Showing 244 items matching "cones"
-
 Ballarat Heritage Services
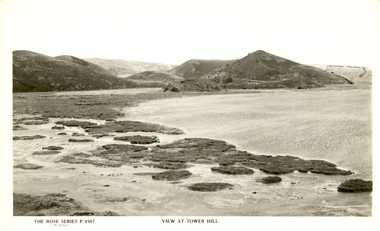
Ballarat Heritage ServicesPhotograph - Colour, Tower Hill, 2016, 31/12/2016
Tower Hill is a volcanic formation believed to have erupted about 32,000 years ago. Its formation is known as a "nested maar" and it is the largest example of its type in Victoria. During formation, molten lava pushed its way up through the Earth’s crust and encountered a layer of water-bearing rock. Violent explosions followed creating a shallow crater which later filled with water to form the lake. Further eruptions occurred in the centre of this crater, creating the islands and cone shaped hills. In 1892 Tower Hill became Victoria’s first National Park. In 1961, Tower Hill became a State Game Reserve under the then Fisheries and Wildlife Department and a major re-vegetation program began. (https://www.towerhill.org.au/index.php/about-reserve/history, accessed 23 December 2019)A number of photographs taken at Tower Hill, including the lakes, volcanic ash layer, and koala.tower hill, ash layer, volcano -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Image, Tower Hill, Victoria, c1918, c1918
Tower Hill is a volcanic formation believed to have erupted about 32,000 years ago. Its formation is known as a "nested maar" and it is the largest example of its type in Victoria. During formation, molten lava pushed its way up through the Earth’s crust and encountered a layer of water-bearing rock. Violent explosions followed creating a shallow crater which later filled with water to form the lake. Further eruptions occurred in the centre of this crater, creating the islands and cone shaped hills. In 1892 Tower Hill became Victoria’s first National Park. In 1961, Tower Hill became a State Game Reserve under the then Fisheries and Wildlife Department and a major re-vegetation program began. (https://www.towerhill.org.au/index.php/about-reserve/history, accessed 23 December 2019)Black and white image of Tower Hill, near Koroit, Victoria.tower hill, volcano, crater -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Colour photograph, Tower Hill, 2016, 23/12/2015
Tower Hill is a volcanic formation believed to have erupted about 32,000 years ago. Its formation is known as a "nested maar" and it is the largest example of its type in Victoria. During formation, molten lava pushed its way up through the Earth’s crust and encountered a layer of water-bearing rock. Violent explosions followed creating a shallow crater which later filled with water to form the lake. Further eruptions occurred in the centre of this crater, creating the islands and cone shaped hills. In 1892 Tower Hill became Victoria’s first National Park. In 1961, Tower Hill became a State Game Reserve under the then Fisheries and Wildlife Department and a major re-vegetation program began. (https://www.towerhill.org.au/index.php/about-reserve/history, accessed 23 December 2019)Panaramic view of Tower Hill, Victoria.tower hill, volcano, crater -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Photograph - Black and White, Tower Hill, Victoria
Tower Hill is a volcanic formation believed to have erupted about 32,000 years ago. Its formation is known as a "nested maar" and it is the largest example of its type in Victoria. During formation, molten lava pushed its way up through the Earth’s crust and encountered a layer of water-bearing rock. Violent explosions followed creating a shallow crater which later filled with water to form the lake. Further eruptions occurred in the centre of this crater, creating the islands and cone shaped hills. In 1892 Tower Hill became Victoria’s first National Park. In 1961, Tower Hill became a State Game Reserve under the then Fisheries and Wildlife Department and a major re-vegetation program began. (https://www.towerhill.org.au/index.php/about-reserve/history, accessed 23 December 2019)Black and white photograph of Tower Hill devoid of trees.tower hill, crossley, volcano -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Colour, Volcanic Crater at Tower Hill, 2017, 2017
Tower Hill is a volcanic formation believed to have erupted about 32,000 years ago. Its formation is known as a "nested maar" and it is the largest example of its type in Victoria. During formation, molten lava pushed its way up through the Earth’s crust and encountered a layer of water-bearing rock. Violent explosions followed creating a shallow crater which later filled with water to form the lake. Further eruptions occurred in the centre of this crater, creating the islands and cone shaped hills. In 1892 Tower Hill became Victoria’s first National Park. In 1961, Tower Hill became a State Game Reserve under the then Fisheries and Wildlife Department and a major re-vegetation program began. (https://www.towerhill.org.au/index.php/about-reserve/history, accessed 23 December 2019)Colour photographs of a lake in a volcanic crater at Tower Hill, Victoria. volcano, crater, lake, tower hill -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Colour photograph, Tower Hill, 2022, 24/12/2022
