Showing 7836 items
matching domestic/industrial
-
 St Kilda Historical Society
St Kilda Historical SocietyPhotograph, 'Glen Huntley' 150th anniversary of arrival - images collection
Victorias first quarantine station was established in Port Ormond on 24 April 1840 when the government immigrant ship "Glen Huntley" arrived in the Port Phillip District flying the yellow quarantine flag . The site is marked by a cairn and plaque that was unveiled in 1985. In 1990 a second plaque was affixed to the cairn to mark the 150th anniversary of the arrival of the ship. It was unveiled at a gathering of descendants of the original passengers on 22 April 1990 by the oldest known descendant, Albert John Buntine MM.Colour photographInscription on 150th anniversary plaque: This plaque commemorates the 150th anniversary of the arrival of the ship 'Glen Huntley' at a gathering of descendants of the original passengers. Unveiled on April 22nd 1990 by Albert John Buntine MM, aged 95. Oldest known descendent. Anderson, Davidosn, Dingwall, McCleery, McDougal, McIntosh, Pattison, Somerville, Brisbane, Kirkwood, McGaskell, McDonald, McGregor, McKenzie, Turnbull, Walker, Armstrong, Henderson, Mathewson, McPherson, Robertson, McKinnon, Whitlock, Stewart, Cameron, Cummins, Hewison, Maskill, Mathers, McKinan, McKinny, McLaren, Burnie, Clarke, Denham, Fraser, Harper, Mercer, McColl, McLeod, Clarke, Duff, Roy, Seat, Stow, Tait, Ward, Craig, Grant, McKay, Mefan, Munro, Nicol, Smith, Young. The plaque marking the 150th anniversary of the ship's arrival was placed below the plaque that was attached to the cairn in 1985. The inscription on the original plaque is: This cairn marks the site of Victorias first quarantine station, which was established on the 24th April 1840 when the government emigrant ship "Glen Huntley" arrived in the Port Phillip District flying the yellow quarantine flag. The site became St Kilda's first official burial ground and the graves of the early colonists remained here until 1898 when the remains were re-interred in the St Kilda Cemetery. Unveiled by the Hon. R W Walsh MLA Member for Albert Park, Minister for Public Works, Assistant Minister for Employment and Industrial Affairs, 7th November 1985. This project was initiated by the Historical Society of St Kilda and sponsored by the Lions Club of Elwood for the 150th Anniversary of the State of Victoria. Logo Victoria 150.glen huntly, glenhuntly, albert john buntine, elwood, point ormond, glen huntley -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Balance Scale, 1850s
A Large Rare mid 19th Century Balance Scale (also called a Beam Scale) Made in England by W&T Avery a British manufacturer of weighing machines. The company was founded in the early 18th century and took the name W & T Avery in 1818. The undocumented origin of the company goes back to 1730 when James Ford established the business in the town of Digbeth. On Joseph Balden the then company’s owner’s death in 1813 William and Thomas Avery took over his scale making business and in 1818 renamed it W & T Avery. The business rapidly expanded and in 1885 they owned three factories: the Atlas Works in West Bromwich, the Mill Lane Works in Birmingham and the Moat Lane Works in Digbeth. In 1891 the business became a limited company with a board of directors and in 1894 the shares were quoted on the London Stock Exchange. In 1895 the company bought the legendary Soho Foundry in Smethwick, a former steam engine factory owned by James Watt & Co. In 1897 the move was complete and the steam engine business was gradually converted to pure manufacture of weighing machines. The turn of the century was marked by managing director William Hipkins who was determined to broadening the renown of the Avery brand and transforming the business into a specialist manufacture of weighing machines. By 1914 the company occupied an area of 32,000m² and had some 3000 employees. In the inter-war period the growth continued with the addition of specialized shops for cast parts, enamel paints and weighbridge assembly and the product range diversified into counting machines, testing machines, automatic packing machines and petrol pumps. During the second world war the company also produced various types of heavy guns. At that time the site underwent severe damage from parachute mines and incendiary bombs.Then from 1931 to 1973 the company occupied the 18th-century Middlesex Sessions House in Clerkenwell as its headquarters. Changes in weighing machine technology after World War II led to the closure of the foundry, the introduction of electronic weighing with the simultaneous gradual disappearance of purely mechanical devices. The continued expansion was partly achieved through a series of acquisitions of other companies. After almost a century of national and international expansion the company was taken over by GEC in 1979. Keith Hodgkinson, managing director at the time, completed the turn-around from mechanical to electronic weighing with a complete overhaul of the product range of retail scales and industrial platform scales. In 1993 GEC took over the Dutch-based company Berkel and the Avery-Berkel name was introduced. In 2000 the business was in turn acquired by the US-American company Weigh-Tronix, who already owned Salter, and is today operating as Avery Weigh-Tronix. Item made and used possibly around the 1850s by Victorian colonial government to check weights of goods being sold by early shop keepers on the gold fields item is very rare.James McEwan & Co were the retailers of W & T Avery scales in Victoria from 1852. A very rare item used probably to check weights used by merchants during colonial times by government inspectors in Victoria. A similar example exist in a NSW museum, the item is believed to have been made before W & T Avery expansion to the Soho foundry in Birmingham in 1885 and after 1818.Beam balance scale suspended from a wooden tripod, with metal trays suspended by three chain lengths. embossed on the balance beam W T Avery, Birmingham,flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, scale, avery -
 University of Melbourne, School of Chemistry
University of Melbourne, School of ChemistryMicrobalance
An original Kerr-Grant Microbalance, modified by E.J.Hartung This balance was invented in the chemistry department by Bertram Dillon Steele, later first Professor of Chemistry at the University of Queensland 1910-1930, in collaboration with Professor Kerr Grant, Physics. The design was widely used by other chemists, including Masson's mentor, Professor Ramsay, working in London on newly discovered rare gases (especially Radon), and Professor Hartung in Melbourne, investigating the chemistry of the decomposition of silver salts in photographic processes. The principle of the microbalance was to measure the change in density of a gas by the shift in the balancing beam due to a change in pressure of the gas in the balance case. The quartz balancing beam was made by Bertram Steele who was particularly skilled in glassblowing. A quartz beam is the beam of the Aston microbalance based on the Steele/Grant instrument, and described by F.W. Aston, the inventor of the mass spectrometer. The bulb at one end of the beam contained a fixed amount of air, so that a change in the pressure of gas in the balance case changed the buoyancy of the beam, yielding a displacement in the beam which could be measured. By this means, differences in weight of about 10 nanogram could be measured, in amounts of up to 0.1 gram. Such differences are significant the increase in weight of a metal sample due to surface oxidation (Steele's interest) in the weight loss due to radioactive decay of Radium (Ramsay's work), and in the estimates of density change due to the isotopic distribution of Neon (Aston). Ernst Johannes Hartung was a chemist and astronomer. Educated at the University of Melbourne (BSc 1913, DSc 1919), he became lecturer in 1919, associate professor in 1924, and succeeded Rivett as chair of chemistry in 1928, remaining in this position until 1953. Hartung?s lecturing style surged with enthusiasm and he employed the use of screen projections to demonstrate chemical phenomena to large undergraduate classes. In 1935 he recorded Brownian movement in colloidal solutions on 35 mm cinefilm, which was later copied onto 16 mm film for the Eastman Kodak Co. World Science Library. This can be viewed in the Chemistry laboratory. He researched the photo decomposition of silver halides, and was awarded the David Syme Prize in 1926. He devoted time to the design and construction of a large, new chemistry building for the School of Chemistry (built 1938?1939). During World War II he was approached by Professor Thomas Laby, chairman of the Optical Munitions Panel, to chair the advisory committee on optical materials, to produce high quality optical glass in Australia. This was successful, with large-scale production achieved within ten months at a reasonable cost. Hartung served three terms as general President of the (Royal) Australian Chemical Institute, was an ex-officio councillor of the Council for Scientific and Industrial Research, and a Trustee of the Museum of Applied Science (now part of Museum Victoria).An original Kerr-Grant Microbalance, modified by E.J. Hartung. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Cow Bell, Circa 1878
The artefact is a damaged brass cow bell recovered from the 1878 shipwreck of the LOCH ARD near Port Campbell. It was raised by Flagstaff Hill divers in 1973 and is in storage at the Maritime Village. The LOCH ARD was constructed on the Clyde in 1873 for the prestigious Loch Line of colonial clipper ships, designed for the Australian run. She sailed from England on 1 March 1878 carrying 37 crew, 17 passengers and a diverse general cargo ranging from luxury items to bulk railway iron. On 1 June 1878, emerging from fog and hearing too late the sound of breakers against the tall limestone cliffs, the vessel struck the southern foot of Mutton Bird Island and sank in 23 metres of water. Of the fifty-four people on board only two survived, one young male crewman and one young female passenger. A century later, despite the pounding seas and the efforts of looters, the wreck site continued to provide ample evidence of the extraordinary range of goods being imported into the Colony of Victoria in the post-Gold Rush era. Flagstaff Hill divers in the 1970s reported finds of “Bottles of champagne, window panes, rolls of zinc, barrels of cement, iron rails, clocks, lead shot, corrugated iron, lead, marble, salad oil bottles, ink bottles, copper wire, gin bottles, rolls of carpet, floor tiles, copper rivets, gas light fittings, pocket knives, toys, crystal chandeliers, beer mugs, cutlery, candles sticks, wick scissors, cow bells, and sauce bottles.” From this array of objects on the ocean floor emerged the humble brass cow bell. Cow bells were common to colonial agriculture and transport, used wherever animals were turned out to graze overnight and had to be rounded up again next morning. Bells were fastened around the necks of household milking cows, domestic goats, bullock teams, horse teams, and camel teams, to help find them in the pre-dawn light. Station shepherds and cattle drovers also used them to warn of any disturbances to their flocks and herds overnight. The bells were a necessary item in a largely unfenced continent. So important, that Anthony Mongon began making his pot-bells at Yackandandah from 1861, August Menneke produced the “Wagga Pot” from 1867, and Samuel Jones started manufacturing his distinctively shaped “Condamine Bell” in 1868. However, these deeply resonant Australian bells were made from iron — Mongon and Jones were blacksmiths who simply beat old pitsaw blades into shape. Few genuinely brass cow bells were made here, the vast majority being imported from Britain where the industry of brass founding was already well established. (Some bells were also imported from the United States, but these too were nearly all of iron).This bell is historically significant as typical of a cow bell used by farmers and herdsmen in Colonial Victoria. It was included in the cargo of the Loch Ard. Its significance is increased by being one of a collection of artefacts recovered by the Flagstaff Hill Divers from the wreck of the Loch Ard in the early 1970s. Items that come from several wrecks along Victoria's coast have also been recovered for Flagstaff Hill Maritime Village’s museum collection under a Government permit, illustrating this item’s level of historical value. The cow bell is also significant for being part of Flagstaff Hill’s collection of artefacts from LOCH ARD, which is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best-known shipwrecks in Victoria’s history.Cow bell; a small brass bell, blunt-wedge shaped. The sides expand outwards from the smaller rectangular roof of the bell to a larger open rectangle or bell mouth. The handle, now missing, was fixed in two places at the top. A neat half-circle piece has been cut from the base on a long edge. Recovered from the wreck of the Loch Ard.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, eva carmichael, mutton bird island, loch ard gorge, brass cow bell, colonial cow bells, 1878 shipwreck, shipwreck artefact, flagstaff hill divers, cow bell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Cow Bell, Circa 1878
