Showing 1439 items matching "dry"
-
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Clothing - Lady's nightdress crepe de chine, floral c1950, c1950
Gladys Reed was a member of the Ormond Choral Society c 1950. who performed plays and musicals in the City of Moorabbin and she made this nightdress c1950 Crepe de Chine, also spelled Crêpe De Chine, (French: “crepe of China”), light and fine plain woven dress fabric in silk, wool, or synthetic fibre fabric with a distinctively crisp, crimped appearance produced either with all-silk warp and weft or else with a silk warp and hard-spun worsted weft. This material was easy to sew, wash and dry and required no ironing . . This crepe de chine nightdress is an example of the popular style worn by women in the post World War 11 Estates in the City of Moorabbin c1950 A lady's floral crepe de chine, full length, nightdress with shoulder straps and waist ties clothing, nightdress, crepe de chine, theatrical props, craftwork, sequins, beading, early settlers, moorabbin shire, mechanics institute cheltenham, ormond choral society, postworld war 11 settlers, housing estates moorabbin 1950, bentleigh, ormond, moorabbin, cheltenham, drama societies, musical society cheltenham, clark judy, reed gladys, reed george -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncDomestic object - Glass ink pen wiper, c1900 - 1920s
Pen-wipers or pen-cleaners were invented to prolong the usefulness of their pens by keeping them clean and dry between uses. This helped to prevent rusting of the nib from water-based inks. In the 1890s and 1900s, with the rise of the fountain pen, pen-cleaners remained a popular desktop accessory, since they could still be used to wipe away the excess ink from the nib and feed of a pen, once it had been refilled in an inkwell. Pen-cleaners died out in the second half of the 1900s when people started using ballpoint pens.This item is from Raper Collection donated to the Wodonga Historical Society by Mrs. Jean Raper. A blue/mauve glass bowl on 6 petal shaped metal feet. It contains a central black brush which was used to clean the ink from metal pen nibs.domestic items, writing implements, pen and ink -
 Footscray Community Arts
Footscray Community ArtsIndustrial Hope, Emma de Clario, (exact); 2005
MEDIUM: Oil on kiln dried red gum (wood block) DESCRIPTION: Black figure och blue and white background, wood block, no frame. A realistic depiction of an industrial crane against a predominantly cloud covered sky. The crane set in the lower centre of the canvas almost becomes secondary to the sky and cloud which dominate the wood block. The sky set in bright and vibrant blues contrast the darkness of the clouds, ominous and heavy in shades of grey and green, the colours seem to reflect the relentless clock of industry. A patch of light behind the crane gives it a strong focal point. Signed and titled on reverse of imageoil, de, hope, clario, industrial, photograp -
 University of Melbourne, Burnley Campus Archives
University of Melbourne, Burnley Campus ArchivesNewspaper - Newspaper Cutting, The Australasian, Horticulture for Ladies, 1899
Photographs in "The Australasian," February 18th, 1899 and a short piece, "Horticulture for Ladies." (1) "Horticulture for Ladies: Students at the School of Horticulture Burnley." Women standing and seated outside the Pavilion, including Mrs. Luffmann. (2) "Mrs. Luffman arranging committees." Mrs. Luffmann and 4 women outside the Pavilion. (3) "Mr. Luffman giving a lesson in prune-drying." (4) A cartoon, 'Trumped. Santa Claus (paralysed). - "Great Heavens! The girls have hung up their bloomers." - (Harper's Weekly.") (5) "A weighty crop: Beurre-de-Capiaumont pear tree in the School of Horticulture grounds, Burnley."australasian, female students, charles bogue luffman, harper's weekly, luffmann, mrs luffman, pavillion, prune drying, cartoon, pear tree, orchard, horticulture for ladies, 1899 year group -
 Melbourne Tram Museum
Melbourne Tram MuseumSlide - Set of 3, Keith Caldwell, 16/03/1962 12:00:00 AM
Set of four Agfa colour slide, cardboard mount, photo by Keith Caldwell 16/3/1962 of trams on the Royal Park - West Coburg line, route 55 or 56. .1 - W5 790, out bound running alongside the Zoo with a dry park in the background. Has an advertisement for Sharps doors of distinction. .2 - W2 346 photographed from an inbound tram, West Coburg, Route 55 .3 - W2 504 inbound, Domain Road, Route 56 with the Zoo walls and the Upfield rail line in the background. Tram has a Remy Martin Brandy advert.All have "16/3/1962" in blue ink and either "NR Royal Pk" or "W Coburg Route"trams, tramways, route 55, west coburg, the zoo, royal park, route 56, w2 class, tram 790, tram 346, tram 504 -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - OLD CHUM MINE - NOTES ON THE OLD CHUM MINE
