Showing 1355 items
matching form and colour
-
 Melbourne Tram Museum
Melbourne Tram MuseumNewspaper, Bridget McManus., Robert Hudson, Peter Weaving, Golding, "Tram Etiquette", "Commuter fare blitz", Apr. 2002
Newspaper - The City Weekly, issue 14, April 25 to May 1, 2002, containing an article titled "Tram Etiquette" and "Commuter fare blitz". Printed in full colour on gloss paper with a front cover in cartoon form of the things you should not do on a tram - Cartoon by Golding. Was a free newspaper. Magazine of Newspaper Covers City Real Estate, out on the town, Health and Beauty, entertainment, classifieds and careers. Page 6 - article titled "Commuter fare blitz" - about proposed checking of Metcards, but there were many complaints and issues with machines not working and legal challenges. Pages 8 and 9 - article "Tram Etiquette", with the sub-headings "in the absence of conductors, have we become confused about public behaviour on privatised trams". Looks at issues at how people use the tram system with photos of people using trams. Also has a side item with people's photographs titled "What's getting up people's noses on Melbourne trams?" Written by Bridget McManus, Pictures by Peter Weaving and Robert Hudson. Two copies held.trams, tramways, passengers, behaviour, trams, public transport, tickets, metcard, cartoons -
 Federation University Historical Collection
Federation University Historical CollectionBooks, H.E. Daw Government Printer, Ballarat School of Mines and Industries Departmental Papers, 1914-1950, 1914-1950
Used at the Ballarat School of Mines and the Ballarat Technical Art SchoolThis collection of examinations is significant because of its completeness with the full range of examinations between 1914 and 1950.Large leather bound books, with leather spine, containing all examinations held at the Ballarat School of Mines (including the Ballarat Technical Art School and Ballarat Junior Technical School). The examination papers were supplied and printed by the Education Department, Victoria. Examinations include: Agriculture, Algebra, Architecture, Arithmetic, Applied Mechanics, Assaying, Biology, Botany, Boilermaking, Building Design, Blacksmithing, Bricklaying, Carpentry and Joinery, Coachbuilding, Cabinet Making, Civil Engineering, Cabinet Making, Commercial, Chemistry, Engineering Drawing, Economics, English, Electrical technology, Electricity and Magnetism, Electric Wiring, Electric Welding, Electrical Fitting, Electrical Trades, Food Analysis, Geology, Geological Mapping, Graphics, Geometry, Heat Engines, Heat Treatment, Hydraulics, Hand Railing, Instrument Making, Millinery, Milling and Gearouting, Machine Shop Practice. Metal Founding, Mining, Metallurgy, Mineralogy, Mathematics, Motor Mechanics, Mine Surveying, Mining Mechanics, Petrology, Physics, Painting and Decorating, Pattern Making, Plastering, Plumbing and Gasfitting, Printing, Refrigeration, Spelling, Science , Shorthand, Surveying. Signwriting. Sheet Metalwork, Toolmaking, Ladies Tailoring, Trigonometry, Typewriting, Welding, Commercial Geography. Millinery, Dressmaking, Needlework, Decorative Needlework, Architecture, Building Design and Construction, Art (Composition in Form and Colour), Art (Casting Clay MOdels) Art (Drapery), Art (Drawing the Human Figure From Casts), Art (Drawing the Antique from Memory), Art (Drawing from Memory); Art (Drawing Plant Forms from Nature, Art (Drawing Plant Forms From Memory), Art (Drawing from Models and Objects), (Drawing From a Flat Example). Art (Drawing in Light and Shade from a Cast of Ornament or Lower Nature), Art (Drawing Ornament from the Cast), Art (Drawing from Models or Objects), Art (Drawing fro Dressmakers' and Milliners' Fashions), Art (Drawing With the Brush), Art (Drawing from a Flat Example); Art (Modelled Design), Art (General Design), Art (Embossed Leatherwork), Art (Practical Plane Geometry), Art (Practical Solid Geometry), Art (Geometrical Drawing), Carpentry and Joinery, Art (Human Anatomy), Art (Historic Ornament), Art (House Decoration), Art (LEttering), Signwriting, Art (Light Metalwork), Art (Modelling), Art (Modelling the Human Figure from a Life), Art (Stencilling); Art (Wood Carving) Refrigeration, Teaching, Boilermaking, Blacksmithing, Carpentry and Joinery, Coachbuilding and Carriage Drafting, Electric Wiring, Electrical Fitting, Graining and Marbling, Instrument Making , Machine Shop Practice, Metal Founding, Milling and Gear Cutting, Motor Mechanics, Painting and Decorating, Sheet Metalwork, Toolmaking, Printing, Pattern Making, Plumbing and gasfitting, examinations, ballarat school of mines, ballarat technical art school, trades, education department victoria, agriculture, algebra, architecture, arithmetic, applied mechanics, assaying, biology, botany, boilermaking, building design, blacksmithing, bricklaying, carpentry and joinery, coachbuilding, cabinet making, civil engineering, commercial, chemistry, engineering drawing, economics, english, electrical technology, electricity and magnetism, electric wiring, electric welding, electrical fitting, electrical trades, food analysis, geology, geological mapping, graphics, geometry, heat engines, heat treatment, hydraulics, hand railing, instrument making, millinery, milling and gearouting, machine shop practice, metal founding, mining, metallurgy, mineralogy, mathematics, motor mechanics, mine surveying, mining mechanics, petrology, physics, painting and decorating, pattern making, plastering, plumbing and gasfitting, printing, refrigeration, spelling, science, shorthand, surveying, signwriting, sheet metalwork, toolmaking, ladies tailoring, trigonometry, typewriting, welding., dressmaking, needlework, decorative needlework, architecture, building design and construction, art (composition in form and colour), art (casting clay models), art (drapery), art (drawing the human figure from casts), art (drawing the antique from memory), art (drawing from memory), art (drawing plant forms from nature, art (drawing plant forms from memory), art (drawing from models and objects), (drawing from a flat example), art (drawing in light and shade from a cast of ornament or lower nature), art (drawing ornament from the cast), art (drawing from models or objects), art (drawing for dressmakers' and milliners' fashions), art (drawing with the brush), art (drawing from a flat example), art (modelled design), art (general design), art (embossed leatherwork), art (practical plane geometry), art (practical solid geometry), art (geometrical drawing), art (human anatomy), art (historic ornament), art (house decoration), art (lettering), art (light metalwork), art (modelling), art (modelling the human figure from a life, art (stencilling), art (wood carving), teaching, coachbuilding and carriage drafting, graining and marbling, milling and gear cutting, commercial geography, exams, examination book -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Tile, circa 1878
This Minton floor tile is from the wreck of the LOCH ARD. Other examples of this manufacture have been recovered from the wreck site and form part of the collection at Flagstaff Hill. The iron-hulled clipper ship from the Loch Line was heading for Port Phillip from London when it ran into the cliffs of Mutton Bird Island near Port Campbell and was wrecked on the early morning of June 1, 1878. The LOCH ARD was laden with high-value cargo including luxury goods intended for display at the Melbourne International Exhibition in 1880. One notable survivor from the ship’s freight manifest was the well-packed Minton porcelain peacock, a two-metre-high ceramic masterpiece of vivid glazed colours. The almost total loss of life and property from the LOCH ARD registered as a shocking tragedy for the Colony of Victoria, at a time when social confidence and economic optimism were otherwise high. The wealth generated from gold and wool was increasingly being spent on magnificent private residences and imposing public buildings. The demand for quality furnishings and fittings was therefore strong. Among the products consigned to burgeoning colonial markets by the Milton Pottery at Stoke upon Trent were their new range of colourfully patterned but very durable floor tiles – ideal for the high-traffic spaces in the large civic buildings then being constructed in Australia and America. These new floor tiles were “encaustic”, meaning that their designs and colours were encased within the depth of the tile. Rather than their decorative patterns being glazed onto the surface of the tile, their inlaid designs were created during the manufacturing process, as “coloured slips” (or liquid clay) that were poured into a deep pre-moulded casting. When fired, the resulting tile was colour-fast and design-fast.The Minton encaustic floor tile is significant for its method of manufacture which makes it durable as well as decorative. The shipwreck of the LOCH ARD is of State significance. Victorian Heritage Register S417. Flagstaff Hill’s collection of artefacts from LOCH ARD is significant for being one of the largest collections of artefacts from this shipwreck in Victoria. It is significant for its association with the shipwreck, which is on the Victorian Heritage Register (VHR S417). The collection is significant because of the relationship between the objects, as together they have a high potential to interpret the story of the LOCH ARD. The LOCH ARD collection is archaeologically significant as the remains of a large international passenger and cargo ship. The LOCH ARD collection is historically significant for representing aspects of Victoria’s shipping history and its potential to interpret sub-theme 1.5 of Victoria’s Framework of Historical Themes (living with natural processes). The collection is also historically significant for its association with the LOCH ARD, which was one of the worst and best-known shipwrecks in Victoria’s history.A square Minton floor tile with a black and beige pattern against a white base. This encaustic floor tile was recovered from the shipwreck of the LOCH ARD. On the back, or base, of the tile is inscribed the number “46” and the letters “Minton & Co Patent Stoke upon Trent”.flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, loch line, loch ard, mutton bird island, loch ard gorge, minton floor tile, encaustic tile, melbourne international exhibition, floor tile -
 Federation University Historical Collection
Federation University Historical CollectionPostcard - Postcard Booklet, Levi Fils & Co, Vues Detachables
