had fusees. In pocketwatches, the verge escapement, which required a fusee, was gradually replaced by escapements which were less sensitive to changes in mainspring force: the cylinder and later the lever escapement. In 1760, Jean-Antoine Lépine dispensed with the fusee, inventing a going barrel to power the watch gear train directly. This contained a very long mainspring, of which only a few turns were used to power the watch. Accordingly, only a part of the mainspring's 'torque curve' was used, where the torque was approximately constant. In the 1780s, pursuing thinner watches, French watchmakers adopted the going barrel with the cylinder escapement. By 1850, the Swiss and American watchmaking industries employed the going barrel exclusively, aided by new methods of adjusting the balance spring so that it was isochronous. England continued to make the bulkier full plate fusee watches until about 1900. They were inexpensive models sold to the lower classes and were derisively called "turnips". After this, the only remaining use for the fusee was in marine chronometers, where the highest precision was needed, and bulk was less of a disadvantage until they became obsolete in the 1970s. Item is an example of clock mechanisms used until 1910 for many different styles of clocks and went out of fashion in the 1970s due to improvements in clock and watch making.Brass fusse clock movement, It has very heavy brass plates and wheels, high-count machined pinions, and a fusee. The mounting of the pendulum is missing and It has a recoil escapement. A fusee is a conical pulley driven through a chain by the spring barrel. As the spring runs down, the chain acts at a larger and larger radius on the conical pulley, equalising the driving torque. This keeps the rate of the clock more even over the whole run. It has motion work to drive an hour hand as well as a minute hand and the centre arbor is extended behind the back plate to drive some other mechanism.Inscription scratched on back"AM 40" flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock mechanism, fusee mechanism, horology -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Plough, Syracuse Chilled Plow Co, 1876-1900
The Syracuse Chilled Plough Company was created in 1876 and specialised in the manufacture of agricultural ploughs. Harry Wiard invented the chilling process in plough manufacture. The company was originally founded as the Robinson Chilled Plough Company in 1876 and changed its name 3 years later. At its peak, in the early 20th century. The company made more than 100,000 horse-drawn ploughs and road scrapers of various designs that were sold from the Syracuse plant each year and exported around the world. The company slogan of the day was, “The sun never sets on a Syracuse plough." Eventually, other farming implements were added to the line. The company employed more than 300 people in its local plant, which covered a square block on the cities Near West Side. In 1910-11, Deere and Company began expanding its holdings, and with the success of the Syracuse Chilled Plough Company, Deere sought to acquire the company. The management of the Syracuse operation after John Deere took over remained in the hands of Wiard and Chase, and the manufacturing operations were left in Syracuse. The only change from previous Syracuse operations was the selling of the companies products through Deere retail outlets instead of directly to the trade. The factory in Syracuse continued to produce ploughs until 1955. The subject item in the Flagstaff collection is an early model Syracuse Chilled plough with a wooden beam frame it is very much lighter in weight and was adapted to work sandy or light loamy soil. This plough has a sloping landside, which tends to keep the clods and dirt from falling into the furrow, making the ploughman's work much more comfortable and easy. This design was made in eight sizes for both right and left-handed ploughing and became very popular in the far West and South of the USA. Note: The definition of a chill plough means : a plough having the share and mould-board of chilled semi steel or cast iron.The subject item is believed to be a very early plough given its wooden beam frame and was made before 1900 probably around 1880. This makes it a significant example of the types of plough that early settlers were using in Victoria. There would not be very many of this type of vintage plough left with a wooden beam and frame, making it today a desirable collector's item. Syracuse Wood Beam Chilled single furrow plough metal wheel in front. Syracuse Chiller Co Syracuse & 50 L stamped on ploughshare.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, plough, syracuse chiller co, chiller plourh, farm equipment, furrow -
 Bendigo Military Museum
Bendigo Military MuseumPlaque - Mounted Klimsch Commodore Cartographic Camera Lenses, WYCOMBE Constructions Pty Ltd, 1997
These are the Lenses from the Klimsch Commodore Cartographic Camera that was located in Lithographic Squadron at the Army Survey Regiment, Fortuna, Bendigo. The KLIMSCH Commodore camera was originally introduced to the Survey Regiment in 1953 and was the largest in the Southern Hemisphere. It was replaced with a new model of the same size in 1977. These lenses are from this new model. The new model with its computer-based interface provided productivity gains with improved speed and its consistent results led to less wastage in time and materials. Its variomat lens system provided improved retention of map feature linear weights during the camera reduction process. The camera which was specially made for the Australian Army in Germany was fully automatic and power operated. It was claimed to be one of the biggest automatic cameras of its type in the world. It was made to the specifications of the Royal Australian Army Survey