Showing 668 items matching "cooling"
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1850's - 1900
This bottle is sometimes referred to as a black glass 'Gallon' bottle. It is used for storing and transporting liquor such as port or madeira. Glass bottles and glass jars are in many households around the world. The first glass bottles were produced in south-east Asia around 100 B.C. and the Roman Empire around 1 AD. America's glass bottle and glass jar industry were born in the early 1600s when settlers in Jamestown built the first glass-melting furnace. The invention of the automatic glass bottle blowing machine in 1880 industrialized the process of making bottles. In 2019, plans were made to re-introduce milk glass bottle deliveries to Auckland in early 2020. The earliest bottles or vessels were made by ancient man. Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. This glass was very thin as the fire was not as hot as modern-day furnaces. The blowpipe was invented around 1 B.C. This allowed molten glass to be gathered at the end of the blowpipe and blown into the other end to create a hollow vessel. Eventually, the use of moulding was introduced, followed by the invention of the semi-automatic machine called the Press and Blow. In 1904 Michael Owens invented the automatic bottle machine. Before this time most glass bottles in England were hand blown. This is one of four bottles in Flagstaff Hill Maritime Museum collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases and other medical issues before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in the 1850s. The bottle gives a snapshot into history and a social life that occurred during the early days of Melbourne's development and the sea trade that visited the port in those days. Bottle, glass, solid dark purple (black), round, matt surface. Glass ring below mouth, neck is slightly bulbous, body tapers slightly inward from shoulder to base. Base is concave with pontil mark. Bottle has no inscription. Generally used for storing port.flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, handmade bottle, handmade english beer bottle, pontil bottle, black glass, gallon, purple bottle, ale bottle, porter bottle -
 City of Greater Bendigo - Civic Collection
City of Greater Bendigo - Civic CollectionEquipment - Crucible, Bendigo Pottery
Assay is a process of metallurgy and chemical analysis used to determine proportions of precious metals in ores and other metallurgy substances such as silver or gold. The process helps identify pollutants present within a sample and can indicate a high level of pollution in a mining site. Stoneware crucibles are used in the fire assay process due to their ability to withstand high temperatures. Fire assay is a three step process where by samples from the mine are ground in a find powder and then mixed with dry powder chemicals. This mixture is heated in a crucible to extreme temperatures (crucible fusion) until all of the powers fuse into a glass like slag. Once this reaction is complete, the contents are poured into a mold and cooled. In step three (known as cupellation) the mixture is separated in a fire assay cupel and once this is complete the cupel with reveal a small bead of precious metals. Established by George Guthrie in 1857 (about 5km north of its current site) and then again seven years later in 1864 after it initially closed, Bendigo Pottery remains one of the most influential and longest running potteries in Australia. Over the years the Pottery has contributed to the growth and development of the district through both its products including building products, table ware and decorative and commemorative war as well as artistically, being responsible for training and supporting many potters locally. It has partnered with the City on various tourism promotions and the Civic Collection holds a number of important items within its collection.Two stoneware vessels of differing dimensions (0287.1 & .2). Unglazed and porous, showing extensive signs of use. Stamped and marked on the outside. 0287.2 has a shaped pouring lip. Six smaller items, coins, buttons (0287.3,.4,.5,.6,.7,.8) were found with the crucibles but their relationship to the assay items is unknown.0287.1; Large crucible; Bendigo Pottery / E. 0287.2; Small crucible: Pottery / C Icity of greater bendigo commerce, city of greater bendigo mining, making a nation exhibition -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Rawleigh's Ready Relief, as an aromatic inhalation, 1967
Rawleigh's Ready Relief was advertised for checking and relieving head colds and catarrh. W. T. Rawleighs Co Ltd was a Canadian firm who expanded their food manufacturing business to Australia in 1928. In 1934 they purchased land in Dawson Road, Brunswick and built a five storey brick and reinforced factory. The building was still standing in 2022.Clear glass bottle with white plastic screw on lid. Paper wrap around label printed in green, black and pinkFRONT: Rawleigh's Ready Relief as an aromatic inhalation Net 30 ml W. T. Rawleigh Co Ltd. 60 Dawson St. Brunswick Victoria, 3056. LEFT SIDE: Active Constituents % w/w Alcohol 57.571, Camphor Crystals 4.789, Menthol Crystals 10.200, Menthol Liquid 5.100, Oil of Lavender 50% 18.124 Oil of Pinus Pumilous 0.786, Oil of Eucalyptus 0.180, Musc Ambrette Solution 0.20, Dist. Water 3.00. Reg. Vic 18810 E2012 RIGHT SIDE: Directions: Place drop or tow on folded handkerchief. Inhale gently, then gradually deepen inhalation. At night put a few drops at end of pillow. Not recommended for children under three years. Keep tightly closed. Store in cool place.medical, rawleighs co ltd, brunswick -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1880s to 1910s
This handmade green glass bottle was made using the turn-moulded or rotated-moulded method, a variation of the mould-blown process. The bottle has the remnants of a cork seal in its mouth. It possibly contained ginger beer, soda or mineral water, flavoured drinks, liquor or wine. TURN-MOULDED BOTTLE production method This bottle was handmade using the ‘turn-moulded’ process, one of a variety of mould-blown processes that followed the earlier mouth-blown method. The maker would add a portion of hot soft glass to the end of his blowpipe then blow air through the pipe while placing the end inside a bottle mould. The mould was then turned and twisted, giving the bottle a round, seamless body, and usually a round indented base. The cooled body of the bottle would then be finished with the addition of an applied top. A small amount of soft glass would be applied to the top of the bottle and a lip would be formed using a tooling implement. A concentric ring would also form below the lip, caused by the rotated lipping tool. The bases of bottles made with