Levy Sons & Co. 1895-1919 Paris, France and London, England In 1864 the Parisian photographic studio of Ferrier pere*, fils & Soulier was bought out and became M. Leon & J. Levy. This partnership lasted until 1872 when Leon left and it was renamed J. Levy & Co., which became an important producer of stereo-views and lantern slides. By 1895 his sons had joined the company and it was renamed once again to Levy Sons & Co. (or Levy et ses Fils). His son Lucien became a well known photographer who began publishing international view-cards from his own work depicting scenes mostly from within the French empire, though quite a number are from England and there are some from Australia and Russia as well. There are few French towns that are not captured by his cards. His name does not appear on the cards but - L.L. follows the title as a photo credit. Many of their cards are not attributed. These cards were printed as colotypes in black & white, sepia, and over speckled color lithography. In 1920 the studio united with Neurdein Freres to become Levy & Neurdein reunis. Their negatives are now owned by the Roger-Viollet Photographic Agency. *Claude Marie Ferrier (1811-1889) was also an important early photographer. He was the 'Pere' in Ferrier Pere, Fils & Soulier - best remembered for their stunning series of glass views. Sorting this collection is a challenge. The postcard rears display a variety of forms - a) garland emblem with LL inside, b) with an addition emblem within (FPS?). Or c) - no emblem which may mean production by another company - however LL. remains on the front as a credit to the photographer. http://www.metropostcard.com/picslogos/pcl-levylucien.jpg.jpg http://www.unpi.com/clem/unpostcards/LON1919PC2Naback.jpg Example Colour Card circa 1920 No. 78 Paris - L'Escalier de l'Opera - LL. http://www.postcardcollector.org/forum/index.php?p=/discussion/1306/levy-fils-cie-paris-specifically-lucien-levy-llAbbeyville was a town in the Somme, so that this is a possible reason that the name has been erased on the postcard. http://www.france-voyage.com/travel-photos/abbeville-11435.htmSmall brown covered book of 12 postcards with views of Abbeyville in the Somme. Issue between each each individual postcard. The cover has an oval on front and the name "Abbeyville" in its centre has been erased. The name of the town has also been erased (censored) throughout the booklet. There is a garland in maroon around the maroon oval on the front cover. Print in dark grey on bottom left and right hand side corners.Print "Modele ... Depose" in dark grey on bottom left and "12 Vues Detachables" on right hand side corners. Names of places printed inside but the name of the town has been erased throughout. "Carte Postale" with logo underneath at centre and "Correspondence" LHS and "Adresse" RHS on top of verso of each postcard in booklet. "Levy Fils & Co, Paris sideways along centre line of postcard on verso.abbeyville, levy fils, postcard, vues, panorama, place de l'amiral-courbet, monument, rue alfred-cendre, alfred-cendre street, statue, saint vulfran church, saint gilles church, museum, prarona statue, avenue de la gars, avenue of the station, chevalier de la barre, river somme, somme, talence bridge, correspondence, carte postale, censor, censored -
 Duldig Studio museum + sculpture garden
Duldig Studio museum + sculpture gardenFabric, Mathilda Flogl, Falter designed by Mathilda Flogl 1924-31, 1924-31
This piece of fabric, known Fälter (butterfly), was designed by Mathilda Flögl (1893-1958), who worked in the textile department of the Wiener Werkstätte in Vienna. It is a remnant of the fabric that was used to make a bedspread for Karl and Slawa’s bed in their Vienna apartment where it lay decoratively over a gold brocade eiderdown. The purchase demonstrated Slawa’s interest in and knowledge of modern design and her commitment to the idea of enriching everyday life with beautiful objects, a principal of the Viennese Secession. Following the Duldigs removal from Vienna, the original bedspread and remnant were safeguarded and preserved by Slawa’s sister, Rella, in the basement of her Paris apartment. In 1948 the bedspread and this remnant were sent to Australia. The bedspread was a much-loved item but deteriorated over the years. In 1955 it was made into curtains, which are held in the Duldig Studio Collection. The Photographs of the bedspread in its original location are also held in the collection. The remnant is in pristine condition. The Wiener Werkstätte (Vienna Workshop) was a guild of designers and craftsmen that was founded by the architect Josef Hoffman (1879-1956) and the designer Koloman Moser (1868-1918). The firm manufactured a range of interior furnishings between 1903 and 1932. The textile department opened in 1900, and produced about 1,800 designs, mainly for printed fabrics for furnishings and apparel. The designs were characterised by simplified forms and vivid colours, and inspired by Eastern European peasant art and geometric motifs in contemporary painting. The workshop had a profound impact of European art and design, and its work is still celebrated today. Mathilde Flögl was born in the Czech Republic in 1893, and studied at the Kunstgerwerbeschule in Vienna. In 1916 she began working at the Weiner Werkstätte, and where she designed more than 120 textile patterns. This fabric Fälter or Butterfly was designed in 1924. The butterfly was a favourite motif of Flögl. In this design she plays with a variety of whimsical abstractions and arrangement of both the butterfly and the snail on a background of abstract colour stripes and blocks. Ann Carew 2016The fabric is of great aesthetic interest as an example of the work of the Viennese workshops, and the noted designer textile designer Mathilde Flögl. The original pencil drawings, pencil and gouache designs, and fabric swatches for Fälter are held in the MAK Museum in Vienna, and the Victorian and Albert Museum in London have a sample of piece of the silk fabric in an alternate colour wave. The Museum of Applied Arts in Sydney holds a swatch book of textiles from the Wiener Werkstätte, however Flögl’s work is not represented. The National Gallery of Victoria holds a similar swatch book. The remnant has an excellent provenance, is associated with a powerful personal narrative, and is significant and rare item relating to history of the Wiener Werkstätte in Vienna, and the oeuvre of Matilda Flögl. Ann Carew 2016Remnant of a block-printed silk fabric used to make the bedspread for Karl Duldig and Slawa Horowitz-Duldig's bed in Vienna. -
 4th/19th Prince of Wales's Light Horse Regiment Unit History Room
4th/19th Prince of Wales's Light Horse Regiment Unit History RoomRegimental Colour, Kyneton District Mounted Rifles, 1861 (exact)
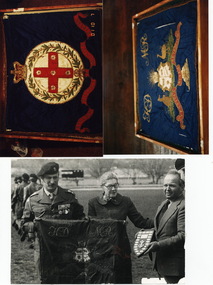
Address given by Mrs Lavender on the presentation of the Kyneton Colours on 28 February 1861 “Gentlemen of the Kyneton District Mounted Rifles, I feel proud of the honour done me in being deputed by the ladies of Kyneton to present the colours to your honourable Corps. There has always been a peculiar honour and responsibility connected with the colours of a Regiment. They have been unfurled on a battlefield as rallying points for many a splendid troop of gallant soldiers and courageous hearts. They have been spread to the breeze on the storming of many a city and battles hardly fought and dearly won. To retain their position and maintain their integrity, many a brave soldier has freely offered his life in their defence and, when in the hour of adversity they have been lowered, overpowered by the foe, many a brave heart has bit the dust. We might say that the history of our country is written on the banners of our “Fatherland”. The names emblazoned there speak, it is true of many a battlefield, of many a desperate struggle and of many a glorious victory won by British bravery. Gentlemen, your colours are not decorated by names such as Waterloo, Alma, Inkerman, Delhir Cawnpore, and many others I might mention. They are blank and may the God of Peace grant that in this land of adoption, it may be long before necessity of duty calls upon you to maintain the integrity of your colours and win their names. But if in the providence of God, either from internal commotion or external aggression, you should be called into action, may these colours, the token of your Corps, be upheld with the bravery of British Soldiers, their honour maintained with your lives, and may they never be lowered to a foe. Gentlemen, your motto directs: Onward, onward; may it be so Onward at the shout of victory” This item is significant as The Kyneton Colour is the 2nd oldest Regimental Colour knownin Australia, and the oldest Australian Cavalry Colour. It is unique, in that it is hand made from an original design, there is no other colour of this type known to exist. The Kyneton District Mounted Rifles is the oldest ancestor unit of the 4th/19th Prince of Wales's Light Horse Regiment and therefore is historicaly significant to the Regiment in particular and to Australian Military History in general.Regimental Colour of the Kyneton Distric Mounted Rifles. A double sided blue silk damask standard bounded on three sides by 30mm coiled metal fringing. It is heavily embroidered through a silk and cotton layer and these sections are are put back to back forming a sandwich of four layers. Several kinds of metal threads and sequins have been used for the embroidery as well as coloured silk floss, employing satin and stem stitch. The front shows a central insert in white silk divided into four and with a steam engine, bull, plough, and wheat sheaf in the segments. This crest is flanked on the left by a kangaroo and the right by an Emu. Above the crest is a horizontal baton, and above that a smiling sun sitting on a bed of clouds. The initials KD are in the upper hoist area and MD in the upper fly region.Below the crest is a red ribbon with the Latin words VESTICIA NULLA RETRORSUM in metal thread. Below this applique is a green satin stitch shape. The reverse has a red cross with stars surrounded by a green and gold laurel wreath. This is surmounted by a Queen's crown in embroidered metal thread over a base of red silk velvet. The bottom third of the flag is decorated with the words KYNETON DISTRIC MOUNTED RIFLES in embroidered metal thread.See description.standard, colours, kyneton district mounted rifles, kyneton -
 Ballarat Tramway Museum
Ballarat Tramway MuseumDocument - Instruction Book, Melbourne and Metropolitan Tramways Board (MMTB), "Sections and Fares", Aug. 1968
One Hundred & Eight (108) page book sewn with end papers on a grey colour Rexene heavy card covers. Titled "Melbourne and Metropolitan Tramways Board / Electric Tramways and Motor Omnibuses. / Sections and Fares / (Conductors) , / August 1966". Issued 14/8/1966, all decimal currency. Signed by R.C. Drummond, Traffic Manager. Details the sections and fares for each tram and bus route on the MMTB System in a tabular form. Page 5 has an index of routes, includes concession fares. General Instructions re fares, such as children, city concession, prepaid tickets, round trip excursion, Scholars concession, excess luggage, newspapers, children carriages, dental centre scholars, swimming class, state schools, Post Office, Police Concession, special hospital tickets, visiting nurses, scouts, Sunday morning, family excursions. all night services and Free Tramway Passes. Gives images of the type of pass, details of issued to, booklet passes, employees pass, blind persons, traffic officers, disabled soldiers, fare concession certificates, Special Metal "T" passes, seeing eye dogs. special prepaid tickets. Has some pasted in amendments.Some of the tables, first ones in the book have been marked with the stop numbers. trams, tramways, rules, instructions, mmtb, fares, conductors -
 Ballarat Tramway Museum
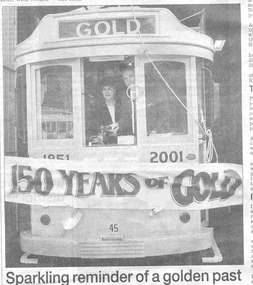
Ballarat Tramway MuseumNewspaper, The Courier Ballarat, "Tram study ready to go", "Sparkling reminder of a golden past", "Section torn from Skipton St", 15/06/2001 12:00:00 AM
Yields information about the launch of the Gold Tram and the people involved on the day.Newspaper cutting, page 4, from The Courier, Ballarat, June 15, 2001, headed "TRAMS IN BALLARAT" featuring three different tram stories. Headed "STUDY" and titled "Tram study ready to go", about the consideration of tenders for the study to consider the return of trams to Ballarat, or other form of transport. Quotes Dianne Smith, Ballarat Tourism Executive Director. Headed "GOLD TRAM" and titled "Sparkling reminder of a golden past", about the launch of the Gold Tram 45, by the Mayor, David Vendy the previous day at the tram depot. Quotes Richard Gilbert as president and Cr. Vendy. Features a photograph of Cr. Liz Sheedy and the Mayor standing along side, breaking through the banner ( See Reg. Item 1777). See Reg item 3839 for a colour photograph of the photo of No. 45. Headed "TRACKS" and titled "Section torn from Skipton St" about the excavation of about 50m of track in Skipton St. Ballarat at the intersection with Drummond St. during the reconstruction of the intersection associated with installation of traffic lights and new traffic islands. Quotes Peter Winspur, Secretary. A number of calls were received about the work. See Reg. Item 1778 for photos on the day.ballarat city tramway, gold tram, skipton st, trackwork -
