Showing 1963 items matching "bag"
-
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - BENNETT'S ARCADE, 1955
black and white photograph. Bennett's Arcade, south end looking nth. Boy with pushbike, back of male figure, elder lady with shopping bag, dressed in hat, jacket with flower. Male and female both wearing hats and jackets. Various items of hardware, baskets, suitcases, etc. Tiled floor. Bottom R H S U1 593-10 on back A DONEYA. Doneyplace, arcade, bendigo -
 Bendigo Historical Society Inc.
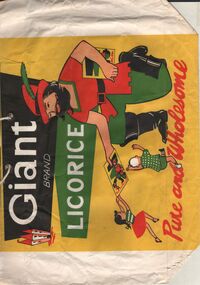
Bendigo Historical Society Inc.Ephemera - SHOWBAGS COLLECTION: GIANT BRAND LICORICE SHOWBAG
A paper showbag. A colourful bag yellow background with design and words in white, red, green and black. On top left what looks like a three towers castle, the words giant Brand Licorice at centre and on the left the picture of a giant handing a packet of licorice to two children (a boy and girl) underneath the words: pure and wholesome. The same design on both sides. There are two bags.business, retail, advertising, business advertising usually found at agricultural shows and other promotional activities -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Magazine - AILEEN AND JOHN ELLISON COLLECTION: AUSTRALIAN HOME JOURNAL 1956
Australian Home Journal from August 1st, 1956. On the cover these patterns enclosed: No.8850 lady in red dress, white hat and white gloves carrying a black bag. No. 8851 lady in blue dress with flowers pattern and white handbag. no. 9701 toddler in yellow tunic and no. 9700 toddler in pink dress. the magazine has 52 pages. Price 1 shilling.books, magazines, women's magazine -
 Bendigo Historical Society Inc.
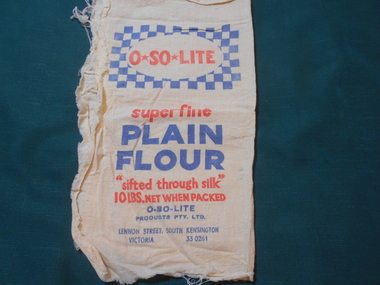
Bendigo Historical Society Inc.Textile - FLOUR BAG COLLECTION: O-SO-LITE CALICO FLOUR BAG, 1900-1950
Textiles. Calico flour bag with the following printing in red and blue with blue chequer board pattern ( 18.5 cm X 11 cm). ''O-SO-LITE. Super fine plain flour, saifted through silk, 10 lbs net when packed. O-So-Lite Products Pty. Ltd. Lennon Street, South Kensington, Victoria,3302, 61.textiles, domestic, o-so-lite flour bag -
 Bendigo Historical Society Inc.
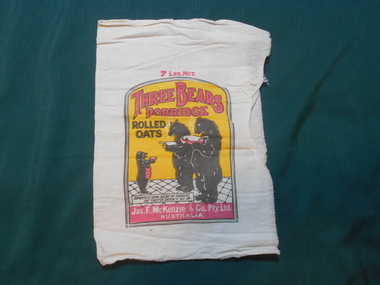
Bendigo Historical Society Inc.Textile - FLOUR BAG COLLECTION: JAS.F.MCKENZIE- ROLLED OATS, 1900-1950
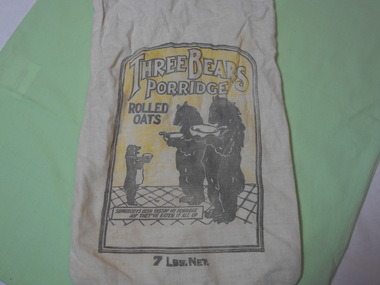
Textiles. Calico bag printed on one side, ''Three Bears Porridge'' Rolled Oats. Jas. F. McKenzie & Co. Pty.,Ltd., Australia - 7lbs net. Background picture in red, yellow and black of The Three Bears holding porridge bowls. Baby bear is crying. Printed below ''Somebody's been tastin' my porridge an' they've eaten it all up''.textiles, domestic, jas.f.mckenzie calico flour bag -
 Whitehorse Historical Society Inc.
Whitehorse Historical Society Inc.Container - Knitting Bag
Green woven knitting bag with red piping around each end panel. Two handles, three press-studs . Lined with yellow taffetta - long shallow design. possibly used for knitting or sewing. stylised leaf design textile. includes one pair of green knitting needles with black knobs. One ball of purple Azalea Crochet Knitting Wool by Patonscostume accessories, female, handcrafts, knitting -
 Bendigo Historical Society Inc.