Corps to assist in the production of the very high standard maps for the Australian Army. THIS KLIMSCH COMMODORE CARTOGRAPHIC CAMERA was in operation 1977 - 1997". It was a Precision Darkroom Camera especially suited for Cartographic Reproduction of Line, Continous Tone, Halftone and Colour Separation. Reproduction of Negatives and Positives from a variety of Reflection or Transmission Originals. Its characteristics were: Maximum Negative Size 1.27m sq, Copy Holder (Vacuum) 2m sq, Maximum Enlargement 400%, Maximum Reduction 13%, Automatic 60, 90 and 120cm Focal Length Lens, Transmission or Reflection Originals, Pulsed Xenon, Photo Flood or Fluorescent Tube Light Source, Maximum Reflection Original 1.3m x 1.85m, Maximum Transmission Original 1.3m x 1.85m, Exposure Light Monitoring System." The camera was superseded by computerized image manipulation software associated with the Automap system. These significant and extremely high-quality Lenses were retrieved by WYCOMBE Constructions Pty Ltd during the demolishment of the camera in 1997 and then mounted on a display board. See also Item 6189.4P for more photographs of the camera.Lenses from the Klimsch Commodore Cartographic Camera mounted on a very heavy timber display board. The display board contains an engraved plate that describes the technical characteristics of the camera."KLIMSCH COMMODORE CARTOGRAPHIC CAMERA 1977 - 1997", "FUNCTION: Precision Darkroom Camera especially suited for Cartographic Reproduction of Line, Continous Tone, Halftone and Colour Separation. Reproduction of Negatives and Positives from a variety of Reflection or Transmission Originals." "CHARACTERISTICS: Maximum Neg Size 1.27m sq, Copy Holder 2m sq, Maximum Enlargement 400%, Maximum Reduction 13%, Automatic 60, 90, 120cm Focal Length Lens, Transmission or Reflection Originals, Pulsed Xenon, Photo Flood or Fluorescent Tube Light Source, Maximum Reflection Original 1.3m x 1.85m, Maximum Transmission Original 1.3m x 1.85m, Exposure Light Monitoring System." royal australian survey corps, rasvy, fortuna, army survey regiment, army svy regt, asr, litho -
 Puffing Billy Railway
Puffing Billy RailwaySteam Engine - Tangye single cylinder vertical, Circa 1920
Used by the Malvern city council until 1969 to drive a rock crushing plant. While large horizontal steam engines predominated in major factories, small vertical steam engines like this were the workhorses of industries that had modest power requirements. This reliable little engine, made by leading UK manufacturer Tangye Bros of Birmingham Steam engines had the advantage that any fuel could be used to fire their boilers, but they were less convenient and efficient than internal combustion engines, required operators with higher skill levels, and had lower power to weight ratios. Tangye Limited was founded in 1857 in Birmingham by businessman Richard Tangye (1833-1906) and his mechanic brothers James and Joseph; brothers Edward and George joined them later. Richard was born near Redruth in Cornwall and educated at the Friends School at Sidcot, Somerset, where he became a pupil-teacher. From there he moved to Birmingham to work as a clerk for an engineering firm. In 1856 he started a hardware factor and commission agent business in Birmingham whose customers were mainly Cornish mine-owners in the Redruth district. From 1858 Tangyes concentrated on the manufacture of machinery and secured the sole right to manufacture Weston's differential pulley block (object 2003/45/1). They established their Cornwall Works in the Birmingham suburb of Smethwick in 1864 and soon developed a huge range of products. It was stated that 'there are perhaps no other works in the kingdom so largely employed upon so great a variety of specialities as the Cornwall Works of Messrs Tangye Bros.' The Tangyes attracted creative people to work for them. They wrote: 'We are in a position to offer unusual facilities to Inventors for carrying out their patents.' Info about Tangye Bros of Birmingham from Powerhouse Museum https://ma.as/207954 Donated by Malvern City Council in 1969 Of Interest : The Vertical and Horizontal Tangye engines on display are of the design that won a Gold Medallion at the Paris Industrial Exhibition of 1878.Historic - Industrial Steam Engine Equipmentsingle cylinder vertical Steam Engine made of Cast Iron, (Painted)Tangye Birmingham Builder's number 2462tangye, vertical steam engine, steam engine, puffing billy, stone crushing, george and george, malvern -
 Puffing Billy Railway
Puffing Billy RailwayTank Locomotive, 0-6-2 T No.1 "Delta", 1950
0-6-2 Tank Locomotive No.1 "Delta" Gauge 2'0" Identification: 1 Delta Type: 0-6-2T Builder: Perry Engineering, Mile End, South Australia Builder's number: Perry 7967.50.4 of 1950 Building date: 1950 Current status - Static Exhibit Wheel Arrangement 0-6-2T Cylinders (Diameter X Stroke) 10 inches X 18 inches Boiler Pressure 180 psi Driving Wheel (Dia.) 28 ½ inches Weight 16 tons Coal Capacity 27 cubic feet Water Capacity 500 gallons The Perry Engineering Co, Mile End, South Australia built a total of 18 locomotives for the 2’0” gauge tramways used by the sugar industry in Queensland. This 0-6-2T locomotive was built by Perry Engineering Co. Ltd. of Mile End, Adelaide as their Builder's No. 7967.50.4 of 1950. It was used at Qanaba Mill, Bundaberg where it was known as No.1 "Delta". / Qanaba Mill No.1 No. 1 “DELTA” 0-6-2 TANK LOCOMOTIVE Gauge: 2 foot Built by Perry Engineering Company of South Australia in 1950 (Builder’s number 7967.50.4), “DELTA” is a medium sized Australian designed locomotive featuring Walschaert’s valve gear driving piston valves. Weighing 16 tons (16.3 tonnes) it was one of the post-war narrow gauge steam locomotives, which worked in the canefields of Queensland until 1978. “DELTA” worked at various sugar mills in the Bundaberg area and was finally withdrawn from service at Quanba Mill after a life of 28 years. Obtained by the Puffing Billy Preservation Society in 1981. Delivered to Australian Estates Co., Kalamia Mill named DELTA in 1950. Purchased by Fairymead Mill as No 20 DELTA. Purchased by Millaquin Sugar for Qanaba Mill as No. 1 DELTA, 1970 Withdrawn from service, 1978. Obtained by Puffing Billy Preservation Society for display at the Puffing Billy Museum.Historic - Industrial Narrow Gauge Railway - Steam Locomotive used in Queensland in Sugar Mill service. Locomotive No.1 "Delta" - Steam Locomotive - made of steel, and wrought ironDelta0-6-2 tank locomotive no.1 "delta" perry engineering - puffing billy railway perry 7967.50.4 of 1950, puffing billy, qunaba sugar mill, bundaberg, perry engineering, delta, steam locomotive, 0-6-2 tank locomotive no.1 -