The artefact is a damaged brass cow bell recovered from the 1878 shipwreck of the LOCH ARD near Port Campbell. It was raised by Flagstaff Hill divers in 1973 and is in storage at the Maritime Village. The LOCH ARD was constructed on the Clyde in 1873 for the prestigious Loch Line of colonial clipper ships, designed for the Australian run. She sailed from England on 1 March 1878 carrying 37 crew, 17 passengers and a diverse general cargo ranging from luxury items to bulk railway iron. On 1 June 1878, emerging from fog and hearing too late the sound of breakers against the tall limestone cliffs, the vessel struck the southern foot of Mutton Bird Island and sank in 23 metres of water. Of the fifty-four people on board only two survived, one young male crewman and one young female passenger. A century later, despite the pounding seas and the efforts of looters, the wreck site continued to provide ample evidence of the extraordinary range of goods being imported into the Colony of Victoria in the post-Gold Rush era. Flagstaff Hill divers in the 1970s reported finds of “Bottles of champagne, window panes, rolls of zinc, barrels of cement, iron rails, clocks, lead shot, corrugated iron, lead, marble, salad oil bottles, ink bottles, copper wire, gin bottles, rolls of carpet, floor tiles, copper rivets, gas light fittings, pocket knives, toys, crystal chandeliers, beer mugs, cutlery, candles sticks, wick scissors, cow bells, and sauce bottles.” From this array of objects on the ocean floor emerged the humble brass cow bell. Cow bells were common to colonial agriculture and transport, used wherever animals were turned out to graze overnight and had to be rounded up again next morning. Bells were fastened around the necks of household milking cows, domestic goats, bullock teams, horse teams, and camel teams, to help find them in the pre-dawn light. Station shepherds and cattle drovers also used them to warn of any disturbances to their flocks and herds overnight. The bells were a necessary item in a largely unfenced continent. So important, that Anthony Mongon began making his pot-bells at Yackandandah from 1861, August Menneke produced the “Wagga Pot” from 1867, and Samuel Jones started manufacturing his distinctively shaped “Condamine Bell” in 1868. However, these deeply resonant Australian bells were made from iron — Mongon and Jones were blacksmiths who simply beat old pitsaw blades into shape. Few genuinely brass cow bells were made here, the vast majority being imported from Britain where the industry of brass founding was already well established. (Some bells were also imported from the United States, but these too were nearly all of iron).This bell is historically significant as typical of a cow bell used by farmers and herdsmen in Colonial Victoria. Its significance is increased by being one of a collection of artefact recovered by the Flagstaff Hill Divers from the wreck of the Loch Ard in the early 1970s. Items that come from several wrecks along Victoria's coast have also been recovered for Flagstaff Hill Maritime Village’s museum collection under Government permit, illustrating this item’s level of historical value. The cow bell is also significant for being part of Flagstaff Hill’s collection of artefacts from LOCH ARD, which is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history.A small brass cow bell, in poor condition. It is blunt-wedge shaped. The sides expand outwards from the smaller rectangular roof of the bell to a larger open rectangle or bell mouth. A handwritten label is attached to the bel. Recovered from the wreck of the Loch Ard.Label text "["10/6/73, Brass Cow Bell, LOCH ARD, Found in the sandy hole in the centre of the wreck site. Cow bells were part of the cargo" - "10/6/73, LOCH ARD, small brass cow bell salvaged by FHMV divers"]. "LOCH ARD / PETER RONALD"flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, eva carmichael, mutton bird island, loch ard gorge, brass cow bell, colonial cow bells, 1878 shipwreck, shipwreck artefact, flagstaff hill divers -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Cow Bell, Circa 1878
The artefact is a brass cow bell recovered from the 1878 shipwreck of the LOCH ARD near Port Campbell. It was raised by Flagstaff Hill divers in 1973 and is in storage at the Maritime Village. The LOCH ARD was constructed on the Clyde in 1873 for the prestigious Loch Line of colonial clipper ships, designed for the Australian run. She sailed from England on 1 March 1878 carrying 37 crew, 17 passengers and a diverse general cargo ranging from luxury items to bulk railway iron. On 1 June 1878, emerging from fog and hearing too late the sound of breakers against the tall limestone cliffs, the vessel struck the southern foot of Mutton Bird Island and sank in 23 metres of water. Of the fifty-four people on board only two survived, one young male crewman, Tom Pearce, and one young female passenger, Eva Carmichael. A century later, despite the pounding seas and the efforts of looters, the wreck site continued to provide ample evidence of the extraordinary range of goods being imported into the Colony of Victoria in the post-Gold Rush era. Flagstaff Hill divers in the 1970s reported finds of “Bottles of champagne, window panes, rolls of zinc, barrels of cement, iron rails, clocks, lead shot, corrugated iron, lead, marble, salad oil bottles, ink bottles, copper wire, gin bottles, rolls of carpet, floor tiles, copper rivets, gas light fittings, pocket knives, toys, crystal chandeliers, beer mugs, cutlery, candles sticks, wick scissors, cow bells, and sauce bottles.” From this array of objects on the ocean floor emerged the humble brass cow bell. Cow bells were common to colonial agriculture and transport, used wherever animals were turned out to graze overnight and had to be rounded up again next morning. Bells were fastened around the necks of household milking cows, domestic goats, bullock teams, horse teams, and camel teams, to help find them in the pre-dawn light. Station shepherds and cattle drovers also used them to warn of any disturbances to their flocks and herds overnight. The bells were a necessary item in a largely unfenced continent. So important, that Anthony Mongon began making his pot-bells at Yackandandah from 1861, August Menneke produced the “Wagga Pot” from 1867, and Samuel Jones started manufacturing his distinctively shaped “Condamine Bell” in 1868. However, these deeply resonant Australian bells were made from iron — Mongon and Jones were blacksmiths who simply beat old pitsaw blades into shape. Few genuinely brass cow bells were made here, the vast majority being imported from Britain where the industry of brass founding was already well established. (Some bells were also imported from the United States, but these too were nearly all of iron). This bell is historically significant as typical of a cow bell used by farmers and herdsmen in Colonial Victoria. Its significance is increased by being one of a collection of artefact recovered by the Flagstaff Hill Divers from the wreck of the Loch Ard in the early 1970s. Items that come from several wrecks along Victoria's coast have also been recovered for Flagstaff Hill Maritime Village’s museum collection under Government permit, illustrating this item’s level of historical value. The cow bell is also significant for being part of Flagstaff Hill’s collection of artefacts from LOCH ARD, which is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Brass cow bell, flat-top pyramid shape, rectangular head, shoulders flare out to a rectangular mouth. The hanging yoke is missing. Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, loch ard, cowbell, great ocean road, loch line, captain gibbs, eva carmichael, tom pearce, glenample station, mutton bird island, loch ard gorge, cow bell, brass cow bell, shipwreck artefact, flagstaff hill divers, horse bell, bell smith, vintage bell, farmer, shepherd, drover, stock bell, brass bell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Cow Bell, circa 1878
The artefact is a brass cow bell recovered from the 1878 shipwreck of the LOCH ARD near Port Campbell. It was raised by Flagstaff Hill divers in 1973 and is in storage at the Maritime Village. The LOCH ARD was constructed on the Clyde in 1873 for the prestigious Loch Line of colonial clipper ships, designed for the Australian run. She sailed from England on 1 March 1878 carrying 37 crew, 17 passengers and a diverse general cargo ranging from luxury items to bulk railway iron. On 1 June 1878, emerging from fog and hearing too late the sound of breakers against the tall limestone cliffs, the vessel struck the southern foot of Mutton Bird Island and sank in 23 metres of water. Of the fifty-four people on board only two survived, one young male crewman, Tom Pearce, and one young female passenger, Eva Carmichael. A century later, despite the pounding seas and the efforts of looters, the wreck site continued to provide ample evidence of the extraordinary range of goods being imported into the Colony of Victoria in the post-Gold Rush era. Flagstaff Hill divers in the 1970s reported finds of “Bottles of champagne, window panes, rolls of zinc, barrels of cement, iron rails, clocks, lead shot, corrugated iron, lead, marble, salad oil bottles, ink bottles, copper wire, gin bottles, rolls of carpet, floor tiles, copper rivets, gas light fittings, pocket knives, toys, crystal chandeliers, beer mugs, cutlery, candles sticks, wick scissors, cow bells, and sauce bottles.” From this array of objects on the ocean floor emerged the humble brass cow bell. Cow bells were common to colonial agriculture and transport, used wherever animals were turned out to graze overnight and had to be rounded up again next morning. Bells were fastened around the necks of household milking cows, domestic goats, bullock teams, horse teams, and camel teams, to help find them in the pre-dawn light. Station shepherds and cattle drovers also used them to warn of any disturbances to their flocks and herds overnight. The bells were a necessary item in a largely unfenced continent. So important, that Anthony Mongon began making his pot-bells at Yackandandah from 1861, August Menneke produced the “Wagga Pot” from 1867, and Samuel Jones started manufacturing his distinctively shaped “Condamine Bell” in 1868. However, these deeply resonant Australian bells were made from iron — Mongon and Jones were blacksmiths who simply beat old pitsaw blades into shape. Few genuinely brass cow bells were made here, the vast majority being imported from Britain where the industry of brass founding was already well established. (Some bells were also imported from the United States, but these too were nearly all of iron). This bell is historically significant as typical of a cow bell used by farmers and herdsmen in Colonial Victoria. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best known shipwrecks in Victoria’s history. Cow bell, brass, covered in encrustation, handle missing from the top.flagstaff hill, warrnambool, shipwreck coast, flagstaff hill maritime museum, flagstaff hill maritime village, maritime museum, great ocean road, shipwreck artefact, loch ard, mutton bird island, glenample, eva carmichael, tom pearce, flagstaff hill divers, cow bell, horse bell, bell smith, vintage bell, farmer, shepherd, drover, stock bell, brass bell -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Wooden Bread Board, Not known