Tower Hill is a volcanic formation believed to have erupted about 32,000 years ago. Its formation is known as a "nested maar" and it is the largest example of its type in Victoria. During formation, molten lava pushed its way up through the Earth’s crust and encountered a layer of water-bearing rock. Violent explosions followed creating a shallow crater which later filled with water to form the lake. Further eruptions occurred in the centre of this crater, creating the islands and cone shaped hills. In 1892 Tower Hill became Victoria’s first National Park. In 1961, Tower Hill became a State Game Reserve under the then Fisheries and Wildlife Department and a major re-vegetation program began. (https://www.towerhill.org.au/index.php/about-reserve/history, accessed 23 December 2019)Panaramic view of Tower Hill, Victoria.tower hill, volcano, crater -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Marlin Spike, Unknown possibly washed up from a wreck late 19th century
A marlinspike is a tool used in marine rope work it is shaped in the form of a polished metal cone tapered to a rounded or flattened point, it is used in such tasks as unlaying rope for splicing or untying knots. For drawing a marline tight and using a marlinspike hitch as well as for joining toggle ropes under tension in a belaying pin splice. Most marlin spikes are 15–30 cm long, but may reach 61 cm and more for working heavy cables and ropes. They are usually made from iron or steel, whereas fids, similar in shape and function, are formed from wood or bone. The marlinspike may be a separate tool or as an item on a pocket knife. Sailors who become proficient at knot tying, splicing, and sewing using the marlinspike are said to have mastered marlinespike seamanship, earning them the right to be known as marlin spikes or marlinspike seamen.A tool still very much in use today wherever a rope or cable requires joining, splicing etc the marlin spike tool design has not changed since first invented centuries ago as a sailors tool to splice and make repairs to ropes and cables on board a ship. This item gives a snapshot into the life sailors have on board sailing vessels past and present. Marlin Spike made of solid steel. Handle is bulbous and spike end is rounded.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, marlin spike -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Fruit Press, 1890-1900
The fruit juice or lemon squeezer is a small kitchen utensil designed to extract juice from lemons or other citrus fruit such as oranges, grapefruit, or lime. It is designed to separate and crush the pulp of the fruit in a way that is easy to operate. Lemon squeezers can be made from any solid, acid-resistant material, such as plastic, glass, metal (usually aluminum) or ceramic. The oldest known lemon squeezers were found in Kütahya, Turkey and date to the first quarter of the 18th century. These ceramic presses are in the traditional style of Turkish pottery of the 18th century and have a superficial resemblance to today's press equipment with cones, though they are designed differently. These examples were individually made, and specially designed for making the then popular citrus drink sorbet. Lemons are not native to northern Turkey, though during the 17th and 18th centuries they were imported in bulk to Constantinople.The fruit juice press is an example of early 20th century kitchen utensils and is not associated with an historical event, person or place, provenance is unable to be determined at this time and the item is believed to have been made around 1900. This item is currently being used in Flagstaffs Hill village display and regarded as significant as it demonstrates domestic kitchen utensils used around the turn of the 19th century and today is a collectable item. Vintage lemon/citrus fruits squeezer cast iron juicer with two sections hinged together strainer on one section has holes for letting liquid escape.Noneflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, flagstaff hill maritime village, great ocean road, food press, food preparation, fruit juice press, kitchen utensil -
 Trafalgar Holden Museum
Trafalgar Holden MuseumVehicle - FJ Holden
