Showing 1306 items matching "remembers"
-
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph, Australian Ex-Prisoner of War Memorial, Ballarat, 04/11/2014
DESCRIPTIONColour photograph of a War Memorial designed by Peter Blizzard. The granite wall of the Australian Ex-Prisoners of War Memorial features a listing the names of Australian Prisoners and was opened on the 6th February 2004 by General Peter Cosgrove AM MC to recognise and remember over 36,000 Australians who became Prisoners of War during the Wars of the 20th Century. In 2008 the Memorial became the First Military Memorial of National Significance outside Canberra. The Memorial which was designed by Peter Blizzard OAM, symbolises that all Australian prisoners embarked on a journey to serve away from their homeland and acknowledges the hardship, deprivation, brutality, starvation and disease endured by Prisoners of War during their capture and the scars that many continued to endure upon their repatriation to Australia. Heritage Victoria describes the memorial in the following way" "A JOURNEY OF HONOUR, REMEMBRANCE AND HEALING - The Australian Ex-Prisoners of War Memorial is a dramatic and highly symbolic tribute to the sacrifice made by more than 35,000 young Australian service men and women in four theatres of war. At the heart of the monument is a stark, 130 metre long, highly polished black granite wall, engraved with the names of all Australian prisoners of war. The names on this 'honour roll' are listed in historical order from the Boer War in 1899, through to the Korean War in 1953. It is a testament to the contribution made by so many. Standing sentinel at the centre of the Memorial are six huge basalt obelisks, etched with the names of all the countries where Australians were held prisoner of war. The obelisks stand in a large reflective pool, set back from the central pathway, symbolising the distance that separated Australia's prisoners of war from their homes and their loved ones. Opposite the pool is a larger obelisk flanked by flagpoles and a ceremonial stone on which to lay wreaths. The central pathway is itself symbolic, with each of the paving stones cut in the shape of a railway sleeper. The pathway defines 'the journey' taken by the prisoners of war and the journey visitors take around the monument. At the end of the granite wall where the pathway ends, visitors face a large stone engraved simply 'Lest We Forget'. Water flows from beneath the stone, along the base of the granite wall and into the reflection pool in which the obelisks stand. This cycle of flowing water, symbolising spirituality, healing, cleansing, birth and rebirth, guides visitors on their journey through the Memorial."australian ex-prisoner of war memorial, peter blizzard, prisoner of war, ballarat north gardens -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph, Australian Ex-Prisoner of War Memorial, Ballarat, 2014, 04/11/2014
DESCRIPTIONColour photograph of a War Memorial designed by Peter Blizzard. The granite wall of the Australian Ex-Prisoners of War Memorial features a listing the names of Australian Prisoners and was opened on the 6th February 2004 by General Peter Cosgrove AM MC to recognise and remember over 36,000 Australians who became Prisoners of War during the Wars of the 20th Century. In 2008 the Memorial became the First Military Memorial of National Significance outside Canberra. The Memorial which was designed by Peter Blizzard OAM, symbolises that all Australian prisoners embarked on a journey to serve away from their homeland and acknowledges the hardship, deprivation, brutality, starvation and disease endured by Prisoners of War during their capture and the scars that many continued to endure upon their repatriation to Australia. Heritage Victoria describes the memorial in the following way" "A JOURNEY OF HONOUR, REMEMBRANCE AND HEALING - The Australian Ex-Prisoners of War Memorial is a dramatic and highly symbolic tribute to the sacrifice made by more than 35,000 young Australian service men and women in four theatres of war. At the heart of the monument is a stark, 130 metre long, highly polished black granite wall, engraved with the names of all Australian prisoners of war. The names on this 'honour roll' are listed in historical order from the Boer War in 1899, through to the Korean War in 1953. It is a testament to the contribution made by so many. Standing sentinel at the centre of the Memorial are six huge basalt obelisks, etched with the names of all the countries where Australians were held prisoner of war. The obelisks stand in a large reflective pool, set back from the central pathway, symbolising the distance that separated Australia's prisoners of war from their homes and their loved ones. Opposite the pool is a larger obelisk flanked by flagpoles and a ceremonial stone on which to lay wreaths. The central pathway is itself symbolic, with each of the paving stones cut in the shape of a railway sleeper. The pathway defines 'the journey' taken by the prisoners of war and the journey visitors take around the monument. At the end of the granite wall where the pathway ends, visitors face a large stone engraved simply 'Lest We Forget'. Water flows from beneath the stone, along the base of the granite wall and into the reflection pool in which the obelisks stand. This cycle of flowing water, symbolising spirituality, healing, cleansing, birth and rebirth, guides visitors on their journey through the Memorial."australian ex-prisoner of war memorial, prisoner of war, ballarat north gardens, peter blizzard -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Document - Arthur T. Pattinson, 1962
10570 South African (Boer) War Memorial Bendigo. The monument commemorates those who died in service or were killed in action while serving in the South African (Boer) War. It is a bronze statue of a soldier on a granite base. Leader (Melbourne), 19 November 1904. “There was a large assemblage on the afternoon of 11th November, when the ceremony of unveiling the soldiers' memorial statue was performed by Brigadier-General Gordon in the presence of a muster of branches of the defence forces. The statue, which is in bronze, is mounted on a massive granite base, on the foot of which is the following inscription: — "Bendigo's tribute to the memory of the Australian soldiers who, in the South African war of 1899 - 1902 gave their lives for Queen and Empire. The statue was modelled by Mr. J. Walker, a young Bendigonian, who has been studying for two or three years under Mr. A. T. Woodward art instructor at the local school of mines.“ Ola Cohn recalled in her autobiography meeting John Walker as a sculpture student at the Bendigo School of Mines and that he had later received the commission for the Boer War Memorial although she neglects to mention its location. John Walker was born in Bendigo and first studied sculpture at the Bendigo School of Art. Walker, then went to England to study at the Royal College of Art London, and in Paris at the Académie Colarossi and Julian Academy. John Walker worked as a sculptor in both Bendigo and West Brunswick before turning to chicken farming in the Bendigo suburb of White Hills. The photo of A. T. Pattinson was taken by George Leake Massingham, a professional photographer, who had seven children, one of whom died at birth. After arriving in Australia from England, he established himself as a travelling photographer, an occupation he continued after his marriage. He travelled throughout country Queensland, Victoria and New South Wales, setting up studios along the way. The family ended up moving with him, travelling to Sydney, Narrandera, Bendigo, Newtown, Geelong and Deniliquin. Correspondence re Boer War Memorial Bendigo Boer War Memorial Bendigo. Letters and photo from and to Mrs Wilson, eldest daughter of Mr Arthur T. Pattinson who was a model for the Boer War sculpture. 10570a A black and white photo of Trooper Arthur T. Pattinson restored by BHS Volunteers. 10570b The original photo as sent by Mrs Wilson to Harold Curnow (Bendigo Historical Society) in 1962. The photo is mounted on heavy brown cardboard and has an old catalogue number of "P680" inscribed on it. The cardboard is torn and held together with sticky tape. On the front in italics is printed G.L. Massingham, Bendigo. 10570c Notes on the rear of the photo from Mrs Wilson state that "the photo is of Arthur T. Pattinson (Rusty), an Australian Light Horse trooper who served in the Boer War. The Boer War Memorial in Pall Mall Bendigo represents a trooper on guard. The sculptor was Jack Walker who used Pattinson as a model, and it is regarded as an excellent likeness." 10570d A letter from Harold Curnow back to Mrs Wilson on Jan 4th, 1963, acknowledging receipt of the photo and a letter received, noting the significance of the historical information. 10570e Handwritten letter 29/11/1962 from Mrs Wilson to Mr Curnow introducing herself as Mr. Pattinson's eldest daughter and answering the letter he wrote to her father. She mentions the bad health of her parents. Arthur modelled for the statue at least two to three times per week in a studio on the top floor of a building in Bull St. He was the original model to the best of her knowledge. Another model possibly Mr P. Handmear may have sat as a model for renovations (*). The rifle was a light horse rifle issued to Pattinson as he was still serving in 1904. Arthur and Handmear were boys together and very close. * Note - the plaster model was repaired prior to casting in metal. 10570f An obituary notice: 18/11/64 "On Nov. 17 at Frankston, Emma, wife of the late A. T. Pattinson (Rusty), late of Bendigo. 10570g Letter Nov. 20th, 1962, from Harold Curnow to Mr Arthur T. Pattinson, Kent St., Mornington, Vic. "Dear Mr Pattinson, Last week your brother, Brit., whom I have known for many years, supplied the Bendigo Advertiser with some interesting information regarding your role as the model for the late Jack Walker when he was making the statue for the Boer War Memorial here. Yesterday however, another claimant to the distinction of being the model was advanced in the Bendigo Advertiser by Mr Richard Marshall, of Moran Street, Bendigo who said that the soldier's model was Phillip Handmear. I understand that your brother has sent the newspaper cuttings on to you. When he called to see me yesterday, he suggested that I write to you for further particulars. Can you recall the discussion you had with Jack Walker when he approached you about acting as the model and do you remember how many times you posed for him, and whether the work was done in the house, in the yard, or in one of the outbuildings at Moran Street? In short, any details at all. At this point in time we are considering an interesting facet in Bendigo's history, so any seemingly unimportant incidents could really be useful if we knew about them. Have you any old newspaper cuttings mentioning your name in connection with the memorial? Do you remember any remarks that passed between you and Jack Walker during the long sessions you must have put in on this work? This could be very important. And do you recall where the rifle came from? Did you or Jack Walker borrow it from the military authorities? Back in 1934 Jack Walker recalled having had to pull the plaster model down and remake it when he discovered it was slightly off-balance and was slowly toppling forward. He told me he had to get his model to pose again. Do you know anything about this? Could it have been that he got Mr. Handmear in for the final stage of the work? That, of course, would apply only if you were not available. Incidentally, I never heard of Mr Handmear until I saw his name in yesterday's "Advertiser". In any case I intended contacting your brother or you to enquire whether any member of your family has an old photograph of you in your Boer War uniform, that is, one taken about the time of or just after the Boer War. I am sure that members of the Bendigo Branch of the Royal Historical Society would be most interested to see it. I hope you will have the time and inclination to consider the many points I have raised in this letter because the subject has aroused a lot of interest in Bendigo. Hoping you are well and quite as active as you wish, I remain, with all good wishes, Yours sincerely, Harold Curnow". john walker, jack walker, boer war memorial bendigo, arthur pattinson, soldiers' memorial bendigo -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageCraft - Ship Model, Portuguese Carvel, 1999