Handwritten notes on the Old Chum Co. Ref. M. D. Early History of Old Chum & The Old Chum Coy. Notes mention the popularity and locality of the mine. The shaft being well timbered. List of dates, tons of ore and the ounces of gold obtained from it, Dividends paid, Mine worked by steam. Engine 18 H. P. 13 in dia cylinders. No pumps, mine perfectly dry. No crushing battery. Mine crushed at Endeavour and the 'Fortuna'. Keeping 3 batteries going altogether. Mine registered 16/6/1871. Notes prepared by Albert Richardson.document, gold, old chum mine, old chum mine, notes on the old chum mine, endeavour, fortuna, m d early history of old chum & the old chum coy -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, Cutty Sark
ABOUT THE CUTTY SARK The CUTTY SARK, built in Britain in 1869, was one of the last historic sailing ships. She traded in tea from China for a few years then began trading with Australia in the wool industry. She held the record sailing speed from Australia to Britain for ten years! Later a Portuguese company bought her as a cargo ship (and renamed her as FERREIRA) then she was purchased by a returned sea captain for use as a training ship in Cornwall. After the captain’s death she was transferred to a training college in Greenwich in 1938. In 1954 she was placed permanently in dry dock at Greenwich for display.The sailing ship CUTTY SARK carried export cargos of wool from the Australian wool industry.Ship model Cutty Sark, a Clipper in full ship rig with raised poop deck, deck house, 3 boats on deck (1 has fallen). Two toned black and tan hull, 3 jibs set in diorama of blue sea, light house and another small yacht. Is housed in glass sided case with dark grey painted structure. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, cutty sark, historic sailing ship, tea clipper, sail training vessel, cadet training ship, commercial trading vessel, cargo sail vessel, ship model cutty sark, australian wool export -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship model, Cutty Sark
ABOUT THE CUTTY SARK The CUTTY SARK, built in Britain in 1869, was one of the last historic sailing ships. She traded in tea from China for a few years then began trading with Australia in the wool industry. She held the record sailing speed from Australia to Britain for ten years! Later a Portuguese company bought her as a cargo ship (and renamed her as FERREIRA) then she was purchased by a returned sea captain for use as a training ship in Cornwall. After the captain’s death she was transferred to a training college in Greenwich in 1938. In 1954 she was placed permanently in dry dock at Greenwich for display. The sailing ship CUTTY SARK carried export cargos of wool from the Australian wool industry.Model of the sailing ship, CUTTY SARKflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, cutty sark, historic sailing ship, tea clipper, sail training vessel, cadet training ship, commercial trading vessel, cargo sail vessel, ship model cutty sark, australian wool export -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncFunctional object - Flower press, c1900
The preservation of plants and flowers for both decorative and scientific purposes dates back to ancient times. Drying and pressing flowers became a popular hobby and preservation method in Victorian England. The flower press was readily available to buy or simple and inexpensive to create. This flower press was marketed through Henry Buck Pty. Ltd. in Melbourne, Victoria. Henry Buck migrated from England and established his store in Melbourne in 1890. The business dealt primarily in menswear, but also had other domestic lines. The business, trading as Henry Bucks, still operates in Melbourne and several other locations.This item is representative of a popular hobby of the Victorian era.A flower press made from timber with metal clasps and screws. The front is decorated with a parquetry flower design. There are 2 metal strips screwed onto the timber horizontally. These are secured by wing screws which can be adjusted to hold the back and front together. They allow pressure to be adjusted depending on what item is being compressed.Label on back: Left hand side around red shape with HB in the centre "THE SIGN OF/ EXCELLENCE" On right hand side: "LONDON/ Henry Buck PTY LTD. / MELBOURNE"flower drying, victorian era hobbies, henry buck pty. ltd. -
 Bendigo Military Museum
Bendigo Military MuseumUniform - JACKET AND TROUSERS, SERVICE DRESS, ARMY, Australian Defence Industries, c.1960's
Uniform issued to "W.O.1 D.M. Field" 313679 - Regimental Sergeant Major.1. Jacket - Khaki colour wool/polyester fabric. Service dress style old plastic buttons, Collar, shoulder epaulettes, four front pockets, top with buttons and two metal press studs on flap, lower button down flap. Sleeve insignia Australian Coat of Arms embroidered on patch, gold, green, blue, red, black and white for W.O.1. Buttons have raised emblem, globe, horse and crown R.A.E.M.E. Green polyester fabric lining with manufacturers label on inside left. 2. Trousers, Khaki colour wool/polyester fabric, service dress style, With fob pocket, two side pockets and one back pocket. Green polyester fabric waist and pocket lining with manufacturers white cotton label inside on back pocket.Manufacturers information on labels - black ink print. 1. "CARBONE APPAREL/ VICTORIA/ 6/ DRY CLEAN ONLY/ RE-PRESS USING IRON AND/ DAMP CLOTH OR MEDIUM/ TO HOT STEAM IRON/ CREASE UPPER HALF OF/ LAPEL ONLY./ SERVICE NO/ NAME" Handwritten blue ink pen "2332/ FIELD" . 2. Print and information on label - illegible.uniform, army, service dress, wo1 d.m. field -
 Warrnambool RSL Sub Branch
Warrnambool RSL Sub BranchUniform - Army, Jacket, C1968
This uniform belonged to Sapper Hughes 3795948 of the Royal Australian Engineers Corps. By the date on the uniform, it is assumed that he served C 1968.This uniform has significance as an example of uniform worn by soldier ranks for daily work and dress parades.Khaki coloured short jacket with lapels, and waist band which has strap and buckle on right hand side. There are two patch pockets on the front have a box pleat down the middle and a V shaped pocket flap at the top, closing with a hidden button. The shoulder epaulets each have a plain khaki coloured button at the neck edge.The sleeves are cuffed fastened with a button however the right button is missing.There are red patches on each shoulder with navy blue text. The back of the jacket has darts stitched at the waist and at shoulder level. There are four khaki buttons down the front. The sleeve seams are bound in cotton tape which also forms a label on the back neck collar with the lining of the waist band also in a cotton twill.Stitched in navy blue on arm banners,” Royal Australian Engineers.” On inner label, “ DUNLOP NSW 1968 8405-66-025-6411 SIZE OF CHEST 35/36S MATCHING TROUSERS 29/30S WAIST DRY CLEAN ONLY CREASE UPPER HALF OF LAPELS ONLY . NAME....HUGHES ( in blue pen) ARMY NO... 3795948 (in blue pen)warrnambool rsl, royal australian engineers, hughes 3795948 -
 Beechworth RSL Sub-Branch
Beechworth RSL Sub-BranchUniform - Jacket, Battle Dress, Australian Government Clothing Factory, 1981
Issued as a uniform item post WWII until the late 1980s. It was also used parade dress until its replacement of a newly designed uniform made of polyester. This particular sample belonged to CPL K. Howe 3144504 whist in the Army Reserves 1982 to 2005The khaki battledress was standard uniform issued post world war two and used until the introduction of the polyester uniform in the late 1980s. This uniform belonged to CPL K. Howe, the donor providing good provenance. In conjunction with other items of militaria donated by the Howe family. Item can be to tell a story of multi generations of military service of the Howe familySingle breasted hip-height jacket in khaki fabric, fastened with five buttons down the centre of the chest. Two pleated breast pockets with triangular flaps fastened with two buttons. All buttons plastic and khaki green in colour. Jacket is fastened around the hips with a belt, attached on left hand side and buckled in a rectangular metal buckle on right hand side. Both left and right sleeves bear two patches, a double chevron and red rectangular patch rounded to follow the seam of the shoulder, with embroidered text. Navy lanyard looped around right shoulder, held in place by epaulet and tucked into right side pocket. Red patch reads "ROYAL AUSTRALIAN ENGINEERS" Internal left chest label reads "A.G.C.F./VIC. 1981/[broad arrow symbol]/6405.66.025.6408/SIZE OF CHEST/SIZE 99-102R/MACQUARIE 80/BATCH J/DRY CLEAN ONLY/CREASE UPPER/HALF OF/LAPELS ONLY/No. 3144504 [handwritten]/NAME/CPL K. HOWE [handwritten]"jacket, battledress jacket, battledress jacket khaki, royal engineers -
 Beechworth RSL Sub-Branch
Beechworth RSL Sub-BranchJacket, Service Dress, Australian Defence Industries, 1990
Jacket worn by Brendan Honey when performing the duties of a Petty Officer Radio Supervisor in the Royal Australian Navy from Oct 1979 to Oct 2000Jacket Double Breasted Service Dress Navy Blue with gold embroided insignia, [Radio Operator Petty Officer] on right upper arm; gold embroided rank insignia [Petty Officer] above three gold embroided chevrons indicating 12 years service on the left upper arm; shoulder flashes with gold embroided word, "Australia" on both shoulders. 8 gold button with embossed Australian Navy Emblem and the word "Australia" in parallel columns of 4. Size 99R (Regular fit) with 2 small gold button with embossed Australian Navy Emblem and the word "Australia" the cuff of each arm.Manufacturer's identification label on inside right breast.Manufacturers label measuring 4mm x 8mm showing company logo ADA / 1990 / arrow pointed up /NSN:8405-66-132-2314 / 70% 30% Wool Poly / size 99R / match / trouser size 89R / No / Name / Dry Clean Only / Made in Australia/ owner's name written in black by a laundry marking penjacket, navy, jacket service dress, jacket petty office radio supervisor -
 Warrnambool and District Historical Society Inc.
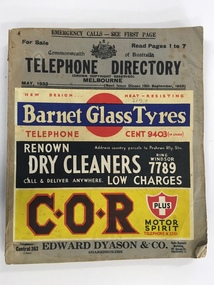
Warrnambool and District Historical Society Inc.Book, Telephone Directory Melbourne May 1933, 1933
This is a telephone directory of the telephone numbers and addresses of residents and businesses in Melbourne in 1933. There had been several early attempts in the second half of the 19th century to link places and homes in Victoria by locally-made telephone systems with a commercial telephone system in the same year successfully linking a business in Melbourne to a branch office in the same city. The first telephone exchange in Australia was established in Melbourne in 1880. This 1933 telephone directory shows the growing number of private residents and businesses to have the telephone installed but the installations were still confined mostly to the more affluent private residents and to businesses. This book is of considerable interest as a reference guide as it provides the names and addresses of those who had a telephone installed in Melbourne in 1933. This will be of great use to researchers, especially those compiling their family tree. This is a soft cover book of 364 pages. It has a buff-coloured cardboard cover with the title and other printed information on the front cover and four multi-colour advertisements for Melbourne businesses (Barnet Glass Tyres, Renown Dry Cleaners, C.O.R. Motor Spirit and Edward Dyason, Sharebrokers), also on the front cover. The back cover has a colour advertisement for Gilbey’s Gin. The pages listing the householders’ telephone numbers and addresses in alphabetical order are white with black printing and there are 20 pink pages at the back (business and professional listings). The book has been bound with glue. The cover is somewhat crumpled and the pages are dog-eared. melbourne history, telephone installation history in victoria, warrnambool, history -
 Bendigo Historical Society Inc.
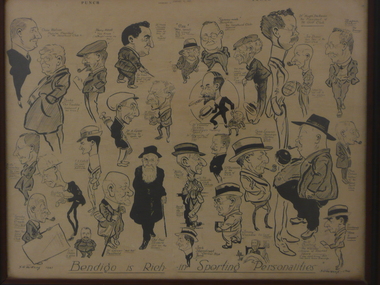
Bendigo Historical Society Inc.Drawing - BENDIGO SPORTING PERSONALITIES CARTOON DRAWING, 4 August 1921
Cartoon drawing of 28 of Bendigos Sporting personalities -- Ossie Watson -- Henry Abbott -- Dr Mome Jacobs -- Binko 'our Freddie' -- Dr Frost -- Dr A Lyons -- Billy Crowley -- E.S.Cahill -- Eustace Gill -- Sancho Panza Creeth 'Dry Bill' -- H.M.Leggo -- Dr Oliver Penfold -- Old Ned Moore -- Caz -- Sammy Wich Burgess -- Dr Hugh de Ravin -- Magnus Cohn -- Joe Dunn -- S.H.Freeman -- Dr Tommy Green -- Sam Lazarus -- Chas Cohn -- Billy Neill -- S.F.Diddams -- Jack Stainstreet -- Jimmy Curnow -- Bill Cowling -- Dr Nankervis. Cutting from Punch Magazine.S.G.WELLS.person, group, casual -
 Bendigo Historical Society Inc.
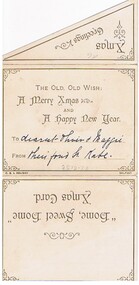
Bendigo Historical Society Inc.Document - MALONE COLLECTION: GREETING CARDS
Document. Greeting Cards. Small whitish tri-fold card with olive coloured printing. The top fold is cut on an angle. It has Xmas Greetings printed on it. The under fold has 'Home, Sweet Home Xmas Card' printed on it. On the back is printed 'The Old, Old Wish: A Merry Xmas and A happy New Year'. All three pieces have a printed border and decoration in the corners. When the card is opended out, it has the same borders on a pale green background. It has 'Shamrocks from Erin' printed under some dried leaves & flowers. On the other side is a poem 'Home! Sweet Home! By T. H. Payne.E & L Haliday Belfastperson, individual, greeting card, malone collection, greeting cards -
 Anglesea and District Historical Society
Anglesea and District Historical SocietyBooks, The Waverley Children's Dictionary, 1928
7 Volume Set of Books with alphabetically listed words, their meanings and extensive additional information with illustrations both coloured and black and white interspersed throughout - cloth bound. Vol 1: A - Carnelian p1-632 plus Introduction at front p i-iviv (Roman numerals) Vol 2: Carnival - Druse p633-1304 Vol 3: Dry - Hark p1305-1976 Vol 4: Harken - Male p1977-2648 Vol 5: Male - Polder p2649-3320 Vol 6: Pole - Snag p3321-3992 Vol 7: Snail - Zymolic p3993-4664 incuding list of prefixesNo title on outside of volumes and pages missing from the front of all volumes so no indication of publishing details.children's encyclopedia's, dictionaries -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPhotograph - Digital image, 1970s
Yields information about the Bakery St Hill on the Victoria St route.Digital image, black and white, of No. 26 at Stones Corner, junction of Bridge, Victoria and Main St, Bakery Hill. No the young girl in slacks walking in front of the tram, the boy wheeling the bike down the street and the young boy standing in the front door of the tram. In the background is Eureka Dry Cleaners, an old Robur tea ad on a building, F. O'Brien Motors. The tram has the destination of Gardens via Sturt St West and a SEC Briquettes Roof advert. Photo taken by Peter Bruce 1970's and 1971, prior to the closure of the Ballarat tramway system. Peter's Title of image: "No. 26 Victoria and Bridge"trams, tramways, stones corner, bakery hill, victoria st, bridge st, tram 26 -
 Maldon Vintage Machinery Museum Inc
Maldon Vintage Machinery Museum IncLeaflets
Seven leaflets each advertising a different pump. Illustrated in black & white. .1) Horizontal Dry Vacuum Pump, single bearing frame type with Outboard Bearing. .2) Direct coupled Single-stage Class "G" Centrifugal Pump. .3) Single-Stage Glass "G" Pump with overhung pulley. .4) Thompson Improved Type Gravel Pump .5) Belt-Driven Class "G" Centrifugal 5inch Single-Stage Pump with Belt striking gear. .6) Direct coupled Two-Stage Class "G" centrifugal pump. .7) Belt-driven Two-Stage Class "G" centrifugal pump.machinery - pumps;, documents - pamphlets -
 Federation University Art Collection
Federation University Art CollectionCeramic - Artwork - Ceramics, Vic Greenaway, Porcelain Cylinder by Victor Greenaway, 1980, 1982
Victor GREENAWAY (1947 - ) Born Sale, Victoria Victor Greenaway studied Ceramics at RMIT. He established his first workshop in Hawthorn in 1968, before moving to Ian Sprague's Mungeriba Pottery, Upper Beaconsfield in 1969. He studied under Tatsuzo Shimoaka in Mashiko, Japan under a Churchill Fellowship awarded in 1974. Upon his return he established Broomhill Pottery in Upper Beaconsfield in 1975, and in 1976 started employing trainees. He was a visiting lecturer at the Gippsland Centre for Art and Design (GCAD) c1980. Hand-decorated wheel thrown porcelaneous stoneware glazed with semi-matt, silky white and dry black glaze and magnesium carbonate. The brushwork and banding is cobalt and iron with bronzelustre on-glaze bands. This work is part of the Jan Feder Memorial Ceramics Collection. Jan Feder was an alumna of the Gippsland Campus who studied ceramics on the campus. She passed away in the mid 1980s. Her student peers raised funds to buy ceramic works in her memory. They bought works from visiting lecturers who became leading ceramic artists around the world, as well as from many of the staff who taught there.Artist's stamp on base.gippsland campus, victor greenaway, ceramics, artists, artwork, jan feder memorial ceramics collectrion -
 Bendigo Historical Society Inc.
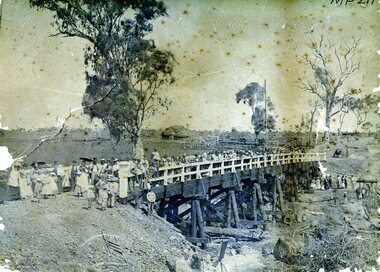
Bendigo Historical Society Inc.Photograph - AXEDALE BRIDGE
Sepia photograph. Wooden bridge over dry creek ( possibly Campaspe or Axe Creek ?) Dead trees lying in creek. Large group of people, men women and children on bridge. Horse and vehicle at CR. Haystack in centre with stock yards. Inscriptions: On back - in pencil 'Mrs Harris Axedale 21/-' Circular stamp and 1/2 circular stamp 'Royal Historical Society of Victoria, Bendigo Branch'. Pencil note front BR - indecipherable. History: Prev. Acc. No. MP211 Research indicates that this is the bridge over Axe Creek, on the Sugarloaf Road, Axedale. The property in the background belonged to Jonathan and Harriet Harris.place, landscape view -
 Warrnambool and District Historical Society Inc.
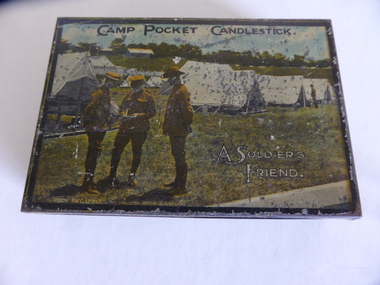
Warrnambool and District Historical Society Inc.Artefact_ World war 1 candle kit, World war One candle kit, C1915
These little tins were available for soldiers to buy before embarking to the first world war. As the candles and matches are contained within the tin , it would have been a ideal way to keep both dry. The lid of the tin could also have been useful as a windshield. The tin was donated in memory of Les Lawlor. James Leslie Lawlor was born in Mepunga and lived in Warrnambool and enlisted in October 1916. He was discharged as medically unfit as he had broken his wrist three years previously and the break had failed to heal well. The tin was donated in his memory by his sister Vera Maguire This item with its link to World War 1 soldiers has historical significance to Australians in general but is also a link to a local family. It is a complete object still with the candles and matches. Small rectangular tin box with image of three soldiers and tents in the background. Brown and yellow check pattern on sides and bottom. Small round hole in bottom with metal rim inside the tin , in which a candle would be placed. There are two small candles and a rectangular section in which a box of matches in sitting. Hinged lid.On lid," Camp pocket Candlestick. A soldier's friend. On base " Patented 19/7-15 No 16856." On tape on the bottom of tin, " Would like this to go to the historical society in memory of Les Lawlor, Vera Maguire.warrnambool, james leslie lawlor, vera maguire, camp pocket candlestick, world war 1 -
Eltham District Historical Society Inc
Folder, Robert Lowman, 1882
Robert Lowman, Christmas Hills, 1882 Lowman built his Lowman's Hotel or Lowman's Folly on Osborne Road - Yarra Glen Road, Christmas Hills in the 1870s when the main road from Christmas Hills to Yarra Glen (then "Yarra Flats") used to follow the present Eltham -Yarra Glen Road to Osborne Road, then followed that to Mt Wise Road and down the escarpment. Years later a new road was opened leaving Lowmna's Hotel high and dry to gain renown as "Lowman's Folly". It closed in the early 1890s. See Christmas Hills Past and Present Brochure (Yarra Glen District Historical Society), 2004Folderrobert lowman, hotelier, christmas hills -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Domestic object - Butter Churn
"Cherry and Sons Pty Ltd", dates this churn to post 1904. In 1858, Edward Cherry began making butter churns in his spare time. Thisi became a full time business with the first factory opening in Gisborne in 1875, using imported NZ kauri pine. Steam was used to bend the base and then it was 12 months drying time before the churn was available for sale. Edward died in 1909 and the business was taken over by his son George until his death in 1917. During the polio epidemic in the 1930's, the company also made respirators. The company closed iin the 1970's.A wooden butter churn with handle and lid. the handle turns a spoked wooden paddle inside to make butter. It is a light brown colour, 30 centimetres high, 32 centimetres long and 21 centimetres wide. The wooden handle on the outside of the box is nine centimetres long three and a half centimetres wide tapering to one and a half centimetres wide, it's attached to a piece of metal that's 13 centimetres long, one and a half centimetres wide and half a centimetre thick. This is attached to a metal rod one centimetre in diameter that goes through the box and is attached to the other side of the box. A wooden frame 24 centimetres by 18 centimetres with two one centimetre wide pieces inside it is attached to the rod.CHERRY & SONS PTY. LTD. GISBORNE VICTORIA T1 Directions for use butter churn, cherry and sons pty ltd -
Kew Historical Society Inc
Album, Nicholas Caire, Views of Victoria: General Series, 1870s
Nicholas Caire was born on Guernsey in the Channel Islands in 1837. He arrived in Adelaide with his parents in about 1860. In 1867, following photographic journeys in Gippsland, he opened a studio in Adelaide. From 1870 to 1876 he lived and worked in Talbot in Central Victoria. In 1876 he purchased T. F. Chuck's studios in the Royal Arcade Melbourne. In 1885, following the introduction of dry plate photography, he began a series of landscape series, which were commercially successful. As a photographer, he travelled extensively through Victoria, photographing places few of his contemporaries had previously seen. He died in 1918.'Views of Victoria: General Series' by the photographer, Nicholas Caire (1837-1918). The series of 60 photographs that comprise the series was issued c. 1876 and reinforced a neo-Romantic view of the Australian landscape to which a growing nationalist movement would respond. Nicholas Caire was active as a photographer in Australia from 1858 until his death in 1918. His vision of the Australian bush and pioneer life had a counterpart in the works of Henry Lawson and other nationalist poets, authors and painters.Part collection (56/60) of Nicholas Caire's 'Views of Victoria General Series' (1870s), including landscape photographs mounted and inscribed by the photographer on card. The accession records of the Society record that they were transferred by Stewart West in 1984. This wording suggests that he may have been preserving the series for the Society in the absence of a (then) permanent home. It has been suggested that they may have once formed part of the Dorothy Rogers Collection, donated by her estate in 1974. The series includes one duplicate (No.14) and is missing Nos. 15, 36, 43, 45, and 48.nicholas caire (1837-1918), views of victoria general series, landscape photography - 19th century -
 Surrey Hills Historical Society Collection
Surrey Hills Historical Society CollectionDigital photo, George L Coop, Back yard of 686 Whitehorse Road, Mont Albert c 1953, c1953
This is a photo of the backyard of the property adjacent to the Coop's home. At the time the neighbours were Mrs Daisy McKernan (a widow) and her son Alexander Colin McKernan. The clothes line prop was a forerunner of the clothes hoist. Clothes line props were standard purchase items at many local hardware stores and the donor poetically described them as holding "long lines of drying washing above the dusty democracy of many a rough back yard." Whilst the Coop home is still extant in 2019 and used as professional rooms for Dr Peter Chau, an eye surgeon, 686 Whitehorse Road has been replaced by units. This captures the utilitarian nature of the 'typical' back yard before the advent of rampant consumerism. Large areas of open lawn were a desirable central feature, often edged with neatly contained garden beds. Better lawnmowers, plus the promotion of new chemicals and fertilisers to help home gardeners grow the perfect lawn. Missing is the rotary hoist and the vegetable garden.A black & white photo on a sunny day of a backyard with the following features: a timber shed, an additional shed / hen house, a hand lawn mower leaning against a tree, several hens and a metal drum (perhaps used as bonfire container). A sloping pole/prop may be seen on the left. backyards, (mrs) daisy mckernan, alexander colin mckernan -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncPhotograph - Codling Collection 01 - Wodonga Mall and construction
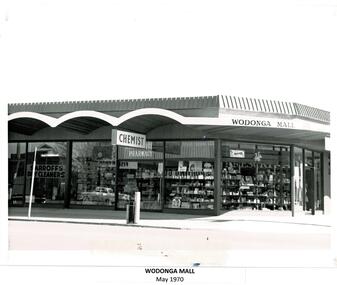
Miss Olive Codling was a Foundation Member and a Life Member of the Wodonga Historical Society. Many of her prize-winning photos are held in the Society Collection. She also held a range of roles and committee positions in a wide range of Wodonga community organisations. These included the Horticultural Society, the Wodonga Arts Council, the Wodonga Camera Club and the Wodonga Lapidary Club. As the population of Wodonga grew in the late 1960s and 1970s, development focussed on the central section of High Street. The Wodonga Mall was built in 1969 on the corner of Stanley and High Streets in Wodonga and was the location of a variety of small businesses including a chemist and Sarroff's Dry Cleaners.This photo collection is significant as it documents how the businesses and buildings in Wodonga have evolved and contributed to the community throughout the 20th century. A series of 3 black and white photos showing the development of the Wodonga Mallwodonga businesses, high st wodonga, melba theatre -
 Geoffrey Kaye Museum of Anaesthetic History
Geoffrey Kaye Museum of Anaesthetic HistoryMachine - Press, Pill, S Mawson & Thompson
Before mechanisation, pills were rolled by hand using equipment such as this pill press. Powders ingredients were blended together to form a resin, rolled and laid across the width of the platform. The paddle was then used to push the "sausage" shape through the grooves, creating a small, consistently sized and shaped, pill. The pill was then allowed to dry for later sale. This pill press is of uncertain origins but is representative of the type of equipment used to create pills in the 19th Century. It has the capacity to make 24 pills at once, and markings on the metal plate indicate each pill would have been the equivalent of "5 grains" (approx 0.3 grams).Rectangular wooden platform with a metal (brass) plate divided into 24 (twenty-four) grooves with a catchment area. The wooden paddle has two handles, one on each end, with a matching metal plate and grooves, as well as metal (brass) guide bars to help the paddle align with the platform.Handwritten on base of platform in black ink over white background: C11087 Handwritten on inside of guide bar on paddle in black ink over white background: C11087 Manufacturer's detail stamped into metal groove on platform: S. MAW SON / & / THOMPSON / LONDONpill press, pharmaceuticals, apothecary, pharmacy -
 Bendigo Military Museum
Bendigo Military MuseumUniform - WINTER DRESS, RAAF, ADA, 2004
Air Force Uniform owned by Bob Hodges.Uniform consists of one coat, pair of trousers, two shirts. 1. Dress coat - navy blue colour, wool/polyester fabric with sateen lining. Gold colour plastic butons emblazoned with crown and eagle in flight, shoulder insignia "Australia". Makers label. 2. Trousers - Navy blue colour wool/polyester fabric. Makers label. 3. & 4. Shirts - long sleeve, light blue cotton/polyester fabric. Shoulder Insignia - RAAF, Wings and "AIR FORCE". Makers label.Makers labels - black print on white label. 1. "ADA"/VICTORIA 2004/NSW 61929/NAME:/ SERVICE NO." "DRY CLEAN ONLY" 2. "ADA"/VICTORIA 2004/NSW 61929/NAME:/ SERVICE NO." with "LAUNDRY INSTRUCTIONS"' 3. & 4. "ADA/4500297929/NSW 8405 66 148 2384/SIZE 42/89/NAME/ SERVICE NO/ 65% POLYESTER/ 35% COTTON.raaf, uniform -
 Shepparton RSL Sub Branch
Shepparton RSL Sub BranchUniform, Shirt, Australian Defence Industries, 1989
This shirt is part of a Royal Australian Army Ordnance Corps uniform. The Royal Australian Army Ordnance Corps (RAAOC) is responsible for various logistics and organisational operations, such as maintenance of parachutes, fuel distribution, personnel administration, explosive disposal and laundy operations.Short sleeved khaki shirt in light polyester material. Fastened by seven plastic buttons along centre. Two chest pockets fastene with externa flap and button. Fabric shoulder epaulettes on left and right side held in place with a plastic button. Label on interior back of neck and stamp on collar.Printed in black inscriptions on the white label: “ADI P/L/VIC 1989/[broad arrow]/SIZE. 40/8405-66-093-8319/SERVICE NO/NAME/DO NOT BOIL OR WRING/MACHINE WASHABLE/DRIP DRY, IRON LIGHTLY/WITH WARM IRON”. “SIZE 40” is stamped in black into on interior collar. Inscription handwritten on interior lower back panel “4800045/MARTINS.”military, army, raaoc, royal australian army ordnance corps, uniform, parachuting, marksman, warrant officer