 Eltham District Historical Society Inc
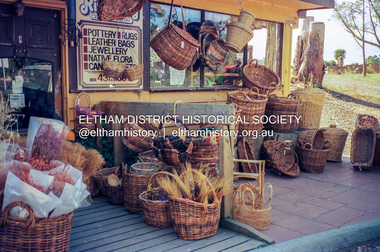
Eltham District Historical Society IncPhotograph (Item) - Negative, Elizabeth Simkin, Riverclay Craft Gallery, 573 Main Road, Eltham, 1988
Riverclay was located along with Ansell and Muirs Chicken shop opposite El;tham Lower Park. The building has since been demolished as it lay within the 1934 flood plain limits. Elizabeth Simkin 1988 Entrant No. 149 Ref: Series 34, Items 39, 111-113 The images in this record were not selected for inclusion. SHIRE OF ELTHAM COMMUNITY PHOTOGRAPHIC SURVEY Photography is an artform which many of us practice, sometimes purely for artistic pursuit, sometimes to record the people and events in our lives. In 1988, as part of a local Bicentennial project, the Shire of Eltham conducted the Eltham Community Photographic Survey. Up to 100 entries were to be selected by a panel of photographers for entry into the Eltham Photographic Survey Exhibition. Entries had to be submitted by May 13, 1988. Entrants whose images were selected for the exhibition were contacted and requested to further submit an entry form providing entrant’s name, area of residence, age, and proposed captions. These details were then used to produce labels for the exhibition mounts. Where negatives had not been supplied, these were requested to support the display of printed enlargements mounted on 10” x 8” cardboard. The mounted prints were made available post exhibition for sale at $8.50 each for colour prints and $7.00 for B&W prints. Residents in the Shire were invited to collect a free roll of film and take a photograph of what they either liked or did not like about the area. A total of 160 entrants submitted multiple entries for the exhibition. Of those selected for exhibition, entrants ranged in age from 9 to 70 years. All custom colour and black and white printing for the exhibition was completed by Wattle Studios of Eltham. The Eltham Photographic Survey was jointly auspiced by the Shire of Eltham and Wattle Studios, of 953 Main Road, Eltham. The project was greatly assisted by: • David McRitchie, Media Studies Lecturer Victoria College, Rusden Campus. • Ian and Annette Toohill of Wattle Studios • Tracy Naughton, Eltham Community Arts Officer • Neville Emerson Pty. Ltd. • Superior Press, Eltham • Kodak Australasia Pty. Ltd. • Agfa Gevaert Ltd. • Townsend Colourtech Pty. Ltd. • The Australian Bicentennial Authority • Eleanor Bowers, Secretary, Eltham Arts Council The exhibition was placed on display in the Woolworths Arcade, Eltham between Monday June 6th and Saturday June 11, 1988. It was also intended to hold the exhibition at a venue in the Shire’s North Riding from Monday, June 20 to Friday June 24. It was then displayed at the Were Street Theatre, Montmorency from Friday, June 24 to Thursday, July 7. Series 34: Eltham Community Photographic Survey 1988 - Prints & Documentation Series consists of 117 photographs of Shire scenes taken by members of the community. Items I - 41 are larger photographs mounted on card, which were exhibited. Items 42 - 117 are unmounted copies, alternative takes and other entries. Corresponding negatives contained in Series 35: Eltham Community Photographic Survey 1988 – Negatives which coThe Eltham Community Photographic Survey collection is significant to the local community as it was curated by the local community - ordinary people of all ages - representing what they liked and did not like in the area where they lived. It represents an unfiltered representation of the Shire of Eltham as it was in 1988. It also represents one of many projects as part of the national programme of events and celebrations to commemorate the bicentenary. It is a time capsule of life in the 1980s of this urban and rural municipality in Melbourne's north. shire of eltham archives, bicentennial project, eltham community photographic survey, film - kodak ga 100 5095, elizabeth simkin, eltham, scan - 35mm negative, series 35, cane baskets, riverclay craft gallery -
 Beechworth RSL Sub-Branch
Beechworth RSL Sub-BranchGas mask
This mask would have presumably been manufactred and used as a gas mask during World War One conflicts. It is presumably British made. It could also possibly date to the World War Two era.This item is a piece of protective equipment which presumably dates to the World War One era. As a surviving artefact from the Great War, this item holds historic value.Gas mask with rubberised light brown fabric face cover, plastic goggles for seeing, straps for fastening and a nozzle to attach to a canister. The canister is now missing. The goggles have corroded steel rings around themwhich protrude sloghtly from the mask. The light brown fabric covered rubber nozzle is attached to a black metallic component, which is attached to the mask with a circle of black rubber in between the metal and the mask. There is also another short piece of rubber attached to this black metallic component which is folded and positined between the nozzle and the mask. There is an inscription On the exterior of the mask, where the nose would ordinarilly be positioned. There is also an inscription in the interior on an almost full circular piece of fabric which is stitched into the same posion. This has a circle of metal stitched beneath it, which protrudes in two sections towards the wearers face. On the ends of the protruded sections are square pads of fabric, which are presumably there to position on either side of the wearers nose. The mask has a reinforces rubberised fabric rim where it would be incontact with the face. The main rubber nozzle protrudes through the inside of the mask, forming a mouth piece. There are four black straps and one light brown colour strap stitched to the exterior rim of the mask. Two of the black straps are severed.On the exterior at the nose: 3 On the interior at the nose: 22 109gas mask, mask, world war one, first world war, world war 1, ww1, wwi, the great war -
 Melbourne Tram Museum
Melbourne Tram MuseumBook, The Met, "Met Pass", late 1980's
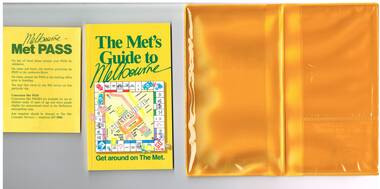
Yellow plastic folder titled "Melbourne Met Pass", with The Met logo in green print on both sides of the outside of the folder. On the inside has two pockets for storing items formed with clear plastic. Map Folded Map of Melbourne Rail and Tram lines, titled "The Met PASS Map to Melbourne" Tram Map - probably soon after conversion of the St Kilda and Port Melbourne lines to Light Rail, though these are not shown. Opened November 1987. Rail Map - shows Route 96 north section as Light Rail, co-ordinated bus routes, and the Altona line as going to Werribee. This route was opened in 1985. Date of Map c1988/1990. Has details of Museums, Art Galleries, Shopping, Gardens and Sports Arenas in Japanese. Sheet of paper advising users on presentation of the Met Pass (not included in the folder) Book - titled "The Met's Guide to Melbourne", sub titled - Get around on The Met. Card covers, perfect bound, 100 pages in colour with maps, guides and information about various locations within Greater Melbourne including Werribee Zoo and Healesville. See also Reg Item 106 to 108 for a similar item and 983 for the document that was used to launch the Met Pass. Two copies held.trams, tramways, the met, melbourne, tickets, tourist tickets -
 Bendigo Military Museum
Bendigo Military MuseumPhotograph - Army Survey Regiment – Corps Day Parade, Fortuna Villa, Bendigo, 1995
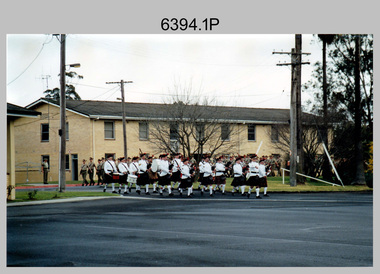
This set of 23 photographs were taken at the Corps Day Parade held at the Army Survey Regiment, Bendigo on the 1st of July 1995. This occasion was to commemorate the 80th anniversary of the formation of the Royal Australian Survey Corps. The Parade Commander was CO LTCOL Duncan Burns, and the Reviewing Officer was the Deputy Chief of the Defence Force MAJGEN G.D. Carter AM. Also in attendance was his MA MAJ M.D. Bornholt AM and the COL COMDT of the Royal Australian Survey Corps COL Don Swiney MBE. On this occasion the Reviewing Officer presented the Defence Force Service Medal to SGT Graham Hales and SPR Ken Labouchardiere for 15 years of efficient remunerated service in the Australian Army. SSGT Russ Mollenhauer received the Defence Force Service Medal clasp in recognition of 20 years of service. SGT Stuart Symonds received his second Defence Force Service Medal clasp in recognition of 25 years of service.This is a set of 23 photographs of the Corps Day Parade held at the Army Survey Regiment, Fortuna, Bendigo on the 1st July 1995. The colour photographs were printed on photographic paper and are part of the Army Survey Regiment’s Collection. The photographs were scanned at 300 dpi. .1) - Photo, colour, 1995. Fortuna Pipes and Drums lead the Army Survey Regiment onto the parade ground. .2) to .3) - Photo, colour, 1995. Fortuna Pipes and Drums in position on the parade ground. .4) - Photo, colour, 1995. Data Acquisition Squadron marches onto the parade ground, led by L to R: WO2 Peter Imeson, WO2 Bruce Hammond. .5) - Photo, colour, 1995. Data Acquisition Squadron front rank L to R: WO2 Peter Imeson, SPR Stuart Catharall, CPL Damien Killeen, CPL Trevor King, SPR Glen Norrell, SPR Kim Baker, SPR Craig Smith, LCPL Mark Fedden, SGT Graham Hales, SPR Josh Andrews OAM, unidentified (x2), WO2 Bruce Hammond. .6) - Photo, colour, 1995. Army Survey Regiment in position on the parade ground. On left - Product Construction Squadron rear rank L to R: CPL Dave Scott, SPR Shane Campbell, CPL Guenther Ebenwaldner, remainder unidentified. Centre rank L to R: CPL Ian Bowes, remainder unidentified. RSM WO1 Ken Johnston OAM MM. Front rank L to R: WO2 Alan Virtue, SSGT Bob Thrower, CPL Paul Einam, SGT Peter Tuddenham, SPR Dik Brierley, SGT Stuart Ridge, SPR Mick Muzeen, SPR Marty Stradbrook, unidentified, SGT Steve Nokes, SPR James Commons, SPR Lance Hillier. WO2 Gill Park. In centre - Administration Support Squadron. On right - Data Acquisition Squadron. 7.) - Photo, colour, 1995. Officers ready to take posts. L to R: LT Dave Sapparth, CAPT Colin Davidson, CAPT Tony Harder – UK Exchange Officer, LT Jason Selman, CAPT Doug Arman, QM CAPT Bill Griggs, LT Roger Grose, CAPT Bin Fashar Sutimin – Indonesian Exchange Officer in white uniform, MAJ Ross Jenkins, CAPT Gary Warnest. 8.) - Photo, colour, 1995. CO LTCOL Duncan Burns salutes the Reviewing Officer MAJGEN G.D. Carter AM. .9) & .10) - Photo, colour, 1995. Data Acquisition Squadron presents arms. Officers’ rank L to R: CAPT Tony Harder – UK Exchange Officer, CAPT Colin Davidson, LT Dave Sapparth. ADJT CAPT Brenton McDonald at far right. Front rank L to R: WO2 Peter Imeson, SPR Stuart Catharall, CPL Damien Killeen, CPL Trevor King, SPR Glen Norrell, SPR Kim Baker, SPR Craig Smith, LCPL Mark Fedden, SGT Graham Hales, SPR Josh Andrews OAM, unidentified (x2), WO2 Bruce Hammond. 11) - Photo, colour, 1995. Army Survey Regiment presenting arms. L to R: Product Construction Squadron, Administration Support Squadron, Data Acquisition Squadron. .12) - Photo, colour, 1995. Product Construction Squadron presents arms. Officers’ Rank: 2IC MAJ Mick Banham, L to R: CAPT Gary Warnest, OC MAJ Ross Jenkins CAPT Bin Fashar Sutimin – Indonesian Exchange Officer, LT Roger Grose. L to R: RSM WO1 Ken Johnston OAM MM. Front rank L to R: SSGT Bob Thrower, CPL Paul Einam, SGT Peter Tuddenham, SPR Dik Brierley, SGT Stuart Ridge, SPR Mick Muzeen, SPR Marty Stradbrook, unidentified, SGT Steve Nokes, SPR James Commons, SPR Lance Hillier, WO2 Gill Park. Other identifiable personnel in rear ranks L to R: SGT Peter Tuddenham, SPR Ben Lucas, SPR Dik Brierley, SGT Dale Hudson, SPR Annette (Odgers) Wynn, CPL Roger Pearson, SPR Corey Hill, SSGT Russ Mollenhauer. 