Showing 494 items matching "liquids"
-
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Labels, Knight Tuck, Early 20th century
... Veterinary Surgeon, Telephone 119 MARKET BUILDINGS,WARRNAMBOOL Modern Print Warrnambool .6 Liquid Blister FOR VETERINARY USE. POISON DIRECTIONS (Detailed in fine print) A.W. ...Veterinary Surgeon, Telephone 119 MARKET BUILDINGS,WARRNAMBOOL Modern Print Warrnambool .6 Liquid Blister FOR VETERINARY USE. POISON DIRECTIONS (Detailed in fine print) A.W. ...Arthur William Knight Tuck (1871-1942) took over from Veterinary Surgeon Desmond in Warrnambool in 1897 and was a prominent vet in Warrnambool for a great number of years.These labels are of great interest as they show the variety of medicines used by veterinary surgeons in the early 20th century- Wound Powder, The Electuary Poison for sore throats, Liquid Blister, Colic Draught, Liquid Soap for dogs, Stimulating Embrocation for sprains, bruises etc. .1,.2,.3 Yellow and orange rectangular labels with black text and a decorative border paper. All are slightly damaged. .4 Ochre coloured rectangular label with black text and a decorative border. It is damaged. .5 White rectangular label with red text and a decorative border. It has horizontal lines on which to write. It is discoloured. .6 White rectangular label with dark blue text and a plain border. .7, White rectangular label with dark blue text and decorative border top and bottom.It is damaged. .8 White rectangular label with black text and plain border. .9 White rectangular label with red text and plain border. . . .1,.2,.3 The ELECTUARY POISON FOR SORE THROATS, INFLUENZA, COUGHS, COLDS &C Directions- Two teaspoonfuls to be placed on the back of the tongue with a flat smooth piece of wood, three or four times a day A.W. Knight -Tuck , V,S., G.M. V.C., Market Buildings, Warrnambool Phone 119. .4 Wound Powder For Drying Up and Healing Open Wounds and Foul Running Sores DIRECTIONS Dust a little of the Powder on twice a day. KEEP IN A DRY PLACE. A.W. KNIGHT-TUCK, V.S.,G.M.V.C. Veterinary Surgeon MARKET BUILDINGS, WARRNAMBOOL Telephone 119 .5 To...... FROM A.W. KNIGHT - TUCK.V.S.,G.M.V.C. Veterinary Surgeon, Telephone 119 MARKET BUILDINGS,WARRNAMBOOL Modern Print Warrnambool .6 Liquid Blister FOR VETERINARY USE. POISON DIRECTIONS (Detailed in fine print) A.W. KNIGHT-TUCK ( as above for profession and location ) .7 . LIQUID SOAP FOR WASHING DOGS etc. (as above for profession and location) .8 STIMULATING Embrocation FOR Sprains, Bruises, Sore Throat, Strangles, Rheumatism, &c .DIRECTIONS ( detailed in fine print) A. W KNIGHT - TUCK (as above for profession and location) .9 Colic Draught FOR Colic or Gripes DIRECTIONS FOR USE ( detailed in fine print) A.W KNIGHT -TUCK (as above for profession and location) a.w. knight -tuck -
 Phillip Island and District Historical Society Inc.
Phillip Island and District Historical Society Inc.Documents, Shire of Phillip Island et al, 1940's
... Also came with accompanying letter from Sylvia Woodhead. 361-01: An Invitation to a Dinner at the Isle of Wight Hotel - 26/11/1943 - on the occassion of the visit of Delegates to the Gippsland Shires and Boroughs Development Association Annual Conference. 361-03: Identity Card for Dorothy Symes Edhouse. 361-04: Circular from the Liquid Fuel Control Board dated 21st February 1942. 361-05: Photograph of James & Frances Edith Hill. ......Liquid Fuel Control Board...Documents Shire of Phillip Island Commonwealth of Australia Liquid Fuel Control Board Edith Jeffrey & R F Woodhead. ...Documents and Photograph donated by the Woodhead family. Dorothy Edhouse was the only child of James & Frances Hill, who were Sylvia Woodhead's grandparents. "James Hill (Jimmy) came to Phillip Island in 1920 and purchased the Hotel, known as Woods Family Hotel. (Later, the Phillip Island Hotel in Walpole Street, now demolished). A milestone occurred whilst in his capable hands, when he installed an electric light plant, (32 volt), the first on the Island. He also made hundreds of cement bricks, when he built his own home. Later he purchased a building in Thompson Avenue, where he established a Billiard Saloon, with a small shop attached. He died in 1937, aged 68. His only child Dorothy Edhouse, is now 95 and has made arrangements to have her ashes added to her fathers' grave." This was added to the photograph of James Hill and Frances Edith Hill - not sure what date it was compiled by Richard Woodhead. Frances died in 1960. The write up was take from "Garden of Memories" by Edith Jeffrey. Four documents/photograph relating to Cr J O Edhouse and his wife Mrs Dorothy Edhouse. Also came with accompanying letter from Sylvia Woodhead. 361-01: An Invitation to a Dinner at the Isle of Wight Hotel - 26/11/1943 - on the occassion of the visit of Delegates to the Gippsland Shires and Boroughs Development Association Annual Conference. 361-03: Identity Card for Dorothy Symes Edhouse. 361-04: Circular from the Liquid Fuel Control Board dated 21st February 1942. 361-05: Photograph of James & Frances Edith Hill. A note saying that James (fondly called Jimmy) came to Phillip Island in 1920 and purchased a hotel - see history below. james & frances edith hill, shire of phillip island dinner invitation, identity card, cr j o edhouse, mrs edhouse, sylvia woodhead, documents -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Ephemera - MISS G ALICE JONES COLLECTION: WWII FUEL RATION 2 GALLON TICKETS
... Over top is "Commonwealth Liquid Fuel Control Board". In the centre, "Motor Spirit two 2 Gals not transferable Ration Ticket. ...Over top is "Commonwealth Liquid Fuel Control Board". In the centre, "Motor Spirit two 2 Gals not transferable Ration Ticket. ...Petrol rationing was gazetted in May 1941. Australia's lack of fuel storage options and the diversion of tankers bringing fuel here forced the government to begin rationing. Initially it was proposed that consumption should be reduced by 50% but this was modified to 1/3 reduction. People had to apply for a petrol licence and this was then used to obtain ration coupons. Initially coupons were issued on a 6 monthly basis but this was reduced to 2 monthly and allowed people roughly 2000 gallons per year. Coupons allowed for 1, 2, 5, 10, 44 and 100 gallon amounts depending on need. eg. private, commercial, farm use. Rationing was strictly enforced until 1942 but remained in effect until 1950.WWII Fuel Ration 2 Gallon Tickets: 9 Tickets of cream card with brown and blue print rectangular in shape with perforated edges. The back ground is a wall paper of small oval shapes with "Motor Spirit" printed in brown ink. Over top is "Commonwealth Liquid Fuel Control Board". In the centre, "Motor Spirit two 2 Gals not transferable Ration Ticket. Department of supply & Development. Issued Under National Security Act. 1939-40". Over top again in blue ink is covered in small lines and the words "Consumer must endorse this ticket on the back with signature and Licence number". On the back hand written in black ink is "G. Alice Jones 2(e)/3869".McCracken Australia Stamp Printedgovernment, federal, fuel ration ticket -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFlyer - Advertisement, Soap, Wright, Layman & Umney Ltd, Late 1940s
... The liquid was made into an antiseptic soap for treating skin diseases. ...The liquid was made into an antiseptic soap for treating skin diseases. ...Wright’s Coal Tar Soap was a popular brand of household soap, manufactured by William Valentine Wright from 1867. The yellow soap was antiseptic, designed to cleanse the skin thoroughly. It was originally named Sapo Carbonis Detergens, which remains a registered trademark. The product was developed from ‘liquor carbonis detergens’, the liquid by-product of the distillation of coal to make coke. The liquid was made into an antiseptic soap for treating skin diseases. William Valentine Wright was born in 1826 at Aldeburgh, Suffolk. He was a wholesale druggist and chemist who had a small business, W.V. Wright & Co., at 11 Old Fish Street Hill, City of London, where he first sold the soap. In 1863 Wright moved his firm to small premises at 50 Southwark Street, Southwark, London, and not long afterwards M. Sellers and Mr Charles Noel Layman joined the partnership. The company's name changed to Wright, Layman & Umney, when Charles Umney (1843–1909) was taken into the partnership on June 17, 1876, after the death of M. Sellers. William Valentine Wight 1877. Rob Umney, great-great-grandson of Charles Umney, provided further details about the firm, adding that in the late 1960s, the Wright’s Coal Tar Soap business was taken over by LRC Products Ltd who sold it to Smith & Nephew in 1994. The current owners of the brand, Simple Health and Beauty Ltd are based in Solihull and the soap is called Wright's Traditional Soap ‘With coal tar fragrance’. The coal tar has been replaced with tea tree oil. There were concerns that ingredients in coal tar could cause cancer when a person is exposed to very high concentrations, such as in roofing and road paving. In January 2025 the current manufacturers still produce the Wright's Coal Tar Soap.The flier states that Wright's Coal Tar Soap was sold throughout the United Kingdom and Colonies, which includes Australia. The soap is representative of the many consumer goods sold at pharmacies and chemist shops across the world, such as Sambell and Son, who operated a pharmacy in Fairy Street, Warrnambool in the 19th century. The paper flier is rectangular and has printed text and a logo. The top right corner has stamped punch marks. It promotes Wright's Coal Tar Soap, made by Wright, Layman & Umney Ltd. England.Punch mark; "1176"flagstaff hill, maritime museum, wright's, coal tar soap, soap, bathing, antiseptic, washing, personal hygiene, london, southwark, chemist, pharmacist, colonies, wright's coal tar soap, sapo carboni detergens, punch marks, england, soap tablet, babies soap, nursery soap, advertising, poster, flyer, wright, layman & umney ltd., w.t. wrifght & co., soap bar, soap cake -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Soap, Wright, Layman & Umney Ltd, ca 20th century
