Showing 626 items matching "sharp"
-
 Melbourne Legacy
Melbourne LegacyDocument - Speech, 'Forty Years On' Foundation Day 1967 address by Past President Brian Armstrong (H30), 1967
In September 1967 Legatee Brian Armstrong gave a speech about the first 40 years of Legacy. He mentions; 'what, in all humility, does our word 'Legacy' conjure up? To each of us, no doubt, something different, according to the the period of our service and our particular interests. To the early ones, many pictures, grave and gay, many voices, two perhaps in particular, both on the brink of a discovery. One, rather triumphant, - 'I've got it, we will call it "Legacy", but we will give instead of take, and look for nothing in return; and two years later, a quiet voice, still with us, thank heaven, "Have you ever through what the dying wish of our cobbers would have been?". This is our link. On the one hand, the still sharp memory of the lost men of Anzac France, Belgium, and the Middle East. One's own private nightmare - the expression in the eyes of the men of one's own Platoon, particularly towards the end, when they were warned for yet another operation. Men who by some miracle had survived twelve and more separate and individual hells between Gallipoli and Villers-Bretonneux and who knew full well that the Hindenberg Line was yet to come. And then we lucky ones were home again . . . Now here it was, the link, the chance to do something of real personal value, something with a real future. We do not speak a great deal of these things, nor would I do so now if I were not sure that everyone of you who wears this small badge has travelled much the same road. " He mentions the Legacy Diary belonging to Frank Meldrum, from 1925, with records on the start of Legacy. It is believed this diary was one of many documents lost in a fire. He mentions the fire destroyed the home and valuable library of Legatee Jimmy Downing. The notation H30 in red pen shows that it was part of the archive project that was trying to capture the history of Legacy. A speech given at a Legacy function that has significant information about the first forty years of Legacy.White foolscap paper with black type x 5 pages of an address by Legatee Armstrong on 26 September 1967.Handwritten H30 in red pen.history, speakers, speech, founding legatee -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyPhotograph, Ringwood State School -Class photograph - Grade 5A, 1952
Black and white photograph - Grade 5A, 1952"Attached to photograph" Back Row- L to R: John Davidson, Max Beavis, Maurice Henry, Jim Patterson, David Godfrey, Brian Reynolds, Bernie Whitney, Peter Bangay, Robert Crutchfield, Eddie Neff. 2nd Row - L to R: ?, Barbara Mai, Gillian Morris, Norma Walsh, Pam Daniels, Joan Murnane, Jennifer Miller, Jill Pump, Juan Harris, Carol Price. 3rd Row - L to R: Barbara Tortice, Barbara Johnson, Lynette Johnston, Sandra Davenport, Diane De war, Kathleen Lowe, Jennifer Mason, Meryl Hearnes, Anne Whitehouse. Front Row- L to R: Ian Sharp, Peter Baxter, Douglas Hume, Robert Johns, ?, Gary Bentley, Keith Anderson, Terry Decini, Jim Armstrong. Teacher: Added Sc0027 photo to "Media" and deleted VC entry 2160 on 14th June 2022. Sc0027 now with this Entry. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageAward - Document, 21/1/1893
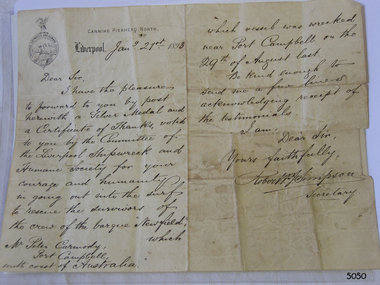
The name on the letterhead, “Canning Pierhead North” is the name of the Liverpool Pilot Authority, which was situated in 1883 at Cannon Pier on the River Mersey where ships entered to travel to Liverpool. The logo on the letterhead belongs to the Liverpool Shipwreck and Humane Society. The letter is addressed to “Mr Peter Carmody, Port Campbell, south coast of Australia”, and reads as follows: “January 21st 1893, Dear Sir, I have the pleasure to forward to you by post herewith a Silver Medal and a Certificate of Thanks, voted to you by the Committee of the Liverpool Shipwreck and Humane Society for your courage and humanity in going out into the surf to rescue the survivors of the crew of the barque “Newfield” which vessel was wrecked near Port Campbell on the 29th of August last. Be kind enough to send a few lines acknowledging receipt of the testimonials. I am Dear Sir, Yours Faithfully, Robert P. J. Simpson, Secretary.” The medal accompanying the letter is the Liverpool Shipwreck and Humane Society’s “Bramley-Moore medal for saving life at sea 1872”. The Society was formed in 1839. In 1872 Mr John Bramley-Moore donated £500 on condition that the medal have the specific inscription above on its reverse. The Bramley Morre medal was first awarded in 1874 and records show that since that time only one gold medal has been awarded, twenty-two silver medals and seventeen bronze medals, the last being in 1945. This Bromley-Moore medal was awarded to Peter Carmody for his bravery in saving lives on the Newfield shipwreck. The Newfield was a three-masted iron and steel barque, built in Dundee, Scotland, in 1889 by Alexander Stephen and Sons. It was owned by the Newfield Ship Company in 1890 and later that year It was registered in Liverpool to owners Brownells and Co. The Newfield left Sharpness, Scotland, on 28th May 1892 with a crew of 25 under the command of Captain George Scott and on 1st June left Liverpool. She was bound for Brisbane, Australia, with a cargo of 1850 tons of fine rock salt, the main export product of Sharpness. At about 9pm on 28th August 1892, in heavy weather, Captain Scott sighted, between heavy squalls, the Cape Otway light on the mainland of Victoria but, due to a navigational error (the ship’s chronometers were wrong), he assumed it to be the Cape Wickham light on King Island, some 40 miles south. He altered his course to the north, expecting to enter Bass Strait. The ship was now heading straight for the south west Victorian coast. At about 1:30am the Newfield ran aground on a reef about 100 yards from shore and one mile east of Curdie’s Inlet, Peterborough. The ship struck heavily three times before grounding on an inner shoal with 6 feet of water in the holds. Rough sea made the job of launching lifeboats very difficult. The first two lifeboats launched by the crew were smashed against the side of the ship and some men were crushed or swept away. The third lifeboat brought eight men to shore. It capsized when the crew tried to return it to the ship for further rescue The rescue was a difficult operation. The Port Campbell Rocket Crew arrived and fired four rocket lines, none of which connected with the ship. Peter Carmody, a local man, volunteered to swim about one mile off shore to the ship with a line to guide the fourth and final lifeboat safely to shore. He was assisted by James McKenzie and Gerard Irvine. Seventeen men survived the shipwreck but the captain and eight of his crew perished. The Newfield remained upright on the reef with sails set for a considerable time as the wind slowly ripped the canvas to shreds and the sea battered the hull to pieces. The Marine Board inquiry found the wreck was caused by a "one man style of navigation" and that the Captain had not heeded the advice of his crew. According to Jack Loney ‘… when the drama was over . . the Newfield was deserted except for the Captain’s dog and two pigs.’ Peter Carmody was awarded the Bramley-Moore medal by the Liverpool Shipwreck and Humane Society for Saving Life at Ssea, which he received by mail on January 21st 1893. The medal and letter of congratulations were donated to Flagstaff Hill Maritime Museum by Peter Carmody’s grand-daughter Norma Bracken and her son Stuart Bracken on 25th May 2006. The Medal and Letter of Congratulations join other items in the Newfield collectionlFlagstaff Hill’s collection of artefacts from the Newfield is significant for its association with the shipwreck Newfield, which is listed on the Victorian Heritage Registry. The collection is significant because of the relationship between the objects. The Newfield collection is archaeologically significant as the remains of an international cargo ship. The Newfield collection is historically significant for representing aspects of Victoria’s shipping history and its association with the shipwreck. The Letter accompanying the Medal for Bravery awarded to Peter Carmody is significant because the attempt to save lives is associated with the shipwreck Newfield.A copy of a letter from the Liverpool Shipwreck and Humane Society to Peter Carmody in reference to the bravery of Peter Carmody over the wreck of the "Newfield". The letter is divided into 2 columns and is written in longhand using black ink on both columns. There is a letterhead in the centre of the left hand page and a round logo printed or stamped on the top of left of the left hand page. The centre of the logo shows a design of a man kneeling on a floating part of a wreck. He is rescuing a child from the sea. On the top of the circle of the logo a design shows a long-legged hen cormorant with extended wings holding an olive branch in its beak. There is also the name of a city printed onto the page under the letterhead. The letter has been folded into half along its long side, then in half again along its long side then into thirds. The letter is dated January 21st 1893. “CANNING, PIERHEAD, NORTH” and “LIVERPOOL” are printed on the top left hand page. The logo “LIVERPOOL SHIPWRECK AND HUMANE SOCIETY” is printed or embossed on the paper.28 august 1892, bramley moore, carmody, certificate of thanks, curdie's river, flagstaff hill, flagstaff hill maritime museum, gerard irvine, james mckenzie, liverpool shipwreck and humane society, maritime museum, medal, newfield, nineteenth century, norma bracken, peter carmody, port campbell, rescue, robert simpson,, shipwreck, ship wreck, stuart bracken, victorian shipwrecks -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Ink Bottle, from mid-19th century to 1902
This ink bottle is ‘boat’ shaped, which was a common design from the mid-1840s. It was crudely made; maybe it was rejected as a practice bottle or perhaps heat or pressure has distorted it. The bottle was recovered from the wreck of the Inverlochy and is part of the John Chance collection. Ink in the 1700s ink could be purchased in powdered or block form from apothecary shops, to be mixed with water as needed. Then in the mid-1800s chemists began selling ink in liquid form, in small, inexpensive and often attractive bottles. The small glass ink bottles were handmade, blown into a cup shaped mould, and sharply broken off from the blow-pipe at the neck, referred to as the English-made ‘burst-off’ finish. The neck was then filed, filled with liquid ink and sealed with a cork or wax. It was a quick, affordable container and made pen and ink writing available to the public. The name ‘penny ink’ bottles was a common title due to their low cost. INVERLOCHY 1895-1902 - The Inverlochy was a steel sailing barque built in Scotland in 1895 for international trade. In 1902 the Inverlochy left Liverpool under the command of Captain E.R. Kendrick. There were 21 officers and crew and the captain’s wife Mrs Kendrick, on board, bound for Australia with cargo that included tools, chemicals, liquor (beer, whisky, stout, rum, and brandy), steel, iron, wire netting, hoop iron, tinplate and pig iron), and steel wire for the Melbourne Tramway Company, tiles, soap, soft goods and earthenware. On December 18 almost at their destination, the Inverlochy ran aground on Ingoldsby Reef at Point Addis, near Anglesea. The crew and passengers left the ship via lifeboat and landed at Thompson’s Creek, then walked about 20 kilometres to Barwon Heads. Salvagers were interested in the 10 miles of cable in the hold. Mrs Kendrick’s ‘high grade’ bicycle was amongst the items salvaged but she lost her jewellery and two pianos. By February 1903 the ship had broken up and objects such as bottles and casks of liquor were washed ashore. Bad weather shook the wreck in June 1903, causing the ship’s spars and figurehead to be washed ashore. This boat shaped handmade ink bottle is historically significant for its association with communications and record keeping in the mid-to-late 19th century. The bottle is socially significant as an example of making a useful product affordable to every day people. This handmade glass ink bottle is significant for its connection with the John Chance Collection, which is historically significant as an example of artefacts from wrecks that had been lost in the coastal waters of Victoria from thirty to over one hundred years before John Chance and others discovered them. These artefacts are a sample of goods carried as cargo or personal possessions, and of ship hardware of that era. The ink bottle is significant through its connection with the barque, Inverlochy, The Inverlochy is significant for its cargo, which is a snapshot of the array of goods imported into Australia at the turn of the 19th century, including cable for the Melbourne Tramway Company. The Inverlochy is historically significant and is registered on the Victorian Heritage Database, VHR S338. The wreck of the Inverlochy is important as an accessible dive site that shows the remains of a large international trading vessel and its contents. It is valuable for an insight into Victorian era of shipping and maritime history.Ink bottle, thick clear glass, rectangular base with small round mouth, long sides have have a U shaped groove along the shoulders (used for resting pen handles). The outside surface has a white clay-type reside over it. Bottle is very bent and distorted. flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john chance, inverlochy, scotland, captain e.r. kendrick, melbourne tramway company, tramway cable, ingoldsby reef, point addis, anglesea, thompson’s creek, barwon heads, boat ink bottle, cottage ink, penny ink, glass ink bottle, pen rest, writing accessory, victorian, antique, ink well, sheer lip, distorted body, handmade, mould blown, statoionery -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageMachine - Steering Gear, 1889