13) - Photo, colour, 1995. Army Survey Regiment Advances in Review Order. L to R: Product Construction Squadron, Administration Support Squadron, Data Acquisition Squadron. 14) - Photo, colour, 1995. Army Survey Regiment in rank formation slow marches around parade ground L to R: Product Construction Squadron, Administration Support Squadron, Data Acquisition Squadron. .15) & .16) - Photo, colour, 1995. Data Acquisition Squadron slow marches, using ‘Forms’ to turn right in rank formation. Officers’ rank L to R: CAPT Tony Harder – UK Exchange Officer, CAPT Colin Davidson, LT Dave Sapparth. ADJT CAPT Brenton McDonald at far right.front rank L to R: WO2 Peter Imeson, SPR Stuart Catharall CPL Damien Killeen, CPL Trevor King, SPR Glen Norrell, SPR Kim Baker, SPR Craig Smith, LCPL Mark Fedden, SGT Graham Hales, SPR Josh Andrews OAM, unidentified (x2), WO2 Bruce Hammond. Centre Right Marker SPR Cameron Gee OAM is behind SPR Stuart Catharall. .17) - Photo, colour, 1995. Data Acquisition Squadron proceeds past Reviewing Officer on ‘Eyes Right’ command. Officers’ rank L to R: CAPT Tony Harder – UK Exchange Officer, LT Dave Sapparth. CAPT Colin Davidson. Centre Right Marker SPR Cameron Gee OAM. Right rear supernumerary SSGT Rod Skidmore, ADJT CAPT Brenton McDonald to his left. Front rank L to R: WO2 Peter Imeson, SPR Stuart Catharall CPL Damien Killeen, CPL Trevor King, SPR Glen Norrell, SPR Kim Baker, SPR Craig Smith, LCPL Mark Fedden, SGT Graham Hales, SPR Josh Andrews OAM, unidentified (x2), WO2 Bruce Hammond. CO LTCOL Duncan Burns in foreground. .18) - Photo, colour, 1995. Data Acquisition Squadron proceeds past Reviewing Officer on ‘Eyes Right’ command. Rear rank L to R: unidentified, CPL John ‘Doc’ Commons, CPL Tony Jackson, SPR Helen Scorgie. Centre rank L to R: SPR Cameron Gee OAM, SPR Derek Percival, SPR Grant Lloyd. Front rank L to R: WO2 Peter Imeson, SPR Stuart Catharall CPL Damien Killeen, CPL Trevor King, SPR Glen Norrell, SPR Kim Baker, SPR Craig Smith, LCPL Mark Fedden, SGT Graham Hales, SPR Josh Andrews OAM, unidentified (x2), WO2 Bruce Hammond. .19) - Photo, colour, 1995. L to R: MAJGEN G.D. Carter AM returning salute, MA MAJ M.D. Bornholt AM, COL COMDT, COL Don Swiney MBE, in background CPL Warren ‘Waldo’ Shirley, WO2 Pat Lumsden. 20.) - Photo, colour, 1995. Product Construction Squadron L to R: SSGT Paul ‘Hutch’ Hunter, WO2 Jeff Willey, rear rank L to R: CPL Dave Scott, SPR Shane Campbell, CPL Guenther Ebenwaldner, remainder unidentified. Centre rank L to R: CPL Ian Bowes, SPR Ben Lucas, remainder unidentified. MAJGEN G.D. Carter AM, CO LTCOL Duncan Burns, Front rank L to R: WO2 Alan Virtue, remainder unidentified, RSM WO1 Ken Johnston OAM MM, Officers’ Rank: LT Jason Selman, CAPT Bin Fashar Sutimin – Indonesian Exchange Officer, CAPT Gary Warnest, MAJ Ross Jenkins, 2IC MAJ Mick Banham. .21) - Photo, colour, 1995. L to R: Centre marker CPL Ian Bowes, SPR Ben Lucas, remainder unidentified, MAJGEN G.D. Carter AM, COL COMDT, COL Don Swiney MBE, CO LTCOL Duncan Burns, WO2 Allan Virtue. .22) & .23) - Photo, colour, 1995. L to R: WO2 Pat Lumsden, MAJGEN G.D. Carter AM, SGT Graham Hales, SPR Ken Labouchardiere, SSGT Russ Mollenhauer, SGT Stuart Symonds..1P to.23P – The occasion and date are annotated on the plastic sleeve.royal australian survey corps, rasvy, army survey regiment, army svy regt, fortuna, asr -
 Bendigo Military Museum
Bendigo Military MuseumAdministrative record - FOLDER AND RECORDS
For historical information refer to notes attached to Cat No 2755.4 See attached sheets for the remainder of pages.Black plastic folder, ring binding with 20 clear plastic sleeves. .1) Photocopy of cover for personnel documents for Herbert Trangmar ALLAN, MC, NX12229, N60005, Captain 2nd Garrison Battalion. A4 page size. .2) Photocopy of WWII attestation form dated 2.5.1940 for NX12229, Herbert Trangmar ALLAN. .3) Photocopy of Medical Exam Section. .4) Photocopy of Medical Exam Section with black & white ID photo. .5) Enlarged photocopy of ID photos of Herbert Trangmar ALLAN. .6) Photocopy of Mobilization attestation form dated 6.10.39 for Herbert Trangmar ALLAN. .7) Photocopy of Termination of Officer's Appointment dated 2.4.1946 for Herbert Trangmar ALLAN, OBE, NX12229. .8) Photocopy of Officers Record of Service for Herbert Trangmar ALLAN. Address at time was Wali, New Guinea .9) Photocopy of Officers Record of Suc for Herbert Trangmar ALLAN OBE MC ED NX12229. Address at time was Wali, New Guinea. First entry: 16.6.1914. Last entry: 1.11.1945. .10) Photocopy of Officers Record of Service, dated 29.8.1950. For NX12229 Herbert Trangmar ALLAN MC OBE ED. Last address Watsons Bay NSW. .11) Photocopy of Determination of Demobilization Priority for NX12229 Herbert Trangmar ALLAN. Dated 5.10.1945. .12) Photocopy of sheet showing service early WWII for Herbert Trangmar ALLAN. .13) Photocopy of sheet showing early WWII service of N60005, Herbert Trangmar ALLAN. .14) Photocopy of Officer's Record of Service sheet for Herbert Trangmar ALLAN OBE MC NX12229. First entry: 17/2/1943. Last entry: 24.8.1944. .15) Photocopy of Record of Service sheet. First entry: 28.9.1944. Last entry: 25.5.1945. .16) Photocopy of Officer's Record of Service for Herbert Trangmar ALLAN OBE MC NX12229. First entry: 1.6.1945. Last entry: 14.3.1946. .17) Photocopy of Record of Service sheet. Mentions MID in SWPA & rank changes. First entry: 21.3.1946. Last entry: 30.9.1950. .18) Photocopy of Officer's Record of Service sheet for NX12229 Herbert Trangmar ALLAN 2nd Garrison Battalion. First entry: 6.9.1944. Last entry: 7.5.1946 .19) Photocopy of Recommendation for an OBE for NX12229 Herbert Trangmar ALLAN MC Major. Tobruk period April / October 1941. .20) Photocopy of a sheet showing medals & awards for N60005 NX12229 Herbert Trangmar ALLAN OBE MC ED MID. .21) Photocopy of a letter to Deputy Commissioner - Repatriation on AIF letterhead. Re: Captain ALLAN H T 17 Battalion. .22) Photocopy of an AIF letterhead Canberra dated 1.5.1950. To Secretary HQ Repat Commission. Re: Capt ALLAN H T 17 Battalion. .23) Photocopy of a sheet showing telephone note re awards, dated 2.7.1955. Re: ALLAN H T. Address Mullaway, Woolgoolga, NSW. .24) Photocopy of ranks & dates for ALLAN H T NX12229. DOB 5.1.1895. Served in 14-18 Yes. First entry: 16.6.1914. Last entry: 29.1.1944. .25) Photocopy of ranks & dates for above. First entry: 13.2.1942. Last entry: 1.4.1945. .26) Photocopy of ranks & dates for ALLAN H T NX12229. DOB 5.1.1895. OBE MC. First entry: 23.7.1945. Last entry: 15.8.1951. .27) Photocopy of a note showing Colonel H T ALLAN, address Mullaway, Woolgoolga, NSW. Written on a note pad with British Aluminium stamped on it. .28) Typed sheet showing a brief (biography) story of the life of Herbert Trangmar ALLAN (Blue). .29) Colour top view photo on A4 paper showing a huge pair of Japanese binoculars mounted on a tripod. .30) Colour R side view photo on A4 paper of Japanese binoculars. .31) Colour rear view photo of huge Japanese binoculars. .32) Colour front view photo on A4 paper of huge Japanese binoculars mounted on a tripod. .33) Colour L side view photo of huge Japanese binoculars. .34) Colour photo of tripod with timber legs & brace to suit binoculars above. .35) Black & white photo of a manufacturers plate featuring Japanese writing & numbers. .36) Colour photo on A4 paper showing manufacturers plate on rear of support brace on the tripod head. .37) Copy of WM Collection photo number 058101 showing an Australian soldier looking into the binoculars, Finschafen New Guinea .38) Menu card. TobrukDay Dinner 2/17th Sgts Mess. Dated Wed 19.11.1941. .39) Christmas card with red ribbon in its fold. Shows a signpost Syria - Australia - & a Rising Sun, a kangaroo with smoke & fire, a laughing kookaburra on a sign post. Stamp. HQ 20 Aust Inf Bde AIF. .38) On rear: Two autographs. .39) Inside: “Best wishes for year 1942-1943 from Brig W (T) V Windeyer and staff”recorrds, certificcats, folders -
 Melton City Libraries
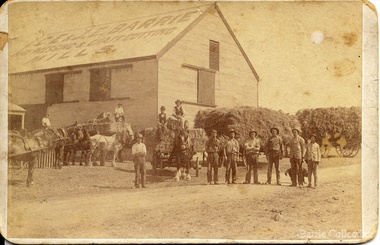
Melton City LibrariesPhotograph, 'Melton South Chaff Mill employees, Unknown
Charles E “Ernie” Barrie started constructing a Chaff mill on the corner of Brooklyn and Station road in 1900. It soon became a thriving business and was ideally located close to the railway line. Ernie and his father William and other Barrie brothers had been operated travelling chaff cutters in the district of Melton and Werribee. Within a short time the mill expanded into two big sheds in partnership with his brother James E known as “Ted”. The eldest brother William was in the Manager living in Melton South. In 1906 Ernie applied for a railway crossing on Brooklyn Road to have direct access for railway trucks to be shunted to the mill to be loaded. The Mill was also had the first phone to be connected, No 1, and No’s 2, 3 were the Golden Fleece and Macs Hotels. In 1906 Ernie married Jessie Lang daughter of the Head Teacher at Melton State School No 430 (1896 –1917). The Barrie house on the north side of the mill was completed in August 1906. It survived for almost 60 years until demolition. Chaff mills were very susceptible to fires and often burnt down and would be rebuilt again ready for the peak of the harvesting season. The final demise of the Mill occurred in a spectacular blaze on the night of Friday 2nd December 1977, just before the earth tremor as reported in the local paper. Brian Dobson the local photographer lived close by and captured the night blaze. A video was also taken of the action by the fire brigade. My parents Bon and Edna Barrie were living at 19 First Avenue, and took colour slides of the smouldering ruins in the half -light. Ironically Bon had spent the first year of his life (born in April 1909 and sister Mary born October 1907) at the house beside the mill. Trethowan’s Chaff mill in Brooklyn road was also destroyed by fire, which stated in the evening on Tuesday April 28th 1987. It was established in 1910 by Dixon Brothers, followed by, Ebbot & Kebby, Robinson, Trethowan and Butler and was with the Trethowan family when it burnt down. Melton South was small a community referred to as Melton Railway Station. Member of the community raised the idea to have a public hall. In 1909 Cr Barrie, Mr Nesbitt and Delany formed a committee to build a community hall. Cr Barrie donated the land and The Exford Hall was completed in September 1910 later to be named Victoria Hall. It was demolished in 1992. Colour slide in Barrie archive. In April 1910 the Ernie sold the Mill to Glover Onians (HSK Ward) family moved away to a property in Trundle NSW. Ernie had acquired 640 acres (a square mile) and leased a further 1920 acres of adjoining land. It was the practise of the farmers in the area at the time to buy up or lease the surrounding land from the 640 acre crown land blocks to make up acerage for a viable wheat farm. His wife Jessie found the climate to be very hot and when the Darlingsford property at Melton was put up for sale in the latter part of 1910 and was passed in at the auction. My grandfather saw this an opportunity to return to Melton. The negotiations to Darlingsford were finalised on May 11th 1911. Barrie bothers with connections to Chaff mills and farming in Melton from the 1900s William Henry, Charles Ernest, James Edwin, Samuel John, Robert, Arthur Roger, Albert Walter. Three grandsons and a great-grandson are in business earthmoving and farming in Melton today. (2013) Memoirs by Wendy BarrieEmployees at Chaff Mill, it was located on the corner of Brooklyn and Station Road, Melton South. local identities, agriculture -
 Southern Sherbrooke Historical Society Inc.