... The liquid was made into an antiseptic soap for treating skin diseases. ...The liquid was made into an antiseptic soap for treating skin diseases. ...Wright’s Coal Tar Soap was a popular brand of household soap, manufactured by William Valentine Wright from 1867. The oval yellow soap tablet was antiseptic, designed to cleanse the skin thoroughly. It was originally named Sapo Carbonis Detergens, which remains a registered trademark. The product was developed from ‘liquor carbonis detergens’, the liquid by-product of the distillation of coal to make coke. The liquid was made into an antiseptic soap for treating skin diseases. William Valentine Wright was born in 1826 at Aldeburgh, Suffolk. He was a wholesale druggist and chemist who had a small business, W.V. Wright & Co., at 11 Old Fish Street Hill, City of London, where he first sold the soap. In 1863 Wright moved his firm to small premises at 50 Southwark Street, Southwark, London, and not long afterwards M. Sellers and Mr Charles Noel Layman joined the partnership. The company's name changed to Wright, Layman & Umney, when Charles Umney (1843–1909) was taken into the partnership on June 17, 1876, after the death of M. Sellers. William Valentine Wight 1877. Rob Umney, great-great-grandson of Charles Umney, provided further details about the firm, adding that in the late 1960s, the Wright’s Coal Tar Soap business was taken over by LRC Products Ltd who sold it to Smith & Nephew in 1994. The current owners of the brand, Simple Health and Beauty Ltd are based in Solihull and the soap is called Wright's Traditional Soap ‘With coal tar fragrance’. The coal tar has been replaced with tea tree oil. There were concerns that ingredients in coal tar could cause cancer when a person is exposed to very high concentrations, such as in roofing and road paving. In January 2025 the current manufacturers still produce the Wright's Coal Tar Soap.Wright's Coal Tar Soap was sold throughout the United Kingdom and Colonies, which includes Australia. The soap represents many consumer goods sold at pharmacies and chemist shops across the world, such as Sambell and Son, who operated a pharmacy in Fairy Street, Warrnambool in the 19th century. The product has endured for over 150 years.Soap; yellow oval tablet of soap engraved with the brand Wright's Coal Tar oval."WRIGHT'S / COAL TAR / SOAP"flagstaff hill, maritime museum, wright's, coal tar soap, soap, bathing, antiseptic, washing, personal hygiene, london, southwark, chemist, pharmacist, colonies, wright's coal tar soap, sapo carboni detergens, england, soap tablet, babies soap, nursery soap, wright, layman & umney ltd., w.t. wrifght & co., soap cake, soap bar, medical, cleansing, baby care -
 Queenscliffe Maritime Museum
Queenscliffe Maritime MuseumInstrument - Aneroid Barometer
... An aneroid barometer is an instrument used for measuring air pressure as a method that does not involve liquid. Invented in 1844 by French scientist Lucien Vidi, the aneroid barometer uses a small, flexible metal box called an aneroid cell (capsule), which is made from an alloy of beryllium and copper. ...Queenscliffe Maritime Museum 2 Wharf St Queenscliff geelong-and-the-bellarine-peninsula An aneroid barometer is an instrument used for measuring air pressure as a method that does not involve liquid. Invented in 1844 by French scientist Lucien Vidi, the aneroid barometer uses a small, flexible metal box called an aneroid cell (capsule), which is made from an alloy of beryllium and copper. ...An aneroid barometer is an instrument used for measuring air pressure as a method that does not involve liquid. Invented in 1844 by French scientist Lucien Vidi, the aneroid barometer uses a small, flexible metal box called an aneroid cell (capsule), which is made from an alloy of beryllium and copper. The evacuated capsule (or usually several capsules, stacked to add up their movements) is prevented from collapsing by a strong spring. Small changes in external air pressure cause the cell to expand or contract. This expansion and contraction drives mechanical levers such that the tiny movements of the capsule are amplified and displayed on the face of the aneroid barometer. Many models include a manually set needle which is used to mark the current measurement so a change can be seen. This type of barometer is common in homes and in recreational boats. It is also used in meteorology, mostly in barographs and as a pressure instrument in radiosondes.5 inch Aneroid barometer on wooden basebarometer, aneroid -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Spirit level, Early to mid-20th century
... The tool is used for establishing a horizontal plane, it consists of a small glass tube containing alcohol or similar liquid and an air bubble. The tube is sealed and fixed horizontally in a wooden or metallic block or frame with a smooth lower surface. ...Flagstaff Hill Maritime Museum and Village 89 Merri Street Warrnambool great-ocean-road The tool is used for establishing a horizontal plane, it consists of a small glass tube containing alcohol or similar liquid and an air bubble. The tube is sealed and fixed horizontally in a wooden or metallic block or frame with a smooth lower surface. ...The tool is used for establishing a horizontal plane, it consists of a small glass tube containing alcohol or similar liquid and an air bubble. The tube is sealed and fixed horizontally in a wooden or metallic block or frame with a smooth lower surface. The glass tube is slightly bowed, and adjustment to the horizontal is indicated by the movement of the bubble. The device is on a level surface when the bubble is in the middle of the glass tube. The level sensitivity is proportional to the radius of the curvature of the glass. The spirit or bubble level consists of a sealed glass tube containing alcohol and an air bubble. It was invented in 1661 and was first used on telescopes and later on surveying instruments, but it did not become a carpenter's tool until the factory-made models were introduced in the mid-19th century. The circular level, in which a bubble floated under a circular glass to indicate the level in all directions, was invented in 1777. But It lacked the sensitivity of the conventional level.A hand tool that has not changed much since its invention in 1661, this tool is used today and although the materials it is made from have changed it's use has not.Spirit level wooden with two windows one of which has a piece of brass sheet metal protecting it.Noneflagstaff hill, warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, hand tool, spirit level, carpenders tool, builders tool, surveyors instrument -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTool - Level, Mid 19th to mid 20th century
... The tool is used for establishing a horizontal plane, it consists of a small glass tube containing alcohol or similar liquid and an air bubble. The tube is sealed and fixed horizontally in a wooden or metallic block or frame with a smooth lower surface. ...Flagstaff Hill Maritime Museum and Village 89 Merri Street Warrnambool great-ocean-road The tool is used for establishing a horizontal plane, it consists of a small glass tube containing alcohol or similar liquid and an air bubble. The tube is sealed and fixed horizontally in a wooden or metallic block or frame with a smooth lower surface. ...The tool is used for establishing a horizontal plane, it consists of a small glass tube containing alcohol or similar liquid and an air bubble. The tube is sealed and fixed horizontally in a wooden or metallic block or frame with a smooth lower surface. The glass tube is slightly bowed, and adjustment to the horizontal is indicated by the movement of the bubble. The device is on a level surface when the bubble is in the middle of the glass tube. The level sensitivity is proportional to the radius of the curvature of the glass. The spirit or bubble level consists of a sealed glass tube containing alcohol and an air bubble. It was invented in 1661 and was first used on telescopes and later on surveying instruments, but it did not become a carpenter's tool until the factory-made models were introduced in the mid-19th century. The circular level, in which a bubble floated under a circular glass to indicate the level in all directions, was invented in 1777. But It lacked the sensitivity of the conventional level.A hand tool that has not changed much since its invention in 1661, this tool is used today and although the materials it is made from have changed it's use has not.Spirit level wooden has 2 glass levels, 1 horizontal & 1 vertical Noneflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyPhotographic Equipment - Developer