The Mahogany Ship is today regarded as a legend and refers to an ancient wreck that is purported to lie beneath the sand beside Armstrong Bay, several kilometres west of Warrnambool, Its location is currently unknown. For well over a century the mystery of this ship has fascinated Australians because the existence of such a vessel could throw a different light on the earliest phases of exploration of eastern Australia by Europeans. The story is that in January 1836 a party of whalers from Port Fairy travelled to the mouth of the Hopkins River in search of seals. Their boat overturned and one man was drowned. The three survivors were walking the 30 kilometres back to Port Fairy along the coast when, about halfway along, they discovered the wrecked ship in the dunes. It is said that Captain John Mills, who was in charge of the whaling station at Port Fairy promptly visited the wreck with several of his men, including Hugh Donnelly. Donnelly who was the originator of that version of events is now regarded as unreliable. Local history researcher Joan Fawcett believes Donnelly could not have visited the wreck in 1836 because he did not arrive in Victoria until 1841. The "mahogany" description can be traced to a letter from Port Fairy builder, architect and surveyor John Mason and published in the Melbourne Argus in 1876. He said he had seen the hull in 1846 and it "had the appearance of either cedar or mahogany." In 1884 Argus journalist `The Vagabond' wrote that the hull was built of "Spanish mahogany" and six years later Mason wrote another letter saying it might not have been mahogany but red gum or ironbark from New South Wales. He was too late with this new description as the wrecks mahogany tag was here to stay all through the hull was not visible as it had disappeared beneath the shifting sands by 1880. A more reliable account was later presented by the former editor of the Warrnambool Examiner, historian Richard Osburne, who wrote about the wreck in his book History of Warrnambool (published 1887). In it the author remembers to have noticed a wreck in the hummocks between Belfast and Warrnambool, in 1847 or 1848; he stated it was much nearer Warrnambool than Belfast, now known as Port Fairy, going on to state “in fact, it was only two or three miles from the former place, to the west of the big hummock which was supposed to fill Warrnambool Bay with drift sand washed by the Merri River before the cutting was made.” Osburne followed up with a letter to the Port Fairy Gazette on June 25, 1876, during a period of heightened interest in the wreck, although he was unsure of the provenance of the ship he went on to state in his letter. “The old wreck was, in fact, miles away from the Port Fairy beach, and only about four miles from Warrnambool. In the years 1847 and 1848. I have often seen the wreck and I regret to say I do not believe she was a foreign ship at all.”The ship model is significant for its association with the Warrnambool story of what is now referred to as the Mahogany Ship, an ancient shipwreck. The model is significant as it is an interpretation of a Portuguese caravel and possibly associated with the early history and exploration of Southern Australia. The model is a fine example of a hand crafted ship made from plans, not from a kit. Some of the materials used for the model are significant to the Gembrook community in that the timber used is a portion from a 30-meter pine tree that fell onto and destroyed the 120-year-old Gembrook church building. The model is also a dedication to Edward Kermond, who grew up in Warrnambool and claimed to have seen the shipwreck in the dunes when he was a lad in the late 19th century. (See note section of this document for further information on the creator and donation of the subject item).Ship model, an interpretation of a mahogany Portuguese carvel vessel in a glass display case with wood frame and a description plaque. Model is made from dark stained wood. The three masted vessel is fully rigged, with a Portuguese-like flag on mast. Plaque is rectangular, free standing on a pedestal. The model was handmade by Joe Hilder (Senior) in 1999 from flooring obtained from the Gembrook Uniting Church in Victoria. Inscriptions, hand written, under base of case and on plaque.Under base, black felt tip pen “Ship & Case made From / Flooring from Gembrook uniting Church, Flattened in 1999 / By Large Pine Tree.” On plaque, white paint "This interpretation of the Fabled Mahogany Ship was made by Joe Hilder, Gembrook Vic. is displayed in the memory of the late Edward Kermond (Ted) 1887-1973, a Warrnambool son who claimed to have seen the original ship as a child." flagstaff hill, warrnambool, flagstaff hill maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, ship model, mahogany ship, mahogany ship story, portuguese caravel, joe hilder, edward kermond, ted kermond, gembrook uniting church, gembrook storm 1999, port fairy whalers, belfast whalers -
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaPhotograph - Photograph, Black and white, Herald, Captain R. Sunter of the M.S. Manunda , at the invitation of the War memorial in Melbourne, plants a tree, 04 August 1934
On the 4 August 1934, to mark the 20th anniversary of the Great Britain declaration of war on Germany, 106 trees were planted, during a ceremony, on the lawns of the newly created garden of the Shrine of Remembrance. The Shrine of Remembrance was built to provide a place to grieve and remember Victorians killed in the First World War (1914-18). Prince Henry, the Duke of Gloucester and son of King George V, officially opened the Shrine before a crowd of 300,000 people in November 1934. Captain Robert Sunter, commander of the coastal liner Manunda, Adelaide Steamship Company, was chosen to plant a Queensland kauri (tree - number 100) on the main avenue from Domain Rd leading to the Shrine of Remembrance. The photograph was published in the Herald (4 August 1934, p. 40). In the Argus (Melbourne, Vic. : 1848 - 1957), Friday 3 August 1934, page 8 In Memory of the Merchant Service- Captain Sunter to Plant Tree at the Shrine Tomorrow will be the 20th anniversary of Great Britain's declaration of war on Germany, and at 10 and. Captain R. Sunter, the commander of the coastal liner Manunda, will plant a tree in the Shrine! of Remembrance reserve In memory of the officers and men of the Australian merchant service who gave their lives during the war. The tree, , which will be No.100 in the reserve, will bear the following inscription based on the wording of the ' British Mercantile Marine memorial at Tower Hill. London: "1914-1918. In remembrance of the officers and men of the Australian Mercantile Marine who died for King and Country and have no grave but the sea. Planted August 4, 1934." During the war 12 ships of the Australian merchant service were sunk and 95 officers and men lost their lives.The Shrine of Remembrance committee recently asked the director of navigation (Captain J. K. Davis) to nominate a member of the mercantile marine to plant a tree in the reserve. Captain Davis passed on the request to the secretary of the Merchant Service Guild of Australia (Captain T. D. Snape) and, after having conferred with various sections of the sea-going service, Captain Snape announced yesterday that Captain Sunter had been chosen unanimously. Captain Sunter has a distinguished war record as commander of the hospital ship Wandilla. Born at South Shields, in England, in 1878, he is a son of the late Canon Sunter, of Adelaide. He served an apprenticeship in sailing ships, and soon after obtaining his master a certificate entered the service of the Adelaide Steamship Company, where he has remained. In the Wandilla during the war Captain Sunter became known to thousands of wounded soldiers and troops." Padre Frank Oliver of MtS can be seen assisting with dedication at far left. Captain Robert Sunter who also served in WW1, a friend of the seamen and the mission, died a month later in Cairns. A window funded by crew of the Manunda and friends was dedicated to his memory in St Peter's Chapel, MtSV in February 1936 by Padre Oliver. (see item 0038).Depicts one of the few memorials specifically commissioned for Merchant seamen of WW1 and in later years also a focus for those who died in WW2 and other conflicts. Mounted black and white photograph of a group of people at a tree planting, minister of religion at far left, on dark grey mount with typed caption label on the lower edge of mountTyped caption in upper case: CAPTAIN R. SUNTER OF THE M.S. “MANUNDA”, AT THE INVITATION OF THE TRUSTEES OF THE WAR MEMORIAL IN MELBOURNE , PLANTS A TREE IN THE AVENUE OF REMEMBRANCE TO COMMEMORATE THE OFFICERS AND MEN OF THE AUSTRALIAN MERCANTILE MARINE WHO BETWEEN 1914 AND 1918 DIED AS A RESULT OF ENEMY ACTION AND WHO HAVE NO GRAVE BUT THE SEA. AUGUST 4TH 1934padre oliver, captain robert sunter, m.s. manunda, war memorial, mercantile marine memorial tree, melbourne, shrine of remembrance, wandilla, hospital ship, adelaide steamship company, memorial trees, queensland kauri -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Black and white printed card, Ballarat Old Boys' Association presentation to Albert W.Steane, 1942, 1942
Albert Steane was born at Sandhurst (now known as Bendigo) in 1877. He attended the Gravel Hill State School until the fourth class, then transferred to the Central School 1876 where he gained the Merit Certificate. The monitor system of teacher training had been introduced and he passed fourth, third, second and first class pupil teacher. At about 16 years of age he was appointed a teacher monitor at 12 pounds per annum. Albert Steane was awarded the Teachers' Certificate of Competency in 1897. The teaching of woodwork in Victoria began in 1901 and Steane was chosen, among 18 others for the inaugural training course at Queensberry State School in Melbourne. Steane was known for the teaching of Sloyd or woodwork, which was an important point in his career. He opened the Sloyd (woodwork) Centre in 1902 at the Ballarat East Art School (later known as the Ballarat East Free Library) at the School of Mines and Industries Ballarat (SMB). In 1913 Albert Steane, the young head of the East Ballarat Sloyd Centre, was appointed to establish a junior technical school in Ballarat becoming the first headmaster of the Ballarat Junior Technical School. Steane's lifelong interest in gymnastics brought him as much fame as his reputation as a headmaster. He organised the Education Department's gymnastics display at Bendigo's Golden Jubilee Exhibition in 1902. He played a major role in the establishment of the Ballarat Y.M.C.A. and from 1906 responsible for evening classes in physical culture. In 1968, aged 91, he was made a Life Member of the Association. Steane was in complete command of his school, his staff and students. It must be remembered that schooling was not as permissive, tolerant and informal as today. A.W. Steane retired in 1942 after 29 years as Headmaster of Ballarat Junior Technical School. Many visible memorials are evident of his time and influence on the growth of the Junior Tech. A good school also lives on in the memories and affections of its old boys. Many remained in touch to talk about "the old days". A simple lesson he taught was "Win Through". No matter what path was chosen by the students, many were true to his teaching. On his retirement, Mr Jeffery was appointed the new Headmaster. On 19 March 1942, a farewell meeting was held presided over by Mr Jeffery. Those present included A.F. Heseltine, G. Netherway (representing the Old Boys' Association), N. McHuthchinson (District Schools' Inspector), G.A. Simcock (High School), E. Youlden (Pleasant Street State School), and J.A. Ewins (Citizens' Representative). The following presentations were made: G Netherway - nickel-plated smokers' stand with the Old Boys' badge A. Robinson - an illuminated scroll (B&W photograph above) C. Jeffery - lounge room clock with inscribed silver plate Steane died, aged 93 years, on 13 July 1970, at Sydney, leaving his widow Grace Elliott Steane and children Eric and Violet. Black and white image of an illumination for the retirement of Albert W. Steane. Written in calligraphy and signed by the President and Secretary of the Old Boys' Association. Dated March 19th 1942 .1) Framed colour illumination with ribbons in School coloursSignatures of H. Daykin, President and Alan Robinson, Secretary of the Ballarat Junior Technical School Old Boys' Association. Dated March 19th 1942.albert steane, sandhurst, bendigo, gravel hill state school, teacher monitor system, teaching certificate, sloyd, ballarat sloyd centre, gymnastics, y.m.c.a., ballarat junior technical school, n. mchutchison, a heseltine, george netherway, c jeffery, old boys' association, illuminated scroll, h. daykin -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph, Henry William Frisch, c1915
Henry William Frisch was born at Warrnambool to H.W. and Sarah Frisch. He iniitally served with the 8th Battallion, was transferred to the 59th Battalion on 26 February 1916, then to the 58th Battalion on 15 May 1916 served with the 59th Battalion during World War One. He had the regimental number 3054. At the time of his enlistment on 8 June 1915 he had worked as a butter box maker at MvcGennan's of Warrmabool. On 26 February 1916 he was at Tel-el-Kebir, Egypt. On 17 June 1916 he embarked on the H.T. Translyvania from Alexandria and disembarked at Marseilles on 23 June 1916. On 14 September 1917 he was furloughed to England, rejoining his battalion on 05 October 1917. On 16 October 1917 Henry Frisch was wounded in the field with shrapnel wounds to the back and neck and multiple shrapnel wounds penetrating the abdomen. He died of wounds received on 17 October 1917 aged 23 yeard. He was buried at Lyssenthoek Military Cemetery (Plot 21. Row H. Grave 19A). The ceetery is south west Poperinghe, Begium. "IN MEMORIAM. ON ACTIVE SERVICE. FRISCH —In loving memory of our dear, son, Private H. W. Frisch, who died of wounds on 17th Oct., 1917, at the 17th Casualty Clearing, Station, France. No one knows how much we miss him, Friends may think the wound is healed; But they cannot see the sorrow, Deep within our hearts concealed. Just when life was brightest, Just when his hopes were best; His country called—he answered, Nows in God's home he rests. (Inserted by his loving parents, West Reserve, Warrnambool, his sisters and Stanley). FRISCH—In loving memory of my dear brother, Pte. H. W. Frisch, who died of wounds on 17th Oct., 1917, at the 17th Casualty Clear-ng Station, France. My hero brother. Sadly a sister is thinking, Of her soldier brother, so brave; Who fought for the cause of freedom, Who lies in a hero's grave. I seem, to see your face, dear Henry, Through a mist of anxious tears; And a sister's heart is broken, For many and many a year. One of Australia's dearest and best. Sadly missed by all. (Inserted by his loving sister, Ethel, East Melbourne). FRISCH—In loving memory of our dear brother, Henry William, who died of wounds in France, on 17th October, 1917. Not for the love of battle, Did he leave his dear homeland; He heard the call of duty, And responded like a man. —(Inserted by his loving sister and brother-in-law, France and Steve Ferrier) . FRISCH—In fond and loving memory of Private Henry Frisch, who died of wounds on active service 17th Oct., 1917. —(Fondly remembered by Mrs. Henry and family). (Warrnambool Standard, Thursday 17 October 1918.)Cut down photographic post card of Henry Wiliam Frisch. The photographer was located at 175 Collins St, Melbourne. Verso "Keith's uncle Henry Frisch killed WW1"world war one, henry frisch, belgium, warrnambool -
 Surrey Hills Historical Society Collection
Surrey Hills Historical Society CollectionPhotograph, Norma Bull portrait