Southern Sherbrooke Historical Society Inc.Information folder - Germans Gully - Arcady
Folder containing items pertaining to the history of Germans Gully - Arcady, Belgrave Heights. Contents: -4 colour photos, c. 2000, showing house and gardens -sketches, photocopied, by Barbara Smith, dated 29 October 2002, showing stone huts at Arcady prior to mid-1950s, with additional comments by Marian Matta -typescript, "Short History Of Arcady also known as German Gully, 'Carinya' & Church Of Freedom", 1 page, 3 copies including one with small photo -typescript, dated 22 June 97, "Plarre Visit to 'Arcady', Originally Known as 'Carinya'", six pages -hand-written letter, addressed to "Sue & Peter" (Downard) from Ralph (Wilson) dated April 02, containing historical information re. Arcady, 4 sheets double-sided -Yarra Ranges Shire Heritage Study Place Nomination Form for Germans Gully, partially completed -obituary, Herald Sun newspaper, undated but 2003, "Raymond Otto Plarre, Baker had passion for quality produce" -4 page Fairfax newspaper wraparound, "A Recipe For Success", advertising feature commemorating Ferguson Plarre Bakehouse Centenary, 1901-2001 -8 sheets of photocopied photos of Arcady, taken during Plarre ownership -Certificate Of Title (number illegible) dated 10 July 1919, initial purchasers being Robert and Bertha Maurer, 3 copies of obverse sheet (copies) (dups. in A3 folio #1) -Certificate of Title, Vol. 5262, Folio 1052392, dated 18 January 1927, initial purchaser being Bernhard Walk (2 copies, one issued 12 Aug 1996, one issued 17 Apr 1997) (dups. in A3 folio #1) -photo (colour) and hand-drawn map of site, prepared by Ralph Wilson, 2006 -Pamphlet, "Our Place, a celebration of where we live", Shire of Yarra Ranges, Oct. 2006 -photos (2, colour) of fire at Arcady, annotated 'Hello Peter & Sue, more pictures taken by Marty of CFA' -article, Australian Post, 6 Jul. 1972, 'Fool around with SCARLETT!', 2 photos of John Wilson (in A3 folio #1)albert hartung, otto plarre, mr stace, john wilson, count felix von lucknor, mr & mrs smart, plarre family, mr hutter, carinya, raymond otto plarre, ferguson plarre bakehouses, keith cooke, hugh ackland, alexander wynnum king, russell & jean smart -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyBook - Ledger Commercial, "Ledger No. 4", Circa 1895
Historically this ledger not only details the legible hand writing of this era but also the day to day commercial activity in this region(first entry in 1895).The neatness and the diligence of those who were required to pen the information was a requirement by all who were in commercial trade. Emphasis on neatness was ingrained in students at a young age. This era was well before general typewriters and computers. Generally all students of commerce required an accuracy in writing and arithmetic. Neatness and order were a selection requirement. This ledger belonged to a general store, which was a forerunner to supermarkets and specialty stores. The shop provided everything from food, postage stamps, nails, tobacco, boots and Epsom salts. The general store provided nearly every product required to exist in a remote rural area of Australia in the 1800's.This item clearly identifies the Kiewa Valley as having a substantial financial hub to accommodate the various commercial enterprises within a rural environment Circa 1880's. Although Kiewa Valley had mining, agriculture, cattle and sheep it was also composed of a mixed society, encompassing all levels of society at that period. It identifies some the commercial activities(newsagency/general store) undertaken by specific families farming in the Kiewa Valley and relates their history in the pioneer period of the late 1800's. Some of those pioneers still have descendants living on the same home sites provided by the 1847 Land Act.This ledger has a very thick cover of strong compressed cardboard. Originally it had a cloth covering both front and back(Glued on) but due to wear and tear it is only attached to the back cover) and is a faded blue colour. The corners of the opening side of the cover are reinforced by suede cloth,in a triangular shape, and enclose both the front and inside portions of the the ledger. The spine is reinforced by a suede section to provide increased strength and protection. The inside cover (both front and back) has an orange bubbles with red and blue sinuous lines forming shapes in a haphazardous pattern. The grammage of the lined sheets (blue) is approximately 120g/m. Originally the first seven of twelve pages were indented and alphabetically marked with black letters (one letter per page) however this ledger had been modified to cover only the initials of customers and the pages of unused letters were glued to the previous page. The remaining pages are numbered in black print at the top outside edge of each page. There are 890 page numbers. Each page has thirty seven blue horizontal lines and one double red line ( top). Each page has thirteen vertical lines starting from the top horizontal double red lines and ending at the bottom of the page. These lines segregate the page into blocks for the date, the transaction and financial input. There are three double vertical red lines which designate the amount of money of each transaction (in pounds, shillings,and pence).On the suede spine in gold lettering and on a red (port coloured) background "LEDGER"grocery shop, haberdashery, general store -
 Villa Alba Museum
Villa Alba MuseumDecorative object - Gilt metal fringe for furnishings - detached
It is not clear that this fringe was ever attached to the curtain suite; it may have come from an associated part of the original ensemble (eg pelmet) or from associated furniture. However, it is certainly connected to the fringe on the tieback tassels, whose tassels are finished with the same product. The detached gilt metal fringe has aesthetic significance as specimen of an opulent furnishing decoration in very lavish contexts, such as gold rush Victoria. Part of it still preserves the original bright gold metal, ie is untarnished; this is probably quite rare in Australian collections.Board wrapped w c.17m of heavy gilt metal fringe (known as bullion fringe) in several pieces, evidently detached from curtains, and/or furniture items. (No sign of it having been attached to the curtains). The fringe is composed of metallic thread very tightly wound over a cotton/linen thread, attached to a narrow header braid with an ornamental design worked in metallic gimp cord. The colour was originally gold, now tarnished on all parts exposed to air, but sections of the fringe under the top layers retain the luxurious gold finish. Westman (2019: 242) explains that 'gold thread' was made of gold fired onto silver bars from which thin, flat or round wires were cut to wrap around a core linen thread for use in trimmings. Shen notes that the very thin layer of gold often wears away, exposing the silver which tarnishes. Bullion fringe: fringe made of bullion, in the sense of precious metal, used for prestigious royal, ecclesiastical and military garments and furnishings. Westman (2019: 193, 240) says that by the 19thC, the name was also used for twisted thread long fringe made of wool, silk, cotton or a mix, as it is today. In this form, 'bullion fringe' became a lavish edge-trim in the early-mid-19thC wherever its vertical look could add richness to drapery. interior decoration - history -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1870s-1910s
This clear, green tinged, Half Whirley (or Whirly) salad oil bottle has been handmade by a glassblower from 1870s-1910s. A bottle with such elaborate decoration would have been sought after as there was no need to decant the sauce into another jug or bottle to make it acceptable for table service. It is possible that this bottle was recovered from the Loch Ard, wrecked in 1878. A diver found the bottle on a shipwreck in the coastal waters of Victoria about 100 years from when it was made. The diver who found this bottle has recovered objects from several different shipwrecks between the late 1950s and early 1970s. A sizeable proportion of those objects was from the wreck of the famous clipper ship Loch Ard. This salad oil bottle may very well have been amongst that ship’s cargo. It is part of the John Chance Collection. A paper titled ‘Glass Bottles from the Loch Ard Shipwreck (1878): A Preliminary Study’ by Iain Stuart, (published in Australian Historical Archaeology, 9, 1991) included a study of twelve salad oil bottles from the wreck of the Loch Ard. The bottles were of this same Half Whirley design (half meaning that it was Whirley on the upper half but not on the lower half of the body), as well as the same colour and size. A diagram of one of these twelve bottles matches the bottle in our collection. The paper mentions that eleven of the twelve bottles have a number on their base, just as this one has. It is estimated that foreign and salad oil bottles totalled four percent of all of the bottles carried as cargo on the ship. The Half Whirley bottle has side seams from below the lip to the base, indicating that the bottle was made in a two-piece mould that included the heel, body, shoulder and neck. The fancy ‘whirly’ twist pattern and panelled sides would have been cut into the mould’s inner surface. The uneven thickness of the ridge around the base comes from adding a separately moulded and embossed base after the bottle was removed from the mould. The applied finish (mouth and lip) was also added to the bottle. The elongated bubbles in the glass are evidence of the glass being mouth blown into the mould, thus forming the shape and pattern from the inside shape of the mould. The bottle probably had a glass stopper with a round top and wedge-shaped shank with a ground surface, allowing the bottle to be re-sealed. The ring between upper and lower lip allows the closure to be sealed and anchored. The embossed numbers are either “133” or “833” and may represent a particular bottle pattern, manufacturer or filler. Although the bottle is not currently linked to a particular shipwreck, it is recognised as being historically significant as an example of bottles imported for use in Colonial Victoria in the mid-to-late 19th century. This whirley salad oil bottle is matches the whirley salad oil bottles recovered from the Loch Ard in the 1990s, adding depth of interpretation to the array of salvaged Loch Ard artefacts in Flagstaff Hill’s collection. The salad oil bottle is an example of the type of food condiment containers that were used in Victoria’s early days. The bottle is also significant as it was recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks, including the Loch Ard, have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. Bottle; glass Half Whirley salad oil bottle, green-tinged, with some opalescence. Handmade, elaborately decorated bottle with round neck and base, and five-sided body. Applied double lip; straight upper, flared lower. The lower neck and shoulder have twisted spiral whirley patterns in the glass. The body tapers slightly inwards towards the base. It has five plain panels, one wider than the others. Side seams run from below the lip to the heel. The heel of the bottle is uneven in width, height and density where it joins the body of the bottle. The base is not level. Embossed characters on base. Glass has elongated bubbles towards the base and orange-brown sediment inside, on one side. Embossed "133" or “833” (the first character may be an “8”) flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, handmade, mouth blown, blown bottle, 19th century bottle, collectable, bottle, green glass, tinged green, two piece mould, food bottle, oil bottle, salad oil bottle, whirley, whirly, half whirley, condiment bottle -
 Bendigo Military Museum
Bendigo Military MuseumAdministrative record - COMPENDIUM WW1 - WW2, 4) A H Pettifer, Government Printer et al, 2) 14.2.1946; .3) 1.3.1919; .4) 30.11.1954 .5) 24.11.19? - WWI; .6) 31.10.1917; .7) 12.6.1917; .8) Page 1: 20.12.1915, Page 2: 10.12.1915, Page 6: 19.1915; .9) 10.9.1918; .10) 18.4.1919; .11) c.2.3.19?; .12) 18.9.1920; .14) post WWI; .15) 24.4.1920; .17) 18.4.1942; .18) 19.6.1943; .19) 18.3.1947; .20) 1944; .21) 1944; .23) 22.10.1941; .26) 13.9.1944; .27) 1.1944; .30) 7.3.1950; .31) 31.7.1944; .32) 16.4.1942; .33) 13.6.1946; .34) 6.5.1946; .36) a) & b) 3.11.1947; .37) 24.10.1951; .38) 24.9.1957; .39) 9.10.1957; .40) 19.2.1958; .41) 26.2.1958; .42) 1.3.1958; .43) & .44) 7.3.1958; .45) 25.2.1958; .46) 3.1.1948; .47) 26.2.1948; .48) 22.4.1958; .49) 24.2.1958; .50) 12.3.1958; .51) 6.1958; .52) c.Mar/Apr 1958; .53) 5.4.1958; .54) c.end WWII; .55) a.b. 13.6.1967; .56) 26.5.1967; .57) 18.2.1954
Herbert Trangmar Allan, refer 2755.4 for his extensive service history and wards. .2) Details gifting of a pair of Japanese binoculars to Col H T ALLAN by Pacific Island Regiment. .3) Certificate issued by Winston Churchill, Secretary of State for War (The War of 1914-1918), awarded to Capt H T ALLAN MC. .4) Herbert Trangman ALLAN born 5.1.1895 at Woolwich, NSW. Middle name misspelled, should be Trangmar not Trangman. .6) Congratulating H T ALLAN on receiving the Military Cross award for leading 2 companies which had lost officers during action on Passchendaele Ridge on 9.10.1917. .7) Describes life behind the lines whilst H T ALLAN's battalion has been resting for a month. Daily life consisted of training drills, sport & entertainment. Writer takes time to describe the countryside & weather. .8) Relate to H T ALLAN's military exam results & his promotion to 2nd Lieutenant in 1915. .9) To Herbert Allan's father, Mr P Allan detailing the citation for awarding of the Military Cross to Herbert ALLAN. Original citation appeared in the London Gazette,5.4.1918. .10) Form addressed to Capt H ALLAN MC, 17th Battalion stating his period of enlistment in the 1st AIF was to expire 26.5.1919. .11) Letter from Lord BIRDWOOD (General) to Herbert ALLAN in response to a letter received 19.11.19?. General BIRDWOOD expresses his opinions on difficulties the allied troops face in their fight against the Japanese. .12) Letter to Capt H T ALLAN advising of MID oak leaves sent to him. Details guidelines for attaching oak leaves to both the larger Victory Medal & the small service dress medal. .13) Form details H T ALLAN's WWII Army No, Rank, Unit & Decorations & Medals held. The form has not been signed & dated. .14) Details service record of Lt Col H T ALLAN NX12229. Includes military service from 1912 - 1944, schools & courses attended, decorations, promotions & overseas service. .16) Form issued to H T ALLAN on 15.12.1939 granting permission to leave New Guinea for Australia & return within a period of 12 months. Issued by Customs Office in Salamaua. Lists H T ALLAN's age as 44, height 5' 10" & occupation. .17) Letter from Major General MORSHEAD GOC, AIF (ME) to Major H T ALLAN, OBE, MC congratulating him on being awarded the OBE for outstanding service at Tobruch. .18) Letter from Major General MORSHEAD to Major H T ALLAN, OBE, MC replying to ALLAN's letter of 15.6.1943. MORSHEAD is congratulating ALLAN on his appointment to New Guinea Force, also acknowledges his excellent service record. .19) Letter acknowledges H T ALLAN's resignation from the Office of Production Member of the Australian New Guinea Production Control Board, effective from 