... The box contains: 3 clear glass cylinders with white markings used to measure 1 cc of liquid, showing 5cc and 10cc. Also: 1 brown glass, rectangular shaped bottle "Kodak Amidol" 1 ounce nett. ...The box contains: 3 clear glass cylinders with white markings used to measure 1 cc of liquid, showing 5cc and 10cc. Also: 1 brown glass, rectangular shaped bottle "Kodak Amidol" 1 ounce nett. ...The photographic developers were used to develop plates, films and lantern slides. They had to be mixed as per instructions on the bottles. These may have been used by an individual or by a local school or organisation.Wilma Davies, a long term resident of the Kiewa Valley, donated this photographic equipment.1 brownish/black cardboard box with hinged lid at top. Label is black, white & orange on front & across top of lid. This label continues down the sides and was a seal. The box contains: 3 clear glass cylinders with white markings used to measure 1 cc of liquid, showing 5cc and 10cc. Also: 1 brown glass, rectangular shaped bottle "Kodak Amidol" 1 ounce nett. It has a black plastic screw lid, a white label on 3 sides with black & orange print. Also: x2 round brown glass bottles with a sealed orange rubber(?) over tin(?) sealed (screw?) lids. Label "Johnson Colourform Developer "A" solution" all around with white label on the front and "Activol" and 'Caution' on the back all in black and orange print.Johnson Colourform Outfit on box. White marks showing 1cc on glass cylinders and 5cc and 10cc. "Kodak Amidol" etc. on 1 bottle "Johnson Colourform developer "A" Solution on 2 bottles.photographic equipment, photography, chemicals, processing equipment, johnson of hendon, kodak, colourform outfit, photo developer, wilma davies -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - MATCHETT'S CORNER
... Pin hole in each corner, brown stain (spilled liquid) on image....Pin hole in each corner, brown stain (spilled liquid) on image. Photograph MATCHETT'S CORNER ...John Matchett was born in Corbrackey, Ireland in 1828. His Wholesale and Family Grocers started in 1857. It was on the Corner of Hargreaves and Edward Streets, Bendigo. It was known as the BELFAST STORES, HARGREAVES-STREET WEST SANDHURST. After his death in1903, Robert Matchett carried on the Grocery and Produce Business.Black and white photograph on grey board. Row of brick 2 storey shops with verandas over footpath. Windows on second story have columns each side and curved and painted pediments over. On back of photograph is written: Matchett's Corner at Bath Lane end of City Club Hotel. Block of buildings at Charing Cross. Demolished - replaced by Fountain Plaza block. In image, many advertisements. On F BR 'Frank A Jeffrey Photo - Bendigo'. Circular stamp 'Royal Historical Society of Victoria - Bendigo Branch'. In image 'TC Watts and Son' , 'Property and Furniture Auction Rooms', Australian - Metropolitan Life Assurance Company Ltd', R Matchett and Co - Grocers - Wine and Spirit Merchants', 'Old Court Whisky'. Pin hole in each corner, brown stain (spilled liquid) on image.Frank A Jeffreybendigo matchetts, john mattchett -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Ephemera - MISS G ALICE JONES COLLECTION: WWII ONE GALLON RATION TICKET, 31/05/1941
... On a wall of oval shapes with "Motor Spirit Ration Ticket" is printed "Commonwealth Liquid Fuel Control Board" in the centre is the Commonwealth Emblem on the left. ...On a wall of oval shapes with "Motor Spirit Ration Ticket" is printed "Commonwealth Liquid Fuel Control Board" in the centre is the Commonwealth Emblem on the left. ...Petrol rationing was gazetted in May 1941. Australia's lack of fuel storage options and the diversion of tankers bringing fuel here forced the government to begin rationing. Initially it was proposed that consumption should be reduced by 50% but this was modified to 1/3 reduction. People had to apply for a petrol licence and this was then used to obtain ration coupons. Initially coupons were issued on a 6 monthly basis but this was reduced to 2 monthly and allowed people roughly 2000 gallons per year. Coupons allowed for 1, 2, 5, 10, 44 and 100 gallon amounts depending on need. eg. private, commercial, farm use. Rationing was strictly enforced until 1942 but remained in effect until 1950.WWII One Gallon Fuel Ration Ticket: three tickets of cream card with blue flecks, black print and perforated edges. On a wall of oval shapes with "Motor Spirit Ration Ticket" is printed "Commonwealth Liquid Fuel Control Board" in the centre is the Commonwealth Emblem on the left. In the middle is "Motor Spirit One 1 Gal. Ration Ticket". On the right is "Not Transferable". Underneath is "Department of Supply & Development issued under National Security ACT. 1939-40". The ticket has been over printed in dark blue ink with two circles either side of the ticket with 4 left to right strokes. Underneath is endorsed with signature and licence number Valid only until 31st May 1941. On the back hand written in black ink is "G. Alice Jones 2(e)/3869".government, federal, fuel ration ticket -
 Royal Australian and New Zealand College of Obstetricians & Gynaecologists (RANZCOG)
Royal Australian and New Zealand College of Obstetricians & Gynaecologists (RANZCOG)Equipment - Set of ten glass specimen bottles associated with Dr Lachlan Hardy-Wilson, Medos Company Pty. Ltd
... One bottle is full, containing an undetermined liquid....One bottle is full, containing an undetermined liquid. Equipment Set of ten glass specimen bottles associated with Dr Lachlan Hardy-Wilson Medos Company Pty. ...This is one of a collection of items received from the practice of Dr Lachlan Hardy-Wilson, FRCOG, Launceston, Tasmania.Ten small glass specimen bottles enclosed in a cardboard box. Box is green and white in colour and the front of the box is printed with the text 'GIBCO DIAGNOSTICS'. Reverse of box is printed with the details of the manufacturer. One end of box is labelled 'Batch No./14' and has a sticker attached labelled 'STUART'S TRANSPORT MEDIUM', with space on the label to enter a patient's name, the specimen and the date. Instruction printed on box below sticker reads 'Store in cool dark place'. The specimen jars are identical, each being made of glass with a metal screw top lids. Each jar has a 'STUART'S TRANSPORT MEDIUM' label attached, identical to the one attached to the end of the box. The inside of nine of the bottles is discoloured with some form of residue, possibly as a result of the evaporation of a substance inside. One bottle is full, containing an undetermined liquid. -
 Bendigo Military Museum
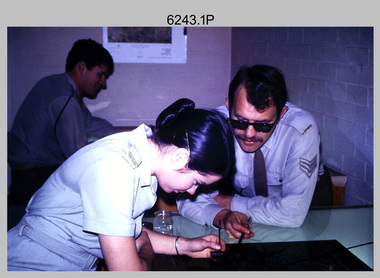
Bendigo Military MuseumPhotograph - Retouching Reproduction Material at the Army Survey Regiment, Fortuna, Bendigo, c1975
... Retouching mainly entailed the application of liquid opaque (Plumtree), commonly known as “duff” to cover blemishes such as scratches and spots on film negatives before photographic exposure. ...Retouching mainly entailed the application of liquid opaque (Plumtree), commonly known as “duff” to cover blemishes such as scratches and spots on film negatives before photographic exposure. ...This is a set of seven photographs of technicians retouching orthophoto reproduction material at the Army Survey Regiment, Bendigo, c1975. Retouching mainly entailed the application of liquid opaque (Plumtree), commonly known as “duff” to cover blemishes such as scratches and spots on film negatives before photographic exposure. Retouching technicians also used specialised techniques such as “needling” to repair faults on the emulsion of map reproduction material. The technicians in this set of photos were probably working on the retouching and registration of orthophotomap colour film separations in preparation for publication by Print Troop. Peter Dew featuring in photos .1P to .5P was a serving member of RA Svy, who died in a tragic accident at home. He was fondly remembered as one of Lithographic Squadron’s colourful personalities. The "Super Animal of the Year" Peter Dew Memorial Award was an award presented to a member of the squadron for a crude act. To view a photo of this award, refer to item 6230 of the Victorian Collections.This is a set of seven photographs of technicians retouching and assembling orthophoto reproduction material at the Army Survey Regiment, Fortuna, Bendigo. c1975. The photographs are on 35mm colour slides and were scanned at 96 dpi. They are part of the Army Survey Regiment’s Collection. .1) to .3) - Photo, colour, c1975. Retouching reproduction material. L to R: SPR Ralph Chant, PTE Laurie Tedford, SGT Peter Dew. .4) to .5) - Photo, colour, c1975. Retouching reproduction material. SGT Peter Dew. .6) - Photo, colour, c1975. Assembly of orthophoto colour film separations. .7) - Photo, colour, c1975. Assembly of orthophoto colour film separations, CPL Garran Hill..1P to .7P - There are no annotations stored with the 35mm slides.royal australian survey corps, rasvy, army survey regiment, army svy regt, fortuna, asr, litho -