Norma Bull in a window of 'Medlow', 1920s Her brother (Ronald) Richard was a keen photographer and is believed to have taken the photographs of the family and in the grounds of 'Medlow'. Norma Catherine Bull (7 September 1906 – September 1980) was an Australian painter, printmaker and etcher best known for the paintings and sketches she made in Britain during World War II. Norma was the daughter of Richard Joseph Bull (1874-1927) and Catherine Grace Perrier (1884-1972). Her father was the Director of Bacteriology at Melbourne University. Richard and Catherine had 2 children. Norma was born in Hawthorn in 1906 and her brother Ronald Richard was born in Surrey Hills in 1912, where in 1911 Richard bought a property at 42 Warrigal Road, Surrey Hills developed by Colonel William Cairncross, known as ‘Willcyrus’ and renamed ‘Medlow’ by the Bulls. As a child, Norma was a high achiever both intellectually and artistically. She was educated at Fintona, where she matriculated as Dux of the School and winner of an exhibition in French. She won a scholarship to attend the University of Melbourne where she studied French, Zoology, Philosophy, English and History, leading to a Bachelor of Arts in 1929. Following this she studied painting and drawing at the National Gallery Art School for seven years. Whilst most of the students of the 1930s were inspired by Modernism, Norma followed more traditional styles and became known for her etchings and realistic depiction of urban scenes. Her work was strongly influenced by the conservative nature of the National Gallery Art School under Bernard Hall, and she remained a traditionalist all her life. In 1938, she was awarded the Sir John Longstaff Scholarship in Fine Art. This enabled her to travel to England to study at the Royal Academy in London. She arrived in April 1939 and after the outbreak of war, she worked as a volunteer at a First Aid Clearing Station and applied to become a war artist. In 1941, she was given a sketching permit by the War Artists Advisory Committee to record bomb damage in the Bristol area. In 1947, an exhibition of her 205 wartime works entitled “Two Hemispheres”, opened at Australia House in London. Many were acquired for major collections in England including the Victoria and Albert Museum, the Imperial War Museum and the Royal Collection. The “Two Hemispheres” exhibition toured Australia in 1948 and for over twelve months she followed Wirth’s Circus around the country, painting aspects of circus life. From then on she lived at Medlow’, From 1960 she was secretary of the Fellowship of Australian Artists. She was a finalist in the Archibald Prize on 2 occasions and is remembered through a biennial Art Prize, ‘The Norma Bull Portraiture Scholarship’ which is administered by The Victorian Artist’s Society. She continued to paint landscapes and seascapes in her traditionalist style. She had holiday homes at Anglesea and Bright. After she died in September 1980, 31 of her works were bequeathed to Bright Art Gallery. A black and white photograph of a lady holding a sun umbrella and sitting in a window frame.miss norma bull, medlow, house names, warrigal road, surrey hills, mr ronald richard bull -
 Surrey Hills Historical Society Collection
Surrey Hills Historical Society CollectionPhotograph, Yielima, 31 Erasmus Street, Surrey Hills
Known as ‘Yielima’ 1888-1922 and ‘St. Aubins’ 1922-1956, this ‘modernized’ mansion was built about 1887 for Edward Kellett. He was born in Chorley, Lancashire, England. Edward Kellett married Selina Wells in 1852 at St Peters, Eastern Hill. She was born in c1827 in Aston Clinton, Buckinghamshire, daughter of William Wells and Elizabeth Allan. The family arrived from Aylesbury, Buckinghamshire on the 'Osprey' on 22 March 1849. The couple had 8 children - 5 girls and 3 boys; 3 died in infancy. All were born in Collingwood before the family came to Surrey Hills. Edward's funeral notice in The Argus of 11 July 1893 states that he was a corn merchant of Exhibition Street. His property was sworn at 1512 pounds, 1232 in realty and 280 pounds personally. He was buried in Melbourne General Cemetery (CofE Compartment K, No 306). Selina is listed in Erasmus Street in the 1903, 1905 and 1908 electoral rolls as a boarding house keeper. She died at Surrey Hills on 22/10/1911. In her will she left realty valued at 900 pounds and personally at 220 pounds. She was buried with her husband. 'Yielima' was sold on 19 Febraury 1919 with a sale of contents on 18 March 1919. From 1922-1947 Thomas Daniel O’Callaghan (c1871-1962), a police magistrate, made his home here. He is remembered as being of ‘soldierly demeanour, with a flowing mane of hair’. He always carried a walking stick and wore a flower in his buttonhole. His wife was Florence (nee Harling, c1873-1933) pre-deceased him. They had previously lived in Essendon, Moonee Ponds and Stawell before coming to Erasmus Street. After moving out of Erasmus Street he is listed in the 1949 and 1954 electoral rolls at 90 Durham Road, Surrey Hills. In 1952 the property was purchased by Father Timothy Fitzpatrick, Parish Priest of Our Holy Redeemer Parish, Surrey Hills. It consisted of a large two storey house, a coach house and stable, and an acre and a half of land. In 1954 the coach house and stable were converted into the Church of Our Lady of Perpetual Succour and the following year Father John Kelly was appointed parish priest. and resided in the house. At this time the house was not in good repair. "The gentleman who had lived there alone since his wife died many years before, lived in the servants quarters and the rest of the house had been badly neglected. (REF: https://ourholyredeemer.cam.org.au/history) At the beginning of 1957 the Missionary Sisters of the Sacred Heart opened a school next door. As they travelled from Balwyn on a daily basis, the property at 301 Elgar Road was purchased as a presbytery and 'Yielima' became a convent. The stables continued to be used as a church until 1964 when a new church was completed and opened by His Grace Archbishop Simmonds on the 20th of March. There were never large numbers of double-storey Victorian mansions in Surrey Hills. 'Yielma' is significant as one of the few remaining ones. It is also significant for its association with the Catholic Church.A black and white photograph of an Italianate style home with a weatherboard building with a cross on it in front of the main building and to the left of the photograph. There are some well established trees in the garden, a car parked in the parking area and a picket fence along the front.yielima, st aubins, house names, erasmus street, surrey hills, 1887, (mr) edward kellett, (mr) thomas daniel o'callaghan, corn merchant, police, italianate style, wattle park roman catholic church, (mrs) florence o'callaghan, mrs selina kellett, miss selina wells, convent, presbytery, our lady of perpetual succour -
 Melton City Libraries
Melton City LibrariesNewspaper, Mowbray Funding, Unknown
" Designed by architect Norman Day, the school was built in an innovative postmodern style. Day’s vision was for the school’s students to feel as comfortable and familiar at school as in their own homes. He based the design on the local suburban typology. The buildings consisted of individual self-contained classrooms, each with a front door, back door and garden. Each class retained the same homeroom for the duration of their schooling. Norman Day won the inaugural Lustig & Moar Architectural Prize in 1988 for his Mowbray College design, and the Australian Library Promotion Council/RAIA Library Design Award for the school’s library building. The school officially opened on 7 February 1983 with an enrolment of 93 students from Prep to Year 7. Mark Fergus was a Prep student in the school’s inaugural year. He later remembered: It was good then because everyone knew each other. Our first few weeks at school we had classes in the Guide Hall because the Mill wasn’t finished. The rest of the school where the Labs and Coppin Court are now was only a big paddock. Another Prep student, Brooke Harrison, recalled: The only recreation we had was the rough playground which consisted of monkey bars, old tractor tyres and a sandpit and high bars. Accidents were a frequent occurrence in those days! It was a friendly atmosphere, you know everyone and their business ... During some classes we used to do horticultural work and planted trees out the front of the school. In 2003, Mowbray College celebrated two decades of educating students in Melton. By that stage, the school had expanded to two campuses with over 1,450 students and 120 staff. It was estimated that over the twenty years since its establishment, 13,000 students passed through the gates. By the mid-2000s, the school offered an International Baccalaureate program and operated across three campuses: the original campus, named Patterson after the first principal, and the Brookside and Town Centre campuses, both located in Caroline Springs. Unfortunately, in 2012 Mowbray College found itself in an unmanageable situation. The community had lost faith in the school’s financial security and as a result some parents withheld their school fees, fearing the school would collapse. It had been in financial difficulty since the mid-2000s and by 2012 was $28 million in debt. 84 In June 2012, all three campuses closed and within four months, each of the campuses of the former Mowbray College had been purchased by other education institutes. Heathdale Christian College bought the original Mowbray campus and established its own campus there and Grace Children’s Services bought the Brookside campus. The Town Centre campus was purchased by Intaj Khan from the Western Institute of Technology but remained vacant after some failed attempts at re-establishing a school. In 2017 the Australian International Academy established an Islamic school on the site".The Express article about a grant for Mowbray Collegeeducation -
 Coal Creek Community Park & Museum
Coal Creek Community Park & MuseumMusic Sheets
A collection of 41 music sheets. 5 - The Blackpool Walk / Angels of the Mons 6 - Love is Where you Find It / A Little Love, A Little Kiss 9 - Brown Eyes, Why are You Blue? / Poor Little Me 12 - My Dear / Why / You're as Pretty as a Picture / My Own (2 Copies) 13 - Cinderella Sweetheart / Hi-Ho Silver 14 - That Week In Paris / Two Sleep People 16 - Rock it for me / Say THat You Care For Me 17 - On The Bumpy Road to Love / There's Honey On The Moon Tonight 18 - The Same Sweet You / On Parade 21 - Cinderella / The Chestnut Tree 22 - Skating Down The Old Mill Stream / What Have You Got That Gets Me 26 - All Ashore / Sixty Seconds Got Together 32 - I Go For That / Junior 33 - The Great Waltz / Don't Wake Up My Heart 34 - Strike Up The Band / Kinda Lonesome 35 - Peace Of Mind / minute For Modern Miss 37 - The Night / Honolulu 38 - Hang Your Heart On A Rickory Limb / That Sly Old Gentleman 40 - Grandma Said / Something to Sing about 41 - Loving You / Killy-Ka-lee / I'll Still Be Loving You 91 - Waltzes From Vienna 96 - To You Sweetheart Aloha / Did I Remember 102 - At The Close Of A Long, Long Day / I Have Lost Me Heart In Budapest 111 - Man Of My Dreams / Life Is Empty Without Love 120 - Have You Ever Been Lonely / Sitting In The Dark 121 - And So I Married The Girl / Someone to Care For 122 - Thank Heaven For You / All Over Italy 123 - There's a Bridle Hanging On The Wall / You'll Never Go To Heaven 125 - There's a Lull in my Life / A Nic Cup Of Tea 138 - On Wings of a Song / Harmony Lane 149 - Swing it Here to Sway / The One Rose 150 - What Harlem is Tome 156 - Fifty Million Robins Can't Be Wrong / Nice Work If You Can Get It 162 - Sail Along, Silvery Moon / I Love To Whistle 164 - I Double Dare You / The Snake Charmer 168 - Sweet As A Song / Toodle Do 177 - I've Got A Pocketful of Dreams / When The Organ Played Promise Me 182 - This May Be The Night / I've Got A Date With A Dream 179 - At A Perfume Counter / On Linger Longer Island 183 - I Married An Angel / Spring is Here -
 Mission to Seafarers Victoria
Mission to Seafarers VictoriaJournal (item) - Periodicals-Annual, Shiplovers' Society of Victoria, The Annual Dog Watch
This journal provides the reader with glimpses of the adventures and hardships of a seaman's life. Many of the stories are of sailing ships.Contributes to our knowledge of the importance of shipping and places on record those stories of the sea which would otherwise be lost.Contents Foreword - Captain Sir John P. Williams, C.M.G., O.B.E.- 5 Editorial - C. A. Halls - 8 The Cape Horners - S. A. E. Strom - 13 Cape Horners (Verse) - C. E. Bonwick - 21 "All the World Lovers . . ." - Dr. Stanislaw Bernatt - 24 "Beatrice" Memories - Captain H. P. Nicholson - 25 Maritime Bottle Post - E. Harper - 30 The Saltpetre Cross - Captain Leif Asklund - 32 The "Caledon" - R. N. Thiele - 34 The Last Voyage of the "Olivebank" - Captain Evert Blomqvist - 39 The Figurehead on Macquarie Island - E. A. Mitchener - 44 The Ups and Downs of Dougherty Island - Captain W. B. Eastoe - 51 "Pom" Apprentice - Captain Frank Kirk - 57 A Fortunate Encounter - D. R. Rickard and A. Stallard - 61 Times Remembered; - Captain Bruce Bell - 65 Service in the 10th Cruiser Squadron, 1916 - From the papers of the late Captain W. J. Cowling - 71 Cape Horn - Captain G. Molyneux - 79 Immigrant to the Antipodes - H. Vaughan Evans - 82 The "Lauriston" -- Start of Bad Weather - R. W. Rudd - 85 Songs of the Finnish Sailormen - Captain Eino Koivistoinen - 89 Farewell Windjammer - Chris. A. Smith - 92 The Voyage of the "Storm King" - N. S. Smith - 100 Editors' Comment - - 105 An Australian Shell Back - Captain G. Heyen - 107 First Voyage in the S.S. "Port Campbell" - I. L. Barton - 111 A Few More Ships - - 120 Book Reviews - 121sailing ships, steamships, shipping, seafaring life, shiplovers' society of victoria, dog watch, cape horn -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyBook, Educational Media Services, Victoria College et al, Prelude to Heidelberg - The Artists' Camp at Box Hill, 1991