The FJ came along after five years of producing the 48-215 (FX) and was basically the same car with a few minor alterations to the body. Minor alterations introduced that year. The vertical grille was replaced by an elegant finned and detailed version, and the new chrome cone shaped hubcaps looked the part. There were new bright metal body decorations, 5.90 x 15 tyres, new bumpers and wonderful new chrome fins placed on the rear mudguards. And at last the Holden could be seriously optioned. For example, the 'Special' featured armrests, deluxe leather seat trim, front door courtesy switches, chrome instrument surrounds, black knobs with chrome inserts, dash facia grille extending to the glovebox, rear passenger assist straps, window winders, a cigarette lighter and (for the first time) came in a two-tone finish. The first Holden to be exported to New Zealand, 327 were shipped.Has two tone grey finish , four door sedan, tail fin mounted reflectors on each rear mud guard.Holden specialvehicle, holden, 1953, car -
 Linton and District Historical Society Inc
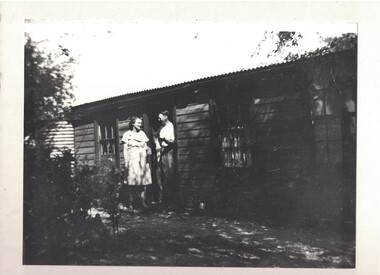
Linton and District Historical Society IncPhotograph, Joe Reidy and Stella Pearse, undated
The house is identified in the early LDHS index to photographs as being "Joe and Stella Reidy's home on Geelong Road" (Geelong Road now called Linton-Naringhil Road). Joe Reidy and Stella Pearse married in 1938. Information provided in 2025: "Joe and Stella out the back of their house. It has a flat roof on the back verandah and a normal peaked roof on the house. The house is on Naringhil Rd opposite side of road to Linton Park and back towards Linton. It used to have a foot bridge over the small creek, but now it has a pipe and driveway. At the back of the house is an old dairy where Joe would milk the cows morning and night after working the day for the Shire. The small foot bridge had decorative pine cones along it. Lovely garden etc. Joe was also Captain of the fire brigade for a long time." Enlarged black and white copy of original photograph, which has been mounted on white card. The photograph shows a young woman and young man standing outside a timber cottage. On card attached to bottom of photograph: "Joe Reidy and Stella Pearse (Mick Chung was born in this house.)"joe reidy, stella reidy nee pearse -
 Eltham District Historical Society Inc
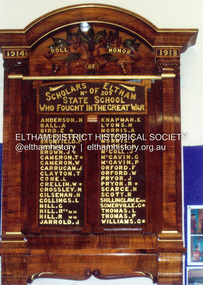
Eltham District Historical Society IncPhotograph, Doug Orford, 1914-1918 Roll of Honour Board, Eltham State School No. 209, c.2000
1914-1918 Roll of Honour board located at Eltham Primary School Scholars of Eltham No. 209 State School Who Fought In The Great War Anderson, H. Ball, A. Bird, E. * Bromfield, C. * Bromfield, P. Brown, G. * Brown, J. * Cameron, T. * Cameron, W. Carrucan, J. Clayton, T. Cone, L. Crellin, W. * Crossley, N. Gilsenan, H. Gollings, L. Hill, G. Hill, Reg MM Hill, R. MM Jarrold, J. Knapman, E. Lyons, M. Morris, A. Morris, C. Morris, F. Morris, H. McColl, J. McGavin, G. McGavin, P. Orford, F. Orford, W. Pryor, J. Pryor, R. * Scarce, H. Scott, R. Shillinglaw, E. MM Somerville, G. * Thomas, L. Thomas, P. Williams, G. * * - Paid the ultimate sacrifice for their country MM - Awarded the Military Medal1918, a. ball, a. morris, aif, c. bromfield, c. morris, e. bird, e. knapman, e. shillinglaw mm, eltham state school no. 209, f. morris, f. orford, first world war, g. brown, g. hill, g. mcgavin, g. somerville, g. williams, great war, h. anderson, h. gilsenan, h. morris, h. scarce, honour board, honour roll, j. brown, j. carrucan, j. jarrold, j. mccoll, j. pryor, l. cone, l. gollings, l. thomas, m. lyons, n. crossley, p. bromfield, p. mcgavin, p. thomas, r. hill mm, r. pryor, r. scott, reg hill mm, roll of honour, t. cameron, t. clayton, w. cameron, w. crellin, w. orford, ww1, eltham primary school -
 Mortlake and District Historical Society
Mortlake and District Historical SocietyLone Pine
This pine tree (Allepo Pine, Pinus halepensis) a native of the Gallipoli Peninisula (Gelibolu, Turkey), was grown from a cutting obtained from the War Memorial Canberra and planted in the Mortlake Botanic Gardens in 2002. It replaces the original which grew outside the Mortlake RSL Hall which blew down in a storm c.2000. That tree (Allepo brutius)came from 'the original on Gallipoli' and was planted to commemorate 'fallen comrades' in 'the Jubilee year 1965.' However, two soldiers first brought home pine cones direct from that fateful battlefield. . One was Sgt. Keith McDowell of the 24th Btn. His aunt, Mrs. Emma Gray of Grassmere (Vic.) planted the seeds c. 1928 and four seedlings resulted. One was planted in Wattle Park, Melbourne, one at the Shrine of Remembrance, one at the Soldier's Memorial Hall at The Sisters (c.15 km. south of Mortlake) and one at the Warrnambool Botanic Gardens. The First World War (or 'Great War') and in particular the battle for the Gallipoli Peninsula is of immense national significance. Lone Pine or Plateau 400 was the scene of a major offensive on August 6th 1915. All the trees on the ridge at this point were cut down but one, which was dominated by the 'Lone Pine'. In three days of fighting more than 2,000 Australians lost their lives and seven Victoria Crosses were won. Two Australian soldiers souvenired pine cones - one was brought back to Victoria (see above). Many young men from Mortlake and district volunteered to fight in the Great War and the presence of this tree in our Gardens reminds us all of the local as well as the national sacrifice.l pine tree Small plaque on railing western side. gallipoli, lone pine first world war great war mcdowell, keith -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Fossil Leaves