 Puffing Billy Railway
Puffing Billy RailwayExplosives Wagon, unkown
This 2 foot 6 inch (762mm) gauge wagon was used for carrying explosives and was used with the Greenbat Battery loco. It was donated to the Walhalla Goldfields Railway on long term loan in 2013 along with a large quantity of narrow gauge trollies and light rail from Orica’s now closed munitions factory in Melbourne’s western suburbs. Orica - Deer Park Munitions factory Orica Deer Park in Melbourne’s west has been used since circa 1875 for various forms of manufacturing and storage of chemicals. Although the site is bounded by Ballarat Road, Station Street, Tilburn Road and the Western Ring Road, the current entry point for industrial operations is situated at Gate 6 of Tilburn Road. Operations include: • a specialty chemicals facility producing products for mining services operations • quarry services • other chemical manufacture activities. The Deer Park factory complex The factory complex is of historical significance for the major role it played in Australia's manufacturing and mining industries through the development of progressively more efficient and safer explosives. It also contributed to wartime production in ammunition, initiators and the development of synthetic ammonia production and construction of the Defence Explosives Annexe No 5 (later the Albion Explosives Factory) during World War Two. The factory complex is also of technical significance for the unusual and specialised design of many of the buildings and structures, both in the layout of the works and the individual design of buildings. Blast protection and safety measures such as mounds around the buildings, 'cleanways' and buffer zones between production areas were employed extensively. A characteristic of many production buildings was the elimination of cavities where explosive compounds could lodge. The combination of concrete barriers and light-weight construction was designed to direct explosion debris away from operators or other buildings. The narrow gauge tramway, which ran through the explosives section, is a rare survivor of nineteenth century materials-handling methods. Historic - Industrial Narrow Gauge Railway - Wagon for carrying Explosives at the Orica - Deer Park Munitions factory, Deer park, Victoria, Australia Wagon for carrying explosives made from Timber and steelwagon for carrying explosives, puffing billy, industrial narrow gauge railway, orica - deer park munitions factory, explosives wagon -
 National Wool Museum
National Wool MuseumLetter - Letter of reference for Margaret Burn, 03/11/1939
Letter of Reference for Miss Margaret Burn detailing her work as a bookkeeper, machine operator, typist, and stenographer over seven years at Dennys Lascelles Limited. The letter details her leaving the company as she married in 1939. In the same year, Ms Burn returned to the office owing to the shortage of staff caused by various employees being called away for Military Training. Included in the staff called away for military training was her newlywed husband, Mr Jack Ganly. A fellow employee of Dennys, the Ganly name was well known within the company, with three generations of the Ganly family working at Dennys. Margaret worked at Dennys for 7 years during the 1930s. The Letter of Reference is accompanied with a story written by Margaret about her time working at the company. WORKING CONDITIONS & OFFICE WORK DUTIES. Written by Margaret Burn in 2021. Worked at Dennys Lascelles in the 1930s. In the 1930s coming out of the Depression, jobs were hard to come by and had to be clung to by efficiency and subserviency. There was no union to protect workers – bosses could be tough and rough. Dennys Lascelles revolved around fortnightly wool sales in the “season” – September to May. Sale day was always a day of suppressed excitement. Preparation from a clerical point of view was complete and we now awaited the aftermath of the actual wool auction. The building teemed with people. There were country people down to see their wool sold, buyers of many nationalities, or from the big cities, who were coming in and out of the building all day. Their role was to inspect the acres of wool bales displayed on the show floors; however, caterers were present to feed clients, and there was plenty of social interactions on top of business. The office staff did not go home but waited until the first figures came back from the wool sales and the machines went in to action, both human and mechanical, preparing the invoices for the buyers’ firms. This comprised of lists of lot numbers, weights, prices per lb., and the total prices paid. A lot of this was done by old-school typewriters, making this work a big, heavy, tiring job. Before the finished lists could be dispatched, they were collated on an “abstract”. The lists had to balance with the catalogue from which the invoices had been prepared. This never happened automatically. All the paperwork had to be split up amongst pairs of workers