Image of a Tom Roberts painting on front of soft covered book titled The Artists' Camp at Box Hill - Eleanor Finlay, Marjorie MorganFOREWORD by William Dargie Kt., C.B.E., FRSA (London) FRAS (NSW) As one born between two worlds I find it difficult to identify wholly with either Australian art of the late 19th and early 20th centuries or the infinitely varied styles of today. At the beginning of the 1930s, when I first began to take any sort of interest in art, I had the natural feeling of youth that anything that had happened thirty to forty years ago was already far down the dark and backward abysm of time. As for today, all that one of my generation can do is to enjoy what is enjoyable and avert one's eyes and close one's ears against the rest. This is the time of life one realizes that distaste, as well as taste can be cultivated. Well, youth repeats itself in each generation and among the young there will always be .some determined and dedicated to the making of new images of the physical world. All artists throughout history have shared this common experience. All have remembered the suddenly-formed friendships, the sketching expeditions and camps, the first exhibitions, the formation of groups, the 'manifestos' - these last to return in later life all too often as embarrassments - but above all, the enthusiasm. 'Bliss was it in that dawn to be alive but to be young was very heaven'. Thus we can be time-travellers back one hundred and six years to that first plein-air camp set up by Roberts, McCubbin and Abrahams on part of David Houston's property at Box Hill. This was indeed the prelude to all that followed: Mentone and the meeting with the young Streeton painting on the rocks, and Heidelberg later. -
 City of Ballarat
City of BallaratArtwork, other - Public Artwork, William Dunstan VC Memorial, 1995
The Dunstan Memorial is a minimal form of rough-cut bluestone and sheet granite in memory of Ballarat born soldier, William Dunstan, who served with honour in Gallipoli, WWI. His unit successfully defended a post despite being seriously wounded. He and one mate were the only survivors of the 10 men defending the trench and all were awarded the Victoria Cross. Following the war Dunstan worked as manager and director of the Herald and Weekly Times.The memorial is of historical significance to the people BallaratThis is a minimal form of rough-cut bluestone and sheet granite in memory of Ballarat born soldier who served with honor in Gallipoli. His unit successfully defended a post despite being seriously wounded. He and one mate were the only survivors of the 10 men defending the trench and all were awarded the Victoria Cross. In honour of William Dunstan, VC 1895-1957. William Dunstan was born in Ballarat East and educated at Golden Point State School. Shortly after the outbreak of the First World War, 19 year old Dunstan enlisted in the 7th Battalion, 2nd Brigade, 1st Division of the Australian Imperial Forces. Within 3 weeks he was posted to Gallipoli and was immediately embroiled in the Battle of Lone Pine. Early on the morning of 9th August, 1915, Dunstan and 10 other men were defending a trench captured from the Turks. The enemy launched repeated counter attacks and suffered heavy casualties. Only 3 surviving Australians remained and were rebuilding the blown-up barricade of sandbags when the Turks launched a final vicious assault to regain the trench. Struggling to defend their position, the three Australians resorted to catching the Turkish hand bombs and throwing them back at the enemy or smothering those that landed with Turkish great-coats. Hand bombs killed a 10th defender and wounded both Dunstan and his only remaining companion. Again the Turks were driven back and this time the two wounded Australians were left alone until later relieved and hospitalised. As a result of the intensity of the fighting and the tenacity of the 3 defenders, each was awarded Victoria Crosses for their most conspicuous bravery. Following the war, Dunstan enjoyed a successful career to become the Managing Director of the Herald and Weekly Times. He died in Melbourne aged 62 and is remembered with respect by the citizens of Ballarat.first world war, wwi, william dunstan, conflict, war -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Mary Owen, granddaughter of Walter Withers, unveiling the commemorative plaque on Walter Withers Rock at the corner of Bible and Arthur Streets, Eltham, 13 Oct 1990, 13/10/1990
[from EDHS Newsletter No. 75, November 1990:] WALTER WITHERS PLAQUE At long last we have unveiled our plaque in the Walter Withers Reserve. The function was attended by a number of members and friends of the Society and descendants of the Withers family. Following the unveiling, the group proceeded to the Eltham Shire Office for afternoon tea and a small exhibition of Withers' paintings arranged by Andrew Mackenzie. The unveiling was performed by Mary Owen, a grand-daughter of Walter Withers. Her speech provided an interesting personal perspective on Withers and is repeated in full here: I feel somewhat overwhelmed by the responsibility of paying tribute to the man you have all come to honour today. I have the feeling that most of you probably know more about him and his work than I do. Walter Withers died nearly seven years before I was born and so I never knew him. Sadly, although other members of his family inherited some of his talent, I was not among them and I know very little about art. This is doubly hard to bear because my husband had some ability to draw and my second daughter also has some talent in this direction. My children are all artistic - mostly in the field of music inherited partly from their father - a Welshman who sang like a Welshman - and partly from my grandmother, Fanny Withers who, I believe was no mean pianist. However all this talent gave me a miss and for many years I felt a complete ignoramus in the fields of the arts. It was not until I was nearly fifty years old that I walked into a gallery in Brisbane and, as I wandered around the room, suddenly one picture leapt at me and I knew instantly that it had been painted by my grandfather. I had never seen the picture before and it gave me quite a shock to find that I had recognized the style of painting. I realized then that I had absorbed more than I realized simply by living with pictures and with people who painted them and talked about their painting and the painting of others. When I was a child I sometimes spent school holidays with my Aunt Margery Withers and her husband, Richard McCann. Aunt Marge painted me several times but I'm afraid I was a restless subject and used to sit reading a book and look up grudgingly when she wanted to paint my eyes. During the September holidays my aunt and uncle were busy preparing paintings far the annual exhibition of the Melbourne Twenty Painters, to which they both belonged. I remember how important I used to feel when they took me along to the Athenaeum Gallery on the Friday night before the opening to help hang their pictures. There were many artists there but the two I remember are perhaps surprisingly both women: Miss Bale and Miss Tweddle. I remember how cold it used to be up in that gallery at night. They used to heat water on a gas ring to make tea and Aunt Marge used to bring sandwiches and fruit for our evening meal. Everyone seemed to be poor in those days and no-one dreamed of going out for a meal. It was a case of make-do - even to cutting down frames to fit pictures or cutting pictures to fit the frames. They had to use the same frames from year to year if the pictures didn't sell. The opening was an exciting event for me. I felt I was privileged to meet important people - people who knew a lot more than I - and Uncle Dick would get quite merry after a couple of the tiny sweet sherries which were always distributed. I realise now that quite a lot of "art talk" rubbed off on me during my visits to the Athenaeum and during my stays with my aunt and uncle. I suspect that much of our most useful learning comes this way and those of us who have had the privilege of associating with artists, writers, philosophers and other thinkers have a richness in our lives of which we may be unaware. Walter Withers was a prolific painter and, although he painted for love of it, I suspect that the need to provide for his family drove him, like Mozart, to greater efforts than he might otherwise have achieved. Reading old letters and articles about the Heidelberg artists, I have come to realize something of the constant strain placed on many of them - particularly Withers and McCubbin - by poverty and the need to make ends meet. Withers was ever conscious of the need to provide for his wife and his five children and there are touching letters to his wife, regretting that he was not able to earn more for them. In addition to his painting, he worked hard at teaching and illustrating and, as he grew older, the strain began to tell and his health deteriorated. He seems never to have had a very strong constitution and suffered from rheumatism, which must have made painting quite painful at times. His eldest daughter, Gladys, was eventually confined to a wheelchair with rheumatoid arthritis and I have a tendency to arthritis myself, so I am particularly aware of what this could have meant to him. Recently I found a short letter written by my mother to her mother, Fanny Withers on the anniversary of her father's birthday in 1919, in which she said: "Poor old Dad, I often think now what a lot he must have suffered. His life was too hard and too strenuous for him. He had too many chick-a-biddies, I think. He wasn't equal to so much town life and train journeys with so many delicacies as he had. Since I have been ill, I have realised what he must have felt like.” He certainly drove himself to produce. He travelled all over Victoria by train, buggy, bicycle and on foot and for a time he travelled from Eltham to Melbourne every day by train, although later he lived in Melbourne during the week and only returned to Eltham for the weekends. My mother died seven years after her father's death, when my twin sisters were 10 days old and I was 16 months. So I never knew my mother or my grandfather. But my two aunts, Gladys and Margery, sometimes took me to stay with Gan Withers at Southernwood in Bolton Street . No cars in those days and it seemed a very long hot and dusty walk from the Station. Three memories remain with me of Southernwood. One is the well at the back which I found quite terrifying; the second is Gan killing a snake - even more terrifying. She was a formidable woman, my grandmother and a great ally and support to her husband. I think she was the business end of the partnership. The third memory of Southernwood is my grandfather's studio – down what seemed like a toy staircase inside the room. This and the big walk-in fireplace stayed in my mind from the age of about six until I saw them again about forty years later when the house was being used as a Sunday School. I just wish that money could be found to purchase this old house for the City of Eltham so that a permanent museum could be established in memory of a man who did so much to put Eltham on the map of art history. Recently I have become interested in family history and spent some time in England, Ireland and Wales looking for traces of my ancestors. I realized then how important it is to have records of people who have contributed to our society. We forget so soon and it is amazing how often, within two generations, names, dates and many details are forgotten. We are fortunate that so many of Walter Withers' works have been bought by galleries and that people like Andrew Mackenzie have taken the trouble to search out people who knew him and to write about him and his work. And I am very grateful to the Historical Society of Eltham for recognizing the importance of having a permanent tribute in Eltham to the contribution made by Walter Withers, who loved Eltham so much and who has assured this lovely district a place in the annals of history. I am indebted to Kathleen Mangan; the daughter of another famous Australian painter , Fred McCubbin, - featured in The Age this morning (thanks again to Andrew Mackenzie) for the most apt tribute to Walter Withers. Kathleen is not well and she rang me a couple of days ago, regretting that she could not be present today “to pay tribute” as she said, “to Walter Withers for I always think Walter Withers is the spirit of Eltham.” Thank you, Kathleen. And now I have much pleasure in unveiling the plaque commissioned by the Eltham Historical Society from Bob McLellan of Charmac Industries to commemorate the life and work of Walter Withers, the spirit of Eltham. Mary Owen, 13 October 1990.Three colour photographswalter withers rock, walter withers reserve, mary owen -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Mary Owen, granddaughter of Walter Withers, unveiling the commemorative plaque on Walter Withers Rock at the corner of Bible and Arthur Streets, Eltham, 13 Oct 1990, 13/10/1990
[from EDHS Newsletter No. 75, November 1990:] WALTER WITHERS PLAQUE At long last we have unveiled our plaque in the Walter Withers Reserve. The function was attended by a number of members and friends of the Society and descendants of the Withers family. Following the unveiling, the group proceeded to the Eltham Shire Office for afternoon tea and a small exhibition of Withers' paintings arranged by Andrew Mackenzie. The unveiling was performed by Mary Owen, a grand-daughter of Walter Withers. Her speech provided an interesting personal perspective on Withers and is repeated in full here: I feel somewhat overwhelmed by the responsibility of paying tribute to the man you have all come to honour today. I have the feeling that most of you probably know more about him and his work than I do. Walter Withers died nearly seven years before I was born and so I never knew him. Sadly, although other members of his family inherited some of his talent, I was not among them and I know very little about art. This is doubly hard to bear because my husband had some ability to draw and my second daughter also has some talent in this direction. My children are all artistic - mostly in the field of music inherited partly from their father - a Welshman who sang like a Welshman - and partly from my grandmother, Fanny Withers who, I believe was no mean pianist. However all this talent gave me a miss and for many years I felt a complete ignoramus in the fields of the arts. It was not until I was nearly fifty years old that I walked into a gallery in Brisbane and, as I wandered around the room, suddenly one picture leapt at me and I knew instantly that it had been painted by my grandfather. I had never seen the picture before and it gave me quite a shock to find that I had recognized the style of painting. I realized then that I had absorbed more than I realized simply by living with pictures and with people who painted them and talked about their painting and the painting of others. When I was a child I sometimes spent school holidays with my Aunt Margery Withers and her husband, Richard McCann. Aunt Marge painted me several times but I'm afraid I was a restless subject and used to sit reading a book and look up grudgingly when she wanted to paint my eyes. During the September holidays my aunt and uncle were busy preparing paintings far the annual exhibition of the Melbourne Twenty Painters, to which they both belonged. I remember how important I used to feel when they took me along to the Athenaeum Gallery on the Friday night before the opening to help hang their pictures. There were many artists there but the two I remember are perhaps surprisingly both women: Miss Bale and Miss Tweddle. I remember how cold it used to be up in that gallery at night. They used to heat water on a gas ring to make tea and Aunt Marge used to bring sandwiches and fruit for our evening meal. Everyone seemed to be poor in those days and no-one dreamed of going out for a meal. It was a case of make-do - even to cutting down frames to fit pictures or cutting pictures to fit the frames. They had to use the same frames from year to year if the pictures didn't sell. The opening was an exciting event for me. I felt I was privileged to meet important people - people who knew a lot more than I - and Uncle Dick would get quite merry after a couple of the tiny sweet sherries which were always distributed. I realise now that quite a lot of "art talk" rubbed off on me during my visits to the Athenaeum and during my stays with my aunt and uncle. I suspect that much of our most useful learning comes this way and those of us who have had the privilege of associating with artists, writers, philosophers and other thinkers have a richness in our lives of which we may be unaware. Walter Withers was a prolific painter and, although he painted for love of it, I suspect that the need to provide for his family drove him, like Mozart, to greater efforts than he might otherwise have achieved. Reading old letters and articles about the Heidelberg artists, I have come to realize something of the constant strain placed on many of them - particularly Withers and McCubbin - by poverty and the need to make ends meet. Withers was ever conscious of the need to provide for his wife and his five children and there are touching letters to his wife, regretting that he was not able to earn more for them. In addition to his painting, he worked hard at teaching and illustrating and, as he grew older, the strain began to tell and his health deteriorated. He seems never to have had a very strong constitution and suffered from rheumatism, which must have made painting quite painful at times. His eldest daughter, Gladys, was eventually confined to a wheelchair with rheumatoid arthritis and I have a tendency to arthritis myself, so I am particularly aware of what this could have meant to him. Recently I found a short letter written by my mother to her mother, Fanny Withers on the anniversary of her father's birthday in 1919, in which she said: "Poor old Dad, I often think now what a lot he must have suffered. His life was too hard and too strenuous for him. He had too many chick-a-biddies, I think. He wasn't equal to so much town life and train journeys with so many delicacies as he had. Since I have been ill, I have realised what he must have felt like.” He certainly drove himself to produce. He travelled all over Victoria by train, buggy, bicycle and on foot and for a time he travelled from Eltham to Melbourne every day by train, although later he lived in Melbourne during the week and only returned to Eltham for the weekends. My mother died seven years after her father's death, when my twin sisters were 10 days old and I was 16 months. So I never knew my mother or my grandfather. But my two aunts, Gladys and Margery, sometimes took me to stay with Gan Withers at Southernwood in Bolton Street . No cars in those days and it seemed a very long hot and dusty walk from the Station. Three memories remain with me of Southernwood. One is the well at the back which I found quite terrifying; the second is Gan killing a snake - even more terrifying. She was a formidable woman, my grandmother and a great ally and support to her husband. I think she was the business end of the partnership. The third memory of Southernwood is my grandfather's studio – down what seemed like a toy staircase inside the room. This and the big walk-in fireplace stayed in my mind from the age of about six until I saw them again about forty years later when the house was being used as a Sunday School. I just wish that money could be found to purchase this old house for the City of Eltham so that a permanent museum could be established in memory of a man who did so much to put Eltham on the map of art history. Recently I have become interested in family history and spent some time in England, Ireland and Wales looking for traces of my ancestors. I realized then how important it is to have records of people who have contributed to our society. We forget so soon and it is amazing how often, within two generations, names, dates and many details are forgotten. We are fortunate that so many of Walter Withers' works have been bought by galleries and that people like Andrew Mackenzie have taken the trouble to search out people who knew him and to write about him and his work. And I am very grateful to the Historical Society of Eltham for recognizing the importance of having a permanent tribute in Eltham to the contribution made by Walter Withers, who loved Eltham so much and who has assured this lovely district a place in the annals of history. I am indebted to Kathleen Mangan; the daughter of another famous Australian painter , Fred McCubbin, - featured in The Age this morning (thanks again to Andrew Mackenzie) for the most apt tribute to Walter Withers. Kathleen is not well and she rang me a couple of days ago, regretting that she could not be present today “to pay tribute” as she said, “to Walter Withers for I always think Walter Withers is the spirit of Eltham.” Thank you, Kathleen. And now I have much pleasure in unveiling the plaque commissioned by the Eltham Historical Society from Bob McLellan of Charmac Industries to commemorate the life and work of Walter Withers, the spirit of Eltham. Mary Owen, 13 October 1990.Two colour photographswalter withers rock, walter withers reserve, mary owen -
The Beechworth Burke Museum
Audio - Oral History, Jennifer Williams, Gwen and Jack Scott, 24th February 2000
Jack Scott was born in Beechworth on the 24th January 1919 into a third generation Beechworth family who had migrated from Scotland, Cornwall and Ireland during the 1860s. Also present during the oral history recording is Jack’s wife, Gwen Scott. In 1878 Jack’s grandfather established the carrier business - R. Scott Carriers. Jack’s grandfather secured a contract with the Zwar Brothers' Beechworth Tannery to transport all goods between the tannery and train station via horse and cart. Jack’s father and uncle carried on the family business, before Jack and his brother eventually joined after the Second World War. The company expanded from a single horse and cart short route to multiple trucks operating interstate routes. Prior to joining the family carrier business, Jack on leaving school started work at the tannery and served in the air force during the Second World War. When asked about the working conditions at the tannery, Jack recalls while they did have union representatives, it was not particularly effectual. The union representatives were often placated by sharing multiple whiskies with the Zwar brothers when in their offices to discuss workers’ issues. Gwen’s father also worked for the tannery for a period of time, and she enjoyed the annual picnics the tannery provided for employee families. Both Jack and Gwen’s connections to the tannery reinforces the tannery’s role as a major employer and presence in the Beechworth community. Prior to marrying Jack, Gwen worked in a range of roles including at the Ovens and Murray Hospital for the Aged, managing the family home when her parents both worked during the Second World War, and apprenticed with her sister as a hairdresser. Jack and Gwen provide some insight into maternal health issues in brief discussions of hospital birthing trends and awareness of contraception and family planning. Both Jack and Gwen recalled attending the open-air cinema at ‘The Rock’ in their childhoods. Gwen remembers that the ‘elites’ would sit on chairs at the front, and Gwen’s family sat on a rug at the back, while Jack would jump the fence and get in for nothing. Jack and Gwen discuss attitudes towards both Chinese Australians and Italian migrants in Beechworth. They did not notice any racism and from their perspective felt they were accepted in the town. Jack did note that Italian employees lost their jobs at the tannery during the Second World War, but believed they all stayed within the area and found stonemason and concrete work in the interim. Jack socialised with members of the Italian community and joyfully recalled attending their homes for music nights with lots of drinking and instruments being played. This oral history recording was part of a project conducted by Jennifer Williams in the year 2000 to capture the everyday life and struggles in Beechworth during the twentieth century. This project involved recording seventy oral histories on cassette tapes of local Beechworth residents which were then published in a book titled: Listen to what they say: voices of twentieth century Beechworth. These cassette tapes were digitised in July 2021 with funds made available by the Friends of the Burke. Gwen and Jack Scott’s account of their lives in Beechworth is historically and socially significant to the cultural heritage of the region. Gwen and Jack in reflecting on their everyday experiences of operating a family business, availability of work, leisure opportunities, interaction with migrants, and access to maternal health care provide essential economic, social, and healthcare insights. Gwen and Jack Scott’s oral history recording is part of a larger collection of oral histories recorded by Jennifer Williams in 2000, collectively they provide invaluable insights into Beechworth during the 20th century, much of the information in these oral histories would be lost if not documented and missed in the interpretation of tangible objects. This is a digital copy of a recording that was originally captured on a cassette tape. The cassette tape is black with a horizontal white strip and is currently stored in a clear flat plastic rectangular container. It holds up 40 minutes of recordings on each side.Mrs Gwen and Mr Jack Scott jack scott, gwen scott, r. scott carriers, scott brothers, zwar brother's beechworth tannery, zwar tannery, beechworth tannery, ovens and murray hospital for the aged, benevolent asylum, open-air cinema, the rock cinema, italians beechworth, hospital births 1920s, wang tech, wangaratta tech, nell scott, jennifer williams, oral history, listen to what they say: voices of twentieth century beechworth, tannery union -
 Lara RSL Sub Branch
Lara RSL Sub Branch18 Pounder shell ashtray, Souvenir, 1927
Artillery shells were designed to be recycled and spent shells were returned to the munitions factory for re-filling, a mark engraved upon the head-stamp at each re-filling. Millions upon millions of shells were recycled and re-fired. Relationships with ‘objects’ were forged as recycled objects of conflict were welcomed into people’s homes. Such objects were embodied with personal experiences of war, later to become objects textured with memory, remembrance, and longing – attributes that clearly go beyond an object’s form and function. 18-Pounder Artillery Shells: The Great War Recycled and Re-Circulated Categories :Material Culture Machine Subscribe Share on facebook Share on twitter The intention of war is to kill, to maim and to destroy using, for example, the agency of 18-pounder artillery shells (so-called because they weighed 18 pounds). The shells were loaded in to the 18-pounder field guns used by the Royal Artillery and targeted to destroy German batteries and trenches as well as to shoot down aeroplanes. Horse-drawn field gun, Canal du Nord, France. Taken by First World War photographer David McLellan. Available via the National Library of Scotland as CC BY-NC-SA Horse-drawn field gun, Canal du Nord, France. Taken by First World War photographer David McLellan. Available via the National Library of Scotland as CC BY-NC-SA In Under Fire, Henri Barbusse recounts how the incessant and diabolical din of war constantly bombarded the soldier body with the unendurable noise of bursting shells that caused pain to the ears (Barbusse 2010 [1933]: 207). The noise was so ‘monstrously resounding’ that one felt ‘annihilated by the mere sound of the downpour of thunder’ (Barbusse 2010 [1933]: 206). Artillery shells were designed to be recycled and spent shells were returned to the munitions factory for re-filling, a mark engraved upon the head-stamp at each re-filling. Millions upon millions of shells were recycled and re-fired. A mound of spent shell cases, Nord, Nord-pas-de-Calais, France. Taken by war photographer, Tom Aitken, 1918. Available via the National Library of Scotland as CC BY-NC-SA. A mound of spent shell cases, Nord, Nord-pas-de-Calais, France. Taken by war photographer, Tom Aitken, 1918. Available via the National Library of Scotland as CC BY-NC-SA. People’s experience of the First World War did not end with the armistice. Whilst the noise of the artillery had ceased, the noise of war was remembered. Harry Patch on arriving home injured recalled being ‘jumpy for a while’ with the least noise prompting him to dive for cover (2009: 114). Something else materialised. Relationships with ‘objects’ were forged as recycled objects of conflict were welcomed into people’s homes. Such objects were embodied with personal experiences of war, later to become objects textured with memory, remembrance, and longing – attributes that clearly go beyond an object’s form and function. The head-stamp of these particular shells displays the British broad arrow and the initials ‘EOC’ indicates that they were made at the Elswick Ordnance Company, England; the initials ‘CF’ signal that the charge was loaded with cordite, a standard propellant. Spent shells were illicitly scavenged from massive mounds by both soldiers and civilians alike to become personal souvenirs or to swap or sell. Spent artillery shells were crafted, often using a hammer and a bent nail. The crafting of trench art reflects the construction of an identity that offers momentary relief from the hell experienced in the trenches. The lid of an 18Pounder shell which has been adapted for use as an ash tray.Lot 27 1927, 18Pr, III, EOC, C/F, Defence broad arrow, -
 Federation University Historical Collection
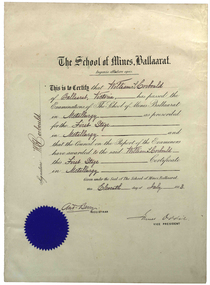
Federation University Historical CollectionCertificate, Ballarat School of Mines, William Corbould's Ballarat School of Mines Metallurgy Certificate, 11/07/1883
William Corbould was the son of a Ballarat tailor. He attended Ballarat College, and obtained certificates in assaying and metallurgy at the Ballarat School of Mines (SMB) in 1883, studying under the revered Professor Mica Smith. Corbould was not a born student and remembered his first experience at SMB: 'From the Registrar's Office I was led to be introduced to the Professor of Chemistry, one Mica Smith. The initial encounter gave me little encouragement - his large laboratory was filled with hundreds of bottles bearing strange labels with queer symbols on them. My heart sank. At the first opportunity I grabbed my hat and made for the door, but the good professor called me back. I pointed out that I was never any good at school ... so it was no use pretending to be clever enough to understand all those weird symbols! The Professor told me not to worry about that and took me to one of the benches where he found a blowpipe and a charcoal block. Mixing together two powders from bottles on the shelf he transferred a sample to the charcoal and directed the bunsen flame onto it. Soon it began to melt and a white bead appeared in front of my eyes. He then took a test tube and added a little colourless liquid from each of two bottles. A beautiful dark blue colour appeared. My interest was won.' During Corbould's mining career he travelled to Europe twice, and visited most of Australia's main mining fields. Corbould started his career as an assayer at Pinnacle Silver Mine, Silverton, and was then a self-employed assayer at Broken Hill. Corbould became an assayer for the infant BHP mine, and later worked in Kalgoorlie and Coolgardie, including managing Hannan's Reward, the oldest gold mine on the Kalgoorlie gold field. He spent 13 years at the Mount Elliott copper fields as general manager. In 1923, at the age of 57, Corbould went to Mount Isa and reported on options, experimented with new metallurgical processes and floated a company. John Carden of CRA said: 'Corbould was the man who brought Urquhart to Mount Isa. He was the man who made it all possible. He is tremendously important in the Mount Isa story, because he was the first technical man, the first professional man on the scene. He was responsible as I said, for bringing finance to the place, but I think even more importantly he was the first man to recognise the need to put all the little claims in the Mount Isa discovery together. I think perhaps his major contribution to Mount Isa was this amalgamation on the various claims. He recognised that the ore bodies at Mount Isa were not as rich as Broken Hill and they would never have survived had it been fragmented, so he was terribly important.' After completing major financial negotiations for Mt Isa Mine from London in 1927 Corbould remained in Europe where he remained until his death. Corbould was awarded the Legion of Honour of the American Institute of Mining and Metallurigical Engineers for fifty years service. Corbould died at Monaco in 1949 at the age of 82. (http://guerin.ballarat.edu.au/curator/honour-roll/honourroll_Corbould,William.shtml)A white paper certificate with black printed and handwritten text, and a blue Ballarat School of Mines seal. The certificate is signed by Andrew Berry (Registrar) and James Oddie (Vice-President).Signed on the left 'W.H. Corbould'mining, ballarat school of mines, mining alumni, metallurgy, james oddie, andrew berry, william corbould, corbould, berry, oddie -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph, Boer War Memorial to Alfred G. Johnston, c1901
Former Ballarat School of Mines mining student Alfred Johnston was the son of Charles Johnston of Cork, Ireland, and Elizabeth Jameson, the family owning a large furniture store in Fitzroy. Alfred joined the Fifth Victorian (Mounted Riffles) contingent at the Melbourne suburb of Hawthorn. The October 1901 Ballarat School of Mines (SMB) Students Magazine reported 'Alf. Johnston's gone. The news came as a shock to all of us at the school. He who was with us a few short months ago, in all strength of sturdy manhood, has met a soldier's death in South Africa, and we sincerely mourn his loss…. His heart was in the school, and he did his best to further its interests … His last act on leaving Australian shores was to send a telegram from Albany to Prof. Mica Smith, to whom he was warmly attached, wishing the School and all connected with it "Good-bye". In his short, all to short, life of 29 years, he had more adventure than falls the lot of most men, and possibly the spirit of adventure, and also, of duty, prompted him to throw in his lot with the "colors," and leave for the front. The news of his death comes to us with added weight of sadness when we remember that he was one of the organisers of the School entertainment last year to help swell the fund for the erection of a statue to fallen Victorian soldiers.' The SMB Annual Report of 1901 recognised the loss of one of their students: 'Mr Johnston was, until the date of his leaving for active military service in South Africa, one of our students. While here besides being regarded as a general favourite for his urbanity and manliness, he was noted as a faithful, diligent, and most successful student. The news of Lieutenant Johnston's death cast quite a gloom over the school and it was early decided that in addition to a letter of condolence sent to his parents a bronze tablet, suitably inscribed, be erected to his memory in some prominent part of the school. On the 4th November last the ceremony of unveiling the memorial tablet was performed by Professor A. Mica Smith in the presence of several members of the late Lieutenant A.G. Johnston's family, the President and Members of Council, the Staff and Students of the School, and a number of prominent citizens. Lieut. Alfred Johnston was killed on 7 May 1901 at Rhenosterkop, Middleburg district, Transvaal. When the news reached Ballarat the students wrote 'Alfred Gresham Johnston has passed away, and his passing has left many a sorrowing heart amongst his troop of friends everywhere. Outside of his home circle, none will miss him more than his old friends - Professors and students alike - of the Ballarat School of Mines. Farewell, Alf., a long farewell.' Alfred Johnston is buried in an unlocated grave. His SMB friends decided to erect a tablet at the school to the late Lieutenant Johnston. An appeals for donations was made, the SMB students magazine reporting that it had 'met with a handsome response from past and present students.' The SMB Council augmented the fund, and the memorial was dedicated with great reverence. (See http://guerin.ballarat.edu.au/aasp/is/library/collections/art_history/honour-roll/honourroll_Johnston,%20Alfred.shtml) Black and white image of a Boer War Memorial to Alfred G Johnston. The memorial includes a marble and brass plaque, flag and flower. boer war, alfred johnston, ballarat school of mines and industries, rhenoster kop, transvaal -
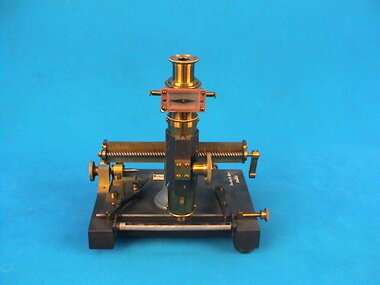 The Ed Muirhead Physics Museum
The Ed Muirhead Physics MuseumMeldometer, Joly
The Joly meldometer was created to determine the melting point of minerals. W.E. Wilson, an astronomer and author, stated in 1900 that the Joly meldometer consisted of a ‘a strip of platinum on which minute fragments of any mineral can be placed, while any alteration in its length can be determined by means of a micrometer screw which touches a lever connected with one end of the strip. The strip can be heated by an electric current, and is calibrated by observing the micrometer readings corresponding to the temperatures at which some substances of known melting-points melt’i . One reason why the Joly meldometer was seen as a successful addition to science was the small amount of any substance that it required for testing. Only a minute sample was needed for the instrument to work and so a tiny part could be taken from a delicate item without destroying itii . The instrument was originally manufactured by the Irish company Yeates & Son of Dublin. The Yeates family business was established in the early 1790’s and is thought to have operated until approximately 1922iii . Their business slogan was recorded as ‘Instrument makers to the University’, a slogan which proudly exhibited their relationship with Trinity College, Dublin. The company was located directly opposite Trinity College, the place where the Joly meldometer was created. Working in such close proximity must have assisted this business relationship. The inventor of this meldometer was Irishman John Joly. Joly was born in 1857 at the Church of Ireland Rectory, Hollywood House. His education led him to Trinity College Dublin where, by 1891, he had obtained a Bachelor of Engineering degree as well as a Doctorate of Science. The entirety of his working life appears to have taken place at Trinity College although he is known to have travelled in order to consult with other scientists such as the world renowned Sir Ernest Rutherford. The Joly meldometer was used for a variety of different purposes, with scientists often adapting the instrument to suit their own needs. For instance, the previously mentioned astronomer W.E. Wilson adapted the meldometer to assist him in measuring the radiation of the suniv . Joly used his device in an attempt to ascertain the age of the earth. In 1913, along with Sir Rutherford, Joly came to the conclusion that the earth was approximately 400 million years old. They did this by analysing the decay of radioactivity in minerals. According to our present knowledge of the earth this was a much more accurate date than the dates Joly had previously derived. He had first thought that the earth was 97 million years old due to the volume of sodium in the oceans. Joly’s second analysis of the topic had resulted in the age of 80 million years. This figure was based on the accumulation of sediment. Apart from designing his meldometer, Joly is also remembered for his work with colour photography. In 1894 Joly discovered a method for creating colour photographs from a single platev . He also studied the use of radiation as a treatment for cancer and persuaded the Royal Dublin Society to establish the Radium Institute to assist hospitals. In 1933 Joly passed away at the age of seventy-six. -
 Melbourne Tram Museum
Melbourne Tram MuseumMagazine, Metropolitan Transit Authority (MTA), "Met Lines", October 1985 - December 1985
Magazine, published by the Metropolitan Transit Authority of Victoria "Met Lines" (Metlines) - A4, printed on white gloss paper, with the MTA logo or symbol. Issued under the name of L. A. Strouse as Chairman. Continues from Reg Item 1058 "Met Lines" - printed in an A3 version, Now a monthly version printed in an A4 size. Major tram and bus items listed. Tramway and bus names only listed, not railway. .1 - Vol 1 No. 5 - August 1985 - 20 pages - announcement of trams for Hong Kong, Minister Tom Roper, tram posters, an article on the work of the TMSV with photos. Retired tramway employees association, Minister visiting Brunswick depot, Melbourne Brighton Bus Lines joins the Met - has photos of staff. .2 - Vol 1 No. 6 - September 1985 - 20 pages - tram emergency crew - derailment of 34 at Russell and Burke and Emergency crew at work and in front of truck, Joe Saccasan foreman at South Melbourne and artist, Doncaster Bus depot, The Met Transporter at the Royal Melbourne show. .3 - Vol 1 No. 7 - October 1985- 20 pages - front page Emery Worldwide courier Elizabeth Sciberra with driver John Edwards, competition to detail a photo of cable tram conductor with very large safety pins (for the bell punch tickets), Hong Kong Kowloon-Canton KCRC inspection tour of Preston Workshops, new tram track construction, Essendon depot Soccer Club premiers winners, Malvern Depot photos and story, Norm Cross and making of Malcolm, Conductor training at Hawthorn depot, photo of enthusiast Paul Jordan, Bus and Coach Society of Victoria article with photos of MMTB Double Decker 244 and a Thornycroft bus No. 14. Article on MMTB uniforms - cable trams, PMTT with photos. .4 - Vol 1 No. 8 - November 1985 - 20 pages - front page cable sketches of cable trams - Met Annual Report, Personnel management, 100 years of Melbourne's tram - many photographs, history timeline for trams, Marketing new posters (See Reg Item 585), tram tours, the Outer Circle Railway - bike path, Essendon depot to be redeveloped, lunch at Hawthorn Training School, tram wheel grinding - James Hajjar. .5 - Vol No. 9 - December 1985 - 20 pages - MTCO Conductor competition - Ray Marsh, Met Posters, Footscray Bus Depot, Scrubber trams, calendar, tram centenary celebrations a success, old Bourke St head office plaque unveiling by Tom Roper and Keith Kings of TMSV, Eric Hobday MMTB Relieving Depot Master remembers the cable trams last day, Alan Jennings retirement, lists personnel movements within The Met. For next year 1986 - see Reg Item 1086trams, tramways, mta, the met, cable trams, conductors, bell punch, hong kong, tram track, malcolm, training, hawthorn, bscv, buses, uniforms, pmtt, mmtb, annual reports, personnel, 100 years of electric trams, posters, outer circle railway, footscray depot, scrubber tram, tmsv, posters, melbourne brighton bus, brunswick depot, r10 vehicle, emergency, derailments, tram 8w, tram 11w, tram 34 -
Eltham District Historical Society Inc
Document - Folder, Mitchell, Grace
Grace Mitchell (nee Whieldon) was born in Yarram Gippsland, second of nine children. After her father died, the family moved to Creswick. She left home at age 12 to earn a wage to help the family, including as a matron at the School of Mines in Creswick and, after moving to Melbourne, as dietitian at Royal Melbourne Hospital. After marrying Arthur Mitchell, they moved to Mount Pleasant Road, Eltham, in 1948. Because Arthur had an accident and was not able to work, she did various jobs before starting a cake shop in their house; she also cooked at Montsalvat,. She was also a tailor and dressmaker, studied psychology and journalism, her crochet.patterns were published in 'New Idea' as a girl when she also started carving wood.She knew many artists, writers, etc.As a widow, in her late 60s, she enrolled in a diploma of arts course, majoring in sculpture and print-making. Contents Newspaper article: "Amazing Grace!", Diamond Valley News, 7 July 1981. Newspaper article: "A way with wood", The Age, ?1999. Diamond Valley News, 30 April 1985. Describes life of Grace Mitchell, just turned 80, who began carving wood as a girl. Newspaper article: "Paging women to celebrate", Heidelberg and Diamond Valley Weekly, 12 February 2008. To promote nominations for 'Celebrating Nillumbik Women', designed to honour women, Grace and Jenni Mitchell are featured. Newspaper article: "Celebrate history and her story", Diamond Valley Leader, 20 February 2008. To promote nominations for 'Celebrating Nillumbik Women', designed to honour women, Grace and Jenni Mitchell are featured. Newspaper article: "Eltham artist's will to live", Diamond Valley Leader, 27 October 2010. Grace Mitchell recovering in Austin Hospital. Order of Service: A celebration and thanksgiving for the life of Grace Mitchell, Montsalvat Eltham, 19 April 2011. Newspaper article: "Death of an Eltham icon", Diamond Valley Leader, ?20 April 2011. Obituary of Grace Mitchell with tributes from Ona Henderson, Sigmund Jogensen, Jenni Mitchell. Newspaper article: "Amazing Grace remembered", Diamond Valley Leader, 27 April 2011. Report of Service for Grace Mitchell at Montsalvat. Newspaper article: "Thanks Eltham for your kind messages", Diamond Valley Leader 18 May 2011. Letter from Jenni Mitchell, thanks for messages. Newspaper article: "Eltham all-rounder a remarkable gem", The Age, 13 May 2011. Obituary for Grace Mitchell. Newspaper article:"Search for home for ark art", Diamond Valley Leader, 11 November 2011. Grace Mitchell's work 'The Ark" 1983, is on display at local MP's office, seeking a home in a public collection. Newsletter article: "Jenni Mitchell - 'May mother Grace'", Eltham District Historical Society newsletter No.207, November 2012. Notice that Jenni Mitchell will talk about her mother's work at the November meeting. Flier: Eltham South Fine Art Studios and Gallery, 7 October-18 November 2012"Grace Mitchell 1916-2011: The Artist's Work: A Selected Retrospective". Handout: Sheet to accompany Eltham South Fine Art Studios and Gallery, 7 October-18 November 2012"Grace Mitchell 1916-2011: The Artist's Work: A Selected Retrospective". Biography of Grace Mitchell.Newspaper clippings, A4 photocopies, etcgrace mitchell, jenni mitchell, alan marshall, clifton pugh, robert helpmann, katherine hepburn, phillip institute of technology, celebrating nillumbik women, austin hospital, mount pleasant road eltham, montsalvat eltham, sigmund jorgensen, ona henderson, helen coleman, gail pritchard, school of mines creswick, mitchell's homemade cakes and pies, susan toole, eltham cemetery, arthur mitchell, mervyn hannan, vicki ward -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Hat box, early to mid-20th century
This large hat box was owned by Miss Katherine Robertson (now deceased). It was sold by Drews, a leather and travel goods shop in Melbourne, and has been made as good quality, sturdy travel luggage. It has its own leather luggage label buckled to the handle and there are remnants of labels on the base of the hat box, signifying that it has indeed been used as luggage. A hat box such as this one is made to protect, store and transport head wear. Hat boxes became popular in the 19th and early 20th century when hats were a part of the modern fashion. Inside the hat box is a brown paper wrapper with two Great Britain postage stamps attached. Both have the portrait image of Queen Elizabeth II (1) orange 1/2d (2) green ten pence. These stamps belong to the Wildings series and were issued 1952-1954. The wrapper was sent by J McGregor in Glasgow, Scotland to Katherine Robertson in Sale, Victoria. The postmark stamp shows it was sent in 1955. The paper had once been folded around something rectangular in shape, perhaps a book. The hat box was recently found by Archie’s daughter, niece of Katherine, when she was looking for something else in the ceiling of her home. The hat box had been there, with the brown paper wrapper inside, for about 30 years, forgotten by the family. There are no family members remaining now to tell the full story. ABOUT MISS KATHERINE ROBERTSON The Robertson family emigrated from the Isle of Wight and settled in Woorndoo, Western Victoria, Australia. Katherine Robinson was the 10th child of 13 children, born in 1906 and lived until 1995. The youngest child in the family was a boy named Archibald (Archie) who was born in 1911. His daughter is the donor of the hat box. Katherine went to school at Woorndoo and later became a trained teacher. She taught in many places, amongst them were Alexandria, Geelong, Sale, Stawell and Ballarat. People said “She was a school teacher 24 hours a day!” She was insistent on being called Miss Katherine Robinson, and no-one dare call her a shortened name in any way, not Kate, or Katie or even Kathie. She spoke with the authority of a teacher throughout her life, never asking but always giving her requests as orders. Miss Katherine Robinson remained single all her life. She bought items that were the best quality and workmanship, which gives reason for the strong and well-travelled hat box. She enjoyed going on trips and travelled the world twice. While on her journeys Katherine would knit Fair Isle patterned socks using fine 4 ply wool because she “Didn’t believe in wasting time!” Katherine’s niece remembers being in Melbourne at Station Pier, seeing her Aunt off on one of her journeys. She recalls the atmosphere and the colourful streamers in the air that celebrated the special occasion. Katherine travelled on the Oriana and Fair Star lines. ABOUT DREWS Drew’s, Leather Goods Specialists, was located at 70 Swanston St, corner of Queen’s Walk, Melbourne, at the time that this hat box was sold by the company. Queen’s Walk was constructed in 1889. It was a lavish ‘L’ shaped arcade that connected Swanston Street to Collins Street and was home to many specialist stores. In the 1950’s Drews address was advertised as Collins Street. In the late 1960’s Queen’s Walk was purchased by the Melbourne City Council and demolished in the early 1970’s, to be replaced by the Melbourne City Square. This very sturdy and good quality hat box is an example of travel luggage available to and used by the Victorian population of Australia in the early to mid-20th century. The retailer of this hat box, Drews, operated from premises on the corner of Swanston St and Queen’s Walk in Melbourne where many other specialist shops were located. Queen’s Walk was only in existence for around 70 years, 1889-late 1960, before it was demolished to make way for Melbourne’s City Square. Hat box, large, deep round shape with a straight section where lid is joined on at the back. Dated early to mid-1900’s. Brown coloured, textured heavy weight card box with folding metal carry handle, three clip closures for lid, metal hinge on back of lid. Purple maker’s label inside lid - DREWS, Leather Goods Specialists, Melbourne. Leather luggage tag has two rectangular cut-outs on front, attached with buckle strap. Underside of lid has two supporting leather straps attached to base. Base has inner cardboard liner around most of circumference. Contained inside are two leather straps with metal buckles. Label remnants, red, attached under base. Hat box was owned by Miss Katherine Robertson. Also inside is brown paper wrapper with three hand written addresses, in blue nib pen, and two attached Great Britain postage stamps, Queen Elizabeth II (1) Orange stamp, QE II, ½d (2) Green stamp, QE II, ten pence. It is postmarked [19] 55. Purple label has printing "70 SWANSTON STREET / Cr. QUEEN'S WALK / DREWS / LEATHER GOODS / SPECIALISTS / MELBOURNE". Wrapper inside has two hand written addresses (1J) Mrs. K. F. Robertson / 33 Mcalister Street / Sale / Victoria / Australia” (2) “from / J Mc Gregor / 15 Napier’s Hall St / Glasgow N W / Scotland” Postmark “ - -em 55” & “CLAS-“ OR “GLAS-“ [GLASGOW] flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, luggage, hat box, hatbox, hat storage box, hat travel case, hat case, bandbox, drews melbourne, drew’s melbourne, drew’s handbags, travel goods, travel luggage, hat box suitcase, hat box luggage, 1952-1954 gb postage stamps 1/2d orange queen elizabeth ii, katherine robertson, archibald (archie) robertson of woorndoo, j mcgregor -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Class of 1922, Research State School No. 2959
The Children of Research State School in 1922 Photo and list of children provided by Ivy Reynolds to Ross McDonald. Ross has supplemented and filled in some blanks, from the children names in Andrew Lemons book 'Return to Research. A centenary of Research Primary School, 1989 ' page 103. Additional commentary provided by Ivy Reynolds in 2006. 1. Winnie La Frenz - a great friend of the Reynolds 2. Ruth Thompson - Wally Buttwell's niece 3. Bertha Wiltshire 4. Ivy Dickson (who grew up to be a good-looking woman) 5. May Norman - a cousin to the Reynolds through Ernest Reynolds 6. Elsie Shaw 7. Veenie Turner (Ivy was not 100% sure of her surname, but said she was not related to Hazel Turner) 8 Lil La Frenz (Lilian) - a bright spark and a lively tennis player 9 Lily Wilson (looks like a boy) - had red hair 10 Hazel Turner - a cousin of the Reynolds who lost her mother very early in life. Her father remarried and the family then became Roman Catholics, which in those days, caused them to become distant with the Anglican Reynolds family 11 Lila Dickson (Lyla) 12. Jack Wilson - a red-head like his sister 13. Len Blashick 14. Marjory Palmer 15 ? Burgoyne 16 Lance Doney and 17 Bill Doney. Cleaver boys who went to Ivanhoe Grammar. Both caught TB from their mother and died young. 17. Bill Doney - The Doneys were clever boys. They went to Ivanhoe Grammar after Research Primary and this educational advantage caused them to grow apart from the local boys. Both caught tuberculosis from their mother and didn't live long. Lance died first, but Bill survived long enough to join the Merchant Navy. He eventually entered the Mont Park Sanatorium where Ernest Reynolds used to visit him every Sunday. The Doney boys were keen on Margaret and Ivy Reynolds at one stage (probably before they became seriously ill) and Bill gave Ivy a macrame belt he'd made. 18 ? Burgoyne 19 ? Messen (Frank or Alex Masson) 20 Neville West 21 ? Shaw 22 ? Shaw 23 Neil Palmer 24 George Shaw or his brother Bertie 25 George Shaw or his brother Bertie 26 Eva Kilson 27 Lorna Turner 28 ? Henry Fox (or possibly Eric?) 29 Nancy Storey (adopted) 30 Mona Fox 31. Nell Storey (also adopted) She married Sam Howard and they had 2 daughters. One went to Queensland, the other lived locally and helped at the Research Anglican Church. 32 Victor Davey 33 Margaret Reynolds 34 Ethel Davey - cousin of the Reynolds through Ernest Reynolds 35 ? Randall (Freddie) 36 ? Randall (Kitty) -Their father was a builder who made toys for every child at the school one Christmas 37 Ronnie Turner 38 ? Ivy couldn't remember his name, but thought he lived at the Research Hotel 39 John Reynolds 40 Jim Davey 41 Unknown 42 Ivy Reynolds 43. Unknown - one of the unknown boys is Jimmy Storey 44. Unknown 45. Unknown 46. Dorothy La Frenz 47. Eric Fox 48. Unknown 49. Possibly Bert Shaw One of the boys in the photograph is Jimmy Storey The Reynolds family were early settlers in Research. The Reynolds/ Prior collection of photographs were taken by Tom Prior, the maternal uncle of Ivy Reynolds, around 1900 and the 60 photos in the album give a fine overview of many of the landmarks of Research and Eltham over 100 years ago. lvy lived in the family home for many years at 106 Thompson Cres Research. Ivy's father, Ernst Richard Reynolds and grandfather, Richard Reynolds, lived at the same address. Ivy's father Richard worked for Mr. Trail on his property in Research. Reynolds Road is named after the family. Mr Tom Prior (wife Eva) worked at the Melbourne zoo. He was very innovative and made his own camera, using the black cloth hood to exclude the light. The photographs are a reminder of the rural nature of Research and Eltham and its rich heritage. Black and white photograph mounted in an album, the Reynolds/Prior Photograph Collection, this being one of 53 reproduced black and white images of early Eltham.The Reynolds/Prior Photograph Collection, Presented to the Eltham District Historical Society, 14 June 2006 by Ross McDonald. A second copy was also presented to the Andrew Ross Museum, Kangaroo Groundreynolds prior collection, research (vic.), research school, schools, school children, state school no. 2959, winnie la frenz, ruth thompson, bertha wilshire, ivy dickson, may norman, elsie shaw, veenie, lil la frenz (lilian), lily wilson, hazel turner, lila dickson (lyla), jack wilson, len blashick, margery palmer, burgoyne, lance doney, bill doney, frank messen, alex masson, neville west, shaw, neil palmer, george shaw, bertie shaw, eva kilson, lorna turner, henry fox, eric fox, nancy storey, mona fox, nell storey, victor davey, margaret reynolds, ethel davey, freddie randall, kitty randall, ronnie turner, john reynolds, jim davey, ivy reynolds, dorothy la frenz, bert shaw, jimmy storey -
Bendigo Historical Society Inc.
Photograph - AUSTIN COLLECTION: Ray Beer, Central Deborah Gold Mine
Ray Beer was an employee of the Central Deborah Gold Mine. February 15th 2009: Bendigo Advertiser: 'MINING stalwart Raymond Beer has died at the age of 74 after a battle with cancer. He leaves behind an extended family and a legacy in Bendigo’s mining history. Ray was mine manager at the Central Deborah Gold Mine - appointed in 1978 - and led the team that made possible the underground project at the second level. He had a vision to allow visitors to go underground and experience Bendigo’s mining heritage first hand. Ray was responsible for developing the new battery, shaft and poppet head to make this a reality. It took persistence and lots of hard work. Friend and work colleague Bill McNamara said Ray was as good as 10 men. His enthusiasm and work ethic were unprecedented. Ray will be sadly missed by his wife, Thelma, six children, 15 grandchildren, seven brothers, three sisters, his extended family, and friends. He will be remembered for his kindness, tenacity and strength of character. In recognition of his contribution to Bendigo’s mining history, after more than 20 years of service at his retirement, a bronze life-sized statue was unveiled in his honour'. Central Deborah Gold Mine history: At its peak, Central Deborah Gold Mine reached a depth of 412 metres. It has 17 separate levels and 15 kilometres of drives and cross cuts (tunnels). The Central Deborah was very much a hands-on mine and the conditions that the miners worked in would be considered shocking by today's standards – being lowered underground in a cage with only two sides, often working ankle to knee deep in water, filling up to 32 ore trucks a shift by hand which were then pushed a mile or more along rails in the drives, working by carbide lamp, breathing in the fumes and rock dust and communication by bells. Geez, they were ironmen. However, at the time working conditions were considered to be among the best on the goldfields at Central Deborah, after all it was one of the only mines that had hot showers. Following Central Deborah Gold Mine's closure, the Bendigo skyline began to noticeably change. Obvious remnants of mining such as poppet heads, engine rooms, service quarters, battery houses and chimneys were steadily disappearing. After intense lobbying by the local community, the Bendigo City Council purchased the still very much intact Central Deborah Gold Mine in 1970 for a mere $6,000 to ensure that a vital link to Bendigo's historic golden past was maintained. The Bendigo Trust was then formed to oversee the operations of the Central Deborah Gold Mine, which led to the surface of the mine being opened to the public in 1971. Initially the surface was open for just 12 hours a week and as the demand for viewing a part of Bendigo's history increased, so did the opening hours. In 1974 the mine was gazetted as a Public Historical Purposes Reserve and attracted such visitors as H.R.H Prince Charles. By far the greatest shortcoming at this stage was that no one could view the underground workings, as these had become flooded. After what could only be described as a monumental effort by everyone involved, Level 2 of the mine was officially opened to the public by the Premier of Victoria, the Honourable John Cain, on 20 June 1986, which brought to fruition a long standing dream.Black and white photograph. Ray Beer, underground at Central Deborah Gold Mine, standing alongside wooden sign 'Murrell's Corner'. Sign is placed horizontally on timber supports; side of drive visible in background. Ray is wearing bib and brace overalls and hard hat with a belt around his waist. He is giving a 'thumbs up' sign. gold mining, central deborah gold mine, ray beer, mine manager -
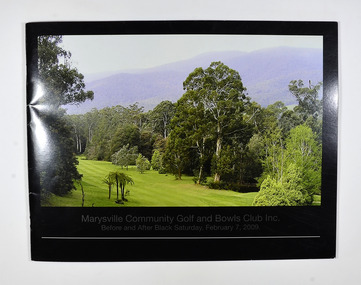 Marysville & District Historical Society
Marysville & District Historical SocietyBook - Paperback booklet, Elizabeth Mary Amos, Marysville Community Golf and Bowls Club Inc.-Before and After Black Saturday, February 7, 2009, 2011
This book was created to document through photographs, the history of the Marysville Community Golf and Bowls Club both before and after the Black Saturday Bushfire of 7th February, 2009.Front cover has a photograph taken of one of the greens at the Marysville Community Golf Course. Back cover has a photograph of a red toadstool.non-fictionThis book was created to document through photographs, the history of the Marysville Community Golf and Bowls Club both before and after the Black Saturday Bushfire of 7th February, 2009.marysville community golf and bowls club, golf, bowls (game), marysville, black saturday bushfires, 2009, wildfires, victoria, history -
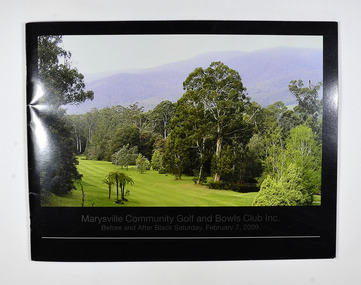 Marysville & District Historical Society
Marysville & District Historical SocietyBook - Paperback booklet, Elizabeth Mary Amos, Marysville Community Golf and Bowls Club Inc.-Before and After Black Saturday, February 7, 2009, 2011
This book was created to document through photographs, the history of the Marysville Community Golf and Bowls Club both before and after the Black Saturday Bushfire of 7th February, 2009.Front cover has a photograph taken of one of the greens at the Marysville Community Golf Course. Back cover has a photograph of a red toadstool.non-fictionThis book was created to document through photographs, the history of the Marysville Community Golf and Bowls Club both before and after the Black Saturday Bushfire of 7th February, 2009.marysville community golf and bowls club, golf, bowls (game), marysville, black saturday bushfires, 2009, wildfires, victoria, history -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph, Ballarat School of Mines Corbould Building
Corbould Hall was named after Ballarat School of Mines alumni WIlliam Corbould. William Corbould was the son of a Ballarat tailor. He attended Ballarat College, and obtained certificates in assaying and metallurgy at the Ballarat School of Mines (SMB) in 1883, studying under the revered Professor Mica Smith. Corbould was not a born student and remembered his first experience at SMB: 'From the Registrar's Office I was led to be introduced to the Professor of Chemistry, one Mica Smith. The initial encounter gave me little encouragement - his large laboratory was filled with hundreds of bottles bearing strange labels with queer symbols on them. My heart sank. At the first opportunity I grabbed my hat and made for the door, but the good professor called me back. I pointed out that I was never any good at school ... so it was no use pretending to be clever enough to understand all those weird symbols! The Professor told me not to worry about that and took me to one of the benches where he found a blowpipe and a charcoal block. Mixing together two powders from bottles on the shelf he transferred a sample to the charcoal and directed the bunsen flame onto it. Soon it began to melt and a white bead appeared in front of my eyes. He then took a test tube and added a little colourless liquid from each of two bottles. A beautiful dark blue colour appeared. My interest was won.' During Corbould's mining career he travelled to Europe twice, and visited most of Australia's main mining fields. Corbould started his career as an assayer at Pinnacle Silver Mine, Silverton, and was then a self-employed assayer at Broken Hill. Corbould became an assayer for the infant BHP mine, and later worked in Kalgoorlie and Coolgardie, including managing Hannan's Reward, the oldest gold mine on the Kalgoorlie gold field. He spent 13 years at the Mount Elliott copper fields as general manager. In 1923, at the age of 57, Corbould went to Mount Isa and reported on options, experimented with new metallurgical processes and floated a company. John Carden of CRA said: 'Corbould was the man who brought Urquhart to Mount Isa. He was the man who made it all possible. He is tremendously important in the Mount Isa story, because he was the first technical man, the first professional man on the scene. He was responsible as I said, for bringing finance to the place, but I think even more importantly he was the first man to recognise the need to put all the little claims in the Mount Isa discovery together. I think perhaps his major contribution to Mount Isa was this amalgamation on the various claims. He recognised that the ore bodies at Mount Isa were not as rich as Broken Hill and they would never have survived had it been fragmented, so he was terribly important.' After completing major financial negotiations for Mt Isa Mine from London in 1927 Corbould remained in Europe where he remained until his death. Corbould was awarded the Legion of Honour of the American Institute of Mining and Metallurigical Engineers for fifty years service. Corbould died at Monaco in 1949 at the age of 82. He bequested 6000 pounds to the Ballarat School of Mines, his will stating 'for the purpose of founding a scholarship to commemorate the memory of the late Alfred Mica Smith'. The accumulated income from this sum provides the Mica Smith travelling scholarship, enabling successful students in mining, metallurgy or chemistry to undertake a year's travelling abroad. The first award was made in 1957. In the same year a general purpose hall at SMB was named the Corbould Hall as a tribute to a distinguished former student and generous benefactor.ballarat school of mines corbould building, corbould hall, corbould building -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageLiterary work - Book, G. Sidney, Book of sermons by The Right Reverend Beilby Porteus Vol 2. Additional notes on authors life by Rev. Robert Hodgson, A.M.F.R.S, 1811 Published
Rev Robert Hodgson: His father was Robert Hodgson Snr, of Congleton, and Mildred (née Porteus) in early 1773. He was baptised on 22 September 1773 at St Peter's Church, Congleton. Hodgson was a close relative (by marriage on his father's side and by blood on his mother's side) of Beilby Porteus, Bishop of London of whom Hodgson wrote a biography of Porteus. On his mother's side, he was a descendant of Augustine Warner Jnr., who presided as the Speaker of the Virginia House of Burgesses during the time of Bacon's Rebellion (Warner served before the Rebellion in 1676, and after the Rebellion in 1677.) Hodgson was educated at Macclesfield School and Peterhouse, Cambridge, where he graduated with a BA as 14th Wrangler in 1795. He was appointed rector of St George's, Hanover Square for over forty years, from 1803 until his death in 1844. Bishop Beilby Porteus: Beilby Porteus 8 May 1731 – 13 May 1809), successively Bishop of Chester and London was a Church of England reformer and a leading abolitionist in England. He was the first Anglican in a position of authority to seriously challenge the Church's position on slavery. Porteus was born in York on 8 May 1731, the youngest of the 19 children of Elizabeth Jennings and Robert Porteus ( 1758/9), a planter. Although the family was of Scottish ancestry, his parents were Virginian planters who had returned to England in 1720 as a result of the economic difficulties in the province and for the sake of his father's health. Educated at York and Ripon Grammar School, he was a classics scholar at Christ's College, Cambridge, becoming a fellow in 1752. In 1759 he won the Seatonian Prize for his poem Death: A Poetical Essay, a work for which he is still remembered. He was ordained as a priest in 1757, and in 1762 was appointed as domestic chaplain to Thomas Secker, Archbishop of Canterbury, acting as his assistant at Lambeth Palace for six years. It was during these years that it is thought he became more aware of the conditions of the enslaved Africans in the American colonies and the British West Indies. He corresponded with clergy and missionaries, receiving reports on the appalling conditions facing the slaves from Rev James Ramsay in the West Indies and from Granville Sharp, the English lawyer who had supported the cases of freed slaves in England. In 1769 Beilby Porteus was appointed as chaplain to King George III. He was also Rector of Lambeth (a living shared between the Archbishop of Canterbury and the Crown) from 1767 to 1777, and later Master of St Cross, Winchester (1776–77). He was concerned about trends within the Church of England towards what he regarded as the watering-down of the truth of Scripture and stood for doctrinal purity. He was, however, happy to work with Methodists and dissenters and recognised their major contributions in evangelism and education. In 1776, Porteus was nominated as Bishop of Chester, taking up the appointment in 1777. He was Renowned as a scholar and a popular preacher, it was in 1783 that the young bishop was to first come to national attention by preaching his most famous and influential sermon. In 1787, Porteus was translated to the bishopric of London on the advice of Prime Minister William Pitt, a position he held until his death in 1809. As is customary, he was also appointed to the Privy Council, and Dean of the Chapel Royal. In 1788, he supported Sir William Dolben's Slave Trade Bill from the bench of bishops, and over the next quarter-century, he became the leading advocate within the Church of England for the abolition of slavery, lending support to such men as Wilberforce, Granville Sharp, Henry Thornton, and Zachary Macaulay to secure the eventual passage of the Slave Trade Act in 1807.Beilby Porteus was one of the most significant, albeit under-rated church figures of the 18th century. His sermons continued to be read by many, and his legacy as a foremost abolitionist was such that his name was almost as well known in the early 19th century as those of Wilberforce and Thomas Clarkson but 100 years later he had become one of the 'forgotten abolitionists', and today his role has largely been ignored and his name has been consigned to the footnotes of history. His primary claim to fame in the 21st century is for his poem on Death and, possibly unfairly, as the supposed prototype for the pompous Mr. Collins in Jane Austen's novel ”Pride and Prejudice”. But, ironically, Porteus' most lasting contribution was one for which he is little-known, the Sunday Observance Act of 1781 (a response to what he saw as the moral decay of England), which legislated how the public were allowed to spend their recreation time at weekends these laws continued for the following 200 years until the passing of the Sunday Trading Act of 1994.Book of sermons cover is brown with gold border and decoration Beilby Porteus (or Porteous; 8 May 1731 – 13 May 1809), successively Bishop of Chester and of London, was a Church of England reformer and a leading abolitionist in England. He was the first Anglican in a position of authority to seriously challenge the Church's position on slavery. The Works of The Right Reverend Beilby Porteus Vol 2” . Spine has “Porteus’ Works, Vol. II Sermons”. The works of the Right Reverend Beilby Porteus, D.D., late Bishop of London; with his life, by the Rev. Robert Hodgson, A.M.F.R.S. and one of the Chaplains in Ordinary to His Majesty. A New Edition in Six Volumes. Vol. II – Sermons. Published in 1811 for T. Cadell and W., Davies, in The Strand, London. Printed by G. Sidney, Northumberland-street. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, right reverend beilby porteous, sermons, london reverend