A fossil refers to any remains or traces of past life that are preserved in the rock. It could be remains of plants or animals. Fossil leaves are commonly found on different types of rocks. These fossils can go as far back as the Triassic Age just like the series of fossil plants collected at Denmark Hill, Ipswich in Queensland. Fossils leaves are formed when dead plants get buried by sediments like mud, sand, or volcanic ash. Often, it gets detached cleanly from stems along a special layer of weak cells, then twigs, and, less commonly, cones of conifers and fruits and seeds of flowering plants. Over time, the leaves or pieces of leaves get buried by more sediments and eventually gets 'lithified' or hardened into a rock. Erosions and mining can cause the rocks to break and reveal the fossils buried in it. Fossilisation frequently takes place at sites in the lowlands where deposits of clay, silt, sand are found. This is usually due to weathering and erosion of rocks. Fossil leaves can provide information about ancient Australia's way of living. It contributes to Victorian biodiversity records and its botanical collections. It also contributes information on the geographical profile of Victoria as fossilisation usually occur at estuaries and deltas of rivers, river flood plains, ponds and lakes. This specimen is part of a larger collection of geological and mineral specimens collected from around Australia (and some parts of the world) and donated to the Burke Museum between 1868-1880. A large percentage of these specimens were collected in Victoria as part of the Geological Survey of Victoria that begun in 1852 (in response to the Gold Rush) to study and map the geology of Victoria. Collecting geological specimens was an important part of mapping and understanding the scientific makeup of the earth. Many of these specimens were sent to research and collecting organisations across Australia, including the Burke Museum, to educate and encourage further study.Piece of light brown rock with fossilised leaves in shades of golden yellow and brown.Existing label: Fossil Leaves / Locality unknown / might be worth checking if this is Glossopteris, a Permian age plant. / C. William 16/4/21 geological specimen, geology, geology collection, burke museum, beechworth, fossil leaves, fossilization, 1868 geological survey of victoria, lithified, rocks, fossilised leaf, rock, fossils, leaves -
 Eltham District Historical Society Inc
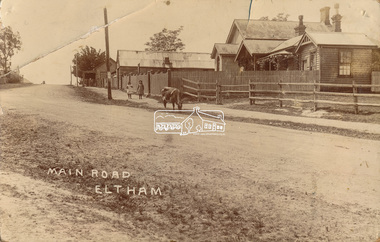
Eltham District Historical Society IncPhotograph, J.H. Clark (poss), Main Road, Eltham, c.1910
Original photo from a scrapbook belonging to Heather Jenkins (nee Cone) who lived as a child in the Police Residence at 728 Main Road, Eltham from 1911 to the early 1920s. (Reported in Newsletter No. 98, Sept., 1994). View looking north up Policeman’s Hill across Main Road towards the Police Station, Police Residence and Courthouse, c.1910 prior to Brougham Street being made. The two rails / gap in the fence would be where Brougham Street now enters Main Road. Also visible are Knapman's Forge adjacent to Courthouse and E.J. Andrew's Store on top of the hill At the upper left can be seen the front of the Evelyn Hotel. On the opposite corner was Watsons Hotel. E.J. Andrew's store with its verandah was on the corner of Franklin Street. Behind the picket fence stands the 1860 Court House and Police residence with the weatherboard clad Police office. The enclosed fence is now the end of Brougham Street, opened to Bible Street in 1926. The Evelyn Hotel (formerly Fountain of Friendship) burnt down in the 1930s when it was being used as a boarding house since 1919. A cow is feeding on the grass verge in street. The photo is identified in white lettering typical of the style of Clark Bros., photographers of Windsor, Melbourne (1894-1914). One of the brothers, John Henry Clark, took many early photos around Little Eltham and moved to Eltham in 1916 where he lived at the bottom of the hill. Typically, he would add “J.H. Clark Photo” to his personal work, but this is not evident. There is however some ghost writing, a