28.8.1946. .20) Major General WINDEYER commanded the 20th Brigade from 1942-1946. .22) Card sent from the CO of the 3rd Australian Anti-Tank Regiment. .23) Menu for Farewell Dinner held in the Officer's Mess of the 20th Infantry Brigade, Tobruch on 22.10.1941. .24) Menu & Toast list for Farewell Dinner to Brigadier J J MURRAY DSO MC VD. Attended by H T ALLAN & held in the Officers Mess, 2/17 Australian Infantry Battalion on 22.12.1941. .25) Invitation to Col H T ALLAN by Lady Gowrie (wife of Governor General Baron Gowrie) to attend a Luncheon at Government House, Canberra, ACT. .26) Letter to Major (T/Lt Col) H T ALLAN from Major W A JENNER advising him of his secondment to 2/17 Australian Infantry Battalion & appointment to command 5 Aust Base Sub Area. .27) Application for Africa Star with Eighth Army Clasp signed by H T ALLAN & approved by Lt Colonel of 2/17 Australian Infantry Battalion. H T ALLAN held the rank of Major (substantive) at the time of qualification, 1.3.1942 - 11.1942. He held the rank of Lt Colonel at the time of application in 2.1944. .28) Detailing changes in command & promotions including that of Lt Col H T ALLAN, dated 1.4.19? .29) For Lt Col H T ALLAN detailing movements required by First Australian Army command. .30) Acknowledgement & confirmation of Col H T ALLAN's application for campaign awards for WWII. .31) Letter addressed to Lt Col H T ALLAN from Lt Gen Stanley Sauige requesting information on New Britain for a forthcoming visit. .32) Certificate was presented to H T ALLAN on 16.4.1942 when he was awarded an OBE by King George VI. .33) Document details H T ALLAN's relinguishing of Command of the HQ of Pacific Islands Regiment. ALLAN also relinguished the rank of temporary Colonel & was transferred to the Reserve of Officers with rank of substantive Lt Colonel. .35) Official letter to Colonel H T ALLAN from Joseph Francis, Minister for the Army. The letter acknowledges Col ALLAN's long & distinguished career during both peace & wartime. .36) a) & b) From H T ALLAN (assumed) to Prime Minister J B CHIFFLEY referring to the production of copra in New Guinea, the actions of the Commonwealth Bank in relation to planters & the collaboration of New Guinea natives with the Japanese. Assumed to be a copy of original. .37) Letter to H T ALLAN indicating he had been placed on the Retired List with the rank of Honorary Colonel. .38) Letter invites H T ALLAN to officially open the State Conference in Lae in late March or early April 1958. Invitation was extended due to H T ALLAN for distinguished service in PNG. .39) Letter to H T ALLAN thanking him for accepting the invitation to open the Papua & New Guinea State Conference in late March or early April 1958. .40) Letter from H T ALLAN to Lt Gen Sir Henry WELLS, Chief of the General Staff, Victoria Barracks, Melbourne. ALLAN requests permission to wear his uniform for official engagements during his upcoming visit to New Guinea. ALLAN also offers advice on how to deal with native troops including serving time with them, learning their language & studying their customs. He suggests that this would help quell & dissent & revolt. .41) Reply from Major General DALY to HT ALLAN thanking him for his offer to spend time with the CO of the Pacific Island Regiment to address concerns with that unit. This meeting would coincide with ALLAN's upcoming visit to PNG. .42) HT ALLAN's reply to Major General T J DALY's letter of 26.2.1958. ALLAN requests an opportunity to discuss PIR issues with Major General DALY prior to his visit to PNG. .43) Major General T J DALY's reply to HT ALLAN's request for a meeting to discuss ongoing issues with the Pacific Island Regiment. .44) Letter from HT ALLAN to Brigadier D M CLELAND notifying him that he will be staying in Port Moresby on his way to the RSS&AILA Congress in Lae. .45) Lieutenant Colonel MCGUINN writes to invite Colonel ALLAN to visit the PIR during his visit to New Guinea at the end of March of the beginning of April 1959. .46) Letter of appreciation to H T ALLAN thanking him for his efforts in presenting the case for the Territory of New Guinea during the post WWII transition period. .47) Letter to H T ALLAN from New Guinea Citizens Association, Lae Branch, thanking him for his service on behalf of the people of the Territory of New Guinea. The association offered to send ALLAN a suitable present in recognition of his service. .48) Major General T J DALY's reply to HT ALLAN's suggestions for handling disquiet amongst the native troops in the Pacific Island Regiment. .49) Reply from Lieutenant General WELLS to H T ALLAN granting him permission to wear his uniform on his forthcoming visit to New Guinea. WELLS also notes that he has passed other requests made by ALLAN to Major General DALY. .50) Copy of H T ALLAN's reply to Lieutenant General WELL's letter of 24.2.1958 [.49)]. .51) A written account of Colonel H T Blue ALLAN's visit to New Guinea in 3.1958. Article appeared on p.65 & 67 of the 6.1958 edition of Pacific Islands Monthly. .52) Newspaper account of Colonel H T Blue ALLAN's opening of the Rabaul Branch of the Native Ex Servicemen's Association. Colonel ALLAN spoke of the involvement of the Pacific Islands Regiment during WWII. .53) The Rabaul Times account of Colonel H T Blue ALLAN's opening of the Rabaul Branch of Native Ex Servicemen's Club. Featured on p1, concluded p3. .54) Biographical account of Colonel H T ALLAN's service in WWI & WWII. In addition an account of his success in New Guinea between the wars is included. .55) a.b. Biography of Colonel H T ALLAN written by R W Robson who was the founder of the Pacific Islands Monthly. Article was written following ALLAN's death on 23.5.1967 aged 72. This item is a pre publication copy of Robson's article which appeared in the Pacific Islands Monthly. .56) Text of a valedictory given at the funeral of Colonel Herbert Trangmar ALLAN OBE, MC, ED, NX12229 held 26.5.1967 following his death on 23.5.1967. The speech summarized his life in both wars & civilian life. 57) Invitation issued to Colonel H T & Mrs ALLAN to attend a Garden Party at Government House on 18.2.1954. At this function Colonel H T & Mrs ALLAN were to be presented to her Majesty Queen Elizabeth II.Herbert T ALLAN Collection. The contents are all of various size, the Album is the size documented. .1) Large teal green album containing 16 plastic pockets each with white card insert. Various documents & photos contained in each pocket. .2) Typed letter, black type on cream paper. .3) Certificate mounted on fawn card backed with dark brown veneer. Presented to Capt H T ALLAN MC for being mentioned in despatches on 7.11.1917. .4) New South Wales Birth Certificate extract, printed on pink paper with watermark. .5) Telegram on tissue paper to a sheet of cream paper. Pin located top L corner. Requests the attendance of Lt Herbert ALLAN, Russell Hotel, Russell Square. .6) Typed letter mounted on grey cardboard. .7) 2 page letter on foolscap paper, secured by pin top L corner. Written from France by Herbert (Bert) ALLAN & addressed to his father. .8) 11 pages secured with a clip top L corner. 1st document typed, 2nd handwritten, remainder printed. Relate to H T ALLAN's military exam results. .9) Typed letter from Department of Defence Base Records Office to P ALLAN. .10) Document, printed form to inform the recipient that their period of enlistment in the 1st AIF had expired. .11) 4 page handwritten letter on 2 sheets of paper. 1st page has a printed letterhead. .12) BR Form No 20. Typed formal letter from AIF Base Records Office to accompany Mentioned in Despatches oak leaves sent to the recipient. .13) Form AAFA36 used for recommending the awarding of an Efficiency Decoration. Form details service record & details of a serving soldier. .14) 1 large / 1 small page, numbered, detailing the service record of Lt Col H T ALLAN. Black type on cream paper. 2 pages are loose but evidence of attachment visible. .15) Bachelor of Arts Degree Certificate (testamur) granted by the University of Sydney, awarded to Herbert Trangmar ALLAN. Printed on cream parchment. .16) Proforma document issued by the Territory of New Guinea permitting leave & return to the Territory. Printed 2 sides, black type on cream paper. .17) Letter on Australian Imperial Force letterhead from Major General MORSHEAD to Major H T ALLAN. .18 Letter on HQ2 Aust Corps letterhead from Major General MORSHEAD to Major H T ALLAN. .19) Typed letter on External Territories letterhead from J R Halligan to H T ALLAN. .20) Cream Christmas card folded in 2, sent to H T ALLAN. On front in black lettering is HQ 20th Australian Infantry Brigade below black Rising Sun emblem. Inside in black lettering is With Best Wishes for Christmas and New Year. Christmas 1944. .21) Cream card folded in 2. Front illustration depicts a devil figure riding a platypus & carrying a pennant with 2/13 on it. The devil is depicted attacking a German & Japanese soldier. Below the devil is a boomerang with Greetings Xmas 1944 printed on it. Illustration is in green & black. Inside on LHS is a message from 2/13 Battalion. On RHS is a list of 2/13 battle honours from 1940-1943. On back in black print is 1944-1945 New Guinea Australia. .22) Cream Christmas card folded in 2. Front illustration in brown with word Greetings in green. RHS inside printing in green & brown letters. Artillery badge on back in brown. .23) Cream card folded in 2. Typed menu on cream paper attached inside. Front cover illustrated with 20th Infantry Brigade colour patch & a rat over a scroll with words - So What? .24) Cream card folded in 2. On front black printing accompanied by 2/17 Battalion colour patch that is black over green diamond shape. Inside a list of Toasts & Dinner Menu printed in black. Back page for autographs. .25) Cream invitation card. Black cursive script printing below gold crown on front. .26) Typed letter on cream paper. .27) Typed foolscap application form to claim the Africa Star. .28) & .29) Message form filled with typed orders. .30) Typed letter acknowledging an application for campaign medals & listing eligible awards. .31) Typed letter on bond paper. .32) Certificate on cream parchment. Black print in cursive script. Text details the awarding of an OBE to the recipient. .33) Typed text on Australian Military Forces letterhead. Cream paper. .34) Typed text. Temporary note for H T ALLAN's discharge from AMF. .35) Typed letter on Commonwealth of Australia, Minister for the Army letterhead. .36) a) & b) 2 page letter in black type on cream paper. Pages are loose, letter unsigned. .37) 1 page typed letter on Australian Military Forces letterhead. .38) & .39) 1 page typed letter on Return Sailors, Soldiers & Airmen's Imperial League of Australia, Papua & New Guinea Branch letterhead. .40) 1 page typed letter, unsigned. .41) Single sided typed letter on Australian Military Forces letterhead on cream paper. .42) 1 page typed letter, unsigned on cream paper. .43) Single sided typed letter on Australian Military Forces, Northern Command, Victoria Barracks, Brisbane letterhead on cream paper. .44) Single sided typed letter on cream paper. .45) 2 page typed letter on folded cream paper bearing the letterhead of the Pacific Islands Regiment. .46) 1 page typed letter on cream, lined paper. .47) 1 page typed letter on cream paper. .48) 1 page typed letter on Australian Military Forces, Northern Command Headquarters, Victoria Barracks, Brisbane letterhead on cream paper. .49) 1 page typed letter on Chief of General Staff, Australian Military Forces, Army Headquarters, Victoria Barracks, Melbourne letterhead on cream paper. .50) 1 page copy of an unsigned letter on cream paper. .51) Magazine article: Building a New Nation in New Guinea : Some advice from Colonel Blue ALLAN. Black & white article with a 2nd small section stapled to the main page. Large page features a black & white captioned photo of a group listening to a uniformed Officer deliver a speech. Also features advertising front & back. .52) Newspaper article: Official Opening of Native Ex Servicemen's Club. Black & white typed newspaper article featuring a captioned black & white photo of a uniformed Australian Officer & a group of New Guinea Ex Servicemen. .53) a. b. c. Newspaper article: Master Blue Came Back to the Islands: 4000 Attend Club Opening. 3 Section article cut from a newspaper. One part is the banner of the newspaper with date published. Other sections contain the text of the article. The larger section features a black & white photo of an Australian Army Officer in uniform. .54) Newspaper article, untitled. Black & white typed newspaper article with black & white caricature of an Australian Army Officer featured. .55) a. b. Magazine article: The Story of a Big Man who Loved Soldiering. 2 page black & white typed article with sub headings. .56) Text of a Speech. 2 page typed text written for a valedictory given at a funeral. Pages connected with a staple in the top L corner. .57) Printed, cream card invitation to a Garden Party for the recipient to meet Queen Elizabeth II & The Duke of Edinburgh. Text is in cursive script under the Coat of Arms of Her Majesty. .2) Signature ? Capt S C PIR. .4) Date of issue typed: 30.11.1954 Name of recipient: Herbert Trangman Allan Stamped: T Wells, Registrar General NSW .5) Handwritten: To Lt Herbert Allan, Russell Hotel, Russell Square. Typed: Buckingham Palace OHS. Your attendance is required at Buckingham Palace on Wednesday next the Twentyeighth inst (28.11.19?) at ten o'clock am service dress please telegraph acknowledgement Lord Chamberlain London. Stamped: Central District 24 NO 19. .6) Signed in pencil: W Birdwood. In pencil on back: 15 x 12. .8) p1: Handwritten signature. Copy dated 29.12.1915. p2 Handwritten in ink: P Allan Esq, Mount Hunter Hill. Military Examination. Copy dated 29.12.1915. Handwritten in pencil: Results: H T Allan. Tactics - Distinction 92% HE Barff p3 Underlined in ink: 38th Infantry Herbert Trangmar Allan to be 2nd Lieutenant (provisionally). Dated 16 June 1914. p5 Handwritten: Total 139. Lieut Allan tied with 15 others for 20 place. p7, 9, 10 & 11underlined in ink: H T Allan. p8 Underlined in ink: Allan HT. .9) & .10) Signature in black ink. .12) Handwritten signature in black ink: On back handwritten signature in black ink: Clive Wilkinson, Buddong, Robinson St, Chatswood. Also ? Rd, Cremorne Pt. .13) Handwritten in black ink: Details of HT Allan's Commission Service from 16.6.1914 - 18.2.1946. .15) Handwritten signature of the University Chancellor, Dean of Faculty of Arts & Registrar. Handwritten name of recipient. Seal of the University of Sydney imprinted bottom LHS. .16) Handwritten in black ink: Details of recipient. Stamped in red ink: New Guinea Customs. Stamped in blue ink: H M Customs, Cooktown, dated 17.12.1939. Handwritten on reverse: Signature. Stamped on reverse in red ink: New Guinea Customs, dated 15.12.1939. .17) & .18) Handwritten signature: Major General Morshead. .19) Handwritten signature in black ink: J R Halligan. .20) Handwritten inside in blue ink: Lt Col Allan. Good wishes from your many friends here. Signed by Major General Windeyer. .21) Inside LHS handwritten in blue ink: Lt Col Allan & an indecipherable signature. .22) Inside RHS handwritten: To Major (Blue) Allan OBE MC from Lt Col? .23) On front handwritten in blue ink: H T Allan?. Inside in black ink & pencil are 19 signatures. .24) On front: 3 signatures in black ink & pencil. On back: 36 signatures in black & blue ink & pencil. .25) On back handwritten in black ink: Colonel H T Allan OBE MC, with 3 ink lines below name. .26) Handwritten in blue/black ink: Signature. Handwritten in blue pencil top R corner: A32/3477. Handwritten in black ink bottom L corner: Cond (?) 15/9A. Handwritten in black ink: Signature. .27) Stamped top R corner: 2/17 Bn Received 9.2.1944. Signature in black ink: H T Allan. Signature in black ink: ? Lt Col 2/17 Aust Inf Bn 10.2.1944 Page bottom in pencil: Blue will keep 1 1/4 for you? .30) Handwritten: Details of eligible medals. Handwritten signature: J C K Miller Capt 7.3.50. Handwritten bottom L corner: Col H T Allan Bottom R corner: OBE, MC, 1914-19, Victory, ED, MID 1914-18, MID 1939-45 On back: Steak & Kidney Morris ) Clark ) Vowood ) 10/- 70215 Maughan ) Allan ) .31) Top of page: Imprinted Coat of Arms Top LHS in black ink: TOP SECRET AND PERSONAL Handwritten signature: Stanley Sauige .32) Embossed top L corner: Seal of the Most Excellent Order of the British Empire. Handwritten: Mary R. .32) Signed: Queen Mary, mother of George VI. .33) Handwritten signature. .34) Handwritten in blue ink: HERBERT TRANGMAR ALLAN 6 MAY 46 Handwritten signature. .35) Handwritten signature in blue ink: Joseph Francis, Minister for the Army. .37) Handwritten signature. .38) & .39) Handwritten signature: J W Knight. .41), .43) & .45) Handwritten signature in blue ink. .46) & .47) Handwritten signature in black ink: Henry G Eckhoff. .48) Handwritten signature in blue ink: With best wishes Yours sincerely T J Daly. .49) Handwritten signature in black ink: Yours sincerely H Wells. .57) Handwritten in black ink: Colonel & Mrs H T Allan.certificates, records, awards, administrative, compendium -