and checked until discrepancies were found. This would happen until midnight but occasionally went until 2 or 3 am. Once complete, the invoices could then be rushed off to the buyers’ firms usually in Melbourne, and hire cars took the staff home. It was back on the job the next morning, usually around 8.30. The office hours varied according to the size of the sale and work involved. Some days started as early as 8 and could finish around 5.30. The second phase of work began with the account sales to be prepared for the sellers of the wool. These detailed all the weights, descriptions of wool, brands, and prices. One Sales account could have multitudes of lot numbers, all needing to be individually described. Various charges needed to be deducted such as finance for woolpacks, extra stock, or farmers who were given a loan to live on during the season. Details of how payment was to be made was also noted, whether the seller was to be paid by cheque, to a bank, or credited to their account with the company (which often left the seller still in debt). For a couple of months in the winter, things were quieter when staff took holidays and were sometimes given afternoons off. But there were still weekly skin sales and stock sales around the state. The annual end of June figures to be prepared for a big company like Dennys with branches all around the state also kept the staff busy. In good years there was sometimes a bonus. On sale days there was a bar open for the clients and wool buyers. This added to the excitement for the young girls, who were strictly barred from using it, but somehow managed to sneak a gin and tonic. This is how I had my first ever, before the evening meal. There was also the romantic notion in some minds, with all the influx of males, that some of us might end up on a wealthy station, or be noticed by an exotic buyer. To my knowledge, this never happened at Dennys Lascelles Limited. Group staff photo at Dennys Lascelles Limited. Margaret Burn. Age 18 or 19. Jack Ganly (Margaret’s future husband). 22. Sheet of paper shorter in length than A4 size, creamed with age. Paper has a header for Dennys, Lascelles Limited’s Head Office at 32 Moorabool Street, Geelong. Body of paper is made up of 3 paragraphs in a typewritten message of black ink with subheadings highlighted with a red underline. The text is finished with a signature at the bottom of the paper. Paper is accompanied by its original envelope. Envelope has typewritten text in black ink with a red underline located at the centre. It also has return to sender instructions to Dennys, Lascelles Limited in the lower left-hand corner.Typewritten text, black and red ink. Multiple. See multimediadennys lascelles ltd, worker conditions 1930s, letter of reference -
 Ballarat Tramway Museum
Ballarat Tramway MuseumBook, State Electricity Commission of Victoria (SECV), "Electric Tramways of the State Electricity Commission of Victoria By-Law No. 1", 1943
Demonstrates aspects of the SEC governance system in issuing By-laws for the travelling public, as part of their Act. Yields information about fares charged for tram services in Ballarat, Bendigo and Geelong. Issued to crews.Twenty Four page booklet, plus medium weight card brown colour covers centre stapled. Book cover has title "Electric Tramways of the State Electricity Commission of Victoria By-Law No. 1". Pages are numbered pages 1 to 24, revoking By Laws dated 5/9/1932 (See Reg. Item 3109). Dated 9/3/1937. Gives definitions, fares and charges, regulations re passengers, behaviour, smoking, dangerous goods, luggage and behaviour of crews. Gives schedule of fares and charges for Ballarat, Bendigo and Geelong. Fares applied from 1937 to 1949 - see Reference. Details names of SEC Commissioners, Minister in Charge of Electrical Undertakings. Four copies held. Copy 1 - as printed. Copy 2 - has numerous changes marked in red ink internally and pasted in changes to the text. The schedules have been crossed out. Copy 3 - has changes marked in black ink, including fare and charges changes that were made in 1949. No pasted in sections. Copy 4 - missing back cover. Copy 5 - missing front and back pages. Has Government Printer, H. E. Daw, number 11928/43. Given the printing number on Reg. Item 3110 is a lower number and that the H. Green was the Government Printer in 1936 (See Reg. Item 3068), "43" indicates a reprinting date. See Fares in Ballarat – from Alan Bradley 11/4/2005 – appendix for Book Copy 1 - has "1937" and "No. 1" written in red ink on top of cover. Copy 2 - has "No. 2" written in red ink in top right hand corner of cover and "Ballarat Tramway Preservation Society No. 202" written in black ink on top of cover and numerous changes marked in red ink internally and pasted in changes to the text. The schedules have been crossed out in red ink. Copy 3 - has "Ballarat Tramway Preservation Society No. 202" written in black ink on top of cover and numerous changes marked in black ink including changes to fares and schedules.trams, tramways, secv rules, by laws, tickets, fares, ballarat, bendigo, geelong -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClocks, 1950