cheeky inscription in small white lettering in the grass verge in front of where Brougham Street is, which appears to state: “Heather or Hannah was here”. Perhaps J.H. Clark took the photo during a trip to Eltham and gifted it some years later after moving there as a gift to a young Heather Cone. The Police Station sign: E vii R ELTHAM POLICE STATION HEIDELBERG DISTRICT Edward VII ascended the throne in 1901 and died 6 May 1910. He was succeeded by George V.Heather Cone was the daughter of Constable John Thomas Cone (Badge 3935) the local police officer in residence at Eltham, 1 May 1911 to 9 July 1922. Heather McKnight Jenkins (nee Cone) was born 1911, possibly at the Eltham Police Residence and spent her childhood growing up in the Police Residence. Heather was the daughter of John Thomas Cone, Police Constable, and Charlotte Helena Cone (nee Black) who had married in 1906. Constable Cone was transferred to Eltham Police Station from Lauriston (near Kyneton) in May 1911. He retired from the force around September 1922 most likely as a result of significant health concerns experienced earlier that year from 22 April when he was hospitalised. He died 5 October 1922 at Maria Street at age 60 leaving behind a widow and two daughters; his son having pre-deceased him as a result of effects of the war. He is buried in Melbourne General Cemetery . In his probate it states that he owned a piece of land 200 links frontage to Maria Street and a depth of 241 links. It is believed that this is the land opposite the Police Station which Heather Jenkins referred to as being owned by her father and where he agisted the Police horses. Heather, her sister and mother Charlotte remained in Eltham until at least the 1924 Electoral Roll where Charlotte was listed as Home Duties however by 1925 she was listed at 229 Glenferrie Road, Malvern, occupation, Registrar of Births. In the 1934 (and 1936) Electoral Roll, Heather was a Clerk and her mother Charlotte was the Registrar of Births. in 1952 following her mother’s death she made application for Grant of Probate. Heather remains listed in the 1954 Electoral Roll at 13 Ashburton Road under her maiden name Cone however by the 1963 Electoral Roll she is listed at the same address as Heather McKnight Jenkins long with James Gardiner Jenkins. Neither appear listed in the 1958 Electoral Roll. James Gardiner Jenkins (1892-1975) first wife was Fanny Davison Carrucan (1899-1929), daughter of Denis Carrucan and Jane (nee McAleese). They married in 1925. Fanny died 11 November 1929. In the 1934 Electoral Roll he remained listed at John Street, Eltham, Railway Employee however by 1935 Electoral Roll, James Gardiner Jenkins, Railway Employee, was listed at 229 Glenferrie Road, Malvern and he remained living with Charlotte and Heather Cone when they moved to 13 Ashburton Road, Glen Iris. One of Constable Cone’s first investigations upon arriving in Eltham was the accidental fatal shooting in the head with a pea rifle by young Francis August Capewell, aged 11, of John Sutcliffe Deegan, 14, in Maria Street near the Railway. Constable Cone’s replacement was Constable William Charles Sargeant who commenced in charge of the Eltham Police Station from Thursday, 10 August 1922. Constable William Charles Sargeant, and his wife Elizabeth Agnes Sargeant were based at the Eltham Police Station until his transfer to the Police Station in Burwood Road, Hawthorn. He retired at Hawthorn Police Station in 1931, described by Hawthorn Council in 1927 as in a disgraceful condition and unfit for human habitation (Kathryn Griffin family tree – Ancestry) whereupon they moved to 28 Saunders Street, Coburg. Elizabeth died 16 July 1936 in Fitzroy. William then moved to 6 Queen Street Coburg in 1936 and then 1 Queen Street in 1942 where he died 7 August 1944. He is buried at Fawkner Cemetery.Sepia postcard photo glued on a brown paper scrapbook page (torn from scrapbook) along with 8 other black and white/sepia photos of varying sizes, 1 newspaper clipping and handwritten captions in ink.brougham street, constable w.c. sargeant, courthouse, cow, eltham, knapmans forge, little eltham, local history centre, main road, maria street, police residence, police station, policeman's hill, scrapbook, w.b. andrew corn store, j.h. clark photo, andrews store, heather jenkins (nee cone), clark bros. photo -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Digital photographs, L.J. Gervasoni, Snow at the Wombat Hill Botanic Gardens, Daylesford, c2012-2016
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, )Digital imagesdaylesford, snow, weather, climate, winter, daylesford botanic gardens, botanic gardens, wombat hill, wombat hill botanic gardens, pinetum, trees, reservoir -
 Ballarat Heritage Services