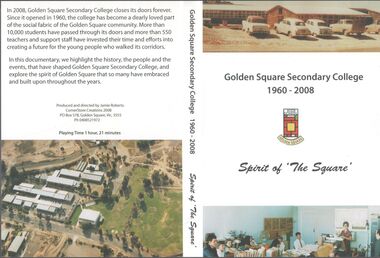
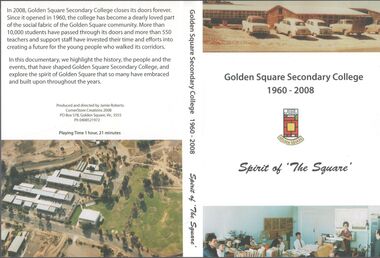
Bendigo Historical Society Inc.Photograph - Golden Square Secondary College Class and staff photographs
Plastic bag containing photographs of Golden Square Secondary College students. The year covered is 1990 classes 7B-7C-7D-7G-7H-7L-7N / 8C-8D-8G-8H-8L-8N- / 9B-9G-9M-9R-9S / 10B-10G-10M-10R Four photographs of teachers and staff and a photograph of the Colbourne concert band 1990.golden square secondary college, students' photographs -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - Golden Square Secondary College Class and staff photographs
Plastic bag containing photographs of Golden Square Secondary College students. The year covered is 1994 classes 7C-7D-7F-7G-7H / 8A-8B-8C-8D-8E / 9A-9B-9C-9D-9E-9F-9G / 10B-10C-10D-10E-10F Three photographs of teachers and staff, one photograph of the principal and vice principal.golden square secondary college, students' photographs -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - Golden Square Secondary College Class photographs
Plastic bag containing photographs of Golden Square Secondary College students. The year covered is 1999 classes 7A-7B-7C-7D-7E-7F-7G-7H / 8A-8B-8C-8D-8E-8F-8G-8H / 9A-9B-9C-9D-9E-9F-9G-9H / 10A-10B-10C-10D-10E-10F-10G-10H golden square secondary college, students' photographs -
 Beechworth RSL Sub-Branch
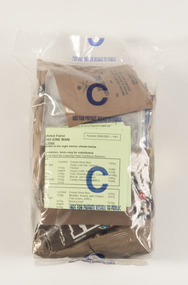
Beechworth RSL Sub-BranchEquipment - Combat Ration One Man (24 Hour), c.2006
Common every day items food used by the ADF in combat situations. This shows the combat ration one man that has been used by the ADF since the Vietnam War era. The CR1M consists of two main meals, various light snacks, sundry and beverage items. The CR1M is designed to provide the daily nutritional value to sustain a soldier over a 24 hour period. Failure to consume all food items with this period will impact upon functional energy levels due to an unbalanced nutrition intake. Excluding tea and coffee aal food items are consumable either hot or cold. It is advised to fill one cup canteen with water, immerse one 250g main meal pouch and heat for 10 - 15 minutes. For heat source use use issued hexamine stove and tablets. residual boiled water is safe and may be used for hot beverage makingCombat Ration One Man (24 hour). Sealed in a clear plastic bag with the letter 'C' printed in blue on the front (indicating that contents are menu 'C'). This pack includes small packages of supplies in various shapes and sizes, including: M and M's chocolate, potato with onion powder, sweetened condensed milk, cream spread, tea bags, safety matches and toilet paper. Front - Blue text - C / NOT FOR PRIVATE RESALE TO PUBLIC ration pack, consumables, supplies -
 Parks Victoria - Andersons Mill
Parks Victoria - Andersons MillSign - Stencil
This stencil was used on bags and possibly other packaging containing grain processed and packed at Anderson's Mill. The stencil would have indicated the destination of, or origin of the grain. Paint applied to stencil in the 1980;s for use on an interpretation display board.Rectangular, galvanised iron stencil for oat bag; small section cut away from each corner; bottom R corner cut-out and replaced with new stencil (Lettering 'Horses'), soldered on from behind main sheet. GLEN DEVON lettering surrounded by red paint, then later with blue paint.; red paint around other lettering (feed oats for racehorses)"GLEN DEVON / FEED OATS / FOR / RACE HORSES" -
 Linton and District Historical Society Inc
Linton and District Historical Society IncPhotograph, Grace Wishart and Millie Allen, 1939
The photograph was taken during Linton's centenary celebrations in 1939.Small black and white photograph which shows two women standing in a garden. The woman on the left side has long plaits, is dressed in light coloured clothing and is carrying a bag. The woman on the right is also wearing light coloured clothing but she has short, curly hair. She is holding a book under her right arm (on left side in photograph).grace bennett, grace wishart, mrs neil wishart, amelia (millie) bennett, amelia (millie) allen -
 Melbourne Tram Museum
Melbourne Tram MuseumFunctional object - Badge, Public Transport Corporation (PTC), c1980