the turn-moulded method were generally not embossed but would commonly have a mamelon or ‘dot’ in the centre of the base. SEALING THE BOTTLE After filling this type of bottle with its contents it is then sealed with a straight, cylindrical cork with the aid of a hand operated tool called a bottle corker. The bottle corker compresses the cork as it is driven into the bottle. Once inside the bottle the cork expands evenly into the opening to tightly seal the contents – the denser the cork the better the seal. This turn-moulded glass bottle is made distinctive due to its round seamless body and indented base.Bottle, dark green glass. Handmade turn-moulded bottle with seamless body and tooled lip. Deeply indented base has push-up mark with a ‘mamelon’ bump in the centre. Bottle is straight from base to half height, then tapers to a shoulder over the next quarter, than almost straight up to the mouth. There is a portion of cork in the bottle’s mouth and dry remnants in the bottle’s base. Possibly used for ginger beer. Produced in 1880s to 1910’s. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, green glass bottle, handmade glass bottle, bottle with indented base, turn-moulded bottle, rotate-moulded bottle, tooled lip on bottle mouth, applied lip bottle, bottle corker -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1880s to 1910s
This handmade green glass bottle was made using the turn-moulded or rotated-moulded method, a variation of the mould-blown process. The bottle has the remnants of a cork seal in its mouth. It possibly contained ginger beer, soda or mineral water, flavoured drinks, liquor or wine. TURN-MOULDED BOTTLE production method This bottle was handmade using the ‘turn-moulded’ process, one of a variety of mould-blown processes that followed the earlier mouth-blown method. The maker would add a portion of hot soft glass to the end of his blowpipe then blow air through the pipe while placing the end inside a bottle mould. The mould was then turned and twisted, giving the bottle a round, seamless body, and usually a round indented base. The cooled body of the bottle would then be finished with the addition of an applied top. A small amount of soft glass would be applied to the top of the bottle and a lip would be formed using a tooling implement. A concentric ring would also form below the lip, caused by the rotated lipping tool. The bases of bottles made with the turn-moulded method were generally not embossed but would commonly have a mamelon or ‘dot’ in the centre of the base. SEALING THE BOTTLE After filling this type of bottle with its contents it is then sealed with a straight, cylindrical cork with the aid of a hand operated tool called a bottle corker. The bottle corker compresses the cork as it is driven into the bottle. Once inside the bottle the cork expands evenly into the opening to tightly seal the contents – the denser the cork the better the seal. This hand made, green glass bottle is representative of bottle making before mass production and is made distinctive due to its round seamless body and indented base.Bottle, dark green glass. Handmade turn-moulded bottle with seamless body and tooled lip. Deeply indented base has push-up mark with a ‘mamelon’ bump in the centre. Bottle is straight from base to half height, then tapers to a shoulder over the next quarter, than almost straight up to the mouth. There is a portion of cork in the bottle’s mouth and dry remnants in the bottle’s base. Possibly used for ginger beer. Produced in 1880s to 1910’s. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, green glass bottle, handmade glass bottle, bottle with indented base, turn-moulded bottle, rotate-moulded bottle, tooled lip on bottle mouth, applied lip bottle, bottle corker -
 Surrey Hills Historical Society Collection
Surrey Hills Historical Society CollectionBook, Diary of 138 Spr. R Garford M.M. Battalion and Div.Sig.Coy A.I.F
By arrangment with local and family history librarian, Myra Dowling, this diary was transcribed by Sandra Dexter from the original, which was donated to the City of Boroondara Library Service following the Boroondara Remembers project in 2015. It is a day-to-day account of a soldier's experience going to fight in World War 1, 1914-1919. Robert Thomas Garford (SERN 1138) was born in Fitzroy in 1892. He was aged 23 and living in Camberwell when he enlisted on 14 September 1914. He embarked from Melbourne on board HMAT A38 Ulysses on 22 December 1914. He was a sapper with the 2nd Divisional Signal Company. He was awarded a Military Medal: 'At CLERY, near MT.ST. QUENTIN, on the 31st of August 1918, this soldier was engaged as a linesman at the Brigade Forward Station. Throughout the day forward lines were repeatedly broken by enemy shell fire. Despite this Sapper FARFORD [sic], with very conspicuous coolness patrolled the lines from end to end repairing one break after another. His untiring efforts were responsible for the constant maintenance of communications from the Brigade Station to the Battalions.' Source: 'Commonwealth Gazette' No. 115, 10 October 1919. He returned to Australia 3 December 1918. He married Annie Christina Devine in 1941. They lived at 16 York Street, Surrey Hills and later 17 Blackburn Street, Surrey Hills. He died 30 May 1969 at Surrey Hills and is buried in Box Hill Cemetery: P-A-0054.A day to day account of a soldier's experience going to fight in World War 1, 1914-1919world war, 1914-1918, diaries and journals, (mr) (sapper) r garford, box hill cemetery, robert thomas garford -
 Melbourne Legacy
Melbourne LegacyPhotograph, Stan Savige Memorial, 2006
Photos of the unveiling of a memorial to Stan Savige in Morwell Victoria on 31st August 2006. It is a bronze bust mounted on a granite pedestal, it was installed in Legacy Place. The inscription on the front says: THIS MEMORIAL WAS ERECTED BY THE CITIZENS OF MORWELL TO HONOUR A GREAT HUMANITARIAN AND GREAT AUSTRALIAN Photos include the President of Legacy, Bill Rogers; Liza Price, Mayor of Morwell; Paul Buckley, La Trobe Valley CEO and a photo of Sir Stanley Savige KBE, CB, DSO, MC, ED. founder of Legacy who was born in Morwell 26.6.1890. He died 15.5.1954. The photos were sent to Legacy by Stan Wright. The inscription on the back (according to Monumentaustralia.org.au) says: A Distinguished Service Order (DSO) was awarded to Captain Stanley Savige, for conspicuous gallantry and devotion to duty during the retirement of Assyrian refugees from Sain Keleh to Tikkan Tappah between 26th and 28th July 1918; also at Chalkaman on the 5th and 6th August 1918. He was in command of a small party sent to protect the rear of the column of refugees who being hard pressed by the enemy. By his energy, resource and able dispositions the hostile troops, many of whom were mounted, were kept at a distance, although in greatly superior force. He hung on to position after position until nearly surrounded, but on each occasion extricated his command most skilfully. His cool determination and fine example under fire inspired his men and put heart into the almost panic stricken refugees, thereby averting what might have been a very serious situation.A record of a memorial to Stan Savige in his birthplace of Morwell.Colour photo x 8 of the Stan Savige memorial in Morwell.stan savige, memorial -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Olivine Crystals, Unknown