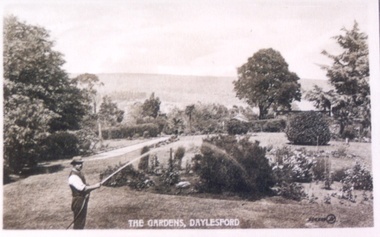
Ballarat Heritage ServicesPhotograph - Postcard, Wombat Hill Gardens, Daylesford
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, )Black and white postcard of Wombat Hill Botanical Gardens, Daylesford.wombat hill botanical gardens, daylesford, gardener, wombat hill botanic gardens -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Digital photographs, L.J. Gervasoni, Wombat Hill Botanic Gardens 150 anniversary event Daylesford community event, 2013
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, )Digital imagesvictoria, 150, anniversary, botanic, gardens, wombat hill, botanic gardens, heritage, celebration, garden party, daylesford, people, crowd, community, john hawker, john madigan, stilt, trees, owls, wombat hill botanic gardens -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - digital photographs, Lisa Gervasoni, Wombat Hill, Daylesford, c2006-2016
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, )Colour photograph of Wombat Hill Botanical Gardens, Daylesford.heritage, daylesford, townscape, wombat hill, wombat hill botanical gardens, wombat hill botanic gardens -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Digital photographs, L.J. Gervasoni, Wombat Hill in the Fog, c2015
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, )Black and white photograph of a treed landscape covered with fog. The trees are in the Daylesford Botanical Gardens on Wombat Hill.wombat hill botanic gardens, wombat hill, daylesford, daylesford botanic gardens, fog, weather, arboretum -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Photograph - Colour, Clare Gervasoni, Wombat Botanic Gardens, Daylesford, 2019, 23/04/2019
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, )A tree in the Wombat Hill Gardens.wombat botanical gardens, daylesford botanical gardens, daylesford, trees, wombat hill botanic gardens -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Photograph - Colour, Clare Gervasoni, Wombat Botanic Gardens, Daylesford, 2019, 23/04/2019
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, 2025)An avenue of trees in the Wombat Hill Gardens. wombat botanical gardens, daylesford botanical gardens, daylesford, trees -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Photograph - Colour, Clare Gervasoni, Wombat Botanic Gardens, Daylesford, 2019, 23/04/2019
The Daylesford Botanic Gardens are of historic, scientific (botanic), and aesthetic significance to the State of Victoria. The Daylesford Botanic Gardens are historically significant as a fine example of a regional botanic garden demonstrating the typical characteristics of a carriage drive, informal park layout, decorative structures and works such as the memorial tower, conservatory, rotunda, cascade and fernery, which contrasts with the open lawns planted with specimen trees, areas of intensive horticultural interest and close proximity to a township developed during the mid to late nineteenth century. The Daylesford Botanic Gardens are historically significant for the design input by noted landscape designer William Sangster, and for the survival of his 1884 plan, which is a rare example of a plan from this prolific garden designer. The Daylesford Botanic Gardens are of scientific (botanic) significance for the extensive conifer collection and cool climate plants. The Gardens contain an outstanding collection of conifers and other mature trees, many of which were donated by renowned botanist Ferdinand von Mueller. Significant trees include Pinus ponderosa (Western Yellow Pine), Pinus coulteri (Big Cone Pine), twoAbies nordmanniana (Caucasian Fir), Abies pinsapo, (Spanish Fir) and a Cedrus atlantica f. glauca(Blue Atlas Cedar), Pinus wallichiana (Bhutan Pine), Pinus pinaster (Maritime Pine), Sequoiadendron giganteum (Giant Redwood), (Monkey Puzzle) and Aesculus hippocastanum (Horse Chestnut), many the largest or finest examples in Victoria. Other outstanding trees include a Tilia cordata (Small-leaved European Linden), a row of Cupressus lusitanica (Mexican cypress), a Quercus robur (English Oak) planted in 1863, avenues of Dutch Elms and a rare Quercus leucotrichophora (Himalayan Oak). The Daylesford Botanic Gardens are of aesthetic significance as a rare example of a botanic garden spectacularly sited on an extinct volcanic cone which allows a panoramic view, aided by the 1938 Pioneers’ Memorial Tower, as well as vistas within and out of the gardens and from the township to the gardens. As the most prominent local landmark, the Garden’s vertical dominance in the landscape provides a dark contrast to the elms avenues, oaks and other deciduous species. (Heritage Victoria Register, 2025)A large tree in the Wombat Gardens. wombat botanical gardens, daylesford botanical gardens, daylesford, trees, lisa gervasoni, wombat botanic gardens -