In 1865 James Jones Elliott of 156 Cheapside in the City of London, was apprenticed to a clockmaker"Bateman" of 82 St John Street, Smithfield, London., to learn the art of clock making. Initially, J J Elliott specialized in producing pinions and balance shafts for clocks. He eventually progressed to making, and patenting, a weight-driven movement which had chimes on tubes. This clock was very successful and resulted in considerable trade with America. James Elliott's son, Frank Westcombe Elliott, when he was 17 years old, went into business with his father after his father had bought a partnership with a jeweler called “Walden” of Brompton Road, London. In 1904, JJ Elliott died and Frank succeeded his father in clock making business. In 1909 company of JJ Elliott amalgamated with Grimshaw Baxter, and the factory moved to Grays Inn Lane, London, in 1911, followed by a further move, in 1917, to larger premises in St Ann’s Road, Tottenham, London. In 1921 the partnership with Grimshaw Baxter was dissolved and Frank Elliott joined a well-known firm of Bell Founders and Clockmakers, Gillett and Johnson Ltd, in Croydon. In 1923, two years later, he took over their clock factory and formed the famous company of F.W. Elliott Ltd. He was joined by his two sons, Leonard and Horace Elliott, who had served their apprenticeships in the trade. The third son, Ronald, joined the company in 1929. Elliott's started to produce clocks for the armed forces when war was declared in 1939, together with test gear and apparatus for the Rolls Royce engines used in the RAF planes. In 1944, Frank Elliott died at the age of 69 and Horace Elliott assumed the role of Managing Director. Whilst Horace controlled sales from a showroom in Hatton Garden. In 1952, Horace Elliott was elected Chairman of the British Horological Institute in the same year as Tony, one of Horace's sons, joined the company after he had completed training as a cabinet maker. Ronald Elliott died suddenly in 1966, at the age of 54, his son Peter continued to manage the company until 1998 when it ceased trading. An item that is now regarded as vintage, sought by horology collector’s worldwide and is in excellent condition. The item is unique in that it was made specifically for ships by a well-known British clock manufacture. Its provenance is well established as the serial numbers on the clock indicate it was made in 1950. Production by F.W Elliott for this design of ships clock ceased in 1959. Clock has a gold color case with a 150 mm white painted dial and Roman numerals. The movement has a balance wheel escapement and a slow-fast timekeeping adjuster to the top of the dial. The back of the clock is stamped “made by F W Elliott Ltd of Croydon” and a serial number 21B/829, an additional number 994 is also stamped on the back casing. Thsi model clock finished production in 1959. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock, f w elliott, maritime clock -
 Australian Gliding Museum
Australian Gliding MuseumMachine - Glider –Sailplane, 1960
The FS-24 Phonix is the first sailplane design to be built using a moulded fiberglass sandwich technique. It was designed by Hermann Nagele and Richard Eppler leading a group setup for the purpose at Stuttgart Technical University in the early 1950s. Initial construction was undertaken at workshops of Wolf Hirth and the first prototype was completed at the Bolkow Aircraft Company where Nagele and another member of the group, Rudi Lindner, had gained employment. It flew on 27 November 1957. Two further prototypes were built incorporating a T-tail and other refinements. Eight in all were built before production was stopped in 1961. A number of gliding records were broken in Phonix sailplanes in Germany in 1962-1963. It was found to have a best glide ratio of 40:1. The Museum’s example, No. 403 was originally a prototype built on 25 May 1960 [Registration D-8354]. It was converted at Bolkow to a Phonix T in 1963 and sold to a private owner in Switzerland [Registration HB-746] and later then to gliding club Segelfluggruppe Solothurn in 1965. The glider returned to Germany in 1971 (Meersburg) and re-registered as D-0738. It moved to a new owner in Allershausen in 1976, and again to Lindhoft in 1982. In 1983 the glider was sold to owners at Hasselt, Belgium and given registration OO-ZQD. In 1989 a further change of ownership occurred and the glider went to Leusden in the Netherlands where it was registered as PH-949. In 2006 the Phonix No.403 was imported into Australia by John Ashford of the Geelong Gliding Club. On 30 January 2007, it was registered as VH-GRP. However, as at January 2016 it has not been flown in Australia. In the course of its flying history the glider was damaged several times and repaired. At one stage a larger rudder was fitted and later on this modification was reversed. With the original conversion to a Phonix T and subsequent repairs and changes to equipment the weight of the airframe increased from 182 kg to approximately 220 kg. Nevertheless, the wing loading is a modest 20kg/square metre. As at January 2016, minor repairs and airworthiness certification are required to return the glider to flying condition. This exhibit is highly significant as it is one of only eight of this pioneering sailplane design. It is the only one in Australia. Glassfibre single seat sailplane, finished white with blue stripes on fin and rudder.Australian registration GRP on rudder; Serial Number 403 and Vintage glider club of Netherlands plaque in cockpitaustralian gliding, sailplane, glider, fs-24, phonix, nagele, eppler, lindner, stuttgart technical university, bolkov aircraft company, segelfluggruppe solothurn, ashford, geelong gliding club. -
 Puffing Billy Railway
Puffing Billy Railway5 NBD, June 1901