Olivine is mostly found on the Earth's surface in igneous rocks that are dark-coloured. It is common at divergent plate boundaries and at warm spots, such as volcanic areas. It crystalises and forms during the cooling of magma. Olivine is used in refractory sand, bricks, and gemstones. Olivine has been found on a number of meteorites, which might have originated from large asteroids or the mantle of a now-destroyed planet. This olivine crystal is thought to originate from Mount Noorat, with speculation that it could have originated from Mount Shadwell. Mount Noorat is a dormant volcano cone located in the Newer Volcanics Province of Victoria. Mount Noorat belongs to the Kirrae Wuurong people, who used the Mount as a place for meetings and gatherings prior to European settlement. Contact was first made between European settlers and the Indigenous people in 1841. The Mount has mostly been used for cattle and sheep grazing. Mount Shadwell is a well-known source of olivine and is the highest of a gathering of volcanic cones. The New Volcanic Province is located in South East Australia and covers 15000 square kilometres. It contains 400 explosive vents and small shield volcanoes. The last eruption is thought to have occurred 5000 years ago at Mount Gambier and Mount Schank. This olivine crystal has been identified as a volcanic bomb, which is a molten rock which was pushed out and ejected into the air when a volcano reupts. A rock needs to be larger than 65 mm in diameter to be classified as a volcanic bomb. This olivine volcanic bomb and its locality is historically and socially significant. The olivine was found in the Newer Volcanic Province, an area which contains over 400 dormant volcanoes. This olivine is one part of a volcanic bomb, which would have ejected when magma erupted out of a volcano. This specimen is part of a larger collection of geological and mineral specimens collected from around Australia (and some parts of the world) and donated to the Burke Museum between 1868-1880. A large percentage of these specimens were collected in Victoria as part of the Geological Survey of Victoria that begun in 1852 (in response to the Gold Rush) to study and map the geology of Victoria. Collecting geological specimens was an important part of mapping and understanding the scientific makeup of the earth. Many of these specimens were sent to research and collecting organisations across Australia, including the Burke Museum, to educate and encourage further study.A solid iron-magnesium silicate mineral with shades of green and brownburke museum, beechworth, geological, geological specimen, olivine, igneous rock, volcanic, gemstones, volcanic bomb, meteorites, asteroids, plantes, mount noorat, mount shadwell, indigenous, kirrae wuurong people, newer volcanics province, victoria, european settlement, eruption -
 Melbourne Tram Museum
Melbourne Tram MuseumPhotograph - Set of 7 Black & White Photograph/s, Melbourne & Metropolitan Tramways Board (MMTB), 1966
Series of 7 black and white photographs of the traffic congestion in the CBD during 1951. .1 - Flinders St from Flinders St Station office looking northwest with a W2 317 Richmond route 28 and many cars. Has "32" on rear in pencil. Has Snows and the SEC building in the view. .2 - Spencer St bridge, looking north with Fish Market/Cool Stores and the VR Head Office in the view. Has Taylor and ? General Carriers and Nestle's truck in the view. .3 - William St? with passengers waiting at a safety zone - has the Dennys Lascelles building in the background. .4 - Flinders St looking north east with Snows, the SEC, a Hotel and Hearnes sign showing. Has a W2 436? route 27 Hawthorn eastbound. Typed on rear "Enlargement of No. 76, Sheet No. 28 (report P25/1/8), "Spare" written in pencil and "For Testing Engrs 1/11/51" in ink. .5 - looking north with a horse drawn cart and a SW6 (East Kew) with dash canopy lighting. .6 - looking north - with Hearnes Provisions, Olympia Inn and Coffee Lounge and Young & Jacksons Hotel. Has a W2 partly in the photo about to enter the Safety Zone. ..7 - similar to .1 - with Snows, W2 route 48 North Balwyn and a Pattons Dry Cleaning van. See also Reg 4519 for another 7 photos of the same series.trams, tramways, traffic control, congestion, flinders st, spencer st, route 27, route 28, east kew, richmond, route 48, william st, safety zone, hawthorn, tram 317, tram 436 -
 The Beechworth Burke Museum
The Beechworth Burke MuseumGeological specimen - Basalt (igneous-volcanic) containing Olivine, unknown
This particular geological specimen was found in Mount Franklin or Lalgambook in Djadjawurrung, located between Daylesford and Newstead, approximately ninety minutes drive from Melbourne. The mountain is an example of a breached scoria cone (a steep conical hill of loose pyroclastic fragments) which was created by a volcanic eruption about 470,000 years ago, a date which may indicate the age of this geological specimen. The volcanic eruptions of Mount Franklin were most likely witnessed by members of the Dja Dja Wurrung Aboriginal tribe, who referred to this country as the 'smoking grounds'. Mount Franklin and the surrounding area appears to have been a place of considerable religious significance to Aboriginal people, there is evidence which indicates that frequent large ceremonial gatherings took place in the area. Basalt is the most common rock on Earth’s surface, more than 90% of all volcanic rock on Earth is basalt. Basalt is an aphanitic extrusive igneous rock formed from the rapid cooling of low-viscosity lava exposed at or very near the surface of a rocky planet or moon. Specimens are black in colour and weather to dark green or brown. Basalt is rich in iron and magnesium and is mainly composed of olivine, pyroxene, and plagioclase. Olivine is the name of a group of rock-forming silicate minerals with compositions ranging between Mg2SiO4 and Fe2SiO4. Unlike other minerals, Olivine has a very high crystallisation temperature which makes it the first of the minerals to crystallise from magma. As magma cools, the crystals begin to form and settle on the bottom of the lava and form basalts that are abnormally enriched in olivine in the lower part of lava flows. According to H. M. King (on geology.com) "Olivine is thought to be an important mineral in Earth's mantle. Its presence as a mantle mineral has been inferred by a change in the behaviour of seismic waves as they cross the boundary between Earth's crust and mantle". Lava from Mount Franklin and other volcanoes in the area filled valleys and buried the gold bearing streams that became the renowned ‘deep leads’ of the gold mining era. In 1852, as part of the Victorian gold rush, gold was discovered in the immediate area, this gold was created by lava flows during the Newer Volcanic period, which were mined intensively during the nineteenth century. Around 1865 the presence of a deep lead in Mount Franklin was established. Deep lead mining was initially unsuccessful, and it was not until the late 1870s that the Franklinford Gold Mining Company mined at Mount Franklin on a significant scale. A few years later the Mount Franklin Estate Gold Mining Company also struck gold, followed by the Shakespeare and Great Western companies in the mid-1880s. By the late 1880s, however, deep lead mining had ceased in the area. Soon after gold was discovered in 1851, Victoria’s Governor La Trobe wrote to the Colonial Office in London, urging ‘the propriety of selecting and appointing as Mineral Surveyor for this Colony a gentleman possessed of the requisite qualifications and acquaintance with geological science and phenomena’. Alfred Selwyn was appointed geological surveyor in Australia in 1852 which began the Geological Survey of Victoria. In 1853-69 the Geological Survey issued under Selwyn's direction sixty-one geological maps and numerous reports; they were of such high standard that a writer in the Quarterly Journal of the Geological Society of London bracketed the survey with that of the United States of America as the best in the world. During his years spent in Australia, Selwyn collected numerous significant geological specimens, examples of which are held in collections such as the Burke Museum.This geological specimen is an example of basalt and olivine which shows the volcanic lava activity and geographical specific nature of Mt Franklin as a significant volcanic site. According to Agriculture Victoria 'The crater is one of the deepest in the Central Highlands area. It is a major megacryst site with some of the largest known Victorian examples of megacrysts of augite and an orthoclase. The small parasitic mound of Lady Franklin on the western flanks adds to the geological interest of the site'. This specimen also highlights the locality as a significant place for both indigenous activity and Victorian gold rush era mining practices. This specimen is part of a larger collection of geological and mineral specimens collected from around Australia (and some parts of the world) and donated to the Burke Museum between 1868-1880. A large percentage of these specimens were collected in Victoria as part of the Geological Survey of Victoria that begun in 1852 (in response to the Gold Rush) to study and map the geology of Victoria. Collecting geological specimens was an important part of mapping and understanding the scientific makeup of the earth. Many of these specimens were sent to research and collecting organisations across Australia, including the Burke Museum, to educate and encourage further study.An angular, solid hand-sized piece of grey volcanic Basalt with green/brown Olivine phenocrysts along one flat edge.Olivine in basalt / - label is probably / correct. / C. Willman / 15/4/21burke museum, beechworth, indigo shire, beechworth museum, geological, geological specimen, mineralogy, basalt, igneous rock, igneous-volcanic, volcanic geology, volcanic, olivine, olivine specimen, basaltoid -
 Ringwood and District Historical Society
Ringwood and District Historical SocietyDocument, Packet: Agricultural and Horticultural Shows - schedules, cuttings, notes etc 1897 - 1961
Miscellaneous Correspondence;; Cuttings;; Schedules 1971-1961 (Some missing);; 1897 - first show award.Packet includes: . Programme for Ringwood Show Society third Annual Show to be held on Friday and Saturday, 3rd and 4th April 1936. . Correspondence between Ringwood Show Society and Ringwood Borough Council in connection with the 1936 Ringwood Show. . Two typed pages about the fruit growing in the Ringwood district and the establishment of the Ringwood cool stores in the early 1900's. . Newspaper cuttings dated 1922 to 1964- Ringwood Horticultural Society shows and activities. . Ringwood Horticultural & Agricultural Society Schedule for the Annual Autumn Show March 11th, 1961. . Newspaper cuttings- Schedules for Ringwood Shows 1911, 1917, 1918, 1920, 1922, 1924, 1934, 1936, 1937. . First Show First Prize Award Certificate awarded to J. Hewish for Variety Vegetables exhibit. . Miscellaneous hand written notes by members on a variety of matters- early 1900's. -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Bottle, c. 1850's - 1900's
This is one of four bottles in our Collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases etc before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in 1850's - 1900's. Glass bottles and glass jars are in many households around the world. The first glass bottles were produced in south-east Asia around 100 B.C. and the Roman Empire around 1 AD. America's glass bottle and glass jar industry were born in the early 1600s when settlers in Jamestown built the first glass-melting furnace. The invention of the automatic glass bottle blowing machine in 1880 industrialized the process of making bottles. In 2019, plans were made to re-introduce milk glass bottle deliveries to Auckland in early 2020. The earliest bottles or vessels were made by ancient man. Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. This glass was very thin as the fire was not as hot as modern-day furnaces. The blowpipe was invented around 1 B.C. This allowed molten glass to be gathered at the end of the blowpipe and blown into the other end to create a hollow vessel. Eventually, the use of moulding was introduced, followed by the invention of the semi-automatic machine called the Press and Blow. In 1904 Michael Owens invented the automatic bottle machine. Before this time most glass bottles in England were hand blown. This is one of four bottles in our Collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases etc before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in the 1850s-1900s. The bottle gives a snapshot into history and a social life that occurred during the early days of Melbourne's development and the sea trade that visited the port in those days. Bottle, solid colour brown glass,concave base, tapering slightly wider towards shoulder then inwards towards neck; ring of glass just below opening. Base is blown glass; pontil mark on base. Label "c.1850's STUBBY ALE", "ENGLISH HAND MADE, CORK & WIRE SEAL", "PONTIL MARK ON BASE $6" flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, brown glass bottle, handmade glass bottle, handmade beer bottle, handmade late 19th century bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Bottle, c. 1850's - 1900's
This is one of four bottles in our Collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases etc before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in 1850's - 1900's. Glass bottles and glass jars are in many households around the world. The first glass bottles were produced in south-east Asia around 100 B.C. and the Roman Empire around 1 AD. America's glass bottle and glass jar industry were born in the early 1600s when settlers in Jamestown built the first glass-melting furnace. The invention of the automatic glass bottle blowing machine in 1880 industrialized the process of making bottles. In 2019, plans were made to re-introduce milk glass bottle deliveries to Auckland in early 2020 The earliest bottles or vessels were made by ancient man. Ingredients were melted to make glass and then clay forms were dipped into the molten liquid. When the glass cooled off, the clay was chipped out of the inside leaving just the hollow glass vessel. This glass was very thin as the fire was not as hot as modern-day furnaces. The blowpipe was invented around 1 B.C. This allowed molten glass to be gathered at the end of the blowpipe and blown into the other end to create a hollow vessel. Eventually, the use of moulding was introduced, followed by the invention of the semi-automatic machine called the Press and Blow. In 1904 Michael Owens invented the automatic bottle machine. Before this time most glass bottles in England were hand blown. This is one of four bottles in our Collection that were recovered by a local diver from the quarantine area just inside the Port Phillip Heads. Ships were required to pull into this area to check for diseases etc before they could head up to Melbourne. Quite often they would drink and throw the bottles overboard. Handmade glass bottle, manufactured in the 1850s-1900s. The bottle gives a snapshot into history and a social life that occurred during the early days of Melbourne's development and the sea trade that visited the port in those days. Bottle, opaque brown glass, concave base, tapering slightly wider towards shoulder then inwards towards neck; ring of glass just below opening. Base is blown glass; pontil mark on base. "STUBBY 1850-1900 SMALL SIZE", ENGLISH 3 PIECE MOULD, HAND MADE TOP", "PAPER LABEL, CORK & WIRE SEAL $6flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, brown glass bottle, handmade glass bottle, handmade beer bottle, handmade late 19th century bottle -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured Glass, milk bottles 600ml, c1970
There are two distinct types of milk consumption: a natural source of nutrition for all infant mammals and a food product for humans of all ages that is derived from other animals. Milk is a key contributor to improving nutrition and food security particularly in developing countries. Improvements in livestock and dairy technology offer significant promise in reducing poverty and malnutrition in the world. Pasteurization is used to kill harmful micro-organisms by heating the milk for a short time and then immediately cooling it. In the past, milk was always packaged in glass milk bottles The first glass bottle packaging for milk was used in the 1870s. The first company to do so may have been the New York Dairy Company in 1877 with a small glass lid and a tin clip. Lewis P. Whiteman holds the first patent for a glass milk bottle c1884,which was sealed with a waxed paper disk. The Express Dairy Company in England began glass bottle production in 1880. Melbourne Glass Bottle Works Spotswood 1880 - 1990. Milk cartons first came to Australia in 1958, when the Model Dairy in Melbourne began packaging milk in 150 ml and 500 ml cartons. At the time, 160,000 new glass bottles were needed in Melbourne alone every week to keep up the delivery of 1.3 million bottles of milk a day c1970, the blow-moulded disposable plastic milk bottle was introduced. In 1987, only about 2% of milk was still being sold in glass bottles. Glass milk bottles are now rare. Metric measures were introduced throughout Australia with Decimalisation 14/2/1966.3 x clear glass milk bottles c 1970 600ml ( 2 shown in photograph)PASTEURISED / 600 ML MILKmelbourne glass bottle works, spotswood melbourne, milk, dairy, dairy produce, dairy farmers, market gardeners, pioneers, early settlers, moorabbin, cheltenham, pasteur louis, pasteurization -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1880s to 1910’s
This handmade green glass bottle was made using the turn-moulded or rotated-moulded method, a variation of the mould-blown process. The bottle has the remnants of a cork seal in its mouth. It possibly contained ginger beer, soda or mineral water, flavoured drinks, liquor or wine. The bottle’s shine has been worn from around 3/4 of its body, indicating that it has been resting horizontally on an abrasive surface, perhaps in the ground or on a river or sea bed. TURN-MOULDED BOTTLE production method This bottle was handmade using the ‘turn-moulded’ process, one of a variety of mould-blown processes that followed the earlier mouth-blown method. The maker would add a portion of hot soft glass to the end of his blowpipe then blow air through the pipe while placing the end inside a bottle mould. The mould was then turned and twisted, giving the bottle a round, seamless body, and usually a round indented base. The cooled body of the bottle would then be finished with the addition of an applied top. A small amount of soft glass would be applied to the top of the bottle and a lip would be formed using a tooling implement. A concentric ring would also form below the lip, caused by the rotated lipping tool. The bases of bottles made with the turn-moulded method were generally not embossed but would commonly have a mamelon or ‘dot’ in the centre of the base. SEALING THE BOTTLE After filling this type of bottle with its contents it is then sealed with a straight, cylindrical cork with the aid of a hand operated tool called a bottle corker. The bottle corker compresses the cork as it is driven into the bottle. Once inside the bottle the cork expands evenly into the opening to tightly seal the contents – the denser the cork the better the seal. Brown, brown glass. Handmade turn-moulded bottle with seamless body and tooled lip. Deeply indented base has push-up mark with a ‘mamelon’ nipple-liker bump in the centre. Bottle is straight from base to half height then tapers to a shoulder over the next quarter, than almost straight up to the mouth. Produced in 1880s to 1910’s. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, brown glass bottle, handmade glass bottle, bottle with indented base, turn-moulded bottle, rotate-moulded bottle, tooled lip on bottle mouth, applied lip bottle, bottle corker, ginger beer bottle -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1880s to 1910s
This handmade green glass bottle was made using the turn-moulded or rotated-moulded method, a variation of the mould-blown process. The bottle has the remnants of a cork seal in its mouth. It possibly contained ginger beer, soda or mineral water, flavoured drinks, liquor or wine. The bottle’s shine has been worn from around 3/4 of its body, indicating that it has been resting horizontally on an abrasive surface, perhaps in the ground or on a river or sea bed. TURN-MOULDED BOTTLE production method This bottle was handmade using the ‘turn-moulded’ process, one of a variety of mould-blown processes that followed the earlier mouth-blown method. The maker would add a portion of hot soft glass to the end of his blowpipe then blow air through the pipe while placing the end inside a bottle mould. The mould was then turned and twisted, giving the bottle a round, seamless body, and usually a round indented base. The cooled body of the bottle would then be finished with the addition of an applied top. A small amount of soft glass would be applied to the top of the bottle and a lip would be formed using a tooling implement. A concentric ring would also form below the lip, caused by the rotated lipping tool. The bases of bottles made with the turn-moulded method were generally not embossed but would commonly have a mamelon or ‘dot’ in the centre of the base. SEALING THE BOTTLE After filling this type of bottle with its contents it is then sealed with a straight, cylindrical cork with the aid of a hand operated tool called a bottle corker. The bottle corker compresses the cork as it is driven into the bottle. Once inside the bottle the cork expands evenly into the opening to tightly seal the contents – the denser the cork the better the seal. This turn-moulded glass bottle is made distinctive due to its round seamless body and indented base.Bottle, dark green glass. Handmade turn-moulded bottle with seamless body and tooled lip. Deeply indented base has push-up mark with a ‘mamelon’ bump in the centre. Bottle is straight from base to half height, then tapers to a shoulder over the next quarter, than almost straight up to the mouth. The shine has been worn from three-quarters of the body of the bottle. There are particles adhered to the inside of the bottle. Possibly used for ginger beer. Produced in 1880s to 1910’s. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, green glass bottle, handmade glass bottle, bottle with indented base, turn-moulded bottle, rotate-moulded bottle, tooled lip on bottle mouth, applied lip bottle, bottle corker -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Iron, Mrs Florence Potts, Late 19th to early 20th century
Sad irons of the 19th century were so named because of the weight 1.8Kg that was needed to press wrinkled clothes and sheets. They were made of solid metal, including the handle. When the iron was heated, this meant that the handle would also heat up. The user would have to use a thick cloth or a mitt of some sort before they could pick up the iron. Even so, burns and blisters, as well as strained, tired arms, were a normal part of the “ironing day.” Mrs Mary Florence Potts of Ottumwa, Iowa, brought a change to the world of ironing. At the age of 19, in 1870, she invented her first sad iron. It had a hollow metal body that could be filled with a non-conducting material such as plaster of Paris. In 1871, Mary invented the removable wood handle, so that it could be changed from the cool iron to one that was hot and ready to use. A final improvement was the shape: Mary made both ends pointed so its user could iron in either direction. All of these inventions were patented under her name, a rarity for the time. Mary, with the help of her husband, tried unsuccessfully to market her invention on her own. It wasn't until she sold the sales rights to the American Manufacturing Company that sales took off. Advertised as "Mrs Potts' sad iron," it became a sensation. The company manufactured the iron from about 1876 to 1951. Mrs Potts' sad iron became a household word and a standard for future inventors to have to surpass. This didn't happen until 1882 when Henry W. Seely patented the first electric iron. The item is significant not only as a usable domestic tool, but it was, at the time of its creation, a revolutionary labour-saving device. Mrs Potts invention remains associated with a housewife's answer to the domestic drudgery of ironing.Iron,"Mrs Potts" pattern iron. Semi-circular or 'D' shaped wood handle and wood knob.Mrs Pottsflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, flagstaff hill maritime village, great ocean road, iron, clothes iron, flat iron, laundry, sad iron, mrs potts -
 Puffing Billy Railway
Puffing Billy RailwayNew Record Saw Bench, circa 1930's
Saw Bench - New Record Saw Bench Timber framed with steel wheels, belt driven saw blade powered by a Rosbery internal combustion engine. The Rosebery Engine No C28437 R.P.M 800 H.P. 6 Manufactured By Westinghouse Rosebery Pty.Ltd. Sydney Rosebery Engine Works Ltd began as the engine and pump manufacturing division of Buzacott & Company, and in 1923 became an incorporated company. In 1935, Westinghouse gave Rosebery Engine Works the right to manufacture and sell nearly all Westinghouse products. The name of the company then changed to Westinghouse Rosebery Ltd From the late nineteenth century, petrol engines gradually supplanted steam engines for running a wide range of machines, and in turn petrol engines were largely supplanted by electric motors. The Champion was a successful small petrol engine made by the large Sydney company, Westinghouse Rosebery, based on the American-designed Fuller and Johnson engine. With hopper cooling and a fuel tank between the skids, and weighing only 240 pounds (109 kg), it was easy to mount on wheeled transport, making the Champion a self-contained mobile source of power. Engines of this type were used in rural areas for driving chaff cutters, small saw benches, pumps and orchard sprayers. These engines were also commonly used in both rural and urban areas for powering concrete mixers. Both Westinghouse Rosebery in NSW and Toowoomba Foundry in Queensland made these engines in large quantities, beginning in the 1920s when tariff protection made local manufacturing viable. The production of small petrol engines continued in Australia until the 1970s, when reduced tariff protection led to increased competition from cheaper imported engines. Historic - Industrial Timber working - belt driven saw blade powered by a Rosbery internal combustion engine. Timber framed with steel wheels, belt driven saw blade powered by a Rosbery internal combustion engine. The Rosebery Engine No c28437 R.P.M 800 H.P. 6 Manufactured By Westinghouse Rosebery Pty.ltd. Sydneysaw bench, puffing billy, new record, internal combustioin, westinghouse rosebery pty.ltd., rosebery pty, internal combustion engine. -
 Wangaratta RSL Sub Branch
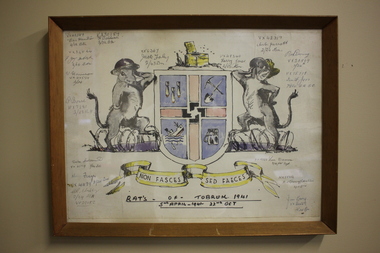
Wangaratta RSL Sub BranchWork on paper - Coat of Arms, Rats of Tobruk 1941, 1941
Hand drawn Coat of Arms for the soldiers known as the Rats of Tobruk with signatures of those involved in the engagement between 5th April to the 22nd of October 1941 The drawing is signed by artist John DOWIE AM, SX6087 who served with the 2/43rd Battalion Signatories are: VX42389 Eric Hamilton, 2/32 Battalion; VX30189 F.Baldwin, 2/23 Battalion; VX34544, F.J.Mc.Intosh 2/24 Battalion; VX34554 W.Harrison, 2/24 Battalion; WX7281 P.Bone 2/25 Battalion; VX33719 Duke Goldsmith, 2/24 Battalion; VX41179 Harry Frazer, 2/24 Battalion; VX29652 A.R.Stribley, 2/24 Battalion; SX6367 Jack Foley, 2/43 Battalion; VX48340 Harry Jones, 2/23 Battalion; VX42317 Aub Jarrott, 2/24Battalion; VX28869 Rod Deering 2/24Battalion; VX15719 Ian F. Joss 7th Division AASC; VX19723 Len Dauria, 2/12 Field Regiment; NX35852 R.E (Snowy) Cornelius 2/13 Battalion; VX32559 Jim Gray, 2/24Battalion - James Cyril GRAY Born 6/1/1916 in Orroroo South Australia. Enlisted 28/5/1940 at Mildura. Awarded Military Medal for remarkable coolness, bravery and leadership at Tobruk on 24/4 and 1/5/1941. He was promoted to Sergeant on 14/8/1941, Lieutenant in November 1942 then Captain on 9/4/1945. He was wounded in action on 11/9/1943 and discharged on 20/12/1945. He married and had three children. He died on 10/4/1992 aged 76 and buried at Wangaratta Cemetery.This original drawing is by John DOWIE SX6087 who served with the 2/43rd Battalion during the second world war and is signed by the artist and soldiers from the 2/24th Battalion known as "Wangaratta's Own". John Stuart Dowie AM (15 January 1915 – 19 March 2008) was an Australian painter, sculptor and teacher. He was born in the suburb of Prospect in Adelaide, South Australia, and studied architecture at the University of Adelaide. During World War II, Dowie worked in the Military History Unit of the Australian Imperial Force, and as an assistant to Australia's official war sculptor, Lyndon Dadswell. As a soldier, he was one of the Rats of Tobruk. After studying art in London and Florence, Dowie returned to Australia. His work includes over 50 public sculpture commissions, including the "Three Rivers" fountain in Victoria Square, "Alice" in Rymill Park, the "Victor Richardson Gates" at Adelaide Oval and the "Sir Ross & Sir Keith Smith Memorial" at Adelaide Airport. He was made a Member of the Order of Australia in 1981 in recognition of service to the arts as a sculptor and painter. Dowie died on 19 March 2008, aged 93. There is a similiar version of the drawing on page 32 of the book Desert Sand and Jungle Green by Geoffrey Boss-Walker which is an illustrated history of the 2/43rd Battalion.Timber frame containing hand drawn Coat of Arms consisting of "rats" as shield supporters, crest with a swastika in the centre and motto surrounded by signatures.Signatures of artist John Dowie and soldiers engaged at Tobruk. The crest depicts a latrine and the motto reads NON FASCES SED FAECES (Latin translation - "Do not move but the dregs") rats of tobruk, coat of arms, 1941, john dowie -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncUniform - Uniform of Bombardier Charles Frederick Clark
Charles Frederick Clark was 1 of 3 sons of Thomas and Elizabeth Clark of Bonegilla who served in WW1. Charles, Ernest and Thomas were the eldest children of a family of 12 children. At the age of 25, Charles enlisted in 13th Light Horse Brigade 1st Reinforcement on 25 January 1915. He was later transferred to the 2nd Division Artillery Column and the 4th Australian Medium Trench Mortar Battery. Charles served in Egypt, Gallipoli and France. As a result of his actions at the Third Battle of Morlancourt on the Western Front, Charles was awarded the Military Medal. The citation for the medal read:- Awarded: Military Medal 24th June 1918 Recommended by: Brigadier-General O. F. Phillips Commanding 2nd Division Artillery Column Action for which commended: 637 Bombardier Charles Frederick Clark 868 Bombardier (T/Corporal) George Traill McLennan "On the night 10/11th June 1918 during the attack South of MORLANCOURT near ALBERT, these NCOs showed great courage and determination under most trying conditions. They were each in charge of 6” Newton Mortars which had very important tasks. Just prior to the attack their gun positions were very heavily shelled and this continued throughout the barrage fire covering the advance. The work of these NCOs, who could not remain under cover all the time, was extremely dangerous, the enemy batteries having the range exactly. Their great gallantry set a splendid example of coolness to their men." (Signed) C. Rosenthal, Major General Commanding 2nd Australian Division He also received the 1914-15 Star, the British War medal and the Victory Medal.This uniform is significant as it was worn by a Wodonga District resident who received the Military Medal which was awarded for acts of gallantry and devotion to duty under fire during World War 1.Khaki Australia WW1 uniform for AIF. This uniform has 2 external patch chest pockets and 2 internal pockets with opening flap. It has 5 central buttons and 4 pocket buttons. There is a buttoned down epaulet on each shoulder and unit badges sewn onto each arm. An AIF Rising collar badge is on each peak of the collar. A strip of service ribbons is attached at the top of one chest pocket.australian military uniforms, ww1 bonella, military medal, 13th light horse, 4th australian medium trench mortar battery -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured Glass, bottle 'Listerine' with wrapper, 20thC