 Shepparton RSL Sub Branch
Shepparton RSL Sub BranchBinoculars
These binoculars appear to have been made for use by service personnel, carrying a broad arrow symbol on the barrel. The inscriptions "MG" may indicate the manufacturer or initials of the owner. The service number 48582 may indicate that the pair was owned by Lionel James O'Dempsey, a Victorian who served as a Lance Sergeant with the 3 Light Anti Aircraft Regiment during the Second World War.Brass binoculars with cotton cord acting as strap, fastened via a knot on one side of a small loop cast into the side of the barrel. Two cone shaped barrels with circular convex glass disc on each wide end. Each barrel joined together via a joint platform approximately halfway and 9/10ths of the way up the binoculars. Binoculars can change shape by barrels swivelling on a central pin. Binoculars also zoom in and out (i.e. barrel reduces and expands) due to grooved dial in centre of pin. One eye piece missing on left side, right side intact but able to be unscrewed. Barrels are tinted green from copper corrosion and retractable barrel sections have black colouring in parts.Inscribed on centre platform between eye pieces "M G", in the direction of the wearer. On top of adjustable barrels: "[broad arrow] (right side)", "Mk VSP-/48582"second world war, worl war two, world war ii, binoculars, looking glass, surveillance -
 Seaworks Maritime Museum
Seaworks Maritime MuseumEmergency kit Display board
Board displaying 22 items. Items appear to be related to rescue and may belong together in a kit. Items are canvas, line and floatable, torch, Survival at Sea book (Transport and Communication), Pains-Wessex Flare, 3 1/2 C jug, Seven Oceans Drinking water sachet, plastic bags, Marine Lifesaving rations, whistle, rubber item, table spoon measurement cup, can opener, can of Drinking Water (S-HP Foods LTD), sponge, Emergency Repair kit, two foam cones, pump, Ultraplast elastic adhesive dreessing, Quick WELLS tablets, Fishing tackle, Fluorescent oragne tarp, associated photograph of ten people in a life boat. Many items are screwed onto the board.resuce kit -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Clothing - MAGGIE BARBER COLLECTION: PINK SILK DRAWSTRING BAG, Late 1880's
Clothing. Pink silk satin drawstring bag, with a sheer pink organza overlay. A 1 cm wide silk ''drawstring'' passes through eight 1.3 cm diameter plastic rings, sewn inside the bag, 4.5 cm from the top, creating a 4.5 cm frill when closed. The top edge of this frill, is decorated with cm long glass beads and tiny round glass beads. The lower edge of the bag is gathered in tightly, and a silk tassell, decorated at the head, with tiny red, dark and light blue, and white beads. The tassell falls from a thread covered cone shape, 2.3 cm long, and decorated with yellow, red, blue and white beads. The inside of the bag is lined with silk organza.costume accessories, female, pink silk drawstring bag -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPhotograph - Digital image, Mal Rowe, 29/06/1968 12:00:00 AM
Yields information about the purported achievement of tram 27 reaching 1,000,000 miles and the TMSV Tour, and the Mt Pleasant terminus.Digital image of a Black and white photograph of Tram 27 at the Mt Pleasant terminus, Barkly and Cobden St during the celebrations of the tram completing its "millionth" mile in Ballarat on Saturday 29 June 1968 In the background is the milk bar with a Peters Ice Cream cone, adverts for Four'N Twenty Pies, Vincent's Headache powders, Briquettes and Phoenix Strawberry Mallows. Tram showing "Special", has banner "This tram has just completed 1,000,000 (million) miles in Ballarat" on the front of the tram during the TMSV Celebratory tour. See also Reg Items 1878 and 7990 to 7995 for other photos of the day by Mal Rowe. Note: A review of the tram car mileages by Dave Macartney, showed that it was actually 900,000, due to a carryover error.trams, tramways, tmsv, million miles, mt pleasant, barkly st, tram 27 -
 Ballarat Tramway Museum
Ballarat Tramway MuseumSlide - 27 mm sq slide/s set of 6, Lilian Butler, Tram No. 38 at the Victoria St terminus, Aug. 1971
Yields information about the streetscapes of Ballarat on the Gardens to Victoria St route and in particular buildings and people that crewed the trams.Set of six Colour 27 x 27 mm slide in a Kodachrome cardboard mount. .1 - Tram No. 38 at the Victoria St terminus, with the destination of Gardens via Sturt St West. Note the red traffic cone in the overhead by the trolley wheel positioning location device. .2 - crew of No. 30 by the tram - R. Knight (57) and Conductor W. Nancarrow (8) .3 - No. 30 at Gardens Loop .4 - as for .2 - see Also Reg item 6455. .5 - view from tram at intersection of Wendouree Parade and MacArthur St, View Point. .6 - view of trackwork at intersection of Drummond and Sturt Streets with the Southern Cross Hotel in the background. Slide mount date August 1971. Photo from the collection of Lilian Butler.ballarat, tramways, trams, victoria st, crews, gardens loop, view point, hospital corner, tram 30 -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPamphlet, State Electricity Commission of Victoria (SECV), "Overhead Line Material", Jun. 1937
Yields information about equipment made for Overhead tramway range and materials used and how correspondence was exchanged with the SEC via the Agent General.4914.1 - Letter from The Forest City Electric Co. Limited of Manchester 23/6/1937, to the Agent General for Victoria and the SEC, notifying that they have included within the shipment free of charge, three sample insulators and booklet 15.2. 4914.2 - Booklet or Sheet 15.2, titled "Overhead Line Material" comprising 12 pages showing details of porcelain insulators available from The Forest City Electric Co., and other associated equipment, including cap and cone suspensions, wood strain insulators, Giant Strain Insulators, overhead frogs, crossings, bonding compressors and contactors. Each sheet had three staples on left hand side and two punch holes. There were removed for scanning and have not been replaced.trams, tramways, overhead, forest city signals, insulation, trackwork, trolley wire -
 Melbourne Legacy
Melbourne LegacyPhotograph, Tree Plaques, 1988
Photos of plaques at the base of trees at the Shrine of Remembrance. One is of the Lone Pine planted from by Legacy from the seeds of a cone from Gallipoli and planted by Legatee Stan Savige in 1933 in remembrance of fallen comrades of the 24th Battalion. The plaque is in the form of the red and white diamond badge of the 24th Battalion. This tree had to be removed in 2012 due to its age had led to safety concerns. Also a plaque from the Olive tree of peace planted by Legatee Frank Doolan in 1973 which was the 50th anniversary of Legacy. Other trees were for Netherlands' Service Personnel, and the 18th squadron NEI-RAAF Forces Association, and the fallen comrades of the RAAF Beaufort squadrons. There is also a tree for the 'Carry On' Club of Victoria. These photos were taken at the same time as views of the Legacy Garden and photos of the man and donkey statue at the Shrine of Remembrance. Believed to be late 1980s when the garden was renamed for Legacy, and before 1998 when the statue of the Widow and Children was installed. Photos were in a scrapbook of photos spanning 1983 to 1991.A record of trees at the Shrine.Colour photo x 5 of plaques at the base of trees planted at the Shrine of Remembrance.Printed on reverse 'shrine of remembrance, memorial -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
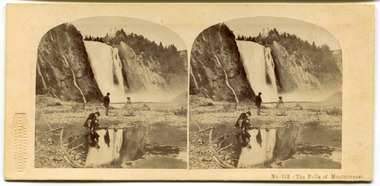
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Leisure object - Stereograph card, The Falls of Montmorenci, Quebec, 1908
The London Stereoscopic and Photographic Company began in 1854 as the London Stereoscope Company (LSC), from 1856 was known as the London Stereoscopic Company, and from May 1859 as the London Stereoscopic and Photographic Company.This card is from the collection of a pioneer family of the City of Moorabbin.Stereograph Card manufactured by 'The London Stereoscopic Company' 54 Cheapside - black and whiteThe Falls of Montmorenci, near Qubec, Canada "These beautiful falls are eight miles distant from Quebec, on the Montmorenci river and situated at a point where the river is sixty feet wide. The descent of the torrent is 250 feet higher than those of Niagra, but only about fifty feet in width. The effect of the view of these falls upon the beholder is most delightful. The river at some distance seems suspended in the air, in a sheet of billowy foam. The water which first breaks over the ledge in on sheet is more and more divided as it plunges against the successive layers of rock, which it almost completely veils from view; the spray becomes very delicate and abundant, from top to bottom, hanging over, and revolving round the torrent, till it becomes lighter and more evanescent than the whitest fleecy clouds of summer." In the winter time the spray form the fall freezes in the form of a cone to a height of nearly 100 feet, and at such time the falls a greatly resorted to for the amusement of sliding down the cone with the tobogen, or Indian sleigh. The comparatively short distance from the city and the extreme beauty of the scenery along the whole route, render these falls an attractive scene for the inhabitants, who account a visit amongst their usual recreations.quebec, canada, the falls of montmorenci, moorabbin, stereograph cards