 Bendigo Military Museum
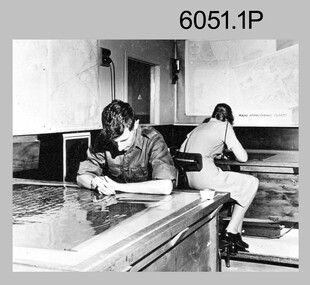
Bendigo Military MuseumPhotograph - Retouching Reproduction Material at the Army Survey Regiment, c1960s, c1970s
... Retouching mainly entailed the application of liquid opaque (Plumtree), commonly known as “duff” to cover blemishes such as scratches and spots on film negatives before photographic exposure. ...Retouching mainly entailed the application of liquid opaque (Plumtree), commonly known as “duff” to cover blemishes such as scratches and spots on film negatives before photographic exposure. ...The first four photographs were most likely taken in the 1960 and the fifth in the 1970s at the Army Survey Regiment, Fortuna, Bendigo. As there are no annotations with the photos, the exact dates, locations and names of personnel are unknown. SGT Bob Scaddan appears in the fifth photo taken in the 1970s Photos .1P and .2P. could have been taken in Lithographic Squadron’s retouching room and Photos .3P, .4P and .5P. were probably taken in Cartographic Squadron’s Correcting Section, located in the Attic. Retouching mainly entailed the application of liquid opaque (Plumtree), commonly known as “duff” to cover blemishes such as scratches and spots on film negatives before photographic exposure. Retouching technicians also used specialised techniques such as “needling” to repair faults on the emulsion of map reproduction material. The technician in photo .4P is needling a hydrographic feature on a drainage negative, with a zoom transfer scope projecting a scaled projected aerial photograph as a positional reference. This is a set of five photographs of technicians retouching reproduction material at the Army Survey Regiment, Bendigo. The photographs were printed on photographic paper and are part of the Army Survey Regiment’s Collection. The photographs were scanned at 300 dpi. .1) - Photo, black & white, c1960s. unidentified personnel in Lithographic Squadron. .2) - Photo, black & white, c1960s. unidentified personnel in Lithographic Squadron. .3) - Photo, black & white, c1960s. unidentified personnel in Cartographic Squadron Attic. .4) - Photo, black & white, c1960s. unidentified personnel in Cartographic Squadron Attic. .5) - Photo, black & white, c1970s. SGT Bob Scaddan in Cartographic Squadron..1P to .3P, .5P - annotated “Retouching”royal australian survey corps, rasvy, army survey regiment, army svy regt, fortuna, asr, litho, carto -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured GLass, test tubes, mixers, 20thC
... Test tubes are widely used by pharmacists to hold, mix, or heat small quantities of solid or liquid chemicals, especially for qualitative experiments and assays. ...Test tubes are widely used by pharmacists to hold, mix, or heat small quantities of solid or liquid chemicals, especially for qualitative experiments and assays. ...A test tube, also known as a culture tube or sample tube, is a common piece of laboratory glassware consisting of a finger-like length of glass or clear plastic tubing, open at the top, usually with a rounded U-shaped bottom. Test tubes are widely used by pharmacists to hold, mix, or heat small quantities of solid or liquid chemicals, especially for qualitative experiments and assays. Their round bottom and straight sides minimize mass loss when pouring, make them easier to clean, and allow convenient monitoring of the contents. The long, narrow neck slows down the spreading of vapours and gases to the environment. Test tubes are usually held in special-purpose racks, Test tubes for physics and chemistry are usually made of glass for better resistance to heat and corrosive chemicals and longer life. Tubes made from expansion-resistant glasses, such as borosilicate glass, can be placed directly over a Bunsen burner flame.8 clear glass test tubes of varied capacity with 3 glass mixers sitting in a wooden stand. A 1 metre length of clear plastic tubing is with this setglass manufacturers, test tubes, culture tubes, sample tubes, borosilicate glass, otto schlott, felton grimwade company, melbourne glass bottle works, laboratory glass, pharmacy, moorabbin, bentleigh, cheltenham, spotswood melbourne -
 Ballarat Heritage Services
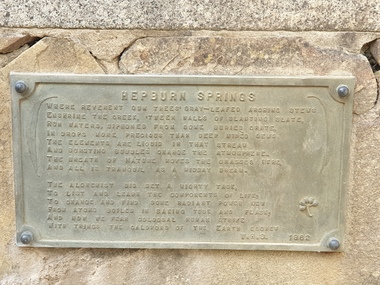
Ballarat Heritage ServicesPhotograph, Clare Gervasoni, Plaque at Locarno Springs, Hepburn Mineral Springs, 24/09/2019
... The elements are liquid in that stream and bursting bubbles charge the atmosphere The breath of nature moves the grasses here, and all is tranquil as a midday dream. ...The elements are liquid in that stream and bursting bubbles charge the atmosphere The breath of nature moves the grasses here, and all is tranquil as a midday dream. ...Plaque at Locarno Springs, Hepburn Mineral SpringsHEPBURN SPRINGS Where reverent gum trees gray-leaved aroming stems Enshrine the greem 'tween walls of slanting slate, Run waters, sihones from some buried grate, In drops more precious than deep mined gems. The elements are liquid in that stream and bursting bubbles charge the atmosphere The breath of nature moves the grasses here, and all is tranquil as a midday dream. The alchemist did set a mighty task, to list an learn the components of life, To change and find some radiant power new from atoms boiled in baking tube ad flask, and now we fear colossal human strife with things the caldrons of the Earth Eschew W.H.S. 1962hepburn springs, whs, mineral springs reserve, locarno spring -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Ink Bottle, from mid-19th century to 1902
... Then in the mid-1800s chemists began selling ink in liquid form, in small, inexpensive and often attractive bottles. ...Then in the mid-1800s chemists began selling ink in liquid form, in small, inexpensive and often attractive bottles. ...This ink bottle is ‘boat’ shaped, which was a common design from the mid-1840s. It was crudely made; maybe it was rejected as a practice bottle or perhaps heat or pressure has distorted it. The bottle was recovered from the wreck of the Inverlochy and is part of the John Chance collection. Ink in the 1700s ink could be purchased in powdered or block form from apothecary shops, to be mixed with water as needed. Then in the mid-1800s chemists began selling ink in liquid form, in small, inexpensive and often attractive bottles. The small glass ink bottles were handmade, blown into a cup shaped mould, and sharply broken off from the blow-pipe at the neck, referred to as the English-made ‘burst-off’ finish. The neck was then filed, filled with liquid ink and sealed with a cork or wax. It was a quick, affordable container and made pen and ink writing available to the public. The name ‘penny ink’ bottles was a common title due to their low cost. INVERLOCHY 1895-1902 - The Inverlochy was a steel sailing barque built in Scotland in 1895 for international trade. In 1902 the Inverlochy left Liverpool under the command of Captain E.R. Kendrick. There were 21 officers and crew and the captain’s wife Mrs Kendrick, on board, bound for Australia with cargo that included tools, chemicals, liquor (beer, whisky, stout, rum, and brandy), steel, iron, wire netting, hoop iron, tinplate and pig iron), and steel wire for the Melbourne Tramway Company, tiles, soap, soft goods and earthenware. On December 18 almost at their destination, the Inverlochy ran aground on Ingoldsby Reef at Point Addis, near Anglesea. The crew and passengers left the ship via lifeboat and landed at Thompson’s Creek, then walked about 20 kilometres to Barwon Heads. Salvagers were interested in the 10 miles of cable in the hold. Mrs Kendrick’s ‘high grade’ bicycle was amongst the items salvaged but she lost her jewellery and two pianos. By February 1903 the ship had broken up and objects such as bottles and casks of liquor were washed ashore. Bad weather shook the wreck in June 1903, causing the ship’s spars and figurehead to be washed ashore. This boat shaped handmade ink bottle is historically significant for its association with communications and record keeping in the mid-to-late 19th century. The bottle is socially significant as an example of making a useful product affordable to every day people. This handmade glass ink bottle is significant for its connection with the John Chance Collection, which is historically significant as an example of artefacts from wrecks that had been lost in the coastal waters of Victoria from thirty to over one hundred years before John Chance and others discovered them. These artefacts are a sample of goods carried as cargo or personal possessions, and of ship hardware of that era. The ink bottle is significant through its connection with the barque, Inverlochy, The Inverlochy is significant for its cargo, which is a snapshot of the array of goods imported into Australia at the turn of the 19th century, including cable for the Melbourne Tramway Company. The Inverlochy is historically significant and is registered on the Victorian Heritage Database, VHR S338. The wreck of the Inverlochy is important as an accessible dive site that shows the remains of a large international trading vessel and its contents. It is valuable for an insight into Victorian era of shipping and maritime history.Ink bottle, thick clear glass, rectangular base with small round mouth, long sides have have a U shaped groove along the shoulders (used for resting pen handles). The outside surface has a white clay-type reside over it. Bottle is very bent and distorted. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john chance, inverlochy, scotland, captain e.r. kendrick, melbourne tramway company, tramway cable, ingoldsby reef, point addis, anglesea, thompson’s creek, barwon heads, boat ink bottle, cottage ink, penny ink, glass ink bottle, pen rest, writing accessory, victorian, antique, ink well, sheer lip, distorted body, handmade, mould blown, statoionery -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Rawleigh's Ready Relief, as an aromatic inhalation, 1967