NBD This is a Puffing Billy Railway reclassification of the first series of NB carriages. COMBINED NB PASSENGER CAR AND GUARD'S VAN. A saloon or end platform NB which has had a guard's compartment temporarily added in one end. Due to the temporary nature of this conversion, this vehicle also retains its original number in the NB numbering sequence but is classed NBD to differentiate it from the standard NBC and the NAC. The use of the letter 'D' in the classification is recognising the code for guard's vans prior to 1910. NB Class - Number Built (1st Series) 6 - Number Built (2nd Series) 17 - Number Built (3rd Series) 4 NB (1st series) NB 5 was equipped with a vertical hand brake at one end to enable it to be used as the last vehicle of a train. Body Length 20 feet 6 inches ( 6248 mm) Vehicle Length 25 feet 2 inches ( 7671 mm) Coupled Length 27 feet 4 inches (8330 mm) Width 6 feet 3 inches (1905 mm) Height 9 feet 5 inches (2870 mm) Weight 8 tons Capacity 16 passengers Built 1898 - 1904 Number Built 6 In use NBD 1, 2, 5 NB - Puffing Billy Railway classed these as NBD to indicate their use as a trailing vehicle with guard's accommodation. 5 NBD Victorian Railways Service History NBB 5. ( it's original number ) Built new - - / 6/1901 Newport Workshops 4/ 2/1902 - In Service "Commenced running" circa 1910 - renumbered To NB 5 *NB 5. - / 6/1926 - Modified AC Malco 5/ 2/1951 - Scrapped - Body and underframe purchased by Puffing Billy Preservation Society from Pakenham. Restored by the Puffing Billy Preservation Society 1975. In July 2006 work commenced on 5 NB to make it a temporary kitchen car for the luncheon/dinner train. It has had the seating removed from the saloon and kitchen equipment installed. Plans are for a kitchen car to be constructed and 5 NB restored to carry passengers.Historic - Victorian Railways Narrow Gauge - Passenger Rolling Stock: Passenger and Guard's Van carriage 5 NBD - converted into Catering Car and Guards vanMade of Timber and steel 5NBDvictorian railways, narrow gauge rolling stock, 5nbd - catering car and van, puffing billy -
 Puffing Billy Railway
Puffing Billy Railway3 NUU - Louvred Truck, 3/12/1900
Van 3 NUU - Louvred Truck (11) VR Service History 3/12/1900 NWS Built new Vehicle Length 25 feet 2 inches ( 7671 mm) Coupled Length 27 feet 4 inches (8330 mm) Width 6 feet 3 inches (1905 mm) Weight 7 tons Capacity 10 tons Built 1898 - 1911 Number Built 14 In use 5 To be restored None *NUU 3.VA - 3/12/1900 NWS Built new - / /1926 - To NU 3.VA - NU 3.VA - circa 1926 - Modified AC Malco 1/10/1977 - Off Register To ETRB Sec76/3630 RS77/4223 NUU The standard louvre van design for the Victorian narrow-gauge lines, the NUU vehicles were constructed in three batches; the first seven from 1899 to 1901, an eighth in 1906 and the last six in 1911, for a total class of fourteen. They looked very similar to the U vans of the Broad Gauge, although two photographs[1][2] of NUU 1 show that its body may have been white for some time. NU In 1926 the class was relettered to simply NU, with no changes to numbers. NU 4 was scrapped in 1938, but otherwise the class remained intact until 1954, when seven members (2, 5, 7, 8, 9, 11 and 12) were sold to Coulston & Hyder, who dispersed the wagons among locations on the Wangarrata to Whitfield line. As of 1996, vans 7 and 12 were at Moyhu, while van 11 was destroyed by fire in 1978. Wagons 6 and 1 were scrapped in 1957 and 1958 respectively, while in 1954 van 13 was recorded as being sold to the Puffing Billy Preservation Society. In 1977, the remaining vans 3, 10 and 14 were handed over to the Emerald Tourist Railway Board, and removed from Victorian Railways records. The Puffing Billy Railway now posesses vans 3, 8, 10, 13 and 14. Historic - Victorian Railways Narrow Gauge - Rolling Stock - Louvered VanWooden Louvered Van - Made of Timber on a Wrought iron frame3 NUUpuffing billy, 3 nuu, louvered van, 2'6" guage, victorian railways, narrow gauge rolling stock -
 Geelong Football Club
Geelong Football Club1931 Geelong Football Club Premiership Medallion George Moloney
George ‘Speca’ Moloney Born: 07/08/1909 From: Claremont-Cottesloe (WA) Height: 174cm Weight: 73kg Natural kicking foot: Right Guernsey number: 14 First senior match: Round 1, 1931 v Collingwood at Victoria Park The remarkably effective full-forward created an impact in his relatively short career. Although quite short for a key position, he was able to produce spectacular results frequently. He possessed remarkable ground play, elusiveness and goal sense. Amazingly, he was able to snap goals with either foot from virtually anywhere within range. Many of his goals came from kicks over his head or shoulder as he ran away from the scoring area to dodge opponents. He was fast, clever and a good mark. His League career commenced spectacularly; in his first two matches he scored a total of 19 goals. He later became the first player in history to score 10 goals or more in two successive matches (Round 15 and 16, 1932). In that year he became the first Geelong player to score 100 goals in a season. During 1935 he played successfully in the centre. Total Brownlow Medal votes: 33 Premiership team selection: 1931 Runner-up in Brownlow Medal count: 1932 (equal) Club Best & Fairest: 1932 Club leading goalscorer: 1931 (74 gls), 1932 (109 gls), 1933 (68 gls) Competition leading goalscorer: 1932 (109) Instances of seven goals or more in a match: 12 Australian Football Hall of Fame inductee GFC Hall of Fame inductee (2002) GFC Life Membership (2012) Career span: 1931-35 Total matches: Premiership 88 Interstate 1 Total goals: Premiership 303, Interstate 3 Finals matches: 7 Finals goals: 15 Last senior match: Round 17, 1935 v Hawthorn at Corio Oval Died: 05/01/1983 Information provided by Mr Col Hutchinson GFC HistorianGeelong F.C. GFC 1931 Victorian Football League Premiers Medallion Gold with blue enamel. Circular shape with VFL in the centre. Back of medallion has engraving Geelong F.C 1931 George MoloneyBack of medallion has engraving Geelong F.C 1931 George Moloneygfc, 1931 premiership, grand final, medal, george moloney -
 National Wool Museum
National Wool MuseumTextile - Quilt, Rosemary A.O. Cameron, Celebration Quilt, 1990