 Melbourne Tram Museum
Melbourne Tram MuseumDocument - Report, Minister of Transport, "Track Record", April 2000 - June 2001
Set of six reports - A4 full colour centre stapled titled "Track Record", giving performance reports on Victoria's Train and Tram services for Swanston Trams, Yarra Trams, Bayside Trains, Hillside Trains and V/line passenger. Each report has a table of contents with introduction by the Minister - Peter Batchelor Report look at punctuality and reliability, payments to and from franchises and customer satisfaction. All have a feedback tear out form. .1 - April 2000 - 16 pages + cover - see image i1 and i2 for cover and table of contents. .2 - No. 2 - July 2000 - 16 pages + cover. .3 - No. 3 - October 2000 - 16 pages + cover .4 - No. 4 - December 2000 - 24 pages + cover see i4 for cover and table of contents .5 - No. 5 - April 2001 - 24 pages + cover .6 - No. 6- June 2001 - ditto .7 - 3 fold DL pamphlet, titled "Track Record - how good are you train and tram services" - detailing 1999 results, with a message from The Transport Minister Peter Batchelor - see images 6 and 7 This series continued to be published until about 2019 and was available on the PTV website. Other issues were seen for down load on sites such as https://www.yumpu.com/en/document/view/24433588/track-record-public-transport-victoria The last printed version appears to be No. 74, Jan - Mar 2018. It then went to a digital platform that at the time of this update 15/1/2020, stops at Jan - March 2019. See Reg Item 5538 for issues 7 to 17.trams, tramways, public transport, franchising, ptc, privatisation, passengers, minister for transport, timetables, swanston trams, yarra trams -
 Melbourne Tram Museum
Melbourne Tram MuseumDocument - Report, Minister of Transport, "Track Record", 2001 to 2003
Set of 11 reports - A4 full colour centre stapled titled "Track Record", giving performance reports on Victoria's Train and Tram services for Swanston Trams, Yarra Trams, Bayside Trains, Connex Trains and V/line passenger. Each report has a table of contents with introduction by the Minister - Peter Batchelor Report look at punctuality and reliability, payments to and from franchises and customer satisfaction. All have a feedback tear out form. .1 - No. 7 - April to June 2001 - 36 pages .2 - 8 - July to September 2001 - 28 pages .3 - 9 - October to December 2001 - 24 pages .4 - 10 - January to March 2002 - 24 pages .5 - 11 - April to June 2002 - 28 pages .6 - 12 - July to September 2002 - 24 pages .7 - 13 - October - December 2002 - 24 pages .8 - 14 - January - March 2003 - 24 pages .9 - 15 - April - June 2003 - 48 pages 10 - 16 - July - September 2003 - 28 pages .11 - 17 - October - December 2003 - 32 pages This series continued to be published until about 2019 and was available on the PTV website. Other issues were seen for down load on sites such as https://www.yumpu.com/en/document/view/24433588/track-record-public-transport-victoria The last printed version appears to be No. 74, Jan - Mar 2018. It then went to a digital platform that at the time of this update 15/1/2020, stops at Jan - March 2019. See Reg Item 2833 for issues 1 to 6trams, tramways, public transport, franchising, ptc, privatisation, passengers, minister for transport, timetables, swanston trams, yarra trams, connex -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFreezer, circa 1930's
This ice cream freezer, manufactured in South Australia in the 1930's, was advertised to "keep the contents of the cream compartment frozen for many hours". It was promoted for use at picnics to keep salads cool. Its design is very similar to other freezers of The Frigid name which were made in 1939; those freezers were all one colour whereas this one is blue around the top and bottom of the barrel and cream in the centre with blue/green lettering. The process of making ice cream was to pack the outer chamber full with a combination of 3 parts ice cubes of about 1 inch (2.cm) to one part coarse salt, then pour into the chamber about 1 cup of cold water. After this, the ingredients for ice cream or sorbet were poured into the inner chamber, then attach the lid and turn The Frigid freezer upside down for about 40 minutes or until the right consistency is reached. Advice as given to open the freezer every 20 minutes and stir around the contents that were frozen against the sides of the inner chamber. The ingredients for the ice cream could include cream, sugar, vanilla and eggs. The label on the box of The Frigid shows the address of A Simpson and Son to be at Pirie Street, Adelaide. This address was used as early as 1876 and later catalogues, 1931 - 1960 still show this address. Alfred Simpson and his family emigrated from England, arriving in South Australia in 1849. He had already completed his apprenticeship as a tinplate worker but he tried various other occupations, including trying out the gold mines in Victoria, before he established himself as a tinsmith in 1853. His products included many agricultural items. His son, Alfred Muller Simpson, joined the business when he turned 21. In the 1860 Simpson's products included 'explosion proof' safes. In the late 1880's A Simpson and Son manufactured munitions and mines for the war. At the time of Alfred's death in 1891, A Simpson and Son had the largest metal manufacturing plant in Australia. From 1898 the company's reputation grew from the process of enamel plating with porcelain. During the First World War, Simpsons returned to the manufacture of munitions. Alfred M. Simpson's sons (Alfred Allen, known as Allen, and Fredrick Neighbour) joined the company when they finished their schooling. Allen was also associated with the Royal Geological Society over many years and when the CT Madigan surveyed Central Australia in 1929, the Simpson Desert was named in his honour. Cape Simpson in Antarctica is also named after him due to his assistance to Douglas Mawson. A new factory was opened at Dudley Park in the 1940s and the company began the manufacture of whitegoods. In 1963 A. Simpson and Son merged with Pope Industries to form Simpson Pope Holdings. Alfred Simpson became chairman of the board of Simpson Pope Holdings. The Simpson brand, now owned by Electrolux, continues to produce a variety of household appliances. (Reference: State Library of South Australia) A Simpson and Son was an early colonial business that has lasted well into the 20th century and the name Simpson is still associated with whitegoods. Freezer, 2 quart (1.8 litre) capacity, made by A Simpson and Son Ltd, marked "The Frigid". Cylinder shaped, constructed from enamelled sheet metal, has two catches one on the base and one on top. Inner cylinder for holding contents for freezing. Slightly rusted. Freezer is inside original cardboard box with yellow label showing manufacturer details. Circa 1930'sOutside of freezer is printed in blue"The Frigid". Box includes "THE "FRIGID" FREEZER" and branded "S & S" inside a circle.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, a. simpson & son limited, manufacturer, foundry, freezer, 2 quart freezer, portable freezer, kitchen appliance, the frigid, ice cream freezer, ice cream maker 1930's -
 Southern Sherbrooke Historical Society Inc.
Southern Sherbrooke Historical Society Inc.Information folder - Madigan Cottage
The buildings are probably rare remnant examples of their type in the local area and as such are significant to the settlement of Menzies Creek. The dwelling is significant as a longstanding marker of the Madigan family who were original settlers in the area. Its retention in its site close to the road boundary expresses and maintains a connection with early settlement and rural lifestyles in Menzies Creek over the last century. The old shed is of interest as a local example of bush construction, particularly in context with the cottage and farm environs. Without the life of the farm and other elements presumed now gone, its value is lessened.Folder containing information pertaining to the history of Madigan Cottage, Menzies Creek. NB: the shed was demolished in November 2001 and the cottage burned down sometime later. Contents:- Letter, Southern Sherbrooke Historical Society to Shire of Yarra Ranges, dated 9th March 2001, re. sale of property and need for it to be included in shire's Heritage Study. -Letter, shire to society, dated 20th March 2001, reply to above. -Letter, shire to society, dated 15th May 2001, follow-up to above, requesting more information. -Letter, society to shire, dated 30th May 2001, responding to above and including a copy of information previously sent to Chris Johnston, Heritage Study consultant. -Letter, society to shire, undated, noting intention to lodge an objection to proposed application for development on site. -Letter, shire to society, dated 22nd October 2001, advising of consultation meeting. -Yarra Ranges Shire Heritage Study Place Nomination form for Madigan Cottage, prepared by Marian Matta, includes nine colour photos and diagram showing where photos were taken from. -Black and white copies of photos. -A3 copy of real estate advertisement, "Mount Evergreen Estate" dated 21st April 1924. -A3 map showing proposed resubdivision boundary variation, drawn up for Mr. P. Melville, undated but 1990s. -Copy of application for a planning permit, dated 6th August 2001, including letter by Nick Jonkers describing proposed new buildings, site map showing current vegetation, letter re. proposed removal of vegetation, subdivision plan dated March 1998, and larger scale map printed from shire website on 10th August 2001. -5 A3 sheets showing site and house plans drawn up for Mr & Mrs N. Jonkers, dated July 2001.madigan cottage, menzies creek, madigan family, mount evergreen, patrick madigan -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCeramic - Stoneware Bottle, Henry Kennedy Pottery, Late 1800s to early 1900s
This bottle was made in Scotland and recovered decades later from a shipwreck along the coast of Victoria. It may have been amongst the ship's cargo, its provisions or amongst a passenger's personal luggage. It is now part of the John Chance collection. Stoneware bottles similar to this one were in common use during the mid-to-late 19th century. They were used to store and transport. The bottles were handmade using either a potter's wheel or in moulds such as a plaster mould, which gave the bottles uniformity in size and shape. The bottle would then be fired and glazed in a hot kiln. Makers often identified their bottles with the impression of a small symbol or adding a colour to the mouth. The manufacturer usually stamped their bottles with their name and logo, and sometimes a message that the bottle remained their property and should be returned to them. The bottles could then be cleaned and refilled. The Barrowfield pottery was founded in 1866 by Henry Kennedy, an Irish native, in the Camlachie district east of Glasgow, close to the Campbellfield and Mount Blue potteries. It is believed that Kennedy started with just one kiln but by 1871 was employing forty men and six boys and such was the success of the enterprise that by 1880, no less than eight kilns were in operation and a year later one hundred and the pottery was employing eighteen people. Stoneware bottle production was a mainstay of the pottery and over “1500 dozen” were being turned out daily along with other wares, including 30-gallon ironstone containers. With so many kilns in operation, six hundred saggars were required every week but, unlike some potteries, these were made on the premises from Garnkirk and Glenboig fire clays. Pottery production reaches a high scale which presented a high risk of fire and Barrowfield was no exception. In April 1884 heat from a kiln set fire to the roof resulting in significant structural damage, the loss of unfinished wares alone amounting to £10,000 a very substantial sum in 1884. The pottery recovered from this reverse but then Henry Kennedy died in July 1890. The terms of his will indicated that he and his sons John and Joseph were partners and this was reflected in a change of title in the 1891-92 Post Office Directory to Henry Kennedy & Sons. Despite the growth of the business there was still space enough, however, to allow china, earthenware and glass retailers Daniel and John McDougall to commence production of their Nautilus wares there in 1894, the success of which allowed them to soon move to permanent quarters at the empty Saracen Pottery, Possil. In around 1900 John Kennedy left to resurrect the liquidated Cleland Pottery and although Barrowfield remained listed as Henry Kennedy & Sons, brother Joseph was in control. In 1911 Henry Kennedy & Sons Ltd was formed, with two of the four directors being the Kennedy brothers. The pottery’s growth to this point was reflected in the eighteen kilns the largest pottery kilns then recorded in Scotland. However, the disruption of the First World War and the combined effects of subsequent economic depression, US prohibition, hygiene regulations and competition from alternative materials posed severe challenges for stoneware potteries in the post-war years as they competed with each other for diminishing markets. Competitors such as Eagle and Caledonian Potteries fell by the wayside and finally, Barrowfield closed in 1929. This stoneware bottle is historically significant for its manufacture and use in the late 19th to the early 20th century. The bottle is also significant as it was recovered by John Chance, a diver, from a wreck on the coast of Victoria in the 1960s-70s. Items that come from several wrecks along Victoria's coast have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. Stoneware was produced at Barrowfield pottery for the domestic and export markets, with South America being a large market. Barrowfield stoneware can be found throughout the world. Its longevity and abundant production makes the subject item a significant addition to the Flagstaff Hill Maritime Museum collection.Bottle, salt glazed stoneware, beige, some discolouration above base. Chip on base and on neck. Inscriptions stamped near base.Makers lozenge stamped, H Kennedy Barrowfield Pottery GLASGOW at base.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john chance, h kennedy pottery, stoneware, ironstone, pottery, barrowfield glasgow -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Telescope, 1752-1900