... LEFT SIDE: Active Constituents % w/w Alcohol 57.571, Camphor Crystals 4.789, Menthol Crystals 10.200, Menthol Liquid 5.100, Oil of Lavender 50% 18.124 Oil of Pinus Pumilous 0.786, Oil of Eucalyptus 0.180, Musc Ambrette Solution 0.20, Dist. ...LEFT SIDE: Active Constituents % w/w Alcohol 57.571, Camphor Crystals 4.789, Menthol Crystals 10.200, Menthol Liquid 5.100, Oil of Lavender 50% 18.124 Oil of Pinus Pumilous 0.786, Oil of Eucalyptus 0.180, Musc Ambrette Solution 0.20, Dist. ...Rawleigh's Ready Relief was advertised for checking and relieving head colds and catarrh. W. T. Rawleighs Co Ltd was a Canadian firm who expanded their food manufacturing business to Australia in 1928. In 1934 they purchased land in Dawson Road, Brunswick and built a five storey brick and reinforced factory. The building was still standing in 2022.Clear glass bottle with white plastic screw on lid. Paper wrap around label printed in green, black and pinkFRONT: Rawleigh's Ready Relief as an aromatic inhalation Net 30 ml W. T. Rawleigh Co Ltd. 60 Dawson St. Brunswick Victoria, 3056. LEFT SIDE: Active Constituents % w/w Alcohol 57.571, Camphor Crystals 4.789, Menthol Crystals 10.200, Menthol Liquid 5.100, Oil of Lavender 50% 18.124 Oil of Pinus Pumilous 0.786, Oil of Eucalyptus 0.180, Musc Ambrette Solution 0.20, Dist. Water 3.00. Reg. Vic 18810 E2012 RIGHT SIDE: Directions: Place drop or tow on folded handkerchief. Inhale gently, then gradually deepen inhalation. At night put a few drops at end of pillow. Not recommended for children under three years. Keep tightly closed. Store in cool place.medical, rawleighs co ltd, brunswick -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Compass, mid-19th Century
... The card is floating in a liquid. The compass gimbal is attached to the sides of the box and to the front and back of the compass’ cylindrical brass frame. ...The card is floating in a liquid. The compass gimbal is attached to the sides of the box and to the front and back of the compass’ cylindrical brass frame. ...Captain Robilliard: James Arthur Robilliard was a sea captain and tentmaker, born on the 19th April 1843 at Saint Helier, Jersey. He trained there in his father's sail loft as a sailmaker. His first job as a sailor was in Liverpool, England, and in 1875, James Robilliard migrated to Australia as a mate on the "E.M. Young". James Robilliard and his family were amongst the early settlers who arrived along the Curdies River in the Heytesbury district of Western Victoria. In 1877, he became a Captain and would have used his compass from ship to ship. On 28th May 1877, in that same district, a small 3-masted schooner, the "Young Australian", was wrecked. This schooner had been built in 1864 at Jervis Bay, NSW. It had been on her way from Maryborough, Queensland, to Adelaide, under the command of Captain Whitfield, when it lost its mainmast in a heavy gale. It was beached at Curdies Inlet in Peterborough, Victoria. Captain Robilliard was placed in charge of the salvaging operation and recovered a good portion of the cargo. Not long after this incident, a Warrnambool shop owner, David Evans, found employment for James Robilliard with Evan Evans, who produced tents, sails, tarpaulins and similar goods; James already had the necessary skills for this work. Evan Evans was the same sailor rescued from the “Young Australian”. Soon after his rescue, Evan recalled he had a relative in Australia in a town called Warrnambool, and while walking in Timor Street, Warrnambool, he saw a sign over a shop that said “David Evans,” and once the two men met, Evan was warmly welcomed. David then helped his relative establish a tent and tarpaulin-making business there. Evan later transferred his successful business to a shop in Elizabeth St, Melbourne, under the name Evan Evans Pty. Ltd.) James Robilliard was a committed Christian and accredited Lay Preacher with the Methodist Church. He travelled around the local district leading the settlers in worship. On 14th November 1879, Captain Robilliard married Helen Beckett. Alfred and Selina Beckett and their family all attended the church at Brucknell, where Captain Robilliard preached. He was said to have been taken by their young daughter, Helen. James and Helen had ten children: James Arthur (Jnr), Henry William, Nellie Jessie, Alfred Albert, Rubena Nellie, De Jersy Norman, Clifford Beckett, Olive Ida, Frances Ridley Havergal and Nellie Elvie, all born in Victoria. In the 1880s, James Robilliard captained the cutter "Hannah Thompson" into Port Campbell, Victoria. This vessel was the first coastal trader to operate between Melbourne and Port Campbell. At one time, Captain Robilliard had to beach the "Hannah Thompson" for repairs. In 1923, the vessel was blown ashore in a gale and wrecked at Oberon Bay, at Wilson's Promontory. In 1889, the compass was saved by Captain James Arthur Robilliard from his sinking brigantine "Mary Campbell". This vessel was used to carry equipment for the Sydney Sugar Refinery's Mill in Southgate, NSW. The ship had been built in 1869 and traded for the next 20 years between Australian ports and rivers along the east coast, as well as regular ports in New Zealand. It was recognised by the Sydney Morning Herald as one of the best "carrying vessels in the timber trade". It had several owners over this time, the last one being Captain James A. Robilliard. On 29th April 1889, the "Mary Campbell", with Captain James A Robilliard as captain and owner, was on its way from Clarence River, NSW to Melbourne, Victoria with a cargo of railway girders for the Melbourne Harbour Trust. Captain Robilliard encountered a storm off Port Macquarie. He sailed the vessel south to about 40km east of Cape Hawke, near Tuncurry. At around 7 pm, he discovered that the cargo had shifted during the storm and the heavy girders had damaged the hull, causing a leak. The pumps were inadequate to stem the fast-flowing leak, and water soon filled the hull during the next two hours. Some of the crew began throwing the cargo overboard to lighten the vessel, hoping to keep it afloat until daylight. When the water reached over 2 meters in the hull, they realised their efforts were in vain. On the 30th April 1889, the crew left the vessel the ship was sinking fast, so they made for the shore. While still miles off Cape Hawke, all seven crew members, including the Captain, were rescued by the Government Tug "Rhea" and taken to Port Macquarie Hospital and later returned to Sydney in the vessel "Wellington". No cargo had been saved, and the consignment had been under-insured, only covered for half its value. The name of the last ship Captain Robilliard sailed is currently unknown; however, he sailed that ship from the port of Marlborough, Queensland, carting steel railway girders for the Geelong-to-Camperdown railway line. On this trip, the ship hit a storm, the cargo shifted, and the ship was wrecked along the NSW coast. After this, Captain Robilliard retired from the sea and began farming in Peterborough. In about 1897, verging on retirement, Capt. Robilliard superintended the Melbourne Sailors’ Home in Spencer Street, Melbourne, before being asked to leave this position in 1902 for trying to shut down a local hotel. On 6th May 1917, Captain James Arthur Robilliard J.P. died at Blackwood Park, in the Cobden district of Brucknell, the first Robilliard family homestead in Australia. He was buried in the Melbourne General Cemetery, Victoria. His wife Helen, passed away in 1947. This compass, once belonging to Captain James Arthur Robilliard, is of local and state historical significance for its use by the Captain with his vessel, the "Mary Campbell", a trading vessel that was bringing railway girders to the Melbourne Harbour Trust. He also used this compass on the "Hannah Thompson", listed on the Victorian Heritage Register and known as being the first coastal trader to operate between Melbourne and Port Campbell. The compass is also a very fine example of maritime navigational instruments manufactured and used in the mid-19th century. Marine compass, brass, in a wooden box with a separate, fitted lid. The compass card has sixteen points. The four principal points are marked: North with a star-shape, South with an “S”, East with an “E” and West with an “O” (French word OUEST). Each quadrant of the circle is numbered from 0 – 90 degrees. The card is floating in a liquid. The compass gimbal is attached to the sides of the box and to the front and back of the compass’ cylindrical brass frame. The mahogany coloured timber storage case is joined with brass nails. The centre of the lid has a folding decorative brass handle. The lid fits over the base and closes with a brass screw and hook on both front and back. Maker: Dubas Watchmaker Optician, Nantes, France, c 1860-1870. Compass came from the ship “Mary Campbell”, which sank off the NSW coast in 1889, near Forster. The compass, as well as the ship, belonged to Captain James Arthur Robilliard and was donated by his family. “DUBAS MANTES” stamped into the side of the gimbal. “DUBAS HORLOGER OPTICIEN. NANTES.” printed around the centre of the card. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, marine compass, navigation instrument 19th century, marine instruments, dubas mantes, captain james arthur robilliard, j.a. robilliard, helen beckett, ship young australian, ship young australia(n), ship hannah thompson, ship mary campbell, melbourne sailors home, david evans, evan evans, curdies inlet, brucknell church, curdies railway, great lakes museum, dubas horloger opticien. nantes -