In the high tech, fast paced society that we live in, it’s easy to take some things for granted. Case in point: the wood cutting board on which you’ll probably be preparing the evening’s dinner. Have you ever taken the time to think about the history of the cutting board? Where did it come from, and what did ancient civilizations use to cut their meats, fruits and vegetables? Wood throughout the ages Since the dawn of time, wood has been one of the most available materials used by mankind to build tools and lodgings, so it’s not really surprising to know that wood has been used in the preparation of food since the prehistoric ages. Of course, back then, cavemen probably used an unpolished slab of tree trunk to cut the kill of the day on and they probably didn’t think twice about saving it once the meal was over. Chances are they probably threw it in the fire with the rest of the wood needed to kindle it. Advances in technology Throughout the centuries, mankind evolved and started creating machines from steam, electricity and metal. When the circular saw was invented, nicer, cleaner slabs of wood were cut and used as cutting boards. Since soft wood was the most available type of wood at the time, it was the material of choice for to be used for cutting boards. Boards were made smaller since the slab of wood could now be cut to any desired size. Since they were made smaller, they were also used to eat off of and some people referred to them as trenchers. Trenchers were originally pieces of stale hard bread that were used as substitute plates. Wood trenchers quickly became the replacements of the eatable dinnerware. The butcher block: the cutting board’s larger cousin In the industrial ages, many industries rapidly developed, and the butchery industry followed this trend as well. Before the invention of the cutting board, butchers used tree rounds to carve their meat on. The rounds were often too soft and they rapidly became unsanitary. Hard maple wood butcher blocks were the preferred choice of the industry. They were made to be extremely thick and durable, so durable in fact, that a butcher could use the same block for almost his entire career. Cutting boards around the world As cutting boards began to be more and more used in kitchens around North America, the rest of the world crafted such boards from different materials. The East used thick bamboo as their material of choice. Despite its frail appearance, bamboo is quite strong and made durable cutting boards and butcher blocks. Europe used maple in the crafting of their cutting boards while Persia used flat pieces of polished wood in their kitchens. The world then saw cutting boards that were being made from other materials like plastic and they came in all shapes and sizes, but they always served the same purpose, to provide a household with a safe, clean surface on which to prepare meals for their friends and family members. https://www.woodcuttingboards.com/news/quick-history-of-the-cutting-board-47.aspxThe use of the wooden chopping board over time. Wooden Rectangular Bread board . Worn (concave in centre). Raw wood.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chopping board, cooking -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bread Board
In the high tech, fast paced society that we live in, it’s easy to take some things for granted. Case in point: the wood cutting board on which you’ll probably be preparing the evening’s dinner. Have you ever taken the time to think about the history of the cutting board? Where did it come from, and what did ancient civilizations use to cut their meats, fruits and vegetables? Wood throughout the ages Since the dawn of time, wood has been one of the most available materials used by mankind to build tools and lodgings, so it’s not really surprising to know that wood has been used in the preparation of food since the prehistoric ages. Of course, back then, cavemen probably used an unpolished slab of tree trunk to cut the kill of the day on and they probably didn’t think twice about saving it once the meal was over. Chances are they probably threw it in the fire with the rest of the wood needed to kindle it. Advances in technology Throughout the centuries, mankind evolved and started creating machines from steam, electricity and metal. When the circular saw was invented, nicer, cleaner slabs of wood were cut and used as cutting boards. Since soft wood was the most available type of wood at the time, it was the material of choice for to be used for cutting boards. Boards were made smaller since the slab of wood could now be cut to any desired size. Since they were made smaller, they were also used to eat off of and some people referred to them as trenchers. Trenchers were originally pieces of stale hard bread that were used as substitute plates. Wood trenchers quickly became the replacements of the eatable dinnerware. The butcher block: the cutting board’s larger cousin In the industrial ages, many industries rapidly developed, and the butchery industry followed this trend as well. Before the invention of the cutting board, butchers used tree rounds to carve their meat on. The rounds were often too soft and they rapidly became unsanitary. Hard maple wood butcher blocks were the preferred choice of the industry. They were made to be extremely thick and durable, so durable in fact, that a butcher could use the same block for almost his entire career. Cutting boards around the world As cutting boards began to be more and more used in kitchens around North America, the rest of the world crafted such boards from different materials. The East used thick bamboo as their material of choice. Despite its frail appearance, bamboo is quite strong and made durable cutting boards and butcher blocks. Europe used maple in the crafting of their cutting boards while Persia used flat pieces of polished wood in their kitchens. The world then saw cutting boards that were being made from other materials like plastic and they came in all shapes and sizes, but they always served the same purpose, to provide a household with a safe, clean surface on which to prepare meals for their friends and family members. https://www.woodcuttingboards.com/news/quick-history-of-the-cutting-board-47.aspxThe bread board is an example of kitchen equipment used during Victorian times and similar to those used today.Bread board. Wooden, octagonal, plain sanded light wood. Has decoration around edge and indented circular line to delineate round cutting board section.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, bread board, cutting board, pastry board, kitchen utensil, kitchen equipment, baking equipment, food preparation -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bread Board
In the high tech, fast paced society that we live in, it’s easy to take some things for granted. Case in point: the wood cutting board on which you’ll probably be preparing the evening’s dinner. Have you ever taken the time to think about the history of the cutting board? Where did it come from, and what did ancient civilizations use to cut their meats, fruits and vegetables? Wood throughout the ages Since the dawn of time, wood has been one of the most available materials used by mankind to build tools and lodgings, so it’s not really surprising to know that wood has been used in the preparation of food since the prehistoric ages. Of course, back then, cavemen probably used an unpolished slab of tree trunk to cut the kill of the day on and they probably didn’t think twice about saving it once the meal was over. Chances are they probably threw it in the fire with the rest of the wood needed to kindle it. Advances in technology Throughout the centuries, mankind evolved and started creating machines from steam, electricity and metal. When the circular saw was invented, nicer, cleaner slabs of wood were cut and used as cutting boards. Since soft wood was the most available type of wood at the time, it was the material of choice for to be used for cutting boards. Boards were made smaller since the slab of wood could now be cut to any desired size. Since they were made smaller, they were also used to eat off of and some people referred to them as trenchers. Trenchers were originally pieces of stale hard bread that were used as substitute plates. Wood trenchers quickly became the replacements of the eatable dinnerware. The butcher block: the cutting board’s larger cousin In the industrial ages, many industries rapidly developed, and the butchery industry followed this trend as well. Before the invention of the cutting board, butchers used tree rounds to carve their meat on. The rounds were often too soft and they rapidly became unsanitary. Hard maple wood butcher blocks were the preferred choice of the industry. They were made to be extremely thick and durable, so durable in fact, that a butcher could use the same block for almost his entire career. Cutting boards around the world As cutting boards began to be more and more used in kitchens around North America, the rest of the world crafted such boards from different materials. The East used thick bamboo as their material of choice. Despite its frail appearance, bamboo is quite strong and made durable cutting boards and butcher blocks. Europe used maple in the crafting of their cutting boards while Persia used flat pieces of polished wood in their kitchens. The world then saw cutting boards that were being made from other materials like plastic and they came in all shapes and sizes, but they always served the same purpose, to provide a household with a safe, clean surface on which to prepare meals for their friends and family members. https://www.woodcuttingboards.com/news/quick-history-of-the-cutting-board-47.aspxThe bread board is an example of kitchen equipment used during Victorian times and similar to those used today.Bread board wooden round with carved inner circle and carving an outer rim in old English lettering "Bread"None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, chopping board, cooking, kitchen equipment -
 Ballarat Tramway Museum
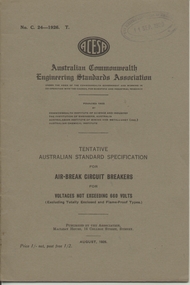
Ballarat Tramway MuseumBook, Australian Commonwealth Engineering Standards Association, "Flame proof air break switches for Voltages Not Exceeding 600Volts"s", 1926-1932
.1 - Book - 20 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Air-break knife switches and laminated brush switches for voltages not exceeding 660Volts" - C23 - 1926, August 1926" .2 - Book - 24 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Flame proof air break switches for Voltages Not Exceeding 600Volts", C25-1926, October 1926. .3 - Book - 24 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Flame proof air break circuit breakers for Voltages Not Exceeding 600Volts", C26-1926, October 1926. .4 - Book - 24 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Totally Enclosed air-break Circuit Breakers for Voltages not exceeding 660 Volts" - C27 - 1926, September 1926. .5 - Book - 24 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Totally Enclosed air-break Switches for Voltages not exceeding 660 Volts" - C28 - 1926, December 1926. .6 - Book - 24 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard "Metallic Resistance Materials for Electrical Purposes" - C29-1926, November 1926. .7 - Book - 28 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Face Plate controllers and resistances for use therewith Electric Motors (DC and AC Slip ring)" - C31-1926 - December 1926. .8 - Book - 28 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Australian Standard "Contactor Controllers and Resistances for use therewith Electric Motors (DC and AC Slip ring)" - C32-1926 - December 1926. .9 Book - 36 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Electrical Performance of Industrial Electric Motors and Generators with class A insulation" - C34-1927, October 1927 with a green label dated September 1932 advised that the tentative standard has been endorsed as a Standard with amendment. .10 - Book - 56 pages + grey covers, side stapled, issued by the Australian Commonwealth Engineering Standards Association, Tentative Australian Standard - "Electrical Performance of Large Electric Generators and Motors - Rating permitting overloads" - C35-1927, April 1927 with a green label dated September 1932 advised that the tentative standard has been endorsed as a Standard with amendment. On top right hand corner has the date stamp of the "The Electric Supply Co. of Victoria Ltd Ballarat" trams, tramways, power station, standards, materials, electrical systems -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, melvin newton lovell, string dispenser, string, packaging, anchor brand -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, melvin newton lovell, string dispenser, string, packaging, anchor brand -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, melvin newton lovell, string dispenser, string, packaging, anchor brand -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, melvin newton lovell, string dispenser, string, packaging, anchor brand -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, melvin newton lovell, string dispenser, string, packaging, anchor brand -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - String Dispenser, Lovell Manufacturing Company, 1900-1948
The string has long been a household and office utility, but an easily tangled one. generations of manufactures have devised cast-iron string holders and string reels in an attempt to distribute this material more efficiently. Many different designs of cast-iron string holders exist some nickel, others painted many had an open pattern so clerks behind the counter of the general store could see at a glance if he or she was about to run out of string. In the 20th century, string holders became more decorative, morphing into novelty items for the home. History: Starting from 1869, the young carpenter by trade, Melvin Newton Lovell (1844-1895) from Erie, Pennsylvania, later a manufacturer and successful businessman, was granted numerous patents for various devices, between them several patents for adding machines and cash registers in 1891. The Lovell Manufacturing Company was founded by Melvin Newton Lovell who was born in Allegheny, Venango county, Pennsylvania, on 31 August 1844, to Darius T. Lovell (1815-1855) and Susan B. (Conover) Lovell (1827-1883). When Melvin Lovell was a boy, the family moved to Kerrtown, a village located in the vicinity of Titusville, Pennsylvania. There Melvin served an apprenticeship as a carpenter's and his natural mechanical talent, soon enabled him to become a skilled workman. In 1861, at seventeen years of age, Melvin left home, without parental authority, and joined the Union Army soon after the outbreak of the Civil war, in August 1862, he enlisted as a private in the 127th Pennsylvania Volunteer Infantry, and was discharged the end of May 1863. In 1865 he took up residence in Erie, where he worked as a carpenter for some years. In 1869 Melvin Lovell invented and patented several useful articles for household use, and in that year he began the manufacturing certain of these inventions, in partnership with Franklin Farrar Adams, another inventor. The company's principal products were washing machines and step-ladders but also made many other cast iron household items known as the “Anchor Brand” when manufacturing began in earnest in 1881. As a result, the Lovell Manufacturing Company grew to be one of the largest industrial concerns of its kind in the country, recognized as being the most extensive manufacturer of clothes-wringers in the entire world. Lovell established sales agencies for his products in all parts of the country, and these branches were known as the Lovell stores. These goods were sold on the instalment plan, an innervation at the time for which Lovell was credited as the originator. Lovell invented and patented the famous wringer which bears his name, and in later years he confined his operations largely to the manufacture and improvement of this invention. Lovell was also one of the organisers and stockholders of the Combination Roll & Rubber Manufacturing Co, of New York, which was formed to manufacture his patents. With headquarters in New York and a factory at Bloomfield, New Jersey. Unfortunately, during a trip to Atlanta, while representing the state of Pennsylvania at a trade exposition, he passed away in his prime, on 21 November 1895, and was buried in Erie Cemetery, Erie, PA. Today the Lovell Manufacturing Company and foundry is preserved and situated at Lovell Place 1301 French Street Erie Pennsylvania, the site is regarded as a historic complex and national historic district. It includes nine contributing buildings built between 1883 and 1946 and has now been converted to luxury apartments.An item used in shops, offices etc to dispense string although the item was commonly found in many areas of general commerce. It was made by a factory and patented in the USA by Melvin Lovell who had invented the first adding machine and the original mangle or wringer washing machine used in every house throughout the world from 1891 and the forerunner to our modern day washing machines. Its age and connection to this once notable maker and his company and it's age makes it an interesting item from a historical view point.Dispenser,cast iron for string with a central rod & 2 curved handing hooks. Marked Anchor Brand & blue in colour.flagstaff hill, warrnambool, flagstaff-hill-maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, melvin newton lovell, string dispenser, string, packaging, anchor brand -
 Victorian Interpretive Projects Inc.
Victorian Interpretive Projects Inc.Photograph - digital, LJ Gervasoni, Murtoa Stick Shed 00031, 13/08/2011
From the Victorian Heritage Register statement of significance H0791 The Marmalake/Murtoa Grain Store, originally the No.1 Murtoa Shed, is located within the Murtoa Grain Terminal, adjacent to the grain elevator tower and railway line. The shed is 280m long, 60m wide and 19m high at the ridge with a capacity of 3.4 million bushels. The hipped corrugated iron roof of the shed is supported on approximately 600 unmilled hardwood poles set in a concrete slab floor and braced with iron tie rods. These poles are the reason for use of the term "stick shed". With its vast gabled interior and the long rows of poles the space has been likened to the nave of a cathedral. An elevator at one end took wheat from railway trucks to ridge level where it was distributed by conveyor along the length of the shed, creating a huge single mound of grain. Braced internal timber bulkheads on either side took the lateral thrust of the wheat, and conveyors at ground level outside the bulkheads took wheat back to the elevator for transport elsewhere. Wheat had been handled in jute bags from the start of the Victorian wheat industry in the mid nineteenth century. Bulk storage had been developed in North America from the early 1900s. NSW began building substantial concrete silos from 1920-21. In Western Australia, farmers' co-operatives, who had to supply their own bulk storage from 1934-5, pioneered the use of low-cost horizontal sheds of timber and corrugated iron for bulk storage. Following its establishment in 1935 the Victorian Grain Elevators Board (GEB) planned a network of 160 concrete silos in country locations, connected by rail to the shipping terminal at Geelong. By the outbreak of the Second World War there was a worldwide glut of wheat, and Australia soon had a massive surplus which it was unable to export. Only 48 silos had been established under the Victorian Silo Scheme so far, and wartime material and labour restrictions prevented progress with this scheme. The storage deficit had become an emergency by 1941 as Britain obtained its imports from North America, rather than over the lengthy and difficult shipping route from Australia. In 1941 the GEB, under chairman and general manager Harold Glowrey, proposed large temporary versions of the horizontal bulk storage sheds already in use in Western Australia. The proposal was approved by the Victorian Wheat and Woolgrowers Association, who considered the use of shed storages as a longer term proposition. After initial resistance from the Australian Wheat Board, some of whose members represented wheat bagging interests, the Commonwealth and Victorian governments agreed to split the costs, and Murtoa was chosen as a suitable site for the first emergency storage. The main contractor, Green Bros, commenced work on the No.1 Murtoa Shed in September 1941, deliveries of bulk wheat began in January 1942, and the store was full by June of the same year. In the following years the Council for Scientific and Industrial Research (later CSIRO) conducted valuable research and experiment on the impacts and control of insect pests at the Murtoa No.1 shed. With these discoveries, and the development of more effective pesticides, use of the No.1 shed and the larger No.2 shed, erected in 1942/43, continued for many years. The No.2 shed was demolished in 1975. By the 1990s, pest resistance to pesticides and requirements for both pest free and insecticide free grain rendered open storage of this type unviable. The No. 1 store was also becoming increasingly expensive to maintain, and its use was phased out from 1989.Image of the Marmalake/Murtoa Grain Store which is of historical, architectural, scientific (technical) and social significance to the State of VictoriaDigital colour image of the interior of the Marmaduke . Murtoa grain storage facility better known as the Stick Shed. The shed was constructed in World War Two to store grain. The supporting columns are trees.marmalake, murtoa grain store, wheat store, stick shed, murtoa -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Medicine Glass, W T & Co. (Whitall Tatum), late 1880's
This medicine glass was previously owned by Sybilla Margaret Kucks (1904-1978), daughter of Henry and Julia Kucks, and granddaughter of William and Sibilia Kucks. Sibilla was born in Warrnambool and lived there until 1917 when she moved to Armadale, Victoria, with her family. The medicine glass was among her effects left to her nephew William when she passed away and has been looked after by his wife Eva and treasured as a memento of their Warrnambool heritage. Mrs Sibilla Kucks sold sweets and fancy cakes in her Liebig Street shop from 1873 until the 1880s. She operated one of Warrnambool’s earliest dedicated confectionery shops at a time when sweets were more commonly found in a fruiterer’s shop. Her window display would have been full of brightly coloured sweets in shiny glass jars tempting passers-by. Sibilla (née Leyendecker) married Johann Wilhelm Kucks in New York, USA in 1856. Both were originally from Prussia. They sailed to Australia on the Ocean Rover and arrived in Melbourne June 10th, 1858. Seventeen days later their second child, William Jnr., was born. Warrnambool’s population was around 2,000 in 1859 when Sibilla and Johann (known as “William”) settled here. William was employed as a tailor by Cramond & Dickson. In 1859 the couple bought George Fergusson’s bakery in Timor Street and opened it as “W. Kucks Baker”. Along with fancy breads and biscuits, he advertised baked dinners to order. William supplied bread to the Warrnambool Hospital until the 1880s. In 1873 William built a row of four shops at 140-146 Liebig Street, one of which became Sibilla’s confectionery shop, and another was the new home to W. Kucks Baker. In 1877 William constructed a building in Liebig Street for the Warrnambool Steam Packet Company, which has since been incorporated into the Warrnambool Art Gallery. Its western wall shows to older construction and design. William and Sibilla had five other children. By 1896 their sons William Jnr. and Henry operated the business as “Messrs Kucks Bros., Bakers & Confectioners”. They employed six staff and used three carts for deliveries over a thirty-mile radius. They catered for clubs and functions including the Exhibitors’ Picnic Luncheon for the Warrnambool Industrial and Arts Exhibition (1896-7). In 1907 Messrs Kucks Bros. baked a monster Pyramid Cake for a local bazaar. It contained coins of various sizes and weighed 84lbs (38kg). Everyone buying a slice hoped to be lucky enough to end up with a coin! William Kucks Jnr. also became licensee of Terang’s ”Wheatsheaf Hotel”, its name and logo connecting it to the family’s bakery in Warrnambool. William (1825-1911) and Sibilla (1833-1910) Kucks and three of their seven children are buried at the Warrnambool Cemetery in a family grave. John Sambell migrated from England and established his chemist and dentist business in Warrnambool around 1890 in his premises in Fairy Street. The business later included his son Herbert. The maker, Whitall Tatum & Co, is clearly marked on the base of the bottle. The company was a a well known maker of prescription bottles. He used the brand "W. T. & Co. from Mid-1870's until the late 1880's, moulded into his glassware. This medicine glass is significant as one of very few remaining items from the history of John Sambell, chemist and dentist, Warrnambool. It is also significant as an example of medical equipment that has a design still used today. It is also significant for its association with William and Sibilla Kucks, a colonial family in Warrnambool that was greatly involved in the community and commerce of early days in Warrnambool.Medicine glass, (measuring glass or dose cup), clear glass, round. The antique chemist measuring glass is wide at the top and tapers to a narrow base. The glass has side seams and an uneven base. The glass has imperfections ans bubbles. The base is uneven. The measuring scale lines have been scored into the glass and the measurements and other inscriptions have been moulded into the glass. Glass is from J. Sambell, chemist and dentist in Warrnambool. On the back there is a measuring scale in tablespoons and teaspoons. There is also an inscription of the maker on the base. The glass was made in the late 1880's by Whitall Tatum & Co., America.Embossed within a round border "J. SAMBELL / CHEMIST / AND / DENTIST / WARRNAMBOOL" The scale on the back has "TABLE" "1" and "2", and "TEA" "8", "4", "2" and "1" The base has "W.T. & CO." around the edge.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, medicine glass, measuring glass, dose cup, medicine dispensing, medicine measurement, sambell pharmacy warrnambool, sambell chemist and dentist, warrnambool chemist, history of warrnambool, early 20th century chemist, john sambell, medical equipment, warrnambool medical services, kucks family in warrnambool, william and sibilla kucks descendant, mrs kucks' confectionery, william kucks baker, warrnambool dentist, herbert sambell, whitall tatum & co, w. t. & co., warrnambool steam packet, warrnambool art gallery -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClocks, 1939-1946
Chelsea Clock Company History: The Chelsea Clock Company is an American clock manufacturing company that started before 1880 with Joseph Henry Eastman who founded the Harvard Clock Company and produced 800 clocks of marine, carriage, shelf and banjo types. He went on to change the company name to the Boston Clock Company in 1884. After several name changes in 1897, the Chelsea Clock Company was finally founded. Clocks produced by Chelsea Clock Company have been found in the White House, on US Naval Ships, and in homes and offices around the world. After the company first began life as the Harvard Clock Company, it was named the Boston Clock Company, the Eastman Clock Company before finally becoming the Chelsea Clock Company in July of 1897. The company had developed many patents and innervations over these years and between 1939 and 1946 during World War II they were awarded contracts by the U.S Maritime Commission and produced vast numbers of clocks for both merchant and naval ships. U.S Maritime Commission History: The United States Maritime Commission (MARCOM) was an independent executive agency of the U.S. federal government that was created by the Merchant Marine Act of 1936, and replaced the United States Shipping Board which had existed since World War I. It was intended to formulate a merchant shipbuilding program to design and build five hundred modern merchant cargo ships to replace the World War I vintage vessels that comprised the bulk of the United States Merchant Marine, and to administer a subsidy system authorized by the Act to offset the cost differential between building in the U.S. and operating ships under the American flag. It also formed the United States Maritime Service for the training of seagoing ship's officers to man the new fleet. The purpose of the Maritime Commission was to formulate a merchant shipbuilding program to design and then have built over a ten-year period 900 modern fast merchant cargo ships which would replace the World War I-vintage vessels Those ships were intended to be then leased to U.S. shipping companies for their use in the foreign seagoing trades the aim was to offer better and more economical freight services. The ships were also intended to serve as a reserve naval auxiliary force in the event of armed conflict which was a duty the U.S. merchant fleet had often filled throughout the years since the Revolutionary War. From 1939 through the end of World War II, the Maritime Commission funded and administered the largest and most successful merchant shipbuilding effort in world history, producing ships for both navy and merchant marine. By the end of the war, U.S. shipyards working under Maritime Commission contracts had built a total of 5,777 ocean-going merchant and naval ships. In early 1942 both the training and licensing was transferred to the U.S. Coast Guard for administration, then later to the Maritime Service final responsibility was conveyed to the newly created War Shipping Administration which was created to oversee the operation of merchant ships being built by the Emergency Program to meet the needs of the U.S. Armed Services. With the end of World War II, both the Emergency and Long Range shipbuilding programs were terminated as there were far too many merchant vessels now for the Nation's peacetime needs. In 1946, the Merchant Ship Sales Act was passed to sell off a large portion of the ships built during the war to commercial buyers, both domestic and foreign. The U.S Maritime Commission was officially disbanded on May 24th 1950. These clocks were to be found on all ships made in American for the war effort between 1939 and 1946. They are a significant reminder of the sacrifice by those who served in the merchant marine and the navy’s during the Second World War. The item is a part of our social history that reminds us of these dark times. The loses of family members, along with the trauma that many sailors had endured and had to live with for the rest of their lives once they were released from service and allowed to go home.American Clock is an 8-day marine clock made by the Chelsea clock Co for the “US Maritime Commission” . There is a second smaller dial for the seconds and 24-hour markings. Also a fast-slow adjuster to the top of the dial. The clock is an 8 day marine clock with US Maritime Commission inscribed on face in black lettering. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock, us maritime commission, chelsea clock company, horology, maratime clock -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageSteel Sample, ca. 1876
The sample of steel from which the S.S. Julia Percy’s boiler was made has been tested, according to the attached label. The test involved heating the steel to blood red temperature (or dark red colour) then dipping it into water and bending it when it was cold. A “very severe test for quality” was written on the ticket by T.H. Osborne. (Mr Thomas Hamilton Osborne was the secretary for the Western Steam Navigation Co, established in Warrnambool in 1886. The company’s office was on the corner of Timor and Liebig Streets in Warrnambool and its north-western wall is now part of the current Warrnambool Regional Art Gallery. ) Cold bending of steel in a press or through rollers is the typical method of curving steel for construction. The steel needs to be manufactured in such a way that it is strong enough yet still flexible enough not to crack when bent or rolled. The boiler on the Julia Percy could have been a Scotch Boiler, a design introduced in the 1870’s and still being used today. This design was more robust that previous boilers, generating higher working steam pressures. The design incorporate greater ability to roll iron plates, leading to greater strength, thicker plating and fewer riveted joints. They were originally made of iron then later incorporated steel sections until they were entirely constructed of steel. Many examples of this type of boiler can be found on wreck sites. Shipping was the cheapest and most practical means of carrying produce and goods during the period 1840-1890. Regular domestic steamer services commenced in the Warrnambool district in the late 1850’s and by 1870 the passenger trade was booming. Produce was loaded from the jetty into ‘lighters’ (small boats), which took it to the ships at anchorage in the bay. Passengers were taken to the ship’s side then climbed aboard up ladders or gangways. The coming of the railway in October 1889 meant the gradual decline and end of the steam shipping era. Originally the ship was known as the SS Julia Percy and was later renamed as the Leeuwin. She was an iron passenger-cargo steam ship built in Glasgow by Thomas Wingate for the Warrnambool Steam Packet Company, which commissioned the ship for the steamship trade in Victoria’s western district. She was first registered in Warrnambool, Victoria in 1876. At one point in time the Julia Percy would sail from Warrnambool to Melbourne every Friday and return from Melbourne to Warrnambool every Tuesday. The cost of a return ticket for a Saloon Fare was £1.0.0. She would sail “if practical and weather permitting”. The Julia Percy changed hands several times. Her next owner was the Western Steam Navigaiton Co of Melbourne (1887). It was the manager of this company, Mr. T.H. Osborne, who tagged ths steel sample above. Melbourne Steamship Co became the next owners (1890), followed by William Howard Smith and Sons (1901) for use in Queensland coastal trades, then she was bought by George Turnbull in 1903 and used for local mail contract in Western Australia. She was sold to the Melbourne Steamship Company Ltd. (1906) and re-named the Leeuwi but continued in her Western Australian coastal run. She was converted into a coal hulk in Melbourne in 1910 as a result of damaged caused when she was driven against the jetty at Dongara during a gale. The ship was eventually dismantled and scuttled in Bass Strait on 28 December 1934. The steel sample is significant for its association with the wreck of the Leeuwin (Julia Percy), which is on the Victorian Heritage Register. It is historically significant for being a rare artefact that has potential to interpret aspects of western Victoria’s 19th century steamship trade and Victorian cultural history, including the testing and manufacturing process associated with steam power. Leeuwin is listed on the Victorian heritage Register as being historically significant ‘as one of only four wrecks of steamships in Victorian waters associated with the western district of Victoria’s coastal steamship trade. Her registered number is VHR S413. A sample of the steel from which the boiler of the "SS Julia Percy" (later named Leeuwin) was made. The piece of steel is a ‘C’ shape with the ends almost meeting. A luggage ticket is tied onto the steel and has an inscription on it. The steel is rusty.Ticket with typed information “Steel of which the Boiler of the “Julia Percy” (Warrnambool Steam Navigation Co) was made. TEST: Made Blood hot or Dark Red then dipped into water and bent cold. A very severe test for quality T.H. Osborne. Below these words is the hand written inscription in black “FM 151 / 9.75” julia percy, leeuwin, steel, boiler, steam ship, metal testing, western steam navigation co., flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, t.h. osborne -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, S.S. Nelson, 1877 - 1984
This beautifully made ship model is a side relief of the steam ship “S.S. Nelson”, which was launched in 1877. The model’s case stands out because of its ornately carved internal frame. Relief models of ships, sometimes called half models, were often built by the shipbuilders as an exact scale model of the finished ship. The shipbuilders would use the model to ensure that the design was balanced. They would use the model as a point of reference during building. Also, ship models were used to demonstrate the designs to prospective buyers. It is not known whether this model of the “S.S. Nelson” was made for these purposes. HISTORY of the “S.S. Nelson” During the period 1840-1890 shipping was the cheapest and most practical means of carrying produce and goods to and from coastal towns such as Warrnambool. In the 1850s regular domestic steamer services began and by 1870 the passenger trade was booming. Passengers were taken to the ship’s side in small boats called lighters, which took it to ships at anchorage in Lady Bay, then climbed aboard up ladders or gangways. Their fare covered accommodation Saloon/Cabin section (higher class and more expensive) or the Steerage section (lower class and less expensive, below deck level). Produce included livestock such as pigs and fowls, and dairy products, bales of wool, and potatoes. The goods were loaded from the Warrnambool Jetty into the lighters. The S.S. Nelson was built by Messrs Blackwood and Gordon of Port Glasgow for a cost £25,000 in 1877. She was an iron screw steamer with an overall length of 200 feet, beam 25.5 feet and a depth of hold of 19.4 feet, which gave her a gross measurement of 649 tons. Her engines gave her a best speed of 13 knots and a maintainable speed of 12 knots. She was described as a handsome, star decked, efficient steamship, fitted with accommodating for 75 first class passengers in a saloon, and 40 second class passengers in a cabin. The S.S. Nelson arrived in the colony of Victoria on March 9th, 1877. She was first registered in Warrnambool by the Warrnambool Steam Packet Company under the management of Mr William Evans, and employed in the coastal trade of south west Victoria. She was very popular in 1878, registered under the new ownership of the Western Steamship Navigation Company, trading between Melbourne, Warrnambool and Portland. Captained John Nicholson commanded the S.S. Nelson after the previous captain, Thomas Smith, was suspended in 1882 for six months by the Victorian Steam Navigation Board following the collision between the S.S. Nelson and the S.S. Julia Percy. Other Captains include S Drewet and John Thompson. The S.S. Nelson was sold to Messrs. Huddart, Parker and Co. and re-registered in Melbourne on June 23rd, 1890. The new owners intended to use her for their Bass Strait crossing between Melbourne, Victoria and Launceston, Tasmania. On the night of Friday, June 27th 1890, under the command of Captain Carrington, she was on her way to Launceston on her first crossing for her new owners. She had no passengers and very little cargo and was to return to Melbourne with passengers the following morning. She was only 21 hours out of the dock when she struck Porpoise Rock in the Tamar River. All crew of 25 were saved but the bulkheads gave way and she rapidly filled before keeling over and disappearing in approximately 130 feet of water. The new owners had fully insured the almost 14-year-old S.S. Nelson with the Australian Alliance Insurance Company and she had only been in their possession for four days. This ship model of the S.S. Nelson is significant for its connection with the steam screw ship S.S. Nelson, one of a fleet of vessels owned by the Warrnambool Steam Packet Company. The S.S. Nelson was specifically built and purchased for the Victorian coastal trade business of the late 19th century, when shipping was the cheapest and most practical means of transporting goods and passengers between Victoria’s coastal towns and the major port at Melbourne. Once the railway came to Warrnambool in 1889, the steam shipping industry began to decline.Ship model; relief of the S.S. Nelson, showing deck superstructure, ventilators and single funnel. Ship's name is painted on the bow "NELSON". Wood model, varnished finish over natural wood and black painted areas. Timber case with ornate edging and glass front and sides."NELSON" painted on bowflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, s.s. nelson steam ship 1877, screw steamer, 1877 vessel, ship model s.s. nelson, blackwood and gordon port glasgow, warrnambool steam packet company, western steam navigation company, south west coast trader, sea transport melbourne to portland, victorian steam navigation board, s.s. julia percey, captain john nicholson, captain thomas smith, captain s drewet, captain john thompson, captain carrington, huddart, parker and co, bass strait crossing 1890, sea transport melbourne to launceston, porpoise rock tamar river, australian alliance insurance company, ship model making, vessels, victorian coastal trader -
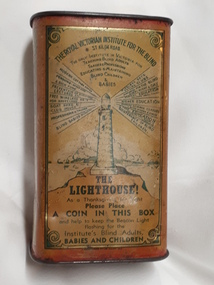 Vision Australia
Vision AustraliaFunctional object - Object, Donation tin - rectangular RVIB tin, 1936
Coin collections have a long and varied history. Coins were often collected in churches in a box located near the entrance/exit, and later via a collection plate that was passed amongst the congregation Funds were used to repair the church or feed the poorest of the parish. The donation of coins is and was considered part of religious life and mentioned in Christian, Jewish and Islamic texts. With the need and expansion of charitable works occurring outside religious life, charity boxes began to spread into hospitals, orphanages and asylums. The need for non-fixed boxes grew with the rise in charities and their activities outside a fixed building. Collection boxes could be large (and therefore hard to move) or could be held by individuals acting as collection agents, working at a specific location, moving between dwellings or at events. These boxes were designed to be reused, with a pop out section in the base.2 x metal coin collection tins with printed sidesFront: The Royal Victorian Institute for the Blind St Kilda Road The only Institute in Victoria for teaching blind adults trades & professions educating & maintaining blind children & babies (Lighthouse with words radiating out from light) Modern cottage homes Pensions - after care & sick fund Prevention of blindness lectures, etc. Free wireless radio for needy cases Boat shed & club house Professions & trades Blind babies nursery Wireless sets Social club Happiness for the blind every day & night Musical education Higher education Domestic science classes for blind women & girls A free education Maintenance of blind children The Lighthouse! As a thanksgiving for sight Please place a coin in this box and help to keep the Beacon Light flashing for the Institute's Blind Adults, Babies and Children Side: (Picture of two girls playing with dolls house) Our blind babies and pupils will probably spend 70 years in our Royal Victorian Institute for the Blind St Kilda Road As a thanksgiving for sight please help make their years very happy ones by placing a coin in this box! Reverse front: (Drawing of a man holding his hand to his eyes as a blast occurs in front of him, pushing small objects towards his body.) It might hit You or Me! Please! Will You? As a thanksgiving for the sight you and your dear ones possess, please place a coin in this box to assist the Royal Victorian Institute for the Blind, St Kilda Road, and its Blind Adults, Children and Babies! Reverse side: (picture of workshop at RVIB) One of our many spacious workshops provided by public subscription! The Royal Victorian Institute for the Blind is faced with the problem of employing and otherwise assisting its blind workers. It gives them charitable allowances in addition to their earnings, amounting to approximately 15,000 (pounds) every year, to enable them to support their wives and families! No profits can therefore be made! This 15,000 (pounds) is distributed because the great handicap of blindness prevents blind persons from earning as much as their more fortunate sighted fellows. Please! Ask Storekeepers for our Baskets, Mats, Brooms, etc. And as a thanksgiving for Your Sight place a coin in this box for our blind adults, children and babies! Embossed on the top of the box is Royal Victorian Institute for the Blindfundraising, royal victorian institute for the blind -
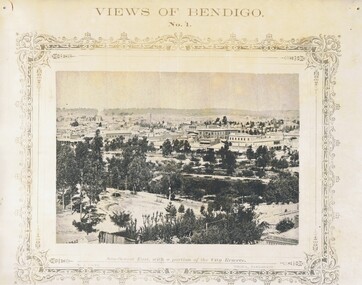 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - NICHOLAS CAIRE VIEWS OF BENDIGO
Full set (52 photos) of Nicholas Caire ''Views of Bendigo'' photographs. 1) Sandhurst East with a portion of the City Reserve. 2) New Chum line of reef. 3) Sandhurst-North part as seen from the top of the Masonic Hall. 4) The Hustler's line of reef seen from Redan Hill. 5) Battery of stampers for crushing quartz 6) View of Sandhurst as seen from the top of the New Masonic Hall. 7) Excavation of quartz reef near Ironbark Hill. 8) St. Paul's Church, tower and belfry. 9) View of the Camp Reserve as seen from the Court House. 10) View of North Old Chum showing surface excavations. 11) View as seen from the Camp Hill near the lodge. 12) Garden Gully amalgamated claims. 13) Shamrock Hotel, Sandhurst. 14) View as seen from Court House showing the willows & East Pall Mall. 15) Wesleyan Church, Golden Square. 16) Savings bank, Sandhurst. 17) The Bendigo district hospital. 18) Interior of the Wesleyan Church, Golden Square. 19) View of Golden Square township. 20) The Town Hall, City of Sandhurst. 21) The City Hotel, Sandhurst. 22) Pall Mall, Sandhurst. 23) Sandhurst City Market. 24) Pall Mall, Sandhurst looking west. 25) View from Camp Hill looking north - east 26) View of Charing Cross, Sandhurst. 27) View of Sandhurst as seen from Knipe's Castle. 28) Township of Long Gully. 29) View taken from St. Paul's tower. 30) View of the Sandhurst cemetery at back creek. 31) Kock's pioneer quartz crushing plant, Long Gully. 32) The New Masonic Hall, Sandhurst. 33) The Bendigo benevolent asylum and industrial school. 34) Bendigo flat as seen from Wattle Hill. 35) View of Old Chum Hill. 36) New Chum Gully as seen from Specimen Hill. 37) Township of Eaglehawk. 38) View from St. Paul's tower looking south west. 39) View of the railway tunnel through the Big Hill, near Mt. Herbert. 40) View taken from St. Paul's looking south. 41) Scene taken from St. Paul's tower looking eastward. 42) View of Sandhurst from St. Paul's tower looking north-west. 43) The great extended Hustler's co's. quartz mining claim. 44) View from the Big Hill showing the line of railway to Melbourne. 45) View from St. Paul's Church tower looking westward. 46) View from St. Paul's Church tower looking north-west. 47) Scene near the Big Hill ranges taken from Mr. Buick's residence. 48) View from St. Paul's Church tower looking north eastward. 49) Township of Eaglehawk 50) View of Mitchell Street, Sandhurst. 51) Botanical gardens near the White Hills. 52) View Point, Sandhurst.bendigo, streetscape, various views, nicholas cairne -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - IAN DYETT COLLECTION: THE LOCAL HEROES
66 page booklet titled The Local Heroes real people, real lives, real stories… Front cover is off white at the top and patterned yellow shades at the bottom with the title in the centre, City of Greater Bendigo above. Background to the Local Heroes Project, drafted by Dr Gan Che ng PhD. MA. Inside the front cover. Photos, names of Students, Principal and Teachers of Bendigo South East College Team, Catholic College Bendigo Team, Eaglehawk Secondary College Team, Girton Grammar School Team and Weeroona College Bendigo team are in the front of the book. There is information about the project. Photo and information about Simmon Pang - Project Initiator/Photographer. Foreword by The Hon. Martin Dixon MP - Minister for Education Victoria with photo and Foreword - Cr Lisa Ruffell - Mayor of the City of Greater Bendigo. The following pages have a short synopsis and photo of Barry Ackerman - Expert in the Rubber Industry & Twice Mayor, Joanne Baker - Founder of Righteous Pups Australia, Linda Beilharz OAM - Intrepid Adventurer, Valerie Broad OAM - Founder & Artistic Director of Youth Choir, Paul Chapman - Co-Founder of The Australian Turntable Company, Susanne Clarke - Passionate about Community Engagement, Patrick (Pat) James Connolly - Bendigo Amateur Boxing Club Coach, Robert Jackson (Cookie) Cook - Founder of Horizon House, Geoff Curnow - Farmer & Community Volunteer, Merna Curnow - Farmer & Agricultural Consultant, Jenny Dawson - Accounting & Banking, Laura Dusseljee - Choir Director & Music Teacher, Ian Maxwell Dyett JP - Life Dedicated to Volunteering, Donald James Erskine - Founder of Industrial Conveying Australia, James Victor Evans - Teacher, Historian & Actor, Rod Fyffe - Champion of Arts & Culture, Richard Guy OAM - banker & Philatelist, Edwin Richard (Dick) Hazeldene OAM - Chicken Farmer to Poultry Entrepreneur, Robert (Rob) Hunt AM - Head of Bendigo Adelaide Bank and Founder of Community Banking Model, Russell Goldfield Jack AM - Founder of Golden Dragon Museum, Jack Kelly - Teacher Sharing Experience, Ian George Mansbridge - Farmer, Accountant & Banker, Ken Marchingo - Instigator of Haven; Home Safe, Elizabeth (Beth) McKerlie OAM - Dedicated to Scouting, Gordon McKern OAM - Founder of McKern Steel, Sharelle McMahon - Netballer Extraordinaire, Lola Mary Miller AM BEM - Teacher of Health & Physical Education, Julie Millowick - Accomplished Photographer, Educator & Artist, Dennis Reginald O'Hoy - Academic & Historian, Margaret O'Rourke - A Champion for Connected Communities, Karen Quinlan - Director of Bendigo Art Gallery, Jonathan William Ridnell - Broadcaster, Leon Maxwell Scott OAM - Business Entrepreneur & Rotary Volunteer, Margot Elizabeth Spalding - Co-founder of Jimmy Possum Designer Furniture, Wendy Diane Stavrianos - Painter, Sculptor & Installation Artist, Jack Taylor OAM JP - An Eaglehawk Legend, Wes Vine - School Principal & Vigneron, Lynn Warren - Aboriginal Elder, Raymond James Wild - A Plumber's Story, Diana Williams - Founder of Fernwood Fitness and John Wolseley - International Artist. The back cover also has small photos and the names of people mentioned.ian dyett collection - the local heroes, city of greater bendigo, dr gan che ng, la trobe ubiversity bendigo, bendigo south east college, catholic college bendigo, eaglehawk secondary college, girton grammar school, weeroona college bendigo, simmon pang, the hon martin dixon mp, cr lisa ruffell, bendigo art gallery, city of greater bendigo, the capital - bendigo's performing arts centre, la trobe university australia, catholic kiocese of sandhirst, haven home safe, the hotel shamrock bendigo, hazendene's, bendigo & district aboriginal co-operative, mr baillieu myer ac, bendigo advertiser, australian broadcasting corporation, bendigo chinese association inc - lion team, wannik dance academy dancers, bendigo forever young choir, bendigo youth choir -
 Federation University Historical Collection
Federation University Historical CollectionPamphlet - Promotional brochure, Bachelor of Visual Arts, Graphic Design/Multimedia, c1999
Promoting the Graphic Design/Multimedia program being offered by the University of Ballarat at the Mt Helen Campus. Promoted course as "one of the smallest and arguably the best three year programs of its kind in Australia and the South Pacific region." The brochure lists student awards received including Platinum and Gold in the AGFA International Young Designer Contest, 1999; two meritorious awards in The Art Directors Club Student Awards, New York, USA 1999; Graphis New Talent 1999; two Gold in Souther Cross Packaging Awards, 1998. At time of publication, the School of Arts, Visual Arts reportedly had 210 students with majors in Graphic Design/Multimedia, Ceramics/3D, Painting, Drawing, and Multidiscipline. Minors studies included Printmaking, Photography, 3D, 2D, and Graphic Communication. ___ Course aimed to train "independent, flexible thinkers". The course promised to "Promote creativity, originality and imaginative thinking; Develop self-directed learners, displaying initiative in the formation of ideas and the confidence to construct personal responses; Develop appropriate conceptual, technical and professional skills; Develop the student's critical process: ability to undertake research, and to make informed decisions; Clarify thinking, concepts and understanding and deep knowledge, attitudes and skills enabling the designer to respond to community needs." Studio and working environment described as "one open space with working facilities for approximately 75 students across 3 year levels. The area is divided up into work stations where 1st, 2nd and 3rd year students intermix, allowing a natural interaction. These workstations are configurations of six, consisting of two students from each year level. This reinforces the area's ongoing development with an open ethos and cross-level delivery and learning. This maximises the use of information in order for it to be applied throughout all levels of the learning process, whilst allowing a natural mentor arrangment to be developed for all first year students, " "The open ethos approach also encourages students and staff to freely express their opinions in relation to design via cross-level critiques, whilst allowing for a liberal arts approach and structure to the development of the creative process." "Emphasis is placed on experimentation, innovation, expression and the development of the individual's design philosophies, concepts and style." Also notes the 24 hour access Macintosh laboratory, with 34 Power Macintosh computers, ratio of one for every 2.5 students. Each with a Fujitsu Dyna Magneto Optical drive for file storage and transport. Two Sharp scanners, Phaser Dye-Sublimation Extra Tabloid colour printer and Ricoh A3 colour printer. Two large format printers. Digital and video cameras. Software: Adobe Photoshop, Illustrator, Acrobat; QuarkXpress; Macromedia Freehand; Pagemaker; Premier; Director; 3D Extreme; Sound Eidt, Shockwave, Infinite 3D and After Effects. Approx 4.5 staff, "all of whom are practicing designers. They have a full understanding of industry requirements and trends which assists in the development of industrial contacts when specialists are required." Prospective students interviewed in late Nov/ early Dec, face to face. Present a "comprehensive folio of work", academic records, references. "Selection is determined by the perceived potential of the student, their motivation and reason for study within the field as well as their previous experience in the Visual Arts. Folio work should be representative of the individual's ideas and abilities. Qualities of importance are: originality, innovation, imagination, experimentation and a competent display of the basic skills associated with visual arts [evidence of drawing skills should be included]." Demonstration of GD/MM computer skills an advantage. Students also asked to bring sketch books. Promotional brochure for prospective students. 8pp Double fold brochureuniversity of ballarat, federation university, graphic design, multimedia, bachelor, degree -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClock, 1867-1870
Chauncey Jerome (1793–1868) was an American clock maker in the early to mid 19th century. He made a fortune selling his clocks, and his business grew quickly. Jerome was born in Canaan USA in 1793 son of a blacksmith and nail-maker. He began his career in Plymouth, making dials for long-case clocks where he learned all he could about clocks, particularly clock cases, and then went to New Jersey to make seven-foot cases for clocks mechanisms. In 1816 he went to work for Eli Terry making "Patent Shelf Clocks," learning how to make previously handmade cases using machinery. Deciding to go into business for himself, Jerome began to make cases, trading them to Terry for wooden movements. In 1822 Jerome moved his business to Bristol New Haven, opening a small shop with his brother Noble and began to produce a 30-hour and eight-day wooden clocks. By 1837 Jerome's company was selling more clocks than any of his competitors. A one-day wood-cased clock, which sold for six dollars had helped put the company on the map. A year later his company was selling that same clock for four dollars. The company also sold one line of clocks at a wholesale price of 75 cents and by 1841 the company was showing an annual profit of a whopping $35,000, primarily from the sale of its brass movements. In 1842 Jerome moved his clock-case manufacturing operation to St. John Street in New Haven. Three years later, following a fire that destroyed the Bristol plant, Jerome relocated the entire operation to Elm City factory. Enlarging the plant, the company soon became the largest industrial employer in the city, producing 150,000 clocks annually. In 1850 Jerome formed the Jerome Manufacturing Co. as a joint-stock company with Benedict & Burnham, brass manufacturers of Waterbury. In 1853 the company then became known as the New Haven Clock Co, producing 444,000 clocks and timepieces annually, then the largest clock maker in the world. Jerome's future should have been secure but in 1855 he bought out a failed Bridgeport clock company controlled by P.T. Barnum, which wiped him out financially, leaving the Jerome Manufacturing Co. bankrupt. Jerome never recovered from the loss. By his admission, he was a better inventor than a businessman. When Jerome went bankrupt in 1856 the New Haven Clock Company purchased the company. One of the primary benefits of Jerome purchasing New Haven in the first place was the good reputation of the Jerome brand and the network of companies that remained interested in selling its clocks. In England, Jerome & Co. Ltd. sold Jerome clocks for the New Haven company until 1904, when New Haven purchased the English firm outright. After his involvement with the New Haven Company in 1856, Jerome traveled from town to town, taking jobs where he could, often working for clock companies that had learned the business of clock making using Jerome's inventions. On returning to New Haven near the end of his life, he died, penniless, in 1868 at the age of 74. The company struggled on after Jerome's bankruptcy until after World War II, when the company endeavored to continue through disruptions caused by a takeover along with poor sales, finally having to fold its operations in 1960 a little more than 100 years after it had been founded. The item is significant as it is associated with Chauncey Jerome who had made a historic contribution to the clock making industry during the 19th century when he began to substitute brass mechanisms for wooden mechanisms in his clocks. This was said to be the greatest and most far-reaching contribution to the clock industry. Because of his discovery of stamping out clockwork gears rather than using castings, Jerome was producing the lowest-priced clocks in the world. That can only add to his significance as the major clock manufacture of the 19th century. Jerome may have made and lost, a fortune selling his clocks but was perhaps the most influential and creative person associated with the American clock business during the mid-19th century. Also, he had served his community as a legislator in 1834, a Presidential elector in 1852 and mayor of New Haven, Connecticut from 1854 to 1855.Eight day movement wall clock with Roman numerals, octagonal shaped rosewood veneered casing, hinged face with locking clip. Wound from front. Face has adjustment for Fast-to-Slow.Part paper label on back of case can just make out "Jerome" and "ight and One" probable meaning is "Eight and One Day" describing the movements operational time between winding the mechanism.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock maker, jerome & co, new haven, chauncey jerome, canaan -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageClock, 1867-1870
Chauncey Jerome (1793–1868) was an American clock maker in the early to mid 19th century. He made a fortune selling his clocks, and his business grew quickly. Jerome was born in Canaan USA in 1793 son of a blacksmith and nail-maker. He began his career in Plymouth, making dials for long-case clocks where he learned all he could about clocks, particularly clock cases, and then went to New Jersey to make seven-foot cases for clocks mechanisms. In 1816 he went to work for Eli Terry making "Patent Shelf Clocks," learning how to make previously handmade cases using machinery. Deciding to go into business for himself, Jerome began to make cases, trading them to Terry for wooden movements. In 1822 Jerome moved his business to Bristol New Haven, opening a small shop with his brother Noble and began to produce a 30-hour and eight-day wooden clocks. By 1837 Jerome's company was selling more clocks than any of his competitors. A one-day wood-cased clock, which sold for six dollars had helped put the company on the map. A year later his company was selling that same clock for four dollars. The company also sold one line of clocks at a wholesale price of 75 cents and by 1841 the company was showing an annual profit of a whopping $35,000, primarily from the sale of its brass movements. In 1842 Jerome moved his clock-case manufacturing operation to St. John Street in New Haven. Three years later, following a fire that destroyed the Bristol plant, Jerome relocated the entire operation to Elm City factory. Enlarging the plant, the company soon became the largest industrial employer in the city, producing 150,000 clocks annually. In 1850 Jerome formed the Jerome Manufacturing Co. as a joint-stock company with Benedict & Burnham, brass manufacturers of Waterbury. In 1853 the company then became known as the New Haven Clock Co, producing 444,000 clocks and timepieces annually, then the largest clock maker in the world. Jerome's future should have been secure but in 1855 he bought out a failed Bridgeport clock company controlled by P.T. Barnum, which wiped him out financially, leaving the Jerome Manufacturing Co. bankrupt. Jerome never recovered from the loss. By his admission, he was a better inventor than a businessman. When Jerome went bankrupt in 1856 the New Haven Clock Company purchased the company. One of the primary benefits of Jerome purchasing New Haven in the first place was the good reputation of the Jerome brand and the network of companies that remained interested in selling its clocks. In England, Jerome & Co. Ltd. sold Jerome clocks for the New Haven company until 1904, when New Haven purchased the English firm outright. After his involvement with the New Haven Company in 1856, Jerome traveled from town to town, taking jobs where he could, often working for clock companies that had learned the business of clock making using Jerome's inventions. On returning to New Haven near the end of his life, he died, penniless, in 1868 at the age of 74. The company struggled on after Jerome's bankruptcy until after World War II, when the company endeavored to continue through disruptions caused by a takeover along with poor sales, finally having to fold its operations in 1960 a little more than 100 years after it had been founded. The item is significant as it is associated with Chauncey Jerome who had made a historic contribution to the clock making industry during the 19th century when he began to substitute brass mechanisms for wooden mechanisms in his clocks. This was said to be the greatest and most far-reaching contribution to the clock industry. Because of his discovery of stamping out clockwork gears rather than using castings, Jerome was producing the lowest-priced clocks in the world. That can only add to his significance as the major clock manufacture of the 19th century. Jerome may have made and lost, a fortune selling his clocks but was perhaps the most influential and creative person associated with the American clock business during the mid-19th century. Also, he had served his community as a legislator in 1834, a Presidential elector in 1852 and mayor of New Haven, Connecticut from 1854 to 1855.Clock, marine, in octagonal rosewood veneer case. Roman numerals to dial, has a seconds dial. 2 key-winding holes slow-to-Fast adjustment pin through dial. Small lever in lower edge of case activates a chime. "8 day, 8 inch, Lever Striking escarpment " Paper label on the back of the clock "Jerome & Co, New Haven, Conn" "Manufacturers of every variety of Office and Home Clocks and Time Pieces".flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, clock, jerome & co, new haven, clock maker, chauncey jerome -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageLiterary work - Book, G. Sidney, Book of sermons by The Right Reverend Beilby Porteus Vol 2. Additional notes on authors life by Rev. Robert Hodgson, A.M.F.R.S, 1811 Published
Rev Robert Hodgson: His father was Robert Hodgson Snr, of Congleton, and Mildred (née Porteus) in early 1773. He was baptised on 22 September 1773 at St Peter's Church, Congleton. Hodgson was a close relative (by marriage on his father's side and by blood on his mother's side) of Beilby Porteus, Bishop of London of whom Hodgson wrote a biography of Porteus. On his mother's side, he was a descendant of Augustine Warner Jnr., who presided as the Speaker of the Virginia House of Burgesses during the time of Bacon's Rebellion (Warner served before the Rebellion in 1676, and after the Rebellion in 1677.) Hodgson was educated at Macclesfield School and Peterhouse, Cambridge, where he graduated with a BA as 14th Wrangler in 1795. He was appointed rector of St George's, Hanover Square for over forty years, from 1803 until his death in 1844. Bishop Beilby Porteus: Beilby Porteus 8 May 1731 – 13 May 1809), successively Bishop of Chester and London was a Church of England reformer and a leading abolitionist in England. He was the first Anglican in a position of authority to seriously challenge the Church's position on slavery. Porteus was born in York on 8 May 1731, the youngest of the 19 children of Elizabeth Jennings and Robert Porteus ( 1758/9), a planter. Although the family was of Scottish ancestry, his parents were Virginian planters who had returned to England in 1720 as a result of the economic difficulties in the province and for the sake of his father's health. Educated at York and Ripon Grammar School, he was a classics scholar at Christ's College, Cambridge, becoming a fellow in 1752. In 1759 he won the Seatonian Prize for his poem Death: A Poetical Essay, a work for which he is still remembered. He was ordained as a priest in 1757, and in 1762 was appointed as domestic chaplain to Thomas Secker, Archbishop of Canterbury, acting as his assistant at Lambeth Palace for six years. It was during these years that it is thought he became more aware of the conditions of the enslaved Africans in the American colonies and the British West Indies. He corresponded with clergy and missionaries, receiving reports on the appalling conditions facing the slaves from Rev James Ramsay in the West Indies and from Granville Sharp, the English lawyer who had supported the cases of freed slaves in England. In 1769 Beilby Porteus was appointed as chaplain to King George III. He was also Rector of Lambeth (a living shared between the Archbishop of Canterbury and the Crown) from 1767 to 1777, and later Master of St Cross, Winchester (1776–77). He was concerned about trends within the Church of England towards what he regarded as the watering-down of the truth of Scripture and stood for doctrinal purity. He was, however, happy to work with Methodists and dissenters and recognised their major contributions in evangelism and education. In 1776, Porteus was nominated as Bishop of Chester, taking up the appointment in 1777. He was Renowned as a scholar and a popular preacher, it was in 1783 that the young bishop was to first come to national attention by preaching his most famous and influential sermon. In 1787, Porteus was translated to the bishopric of London on the advice of Prime Minister William Pitt, a position he held until his death in 1809. As is customary, he was also appointed to the Privy Council, and Dean of the Chapel Royal. In 1788, he supported Sir William Dolben's Slave Trade Bill from the bench of bishops, and over the next quarter-century, he became the leading advocate within the Church of England for the abolition of slavery, lending support to such men as Wilberforce, Granville Sharp, Henry Thornton, and Zachary Macaulay to secure the eventual passage of the Slave Trade Act in 1807.Beilby Porteus was one of the most significant, albeit under-rated church figures of the 18th century. His sermons continued to be read by many, and his legacy as a foremost abolitionist was such that his name was almost as well known in the early 19th century as those of Wilberforce and Thomas Clarkson but 100 years later he had become one of the 'forgotten abolitionists', and today his role has largely been ignored and his name has been consigned to the footnotes of history. His primary claim to fame in the 21st century is for his poem on Death and, possibly unfairly, as the supposed prototype for the pompous Mr. Collins in Jane Austen's novel ”Pride and Prejudice”. But, ironically, Porteus' most lasting contribution was one for which he is little-known, the Sunday Observance Act of 1781 (a response to what he saw as the moral decay of England), which legislated how the public were allowed to spend their recreation time at weekends these laws continued for the following 200 years until the passing of the Sunday Trading Act of 1994.Book of sermons cover is brown with gold border and decoration Beilby Porteus (or Porteous; 8 May 1731 – 13 May 1809), successively Bishop of Chester and of London, was a Church of England reformer and a leading abolitionist in England. He was the first Anglican in a position of authority to seriously challenge the Church's position on slavery. The Works of The Right Reverend Beilby Porteus Vol 2” . Spine has “Porteus’ Works, Vol. II Sermons”. The works of the Right Reverend Beilby Porteus, D.D., late Bishop of London; with his life, by the Rev. Robert Hodgson, A.M.F.R.S. and one of the Chaplains in Ordinary to His Majesty. A New Edition in Six Volumes. Vol. II – Sermons. Published in 1811 for T. Cadell and W., Davies, in The Strand, London. Printed by G. Sidney, Northumberland-street. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, right reverend beilby porteous, sermons, london reverend