Badge - Manufactured - brass? with gold plate finish on the rear and sides with a green and gold glazed paint finish with the Public Transport Corporation (PTC) logo and the "The Met" name and large pocket clip attached to the rear. Has the words "Senior Manager" on the lower half of the badge. Badge contained within a plastic bag. The clip has the word "LEGA MELB" stamped onto the reartrams, tramways, the met, badges, officers, ptc, public transport corporation -
 Melbourne Tram Museum
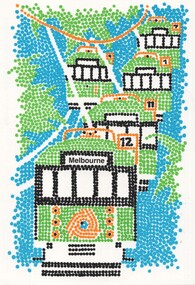
Melbourne Tram MuseumPostcard, The Met, The Met logo, c1985
Postcard - featuring a number of trams (5 No.) formed from dots, includes a The Met logo - c1985? No artist name. On the rear is a postcard layout with The Met logo and the statement "I got The Met in Melbourne..... Australia" Other items were produced using this image - including a Tee Shirt and The Met shop paper bag - see Reg Item 5832. Three copies held.trams, tramways, postcards, the met, route 12 -
 Melbourne Tram Museum
Melbourne Tram MuseumEphemera - Folder, Yarra Trams, c2014
Packet of two black plastic folders with colour printing indicating Melbourne tram routes for holding a Myki touch card and another card - produced by Yarra Trams c2014. The two folders are contained within a clear plastic bag or packed. 3rd copy added 23-12-2015 from depot holding. See also Reg item 4608 for other examples.trams, tramways, yarra trams, myki, tickets -
 Glenelg Shire Council Cultural Collection
Glenelg Shire Council Cultural CollectionFunctional object - Leather Cash Bag, early 1900s
Leather Cash Bags were generally used to transport wages and other cash between two locations. Each would have a brass plate fitted engraved with the home station or a from & to location. Cash would have been transferred from country stations to Melbourne. The lock was self-locking. Duplicate keys to the bags were held in the cashiers office Melbourne.Used at local railway station Portland for transference of cash and cheques back to the Melbourne office. The bag is an example of the how people in the remote areas of Victoria used railways and trains to transfer money, banking and other items. The railway system was used to transfer people, goods and cash between the districts of western Victoria.Brown Leather oblong shaped cash bag. Reinforced leather panel on the front with a brass name plant that has been stamped with the word 'PORTLAND'. Leather buckle at the top with eye holes for threading. Brass lock shaped like teddy bear attached. Brass tag plate. Two keys and a tag attached to a key ring that is hanging and secured with tie wire.Orange Tag - 'TRAVELLING CASH BAGS' / 'S.M. PORTLAND' Larger Key - 'HUBBAIL' 'MELBOURNE' ' P37' Smaller Key - 'PANTANT' 'LONDON' Metal Tag - 'PORTLAND' (Worn off) Lock - 'S205' ' PATANT' '120 QUEEN VICTORIA ST LONDON' ' MAKERS HER MAJESTY' '1202998' Front bottom under the plaque hand written 'MELB'portland railway, melbourne railway, trains, banking -
 National Vietnam Veterans Museum (NVVM)
National Vietnam Veterans Museum (NVVM)Manual, Royal Australian Navy, AIR Publication, Royal Australian Navy 8 1980-1986 with Aircrew notes
This manual of the AIR Publication, Royal Australian Navy 8 1980-1986 is kept in a plastic bag due the the manual missing its cover. There are four punch holes down the left hand side of the manual with a strip of tape along the left hand side.The Aircrew notes are also loose and held with the manual. The are green in colour and have two punch holes at the top.royal australian navy - technical manuals, air publication, royal australian navy, aircrew notes -
 Bendigo Military Museum
Bendigo Military MuseumAward - MEDAL SET ADM, Australian Defence Force, 2006
Medal issued to Margaret LAMBIE F 3492 W.R.A.A.C. Margaret married Peter Dodd, refer Cat No 2436.2P for his service details..1) White cardboard outer sleeve protector for .2) .2) Box set consisting of black outer colour case, white silk and black felt lined. Set in place in the black felt lining are”Australian defence Medal”, miniature “Australian Defence Medal”, “Australian Defence medal” ribbon. .3) Plastic bag with spare ribbon for large and small medal..1) On sleeve, “F 3492 M LAMBIE Army ADM/(x)6147/06”. .2) On Box in silver colour, “THE AUSTRALIAN DEFENCE MEDAL” .2) On large ADF Medal, “F3492 M LAMBIE”awards, medals, w.r.a.a.c -