 Orbost & District Historical Society
Orbost & District Historical Societyglass containers, first half 20th century
... It contains pale brown liquid 3210.9 is a a small moulded clear glass flat bottle with a white bakelite cap.It is labelled "EICHORNS REMEDY 100 ml HELP IN EVERY DROP". 3210.10 is a clear glass bottle with no lid.It has embossed manufacturer's stamp on base. 3210.11 isa clear glass beaker with a label on the front of two concentric green circles inside of which is "PYREX Made in England" with 200 ml below this. 3210.12 is a lear glass jar / bottle with a black lid. ...It contains pale brown liquid 3210.9 is a a small moulded clear glass flat bottle with a white bakelite cap.It is labelled "EICHORNS REMEDY 100 ml HELP IN EVERY DROP". 3210.10 is a clear glass bottle with no lid.It has embossed manufacturer's stamp on base. 3210.11 isa clear glass beaker with a label on the front of two concentric green circles inside of which is "PYREX Made in England" with 200 ml below this. 3210.12 is a lear glass jar / bottle with a black lid. ...These items were used at the pharmacies in Orbost. Chemists who worked in Orbost included Henry Cottman; James Alfred Dubois Williams; Harry Arthur Murray; Miss P.E .Mason (Phyllis Estelle?); Miss Sybil Monica Buzza; Thomas James Frazer; Australia Shaw; James David Torley; John William Zimmer; Dalkeith William Steele; William Thomas Hollingsworth; E.E. Cohen; R.S. Anderson; Frances John Perry Faith Everard Pardew and Charles Anthony Wurf. Castor oil and Eichorn's Remedy were home based remedies for non life threatening injuries. The practices of early pharmacists are revealed through these glass containers. The items have a clear association with Orbost and indicate that many rural households had first-aid sources. .Six glass containers. 3210.7 is a deep blue coloured glass bottle. It has a narrow neck and a screw on lid. It has an embossed manufacturer's name, logo and contents (Castor Oil) on one side and identification marks embossed on the underside. 3210.8 is a small clear glass flat bottle with a metal top.It is labelled "SIGMA JUNIPER BACC'. It contains pale brown liquid 3210.9 is a a small moulded clear glass flat bottle with a white bakelite cap.It is labelled "EICHORNS REMEDY 100 ml HELP IN EVERY DROP". 3210.10 is a clear glass bottle with no lid.It has embossed manufacturer's stamp on base. 3210.11 isa clear glass beaker with a label on the front of two concentric green circles inside of which is "PYREX Made in England" with 200 ml below this. 3210.12 is a lear glass jar / bottle with a black lid. The front and sides are ridged with part of a label - "CAL". This bottle contains some pink powder.3210.7 - "Rolfes Medicinal Tasteles Castor Oil - Rolfe & Co King St Melbourne. Contents 5oz" 3210.8 - "SIGMA JUNIPER BACC SIGMA COMPANY LIMITED, Melbourne" 3210.9 - "EICHORNS REMEDY 100 mm Help in Every Drop" 3210.10 - on base -"J983 / M 2 " 3210.11 - "PYREX Made in England 200 ml" 3210.12 - "CAL"glass-containers pharmacies-orbost medicines chemists-orboet -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1870s
... The bottle’s shape was referred to a ‘gallon’; six of these bottles would contain a total of a gallon of liquid. The bottle holds approximately 750 ml. ...The bottle’s shape was referred to a ‘gallon’; six of these bottles would contain a total of a gallon of liquid. The bottle holds approximately 750 ml. ...This clear ‘gallon’ type liquor bottle has been handmade by a glassblower from 1840s-1870s. The bottle was found in the coastal waters of Victoria about 100 years from when it was made. It is part of the John Chance Collection. This bottle was made in a three part mould. The lower part was cylindrical, with a post in the centre that had an interchangeable mould with the embossed number in it. The sides of the mould gently tapering to the base, which allowed for ease of removing. The upperpart was in two pieces, one each side of the neck. The moth-blown glass formed the shape of the inside of the mould. The bottle was broken off the end of the glassblower’s pipe. Once removed from the mould the base was trimmed smooth. The mouth was then finished with the lip – there were many different styles of ‘applied’ lips, depending on the glassblower or his customer’s needs. This bottle would have been sealed with a cork. The surface of the bottle is a little bumpy and has bubbles, due to the blowing process. The meaning of the inscription is unclear. Perhaps it is a code for the bottle’s design, the date made or the maker. The bottle’s shape was referred to a ‘gallon’; six of these bottles would contain a total of a gallon of liquid. The bottle holds approximately 750 ml. Although the bottle is not linked to a particular shipwreck, it is recognised as being historically significant as an example of bottles imported for use in Colonial Victoria in the mid-to-late 1800s. The bottle is also significant as it was recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. Bottle; clear glass, tall, cork-top style, handmade. Applied slightly tapered lip band. Bulbous neck, seams on neck, seam between shoulder and body. Neck and body have faint horizontal in the glass. Body tapers inwards towards base. Heel is thick and uneven. Shallow base with pontil mark and air bubbles. Inscription embossed into base. Bubbles and imperfections in glass. Sediment on surface. Mouth is chipped, surface is scratched. Bottle has polystyrene balls inside. Embossed into base “118”flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, mouth blown, pontil mark, blown bottle, liquor bottle, 19th century bottle, collectable, bottle, clear glass, three piece mould -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageSouvenir - Money box, OXO Ltd, ca. 12-5-1937
... In the late 1890s, OXO produced a liquid form of the meat extract and in 1899 registered the OXO trademark worldwide, and in 1900 in the UK. ...In the late 1890s, OXO produced a liquid form of the meat extract and in 1899 registered the OXO trademark worldwide, and in 1900 in the UK. ...Metal money boxes shaped like common familiar objects became popular in the 18th century. In the 20th century, they were used to promote and advertise events and businesses. In the 1950s metal money boxes shaped like a bank building were given away to children by their parents' bank to encourage them to save money. This metal money box was produced for the company of OXO Ltd of London. It was made specifically as a souvenir of the Coronation of King George VI of England, which happened on May 12, 1937. OXO Ltd. still makes OXO stock cubes, which contain a concentrated meat extract. The cubes are used to flavour soups, gravy, casseroles and other food recipes to enhance their flavour. The cubes are removed from their foil wrapper then crumbled into the dish and mixed with the ingredients. Chemist Justus von Liebig worked with engineer George Gilbert of Uruguay to produce Liebig’s Extract of Meat, the forerunner of OXO . In the late 1890s, OXO produced a liquid form of the meat extract and in 1899 registered the OXO trademark worldwide, and in 1900 in the UK. In 1910 the OXO 'penny' cube was in production and proved very popular. The money box is significant for its connection to British Monarch, King George IV, who reigned from 1932-1952. It is also significant for its connection to the OXO cube, a very well knon brand of food additive from the mid-19th century to current times.Souvenir money box, oval cylinder with domed, pull-off lid and framed coin slot, with seams on each side. It once contained six OXO Cubes. The red tin with gold tin has the Royal Insignia of King George VI and Elizabeth on one side and the Royal medallion-style portrait of King George VI and Elizabeth on the other side. There is an inscription on the base and floral decorations on the sides. It was produced for OXO Ltd, Thames House, London, England, to commemorate the coronation of King George V1 and Elizabeth on May 12th 1937.Logo, Royal Insignia: "[Crown] over "G VI R" Medallion-style Portrait image: "GEORGE VI AND ELIZABETH MAY 12TH 1937" around " (Image of King George VI and Elizabeth) " Printed on base: "CORONATION / SOUVENIR MONEY BOX / CONTAINING / 6 OXO CUBES / BRAND / OXO LTD., THAMES HOUSE, / LONDON, ENGLAND."flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, money box, money safe, commemorative money box, coronation king george iv, 1937, vintage money box, oxo cube, numismatics -