The discovery of the first telescope in 1608 can be attributed to Hans Lippershey of the Netherlands when he discovers that holding two lenses up some distance apart bring objects closer. He applies for a patent on his invention and this becomes the first documented creation of a telescope. Then in 1668, Newton produces the first successful reflecting telescope using a two-inch diameter concave spherical mirror. This opened the door to magnifying objects millions of times far beyond what could ever be obtained with a lens. It wasn’t until 1729 that Chester Moor Hall develops an achromatic lens (two pieces of glass with different indices of light refraction combined produce a lens that can focus colours to almost an exact point resulting in much sharper images but still with some distortion around the edges of the image. Then in 1729 Scottish instrument maker James Short invents the first parabolic and elliptic, distortion-less mirror ideal for reflecting telescopes. We now come to John Dollond who improves upon the achromatic objective lens by placing a concave flint glass lens between two convex crown glass lenses. This had the effect of improving the image considerably. Makers Information: John Dollond (1707-1761) London England he was a maker of optical and astronomical instruments who developed an achromatic (non-colour distorting) refracting telescope and practical heliometer. A telescope that used a divided lens to measure the Sun’s diameter and the angles between celestial bodies. The son of a Huguenot refugees Dollond learned the family trade of silk weaving. He became proficient in optics and astronomy and in 1752 his eldest son, Peter joined his father in an optical business, in 1753 he introduced the heliometer. In the same year, he also took out a patent on his new lenses. He was elected a fellow of the Royal Society in May 1761 but died suddenly in November and his share in the patent passed to his son Peter. In subsequent squabbles between Peter and the many London opticians who challenged his patent, Peter’s consistent position was that, whatever precedents there may have been to his achromatic lenses, his father had independently reached his practical technique on the basis of his theoretical command of Newtonian optics. As a result of maintaining his fathers patent, Dollond s became the leading manufacturer of optical instruments. For a time in the eighteenth and nineteenth century the word 'Dollond' was almost a generic term for telescope rather like 'Hoover; is to vacuum cleaner. Genuine Dollond telescopes were considered to be amongst the best. Peter Dollond (1731-1820) was the business brain behind the company which he founded in Vine Street, Spitalfields in 1750 and in 1752 moved the business to the Strand London. The Dollonds seem to have made both types of telescopes (reflecting and refracting), possessing the technology to produce significant numbers of lenses free of chromatic aberration for refracting telescopes. A Dollond telescope sailed with Captain Cook in 1769 on his voyage to observe the Transit of Venus. Thomas Jefferson and Admiral Lord Nelson were also customers of the Dollonds. Dollond & Co merged with Aitchison & Co in 1927 to form Dollond & Aitchison, the well-known high street chain of opticians, now fully part of Boots Opticians. They no longer manufacture but are exclusively a retail operation. John Dollond's experiments in optics and how different combinations of lenses refract light and colour gave a better understanding of the divergent properties of lenses. That went on to inform and pave the way for the improvement of our understanding of optics that are represented today. Dollond was referred to in his time as the "Father of practical optics" as a leader in his field he received many prestigious awards. The telescope in the collection is a good example of one of Dollonds early library telescopes and its connection with one of England's 18th-century pioneers in optical development is in itself a significant and an important item to have within the collection. One tube ships day & Night Telescope brass inner tube with timber main tube covered in leather. Unavailable to inspect Inscriptions to determine authenticity.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, telescope, dolland, shipwreck-coast, flagstaff-hill-maritime-village, royal national life boat institution -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Telescope, Early 18th Century
This Dollond Day or Nigh telescope was designed to be used in any light conditions, as its name implies. Telescopes are optical instruments designed to make objects appear to be larger or closer. The discovery of the first telescope in 1608 can be attributed to Hans Lippershey of the Netherlands when he discovers that holding two lenses up some distance apart bring objects closer. He applies for a patent on his invention and this becomes the first documented creation of a telescope. Then in 1668, Newton produces the first successful reflecting telescope using a two-inch diameter concave spherical mirror. This opened the door to magnifying objects millions of times far beyond what could ever be obtained with a lens. It wasn’t until 1729 that Chester Moor Hall develops an achromatic lens (two pieces of glass with different indices of light refraction combined produce a lens that can focus colours to almost an exact point resulting in much sharper images but still with some distortion around the edges of the image. Then in 1729 Scottish instrument maker James Short invents the first parabolic and elliptic, distortion-less mirror ideal for reflecting telescopes. We now come to John Dollond who improves upon the achromatic objective lens by placing a concave flint glass lens between two convex crown glass lenses. This had the effect of improving the image considerably. Makers Information: John Dollond (1707-1761) London England he was a maker of optical and astronomical instruments who developed an achromatic (non-colour distorting) refracting telescope and practical heliometer. A telescope that used a divided lens to measure the Sun’s diameter and the angles between celestial bodies. The son of a Huguenot refugees Dollond learned the family trade of silk weaving. He became proficient in optics and astronomy and in 1752 his eldest son, Peter joined his father in an optical business, in 1753 he introduced the heliometer. In the same year, he also took out a patent on his new lenses. He was elected a fellow of the Royal Society in May 1761 but died suddenly in November and his share in the patent passed to his son Peter. In subsequent squabbles between Peter and the many London opticians who challenged his patent, Peter’s consistent position was that, whatever precedents there may have been to his achromatic lenses, his father had independently reached his practical technique on the basis of his theoretical command of Newtonian optics. As a result of maintaining his fathers patent, Dollond s became the leading manufacturer of optical instruments. For a time in the eighteenth and nineteenth century the word 'Dollond' was almost a generic term for telescope rather like 'Hoover; is to vacuum cleaner. Genuine Dollond telescopes were considered to be amongst the best. Peter Dollond (1731-1820) was the business brain behind the company which he founded in Vine Street, Spitalfields in 1750 and in 1752 moved the business to the Strand London. The Dollonds seem to have made both types of telescopes (reflecting and refracting), possessing the technology to produce significant numbers of lenses free of chromatic aberration for refracting telescopes. A Dollond telescope sailed with Captain Cook in 1769 on his voyage to observe the Transit of Venus. Thomas Jefferson and Admiral Lord Nelson were also customers of the Dollonds. Dollond & Co merged with Aitchison & Co in 1927 to form Dollond & Aitchison, the well-known high street chain of opticians, now fully part of Boots Opticians. They no longer manufacture but are exclusively a retail operation. John Dollond's experiments in optics and how different combinations of lenses refract light and colour gave a better understanding of the divergent properties of lenses. That went on to inform and pave the way for the improvement of our understanding of optics that is represented today. Dollond was referred to in his time as the "Father of practical optics" as a leader in his field he received many prestigious awards. The telescope in the collection is a good example of one of Dollond's early library telescopes. Its connection with one of England's 18th century pioneers in optical development makes it a significant and an important item to have within the collection.Telescope: Dollond's Telescope, Day or Night model navigational instrument. Telescope is mounted on wooden tripod stand that has folding legs. Brass telescope with leather sheath over barrel, adjustable angle fitting with brass wing nuts that join the legs to the top frame, which is then joined to the telescope pole by an adjustable screw fitting. Manufactured by Dollond, London. Inscription reads "Dollond London, Day or Night" and "DOLLOND LONDON"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, telescope, dollond, dollond london, day & night telescope, floor-standing telescope, optical instrument, john dollond, peter dollond, achromatic telescope, heliometer, light refraction, instrument maker, lens, transit of venus, astronomical telescope, concave lens, library telescope, dollond telescope, day or night, day or night telexcope, scientific instrument, navigation, navigational instrument, astronomy -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillagePrint - Picture of a Scottish Shepherd and his Two Dogs, A Shepherd and His Friends, 20th Century
Shepherding is among the oldest occupations, beginning some 5,000 years ago in Asia Minor. Sheep were kept for their milk, meat and especially their wool. Over the next thousand years, sheep and shepherding spread throughout Eurasia. Henri Fleisch tentatively suggested the Shepherd Neolithic industry of Lebanon may date to the Epipaleolithic and that it may have been used by one of the first cultures of nomadic shepherds in the Beqaa Valley. Some sheep were integrated in the family farm along with other animals such as chickens and pigs. To maintain a large flock, the sheep must be able to move from pasture to another pasture. This required the development of an occupation separate from that of the farmer. The duty of shepherds was to keep their flock intact, protect it from predators and guide it to market areas in time for shearing. In ancient times, shepherds also commonly milked their sheep, and made cheese from this milk; few shepherds still do this today. In many societies, shepherds were an important part of the economy. Unlike farmers, shepherds were often wage earners, being paid to watch the sheep of others. Shepherds also lived apart from society, being largely nomadic. It was mainly a job of solitary males without children, and new shepherds thus needed to be recruited externally. Shepherds were most often the younger sons of farming peasants who did not inherit any land. In other societies, each family would have a family member to shepherd its flock, often a child, youth or an elder who couldn't help much with harder work; these shepherds were fully integrated in society. Shepherds would normally work in groups either looking after one large flock, or each bringing their own and merging their responsibilities. They would live in small cabins, often shared with their sheep, and would buy food from local communities. Less often shepherds lived in covered wagons that travelled with their flocks. Shepherding developed only in certain areas. In the lowlands and river valleys, it was far more efficient to grow grain and cereals than to allow sheep to graze, thus the raising of sheep was confined to rugged and mountainous areas. In pre-modern times shepherding was thus centred on regions such as the Middle East, Greece, the Pyrenees, the Carpathian Mountains, Scotland and Northern England. https://en.wikipedia.org/wiki/Shepherd The Shetland Sheepdog, often known as the Sheltie, is a breed of herding dog that originated in the Shetland Islands of Scotland. The original name was Shetland Collie, but this caused controversy amongst Rough Collie breeders of the time, so the breed's name was formally changed. This diligent small dog is clever, vocal, excitable and willing to please. They are incredibly trustworthy to their owners to the point where they are often referred to as "shadows" due to their attachment to family. This breed was formally recognized by The Kennel Club (UK) in 1909. Like the Shetland pony, Shetland cattle and the Shetland sheep, the Shetland Sheepdog is a hardy but diminutive breed developed to thrive amidst the harsh and meagre conditions of its native islands. While the Sheltie still excels at herding, today it is often raised as a working dog and/or family pet. https://en.wikipedia.org/wiki/Shetland_Sheepdog The Rough Collie (also known as the Long-Haired Collie) is a long-coated dog breed of medium to large size that, in its original form, was a type of collie used and bred for herding sheep in Scotland. More recent breeding has focused on the Collie as a show dog, and also companion. The breed specifications call for a distinctive long narrow tapered snout and tipped (semiprick) ears, so some dogs have their ears taped when young. Rough Collies generally come in shades of sable and white (sometimes mahogany), blue merle, tri-coloured, and colour-headed white. There is a smooth-coated variety known as a Smooth Collie; some breed organisations, including both the American and Canadian Kennel Clubs, consider smooth-coat and rough-coat collies to be variations of the same breed. Rough Collies closely resemble the smaller Shetland Sheepdogs or "Shelties", but the two breeds do not have an exclusive linear relationship. https://en.wikipedia.org/wiki/Rough_Collie This picture shows a typical Scottish scene with a shepherd in kilt and his two sheepdogs.Picture, print of old Scotsman sitting on a stone slab with his dogs nearby. Framed, glass covered colour print. Marked "A SHEPHERD AND HIS FRIENDS", "1897" , "Drummonds" (on picture). Marked "A SHEPHERD AND HIS FRIENDS", "1897" , "Drummonds" (on picture). flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, print, picture, wall decoration, shepherd and dogs, a shepherd and his friends, shetland sheep dog, rough collie -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic