Showing 754 items matching "metal work"
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
... with both hands! Before your work can be bisque fired it should... to finish the work completely – use a metal kidney to polish ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
... with both hands! Before your work can be bisque fired it should... to finish the work completely – use a metal kidney to polish ...The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Can Opener, Bottle Opener & Corkscrew
It took 15 years to invent the can. It took 100 more to invent a standard way to open it. In the 19th century, decades after the invention of canning, there were virtually no can openers. Canned food, such as sardines, came with its own "key" to peel back the tin lid. Birth of the can One of the oddest things about the can opener is that the can predates it by almost 150 years. Though common today, cans were once military-grade technology. In 1795, Napoleon, to whom the phrase "an army marches on its stomach" is attributed, offered 12,000 francs to anyone who could find a way to preserve food. Without any knowledge of bacteria or their role in food spoilage, scientists didn't even know where to begin. It took 15 years before a chef named Nicholas Appert claimed the prize after successfully jarring food. Soon after that, his countryman Philippe de Girard came up with a variant on Appert's method—metal tins—and sold the idea to the British. Spoiled food, and the sickness it caused, was a widespread problem. The public would have benefited from canned food, but for decades cans were almost exclusively for the army and the navy. The canning process, with its hours of boiling and steaming, its scrupulous cleanliness, its heated metal, and its need for a great deal of disposable material, made canned food far too expensive for anyone but the military. No can openers were needed or even possible. The metal of early cans was too thick to make openers practical. Soldiers and sailors had plenty of sharp objects on hand and made ample use of them when they wanted to eat. During the 19th century, the process of canning was refined and mechanised, and the metal wall of the average can slimmed down enough that a civilian could get it open—if that civilian had the right tool. No one had that tool yet, so early cans had to open themselves. In other words, they came with built-in openers. The result was a confusing but pleasing free-for-all, in terms of product engineering. Each type of food came with its own kind of can, and each kind of can came with its own kind of opener. Tinned fish and meat were often sold in rectangular cans. These cans were fitted with a "key" that would roll down the top of the can. Coffee, beans, and other types of meat were packaged in cylinders with metal strips that could be peeled back with their own kinds of built-in keys. Cans of milk, which didn't need to be completely opened, came with puncture devices. As tinned food became more common, its containers became more regular. A nice cylindrical can became the norm, and, as these cans filled kitchens, more engineers put their minds to finding a convenient way to open all of them. The first standalone can opener worked on a simple principle: point, stab, and pull. From the mid-19th century to the end of World War I, the typical can opener looked roughly like a wrench, if the lower 'jaw' of the wrench were replaced with a blade. People used the blade to puncture the top of the can near its edge, push the upper jaw against the side of the can, and drag the blade through the metal along the rim. Because meat was the first and most popular canned substance, these can openers were often shaped to look like cows and given the nickname 'bully beef can openers'. The bully beef can opener, popular in the mid-19th century, resulted in many lost fingers. Later, a corkscrew was added that was seated in the handle, and could be pulled out for use. Bully beef can openers were so common, effective, and sturdy that they are still frequently available on collectors' sites. Some are advertised as “still working,” and every last one of them is, without a doubt, soaked in the blood of our ancestors. Dragging a sharp blade along the edge of a can is certain to cause injury sooner or later. So once people got a reliable can shape and a reliable way to get the can open, the search was on for a reliable way to get a can open without the possibility of losing a finger. The answer came in 1925, from the Star Can Opener Company of San Francisco. This is probably the first can opener that resembles the one people have in their kitchens today. Instead of using a blade to pry open a metal can, buyers could clamp the edge of the can between two wheels and twist the handle of one of the wheels to move the blade around the lip. The Star can openers weren't perfect. Compared to the bully beef model, they were flimsy and breakable, but they probably prevented a few injuries. Six short years after the Star model came to market, the first electric can opener was invented. It was patented in 1931 by the Bunker Clancey Company of Kansas City, who had already been sued by the Star Can Opener Company for trying sell a double-wheeled can opener like the Star model (the case was dismissed). The electric can opener must have seemed like the wave of the future and a sure-fire seller, but it proved to be too far ahead of its time. In 1931 not that many households had electricity, and those that did weren't interested in buying can openers. The Bunker Clancey Company was subsequently bought by the Rival Company, which still makes small appliances like can openers today. It took another 25 years for electrically powered can openers to become practical. In the 1950s, Walter Hess Bodle and his daughter, Elizabeth Bodle, developed an electric can opener in the family garage. Walter came up with the opener's blades and motor, and Elizabeth sculpted the outside. Their can opener was a free-standing unit that could sit on the kitchen counter. The Udico brand of the Union Die Casting Company put it on the market in time for Christmas in 1956 and had great success with it. Over the next few years it came out in different styles and colours, and, like the bully beef can opener, has become a collector's item. Also like the bully beef model, Udico can openers often still work. They don't make 'em like they used to. Although there have been some design changes and refinements over the last sixty years, there have yet to be any more leaps forward in can opener technology. If you're resentfully opening a can, you are almost certainly doing it using the Star design, manually forcing the can between two wheels, or the Bodle design, clamping the can into a free-standing electrical opener. Whether or not you enjoy your holiday meals, at least you can be happy that you are not getting poisoned by your own food or cutting open your hand with the blade you use to get at it. That's something, right?The can opener, Bottle opener and the corkscrew are still very important and essential items in most kitchens.Metal can opener, chromed, with bottle opener, and a corkscrew seated in the handle.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, canning, can opener, corkscrew, bottle opener, kitchen equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Can Opener
It took 15 years to invent the can. It took 100 more to invent a standard way to open it. In the 19th century, decades after the invention of canning, there were virtually no can openers. Canned food, such as sardines, came with its own "key" to peel back the tin lid. Birth of the can One of the oddest things about the can opener is that the can predates it by almost 150 years. Though common today, cans were once military-grade technology. In 1795, Napoleon, to whom the phrase "an army marches on its stomach" is attributed, offered 12,000 francs to anyone who could find a way to preserve food. Without any knowledge of bacteria or their role in food spoilage, scientists didn't even know where to begin. It took 15 years before a chef named Nicholas Appert claimed the prize after successfully jarring food. Soon after that, his countryman Philippe de Girard came up with a variant on Appert's method—metal tins—and sold the idea to the British. Spoiled food, and the sickness it caused, was a widespread problem. The public would have benefited from canned food, but for decades cans were almost exclusively for the army and the navy. The canning process, with its hours of boiling and steaming, its scrupulous cleanliness, its heated metal, and its need for a great deal of disposable material, made canned food far too expensive for anyone but the military. No can openers were needed or even possible. The metal of early cans was too thick to make openers practical. Soldiers and sailors had plenty of sharp objects on hand and made ample use of them when they wanted to eat. During the 19th century, the process of canning was refined and mechanised, and the metal wall of the average can slimmed down enough that a civilian could get it open—if that civilian had the right tool. No one had that tool yet, so early cans had to open themselves. In other words, they came with built-in openers. The result was a confusing but pleasing free-for-all, in terms of product engineering. Each type of food came with its own kind of can, and each kind of can came with its own kind of opener. Tinned fish and meat were often sold in rectangular cans. These cans were fitted with a "key" that would roll down the top of the can. Coffee, beans, and other types of meat were packaged in cylinders with metal strips that could be peeled back with their own kinds of built-in keys. Cans of milk, which didn't need to be completely opened, came with puncture devices. As tinned food became more common, its containers became more regular. A nice cylindrical can became the norm, and, as these cans filled kitchens, more engineers put their minds to finding a convenient way to open all of them. The first standalone can opener worked on a simple principle: point, stab, and pull. From the mid-19th century to the end of World War I, the typical can opener looked roughly like a wrench, if the lower 'jaw' of the wrench were replaced with a blade. People used the blade to puncture the top of the can near its edge, push the upper jaw against the side of the can, and drag the blade through the metal along the rim. Because meat was the first and most popular canned substance, these can openers were often shaped to look like cows and given the nickname 'bully beef can openers'. The bully beef can opener, popular in the mid-19th century, resulted in many lost fingers. Bully beef can openers were so common, effective, and sturdy that they are still frequently available on collectors' sites. Some are advertised as “still working,” and every last one of them is, without a doubt, soaked in the blood of our ancestors. Dragging a sharp blade along the edge of a can is certain to cause injury sooner or later. So once people got a reliable can shape and a reliable way to get the can open, the search was on for a reliable way to get a can open without the possibility of losing a finger. The answer came in 1925, from the Star Can Opener Company of San Francisco. This is probably the first can opener that resembles the one people have in their kitchens today. Instead of using a blade to pry open a metal can, buyers could clamp the edge of the can between two wheels and twist the handle of one of the wheels to move the blade around the lip. The Star can openers weren't perfect. Compared to the bully beef model, they were flimsy and breakable, but they probably prevented a few injuries. Six short years after the Star model came to market, the first electric can opener was invented. It was patented in 1931 by the Bunker Clancey Company of Kansas City, who had already been sued by the Star Can Opener Company for trying sell a double-wheeled can opener like the Star model (the case was dismissed). The electric can opener must have seemed like the wave of the future and a sure-fire seller, but it proved to be too far ahead of its time. In 1931 not that many households had electricity, and those that did weren't interested in buying can openers. The Bunker Clancey Company was subsequently bought by the Rival Company, which still makes small appliances like can openers today. It took another 25 years for electrically powered can openers to become practical. In the 1950s, Walter Hess Bodle and his daughter, Elizabeth Bodle, developed an electric can opener in the family garage. Walter came up with the opener's blades and motor, and Elizabeth sculpted the outside. Their can opener was a free-standing unit that could sit on the kitchen counter. The Udico brand of the Union Die Casting Company put it on the market in time for Christmas in 1956 and had great success with it. Over the next few years it came out in different styles and colours, and, like the bully beef can opener, has become a collector's item. Also like the bully beef model, Udico can openers often still work. They don't make 'em like they used to. Although there have been some design changes and refinements over the last sixty years, there have yet to be any more leaps forward in can opener technology. If you're resentfully opening a can, you are almost certainly doing it using the Star design, manually forcing the can between two wheels, or the Bodle design, clamping the can into a free-standing electrical opener. Whether or not you enjoy your holiday meals, at least you can be happy that you are not getting poisoned by your own food or cutting open your hand with the blade you use to get at it. That's something, right?The can opener is still a very important and essential item in most kitchens.Can opener, right handed, metal, upper blade section serrated, inscription 'Peerless Pat.Feb 11-90'.Peerless Pat.Feb 11-90flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, cannning, can opener, kitchen equipment -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBadge - ACF Australian Comforts Fund badge, P J King Pty Ltd, 1940
This Australian Comforts Fund badge is part of a set of eleven badges collected from the 1920s to the 1940s by Dr W. R. Angus. The badge was sold by the ACF in 1940 to raise funds for gifts to send to the Australian troops serving overseas. The badge is one of a set of badges that represents various organisations that he had interests in. The Australian Comforts Fund was a mostly female, volunteer-run organisation officially recognised by the Government. It began in 1916 as an amalgamation of groups of people who wanted to support the Australian troops abroad with Items of comfort to supplement the essential items provided by the Australian Military Forces. The ACF raised funds to purchase goods, pack them and send them overseas. One of their fund-raising activities was 'button days' where buttons such as this one were given to those who gave donations. The ACF closed down after World War I but was re-formed at the start of World War II. Items that the ACF sent to the troops included personal toiletry items such as toothbrushes and toothpaste, magazines, pyjamas, singlets and socks. They also provided sporting equipment, recreational music, writing materials and postcards. Special hampers were sent to the troops at Christmas time. The maker, P J King, (Percy John King), originally established his engraving and ie casting business in Russell Street, Melbourne in 1893 in partnership with Charles Walder Bridgland, continuing on his own from 1899. Percy and his son John Howard King set up a new business P J King Pty Ltd in 1928 making uniform buttons. In the late 1980s, it merged with two other companies that then became J J Cash, now known as Cash's Australia. The set of badges was donated to Flagstaff Hill Maritime Village by the family of Doctor Angus, Surgeon and Oculist. It is part of the “W.R. Angus Collection” which includes historical medical equipment, surgical instruments and material belonging to Dr Edward Ryan and Dr Thomas Francis Ryan, (both of Nhill, Victoria) and Dr Angus’ own belongings. The Collection’s history spans the medical practices of the two Doctors Ryan, from 1885-1926 plus that of Dr Angus, up until 1969. The W.R. Angus Collection: - The W.R. Angus Collection includes historical medical equipment, surgical instruments and material belonging to Dr Edward Ryan and Dr Thomas Francis Ryan, (both of Nhill, Victoria) and Dr Angus’ own belongings. The Collection’s history spans the medical practices of the two Doctors Ryan, from 1885-1926 plus that of Dr Angus, up until 1969. It includes historical medical and surgical equipment and instruments from the doctors Edward and Thomas Ryan of Nhill, Victoria. Dr Angus married Gladys in 1927 at Ballarat, the nearest big city to Nhill where he began as a Medical Assistant. He was also Acting House surgeon at the Nhill hospital where their two daughters were born. During World War II He served as a Military Doctor in the Australian Defence Force. Dr Angus and his family moved to Warrnambool in 1939, where Dr Angus operated his own medical practice. He later added the part-time Port Medical Officer responsibility and was the last person appointed to that position. Dr Angus and his wife were very involved in the local community, including the planning stages of the new Flagstaff Hill and the layout of the gardens there. Dr Angus passed away in March 1970.This badge represents the efforts of the women volunteers in Australia to support the Australian troops overseas in WWI and WWII. This badge is one of a set of significant badges that connects Doctor Angus with Australian organisations of the early-to-mid 20th century, including those relating to military service support. The W.R. Angus Collection is significant for still being located at the site it is connected with, Doctor Angus being the last Port Medical Officer in Warrnambool. The Collection includes historical medical objects that date back to the late 1800s.The ACF Badge is a star-shaped, gold, glittered red enamel and metal badge. The star has six points. The enamel surface is textured. The border and front inscription of the badge is gold. It is the badge of the Australian Comfort Fund, made by P.J. King and dated 1940. This badge is part of a set of badges collected by Dr W R Angus. the set represents organisations that he was involved in, and is part of the W.R. Angus Collection.Front: “ACF / 1940” Reverse embossed “P.J. KING”flagstaff hill, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, metal badges, enamel badges, organisation badges, acf, presbyterian brotherhood, oikumene, w.r. angus, flagstaff hill maritime museum and village, australian comforts fund, button day, volunteer, australian military forces, christmas hamper, 1940 acf badge, fund-raising, p j king pty ltd, percy john king, donor's badge, world war ii, 1939-1945, australians at war, voluntary work, volunteers, home front, w.r. angus collection -
 Federation University Historical Collection
Federation University Historical CollectionBook - Roll of Honor, Ballarat School of Mines Honor Book, c1920
The Ballarat Technical Art School made many honour boards for schools and organisation in Victoria and interstate. Their own was made, but the names were not listed. The Ballarat School of Mines Annual Report for 1921 states: 'It has been decided, for the present, to record the names of our students who served in the warm, in an Honor Book, and to defer the erectin of an Honor Board until we can feel ssured that the Roll is complete. the wide spread occupations of our students has rendered it very difficult for us to secure detailed information of their service. A handsome Honor Book and Case has been designed and executed by the staff ad students of the technical Art School, and the engrossing of the names and military records will be proceeded with as soon as possible. The Technical Art School was quite busy with commissions. The SMB Annual Report of 1918 states: 'under the direction of the Art principal (Mr H.H. Smith), the work of the Art School continues to receive wide public recognition. Handsome Honor Boars have been designed and executed for the Sydney Sports' Club, the St Arnaud High School, the Birregurra State School, the Wendouree State School and the Ballarat Old Colonists' Club. The School also designed the certificates for the Young Workers' Patriotic Guild, the 'Herald" Shield for perpetual competition at the technical Schools' athletic meetings, the "Hansen" Shield for competition among the Northern District High Schools, two metal tablets for the Castlemaine high School, and a certificate for the Grampians Secondary Schools' Association. Numerous Honor Books and Mural cases have also been designed for State Schools.' Over 400 former students and staff of the Ballarat School of Mines served during World War One. The 1920 SMb Students' Magazine said' 'Many students left Australia with the first Contingent, and since then, the School has been represented on every field where Australians have fought, from the first landing at Gallipoli to the decisive victory on the 8 August 1918.' The influence of the school was appropriately shown in the fact that at least 13 of its students were officers in the Australian Mining Corps. The title page has the initials 'D.J.' which most probably stands for Donald I. Johnston, a teacher with the Ballarat Technical Art school from 1920 to 1949. The Ballarat School of Mines World War 1 Honor Book remained uncompleted for more than 90 years. The names of over 400 SMB staff and students who served their country were not inscribed until 2012, despite names, ranks and service records being compiled. A restoration project was instigated as part of the 140th anniversary of the Ballarat School of Mines in 2010. Names were inscribed into the book by Calligrapher Lyn Forrester. The University of Ballarat believed this project is important not only to SMB's history, but the families and descendants of those who served while studying or teaching at SMB. The restoration project involved names being hand written in calligraphy into the Honor Book and was funded with the assistance of the 'Restoring Community War Memorial Grant'. The memorial was designed and made by the staff and students of the Ballarat School of Mines Technical Art School under the direction of Principal Herbert H. Smith. In 1921 the Ballarat School of Mines Annual Report recorded: "It has been decided, for the present, to record the names of our students who served in the war, in an Honor Book, and to defer the erection of an Honor Board until we can feel assured that the roll is complete. The wide spread occupations of our students has rended it very difficult for us to secure detailed information of their service. A handsome Honor Book and case has been designed and executed by the staff and students of the Technical Art School, and the engrossing of the names and miliatary records will proceed with as soon as possible. The Ballarat Technical Art School and was involved with the design and manufacture of numerous WW1 memorials. When it came time to complete their own memorial, the Principal died, and the Honor Roll must have been overlooked in the confusion that ensued. There have been numerous theories about why the Honor Roll was never completed, one being that it was because the SMB Principal, Maurice Copland, literally worked himself to death organising repatriation classes for ex-soldiers who attended SMB. The Courier of 18 November 1922 said of Maurice Copland: “He put his very best into the work for the welfare of the soldiers; in fact, he did too much for the good of his physique, for he wore himself out in the services of the returned men. If ever there was a war victim the late Mr Copland was one. But for the stress of work entailed by those repatriation classes and the amount of general war work which he performed Mr Copland would probably have been with them today." Understandably, SMB was thrown into some disarray by their Principal's death and the Honor Book was not completed. The University of Ballarat would like to finally honor its SMB war veterans by completing the Honor Book and as a further mark of respect, dedicate the project to Maurice Copland. The Ballarat Technical Art School undertook many honor boards. The Ballarat School of Mines Annual Report 1918 states: "Under the direction of the Art Principal (Mr H.H. Smith), the work of the Art School continues to receive a wide public recognition. handsome Honor Boards have been designed and executed for the Sydney Sports' Club, the St Arnaud High School, the Birregurra State School, the wendouree State School and the Ballarat Old Colonists' Club. The School also designed certificates for the Young Workers' patriotic Guild, the "Herald" Shield for perpetual Competition at the Technical schools athletics meetings, the "Hansen" Shield for competition in the northern District High Schools, two metal tablets for the Castlemaine High School, and a certificate for the Grampians Secondary Schools' Association. Numerous Honor Gooks and mural cases have also been designed for State Schools." The 1920 Ballarat School of Mines Annual Report stated: Public appreciation of the High standard of design and artistic craft work produced by the students of the Art School, under the direction of the Principal (Mr Herbert H. Smith), continues to be demonstrated by the lage number of important commissions entrusted to the school, not only by the public bodies and business firms by the Education Department and public bodies all over the State." "Amongst the important local commissions received during the year was the designing and supplying of the Municipal Council's Address of Welcome Casket for presentation to His Royal Highness the Prince of Wales, the designing and supervising of a large four-light stained glass window for the Lydiard Street Methodist Church, ... and supply numerous honor books, honor boards, etc., for public institutions and school." "The School has been honored by, and has acceded to the request of the Education Department to supply designs for the title page, chapter headings and initial letters for the War Service Book which it is about to publish, Mr F. Tate, director of Education, recognising the students' work in this direction by an appreciative letter of thanks. The Education Department has also been instrumental in directing to the School applications from all parts of the State, including Melbourne, for the School to supply competitive sports shields, honor boards, books and designs for certificates, and various decorative objects. The School has therefor been responsible for much work coming to local Ballarat firms which would otherwise have found its way to Melbourne or other centres. In 2011, as the result of a 'Restoring Community War Memorials Grant' calligrapher Lynton Forrester was commissioned to record over 400 names into the honor book. A red leatherbound Ballarat School of Mines Honor Book. The book includes a title page relating to the Ballarat School of Mines and Industries. The Ballarat School of Mines Honor Book was not finally inscribed with names until 2011-2012. world war one, ww1, ballarat school of mines, world war 1, world war i, honour roll, calligraphy, don johnston, honor book, honor roll, copeland, maurice copeland, honour book, roll of honour, percy coltman, arthur e. tandy, leslie coulter -
 Blacksmith's Cottage and Forge
Blacksmith's Cottage and ForgeBiscuit Forcer
... baking woman s work appliances Tin/metal outer cylinder/case/open ...Dough was put in forcer/case/cylinder and wooden pin pressed down to force dough out as a star-shaped biscuit. In use in a working-class home in the mid 20th century.Representative of kitchen utensils in common use in working class kitchens in 20th century prior to the common availability of packaged biscuits. Tin/metal outer cylinder/case/open one end, lid other end, with star pattern (can be removed for washing). Inner wooden pin or forcer, knob on end to be pushed into metal cylinder to force dough out through patterned disc.domestic, kitchen, food, technology, biscuit, forcer, baking, woman s, work, appliances -
 Blacksmith's Cottage and Forge
Blacksmith's Cottage and ForgeInk-well, ceramic insert, steel-nib pen
This ink-well was used in the Bacchus Marsh Court House, possibly for book-keeping and/or for court records. This type of ink-well and pen were in use everywhere in schools, businesses, courts, etc before the invention of the type-writer and the ball-point pen. Clerks were usually male and a good copperplate hand-writing was admired. Ink was often mixed by hand used a powdered ink mixed with water.Of local significance in the history of the town of Bacchus Marsh.Round pewter ink-well, with hinged lid and ceramic insert. Five round holes pierced in inner rim of metal to hold pens. Two ribbed bands around exterior of pot. Two bands indented around top of lid. Insert designed to hold ink. Pen with marbled blue handle, metal nib holder and metal nib.Indecipherable imprint on bottom of pot, possibly machine markings. Illegible written marks on side of pewter pot. Ceramic insert marked on side and bottom by red and black ink.ink, ink well, hand writing, record keeping, pens, nibs, clerical work, court records -
 Gippsland Vehicle Collection
Gippsland Vehicle CollectionBelsize Wheel Nut, Belsize Motors Limited, Early twentieth century
This wheel nut was found in a long abandoned car yard (Gino's) located in Maffra, Gippsland, and it belonged to a car from the Belsize Motorcar Company (England). A then local man, Frank Straw who found the wheel nut (in 1968) is the grandson of John Hughes. The latter did an apprenticeship as a coachbuilder with the Belsize Company of Manchester, England. He then emigrated (with his wife) to Australia in 1910 and settling in Maffra opened a coachbuilder's shop . He told his grandson that seven Belsize cars came to Australia and that one made its' way to Maffra where John Hughes worked on it at his shop. John Hughes). Old gold coloured Belsize Wheel Nut (metal) and mounted on a rectangular block of wood.Wheel nut is inscribed as follows: BELSIZE in middle of nut surrounded by four (one in each corner) decoration emblems (as seen in photo) surrounded by a gold circle. Around the outside of the circle are the words Belsize Motors Limited -an asterisk at the beginning and end of the company name. Outside the circle at the bottom is the word MANCHESTER. Around the edge of the top of the wheel nut are two gold line circles. -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, George Coop, Interior of a Red Rattler Tait train passenger carriage, 22 August 1983, 1983
Note the graffiti. Older 20th.c and earlier railway cars were rolling palaces of the cabinet makers art. Full of polished timber, plated & embossed metal fittings, soft upholstery & beveled glass. In their earliest form, the Tait’s and earlier swing door cars for even modest suburban work, reflected some level of this design approach. Plus of course large sepia toned photographs on dividing walls displaying tourist spots trains could take you to.Digital TIFF file Scan of 35mm Kodak Safety 5062 black and white transparencygraffiti, interior, passenger carriage, red rattler, tait train -
 Glen Eira Historical Society
Glen Eira Historical SocietyAlbum - Album page, Labassa Conservatory, 21 Manor Grove, Circa 1972
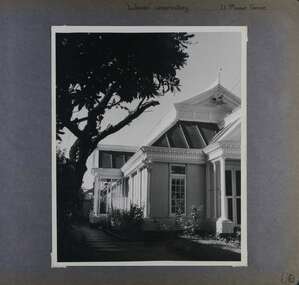
This photograph is part of the Caulfield Historical Album 1972. This album was created in approximately 1972 as part of a project by the Caulfield Historical Society to assist in identifying buildings worthy of preservation. The album is related to a Survey the Caulfield Historical Society developed in collaboration with the National Trust of Australia (Victoria) and Caulfield City Council to identify historic buildings within the City of Caulfield that warranted the protection of a National Trust Classification. Principal photographer thought to be Trevor Hart, member of Caulfield Historical Society. Most photographs were taken between 1966-1972 with a small number of photographs being older and from unknown sources. All photographs are black and white except where stated, with 386 photographs over 198 pages. WHAT IS SIGNIFICANT? [From Victorian Heritage Database citation for Former Labassa Conservatory - H2005 Victorian Heritage Register http://vhd.heritage.vic.gov.au/places/result_detail/12504 (25/01/2021)] The former Labassa Conservatory is believed to have been built as part of the extensive reworking of the Labassa estate in c1890 for the new owner Alexander Robertson, proprietor of the Cobb and Co line. Robertson commissioned the architect JAB Koch to remodel the house, and Koch may have been responsible for the conservatory as well. Alternatively, the conservatory may have been imported. The gates installed at Labassa in 1890 were manufactured by the MacFarlane foundry of Glasgow, Scotland, a firm known to have manufactured conservatories. Around 1917 the glass house from 'Labassa', Caulfield was offered for sale to Malvern Council for its own gardens but the offer was declined. Following subdivision of the Labassa estate in the 1920s the conservatory was converted into a residence. The structure has a simple rectangular plan, with a brick base and superstructure of cast iron columns and roof trusses. The hipped roof is surmounted by an elaborately decorated gable structure. Most of the original glass has been replaced by metal sheeting. The decoration comprises pressed metal fascias including an egg and dart style cornice moulding, mullion mouldings and gable end panels with a rising sun motif. Cast iron ridgework and finials add to the lively roof form. Internally the floor appears to have been raised as part of the conversion work to a residence, and stained timber panelling introduced to provide room spaces. Boilers probably heated the conservatory in the colder months, but these do not survive.From Victorian Heritage Database citation for Former Labassa Conservatory - H2005 http://vhd.heritage.vic.gov.au/places/result_detail/12504 (25/01/2021) HOW IS IT SIGNIFICANT? The former Labassa Conservatory is of historical and architectural significance to the State of Victoria. WHY IS IT SIGNIFICANT? The former Labassa Conservatory is historically significant for its associations with the Labassa estate. Subdivision of the estate separated a number of outbuildings from the mansion. The former conservatory is significant as part of the large scale improvements carried out to the estate in the 1890s. The nineteenth century was the great age of conservatory designs, enabled by technological developments in heating, glazing and iron. Whilst conservatories were common in botanical gardens and universities, where they were primarily used for cultivating, studying, and experimenting with plants, they had also become an accessory of the wealthy on private estates. The former Labassa conservatory is architecturally significant as a rare example of a building type. Many Victorian mansion houses had attached conservatories, but detached conservatories were much less common. The only other detached example associated with a residence known to survive on its original site in Victoria is an earlier example at Warrock homestead, near Casterton. Conservatories attached to nineteenth century mansions are far more numerous. The Labassa example is very ornate, and its decoration draws on the versatility of pressed metal and cast iron. This highlights the dual purpose of the conservatory, as both a functional structure and a picturesque building on the Labassa estate. This building is unusual as an example converted to residential use. Page 130 of Photograph Album with one portrait photograph of Labassa's conservatory.Handwritten: "Labassa" conservatory 21 Manor Grove [top right] /130 [bottom right]bracketed eaves, caulfield north, labassa, balaclava road, orrong road, sylliott hill, alexander william robertson, ontario, john a. b. koch, john boyd watson, mouldings, 1920's, la bassa, manor grove, st kilda east, architects, john koch, greenhouses, gardens, plants, land subdivisions, gates, macfarlane foundry, brick, cast iron work, hipped roofs, gables, 1890's -
 Glen Eira Historical Society
Glen Eira Historical SocietyPhotograph, Beauville Avenue, 28, Murrumbeena, 2001
Originally labelled "Beauville Estate, Established 1936, Still Thriving 65 years on, 10th March 2001", the Beauville Estate Album contains colour photographs of houses in the Estate. They were taken around the time of the Beauville Estate’s 65th Heritage Celebration held on 10/03/2001 and donated to the Caulfield Historical Society shortly afterwards. Photographer unknown.City of Glen Eira’s Heritage Management Plan Vol 2 p79 (this is p84 of the pdf version) – HO12 Beauville Estate and environs, Murrumbeena: The Beauville Historic Area is important at the State level as the first large housing estate undertaken by the AV Jennings Construction Co, later Jennings Group Limited, Victoria’s largest home builder. It is important also as a very early estate development incorporating a range of features other than houses and including made roads, shops and recreation facilities. In this respect it was the forerunner of the comprehensively planned housing estate of the post war era. The estate is distinguished by its aesthetic values, as is the earlier and comparable Hillcrest Estate, which are formed by a combination of restrained diversity in house styles, with the exception of no. 30 in the emerging International style, and by a landscaped garden environment. See Significance Statement in Glen Eira’s Heritage Management Plan by Andrew Ward (1996) Vol 2 p.79. Available from https://www.gleneira.vic.gov.au/media/4779/heritage_management_plan_volume_2.pdf (Note see p.84 of pdf)Colour photograph of unpainted variegated brown brick house with "Kileen 28" in cast iron on the front wall. Other features include a porch with white cast iron work door, tiled roof, chimney, striped window awnings and low unpainted brick fence with a brown metal letterbox in the foreground beside the driveway. The house has an unusual pitched roof with timber eave on the right side of the house.Kileen / 28murrumbeena, houses, beauville avenue, architectural styles, 1930's, inter war style, a.v. jennings, av jennings, jennings, brick houses, beauville estate, porches, arches, letterboxes, sir albert victor jennings, a v jennings construction co, beauville estate heritage area, glen eira city council, architectural features, jennings group limited, land subdivision, gardens, beauville historic area, cast iron work, house names, kileen, brick features, brick chimneys, striped awnings, brick fences, metal letterboxes, roofs -
 Glen Eira Historical Society
Glen Eira Historical SocietyPhotograph, Beauville Avenue, 33, Murrumbeena, 2001
... awnings sash windows brick walls metal letterboxes cast iron work ...Originally labelled "Beauville Estate, Established 1936, Still Thriving 65 years on, 10th March 2001", the Beauville Estate Album contains colour photographs of houses in the Estate. They were taken around the time of the Beauville Estate’s 65th Heritage Celebration held on 10/03/2001 and donated to the Caulfield Historical Society shortly afterwards. Photographer unknown.City of Glen Eira’s Heritage Management Plan Vol 2 p79 (this is p84 of the pdf version) – HO12 Beauville Estate and environs, Murrumbeena: The Beauville Historic Area is important at the State level as the first large housing estate undertaken by the AV Jennings Construction Co, later Jennings Group Limited, Victoria’s largest home builder. It is important also as a very early estate development incorporating a range of features other than houses and including made roads, shops and recreation facilities. In this respect it was the forerunner of the comprehensively planned housing estate of the post war era. The estate is distinguished by its aesthetic values, as is the earlier and comparable Hillcrest Estate, which are formed by a combination of restrained diversity in house styles, with the exception of no. 30 in the emerging International style, and by a landscaped garden environment. Colour photograph of unpainted variegated brown brick house with an arched porch, tiled roof, striped awnings, sash windows and low unpainted matching brick fence in the foreground with "33" on the brick pillar beside the driveway next to a low black cast iron gate. murrumbeena, houses, beauville avenue, architectural styles, 1930's, inter war style, a.v. jennings, av jennings, jennings, brick houses, beauville estate, porches, arches, sir albert victor jennings, a v jennings construction co, beauville estate heritage area, glen eira city council, architectural features, jennings group limited, land subdivision, gardens, beauville historic area, striped awnings, sash windows, brick walls, metal letterboxes, cast iron work -
 Glen Eira Historical Society
Glen Eira Historical SocietyPhotograph, Beauville Avenue, 34, Murrumbeena, 2001
Originally labelled "Beauville Estate, Established 1936, Still Thriving 65 years on, 10th March 2001", the Beauville Estate Album contains colour photographs of houses in the Estate. They were taken around the time of the Beauville Estate’s 65th Heritage Celebration held on 10/03/2001 and donated to the Caulfield Historical Society shortly afterwards. Photographer unknown.City of Glen Eira’s Heritage Management Plan Vol 2 p79 (this is p84 of the pdf version) – HO12 Beauville Estate and environs, Murrumbeena: The Beauville Historic Area is important at the State level as the first large housing estate undertaken by the AV Jennings Construction Co, later Jennings Group Limited, Victoria’s largest home builder. It is important also as a very early estate development incorporating a range of features other than houses and including made roads, shops and recreation facilities. In this respect it was the forerunner of the comprehensively planned housing estate of the post war era. The estate is distinguished by its aesthetic values, as is the earlier and comparable Hillcrest Estate, which are formed by a combination of restrained diversity in house styles, with the exception of no. 30 in the emerging International style, and by a landscaped garden environment. Colour photograph of white rendered, corner house with unpainted variegated brown brick features. Other features include a wide arched porch, tiled roof, tall brick chimney, cast iron work black porch door, window awnings and low unpainted matching brick fence in the foreground with "34" on the white metal letterbox on top of the right brick pillar beside the concrete pathway leading to the porch. Well-established garden including 2 matching pencil pines.murrumbeena, houses, beauville avenue, architectural styles, 1930's, inter war style, a.v. jennings, av jennings, jennings, brick houses, beauville estate, porches, sir albert victor jennings, a v jennings construction co, beauville estate heritage area, glen eira city council, architectural features, jennings group limited, land subdivision, gardens, beauville historic area, rendered houses, corner houses, brick features, awnings, brick fences, metal letterboxes, trees, cast iron work door -
 Glen Eira Historical Society
Glen Eira Historical SocietyPhotograph, Lindsay Avenue, 42, Murrumbeena, 2001
Originally labelled "Beauville Estate, Established 1936, Still Thriving 65 years on, 10th March 2001", the Beauville Estate Album contains colour photographs of houses in the Estate. They were taken around the time of the Beauville Estate’s 65th Heritage Celebration held on 10/03/2001 and donated to the Caulfield Historical Society shortly afterwards. Photographer unknown. City of Glen Eira’s Heritage Management Plan Vol 2 p79 (this is p84 of the pdf version) – HO12 Beauville Estate and environs, Murrumbeena: The Beauville Historic Area is important at the State level as the first large housing estate undertaken by the AV Jennings Construction Co, later Jennings Group Limited, Victoria’s largest home builder. It is important also as a very early estate development incorporating a range of features other than houses and including made roads, shops and recreation facilities. In this respect it was the forerunner of the comprehensively planned housing estate of the post war era. The estate is distinguished by its aesthetic values, as is the earlier and comparable Hillcrest Estate, which are formed by a combination of restrained diversity in house styles, with the exception of no. 30 in the emerging International style, and by a landscaped garden environment. Colour photograph of an unpainted variegated brown brick house. Other features include an open porch with brick pillar and white trellis on one wall, tiled roof, white sash windows, feature brick wide and tall chimney and low unpainted brick fence with "42" on the wooden letterbox atop the brick pillar alongside a black metal gate in the foreground.42murrumbeena, houses, architectural styles, 1930's, inter war style, a.v. jennings, av jennings, jennings, brick houses, beauville estate, porches, lindsay avenue, sir albert victor jennings, a v jennings construction co, beauville estate heritage area, glen eira city council, architectural features, jennings group limited, land subdivision, gardens, beauville historic area, brick features, chimneys, sash windows, brick fences, cast iron work -
 Glen Eira Historical Society
Glen Eira Historical SocietyPhotograph, Dalny Road, 11, Murrumbeena, 2001
Originally labelled "Beauville Estate, Established 1936, Still Thriving 65 years on, 10th March 2001", the Beauville Estate Album contains colour photographs of houses in the Estate. They were taken around the time of the Beauville Estate’s 65th Heritage Celebration held on 10/03/2001 and donated to the Caulfield Historical Society shortly afterwards. Photographer unknown. City of Glen Eira’s Heritage Management Plan Vol 2 p79 (this is p84 of the pdf version) – HO12 Beauville Estate and environs, Murrumbeena: The Beauville Historic Area is important at the State level as the first large housing estate undertaken by the AV Jennings Construction Co, later Jennings Group Limited, Victoria’s largest home builder. It is important also as a very early estate development incorporating a range of features other than houses and including made roads, shops and recreation facilities. In this respect it was the forerunner of the comprehensively planned housing estate of the post war era. The estate is distinguished by its aesthetic values, as is the earlier and comparable Hillcrest Estate, which are formed by a combination of restrained diversity in house styles, with the exception of no. 30 in the emerging International style, and by a landscaped garden environment. Colour photograph of an unpainted variegated brown brick house with decorative brickwork. Other features include tiled roof, enclosed porch with an arched entrance and black metal lantern, garden and a low unpainted brick fence in the foreground with a cast iron work letterbox on top.murrumbeena, houses, architectural styles, 1930's, inter war style, a.v. jennings, av jennings, jennings, brick houses, beauville estate, dalny road, porches, sir albert victor jennings, a v jennings construction co, beauville estate heritage area, glen eira city council, architectural features, jennings group limited, land subdivision, gardens, beauville historic area, brick features, brick fences, arches, cast iron work, letterboxes -
 Glen Eira Historical Society
Glen Eira Historical SocietyPhotograph, Dalny Road, 11, Murrumbeena, 2001
Originally labelled "Beauville Estate, Established 1936, Still Thriving 65 years on, 10th March 2001", the Beauville Estate Album contains colour photographs of houses in the Estate. They were taken around the time of the Beauville Estate’s 65th Heritage Celebration held on 10/03/2001 and donated to the Caulfield Historical Society shortly afterwards. Photographer unknown. City of Glen Eira’s Heritage Management Plan Vol 2 p79 (this is p84 of the pdf version) – HO12 Beauville Estate and environs, Murrumbeena: The Beauville Historic Area is important at the State level as the first large housing estate undertaken by the AV Jennings Construction Co, later Jennings Group Limited, Victoria’s largest home builder. It is important also as a very early estate development incorporating a range of features other than houses and including made roads, shops and recreation facilities. In this respect it was the forerunner of the comprehensively planned housing estate of the post war era. The estate is distinguished by its aesthetic values, as is the earlier and comparable Hillcrest Estate, which are formed by a combination of restrained diversity in house styles, with the exception of no. 30 in the emerging International style, and by a landscaped garden environment. Colour photograph of an unpainted variegated brown brick house with decorative brickwork. Other features include tiled roof, enclosed porch with an arched entrance and black metal lantern and open window on the left side , garden, drive and a low slightly damaged unpainted brick fence with cast iron work railing in the foreground with a cast iron work letterbox on top.11murrumbeena, houses, architectural styles, 1930's, inter war style, a.v. jennings, av jennings, jennings, brick houses, beauville estate, dalny road, porches, sir albert victor jennings, a v jennings construction co, beauville estate heritage area, glen eira city council, architectural features, jennings group limited, land subdivision, gardens, beauville historic area, brick features, arches, cast iron work, letterboxes, brick walls -
 Federation University Historical Collection
Federation University Historical CollectionTool - Leatherwork Toolkit, Leatherwork Toolkit in Timber Box, c1920
Thought to have been used in shoemaking classes held for repatriated soldiers at Ballarat School of Mines. At the Ballarat Technical Art School, during the early twentieth century, leather art was popular but had little industrial value and was usually a minor study. The Victorian Education Department set examinations in art leather work. Copies of many Technical School Examination Papers are kept within the University's historical collection.Black wooden box with metal latch and handle. Contains assortment of tools, some with timber handles, some metal. Two halves inside box. Lid is attatched by canvas nailed to bottom. leather, tools, box, world war one, ballarat school of mines, shoemaking, bootmaking, bootmaker, leatherwork, repatriation -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Tatting Shuttle, Aero Needles Group Ltd, Mid to late 20th century
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots.The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century.Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic (as is item 8535.1). The second type has a post in the center where the thread is wound (e.g. item 8535.2). The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace. One type of tatting shuttle produced by "Aero" from the 1930's to the late 1960's was an anodized grey coated aluminium shuttle with a sharp pick at one end. In the 1970's it was superseded by the grey plastic "Aero" which has a removeable bobbin which you can put on the end of the shuttle to make thread winding easier and an embedded crochet hook for joining picots. The "Aero" company developed in Redditch, England - a town renowned as a centre for manufacturing needles. Firms run by Henry Milward and Abel Morrall were based in Redditch and by the 18th century Redditch was manufacturing one million sewing needles per year. Abel Morrall Ltd launched the "Aero" brand in 1936 and greatly expanded the firm's product line to include tatting shuttles and knitting needles. The classic plastic "Aero" tatting shuttle was manufactured in England from the early 1970's until the 1990's. These items are significant as examples of easily accessible handiwork tools that enabled women in the 1930s -1960s to be able to decorate and personalize their household linen and clothing.Shuttle no. 8535.1 is a beige, boat shaped plastic shuttle with enclosed ends, small round central indentations on both sides and an enclosed black removeable bobbin. The shuttle has a grooved point at one end to hold a bobbin and a small metal crochet hook at the other end. Shuttle no. 8535.2 is a beige, boat shaped metal shuttle with pointed ends that are open but snug, small round central indentations and two smaller circular markings (on both sides) and two internal posts with cream thread wound around.Shuttle no. 8535.1 - "AERO" / "ENGLAND" Shuttle no. 8535.2 - "AERO' / "ENGLAND" "39c" (written in ball point pen)flagstaff hill maritime museum and village, flagstaff hill, warrnambool, shipwreck coast, great ocean road, tatting shuttle, aero company, handwork, handwork tool, craft, handcraft, needlework, tatting -
 Federation University Historical Collection
Federation University Historical CollectionTool, British Oxygen Company Ltd, Oxy-cutting and Welding Blow Pipes, c 1904
In 1903 the oxyacetylene welding process was developed. Around the same time, new cryogenic air separation processes, based on work undertaken by Carl von Linde and others, replaced the barium oxide process. This paved the way for larger scale and more efficient production. British Oxygen Company, [1905 to 1969] was formally BRIN'S Oxygen Company Ltd from 1886 to 1905. In 1969 it became BOC. These Blowpipes were used at the Ballarat School of Mine c1916 Interesting article = 1917. https://trove.nla.gov.au/newspaper/article/1629321Boxed Universal Blow Pipe, presented under a perspex top. Pipes mounted by metal bar and hooks to polished wooden board. Display case is 69.0cm x 12.0cm x 25.0cmBoth pipes have metal plates indicating information of maker.blowpipes, ocyacetylene, ballarat school of mines, welding, cutting, commonwealth industrial gases, boc, brin's oxygen company, british oxygen company -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Image - black and white, Ballarat Junior Technical School Exhibition of Student Work, 1914, 1914
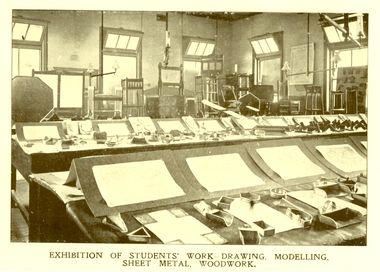
Ballarat Junior Technical School was a division of the Ballarat School of Mines. During this era the Ballarat Junior Technical School was located at the Dana Street Primary School and was in its second year of operation.Exhibition of Ballarat Junior Technical School Sloyd work, including drawing, modelling, sheet metal and woodwork. ballarat junior technical school, ballarat school of mines, education, trade, sloyd, drawing, modelling, metalwork, sheet metal, woodwork, classroom, dana street primary school, exhibition -
 Federation University Historical Collection
Federation University Historical CollectionBook, Machinery for Metalliferous Mines, 1894, 1894
The 1st edition of this famous work, giving an excellent account of the machinery used in late 19th century metal mining in the UK and overseas is very rare. It covers a wide range of equipment - pumps, steam engines, drills, winding engines, stamps & concentration mills, aerial ropeways, tramways and early uses of electricity etc. Brown hard cloth covered book. xvi 564 pages with additional advertisements, with over 300 illustrations and drawings, some fold out. Chapters include Water as a motive power, Wind engines and ventilating machinery, Steam boilers/engines and oil engines, hoisting machinery, draining of Mines, pumping engines, rock drilling machinery, boring machinery, concentration machinery, sizing and classifications trommels, joggers and jigging, fine concentration, milling of gold ores, milling of silver ores, amalgamation plates and machinery, dry and roasting machinery, chlorination and cyandide processes for the extraction of gold, electricity as a motive power for mining, electric lighting and blasting, aerial wire ropeways, transport by rail and road. There a a number of lovely line illustrations in the book including: Poncelot's undershot waterwheel; Fromont furnace;Victor turbine; Pelton waterwheel; Root's positive blower;Cross section and front elevation of Lancashire boiler; Robey's Compound Mill Engine; Portable Winding Plant; Iron Pit Head Gear ; Loading Arrangement in an Incline Shaft; kibble; Worthington Pump; California Pump; Scram's Air Compressor; Rock drill Bits; Special Sharpening tools; Boring tools;Rotating Picking table; Ore Feeder; roller crusher; stamp battery; round buddle; slime table; vanner; amalgamating plant; belt elevator;roasting furnace;splicing wire rope; capel; tipping waggon;mining, cornish pump, linkenbach table, water wheel, ventilation, oil engine, california, america, water, steam boilers, steam engines, oil engines, pumpimg, rock drilling, boring, jiggers, milling, silver, gold, drying and roasting, chlorination, cyaniding, lead, zinc, copper, electricity, electric lighting, wire ropes, transport, wind engine, poppet head -
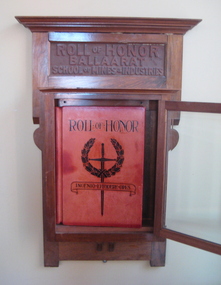 Federation University Historical Collection
Federation University Historical CollectionBook - Honour Board (hanging bookcase), Ballarat School of Mines Honor Book and Bookcase, c1920
The Ballarat Technical Art School made many honour boards for schools and organisation in Victoria and interstate. Their own was made, but the names were not listed. The Ballarat School of Mines Annual Report for 1921 states: 'It has been decided, for the present, to record the names of our students who served in the warm, in an Honor Book, and to defer the erection of an Honor Board until we can feel assured that the Roll is complete. the wide spread occupations of our students has rendered it very difficult for us to secure detailed information of their service. A handsome Honor Book and Case has been designed and executed by the staff and students of the Technical Art School, and the engrossing of the names and military records will be proceeded with as soon as possible. The Technical Art School was quite busy with commissions. The SMB Annual Report of 1918 states: 'under the direction of the Art principal (Mr H.H. Smith), the work of the Art School continues to receive wide public recognition. Handsome Honor Boars have been designed and executed for the Sydney Sports' Club, the St Arnaud High School, the Birregurra State School, the Wendouree State School and the Ballarat Old Colonists' Club. The School also designed the certificates for the Young Workers' Patriotic Guild, the 'Herald" Shield for perpetual competition at the technical Schools' athletic meetings, the "Hansen" Shield for competition among the Northern District High Schools, two metal tablets for the Castlemaine high School, and a certificate for the Grampians Secondary Schools' Association. Numerous Honor Books and Mural cases have also been designed for State Schools.' Over 400 former students and staff of the Ballarat School of Mines served during World War One. The 1920 SMb Students' Magazine said' 'Many students left Australia with the first Contingent, and since then, the School has been represented on every field where Australians have fought, from the first landing at Gallipoli to the decisive victory on the 8 August 1918.' The influence of the school was appropriately shown in the fact that at least 13 of its students were officers in the Australian Mining Corps. The title page has the initials 'D.J.' which most probably stands for Donald I. Johnston, a teacher with the Ballarat Technical Art school from 1920 to 1949. The Ballarat School of Mines World War 1 Honor Book remained uncompleted for more than 90 years. The names of over 400 SMB staff and students who served their country were not inscribed until 2012, despite names, ranks and service records being compiled. A restoration project was instigated as part of the 140th anniversary of the Ballarat School of Mines in 2010. Names were inscribed into the book by Calligrapher Lyn Forrester. The University of Ballarat believed this project is important not only to SMB's history, but the families and descendants of those who served while studying or teaching at SMB. The restoration project involved names being hand written in calligraphy into the Honor Book and was funded with the assistance of the 'Restoring Community War Memorial Grant'. The memorial was designed and made by the staff and students of the Ballarat School of Mines Technical Art School under the direction of Principal Herbert H. Smith. In 1921 the Ballarat School of Mines Annual Report recorded: "It has been decided, for the present, to record the names of our students who served in the war, in an Honor Book, and to defer the erection of an Honor Board until we can feel assured that the roll is complete. The wide spread occupations of our students has rended it very difficult for us to secure detailed information of their service. A handsome Honor Book and case has been designed and executed by the staff and students of the Technical Art School, and the engrossing of the names and miliatary records will proceed with as soon as possible. The Ballarat Technical Art School and was involved with the design and manufacture of numerous WW1 memorials. When it came time to complete their own memorial, the Principal died, and the Honor Roll must have been overlooked in the confusion that ensued. There have been numerous theories about why the Honor Roll was never completed, one being that it was because the SMB Principal, Maurice Copland, literally worked himself to death organising repatriation classes for ex-soldiers who attended SMB. The Courier of 18 November 1922 said of Maurice Copland: “He put his very best into the work for the welfare of the soldiers; in fact, he did too much for the good of his physique, for he wore himself out in the services of the returned men. If ever there was a war victim the late Mr Copland was one. But for the stress of work entailed by those repatriation classes and the amount of general war work which he performed Mr Copland would probably have been with them today." Understandably, SMB was thrown into some disarray by their Principal's death and the Honor Book was not completed. The University of Ballarat would like to finally honor its SMB war veterans by completing the Honor Book and as a further mark of respect, dedicate the project to Maurice Copland. The Ballarat Technical Art School undertook many honor boards. The Ballarat School of Mines Annual Report 1918 states: "Under the direction of the Art Principal (Mr H.H. Smith), the work of the Art School continues to receive a wide public recognition. handsome Honor Boards have been designed and executed for the Sydney Sports' Club, the St Arnaud High School, the Birregurra State School, the wendouree State School and the Ballarat Old Colonists' Club. The School also designed certificates for the Young Workers' patriotic Guild, the "Herald" Shield for perpetual Competition at the Technical schools athletics meetings, the "Hansen" Shield for competition in the northern District High Schools, two metal tablets for the Castlemaine High School, and a certificate for the Grampians Secondary Schools' Association. Numerous Honor Gooks and mural cases have also been designed for State Schools." The 1920 Ballarat School of Mines Annual Report stated: Public appreciation of the High standard of design and artistic craft work produced by the students of the Art School, under the direction of the Principal (Mr Herbert H. Smith), continues to be demonstrated by the lage number of important commissions entrusted to the school, not only by the public bodies and business firms by the Education Department and public bodies all over the State." "Amongst the important local commissions received during the year was the designing and supplying of the Municipal Council's Address of Welcome Casket for presentation to His Royal Highness the Prince of Wales, the designing and supervising of a large four-light stained glass window for the Lydiard Street Methodist Church, ... and supply numerous honor books, honor boards, etc., for public institutions and school." "The School has been honored by, and has acceded to the request of the Education Department to supply designs for the title page, chapter headings and initial letters for the War Service Book which it is about to publish, Mr F. Tate, director of Education, recognising the students' work in this direction by an appreciative letter of thanks. The Education Department has also been instrumental in directing to the School applications from all parts of the State, including Melbourne, for the School to supply competitive sports shields, honor boards, books and designs for certificates, and various decorative objects. The School has therefor been responsible for much work coming to local Ballarat firms which would otherwise have found its way to Melbourne or other centres. In 2011, as the result of a 'Restoring Community War Memorials Grant' calligrapher Lynton Forrester was commissioned to record over 400 names into the honor book. A Victorian Blackwood World War I Honor Board holds a red leatherbound Ballarat School of Mines Honor Book. The book includes a title page relating to the Ballarat School of Mines and Industries. The Ballarat School of Mines Honor Book and case was not finally inscribed with names until 2012. world war one, ww1, ballarat school of mines, world war 1, world war i, honour roll, calligraphy, don johnston, honor book, honor roll, copeland, maurice copeland, honour book, roll of honour, percy coltman, arthur e. tandy, leslie coulter -
 Federation University Historical Collection
Federation University Historical CollectionObject, Brown and Sharpe Manufacturing Co, Universal Surface Gauge
Used to lay out Machine work, or to set up pieces on a planer, radial drill, milling machine or boring machine. To set the Scriber the spindle swivels down or up into any position where it is clamped by the knurled nut. There is a fine screw adjustment for the Scriber point (note: this is not original Scriber supplied with this instrument). The base on this Surface Gauge can be set on cylindrical work, using the ‘V’ groove in the base, or by pushing down the two gauge pins. It can be brought square with an edge or T slot. Metal gauge toolgauge, tool, trade, brown and sharp manufacturing company -
 Federation University Historical Collection
Federation University Historical CollectionDocument - Correspondence, Richard Squire Mining Correspondence
Seems that Tom pays Ned's wages. Numerous bores were sunk , some were opened out and driven in the direction of the reef. Numerous Cross cuts were also made from the main tunnel.Unless otherwise stated the letters are from Dad (Richard Squire) to Tom, Hazel & Kiddies all. .1) Handwritten two page letter from Richard Squire to 'Tom & Hazel & little men' with information regarding the Leigh River Tunnel at Mount Mercer, dated 6/8/28. .2) Handwritten three page letter with information regarding mining operations dated 27.6.29. .3) Handwritten three page letter from Richard Squire to 'Tom & Hazel & Flock' with queries regarding the health of one of their children, other personal information and information regarding mining operations dated 18/7/29. .4) Handwritten one page letter from Richard Squire to 'Tom' dated 20/7/29, regarding the enclosed handwritten receipt with stamp for Call of two shares costing 8 pounds 7 shillings and 2 pence in Leigh River Tunnel Syndicate from Richard Squire dated 13th July 1927. .5) Handwritten two page letter from Richard Squire to 'Tom & Hazel & Pinchers' regarding his health, other personal information and information about the four page report of position of work at 'Leigh River Tunnel' enclosed. The letter is dated 29/11/29 and the report dated Nov 28th 29. .6) Handwritten two page letter with personal information and a suggestion that Tom learn to swim dated 13th Jan 30. .7) Handwritten two page report by Richard Squire regarding Leigh River Tunnel Syndicate plus a one page 'Rough Section' drawing of the tunnel dated 29th April 1930. .8) Typed one page report by Richard Squire regarding Leigh River Tunnel Syndicate and the findings of a new shaft dated 9th December 30. .9) Handwritten one page letter by Richard Squire to 'Tom' regarding mining operations and four handwritten receipts for payment of Calls from Richard Squire and Mr H McLeod and Mr E McLeod with stamps. .10) Handwritten two page letter regarding a meeting he had with the Secretary for Mines, Mr Whitehead dated 22 Feb 1931. .11) Handwritten two page letter regarding the difficulties in financing the mining operation occasioned by the interference of the government department dated 12th Mar 31. .12) Handwritten one page letter regarding the delay in the submission of his letter to the Gold Committee and with details of plans he had sent to Tom separately, dated 1st April 31. .13) Handwritten two page letter by Richard Squire to 'Tom' regarding personal matters including his health and also information regarding Tunnel work, dated May 11th 31. .14) Handwritten two page letter regarding the mine work, how his new employee, Ned, was going and also his health, dated Thur 21st May 31. .15) Handwritten two page letter regarding the Tunnel progress and financial matters dated Tue 26th May. .16) Handwritten three page letter regarding the Tunnel progress dated Thur June 11th. .17) Handwritten two page letter regarding the Tunnel progress, an issue relating to Ned's taxation assessment and his own health, dated 28th June 31. .18) Handwritten three page letter with detailed information on the Tunnel progress and information regarding his health, dated Thur July 23rd. .19) Handwritten two page letter regarding the Tunnel progress and some personal greetings, dated Thur July 30th 31. .20) Handwritten two page letter regarding the Tunnel progress, an agreement with Messrs Read & Peers? and a renaming of a Prospect as Lawaluk instead of Mount Mercer, dated Sun 2nd Aug 31. .21) Handwritten three page letter regarding the Tunnel progress, the lease agreement on Mr Read's property at Mount Mercer which he had been unable to pay and a parsley root remedy which a Ballarat Chinese herbalist had prescribed for his catarrh and had been effective, dated Thur 13th Aug 31. .22) Handwritten two page letter regarding the efficacy of the parsley (root) water in healing his catarrh and detailed progress report on the Tunnel which showed a little gold in the uncovered 'wash', dated Mon 24th Aug. .23) Handwritten three page letter regarding the progress of the Tunnel and one of the bores sunk also mentions his health, dated Mon Sept 7th. .24) Handwritten three page letter regarding the Tunnel progress in detail and an account of his illness, dated Thur 24th Sept. .25) Handwritten two page letter regarding the Tunnel progress in detail and his health which had been poor, dated Thur Oct 8th 31. .26) Handwritten four page letter regarding the Tunnel progress in detail, dated Thur Oct 22. .27) Handwritten four page letter regarding a detailed report of the Tunnel progress including the news of some show of gold and other personal matters including advising Tom not to drive there when he would have to drive home in the dark because of the accidents caused by 'Boosy Drivers', dated Thur Nov 19th 31. .28) Handwritten two page letter regarding the continued promising Tunnel progress, dated Thur Nov 26th. .29) Handwritten two page letter regarding Tunnel progress and personal matters relating to the coming Christmas visit, dated Thur Dec 3rd 1931. .30) Handwritten two page letter regarding Tunnel progress and personal matters regarding the impending visit by the family, dated Sun Dec 6th 31. .31) Handwritten two page letter regarding his health and the treatment proscribed by a Chinese herbalist and also some information about his expenses, dated Sunday 25/1/32. .32) Handwritten four page letter regarding Tunnel progress including a small diagram and further information on his health, dated Thur 25th Feb 32. .33) Handwritten three page letter regarding Tunnel progress and some personal and family information, dated Mon 21st 32. .34) Handwritten one page letter regarding some personal matters and information about the Tunnel progress, dated Thus 31st Mar. .35) Handwritten two page letter regarding detailed information about the Tunnel as well as a one page diagram of the Drives being excavated, dated Sun night 3rd April. .36). Handwritten three page letter from his home in Prahran regarding a mixture of personal matters and matters relating to the Tunnel, dated 18/4/32. .37) Handwritten one page letter regarding enclosed three shares which were to be placed as he was very short of funds, dated 19-4-32. .38) Handwritten two page letter from his home in Prahran regarding work carried out by Ned at the Tunnel and family matters, dated 6/5/32. .39) Handwritten one page letter from his home in Prahran regarding work carried out by Ned at the Tunnel, dated 10/5/32 plus an attached one page letter written by Ned (E. Woodlook) to 'Mr Squire' regarding regarding Tunnel progress, dated Saturday. .40) Handwritten two page letter from his home in Prahran regarding Tunnel progress and some personal matters, dated 27/5/32 plus an attached one page letter written by Ned to 'Mr Squire' regarding Tunnel progress and with the information that the rats were bad in Richard's hut, dated Friday. .41) Handwritten two page letter from his home in Prahran regarding Tunnel progress, dated 3/6/32 plus a two page letter written by E.Woodlock to 'Mr Squire' regarding Tunnel progress as well as person matters regarding his health, dated Friday (27th May 32 written in pencil by Richard). .42) Handwritten three page letter from his home in Prahran regarding tunnel progress and financial matters, also detailed information about the Madison's Tunnel, dated 8/6/32, plus a one page letter from E. Woodlock (Ned) to 'Mr Squire' regarding Tunnel progress dated Saturday (4 June, 32). .43) Handwritten three page letter from his home Prahran regarding a sketch he had made of Madison's Tunnel and the Mercer Shaft (not present) and the similarity of other mines with barely Payable gold, dated 13/6/32. plus a one page letter from E. Woodlock to 'Mr Squire' regarding Tunnel progress dated Saturday. .44) Handwritten one page letter by Richard Squire to 'Tom' from his home in Prahran with some personal information as well as the hope to return to Mt Mercer as he felt he was now well, not dated, plus a two page letter from E. Woodlock to 'Mr Squire' regarding duty stamps sent and Tunnel progress dated Saturday. .45) Handwritten two page letter from his home in Prahran regarding the progress of the Tunnel, dated 21/6/32, plus a one page letter from E. Woodlock regarding the progress of the Tunnel work, dated Monday (20/6/32). .46) Handwritten three page letter from his home in Prahran regarding the price of gold and the effect that mining Payable gold in the Madison Tunnel could have, dated 27/6/32. .47) Handwritten three page letter by Richard Squire to Tom, Hazel & Kiddies all' from his home in Prahran regarding his thoughts on the Madison Tunnel at Piggoreet, dated Mon 4th July 32, plus two one page letters by E Woodlock to 'Mr Squire' regarding the Tunnel work and more personal things, dated Wednesday (June 29th 32) and Saturday (July 2nd). .48) Handwritten two page letter from his home in Prahran regarding his intention to return to the diggings in a small car procured for his use and his intention to re-peg the Leigh River Lease in another name, dated Sun 17/7/32, plus a two page and a one page letter by E Woodlock to 'Mr Squire' regarding progress at the Tunnel dated Thursday (7th July) and Tuesday (12th July 32). .49) Handwritten one page letter by E Woodlock to Mr Squire detailing the tunnel work and other work related details dated Saturday (16th July 32), plus a one page letter by 'Dad' (Richard Squire) to 'Tom, Hazel & Kiddies all' regarding the letter sent by Ned (E Woodlock) and the ongoing work. He also talks about the health of Mam, his wife, dated 19th July 32. .50) Handwritten one page letter regarding the work at the tunnel and with the information that he was to finally return to the mine, dated 22/7/32, plus a one page letter by E Woodlock to Mr Squire about the ongoing work, dated Wednesday (20th July). .51) Handwritten two page letter written from Mt Mercer, regarding the works in the Mt Mercer Tunnel (mentioning South Cockloft). He also details that the drive from town (Melbourne) took 4 gallons of petrol, dated Thur 28th July 32. .52) Handwritten 3 page letter detailing the work carried on at the tunnels and with the information that underground gas had halted work temporarily. He was keen that Tom should visit one weekend soon, dated Sat 6th Aug 1932. .53) Handwritten four page letter detailing the work and new bore holes near Madisons Tunnel. The No 1 tunnel work had to be suspended due to continued gas filling the diggings every time the barometric pressure dropped. On the last page was a rough sketch of the area which was being worked, dated 19th Aug 32. .54) Handwritten two page letter regarding Tom's proposed visit to the site and some plans that he should bring with him. He also spoke of a pup that he was housing till Tom came, dated 21/8/32. .55) Handwritten one page letter encouraging Tom to bring skid chains for his vehicle as the road was muddy when he came on the weekend. He gave a brief account of the work and of the pup's progress, dated 25/8/32 .56) Handwritten three page letter regarding the weather and the relief he felt at knowing Tom and his companions had arrived safely home. He also thanked Tom for the cheques for Ned and detailed a little of the work at the tunnel and the need for more explosives as well as the fact that they had had to put a lock on the door of the hut to stop intruders, dated Sun Sept 4th 32. .57) Handwritten one page letter regarding the ongoing work at the tunnel, dated Thur Sept 8/32. .58) Handwritten two page letter written from Prahran, regarding his trip home, work at the tunnel and with information about the enclosed receipts, dated 16/9/32. Also included was a one page letter from E Woodlock to Mr Squire regarding the work at the tunnel, dated Wednesday. .59) Handwritten one page letter from Dad (Richard Squire) to 'Tom, Hazel & Kiddies all' written from Mt Mercer, regarding the work at the tunnel and the effect that 2 inches of rain had on the work, dated Wed Sept 20th 32. .60) Handwritten two page letter regarding the work at the tunnel and with the information that Mr Read who owned the property where the tunnel was located, had a serious accident in Melbourne, dated Thur 29th Sept 30 (this 1930 date is a mistake as the information contained in this letter follows on from his previous letter dated 20th Sept 32). .61) Handwritten one page letter regarding the work at the tunnel with the encouraging information that flecks of gold were found in about half a dish (mining pan), dated Thur Sept 22nd. .62) Handwritten two page letter regarding the progress at the tunnel and the difficulties of the work and thanks for Ned's cheque. Also mentioned was the information that Mr Read had a fractured pelvis and would be in hospital for two months, so Mrs Read with her father was looking after the shearing, dated Thur 6th Oct. .63) Handwritten two page letter with a third page of a diagram of a cross section of the Leigh River Tunnel, including the new tunnel and Madisons tunnel, with detailed description of the work in the tunnel, dated Sat 8th Oct. .64) Handwritten two page letter written from Prahran, giving detailed information of the tunnel and the expected outcome of the work. He also commented that he was to visit Mr Read in hospital, dated 14/10/32. .65) Handwritten two page letter written from Mt Mercer, giving information about the work in the tunnel and his visit to Mr Read, dated Wed 19th Oct. Enclosed also was a one page letter from E Woodlock to Mr Squire giving an account of his work in the tunnel, dated Thursday. .66) Handwritten one page letter regarding the work in the tunnel, dated Sun Oct 23/32. .67) Handwritten two page letter from Dad & Jim (Richard Squire) to 'Tom, Hazel & Kiddies all' regarding the receipt of Ned's wages cheque and the insurance of Ned's person as well as a detailed description of the tunnel and its relationship to Madisons Tunnel. He also gives some indication of his health, dated Tue Nov 1st 32. .68) Handwritten on page letter written from Prahran, giving a small amount of information about the tunnel work as well as his visit to see Mr Read and some personal information, undated. Enclosed also is a one page letter by E Woodlock to Mr Squire about the work in the tunnel, dated Thursday. .69) Handwritten one page letter with little information, dated 11/11/32. Also enclosed is a one page letter from E Woodlock to Mr Squire about the work in the tunnel, dated Thursday. .70) Handwritten three page letter with detailed information about the tunnel work and an aside about Jim's help and the he suffered from "Imaginitis imagines he sees a speck of gold in every bit of gravel met", dated 10/11/32. .71) Handwritten two page letter with detailed information on the work as their tunnel crossed with the old Madison Tunnel, dated Thur 17th Nov. .72) Handwritten three page letter detailing information on an application for a 500 acre lease which was posted at the Grenville Post Office and how it would impact on their lease. The upshot was that their leases would need to be re-pegged and the fee to publish a Notice of Application on their Leigh River claim was necessary to pay and he wondered if one of their investors would pay the 10 pounds necessary to secure the claim. He also spoke of perhaps forming a Company to put a plant on their Mt Mercer shaft as he felt that the gold would be of a payable quantity, dated Sunday 20th Nov, Also included was a note written by Ned (Edward Woodlock) who had copied the Notice of Application. .73) Handwritten two page letter detailing information found in Madison's Tunnel as it related to their own tunnels, particularly No 2 tunnel and how far he felt he would need to tunnel to reach an improvement in the 'wash', dated Thur 24th Nov. .74) Handwritten one page letter thanking him for the cheque the investor, Mr Wilkinson had provided for the Notice of Application for the Mt Mercer old Lease of 828 acres. He also gave some information about how it was originally farm labourers who only worked this lease and only when they had no other work. He also gave some personal information about Mam's birthday, dated Mon Nov 28th 32. .75) Handwritten two page letter by Dad (Richard Squire) to 'Tom, Hazel & Kiddies 3' written from Prahran, telling them that they had received Ned Cheque and that that Jim and He had come home. He also detailed an incident that Jim had had with a tyre blowout whilst on his way to get explosives and post the Notice of Application in the Warden's Office in Ballarat. The stub axle had bent and Jim had to ride a bike to get a new one and after changing the inner tube of the tyre they were able to drive back to Melbourne and were in the process on having the tyre re-treaded, dated 6/12/32. .76) Handwritten one page letter explaining how he and Mam had contracted colds and that his kidneys had some of their of trouble. He hoped to return to Mt Mercer on the weekend, dated 18th Jan 33. Also included was a handwritten two page letter by E Woodlock to Mr Squire giving information about the tunnel work, an injury to his hand and the fact that he had only 3 picks that were any good. He also asked for some vegetables, tomatoes and bacon when Richard returned, dated Saturday. .77) Handwritten one page letter written from Mt Mercer, giving information about the tunnel work, now 97'6" in and how he had expected to have already come upon the Madison's gold bearing gravel wash, dated Wed 25th Jan 33. .78) Handwritten two page letter with detailed information about how the tunnel had cut across a second Madison's tunnel and the prospects in this tunnel looked more promising. He also stated that he had not been well the last few days, dated Frid 27th 33 .79) Handwritten one page letter with information about the shotty gold found and the tunnel work and that he would test the value of the wash where the gold was found, dated Mon 30th Jan. .80) Handwritten short note of one page giving sketchy information about the tunnel work, dated Tue 31st Jan 33. .81) Handwritten two page letter giving information about his dealings with the Secretary for Mines relating to the fact that because the application for lease was identical to the old lease, they therefore should not need to pay for a full survey costing 7 pounds, just an inspection. He also detailed the workings and asks for more parsley roots to be sent to him, dated Thur Feb 9th 33. .82) Handwritten one page letter stating that he had received Ned's cheque and information about the workings, the coarse gold found and the fact they were going home for fresh food, dated Tue 14th 33. .83) Handwritten two page letter giving detailed information on the progress of the tunnelling as well as the information that Len and Max had come to visit the site and that Len had brought with him Keating, who he detested and pondered the reason for his bringing the man. As they were leaving Max "told Ned he thought they were going down to Ice Mam". Richard was worried about paying the 7 pounds ten shillings for the Department of Mines survey and was loath to put in another 20 pounds for another share of the mine to pay for it. He gave his thanks for a parcel of parsley he'd received , dated Tue 21st Feb 33. .84) Handwritten two page letter written saying that he had received Ned's cheque (for wages) and giving detailed information on the progress and for the need to timber the drive and have the bottom stoped up. He had no timber or laths left and was concerned about the cost necessary to satisfy the Mines Department. He mentions the possibility of insolvency. Fine gold had been found but not like the Madison's tunnel, dated Tue 28th Feb 33. .85) Handwritten two page letter written giving detailed information of the progress in the tunnel and with the expectation that they would soon meet the same wash which was in Madison's Tunnel. He also personal information about his health. the parsley roots received and the apples which Jim had "burgled", dated Sun 5th Mar 33. .86) Handwritten four page letter by with a very detailed account of the progress of the tunnelling and the reason why the expected intersection with the Madison wash did not occur, but with the hope that this intersection would soon occur, then they would be able to meet expenses. He also talked about not being able to pay for the lease but had the hope they they would not be too rigid in their case. He added some personal information about Jim not having the makings of a miner, catching rabbits "for the pot" and the fact that Mr Read was so much better that he was able to ride his horse, dated Sat 11th Mar 33. .87) Handwritten one page letter written from Prahran, acknowledging the receipt of Ned's cheque, a note about the work at the tunnel and some personal information, dated 21/3/33. .88) Handwritten one page letter written from Mt Mercer, saying that there was little change in the tunnel but that he was would open a cross cut north, dated Thur 23 March 33. .89) Handwritten note of a half page telling them that he had cross cut the tunnel, dated Sat 25th Mar. .90) Handwritten one page letter with progress of the tunnelling and where it is in relation to Madison's Tunnel, dated Thur 30th Mar 33. .91) Handwritten three page letter with the first part of the letter talking about the personal and financial worries he and his family had with travelling and mining expenses as well as Ned's wages which could not have been managed without Judy's little car, Jim's help and the payment of Ned's wages by Tom. He went on to give detailed information of the tunnelling and then talked about a letter received by the Department of Mines regarding the non payment of the lease and that a Notice of Abandonment would be published if not paid. Lastly he talked about the struggle he had had with this process and that it was only because of Tom's help that he had been able to continue this far, dated Sun 2/4/33. .92) A one page letter with information about the progress as well as the information that he had not heard from the Mines Department regarding the lease, and the the 1000 sq ft Miners Right Claim was secure, dated Thur 6th April. .93) A three page letter with detailed information about the work in the tunnel and also detailed explanation of the leases he has pegged and repegged. He also thanked Tom for paying the balance which was owed to the Department and informed Tom that he was going home, dated Tues 11th April 33. .94) A four page letter written from Prahran, thanking Tom for Ned's cheque and with information about the work still being carried on by Ned. He also talked about the pegging of the Mt Mercer claim and the cost of the advertisement and application and survey fees to secure the site as well as his opinion of the probable value of the gold from this site. He also stated that he really needed more investment from those who had initially invested with him or from new investors, dated 17/4/33. Included was a one page letter from Edward Woodlock (Ned) to Mr Squire regarding the work he was carrying out at the tunnel, dated Saturday. .95) A three page letterwritten from Mt Mercer, regarding the work in the tunnel and the quality of the gold found and the direction they will take. He also stated that he was posting letters to the original investors to see if they would contribute to the cost of the lease and also talked about another man who had a Notice of Application posted at Grenville for the water rights for a 25 miles long area and a dam. His Capital is 300 pounds and the supposition is that he wants to 'unwater' the leads, dated Frid 20th April. .96) A one page letter regarding the continued work in the tunnel and how his suppositions seemed to be correct, dated Thur 27th April 33. .97) A three page letter thanking Tom for Ned's cheque of 6 pounds 7 shillings and 6 pence. He also gave detailed information about the tunneling and the type of ground found and his next intentions. He also gave further information about the Notice of Application at Grenville which was posted by B Ryan, Agent for Western Deep Leads Coy Limited for 6000 acres, dated Sun 30th April 33. As well is a note detailing the information copied from the Notice. .98) A two page handwritten letter detailing the work being carried out as well as a complaint that he had not heard from the men he had written to, dated Thur 4th May 33. .99) A one page handwritten letter regarding the tunnel work and informing Tom that the gold found is shotty, dated Sat 6th May 33. .100) A four page handwritten letter written from Prahran, detailing the tunnel work and informing that the gold prospects were better in no.1 cross cut south and there was also payable fair gold where they were currently working, if worked in bulk. He also talked about the possibility of new investors as the old ones had not responded to his letter and the necessity of securing the leases, dated 11th May 1933. .101) A one page handwritten letter by E. Woodlock (Ned) to Mr Squire regarding the work going on, dated Thursday. .102) A six page handwritten letter written from Prahran historically detailing the acquisition of the two leases at Mt Mercer, 35 years earlier, with M C Donnely/Donney and Jas Clements, including Madisons. He goes on to clarify Tom's suggestion regarding the Leases and the Companies to be floated, then details the the shafts, bores, tunnels and Deep Leads held in the leases and then goes on to say what his next steps would be, dated 13th May 33. .103) A two page letter written from Mt Mercer detailing the continued work in the tunnel with the added information that because of the incline it was taking two men to push the truck up the tunnel. Richard also told of the need to take more parsley water for his condition, dated Thur 18th 33. .104) A three page letter with a very detailed description of the work in the tunnel. Richard also told that he had run out of metal rails and was having to use timber as a substitute. He was also to re-peg the North and South Leases in the morning, dated Sun 21st May 33. .105) A two page letter detailing the work in the tunnel and saying that there was a hundred feet of rail locked in by a fall in the No.2 Tunnel and he was hoping to get them out to replace the wooden rails as they made for heavy work on the inclines. He also said that he had a letter from the Department telling him to communicate with the Surveyor in Ballarat, dated Wed 24th May. .106) A three page letter acknowledging Ned's cheque as well as information about the work in the tunnel, including that he had been able to retrieve 45 feet of rail and would get more when needed. He said he was pleased that Tom and Mr Wilkinson were making a trip on Saturday to see him. He talked of the weather and the fact that the bread was a week old, so to bring enough to last till the Monday. Among other things he also spoke of Tom revising the Plans and also having a Share book printed and the name was to be the Ballarat Deep Leads Extension for which there could possibly be 3 Companies, dated Sun 28th May. .107) A one page letter with information about the work in the tunnel and also a weather update and the best way to come, dated Wed 31 May 33. .108) A two page letter written from Prahran, explaining a visit to the Leigh River Shaft to get whim rope, whip wheels and sundry items. He shifted some equipment and built a new forge and was to fix and mount a windlass and rope to enable Ned to get the truck up the incline of the tunnel. He also spoke of the work being undertake by Ned then when on to more personal correspondence about a birthday present for one of Tom's boys, dated 9/6/33. .109) A two page letter acknowledging receipt of the 'Prospectus of the Ballarat Deep Leads Extension Syndicate' and 'Share Certificate'. The No.1 Lease was in Ned's name and the No.2 Lease was in Jim's name to avoid inquisitive interest. Jim logged a Notice of Application and paid the fees. Richard acknowledged receipt of Ned's cheque and asked for 5 pounds as his finances were 'rather tight', dated 14/6/33. Included was a 1 page letter from Ned to Mr Squire regarding the work in the mine, dated Saturday. .110) A one page letter written from Mt Mercer giving information about what was happening in the new x cut N near the mouth of the tunnel, dated Friday 16/6/33. .111) A one page letter telling about the work and that he had fixed an old shed of Mr Reads for the forge. Mr Read and Mr Cameron visited and Richard was hopeful that Mr Cameron, the owner of the land in the North Lease would be easy as regards an agreement, dated June 22/33. .112) A two page letter which talked about his health, the mine, the local J.P. who had lost his eye in a shearing accident and the surveyors visit, He also spoke about contacting the Gold Mines Ltd and the Berry Leads Company, dated Tue 27th 33. Also included was a letter to the Mines Department and a receipt from the Mines Department for the sum of 7 pounds 10 shillings as well as the Lease Applications from the newspaper dated June 13th 1933. .113) A two page letter complaining of the charge made by the Mines Department for a Surveyors Inspection. He also wrote of trying to set up a float for the mine which he would do when he returned home.He also explained the current findings at the mine, dated Sun 2nd July 1933. .114) A one page note written from Prahran informing Tom that he had not yet heard from Gold Mines Ltd and also that there was a hitch with the lease on the house, but this was to hopefully be fixed the following day. He also spoke of Tom's trip home (completed in tow), dated 18/7/33. .115) A two page letter recounting some of the difficulties they were having with the new owners of the house they leased in Prahran. He also spoke of the fact that the Mines Department had requested another 10 pounds although they had not yet completed the survey on either mine, dated 21/7/1933. Also included was a one page letter from E. Woodlock (Ned) to Mr Squire about the workings, dated Tuesday and a letter from the Gold Mines of Australia Limited saying that the information he had supplied was now with their engineers, dated 20th July, 1933. .116) A three page letter written from Armidale saying that Mam (his wife) was fretting with the move to this house. He also told of the rejection by the Gold Mines of Australia Limited of his proposal to invest in his Mt Merser Mine, stating that he believed that Jim Clements who had been the manager when the mine had previously been opened, had most likely "thrown all the cold water he could" on the proposal. He spoke at length about how this man had run the mine into the ground and his own involvement with the winding up of the company. He went on to say that he would approach Ryall to see if he was interested in investing, dated 28/7/33. Included was the letter from Gold Mines of Australia Limited, dated 26th July, 1933. .117) A two page letter written from Prahran telling of the move to another house where Mam was quite settled. He also wrote of the work Ned was carrying out at the mine as well as personal and family news. He wrote that as he had not heard from Ryall, he would visit him the following day, dated 6/8/33. Also included was a two page letter from E Woodlock to Mr Squire giving detailed information of the progress at the tunnel, as well as asking for a new pair of boots as the ground was so wet his were letting in the water, dated Thursday. .118) A two page letter explaining about a letter he received from Mr Cameron who believed he had found gold as well as some personal information and his health, dated 8/8/33. Also included was a one page letter from Neil W Cameron to R B Squire telling about some specks of gold he'd found in a post hole, dated July 31st 33. Thirdly was a one page letter from Ned to Mr Squire explaining the work he was doing in the tunnel, dated Saturday. .119) A one page note saying that he did not like the enclosed 2 copies of the typed Agreement of the Leigh River Gold Mining Company with William Ryall, but asked Tom's advice. dated 9/8/33. .120) A two page letter dealing mainly about the work going on at the new house and the settling in process. He also wrote about the proposed Agreement with Ryall, dated 11/8/33. Also included was a one page letter from Mr Ryall to R B Squire from which part of the left hand side had been severed, dated 10th August 1933. .121) A one page note from R B Squire to W Ryall dated 14/8/33, with attached one page of information and figures. Also attached a one page letter from R B Squire to W Ryall asking if Ryall would be interested viewing the plans for an alluvial mining proposition, dated 27/7/33. .122) A three page letter mainly about the visit to Ryall and a Mr Cundy about the proposed agreement with his concerns about the language and terms of the agreement, dated Sun 21st 33. Also included was a letter from Ned to Mr Squire about the continued work in the tunnel and the fact that two of the pick heads had cracked and would have to be fixed, dated Thursday. .123) A two page letter dealing with a meeting had with Ryall and others in a private office regarding the interest in investing in the mining proposition, dated 23/8/33. .124) A four page letter dealing mainly with the work at the tunnel and exploratory diggings at the spot Mr Cameron had written about as well as the damage done to the car on the way to the workings, dated 29/8/33. .125) A one page letter telling of a proposed meeting with Mr Taylor and a Mr Bowler, who may turn out to be Alan Bowler who he knew, regarding the Mr Mercer Float scheduled for the following day, dated 30/8/33. .126) A five page letter explaining the content of the meeting held with Mr Bowler, who represented an English consortium which was interested in the Mt Mercer site. He explained the terms that the consortium would offer if they went ahead, This included 25 % shares in the mine but no money, which he bemoaned because of the shortness of their cash reserves. He went on to detail the 4 distinct deposits of wash in this field, which he believed were unique in the Ballarat district. He also stated that he had not heard from Mr Ryall. He closed by talking about the water levels in the mine, dated 1/9/33. .127) A two page letter saying that he had written an 11 page report on the Mt Mercer field for the English consortium as well as a private letter for the chairman.He also reported that he had been to see Ryall. Neither party knew that he was talking to the other. added was some personal information, dated 6/9/33. .128) A one page letter telling of a meeting with Mr Bowler and Mr Tayler who carefully went through his report. It was then being typed. He believed he had two strong supporters, dated 7/9/33. Also included was a 2 page note from A Bowler to R B Squire asking him to bring the report into the office the following day to be perused and typed, dated Sept 6th 33. .129) A two page letter with personal encouragement for one of the children. The letter then goes on with more information about the meeting with Mr Tayler and Bowler and his impressions of their interest. He also talked about the one of the experts who was to examine the site and also about the report which was now typed and a