From Rosemary Cameron - This quilt has been made in 100% wool to celebrate the diversity, durability and beauty of pure wool, especially the lightweight cool wools. The woollen patches were kindly donated by Mr. David Jones, managing Director of Fletcher Jones and Staff which were pre-cut samples of European Fabrics in various weights, textures and colours. I had the task of creating a design around the fabrics available, some of which I only had to sample. I chose to surround my design with dark shades to encompass at the top of the quilt, the lightness of the sky and the trees, in the middle the warmth of summer, the dryness of central Australia and at the bottom the rick tones of Opals, our mineral wealth and the internal heart of earth. To add excitement and texture to this design I chose 31 Australian Wildflowers including all the Australian Floral Emblems, some unusual wildflowers and favourite small wildflowers. Twice life size, these flowers have been made of silk wool and cotton, embroidered, painted and beaded by our creative and talented Hamilton Quilters, their results are fantastic! The brilliance and timeless quality of these Australian Wildflowers intensify and complement the colours of the Wool Quilt. The Quilt was hand pieced and hand quilted at quilting bees. It has a woollen batting, binding and backing which was a delight to work with and very easy to quilt. The flowers were assembled and attached in small working bees. To the fifty-two Hamilton Quilters who have worked on this quilt for six months thank you for you hard work and creativity especially Joan H. Lyons for her time, enthusiasm and knowledge when difficulties arose. Joan M. Lyons has worked with me on various stages of this Quilt, her help and support has been tremendous. To my family who have tolerated scraps of wool and silk, photographs, wildflower books and specimens and drawings which have at times almost taken over our house, a year from ideas to completion, thank you for your support and help in many ways.Multi coloured patchwork quilt with native flowers protruding from centre in a diamond shape.Embroidered on back - "The Celebration Quilt" Made in 1990 by The Hamilton Quilters, Designed by Rosemary A.O. Cameron. Made of Pure Wool. Beryl Anderson, Joan Askew, Bett Basham, Marilyn Baulch, Rau Blaby, Pauline Boyd, Aileen Beckwith, Dorothy Beveridge, Ros Brommell, Rosemary Cameron, Gwen Cook, Anne Cordner, Kaylene Cowland, Elaine Denby, Barbara Dolman, Rosalie Duffield, Helen Fry, Glennys Gardner, Nola Gunning, Margaret Irvine, Bev Jeffrey, Emma Jensen, Betty Lacy, Helen Lampard, Joan H. Lyons, Joan M. Lyons, Elaine McDonald, Carole McEwan, Joy McLeod, Joyce McLeod, Mary May, Joan Mallinson, Susan Mason, Anne Menzel, Val Mills, Betty O’Brien, Di Pettigrew, Therese Read, Sherry Robertson, Lee Rowland, Irene Saddler, Nanette Templeton, Glenys Tindall, Liz Wallis, Ruth Walter, Marion Warburton. Alison Waterman, Pat Wilmot, Nola Malcolm, Ann Nicholls, Margaret Rowe, Jill Hillier.celebration, flowers, hamilton quilters, quilt, native flowers -
 Parks Victoria - Point Hicks Lightstation
Parks Victoria - Point Hicks LightstationCorbel
In architecture a corbel serves a decorative as well as structural function as a solid piece of stone, wood or metal that is built into a wall and juts out like a bracket to carry a weight. The smoothly shaped corbel was formerly built into the external wall of the lighthouse facing the sea. It consists of two cupped, rounded forms, one bigger than the other, which are attached to a damaged flat base. Made of cast concrete, it is the same fabric as the lighthouse and shows evidence of white paint on its surface. An early architectural drawing of the tower shows the corbel as a projecting, decorative moulding underpinning the balcony floor associated with the auxiliary light. It indicates the original corbel was a much larger architectural feature which started as a solid rectangular block and terminated with a smaller block and then two tapering, rounded forms. Prepared in mid-1888, the architectural drawings for the lighthouse by Victorian Public Works Department architect, Frederick Hynes, were amended in 1888-89 to provide for an auxiliary light, which comprised an arched opening and door in the tower wall below the lantern room and small balcony. In the late nineteenth century all of Victoria’s lightstations installed a red auxiliary light to serve as a danger warning to mariners sailing too close to shoare. Existing lightstations, like Cape Otway, built a pavilion below their lighthouse facing out to sea, but newly constructed towers like Point Hicks and Split Point incorporated them into their designs. The efficacy of auxiliary lights became a controversial issue and all were discontinued on 1 January 1913. The Point Hicks balcony was removed from the face of the tower in 1971 after it was found to be badly rusted. This resulted in the complete removal of the corbel, from which the rounded moulding and part of the base survives. The auxiliary light and door were subsequently removed in 1975 and glass blocks now fill the opening. Cape Schanck Lightstation retains four cast iron brackets from its auxiliary light balcony which are currently stored in the lighthouse on the ground floor. No other architectural fabric associated with the auxiliary light has been identified at Point Hicks Lightstation. The fragment of corbel has first level contributory significance for its historic and architectural values as a relic of the auxiliary light and as an original moulding from the fabric of Victoria’s first concrete lighthouse.A masonary corbel. -
 National Wool Museum
National Wool MuseumFunctional object - Typewriter, Remington Typewriter Company, c.1925