 The Beechworth Burke Museum
The Beechworth Burke MuseumAnimal specimen - Grey Shrike-Thrush, Trustees of the Australian Museum, 1860-1880
... The song has been described as glorious, pleasing and melodious, with sweet, mellow, rich and liquid notes. Whilst pleasant to humans, the song are less harmonious for nest birds, often hunted by the grey shrike-thrush. ...The song has been described as glorious, pleasing and melodious, with sweet, mellow, rich and liquid notes. Whilst pleasant to humans, the song are less harmonious for nest birds, often hunted by the grey shrike-thrush. ...The Grey Shrike-thrush is considered to be one of the best songsters in Australia, with hundreds, if not thousands, of different songs. The song has been described as glorious, pleasing and melodious, with sweet, mellow, rich and liquid notes. Whilst pleasant to humans, the song are less harmonious for nest birds, often hunted by the grey shrike-thrush. It has a varied diet consisting of insects, spiders, small mammals, frogs and lizards, and birds' eggs and young. Grey Shrike-thrushes most of Australia (with the exception of arid areas) and southern New Guinea. This specimen has been mounted in an accurate fashion. This specimen is part of a collection of almost 200 animal specimens that were originally acquired as skins from various institutions across Australia, including the Australian Museum in Sydney and the National Museum of Victoria (known as Museums Victoria since 1983), as well as individuals such as amateur anthropologist Reynell Eveleigh Johns between 1860-1880. These skins were then mounted by members of the Burke Museum Committee and put-on display in the formal space of the Museum’s original exhibition hall where they continue to be on display. This display of taxidermy mounts initially served to instruct visitors to the Burke Museum of the natural world around them, today it serves as an insight into the collecting habits of the 19th century.This specimen is part of a significant and rare taxidermy mount collection in the Burke Museum. This collection is scientifically and culturally important for reminding us of how science continues to shape our understanding of the modern world. They demonstrate a capacity to hold evidence of how Australia’s fauna history existed in the past and are potentially important for future environmental research. This collection continues to be on display in the Museum and has become a key part to interpreting the collecting habits of the 19th century.This Grey Shrike-thrush specimen is a mostly grey coloured bird, with the plumage around the shoulders a little browner. The underside and neck is paler, off-white with a white ring around the eye. The eyes are made of glass which is a brown colour and replace the original which do not survive the taxidermy process. This specimen stands upon a wooden platform and has an identification tag tied around its leg.27a / Harmonious Shrike-Thrush / See Catalogue Page 12 / taxidermy mount, taxidermy, animalia, burke museum, beechworth, australian museum, skin, bird, australian birds, thrush, grey shrike-thrush, harmonious thrush, colluricincla harmonica -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1840s to 1870s
... The bottle’s shape was referred to a ‘gallon’; six of these bottles would contain a total of a gallon of liquid. The bottle holds approximately 750 ml. ...The bottle’s shape was referred to a ‘gallon’; six of these bottles would contain a total of a gallon of liquid. The bottle holds approximately 750 ml. ...This clear ‘gallon’ type liquor bottle has been handmade by a glassblower from 1840s-1870s. The bottle was found in the coastal waters of Victoria about 100 years from when it was made. It is part of the John Chance Collection. This bottle was made in a three part mould. The lower part was cylindrical, gently tapering to the base, which allowed for ease of removing. The upperpart was in two pieces, one each side of the neck. The moth-blown glass formed the shape of the inside of the mould. The bottle was broken off the end of the glassblower’s pipe. Once removed from the mould the base was shaped at the heel using a pontil tool, or ‘ponty’. Often this was used for form a ‘push-up’ base. The tool would leave a ‘ponty’ mark. The mouth was then finished with the lip – there were many different styles of ‘applied’ lips, depending on the glassblower or his customer’s needs. This bottle was sealed with a cork, which has fallen into the bottle. The surface of the bottle is a little bumpy due to the blowing process. Also, the vertical bubbles in the bottle were formed as the glass was blown into the bottle. The bottle’s shape was referred to a ‘gallon’; six of these bottles would contain a total of a gallon of liquid. The bottle holds approximately 750 ml. Although the bottle is not linked to a particular shipwreck, it is recognised as being historically significant as an example of bottles imported for use in Colonial Victoria in the mid-to-late 1800s. The bottle is also significant as it was recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. Bottle; clear glass with opalescence, tall, cork-top style, handmade. Roughly applied square lip band. Neck tapers slightly outwards to shoulder, seams on neck, seam between shoulder and body. Body tapers inwards towards base. Heel is thick and uneven. Concave base with pontil mark and air bubble. Bubbles and imperfections in glass. Cork has fallen into base of bottle. Sediment on outer surface. Bottle has polystyrene balls inside. Mouth is chipped.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, gallon bottle, handmade, mouth blown, pontil mark, blown bottle, liquor bottle, 19th century bottle, collectable, bottle, clear glass, three piece mould -
 Greensborough Historical Society
Greensborough Historical SocietyBottles, Unknown, Coffee and chicory essence bottles, 1940c
... These bottles contained a thick liquid compound of coffee and chicory and were added to hot water to make a drink. ...These bottles contained a thick liquid compound of coffee and chicory and were added to hot water to make a drink. ...Before the era of powdered instant coffee; the main method of non-percolated coffee was to have a bottle of 'coffee essence' on hand. These bottles contained a thick liquid compound of coffee and chicory and were added to hot water to make a drink. The product is still available. The earlier bottles had the name of the manufacturer embossed into the glass but later versions had a label panel onto which a label was affixed. This allowed for several different flavours or variations to be sold in one type of bottle with different labels. The bottles came in brown or clear glass and have a distinctive shape. Bottle One has a screw top enclosure with 'Robur Tea Co. Limited' on a side panel. The bottle manufacturer's mark is AGM; used post 1938. It is a 2-piece mould and mould marks are visible on the shoulders and through thread of screw top. The neck is slightly askew and looks stretched on one side; perhaps because it was removed from the mould before being fully cooled. Bottle Two has a cork stoppered neck in clear glass. It has no embossing and has the AGM monogram on its base. It is from a 2-piece mould with a strong mould mark through to the top of the stopper closure. Bottles are 8 ounce size and were recovered from the garden of a GHS member.Small collection of 3 bottles.bottles, glass bottle, coffee and chicory essence bottles -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bottle, c. 1850's - 1900's
... Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. ...Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. ...Glass bottles and glass jars are in many households around the world. The first glass bottles were produced in south-east Asia around 100 B.C. and the Roman Empire around 1 AD. America's glass bottle and glass jar industry were born in the early 1600s when settlers in Jamestown built the first glass-melting furnace. The invention of the automatic glass bottle blowing machine in 1880 industrialized the process of making bottles. In 2019, plans were made to re-introduce milk glass bottle deliveries to Auckland in early 2020 The earliest bottles or vessels were made by ancient man. Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. This glass was very thin as the fire was not as hot as modern-day furnaces. The blowpipe was invented around 1 B.C. This allowed molten glass to be gathered at the end of the blowpipe and blown into the other end to create a hollow vessel. Eventually, the use of moulding was introduced, followed by the invention of the semi-automatic machine called the Press and Blow. In 1904 Michael Owens invented the automatic bottle machine. Before this time most glass bottles in England were hand blown. This is one of four bottles in our Collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases etc before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in the 1850s-1900s. The bottle gives a snapshot into history and a social life that occurred during the early days of Melbourne's development and the sea trade that visited the port in those days. 1850's Pontiled Black Glass Stout/Porter/Ale Beer Bottle, solid colour brown glass,concave base with Pontil scar, tapering slightly wider towards shoulder then inwards towards neck; ring of glass just below opening cork and wire type.Label "c.1850's "Stubby ale" hand made in England flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, brown glass bottle, handmade glass bottle, handmade beer bottle, handmade late 19th century bottle -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionRelative Humidity Meter