 Ararat Gallery TAMA
Ararat Gallery TAMATU, Melbourne, Evening ensemble (dress and coat), c. 1965
This ensemble was not owned by Lady Barbara Grimwade unlike the rest of the garments in this collection. It was donated to the Gallery by Mrs Jessie Briggs after she became aware of the Gallery’s extensive Tu collection. Mrs Briggs (Krongold) wore this ensemble to the marriage of her son, Lionel Krongold, at the Kew Synagogue, Melbourne. To compliment this outfit, Mrs Briggs wore gold shoes and a small Italian gold bag with the gown, a pair of diamond drop earrings, gold chain with diamonds, a gold bracelet with four diamonds and a simple Omega gold watch. -
 Melton City Libraries
Melton City LibrariesPhotograph, 'Schutt and Barrie Flour Mill employees, Geelong Road West Footscray, Unknown
FORGING AHEAD City of Footscray City of Braybrook Incorporated 1959 Chaff Milling Section Interior photograph: Caption: Chaff baggers in operation Accompanying Text Schutt & Barrie Pty. Ltd. commenced operations in 1913 [Schutt]at Spotswood, but two years later a transfer was made to the present site at the corner of Geelong and Williamstown Road Footscray. The output for years past has been 100 tons of chaff a day- the largest of any mill of its kind in Australia. The firm’s “Green String” is widely known.Schutt & Barrie workmen with John Ralph Schutt and C E Barrie.local identities, agriculture -
 Melbourne Tram Museum
Melbourne Tram MuseumFunctional object - Ticket punches, "Dates & Months of the Year"
"Surburban tickets of the Victorian Railways - H K Atkinson" published 1991 notes on page 123 "Edmondson tickets issued from trams were held in small pouches in the conductor's bag and were punched with a special date punch (ie. 1 to 31) to denote the day of issue." It is thought that the month would have been used as well, otherwise people could recycle tickets for each day of the month. No punch for these yet seen by the Museum. Three envelopes of months held, two of them have not been opened and checked.Yields information VR Ticket systems.Two sets of steel punches with days and months of the year expressed in two letters. Months contained within three paper envelopes each marked "VR Elwood conductors ticket punches and Months of the Year"trams, vr trams, railways, tickets, elwood tram depot -
 Bialik College
Bialik CollegeMixed media (Sub-series) - Documents, Certificates and letters of appreciation, 1980s-2000s, c. 2000s
jnf, donations, 1990s, 2010sjnf, donations, 1990s, 2010s -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Textile - LINGERIE BAG
Textiles, lingerie or stocking bag. Cream coloured tapestry fabric on both sides. All over pulled thread work to form lattice pattern. All over cross stitch pattern on lattice with cream coloured thread. Cream coloured 5 cm gathered lace edging on four sides. 12 cm opening on one side. Lined with pink cotton fabric. Hand made.textiles, domestic, lingerie bag. -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Ephemera - AILEEN AND JOHN ELLISON COLLECTION: CALICO BAG, 1950's
Cotton calico bag. Raw edge at top. Printed yellow and blue picture on one side of the three Bears standing upright holding porridge bowls with spoons. Written above their heads "Three Bears Porridge Rolled Oats". Written near Baby Bear's feet "Somebody's been tastin' my porridge an' they've eaten it all up". Underneath the picture "7 lbs NET".manchester, furnishings, calico bag -
 Ballarat Tramway Museum
Ballarat Tramway MuseumSlide - 35mm slide/s, c1971
Yields information about the Sturt St City stop and conductors.35mm colour slide - Kodak Duplicate slide produced for the TMSV of 332 Flinders St Melbourne of trams 20 (Sebastopol) and another single trucker in Sturt St, south side, at the City Stop. A conductor is walking towards the front tram with bag and cash tin. In the background is the Town Hall, The Golden Start Chinese Cafe, Georges Milk Bar Sea Food and V. F. Gemmola.On the slide in ink "Ballarat trams, March 1972 bought at tramway. Tram finished 1971 and Historical Society." Has the TMSV Sales and address stamp.tramways, trams, sturt st, town hall, conductors, tram 20 -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPhotograph - Black & White Photograph/s, John Webster, 11/04/1953 12:00:00 AM