This Remington No.12 typewriter is of the typebar, front-strike class. It was made by the Remington Typewriter Company of Ilion, New York, U.S.A. in about 1925. The Model No. 12 was introduced in 1922 and was one of the first 'visible writer' machines, in which the typed characters were visible to the operator. Previous models were of the upstrike class in which the characters were typed on the underside of the platen. To see what had been typed the operator had to raise the platen, meaning the typist was typing blind much of the time. This machine was used by Margaret Ganly née Burn in the 1930s. It was purchased for her by one of the sons of William Pride, a famous saddle maker in Geelong, William was Margaret’s grandfather. The typewriter was donated with original sales receipt and servicing tools. Margaret worked at Dennys for 7 years during the 1930s. The typewriter is accompanied with a story written by Margaret about her time working at the company. Margret married Jack Ganly, a fellow employee of Dennys. The Ganly name was well known within Dennys, with three generations of the Ganly family working at the company. WORKING CONDITIONS & OFFICE WORK DUTIES. Written by Margaret Burn in 2021. Worked at Dennys Lascelles in the 1930s. In the 1930s coming out of the Depression, jobs were hard to come by and had to be clung to by efficiency and subserviency. There was no union to protect workers – bosses could be tough and rough. Dennys Lascelles revolved around fortnightly wool sales in the “season” – September to May. Sale day was always a day of suppressed excitement. Preparation from a clerical point of view was complete and we now awaited the aftermath of the actual wool auction. The building teemed with people. There were country people down to see their wool sold, buyers of many nationalities, or from the big cities, who were coming in and out of the building all day. Their role was to inspect the acres of wool bales displayed on the show floors; however, caterers were present to feed clients, and there was plenty of social interactions on top of business. The office staff did not go home but waited until the first figures came back from the wool sales and the machines went in to action, both human and mechanical, preparing the invoices for the buyers’ firms. This comprised of lists of lot numbers, weights, prices per lb., and the total prices paid. A lot of this was done by old-school typewriters, making this work a big, heavy, tiring job. Before the finished lists could be dispatched, they were collated on an “abstract”. The lists had to balance with the catalogue from which the invoices had been prepared. This never happened automatically. All the paperwork had to be split up amongst pairs of workers and checked until discrepancies were found. This would happen until midnight but occasionally went until 2 or 3 am. Once complete, the invoices could then be rushed off to the buyers’ firms usually in Melbourne, and hire cars took the staff home. It was back on the job the next morning, usually around 8.30. The office hours varied according to the size of the sale and work involved. Some days started as early as 8 and could finish around 5.30. The second phase of work began with the account sales to be prepared for the sellers of the wool. These detailed all the weights, descriptions of wool, brands, and prices. One Sales account could have multitudes of lot numbers, all needing to be individually described. Various charges needed to be deducted such as finance for woolpacks, extra stock, or farmers who were given a loan to live on during the season. Details of how payment was to be made was also noted, whether the seller was to be paid by cheque, to a bank, or credited to their account with the company (which often left the seller still in debt). For a couple of months in the winter, things were quieter when staff took holidays and were sometimes given afternoons off. But there were still weekly skin sales and stock sales around the state. The annual end of June figures to be prepared for a big company like Dennys with branches all around the state also kept the staff busy. In good years there was sometimes a bonus. On sale days there was a bar open for the clients and wool buyers. This added to the excitement for the young girls, who were strictly barred from using it, but somehow managed to sneak a gin and tonic. This is how I had my first ever, before the evening meal. There was also the romantic notion in some minds, with all the influx of males, that some of us might end up on a wealthy station, or be noticed by an exotic buyer. To my knowledge, this never happened at Dennys Lascelles Limited. Group staff photo at Dennys Lascelles Limited. Margaret Burn. Age 18 or 19. Jack Ganly (Margaret’s future husband). 22.The typewriter has a black painted metal frame. The top section of the typewriter consists of a cylindrical platen on a carriage featuring plated metal fittings. A curved folding paper guide sits behind the platen and moves on the horizontal axis when the user types on the keyboard. A horizontal semicircular type basket with typebar links the top section to the lower keyboard. The ink ribbon is carried between two spools on a horizontal axis, one on each side of the type-basket. At the rear, a paper tray features gold lettering which reads ‘Remington’. At the front, a four-row QWERTY keyboard is found with 42-character keys total. 'SHIFT LOCK' and 'SHIFT KEY' are to the left of the keyboard, 'BACK SPACER' and 'SHIFT KEY' to the right. All keys are circular, white with black lettering. At the top of the keyboard are five circular red keys with the numbers 1-5 displayed behind their respective keys. A Spacebar is found along the front of the keyboard. The typewriter is accompanied by a cardboard box. This box contains the original sales receipt, on blue paper with grey lead handwriting. It also contains spare parts, a spare ribbon stretched between two spools, and cleaning tools such as brushes of differing sizes. Serial Number. Engraved. "LX45395" Gold lettering. Paper tray. “Remington” Gold Lettering. Behind keyboard. “Made in Ilion, New York, U.S.A. Gold Lettering. Mirrored both sides of type-basket. “12”remington, dennys lascelles ltd, worker conditions 1930s