... It contains two thermometers, one of which is covered with a wick saturated with ambient temperature liquid water. These two thermometers are called dry bulb and wet bulb. ...It contains two thermometers, one of which is covered with a wick saturated with ambient temperature liquid water. These two thermometers are called dry bulb and wet bulb. ...Bushfire behaviour is influenced by many factors including temperature, relative humidity (RH), forest type, fuel quantity and fuel dryness, topography and even slope. Wind has a dominant effect on the Rate of Spread (ROS), as well as fire size, shape and direction. Temperature and relative humidity have major impacts on fuel dryness and therefore upon the availability of fuel for combustion. The amount of fine fuel available can increase rapidly from nearly zero when fuel moisture content is more than 16% after rain or a heavy morning dew, to many tonnes per hectare as fuel dries out later in the day and the moisture content drops below 9%. This explosive escalation in the amount of available fuel can happen over a few hours on hot and windy days. This device is used for determining air temperature and relative humidity. It contains two thermometers, one of which is covered with a wick saturated with ambient temperature liquid water. These two thermometers are called dry bulb and wet bulb. Once the thermometers to reach equilibrium temperatures the two thermometers are quickly read. The figures are then used to convert the dry bulb temperature TDB and the wet bulb temperature TWB into humidity information. The wet bulb temperature is approximately equal to the adiabatic saturation temperature. Relative humidity meter in wooden box two stainless steel tubes contain wet and dry thermometers A small clock drives a fan motor in the base to circulate airforests commission victoria (fcv), weather, bushfire -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Container - C.J. Clover Soda Bottle
... The bottle has a small amount of liquid in it....The bottle has a small amount of liquid in it. Container C.J. Clover Soda Bottle ....A clear glass bottle with eight one centimetre wide vertical groves in most of its length. Painted on the bottle in white is, C.J.GLOVER ,TRADE MARK PROGRESS REGISTERED, which has a coat of arms over it, BENDIGO, BRITISH SYPHON CO, LTD LONDON, REGNO 762. The bottle is 10.5 centimetres diameter at its base and tapers to eight and a half diameter, in the next 20 centimetres, the next eight centimetres tapers to three and a half centimetres the last eight centimetres to two and a half centimetres, the next three centimetres it rounds off to three centimetres. There is a red metal cap on top which is three centimetres diameter for two centimetres then tapers for two centimetres to one and a half centimetres which continues for two and a half centimetres with a slight flair at the top There is a small wooden cap on the top and a four by one centimetre curved wooden handle is attached near the top. On the tapered part of the cap there is metal tube protruding down at a 45-degree angle and is four centimetres long and one centimetre diameter. The bottle has a small amount of liquid in it.bottle, c.j.glover, soda bottle -
 Royal District Nursing Service (now known as Bolton Clarke)
Royal District Nursing Service (now known as Bolton Clarke)Photograph - Photograph, black and white:, 1952
... A glass jar with scissor blades into a liquid can be seen on a cabinet to the left of.Sister Faust. ...A glass jar with scissor blades into a liquid can be seen on a cabinet to the left of.Sister Faust. ...Sister J. Faust has dressed a wound on the ladies ankle and is applying a blue-line bandage. The photograph is taken in the lady's home. The MDNS uniform at that time was a grey frock, and stiffened brimmed grey felt hat with a light grey band and a red Maltese cross in the centre of the band. The Trained nurses (Nurses) of the Melbourne District Nursing Society (MDNS), from its inception in 1885, provided wound care to their patients, who ranged in age from the very young to the elderly. As research developed better products and dressing materials the methods and medication applied to wounds changed. MDNS received Royal patronage in 1966 and as Royal District Nursing Service (RDNS), the Education department developed programs, such as the Leg Ulcer Management Program, to provide their Trained nurses (Sisters) with methods of best quality care. The Sisters liaised with the patient’s Doctors and hospitals to provide information on the progress of patient’s wounds and to receive any change of wound care from the Doctors. RDNS introduced a Wound Care Specialist program and these Sisters did assessments and provided advice and support to the District Sisters working in the field. Black and white photograph of Melbourne District Nursing Society (MDNS) visiting Sister J. Faust, who is wearing a white gown and a grey brimmed hat over her dark curled hair. Part of her grey uniform frock is seen below the gown. She is applying a light coloured bandage to the right ankle of an elderly female patient. The lady, who has dark curled hair, and is wearing a grey frock, apron, and black cardigan is seen seated side on, on a wooden chair to the right of the Sister. She has her right leg extended and resting on a small low table, her left leg is bent to the floor.. The Sisters open case is seen on a small table to the rear of the lady and a walking stick is to the left against the door frame. A dark curtain hangs in the doorway. A large white wash bowl is seen in the lower left of the photograph. A glass jar with scissor blades into a liquid can be seen on a cabinet to the left of.Sister Faust. To the right of the photograph a partial white covered bed can be seen with a table over it with papers and a magnifying glass. Name of Sister on rear of photograph.wound care, melbourne district nursing society, royal district nursing service, rdns, mdns, sister j. faust -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1850's - 1900
... Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. ...Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. ...This bottle is sometimes referred to as a black glass 'Gallon' bottle. It is used for storing and transporting liquor such as port or madeira. Glass bottles and glass jars are in many households around the world. The first glass bottles were produced in south-east Asia around 100 B.C. and the Roman Empire around 1 AD. America's glass bottle and glass jar industry were born in the early 1600s when settlers in Jamestown built the first glass-melting furnace. The invention of the automatic glass bottle blowing machine in 1880 industrialized the process of making bottles. In 2019, plans were made to re-introduce milk glass bottle deliveries to Auckland in early 2020. The earliest bottles or vessels were made by ancient man. Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. This glass was very thin as the fire was not as hot as modern-day furnaces. The blowpipe was invented around 1 B.C. This allowed molten glass to be gathered at the end of the blowpipe and blown into the other end to create a hollow vessel. Eventually, the use of moulding was introduced, followed by the invention of the semi-automatic machine called the Press and Blow. In 1904 Michael Owens invented the automatic bottle machine. Before this time most glass bottles in England were hand blown. This is one of four bottles in Flagstaff Hill Maritime Museum collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases and other medical issues before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in the 1850s. The bottle gives a snapshot into history and a social life that occurred during the early days of Melbourne's development and the sea trade that visited the port in those days. Bottle, glass, solid dark purple (black), round, matt surface. Glass ring below mouth, neck is slightly bulbous, body tapers slightly inward from shoulder to base. Base is concave with pontil mark. Bottle has no inscription. Generally used for storing port.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, handmade bottle, handmade english beer bottle, pontil bottle, black glass, gallon, purple bottle, ale bottle, porter bottle