copy sent to Tom, dated 8/9/33. .130) A one page letter keeping him informed of progress. The expert was away but would be briefed on his return. He also thanked Tom for a cheque, which was used to get the car 'Liz' back in order for the trip to be made with the experts at a later date. He informed Tom of his intention to return to Mt Mercer, dated 13/9/33. .131) A one page letter written from Mt Mercer telling of the trip from Melbourne and the weather. He spoke of what was happening in the tunnel and that he had not yet heard from any of the interested parties, dated Tue 19th Sept. .132) A five page letter written from Prahran with detailed information about the tunnels, the washes and the shows. He also detailed his meeting with Bryant 38 years ago at the No 1 at Carisbrook and how he had given him assistance at that time and subsequently as well as giving his version of a potted history of Bryant, dated 29/9/33. .133) A two page letter with information about the arrival of the chairman of the English group and that Ned had shown Mr Kermode around the site, dated 6/10/33. Also included was a cutting from the Age about the arrival of Mr F W Baker, representing a large English financial group interested in Victorian deep lead propositions, dated Oct 6th. As well were two, one page letters from Ned (E Woodlock) to Tom, regarding the work in the tunnels, the bad air and the hopes of a successful float, dated Tuesday and Wednesday. .134) A one page letter thanking them for the gift of eggs and parsley. He also talked about a letter from Bowler regarding the business of the experts and that their leases would be seen in due course, dated 10/10/33. Included was a one page letter from A Bowler to P B Squires saying that Mt Mercer site was receiving attention but that no decision had as yet been made, dated Oct 9th 1933. .135) A three page letter written from Prahran giving information about Richards visit and conversation with Mr Ryall, who indicated that no decision had as yet been made regarding his proposal. He also included some personal information about members of the family, dated 18/10/33. Included was a one page letter from Ned (E Woodlock) to Tom with information about the tunnelling progress in no.2 tunnel and the bad air that drove them out for a time, dated Saturday. .136) A one page letter containing a brief update on the state of affairs , dated 20/10/33. Included was a one page letter from Ned to Mr Squire with an information on the progress at the tunnel and with the information that his hands were cracked so badly that he was wearing two socks on each hand, dated Saturday. .137) A one page letter which family news and a paragraph about the figures in his calculations, dated 21/10/33. On the back side was a letter from E Squire (his wife) to Tom, Hazel & boys again with family and personal information, dated 22nd 10/33. .138) A three page letter with the disappointing news that the English consortium would not take up the option on the Mt Mercer lease and gave his opinion that it was self interest that stopped it going ahead. He then gave two options as to the way forward, dated 24/10/33. Also included was a typed one page letter from W C Tayler to R B Squire informing him of a letter stating that the proposal had been turned down, dated 23rd October 1933. .139) A three page letter informing of further developments with Mr Tayler who asked for the plans to be left at the office till the following week as there was another company who may yet be interested to take up the option, dated 27/10/33. .140) A one page letter asking for 9 copies of the old agreement to be typed for the 3 Syndicate members, Rice, Cameron and McNaughton, dated 5/11/33. .141) A three page letter regarding the decision by the Syndicate to reopen the LRG shaft and the practical issues of timber acquisition and probable costs. He then went on to talk about Mam's indisposition and treatment by the herbalist, Goon, dated 8/11/33. Also included was a newspaper clipping from the Age entitled 'Inquiries for properties at Ballarat'. .142) A three page letter giving all the news regarding the agreements, the costs and the way forward. He also spoke of his wife's improvement and other personal information, dated 11/11/33. .143) A two page letter written from Mt Mercer regarding the difficulties in obtaining the timbers and tanks needed to reopen the shaft and the state of all the existing fittings and what would be needed to get the site operational again. His agreement with Mr Read had duly been signed, dated Thurs 16th 33. .144) A two page letter with further information about the progress with acquiring and repairing the shaft site, dated Mon Nov 20th 33. .145) A three page letter informing that the timber for the whim & shaft were being delivered and the area had been cleared out for the poppet heads. The top of the shaft had been cleared ready for re-framing and other work had been carried out. Liz, the car had broken down and Jim was in the process of fixing her. He concluded with information about his and his wife's health, dated Sun 26th Nov 33. .146) A four page letter with news of Mam's health, the problems associated with fixing the car and the floods which stopped Jim from going to Ballarat and washed away the Gary Bridge which affected the mail and had halted work at the shaft, as well as delaying the second delivery of timber, dated Sun Dec 3rd. .147) richard squire, william ryall, jim clements, gold mines of australia limited, e woodlock, ned woodlock, neil w cameron, alan bowler, mr cundy, don mcnaughton, mr rice -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Receipt Paper Spike, 1910-1925
Item used in offices to secure receipts and other paper work by piecing the paper itemsSignificant as a decorative object used in offices from the early 20th centuryMetal spike for paper or receipts Item has a square ornate base decorated within its casting a floral design. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, spike, paper spike -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageBook - Religious, University Press, The Holy Bible, Ca. 1850s
This Bible belonged to the Bell family. Joseph Bell was born on May 9th 1829. He married Elizabeth, who was born on October 22nd, 1833. Their marriage was conducted on September 12th, 1854, at St Pauls, Bristol, England. On the front pages of the bible there used to be a list of their ten children and their birthdates but there are only remnants of a heavy weight paper; the opposite Fly page with publication details is also missing, along with the Family Records section, which no longer has pages for Births and Marriages, only precise edges of two pages . The Bible is the King James Version, named after James Charles Stuart (1556-1625) who was King James VI of Scotland from 24 July 1567, and who was crowned King James I of England, France and Ireland from 24 March 1603 until his death in 1625. The Hampton Court Conference of 1604 commissioned a new and more accurate version of the Holy Bible that was translated from the original Sacred Scriptures and that included only the approved books. This task was undertaken be a group of learned scholars who worked in teams and compared notes, working to ensure a true and accurate version. It was completed in 1611 and became widely known as the King James Version (KJV) of the Bible and is still widely used and greatly respected for its poetic language. The first printed page of this Bible is the Translators Speech at the completed work which was handed over to King James I in 1611.This Bible was published after 1611, and likely to have been purchased at the time of the marriage of the previous owners, Joseph and Elizabeth Bell, in 1854, so it is possibly a century and a half old. The decorative cover and metal clasp are a sign that the Bible was a book to be treasured,. Indeed, our Collection included several Bibles brought to Australia by immigrants, even though luggage was tightly restricted. This Bible was once used as a family record, similar to Bibles printed in modern times, with lined blank pages in the centre for the owners to record their own, their ancestors' and their descendants' life events. Sadly, these pages are no longer within the Bible.Book, black textured leather front and back covers, gold leaf page edges, metal clasp on centre edge of front and back covers holds them together. The title is inscribed in gold embossing on the front cover. The Bible has coloured illustrations, cross references and maps. The front inside cover has remnants of a previous stuck-down page, the Fly page, and the Family Records pages for Births and Marriages has been cut out of the book. TITLE: The Holy Bible. PRINTER: University Press, London, England PREVIOUS OWNERS; Joseph and Elizabeth Bell, married in Bristol, England in 1854.Embossed in gold on cover: "HOLY BIBLE"warrnambool, shipwreck coast, flagstaff hill, flagstaff hill maritime museum, flagstaff hill maritime village, religious book, bible, holy bible, king james bible, king james vi, king james i, 1611, kjv, joseph bell, elizabeth bell, st paul's church bristol, 1829, 1833, 1854, authorised king james version, authorised version, av, sacred scriptures -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Sewing Machine, 1911-1920s
This machine was made in Baden, Germany, for the Ward Brothers of Melbourne, who imported machines from various manufacturers and had them branded with their Ward Brothers decals. This machine is most likely dated after 1911, when the Ward Brothers became two separate businesses, as there are only remnants of two portrait decals on the machine bed. There is a fitted embedded ruler in the wood of the base. Many sewing machine manufacturers in Germany produced their machines specifically for export. A company could mass-produce its machines and give the same product several different brand names, according to their overseas buyers. There was a huge market for domestic machines as it enabled tailored clothing to be made in households at a fraction of the retail prices. Ward Brothers began in Australia in the late 1890s and early sewing machines sold by them had the three brothers on their decals. In 1911 the brothers divided into two separate firms, one operating on his own, the other two remaining together, and all still operating in Melbourne and at first still using the name Ward Brothers.This sewing machine is one of two hand-operated Ward Brothers machines in our collection that were made in Baden, Germany, and the only one that has the two Ward Brothers on its decal and that has side to side slide plates. This machine represents the early domestic market for sewing machines, making it possible for the everyday homemaker to produce fashionable garments and linen ware that was affordable. The owner of this machine could work at more than one location as it was portable and did not require a large space to set up. The machine is associated with the well-known Ward Brothers of Melbourne, who sold imported sewing machines that were branded with their own name.Sewing machine with case. The black-painted metal machine is hand-operated and the crank handle is wooden. The machine is on a wooden base and has a box included that contains many machine accessories. Made in Baden, Gemnamy, for Ward Brothers of Melbourne. There is an attached metal plate on the front with rows of groups of numbers on it. The wooden bed has an embedded ruler. The machine had decals with geometric designs and the maker's name.Printed in script: "Specially made in Baden / by Ward Broth Melbourne"flagstaff hill, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, sewing machine, hand operated, domestic sewing, homemade clothing, fashion, ward brothers, made in germany, baden, front and rear slide plates, post wwi, post 1911 -
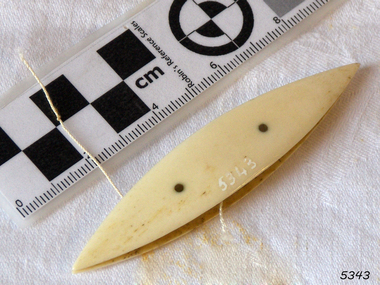 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, Ivoryflagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageTatting Shuttle
Tatting is a form of knotted lace making using thread and a small shuttle. Twisted threads are tied around or through small, pointed shuttles that can be made of bone, mother of pearl, tortoise shell, steel or plastic. This produces a stable, strong lace using simple knots of two half hitches to make rings and chains embellished with picots. The origins of tatting are not clear but early versions of decorative knotting were used by the Egyptians on their ceremonial dress. Tatting also has elements of fishermen's net making techniques and the decorative knotting that was practiced by aristocratic women from the 15th century. Tatting, as we know it today, emerged in the first half of the 19th century. The new availability of mercerised thread from 1835 encouraged a burgeoning of lace crafts of all sorts. It was known in Italy as "occhi" and in France as "la frivolite". Tatting looks fragile but is both strong and durable. An article in a column named "Wives and Daughters" published in the Star newspaper in May 1910 describes the durability of tatting lace - "there is edging and insertion still in existence that have outworn two sets of pillow slips." In the 19th century and well into the 20th century, tatting was used like crochet and knitted lace for decorative edgings, collars, doylies, tray cloths etc. At first, different tatting patterns were passed along by word of mouth from person to person, however in time, patterns regularly appeared in newspapers and magazines well into the 1950's. A shuttle is a small tool that looks like a small boat "sailing" in and out of the thread. Tatting is called "schiffchenarbeit" in German, which means "the work of a little boat". There are two popular types of shuttles. The first has closed ends and a removable bobbin where the thread is wound around - often made from metal or plastic. The second type has a post in the center where the thread is wound. The ends of this bobbin are open but snug. Because it is constructed in two pieces, it can be made from materials like bone, ivory or mother of pearl. Shuttles hold a larger amount of thread (as compared with needles) which means fewer ends to weave in. Fishermen in the past are thought to have used large shuttles to weave cord into certain knots whilst making their fishing nets. Their methods were copied by weavers, who innovated by using threads and smaller shuttles to make lace.Tatting Shuttle, Black plastic, "ARCHER" inscribed. "ARCHER" inscribed.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, tatting shuttle, handcraft, needlework