Steering Gear Operation: All steering was done from the stern of the ship and a steering mechanism was used to connect the rudder to the ship's wheel, often housed in a box-like construction behind the helm. The rudder was, in turn, mounted on a pintle or stern-post held in place by gudgeon's (sockets). The steering was activated with lines attached to the blocks on the two threads (half left hand, half right hand) of the steering gear. As the helmsman turned the helm in the direction in which he wished the ship to travel, the central screw of the steering gear, which was attached to the back of the helm, turned horizontally. This caused the rods on either side of the gear to move backwards or forwards at the same time, which then turned the pintle and rudder to port or starboard. A brief history of the Newfield (1889-1892): - The Newfield was an iron and steel sailing barque of 1306 tons, built in 1889 by Alexander Stephen & Sons Dundee (Yard No 89) for Brownelles & Co., Liverpool. The Newfield was on a voyage from Sharpness to Brisbane on 29 August 1892, with a cargo of 1850 tons of fine rock salt. The Cape Otway light had been sighted in squally, bumpy weather, but the captain was under the impression it was the King Island light. The ship’s chronometers were wrong, and orders were given to tack the ship away from the light, which headed it straight for the cliffs of the Victorian coast. The vessel struck rocks about 100 yards from shore, and five feet of water immediately filled the holds. The captain gave orders to lower the boats which caused a disorganised scramble for safety among the crew. The panic resulted in the deaths of nine men, including the captain when they drowned after the boats capsized in heavy seas. The seventeen men who regained the ship decided to wait until daylight and rowed to Peterborough in the ship’s jolly boat and gig after locals had failed to secure a rocket apparatus line to the ship. The Marine Board inquiry found the wreck was caused by a "one-man style of navigation" and that the captain had not heeded the advice of his crew.The Newfield wreck and its collection of recovered items are heritage listed and are regarded as historically significant. They represent aspects of Victoria’s shipping history and their potential for us today to interpret the maritime history and social themes of the time. The assemblage of various Newfield artefacts held in the Flagstaff Hill Museum is not only significant for its association with the shipwreck but helps archaeologists when examining the relationship between the objects to better understand our colonial marine past.Ship’s steering gear, cast iron, consists of a long round metal rod into which gears have been machined. The thread of the gear from one end to almost the centre winds in a left hand direction while the thread of the gear from the other end to almost the centre winds in the right hand direction. Each end of the rod has a metal coupler attached and two narrower round rods are also attached to the coupling, one each side of the gear rod, the same length as it and parallel to it. Two more ‘S’ shaped couplers are joined to the gear rod. Each of these have an opening through which the gear rod is threaded and can move along. There is another opening in these couplers through which one of the narrower rods is threaded. The other end of this coupler has half length metal rod attached to it by a bolt through the ring at the end of the rod. One end of the steering gear still has the brass hub of the ship’s wheel solidly attached. The hub no longer has its wooden spokes but the ten holes for the spokes can be easily recognised.Noneflagstaff hill, maritime museum, shipwreck coast, warrnambool, peter carmody, carmody, newfield, shipwreck, peterborough, south west victoria, rocket, rocket crew, shipwreck artefact, flagstaff hil maritime museum, steering, steering gear, screw steering gear, sailing ship -
 Melbourne Tram Museum
Melbourne Tram MuseumDrawing - Set of 15 Tramcar drawings - coloured, Norm Cross, Preston Workshops, 1959 - 1967
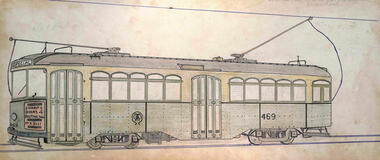
Set of 15 ink and colour pencil drawings by Norm Cross of Melbourne tramcars and one Brisbane. 1 - Y class 469 - undated - 525 x 250 with advert for Sharps Doors. Drawn using a card for Actil Sheets. 2 - T class 178 - undated - 250 x 485 - has notes on the rear about the tram. 3 - T class 179 - 5/9/1959 - 520 x 255 - has notes on the rear about the tram. 4 - W2 class 646 - undated - 265 x 630 - incomplete, has an advert for White Crow sauce. 5 - Q class 197 as an all night car - undated - 250 x 510. 6 - W2 class 455 - (East Preston Depot) - 21-1-1962 - 410 x 223 - has adverts for Stramit ceiling tiles and Foster Clarks foods. 7 - Scrubber or track cleaner No. 8 - 23-6-1959 - 405 x 220 - has a sketch of same tram on the rear showing the body strengthening. 8 - Y1 class tram, No. 613 - 5-6-1961 - 235 x 510 - has advert for VEB eggs 9 - W4 class 672 - undated - 520 x 220. 10 - Brisbane FM 543 - undated - 240 x 440 - has adverts for Brisbane Daily Telegraph, and Rothmans. Has used a 1959 calendar for the sheet. 11 - W6 986 at Preston Workshops - 26-4-1958 - with trams in the background - 635 x 255 - with an advert for 3AW 12 - W7 class tram 1020 - undated - 630 x 255 - not completed - has advertised for Driving safely, Best tyres, Hardie, and Norman Banks on 3AW. 13 - W2 268 - outline sketch only - not completed - undated - 465 x 225. 14 - Melbourne's tram of the future, as envisaged by Norm Cross - No. 1103 - PCC car - 7-1967 - 500 x 190 with notes on the tram equipment. Has adverts for Aspro and 3DB. 15 - L class 103 - undated, not completed - 505 x 205, has advert for Pimms Demonstrates Norm Cross drawings of Melbourne trams and one Brisbane tram. Norm commenced with the MMTB Preston Workshops as a apprentice fitter and turner in 1959. Ink, pencil and color pencil drawings on card.trams, tramways, norm cross, drawings, tram 469, tram 178, tram 179, tram 646, tram 197, tram 455, tram 8, tram 613, tram 672, tram 543, tram 986, tram 1020, tram 268, tram 1103, pcc class, tram 103 -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyPhotograph, Ringwood State School - Class photograph - Grade 6A, 1953
Black and white photograph - Grade 6A, 1953"Attached to photograph" Back Row- L to R: ?, Maurice Henry, Wayne Mariner, Ken Reynolds, Rudolf Schwen, Arthur Doyle, Bernie Whitney, Peter Bangay, Alan Amos, Douglas Bangay. 2nd Row - L to R: Wendy Pike, Diana Sumpter, Jill Pump, Margaret Hocking, Janice white, Pam Daniels, Barbara Gotts, Jeanette Hancy, Valma McLean. 3rd Row - L to R: Sandra Davenport, Jennifer Mason, Julie Sanders, Jim Armstrong, Ken Baker, Edward Neff, Mr Davis, Glenys Lee, Lynette Johnston, Sandra Tindal, Annette Tampaline, Fay Clarris, Juan Harris. Front Row- L to R: Ian Sharp, Ronald Crutchfield, Bruce Fletcher, Alan Telfer, Gary Bentley, ?, John Willis, Peter Baxter, Keith Anderson. Teacher: Mr Davis. Added Sc0028 photo to "Media" and deleted VC Entry 2162 on 14th June 2022. Sc0028 now with this entry. -
 Halls Gap & Grampians Historical Society
Halls Gap & Grampians Historical SocietyNewspaper - Photocopy, C 1922
Popular Grampian Mountains (The Blue Mountains of Victoria) Saturday, 1st April, 1922 at 12 o'clock On the property Halls Gap, 17 miles from Stawell Mitchell Bros & White under instructions from the Administrator of Lulu Barnes, deceased, and Mr A. H. Barnes, will offer by public auction on the property, the well known Tourist Accomodation (sic) House, "Killarney" together with 29 acres of freehold land, household furniture, stock, vehicles and sundries. The buildings consist main building of 8 rooms, kitchen, bathroom, vestibule, front and side passages, with verandah on front and side of building, also 3 roomed cottage with bathroom, 5 chalets containing 7 bedrooms, storeroom. wash house, water and gas laid on throughout. 4 cars, cow sheds, yards, pens, and sundry outbuildings. The furniture is all in first class order, consisting of beds and bedding for 30 visitors. Carl Ecko piano, splendid instrument; overmantle (sic) suites of furniture, extension tables, card tables, book case, sideboard, cupboards, dining table and chairs, linoleums, mats, wardrobes, duchess-chests, washstands and ware, curtains, pictures, ornaments, iron safe, kitchen tables, chairs, stove, separator, copper, large assortment of glassware, crockery, cutlery, kitchen utensils, and everything necessary for running the house. Rolling stock and C, consisting of 5 buggy and saddle ponies, 2 milch (sic) cows, 4 head young cattle, 3 pigs, 30 fowls, single seated hooded rubber tyred buggy, nearly new, 2 seated drag, carry seven, in good order; double seated buggy, gig, waggonette (sic), carry one ton; lorry, spring dray, double furrow disc plough, garden plow (sic), roller, garden roller. 6 saddles and bridles, almost new, large quantity of heavy and light harness, swing bars, chains, and numerous sundries. NOTE - The property will be offered with furniture, rolling stock & c., as a going concern at 12 o'clock sharp; and if not sold the furniture, stock, & C., will be offered TERMS AT SALE. MITCHELL BROS. & WHITE. AuctioneersTyped extract of advertisement for auction of Killarney from Stawell News 25-3-1922 later known as Grampians Housemedia, newspaper articles, guesthouses, killarney -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyPhotograph, Ringwood State School -Class photograph - Grade 3, 1950
Black and white photograph - Grade 3, 1950"Attached to photograph" Back Row- L to R: Alan Telfer, Doug Hume, Terry Decini, Brian Rothney, Jim Armstrong, ?, Ian Sharp, Brian Reynolds, John Munday, Tom Williams, Ken Seymour, Bruce Fletcher, Ken Baker, Robert Johns. 2nd Row - L to R: Jennifer Mason, Beverley McClean, ?, Isabel Sykes, Julie Sanders, Wendy Anderson, Margaret Dornam, ?, ?, Moya Crane, Sandra Tindall, ?, Anne Whitehouse, Lynette Johnston. 3rd Row - L to R: Nola Burns, Carol Price, Pat Rutherford, Diane Dewer, Margaret Hocking, Gillian Morris, Carol Kennedy, Shirley Spence, ?, Juan Harris, Joan Ingram, Jill Pump, ?, ?, Shirley Kerford, Barbara Johnson. ?. Front Row - L to R: ?, Gary Bentley, Doug Bangay, Ray Taylor, Douglas Mackie, Peter Fry, Frank Morris John Willis, Keith Anderson. Teacher: Mr Leach Added Sc0025 photo to "Media" and deleted VC entry 2158 on 14th June 2022. Sc0025 now with this Entry. -
 Kew Historical Society Inc
Kew Historical Society IncHeadwear - Wool Felt & Jersey Hat, Ann Austin of Melbourne, 1960s
Ann Austin of Melbourne was the name of a Melbourne millinery house. Thelma Prentice was one of the partners in the house, and the chief designer/milliner. Very little information about the millinery house and the milliner are available online but there is an interesting article, published in the Brisbane Courier Mail on 8 October 1949 which describes the influence of French style on fashion and design in Australia. The article by Lucy Gough recounts the views of Thelma Prentice who had just returned from the Paris fashion shows. "Australian millinery toes line with Paris From LUCY GOUGH LONDON, October 7 (Special) Australian hats can compare very favourably with those designed in Paris, and are considerably cheaper, says Miss Thelma Prentice, partner in a well-known Melbourne millinery firm, who has just completed six months' visit to England and the Continent. An ordinary hat, Miss Prentice said, would cost at least £15 from any of the top Paris houses. Australia could achieve the same effect for a lot less money. Miss Prentice went to all the Important dress shows as well as the millinery houses in Paris, because she believes that millinery is an accessory to fashion and to obtain the best idea of new trends hats must be shown with frocks to get a complete follow-through and tie-up between the two. At their packed shows, with standing room only, Path and Dior were selling hats they designed, faster than many well known Paris millinery houses, Fath's favourite line was the becoming 'wing treatment,' which he achieved by a profile flattering side swing of material jutting out almost 10 inches from the face. This was completely different to the side drape already seen in Australia. Dior, as a direct contrast, was specialising in skull hats, which almost followed the hair line, to show very little hair at the back of the head. His cocktail hats were heavily sequinned and beaded. Every model was designed exclusively for short hair, and Miss Prentice, whose own hair is beautifully short cut by a Paris hairdresser, said that French mannequins' hair was so abbreviated at the back it was almost a semi-shingle. Hats generally she found were plain, with sharply angled self trimming, and black one of the most popular colours." The hat was donated by Kathleen Gervasoni, a resident of Kew, and during the 1970s a Mayoress of the former City of Kew. The Kew Historical Society’s fashion and design collection is comprised of costumes, hats, shoes and personal accessories. Many of these items were purchased or handmade in Victoria; some locally in Kew. The extensive hat collection comprises items dating from the 1860s to the 1970s. While most of the hats in the collection were created by milliners for women, there are a number of early and important men’s hats in the collection. The headwear collection is particularly significant in that it includes the work of notable Australian and international milliners.High crowned hat made of burgundy felt with decorative pink jersey turban folds attached to the side by clusters of pink beads. The hat was designed by Thelma Prentice of the ' Austin of Melbourne' millinery house. Label, inside centre crown, woven in black on white polyester: *ann austin / OF MELBOURNEmilliners, hats, ann austin of melbourne, thelma prentice, australian fashion - 1960s, kathleen gervasoni -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionHasselblad aerial camera
Aerial photos were used to make maps of forest types, timber resources, to survey logging areas and regeneration, to mark boundaries of public land and new plantations, to identify new roads and tracks, as well as for fire suppression. Infrared film was sometimes used to monitor insect and disease attack. The images needed to sharp, with high contrast, and in a large format (most were printed in B&W on 9-inch by 9-inch glossy photographic paper) with at least a 60% overlap to enable stereoscopic viewing and with a 20-30% side lap to allow for aircraft drift. Preferably, the photo scale was close to the final map scale avoid to problems when enlarging and to reduce distortion. Something was needed to supplement the very expensive and infrequent large-area photography programs. From the mid-1960s Victorian foresters began experimenting with small format 70mm and 35mm cameras which proved simple, practical, cheap and flexible. It was found that any SLR camera could be used provided it had a good quality lens and fast shutter speed (preferably down to 1/1000 second). Motorised cameras with a large film capacity had obvious advantages and were essential when access to the camera was not possible during flight. It is also essential for the shutter to operate at low temperatures and those lubricated with silicones were recommended. Components of a typical FCV Divisional Office system included – A Hasselblad or Vinten 70 mm format aerial camera with a focal plane shutter which could be electrically operated. Interchangeable lenses to allow for different photo scales and flying heights. Several large film magazines, which were loaded in a darkroom, each with a capacity of 100 feet or approximately 500 frames. A remote control for the camera in single-shot mode or automatic firing at selected intervals of 2 to 50 seconds. It also needed a frame counter. A light aircraft was modified with an internal mounting for the camera to keep it level and steady. Often a hole was cut through the floor for the lens. The aircraft also needed an inbuilt 12 Volt DC battery to operate the motorised camera shutter. The front passenger seat was generally removed to improve access to the camera. An Aldis drift sight was also fitted. This might be likened to an inverted periscope and is used to determine drift, to facilitate accurate navigation along flight lines and to determine the exposure interval for stereoscopic overlap. This item is kept at Traralgon.Hasselblad 500 ELM camera with 70mm lens, film pack, motor drive and battery In 1964 Hasselblad started production of a motorized camera, the 500 EL The EL/M is a modified version of the EL, "M" means modified, "EL" electric. Perhaps the most famous use of the Hasselblad camera was during the Apollo program missions when man first landed on the Moon. Almost all of the still photographs taken during these missions used modified Hasselblad cameras. forests commission victoria (fcv), forest measurement, surveying, mapping -
 Southern Sherbrooke Historical Society Inc.
Southern Sherbrooke Historical Society Inc.Information folder - Colby Family
Information folder containing items pertaining to the Colby family. Contents: -article re. Keith Colby's election to local council, undated -article and photo, South Belgrave & Kallista girls' basketball teams, inc. Pam Colby, undated./photo, J. B. Colby, quality butcher, 2 copies, undated./photo, Belgrave South State School, Grade 1, 1964. -photo, Belgrave South State School, Grade 5, 13/11/1969. -photo, Belgrave South State School, Grades 4 & 5, 1960. -photo, Belgrave South State School, Grade 1B, 1963 -photo, Belgrave South State School, Grade 3, 1966. -photo, Belgrave South State School, Grade 6, 13/11/1969. -article, "Sherbrooke has lost a valued leading citizen.", re. Keith Colby, undated. -article re. Belgrave South fire and Kell family, undated. -article and photo, Best and Fairest trophy winners, girls' basketball association annual ball, undated. -photo, man and girl, no details. -photo, unnamed school group, undated. -photo x2 football teams, unnamed or dated. -photo, school concert. -photo from newspaper, "Belgrave Heights fire captain Bruce Colby" and Mr & Mrs Colby. -invitation to A. W. Edelston to attend reception at CBA bank, Belgrave, for appointment of Mr S. Jobst as bank manager, plus newspaper photo of event. -newspaper photo, Belgrave South football team with Victor Moore and his Victa mower, undated. -4 items, Free Press 1968, "Councillor's Daughter" re. marriage of Susan Colby & Graham Sharp -photo of couple/engagement notice -page from Parish Register showing marriage.colby family, belgrave south state school, belgrave height & south rural fire brigade, sporting teams, local government -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, Pre 1974
Phenyle has been used for decades as a cleaner and disinfectant. It is well know for its use for cleaning outdoor toilets and easily identified by its strong odour. The brown glass bottle is immediately recognised as containing a poison. We've all seen them in a hundred different mystery movie scenes. The medicine cabinet opens and there, sitting on a shelf, is the incriminating object -- the ominous dark bottle with the skull and crossbones on the label. In off-screen reality, however, poison bottles have quite a different identity -- they are distinctive, varied, colorful -- and definitely collectible. Obviously, the one thing that sets the poison bottle apart from all other bottles is the need for prominent and immediate identification as a receptacle for toxic material, and this was achieved in a number of ways, including shape, color, embossing and labeling. Poisons were commonly found in the home for the purpose of controlling rodents and other pests, and were sold by grocers and druggists. For consumer protection, as far back as 1829, New York State made mandatory the marking of the bottles with the word "poison" in large letters. Then, in the middle of the 19th century, the American Pharmaceutical Association recommended legislation regarding identification of all poison bottles. In 1872 the American Medical Association also made recommendations -- namely that poison bottles be made of colored glass, and also have a rough surface on one side -- making them identifiable even in the dark -- and the word "poison" visible on the other (the skull and crossbones wasn't quite as ubiquitous as those movies led us to believe). However, passing these laws was not easy, and the manufacturers were essentially left to do as they wished. For collectors, the high point of poison bottle manufacturing was the period ranging roughly from the 1870s to the 1930s. At that time some, of the bottles were distinguished by particularly bright colors, such as cobalt blue (the most common) and emerald green. Others, particularly rare and collectible, had unusual -- and appropriate -- shapes, including skulls, leg bones and coffins. In order to better identify these lethal vessels by feel (not forgetting that there were many people in this period who could not read) when groping for them in the dark, they had such elaborate tactile patterns as quilted diamonds, lattices, hobnails and prominent vertical or horizontal ribbing, as well as spiky knobs and ridges. In addition, many had sharp points on top for the same precautionary purpose. Further efforts to distinguish poison bottles from others included uncommon multisided and triangular shapes, and unusual, hard-to-open tops, the predecessors of the modern child-proof openings. https://www.southcoasttoday.com/story/lifestyle/2001/08/19/poison-bottles-steeped-in-history/50352280007/The recognition and awareness of bottles containing poisonpous substances is extremely important for safety reasons.Bottle, brown glass, diamond shaped. "Bright Star" phenyle. Paper label attached, but peeling off and badly damaged. Corked with contents. Text moulded into glass, some with a border of stars. Poisonous contents, not to be taken. Registered Number 2140. Volume is 20 fluid ounces. Printed label "Bright Star". Text is moulded in the glass in raised lettering: "PHENYLE" outlined and decorated with star border. "POISONOUS", "NOT TO BE TAKEN" "V / DM / A" within oval, "REGD NO. 2140" (D and O are smaller and underlined) . Base is marked "F190".flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, bright star, phenyl, cleaning and disinfecting chemical, poison, bottles -
 Royal Australasian College of Surgeons Museum and Archives
Royal Australasian College of Surgeons Museum and ArchivesTrephine case
From Neurological Society of Australia. Wooden case with key. Contents (12 parts) include trephines, various sizes; perforator; key; ebony trephine handle; Hey skull saw; elevator; steel forceps; brush; lenticular; five pointed rugine. 18th or early 19th century.TREPHINE & SKULL SAW IN CASE OF SURGICAL INSTRUMENTS: EIGHTEENTH OR EARLY NINETEENTH CENTURY. This set of surgical instruments contains, in a wooden case covered with shagreen: two trephines and a perforator , with a key to remove the trephine centring pins a detachable ebony handle a Hey skull saw with the name BLACKWELL an elevator a pair of steel forceps a bone or ivory brush to clean the trephines a lenticular a 5-pointed rugine. The trephines are conical, with slight tapering to prevent over- penetration; they are approximately 17 and 20 mm in diameter. Each has a sharp centring point, which 5 can be removed. Hand trephines are operated with one hand, being rotated like a gimlet, by alternating pronation and supination of the forearm, which also exe1ts downward pressure. The skull saw was used where trephining was difficult, as in some depressed fractures; it was popularised by William Hey (1736-1819) of Leeds, though described by earlier writers. Hey, a Yorkshireman, studied in St George's Hospital, London, but worked with great distinction in the Leeds General Infirmary. The lenticular, a curious instrument seen in many eighteenth century illustrations, was used to smooth the margins of bone defects. The rugine could be used to scrape granulations. The design of the trephines and of most of the other instruments strongly suggests an English origin, probably in the eighteenth century. A very similar trephine is figured by the London surgeon Percivall Pott2 in 1779. Bennion l [ists three instrument makers named Blackwell, none earlier than 1817. Most of the instruments have been plated, presumably with nickel, at a date that must be much later. The nickel plating shows little sign of wear. -
 University of Melbourne, Burnley Campus Archives
University of Melbourne, Burnley Campus ArchivesPhotograph - Black and white photographs, James (Jim) Pleasance, Pruning Display
Black and white photographs of various sizes pasted on cardboard for display purposes. Some annotated. (1) (2) Difference between leaf and fruit buds. (3) "The 'rod' or whip is most suitable plant to commence training." (4) Planted and pruned fruit tree. "School of Horticulture and Primary Agriculture Burnley B. 1 " stamped on reverse. (5) "Pear Tree-Unpruned (1) June." (6) "Same Pear Tree-Pruned (2) June." (7) Young unpruned "William bon Chretien". Reverse, Burnley Stamp. (8) Same tree pruned. Reverse, Burnley Stamp. (9) Unpruned pear tree. (10) "Narrabben" plum before inserting branch spreaders. (11) With branch spreaders. (12) Close up of some of its branches without spreaders. (13) Close up of branch with seaders. (14) Plum tree with spreaders. (16) Close up of fruiting spurs. (17) "Apple Blossom Oct. Reverse, p 163(Oct." )(18) Same photograph enlarged. (20) Close up of fruiting buds. (21) Old unpruned apricot tree. (22) "Unpruned branch of apricot tree." (23) Close up of apricot branch. (24) "Same branch-apricot-pruned June Reverse, p99 (June)."(25) Pruned branch stump of mature fruit tree.(26) "Clean saw cuts with sharp knife." (27) "Treat all large wounds on trees to avoid infection by wood rotting fungus." (28) "Apply coating of lead paint or grafting mastic." (29) "Branch of lemon-unpruned Aug. Reverse, p157 (Sept.)." (30) "Same branch of lemon-pruned Aug. Reverse, p 157 Aug."(31) "Young climbing rose-ready for planting-July." (32, 33) Grape vine before pruning. (34) Same vine pruned and trained. (35) Older vine pruned.fruit bud, rod, whip, school of horticulture and primary agriculture, burnley, pear tree, spreaders, plum tree, apricot tree, fungus, lead paint, lemon, roses, grape vine, leaf bud, training, fruiting spurs, apple blossom, grafting mastic, teaching, a w jessep -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Block, Alexander Stephen and Sons, 1869
These remains of a block, shackle and wire are from the sailing ship Newfield. This would have been one of the hundreds of blocks and shackles used in the rigging of the vessel. The Newfield was a three-masted iron and steel barque, built in Dundee, Scotland, in 1869 by Alexander Stephen and Sons. It was owned by the Newfield Ship Company in 1890 and later that year It was registered in Liverpool to owners Brownells and Co. The Newfield left Sharpness, Scotland, on 28th May 1892 with a crew of 25 under the command of Captain George Scott and on 1st June left Liverpool. She was bound for Brisbane, Australia, with a cargo of 1850 tons of fine rock salt. On the night of 28 August 1892, the Captain mistook the Cape Otway light for that of Cape Wickham (King Island) and altered tack to the north and east putting the vessel on a collision course with the Victorian coast. At around 3:40 am the Newfield struck rocks about 100 yards from shore, and 5 feet of water filled the holds immediately. The captain gave orders to lower the boats which caused a disorganised scramble for safety among the crew. The starboard lifeboat was cleared for lowering with two seamen and two apprentices in her, but almost as soon as she touched the water she was smashed to bits against the side of the vessel, and only one of the four reached safety ashore, able seaman McLeod. The rough sea made the job of launching lifeboats very difficult. The first two lifeboats launched by the crew were smashed against the side of the ship and some men were crushed or swept away. The third lifeboat brought eight men to shore. It capsized when the crew tried to return it to the ship for further rescue The rescue was a difficult operation. The Port Campbell Rocket Crew arrived and fired four rocket lines, none of which connected with the ship. Peter Carmody, a local man, volunteered to swim about one mile offshore to the ship with a line to guide the fourth and final lifeboat safely to shore. He was assisted by James McKenzie and Gerard Irvine. Seventeen men survived the shipwreck but the captain and eight of his crew perished. The Newfield remained upright on the reef with sails set for a considerable time as the wind slowly ripped the canvas to shreds and the sea battered the hull to pieces. The Marine Board inquiry found the wreck was caused by a "one-man style of navigation" and that the Captain had not heeded the advice of his crew. For his heroic efforts, Peter Carmody was awarded the Bramley-Moore medal by the Liverpool Shipwreck and Humane Society for Saving Life at sea on January 21st 1893. The medal and a letter of congratulations were donated to Flagstaff Hill Maritime Museum by Peter Carmody's granddaughter Norma Bracken and her son Stuart Bracken on 25th May 2006. Flagstaff Hill’s collection of artefacts from the Newfield is significant for its association with the shipwreck Newfield, which is listed on the Victorian Heritage Registry. The collection is additionally significant because of the medal awarded to a local man Peter Carmody. The Newfield collection historically also represents aspects of Victoria's shipping history and its association with the shipwreck.This is what remains of a block, shackle and wire from the wreck of the sailing ship “Newfield”. The object is heavily encrusted. The exterior (cheeks) of the block is missing. The disc of the block has a channel part way around its face, about 2 cm from the edge. Two long, narrow plates are joined onto the centre of the disc’s face with a bolt through the centre. The other ends of the two plates join onto the elbow of the shackle. The elbow of the shackle is also joined onto a rod. At the other end of the rod can be seen the ends of thick wire strands.block, 1893, flagstaff hill, flagstaff hill maritime museum, peter carmody, newfield, 1892, port campbell, shipwreck, ship, victorian shipwrecks, barque, ship wreck, peterborough, sailing ship, 29 august 1892, block and shackle, curdies river, bramley-moore medal -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Porthole, Alexander Stephen and Sons, 1869
This large brass porthole is from the sailing ship Newfield this would have been one of the many port holes in the vessel used for light and ventilation. The Newfield was a three-masted iron and steel barque, built in Dundee, Scotland, in 1869 by Alexander Stephen and Sons. It was owned by the Newfield Ship Company in 1890 and later that year It was registered in Liverpool to owners Brownells and Co. The Newfield left Sharpness, Scotland, on 28th May 1892 with a crew of 25 under the command of Captain George Scott and on 1st June left Liverpool. She was bound for Brisbane, Australia, with a cargo of 1850 tons of fine rock salt. On the night of 28 August 1892, the Captain mistook the Cape Otway light for that of Cape Wickham (King Island) and altered tack to the north and east putting the vessel on a collision course with the Victorian coast. At around 3:40 am the Newfield struck rocks about 100 yards from shore, and 5 feet of water filled the holds immediately. The captain gave orders to lower the boats which caused a disorganised scramble for safety among the crew. The starboard lifeboat was cleared for lowering with two seamen and two apprentices in her, but almost as soon as she touched the water she was smashed to bits against the side of the vessel, and only one of the four reached safety ashore, able seaman McLeod. The rough sea made the job of launching lifeboats very difficult. The first two lifeboats launched by the crew were smashed against the side of the ship and some men were crushed or swept away. The third lifeboat brought eight men to shore. It capsized when the crew tried to return it to the ship for further rescue The rescue was a difficult operation. The Port Campbell Rocket Crew arrived and fired four rocket lines, none of which connected with the ship. Peter Carmody, a local man, volunteered to swim about one mile offshore to the ship with a line to guide the fourth and final lifeboat safely to shore. He was assisted by James McKenzie and Gerard Irvine. Seventeen men survived the shipwreck but the captain and eight of his crew perished. The Newfield remained upright on the reef with sails set for a considerable time as the wind slowly ripped the canvas to shreds and the sea battered the hull to pieces. The Marine Board inquiry found the wreck was caused by a "one-man style of navigation" and that the Captain had not heeded the advice of his crew. For his heroic efforts, Peter Carmody was awarded the Bramley-Moore medal by the Liverpool Shipwreck and Humane Society for Saving Life at sea on January 21st 1893. The medal and a letter of congratulations were donated to Flagstaff Hill Maritime Museum by Peter Carmody's granddaughter Norma Bracken and her son Stuart Bracken on 25th May 2006. Flagstaff Hill’s collection of artefacts from the Newfield is significant for its association with the shipwreck Newfield, which is listed on the Victorian Heritage Registry. The collection is additionally significant because of the medal awarded to a local man Peter Carmody. The Newfield collection historically also represents aspects of Victoria's shipping history and its association with the shipwreck.Heavily encrusted large brass porthole, complete with glass intact object is a circular, thick glass window surrounded by a round brass frame and attached to a round brass porthole frame with 9 bolt holes. This porthole was recovered from the wreck of the NEWFIELD.Nonewarrnambool, peter carmody, newfield, port campbell, shipwreck, nineteenth century, ship, victorian shipwrecks, peterborough, peter ronald, dog screw, newfield porthole, bramley-moore medal, flagstaff hill maritime museum, shipwreck artefact, ship fitting, ship window -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Skylight frame, Alexander Stephen and Sons, 1869
This skylight frame would have been fitted on the Newfield’s poop deck (or raised deck that forms the roof of a cabin at the aft or rear of the ship). It would have covered and protected a glass pane that allowed light to enter the area below desk. The glass pane from the skylight is missing. The Newfield was a three-masted iron and steel barque, built in Dundee, Scotland, in 1869 by Alexander Stephen and Sons. It was owned by the Newfield Ship Company in 1890 and later that year It was registered in Liverpool to owners Brownells and Co. The Newfield left Sharpness, Scotland, on 28th May 1892 with a crew of 25 under the command of Captain George Scott and on 1st June left Liverpool. She was bound for Brisbane, Australia, with a cargo of 1850 tons of fine rock salt. On the night of 28 August 1892, the Captain mistook the Cape Otway light for that of Cape Wickham (King Island) and altered tack to the north and east putting the vessel on a collision course with the Victorian coast. At around 3:40 am the Newfield struck rocks about 100 yards from shore, and 5 feet of water filled the holds immediately. The captain gave orders to lower the boats which caused a disorganised scramble for safety among the crew. The starboard lifeboat was cleared for lowering with two seamen and two apprentices in her, but almost as soon as she touched the water she was smashed to bits against the side of the vessel, and only one of the four reached safety ashore, able seaman McLeod. The rough sea made the job of launching lifeboats very difficult. The first two lifeboats launched by the crew were smashed against the side of the ship and some men were crushed or swept away. The third lifeboat brought eight men to shore. It capsized when the crew tried to return it to the ship for further rescue The rescue was a difficult operation. The Port Campbell Rocket Crew arrived and fired four rocket lines, none of which connected with the ship. Peter Carmody, a local man, volunteered to swim about one mile offshore to the ship with a line to guide the fourth and final lifeboat safely to shore. He was assisted by James McKenzie and Gerard Irvine. Seventeen men survived the shipwreck but the captain and eight of his crew perished. The Newfield remained upright on the reef with sails set for a considerable time as the wind slowly ripped the canvas to shreds and the sea battered the hull to pieces. The Marine Board inquiry found the wreck was caused by a "one-man style of navigation" and that the Captain had not heeded the advice of his crew. For his heroic efforts, Peter Carmody was awarded the Bramley-Moore medal by the Liverpool Shipwreck and Humane Society for Saving Life at sea on January 21st 1893. The medal and a letter of congratulations were donated to Flagstaff Hill Maritime Museum by Peter Carmody's granddaughter Norma Bracken and her son Stuart Bracken on 25th May 2006. Flagstaff Hill’s collection of artefacts from the Newfield is significant for its association with the shipwreck Newfield, which is listed on the Victorian Heritage Registry. The collection is additionally significant because of the medal awarded to a local man Peter Carmody. The Newfield collection historically also represents aspects of Victoria's shipping history and its association with the shipwreck.Skylight, frame only. The heavily encrusted brass framework has eight bolts around the long side, and four metal bars forming two ‘v’ shapes across the centre. The frame is, slightly concave towards the inner side. The shorter ends of the frame each have a ‘U’ shaped bracket attached in the centre. The shorter ends are wider on one end and taper towards the other end to about a quarter of the thickness. The frame was recovered from the wreck of the NEWFIELD.Noneflagstaff hill maritime museum, newfield ship wreck, alexander stephen & sons, brownells & co, captain george scott, great ocean road ship wreck, peter carmody, bramley-moore medal, liverpool shipwreck and humane society, skylight cover, skylight frame, ship fitting, light cover, newfield -
 Vision Australia
Vision AustraliaPainting - Artwork, Portrait of Bruce Small, 2002
Framed portrait of Bruce Small who was President of the Association for the Blind 1955-1964. It is part of a series of paintings commissioned by the VAF Board to commemorate the work of past presidents of the organisation. Mr Small stands in his Gold Coast mayoral robes, which consist of a dark blue velvet with ermine trim and a white ruffled shirt.. He wears a mayoral chain of office around his neck and glasses, with his hands clasped in front of him. Sir Bruce Small joined the Vision Australia’s General committee in 1944 and became President of the organisation in 1955. He developed an efficient team with Sir Hubert Opperman (for many years the world’s number one cyclist), whom he brought in as Vice President and Mr. Pat Lightfoot, himself president for many years. Sir Bruce had to leave school at an early age after the death of his father in order to support his family. The lessons he learned from this episode in his life created a man of quick wit, with a razor sharp mind and the skills of a gambler - attributes that enabled him to achieve his goal of “aiming for the stars”. This was put into effect when he proposed a plan for 3 new Vision Australia nursing homes in 5 years at Ballarat, Bendigo and Brighton at a cost, which at that time seemed impossible but which was finally achieved between 1957 and 1959, through astute financial management. Sir Bruce also supported the concept of organisational decentralization and made amendments to the constitution, which enabled the associated branches of the Vision Australia (then the Association for the Advancement of the Blind) to form local committees. This was in order to generate local interest in the blind people in the community and engage them in fund raising and running of the nursing homes. Although he resigned in 1964 when he moved to Queensland he still retained an interest in Vision Australia. Sir Bruce had always pushed for a symbol for Vision Australia which would be recognized by the public and serve a useful purpose. This took the form of a beacon which was erected at Brighton, overlooking the sea, having a twofold purpose – a reference point and guiding light for small craft, and symbolically for blind people a guiding light to direct them to a safe harbour. Sir Bruce switched on the guiding light at in 1969 having already donated the cost of $3000. Prior to joining Vision Australia, Sir Bruce had operated the Malvern Star bicycle business in Glenferrie Rd. He promoted and expanded the business making Malvern Star the industry leader in Australia. This was aided by his friendship with Sir Hubert Oppermen, who promoted Malvern Star bikes through his role as world’s number one cyclist. In 1967 he became Mayor of the Gold Coast and, in 1972 he was elected to the Queensland Parliament representing the seat of Surfers Paradise. 1 art original in gold frameThe plaque at the base of the painting reads 'Mr Bruce Small / President 1955 - 1964 / Association for the Blind'.association for the blind, bruce small -
 Ringwood and District Historical Society
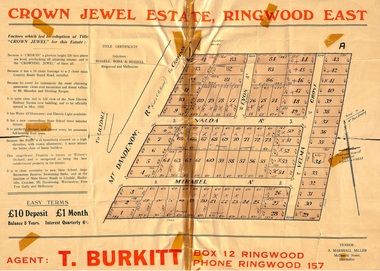
Ringwood and District Historical SocietyMemorabilia, History of "Jewel in the Crown" Estate, East Ringwood, Victoria, 1884-1947
Carter Real Estate Agents sold some of the subdivision in 1946-47. This information was tied in with the early orcharding families.Collection of notes, titles and maps of "Jewel in the Crown" subdivision - Mount Dandenong Road (formerly Oxford Road), Velma Grove, Valda Avenue, Mirabel Avenue. Genealogical charts of Meyland and Wigley families. 4 page history of the area compiled in 2004 by Richard Carter, Real Estate Agent. Registered Proprietors, Vendors, Property Title Holders and Transferees include: Herbert Edward WATSON, John Richard SHARP, Myrtle Evelyn BIRRELL, Marie Mathieson MUNRO, William Alex McCLELLAN, George Andrew GOODMAN, Joseph Tasman PEDRAZZI, Alexander ANDERSON, John Charles PATERSON, Eric William PHILLIPS, T.E.A. Co. Ltd., Florence Lavinia WYNARD, William John HARRIS, Lindsay and Hazel ALLNUTT, Douglas John RITCHIE, Eliza A.M. BOURBAND, Henrietta Irene COOK, Eric Edward COOK, Harold Thomas NICHOLLS, Stewart and Mary HIRD, Grace ROBINSON, Helen Rutherford GOOD, Henry Wyatt FARRELL, Irene Ann SMITH, Leslie Neil DOW, Helen Anne DOW, Frederick Ronald HOLDING, John Frederick McINTYRE, Horton Wilcox EDGE, Herbert James HARDINGHAM, Donald James ALLEN, Cyril Frederick WILLIAMS, Florence Sarah MAGGS, Maud Margaret PEARSON, Warwick Scott Holroyd MATTHEWS, Alice Eliza McCLEAVE, Leslie Archibald Charles HARRIS, Enid Beth HARRIS, Roy Victor DRAEGER, Elizabeth Ann STANDLEY, Charles Walter WATSON, Mabel Dorothy CARTER, Alan Garnett KELLY, Michael Vincent HARRIS, William Thomas Sylvester PROUD, Florence Blanche IVES, Douglas George PEARSON, Harry Clifford CLEGG, Dorothy Ellen Mary WHITE, Frederick Nathaniel EVANS, Madge EVANS, Leonard DUNSTAN, Violet Florence CONNELL, Valerie Jean Schimmelbusch, John Sydney COOK, William Donald THOMPSON, Ralph E RAUNSLEY, Murray McRae OSBORN, Francis William CLARKE, Alfred Daniel WILLIAMS, Harry Clifford CLEGG, Bernard Francis GARRY, Richard McKENZIE, Mignor Leonie WESTON, Idonea Moncrieffe DAVIS, Helen Marsden Rutherford GOOD, George SMART, Clement Henry DAVIS, Peter FINLAYSON, Elenor Leah HARVIE, Charles MEYLAND. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Sharpening Steel
A honing steel, sometimes referred to as a sharpening steel, whet steel, sharpening stick, sharpening rod, butcher's steel, and chef's steel, is a rod of steel, ceramic or diamond-coated steel used to restore keenness to dulled blade edges. They are flat, oval, or round in cross-section and up to 30 centimetres (1 ft) long. The steel and ceramic honing steels may have longitudinal ridges, whereas the diamond-coated steels are smooth but embedded with abrasive diamond particles. Non-abrasive honing rods such as smooth ceramic or ribbed steel are able to remove small amounts of metal via adhesive wear. In normal use, the rod is applied to the blade at a slightly higher angle than that of the bevel, resulting in the formation of a micro-bevel. The term "hone" is associated with light maintenance performed on a blade without the effort and precision normally associated with sharpening, so the name "hone" was borrowed. In the 1980s, ceramic abrasives became increasingly popular and proved an equal, if not superior, method for accomplishing the same daily maintenance tasks; manufacturers replaced steels with ceramic (and later, manufactured diamond abrasive) sharpening "steels" that were actually hones. Use Honing steels are used by lightly placing the near edge of the blade against the base of the steel, then sliding the blade away from yourself along the steel while moving it down – the blade moves diagonally, while the steel remains stationary. This should be done with the blade held at an angle to the steel, usually about 20°, and repeating on the opposite side at the same angle. This is repeated five to ten times per side. Steeling It is often recommended that steeling be performed immediately before or after using a knife and can be done daily. By contrast, knives are generally sharpened much less frequently. A traditional smooth honing steel is of no use if the edge is blunt, because it removes no material; instead it fixes deformations along the edge of a sharp blade, technically known as burnishing. There has long been speculation about the efficacy of steeling (re-aligning the edge) vs honing (removing minor deformation with abrasives); studies tend to favour abrasives for daily maintenance, especially in high-carbide-volume "stainless" steels (such as the popular CPM S30V steel, which tends to "tear out" when steeled rather than re-forming an edge.) Small honing steel for outdoor activities Usage trends Steels have traditionally been used in the West, especially in heavy-use scenarios (e.g. butchering, where the edge deforms due to forceful contact with bone). These scenarios also lead Western trends toward blades tempered to a lower level of hardness (and thus lower brittleness). In East Asia, notably Japan, harder knives are preferred, so there is little need for steeling intra-day, as the edge does not deform as much. Instead, the blade is honed as needed on a waterstone. While tradition has kept the practice of steeling alive in Western kitchens, the majority of honing steels sold are abrasive rather than smooth, and knives are harder and more frequently made of stainless steel, which does not respond to traditional steeling techniques as well as high-carbon/low alloy tool steels.The sharpening steel is essential to maintain the sharpness of carving and other knives.Steel knife sharpener with bone handle. Part of a carving set.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, sharpening steel, carving set, kitchen equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Can Opener, Bottle Opener & Corkscrew
It took 15 years to invent the can. It took 100 more to invent a standard way to open it. In the 19th century, decades after the invention of canning, there were virtually no can openers. Canned food, such as sardines, came with its own "key" to peel back the tin lid. Birth of the can One of the oddest things about the can opener is that the can predates it by almost 150 years. Though common today, cans were once military-grade technology. In 1795, Napoleon, to whom the phrase "an army marches on its stomach" is attributed, offered 12,000 francs to anyone who could find a way to preserve food. Without any knowledge of bacteria or their role in food spoilage, scientists didn't even know where to begin. It took 15 years before a chef named Nicholas Appert claimed the prize after successfully jarring food. Soon after that, his countryman Philippe de Girard came up with a variant on Appert's method—metal tins—and sold the idea to the British. Spoiled food, and the sickness it caused, was a widespread problem. The public would have benefited from canned food, but for decades cans were almost exclusively for the army and the navy. The canning process, with its hours of boiling and steaming, its scrupulous cleanliness, its heated metal, and its need for a great deal of disposable material, made canned food far too expensive for anyone but the military. No can openers were needed or even possible. The metal of early cans was too thick to make openers practical. Soldiers and sailors had plenty of sharp objects on hand and made ample use of them when they wanted to eat. During the 19th century, the process of canning was refined and mechanised, and the metal wall of the average can slimmed down enough that a civilian could get it open—if that civilian had the right tool. No one had that tool yet, so early cans had to open themselves. In other words, they came with built-in openers. The result was a confusing but pleasing free-for-all, in terms of product engineering. Each type of food came with its own kind of can, and each kind of can came with its own kind of opener. Tinned fish and meat were often sold in rectangular cans. These cans were fitted with a "key" that would roll down the top of the can. Coffee, beans, and other types of meat were packaged in cylinders with metal strips that could be peeled back with their own kinds of built-in keys. Cans of milk, which didn't need to be completely opened, came with puncture devices. As tinned food became more common, its containers became more regular. A nice cylindrical can became the norm, and, as these cans filled kitchens, more engineers put their minds to finding a convenient way to open all of them. The first standalone can opener worked on a simple principle: point, stab, and pull. From the mid-19th century to the end of World War I, the typical can opener looked roughly like a wrench, if the lower 'jaw' of the wrench were replaced with a blade. People used the blade to puncture the top of the can near its edge, push the upper jaw against the side of the can, and drag the blade through the metal along the rim. Because meat was the first and most popular canned substance, these can openers were often shaped to look like cows and given the nickname 'bully beef can openers'. The bully beef can opener, popular in the mid-19th century, resulted in many lost fingers. Later, a corkscrew was added that was seated in the handle, and could be pulled out for use. Bully beef can openers were so common, effective, and sturdy that they are still frequently available on collectors' sites. Some are advertised as “still working,” and every last one of them is, without a doubt, soaked in the blood of our ancestors. Dragging a sharp blade along the edge of a can is certain to cause injury sooner or later. So once people got a reliable can shape and a reliable way to get the can open, the search was on for a reliable way to get a can open without the possibility of losing a finger. The answer came in 1925, from the Star Can Opener Company of San Francisco. This is probably the first can opener that resembles the one people have in their kitchens today. Instead of using a blade to pry open a metal can, buyers could clamp the edge of the can between two wheels and twist the handle of one of the wheels to move the blade around the lip. The Star can openers weren't perfect. Compared to the bully beef model, they were flimsy and breakable, but they probably prevented a few injuries. Six short years after the Star model came to market, the first electric can opener was invented. It was patented in 1931 by the Bunker Clancey Company of Kansas City, who had already been sued by the Star Can Opener Company for trying sell a double-wheeled can opener like the Star model (the case was dismissed). The electric can opener must have seemed like the wave of the future and a sure-fire seller, but it proved to be too far ahead of its time. In 1931 not that many households had electricity, and those that did weren't interested in buying can openers. The Bunker Clancey Company was subsequently bought by the Rival Company, which still makes small appliances like can openers today. It took another 25 years for electrically powered can openers to become practical. In the 1950s, Walter Hess Bodle and his daughter, Elizabeth Bodle, developed an electric can opener in the family garage. Walter came up with the opener's blades and motor, and Elizabeth sculpted the outside. Their can opener was a free-standing unit that could sit on the kitchen counter. The Udico brand of the Union Die Casting Company put it on the market in time for Christmas in 1956 and had great success with it. Over the next few years it came out in different styles and colours, and, like the bully beef can opener, has become a collector's item. Also like the bully beef model, Udico can openers often still work. They don't make 'em like they used to. Although there have been some design changes and refinements over the last sixty years, there have yet to be any more leaps forward in can opener technology. If you're resentfully opening a can, you are almost certainly doing it using the Star design, manually forcing the can between two wheels, or the Bodle design, clamping the can into a free-standing electrical opener. Whether or not you enjoy your holiday meals, at least you can be happy that you are not getting poisoned by your own food or cutting open your hand with the blade you use to get at it. That's something, right?The can opener, Bottle opener and the corkscrew are still very important and essential items in most kitchens.Metal can opener, chromed, with bottle opener, and a corkscrew seated in the handle.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, canning, can opener, corkscrew, bottle opener, kitchen equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Can Opener
It took 15 years to invent the can. It took 100 more to invent a standard way to open it. In the 19th century, decades after the invention of canning, there were virtually no can openers. Canned food, such as sardines, came with its own "key" to peel back the tin lid. Birth of the can One of the oddest things about the can opener is that the can predates it by almost 150 years. Though common today, cans were once military-grade technology. In 1795, Napoleon, to whom the phrase "an army marches on its stomach" is attributed, offered 12,000 francs to anyone who could find a way to preserve food. Without any knowledge of bacteria or their role in food spoilage, scientists didn't even know where to begin. It took 15 years before a chef named Nicholas Appert claimed the prize after successfully jarring food. Soon after that, his countryman Philippe de Girard came up with a variant on Appert's method—metal tins—and sold the idea to the British. Spoiled food, and the sickness it caused, was a widespread problem. The public would have benefited from canned food, but for decades cans were almost exclusively for the army and the navy. The canning process, with its hours of boiling and steaming, its scrupulous cleanliness, its heated metal, and its need for a great deal of disposable material, made canned food far too expensive for anyone but the military. No can openers were needed or even possible. The metal of early cans was too thick to make openers practical. Soldiers and sailors had plenty of sharp objects on hand and made ample use of them when they wanted to eat. During the 19th century, the process of canning was refined and mechanised, and the metal wall of the average can slimmed down enough that a civilian could get it open—if that civilian had the right tool. No one had that tool yet, so early cans had to open themselves. In other words, they came with built-in openers. The result was a confusing but pleasing free-for-all, in terms of product engineering. Each type of food came with its own kind of can, and each kind of can came with its own kind of opener. Tinned fish and meat were often sold in rectangular cans. These cans were fitted with a "key" that would roll down the top of the can. Coffee, beans, and other types of meat were packaged in cylinders with metal strips that could be peeled back with their own kinds of built-in keys. Cans of milk, which didn't need to be completely opened, came with puncture devices. As tinned food became more common, its containers became more regular. A nice cylindrical can became the norm, and, as these cans filled kitchens, more engineers put their minds to finding a convenient way to open all of them. The first standalone can opener worked on a simple principle: point, stab, and pull. From the mid-19th century to the end of World War I, the typical can opener looked roughly like a wrench, if the lower 'jaw' of the wrench were replaced with a blade. People used the blade to puncture the top of the can near its edge, push the upper jaw against the side of the can, and drag the blade through the metal along the rim. Because meat was the first and most popular canned substance, these can openers were often shaped to look like cows and given the nickname 'bully beef can openers'. The bully beef can opener, popular in the mid-19th century, resulted in many lost fingers. Bully beef can openers were so common, effective, and sturdy that they are still frequently available on collectors' sites. Some are advertised as “still working,” and every last one of them is, without a doubt, soaked in the blood of our ancestors. Dragging a sharp blade along the edge of a can is certain to cause injury sooner or later. So once people got a reliable can shape and a reliable way to get the can open, the search was on for a reliable way to get a can open without the possibility of losing a finger. The answer came in 1925, from the Star Can Opener Company of San Francisco. This is probably the first can opener that resembles the one people have in their kitchens today. Instead of using a blade to pry open a metal can, buyers could clamp the edge of the can between two wheels and twist the handle of one of the wheels to move the blade around the lip. The Star can openers weren't perfect. Compared to the bully beef model, they were flimsy and breakable, but they probably prevented a few injuries. Six short years after the Star model came to market, the first electric can opener was invented. It was patented in 1931 by the Bunker Clancey Company of Kansas City, who had already been sued by the Star Can Opener Company for trying sell a double-wheeled can opener like the Star model (the case was dismissed). The electric can opener must have seemed like the wave of the future and a sure-fire seller, but it proved to be too far ahead of its time. In 1931 not that many households had electricity, and those that did weren't interested in buying can openers. The Bunker Clancey Company was subsequently bought by the Rival Company, which still makes small appliances like can openers today. It took another 25 years for electrically powered can openers to become practical. In the 1950s, Walter Hess Bodle and his daughter, Elizabeth Bodle, developed an electric can opener in the family garage. Walter came up with the opener's blades and motor, and Elizabeth sculpted the outside. Their can opener was a free-standing unit that could sit on the kitchen counter. The Udico brand of the Union Die Casting Company put it on the market in time for Christmas in 1956 and had great success with it. Over the next few years it came out in different styles and colours, and, like the bully beef can opener, has become a collector's item. Also like the bully beef model, Udico can openers often still work. They don't make 'em like they used to. Although there have been some design changes and refinements over the last sixty years, there have yet to be any more leaps forward in can opener technology. If you're resentfully opening a can, you are almost certainly doing it using the Star design, manually forcing the can between two wheels, or the Bodle design, clamping the can into a free-standing electrical opener. Whether or not you enjoy your holiday meals, at least you can be happy that you are not getting poisoned by your own food or cutting open your hand with the blade you use to get at it. That's something, right?The can opener is still a very important and essential item in most kitchens.Can opener, right handed, metal, upper blade section serrated, inscription 'Peerless Pat.Feb 11-90'.Peerless Pat.Feb 11-90flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, cannning, can opener, kitchen equipment -
Bendigo Historical Society Inc.
Document - ROYAL PRINCESS THEATRE COLLECTION: PROGRAM OF COMING EVENTS, 1916
Princess Theatre Bendigo - Program of coming events in c1917. Coming Events: Gonsalez, Italian Grand Opera Company, commencing Monday May 7, for 3 nights' season. The Brilliant and Incomparable Gonzalez, Italian Grand Opera Company. Opening Production_Verdi's Immortal Masterpiece Il Trovatore. Page 3. Monday, May 7, 1917. Il Trovatore. Opera in 4 acts. Music by G Verdi. Cast of Characters: Signorinas: De Revers, Russ, Capelli. Signors: Scamuzzi, Cacialli. Chorus of voices. Overture at 8pm sharp. Director of Orchestra: Giovanni Gonsalez. Leader of Orchestra: Mr S de Tarczynski. Cello Soloist: Mr Laurie Kennedy. Page 9 Farewell Night. Wednesday, May 9, 1917 Faust, Opera in 5 acts. Music by Gounod. Cast of Characters: Signors Balboni, Cacialli, Filippini, Cesaroni. Signorinas: Visoni, Russ, Piccolo. Overture at 7.45pm sharp. Director of Orchestra: Giovanni Gonsalez. Leader of Orchestra: Mr S de Tarczynski. Cello: Mr Laurie Kennedy. Cast members: Signors Balboni, Cacialli, Filippini and Cesaroni. Signorinas: Visoni, Russ and Piccolo. Director of Orchestra: Giovanni Gonzalez. Leader of Orchestra: Mr S de Tarczynski. Cello Soloist: Mr Laurie Kennedy. Page 11, Repertoire of Operas to be produced by the Gonsalez Opera Company to Wednesday, May 9. Monday, May 7, at 8pm. Cavalleia Rusticana, I Pagliacci. Wednesday, May 9 at 7.45pm. Faust. Between the acts. The story of 'Cavalleria Rusticana' is based on truth and reality alone. It is built up on the fact Turridu, a young peasant, has loved and wooed Lola before . . . . . . Of all the many successful productions in which Mme. Petrova, the celebrated Metro star, appeared, 'The Black Butterfly,' in which she appears in this Theatre, on Thursday, Friday and Saturday, next, is considered her greatest, In 'The Black Butterfly . . . The story of 'Rigoletto' is taken from Victor Hugo's drama 'Le roi S'amuse.' In it the Duke of Mantua a wild and unprincipled youth makes love to every . . . Programme Compiled. Wholly Set Up and Printed by The Cambridge Press, Phone 130. Market Sq., Bendigo. Many ads appear throughout the brochure: Allan's, 253 Mitchell Street Bendigo. Ph 244. W Brown, 171 Mitchell Street, 'Centerway' 105 View Street, Bendigo's Leading Pastrycook & Caterer. Hume & Iser: English and Canadian wallpapers. Timber Merchants & Iron Mongers, full range of stoves, Mantlepieces, grates, tiles, bath-heaters, bathroomware, Berger's Paints. Phones: Yard 48, Showroom 470. Cambridge Press: For artistic programmes, menus, concert tickets, At-Home Cards, and Commercial Printing. Ph 130. Delves' Café, Dainty Service. 'Class' Suppers at moderate Cost. Ph 805. Next to Royal Bank (above Hampton's). Bendigo Business College: Evening Commercial Classes, book-keeping, typewriting, shorthand. Applications to James E Holland, F.P.S.A. Pianoforte & Organ Tuning. A B Challen, Qualified Tuner Ph 319, 42 Rowan St., Bendigo. Chatfield Bros. The Motor Experts, High Street, Bendigo. Ph 609. Car repairs, New cars, hire cars, something for your car. Service Station for Ford car parts, Dunlop & Goodyear tyres. Accessories of all kinds stocked. Oxy Acetylene welding of all metals. Bartlett Bros. Photographers. Bartlett Bros' Studios, (R W Bugg, Proprietor) Williamson St, (opp Hotel Shamrock). Half & Half (Registered) Non-Alcoholic and Invigorating. Manufactured by C J Glover, Ph 343, Chapel Street, Bendigo. R D Ellis, Ladies & Gents Tailor, 241 Mitchell Street, (opposite Morley Johnson's). Nursery (Rose) at Epsom, Stock to be Sold at Half Usual Price. Mr S H Hunt, who has 33 prizes & championships, has accepted a position with Brunning's of Bendigo and has sold the of his 10,000 Roses to them. There are . . . Baker & Woods, 313 Hargreaves St, Ph 209. Electric light installed in your home. 'THE BEEHIVE' Bendigo's Famous Store. Blouses of Beauty, Coats of Comfort, Costumes of Character, Dresses of Delight, Skirts of Style, Millinery of Merit are Permantant Features of Bendigo's Famous Store 'The Beehive'. Best by Test, Leggos of Bendigo 'Progress' Tomato Sauce on the table, wether at home or in the restaurant, there should always be Leggos of Bendigo 'Progress' Tomato Sauce. It's the kind of Sauce you enjoy to the last-no bitting acidity-but a Delicious and Delicate Flavor combined with a Smoothness always agreeable to the palate,. Leggo's 'Progress' Sauce is the result of the . . . H M Leggo& Co Manufacturers, Bendigo. Est. 1881.The Cambridge Press, Market Sq. Bendigo Ph 130program, theatre, princess theatre bendigo -
 Geelong Cycling Club
Geelong Cycling ClubHonour Board
A chronicle of officials of the G.W.C.C. from 1911. This honour board has an important place in the history of the Geelong Cycling Club and signifies the high esteem in which the community held cycling in the early part of the 20th century. Rectangular board in a mahogany colour with the top of the board angled to a point. The board has inscriptions in a gold colour.“GWCC/President/1911 HJ Prescud/1912-15 H Flowers/1916 J Dorian/1917-20 P Grundell Snr/1921 J Paley/1922 F OLoghlin/1923 V Markham/1924-27 H Flowers/1928-29 C Flynn/1930-1959 JW Dillon/1960-61 R McKay/1962-63 I McPherson/1964-81 W. Stephens/1982-83 K Evans/1984 R. Baulch/1985-86 D Wilson/1987 N Wilson/Secretary/1911 JW Grundell HH Prescud/1912-1915 P Grundell Jnr/1916 J Craven/1917 H Prescud/1918-1925 J Sharp/1926 JW Dillon/1927 GA Wells/1928-29 C Winter/1930 BR Kelly/ 1931-32 R Ware/1933 S Cunningham/1934 D McGrath/1935-36 F Hamblett/1937 l Flowers T Craven/1938-81 L Flowers/1982-83 F Hamers/1984 R Baker/Life Members/ P Grundell Snr D/H Flowers D/G Hotchin D/J Sharpe/GW Dillon/A Belperraud/F Hamblett/F Condor/L Flowers/F OLoghlin/D McGrath D/ BR Kelly/W Stephens/A Batty/R Penn Jnr/W. Crookshanks/S Cunningham D/R Baulch/D Wilson/P Dent/J Dent/T Underwood/R Baker”gwcc; hj prescud; h flowers; j dorian; p grundell snr; j paley; f ologhlin; v markham; c flynn; jw dillon; r mckay; i mcpherson/; w. stephens; k evans; r. baulch; d wilson; n wilson; w grundell; hh prescud; j craven; j sharp; jw dillon; ga wells; c winter; br kelly; r ware; s cunningham; d mcgrath; f hamblett; t craven; f hamers; r baker; g hotchin; a belperraud; f hamblett; f condor; l flowers; a batty; r penn jnr; w. crookshanks; s cunningham d; r baulch; p dent; j dent; t underwood; r baker; -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Tatting Shuttle, Aero Needles Group Ltd, Mid to late 20th century
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots.The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century.Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic (as is item 8535.1). The second type has a post in the center where the thread is wound (e.g. item 8535.2). The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace. One type of tatting shuttle produced by "Aero" from the 1930's to the late 1960's was an anodized grey coated aluminium shuttle with a sharp pick at one end. In the 1970's it was superseded by the grey plastic "Aero" which has a removeable bobbin which you can put on the end of the shuttle to make thread winding easier and an embedded crochet hook for joining picots. The "Aero" company developed in Redditch, England - a town renowned as a centre for manufacturing needles. Firms run by Henry Milward and Abel Morrall were based in Redditch and by the 18th century Redditch was manufacturing one million sewing needles per year. Abel Morrall Ltd launched the "Aero" brand in 1936 and greatly expanded the firm's product line to include tatting shuttles and knitting needles. The classic plastic "Aero" tatting shuttle was manufactured in England from the early 1970's until the 1990's. These items are significant as examples of easily accessible handiwork tools that enabled women in the 1930s -1960s to be able to decorate and personalize their household linen and clothing.Shuttle no. 8535.1 is a beige, boat shaped plastic shuttle with enclosed ends, small round central indentations on both sides and an enclosed black removeable bobbin. The shuttle has a grooved point at one end to hold a bobbin and a small metal crochet hook at the other end. Shuttle no. 8535.2 is a beige, boat shaped metal shuttle with pointed ends that are open but snug, small round central indentations and two smaller circular markings (on both sides) and two internal posts with cream thread wound around.Shuttle no. 8535.1 - "AERO" / "ENGLAND" Shuttle no. 8535.2 - "AERO' / "ENGLAND" "39c" (written in ball point pen)flagstaff hill maritime museum and village, flagstaff hill, warrnambool, shipwreck coast, great ocean road, tatting shuttle, aero company, handwork, handwork tool, craft, handcraft, needlework, tatting -
 Federation University Historical Collection
Federation University Historical CollectionPamphlet - Promotional brochure, Bachelor of Visual Arts, Graphic Design/Multimedia, c1999
Promoting the Graphic Design/Multimedia program being offered by the University of Ballarat at the Mt Helen Campus. Promoted course as "one of the smallest and arguably the best three year programs of its kind in Australia and the South Pacific region." The brochure lists student awards received including Platinum and Gold in the AGFA International Young Designer Contest, 1999; two meritorious awards in The Art Directors Club Student Awards, New York, USA 1999; Graphis New Talent 1999; two Gold in Souther Cross Packaging Awards, 1998. At time of publication, the School of Arts, Visual Arts reportedly had 210 students with majors in Graphic Design/Multimedia, Ceramics/3D, Painting, Drawing, and Multidiscipline. Minors studies included Printmaking, Photography, 3D, 2D, and Graphic Communication. ___ Course aimed to train "independent, flexible thinkers". The course promised to "Promote creativity, originality and imaginative thinking; Develop self-directed learners, displaying initiative in the formation of ideas and the confidence to construct personal responses; Develop appropriate conceptual, technical and professional skills; Develop the student's critical process: ability to undertake research, and to make informed decisions; Clarify thinking, concepts and understanding and deep knowledge, attitudes and skills enabling the designer to respond to community needs." Studio and working environment described as "one open space with working facilities for approximately 75 students across 3 year levels. The area is divided up into work stations where 1st, 2nd and 3rd year students intermix, allowing a natural interaction. These workstations are configurations of six, consisting of two students from each year level. This reinforces the area's ongoing development with an open ethos and cross-level delivery and learning. This maximises the use of information in order for it to be applied throughout all levels of the learning process, whilst allowing a natural mentor arrangment to be developed for all first year students, " "The open ethos approach also encourages students and staff to freely express their opinions in relation to design via cross-level critiques, whilst allowing for a liberal arts approach and structure to the development of the creative process." "Emphasis is placed on experimentation, innovation, expression and the development of the individual's design philosophies, concepts and style." Also notes the 24 hour access Macintosh laboratory, with 34 Power Macintosh computers, ratio of one for every 2.5 students. Each with a Fujitsu Dyna Magneto Optical drive for file storage and transport. Two Sharp scanners, Phaser Dye-Sublimation Extra Tabloid colour printer and Ricoh A3 colour printer. Two large format printers. Digital and video cameras. Software: Adobe Photoshop, Illustrator, Acrobat; QuarkXpress; Macromedia Freehand; Pagemaker; Premier; Director; 3D Extreme; Sound Eidt, Shockwave, Infinite 3D and After Effects. Approx 4.5 staff, "all of whom are practicing designers. They have a full understanding of industry requirements and trends which assists in the development of industrial contacts when specialists are required." Prospective students interviewed in late Nov/ early Dec, face to face. Present a "comprehensive folio of work", academic records, references. "Selection is determined by the perceived potential of the student, their motivation and reason for study within the field as well as their previous experience in the Visual Arts. Folio work should be representative of the individual's ideas and abilities. Qualities of importance are: originality, innovation, imagination, experimentation and a competent display of the basic skills associated with visual arts [evidence of drawing skills should be included]." Demonstration of GD/MM computer skills an advantage. Students also asked to bring sketch books. Promotional brochure for prospective students. 8pp Double fold brochureuniversity of ballarat, federation university, graphic design, multimedia, bachelor, degree -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Ink Bottle and Pen, Caldwell’s Ink Factory, Early 20th century
This shaped ink bottle made by Caldwell's is called a 'boat ink bottle'. It was shaped especially to hold a nib pen when the pen was not in use. The design of the bottle is sometimes called a ‘cottage’ or ‘boat’ shape. The Caldwell’s handmade glass ink bottle was mouth-blown into a two-piece mould, a method often used in the mid-to-late 19th century. The glass blower burst the bottle off the end of his blowpipe with a tool, leaving an uneven mouth and sharp edge on the bottle, which was usually filed. The bottle was then filled with ink and sealed with a cork. More expensive bottles would have a lip added, which was more time-consuming and costly to produce. The capacity for a bottle such as this was about 3 ½ oz (ounces) equal to about 100 ml. Pen and ink have been in use for handwriting since about the seventh century. A quill pen made from a bird’s feather was used up until around the mid-19th century. In the 1850s a steel point nib for the dip pen was invented and could be manufactured on machines in large quantities. The nis only held a small amount of ink so users had to frequently dip the nib into an ink well for more ink. Handwriting left wet ink on the paper, so the blotting paper was carefully used to absorb the excess ink and prevent smudging. Ink could be purchased as a ready-to-use liquid or in powdered form, which needed to be mixed with water. In the 1880s a successful, portable fountain pen gave smooth-flowing ink and was easy to use. In the mid-20th century, the modern ballpoint pen was readily available and inexpensive, so the fountain pen lost its popularity. However, artisans continue to use nib pens to create beautiful calligraphy. Caldwell’s Ink Co. – F.R. Caldwell established Caldwell’s Ink Company in Australia around 1902. In Victoria, he operated from a factory at Victoria Avenue, Albert Park, until about 1911, then from Yarra Bank Road in South Melbourne. Newspaper offices were appointed as agencies to sell his inks, for example, in 1904 the New Zealand Evening Star sold Caldwell’s Flo-Eesi blue black ink in various bottle sizes, and Murchison Advocate (Victoria) stocked Caldwell’s ink in crimson, green, blue black, violet, and blue. Caldwell’s ink was stated to be “non-corrosive and unaffected by steel pens”. A motto used in advertising in 1904-1908 reads ‘Makes Writing a Pleasure’. Stationers stocked Caldwell’s products and hawkers sold Caldwell’s ink stands from door to door in Sydney in the 1910s and 1920s. In 1911 Caldwell promised cash for returned ink bottles and warned of prosecution for anyone found refilling his bottles. Caldwell’s Ink Stands were given as gifts. The company encouraged all forms of writing with their Australian-made Flo-Eesi writing inks and bottles at their impressive booth in the ‘All Australian Exhibition’ in 1913. It advertised its other products, which included Caldwell’s Gum, Caldwell’s Stencil Ink (copy ink) and Caldwell’s Quicksticker as well as Caldwell’s ‘Zac’ Cough Mixture. Caldwell stated in a 1920 article that his inks were made from a formula that was over a century old, and were scientifically tested and quality controlled. The formula included gallic and tannic acids and high-quality dyes to ensure that they did not fade. They were “free from all injurious chemicals”. The permanent quality of the ink was important for legal reasons, particularly to banks, accountants, commerce, municipal councils and lawyers. The Caldwell’s Ink Company also exported crates of its ink bottles and ink stands overseas. Newspaper advertisements can be found for Caldwell’s Ink Company up until 1934 when the company said they were the Best in the business for 40 years.This pen and ink bottle set is of significance as the bottle has its original cork and retains remnants of ink, which was made from a recipe that at the time was over 100 years old, according to Caldwell.. The handmade, mould blown method of manufacture is representative of a 19th-century handcraft industry that is now been largely replaced by mass production. The bottle and its contents are of state significance for being produced by an early Melbourne industry and exported overseas. The pen and ink set is historically significant as it represents methods of handwritten communication that were still common up until the mid-20th century when fountain pens and modern ballpoint pens became popular and convenient and typewriters were becoming part of standard office equipment.Victorian boat ink bottle; small rectangular clear glass ink bottle with horizontal grooves made in the glass for resting and holding the pen. The set includes one pen and nib with the bottle and cork. The bottle is made by Caldwell's and contains its Flo-Eesi Blue Black Ink brand."Caldwell's Flo-Eesi Blue Black Ink."flagstaff hill, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, ink, nib pen, writing ink, writing, copying, banks, lawyers, commerce, student, permanent ink, flo-eesi, blue black ink, stationery, record keeping, handwriting, writing equipment, writing accessory, office supply, cottage bottle, boat bottle, mouth-blown bottle, two-part mould, sheer-lip bottle, burst-lip, cork seal, f r caldwell, caldwell’s ink company, albert park, south melbourne, inkstands, stencil ink, copy ink, quicksticker, zac cough mixture -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Ink Bottles, Caldwell’s Ink Factory, Early 20th century
This crate of bottles may have come from a wholesaler, business, stationer or school. The design of the bottles is sometimes called a ‘cottage’ or ‘boat’ shape. Each of the 70 Caldwell’s handmade glass ink bottles was mouth-blown into a two-piece mould, a method often used in the mid-to-late 19th century. The glass blower burst the bottle off the end of his blowpipe with a tool, leaving an uneven mouth and sharp edge on the bottle, which was usually filed. The bottle was then filled with ink and sealed with a cork. More expensive bottles would have a lip added, which was more time-consuming and costly to produce. The capacity for a bottle such as this was about 3 ½ oz (ounces) equal to about 100 ml. Pen and ink have been in use for handwriting since about the seventh century. A quill pen made from a bird’s feather was used up until around the mid-19th century. In the 1850s a steel point nib for the dip pen was invented and could be manufactured on machines in large quantities. The nis only held a small amount of ink so users had to frequently dip the nib into an ink well for more ink. Handwriting left wet ink on the paper, so the blotting paper was carefully used to absorb the excess ink and prevent smudging. Ink could be purchased as a ready-to-use liquid or in powdered form, which needed to be mixed with water. In the 1880s a successful, portable fountain pen gave smooth-flowing ink and was easy to use. In the mid-20th century, the modern ballpoint pen was readily available and inexpensive, so the fountain pen lost its popularity. However, artisans continue to use nib pens to create beautiful calligraphy. Caldwell’s Ink Co. – F.R. Caldwell established Caldwell’s Ink Company in Australia around 1902. In Victoria, he operated from a factory at Victoria Avenue, Albert Park, until about 1911, then from Yarra Bank Road in South Melbourne. Newspaper offices were appointed as agencies to sell his inks, for example, in 1904 the New Zealand Evening Star sold Caldwell’s Flo-Eesi blue black ink in various bottle sizes, and Murchison Advocate (Victoria) stocked Caldwell’s ink in crimson, green, blue black, violet, and blue. Caldwell’s ink was stated to be “non-corrosive and unaffected by steel pens”. A motto used in advertising in 1904-1908 reads ‘Makes Writing a Pleasure’. Stationers stocked Caldwell’s products and hawkers sold Caldwell’s ink stands from door to door in Sydney in the 1910s and 1920s. In 1911 Caldwell promised cash for returned ink bottles and warned of prosecution for anyone found refilling his bottles. Caldwell’s Ink Stands were given as gifts. The company encouraged all forms of writing with their Australian-made Flo-Eesi writing inks and bottles at their impressive booth in the ‘All Australian Exhibition’ in 1913. It advertised its other products, which included Caldwell’s Gum, Caldwell’s Stencil Ink (copy ink) and Caldwell’s Quicksticker as well as Caldwell’s ‘Zac’ Cough Mixture. Caldwell stated in a 1920 article that his inks were made from a formula that was over a century old, and were scientifically tested and quality controlled. The formula included gallic and tannic acids and high-quality dyes to ensure that they did not fade. They were “free from all injurious chemicals”. The permanent quality of the ink was important for legal reasons, particularly to banks, accountants, commerce, municipal councils and lawyers. The Caldwell’s Ink Company also exported crates of its ink bottles and ink stands overseas. Newspaper advertisements can be found for Caldwell’s Ink Company up until 1934 when the company said they were the Best in the business for 40 years.This large collection of similar ink bottles is of particular significance as the bottles have come from the same source, most have their original corks and some retain their original labels, which is rare. The method of manufacture of these bottles is also representative of a 19th-century handcraft industry that is now been largely replaced by mass production. The bottles and their contents are of state significance for being produced by an early Melbourne industry and exported overseas. This case of ink bottles is historically significant as it represents methods of handwritten communication that were still common up until the mid-20th century when fountain pens and modern ballpoint pens became popular and convenient and typewriters were becoming part of standard office equipment.Ink bottles in a wooden crate; 70 rectangular, hand-blown clear glass ink bottles. They have side seams, uneven thickness, especially at the bases, and rough, burst-off mouths. The shoulders on the long sides have horizontal grooves used for pen rests. The bottles vary; some have labels, some contain remnants of blue-black ink, and many have their original corks. The glass has bubbles and imperfections. The remnants of printed labels are on white paper with a swirly border and black text. The bottles contained Caldwell’s blend of blue black ‘Flo-Eesi’ ink.Printed on label; “CALDWELL FLO-EESI BLUE BLACK INK” “ - - - - “ Printed script signature “F.R. Caldwell”flagstaff hill, warrnambool, maritime village, maritime museum, shipwreck coast, great ocean road, ink, nib pen, writing ink, writing, copying, banks, lawyers, commerce, student, permanent ink, flo-eesi, blue black ink, stationery, record keeping, handwriting, writing equipment, writing accessory, office supply, cottage bottle, boat bottle, mouth-blown bottle, two-part mould, sheer-lip bottle, burst-lip, cork seal, f r caldwell, caldwell’s ink company, albert park, south melbourne, inkstands, stencil ink, copy ink, quicksticker, zac cough mixture -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - TOWN HALL, THE BENDIGO CHORAL SOCIETY
Town Hall, The Bendigo Choral Society. (Season 1919-Third Concert) Eleventh Grand Concert, Town Hall. Wednesday, December 17th, 1919. Artists: Miss Claire Colgan, Miss Myrtle Knight, Mr. E H Collett, Mr. A E Sayer. Conductor: Mr. W C Frazier, A.R.C.O. Pianiste: Miss Muriel Hyett, L.A.B. Patron-His Worship the Mayor (Cr. J H Curnow). President-Mr. H M Leggo. Vice-Presidents-Sir John Quick, Cr. C W Beebe, Mr. Oscar Flight, Mr. E S Cahill, Mr. D Berrriman, Mr A L Bolton, Mr. G E Bolton, Dr W G Long, DR O Penfold, Mr. J G Oliphant, Mr. Alf E Wallis, Mr. A Whitehead, Mr. W Watts. From the performing Members-Mr. E H Collett, Mr. A W McGibboney. Conductor-Mr. W C Frazier, A.R.C.O. Sub-Conductor- Mr. E A Miller, Pianist-Miss Muriel Hyett, L.A.B. Ass. Sec.-Mr. Fred A Wittscheibi. Treasurer-Mr. D H Holden. Librarians-Mr. R J Duguid & G L McCoy. Auditors-Mr. H T Bayton, A.A.I.S. * Harold Walker. Committee-Office Bearers: Mesdames T Scott, & Chisholm, & Misses Colgan, Gall, Field & Wheaton, & Messrs. Sleeman, Jeffrey, McClure, Brown, F J Walter & Frank Wittscheibe. Subscribers may book at Flights on and After 12th December, without extra fee. Holders of 2/2 tickets may also book by paying difference, 1/1. Admission- 2/2/ Reserved, 1/1/ Ordinary, including tax. J Hudspeth, Hon. Secretary, 85 Wills Street, Bendigo. Programme. 'Comfort Ye' 'Every Valley' 'And the Glory', Hungarian Danse' No.3, 'Softly Sighs', 'Fire, Fire my Heart', 'Spring', 'Best Pair of Sirens', ' Legende', 'Eleanore', 'Dream Wind', 'Ave Maria', 'Fantasie Pastorale', 'O Great is the Depth'. 'Dream Wind' Words by William Sharp. 'Fire, Fire My Heart' Words by Morley. 'Blest Sirens' ''Voice'' and ''Verse'' Words by Milton. The Bendigo Choral Society. Exists for the worthy production of the choral works of the great composers. Under the leadership of Mr. Frazier, it can fairly claim to have accomplished this, at least in some degree, during the past year. Works have been. . . . . . Note - The rehearsals will be resumed 2nd week in February 1920. Annual Meeting 3rd week. A and b are same, a is in excellent condition, b has some slight discoloration on the back. Both have been folded in half and in half againBolton Bros, Printersprogram, theatre, the bendigo choral society