Yields information about the appearance of one of Ballarat's single truck trams during the mid 1950's.Black and white photograph of Ballarat No. 31 west bound in Sturt St with the Town Hall in the background. Tram has the destination of Gardens via Sturt St with a passenger boarding with a Gladstone bag. Assumed taken by W. John Webster, photograph numbering the same as Reg item 4158. Taken 11/4/1953. Image rescanned from copy neg and updated 31/5/2020.On rear in ink "CR7 11-4-53" On Negative in ink "CR 7"tramways, trams, sturt st, lydiard st, town hall, tram 31 -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPhotograph - Black & White Photograph/s, c1912
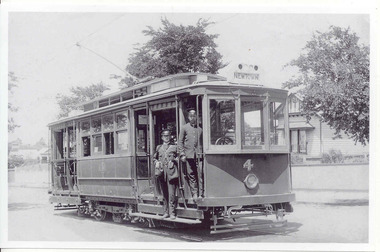
Yields information about Ryrie St Geelong, soon after the opening of the Geelong system and tram No. 7, Yields information about Ryrie St Geelong, soon after the opening of the Geelong system and tram No. 7Black and White Photograph of Geelong No.4 at the time of the opening of the Geelong tramways 1912, at Newtown with two crew members - driver / motorman George Winstanley and a conductor with bag and other equipment. Note the trailer tow bar coupler arrangement shown in detail on the photograph. Can see the fares notice inside the tram above the window. Printed on Canon hyper photo paper. Two copies held.In hand writing on the rear "15)" in top left hand corner. In the body of the photograph "Newtown Geelong Tramways, Geelong 1912, copy from print in the David O'Neil collection. Motorman: George Winstanley. trams, tramways, geelong, newtown, new trams, mesco, tram 4 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Mixed media - Golden Square Secondary College Class and staff photographs
Plastic bag containing photographs of Golden Square Secondary College students. The year covered is 1997 classes 7A-7B-7C-7D-7E-7F-7G-7H / 8A-8B-8C-8D-8E-8F-8G-8H / 9A-9B-9C-9D-9E-9F-9G / 10A-10B-10C-10D-10E-10F-10G Six photographs of teachers and staff.golden square secondary college, students' photographs, teachers and staff -
 Parks Victoria - Andersons Mill
Parks Victoria - Andersons MillSign - Stencil
This stencil was used on bags and possibly other packaging containing grain processed and packed at Anderson's Mill. The stencil would have indicated the destination of, or origin of the grain.(approx) Rectangular metal stencil for oat or flour bag; rectangular section has been cut away from top LH corner, triangular section has been cut away from top RH corner; significant surface rusting; one letter of the stencil marking (letter R) has been covered over with a rectangular metal piece soldered onto stencil surface."SGC (R) / PORT SWETTENHAM" -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncFunctional object - Hand operated seed broadcaster
Seed broadcaster were used to distribute seed across a small area or to fill in patches where seeding has been missed. This method does not ensure a uniform distribution of seeds unless the person using the machine walks at a very measured pace. It also requires a lot of time and manual labour if used in larger areas. It was most used for planting cover crops, grains, grasses and similar plants that do not need to be in neat rows. The hand-crank broadcast seed spreader was invented in 1868 by Samuel S. Speicher (aka. Spyker) in Indiana, USA. By 1955 new developments included the invention of a seed broadcaster on wheels and these smaller spreaders started to disappear.This item is representative of agricultural machinery used on a local, national and international level in the late 19th and early 20th century.A metal hand seed broadcaster. A hopper at the top was the receptacle for seed. The wheel with a handle on the side when turned drives the cogs attached to an axle. This action rotates the attached spindle with blades to propel seed out the front of the broadcaster. The broadcaster would have had a shoulder strap and a bag of seed would have been added to the hopper and secured with twine through the holes around the top.agricultural tools, farm machinery