Listerine is a brand of antiseptic mouthwash product named after Sir Joseph Lister, Bt. FRS (1827 – 1912), who was a British surgeon and a pioneer of antiseptic surgery. By applying Louis Pasteur's advances in microbiology, he promoted the idea of sterile surgery while working at the Glasgow Royal Infirmary. 1865 Lister successfully introduced carbolic acid (now known as phenol) to sterilise surgical instruments, clean wounds, and for washing surgeons hands before and after operations. These measures led to a reduction in post-operative infections and made surgery safer for patients. “Listerine” was formulated by Dr. Joseph Lawrence and Jordan Wheat Lambert in St. Louis, Missouri, in 1879 as surgical antiseptic, it was given to dentists for oral care in 1895 It was later sold, in distilled form, as both a floor cleaner and a cure for gonorrhoea. But it wasn't a runaway success until the 1920s, when it was advertised as a solution for "chronic halitosis"— a then obscure medical term for bad breath.. In just seven years, the company's revenues rose from $115,000 to more than $8 million.. In 1885, Lawrence sold his share to the Lambert Pharmacal Company. Listerine was packaged in a glass bottle inside a corrugated cardboard tube for nearly 80 years before the first revamps were made to the brand. In 1992, Cool Mint Listerine was introduced in addition to the original Listerine Antiseptic formula and, in 1994, both brands were introduced in plastic bottles for the first time. . From 1921 until the mid-1970s, Listerine was also marketed as a preventive and remedy for colds and sore throats. In 1976, the Federal Trade Commission ruled that these claims were misleading, Originally marketed by the Lambert Pharmacal Company (which later became Warner-Lambert), since 2006 it is manufactured and distributed by Johnson & Johnson In 2009, Johnson and Johnson launched a new alcohol-free version of the product called Listerine Zero. The screw top indicates that the bottle was manufactured post-1920sA clear glass bottle, with a rubber stopper, wrapped in corrugated cardboard containing 'Listerine' mouth rinse .Front Label: LISTERINE / TRADE MARK REGISTERED / ANTISEPTIC / PROOF SPIRIT 50% / LAMBERT / a star / PHARMACAL COMPANY (AUST.) PTY LTD / SYDNEY Back Label : Instructions for use .......... on bottle : LISTERINE ANTISEPTIC / LAMBERT on cardboard wrapper ; 7 FLUID OZ. / LISTERINE / PROOF SPIRIT 50% / ANTISEPTIC, DEODORANT, / PROPHYLACTICpharmacy, listerine, lister joseph, lawrence dr. joseph, lambert jordan wheat, missouri, glasgow royal infirmary, infectious diseases, johnson & johnson ltd., surgery, antiseptics, medicine, pasteur louis, france -
 Falls Creek Historical Society
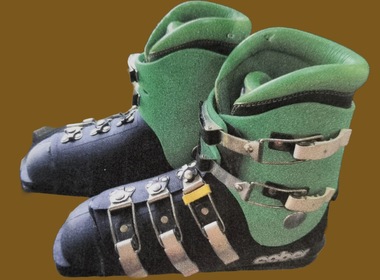
Falls Creek Historical SocietyEquipment - Caber Ski Boots
Giovanni Caberlotto was born on 27 February 1941 in Montebelluna, Italy into a family of boot makers and street vendors. In 1960 Giovanni was called up for military training and enlisted in the Alpini skiing company, learning to ski and gained a military instructor's license. During this time, he learned to recognize boots and materials and looked for innovative solutions to make them more comfortable. He returned home after his military service and convinced his father he no longer wanted to be a street vendor. In 1963 the Caberlotto family sold a piece of land to finance the new business: Caber and established a ski boot factory. In 1965, upon the death of his father, Giovanni took over the reins of the family business. He looked with interest at a new material for ski boots: plastic, travelling to the USA to carry out further investigation. Giovanni began to use plastic polymers which, once heated and melted, were injected directly into the mold and left to cool. He also began a range of sponsorships to promote his brand including the 1964 World Cup slalom event in Cortina d'Ampezzo. He also gained a four year deal with the Italian Winter Sports Federation (FISI). In 1974 he sold Caber to the US company Spalding, remaining as President of the company until 1979. In 1974 the Caberlotto brothers exploited the second part of the family surname and founded Lotto. For non-competition reasons they work on tennis and leisure shoes. The new company, in addition to tennis, becomes a successful brand in football, basketball and athletics. Giovanni left Spalding in 1980 and returned to Montebelluna, becoming the General Manager of Lotto. He died on 3 March 1997 In 1990, Rossignol acquired the Caber boot factory in Italy and rebranded the product under the Rossignol label.These boots are significant because they represented an advance in ski boot technology and were a popular brand in the 1970s.Lime green and black Caber ski boots. Each boot has five metal fastenings.On side of boots - Cabercaber ski boots, skiing equipment, skiing technology -
 Department of Energy, Environment and Climate Action
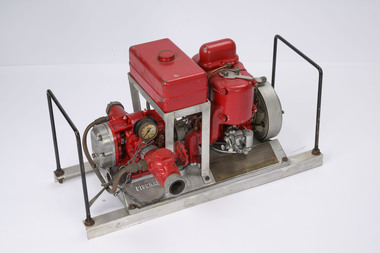
Department of Energy, Environment and Climate ActionPacific Marine pump Type Y
The Pacific Marine company was based in Seattle on the west coast of America and manufactured its first satisfactory portable fire pump 1925. These early Type N pumps were replaced in 1933 by the more familiar Type Y pumps. The updated pumps proved popular with the US Forest Service, and a large number were purchased by the Forests Commission as part of the equipment upgrade program in the wake of the 1939 bushfires. The Pacific Marine had a 9.8 Hp, two-cylinder, two-stroke petrol motor running with a high oil mix ratio of 16:1, so it blew vast clouds of blue smoke as the motor screamed at 4500 rpm. Part of its unique design was the water-cooled engine and muffler. But if the flow of water was interrupted the engine would quickly overheat and seize, so it needed constant monitoring and attention. Water was driven through a pair of bronze impeller gears which also needed a constant flow of water otherwise they would also self-destruct. When running properly, a Pacific Marine could pump 63 US gallons per minute, or about enough to fill a 200-litre drum. But its main feature was its high pressure of up to 225 psi. Pacific Marine pumps were often mounted on top of departmental fire tankers and used to spray water into the tops of burning trees. Compared to other pumps of the era it was light weight at only 70 pounds and was often mounted on a wooden stretcher frame. But they were cantankerous things to start with the rope pull and many exasperated novices came away with skinned knuckles. Modern Honda motors, which were more reliable and smoother running, replaced the Pacific Marines as the pump of choice for forest firefighters in the 1980s.High pressure Pacific marine Pumpforests commission victoria (fcv), bushfire, fire pump -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedUniform - School Uniform, SUNSHINE HIGH SCHOOL, Late 20th century
Sunshine High School existed in its own right from 1955 to 1991. During the early years the wearing of 'correct' uniforms was strictly enforced. Girls had to wear hats and boys had to wear caps as part of the uniform when outside the school grounds, or else they risked detention if caught without head wear by a Prefect. The boys therefore always had a rolled up cap in the back pocket to quickly slip on whenever there was danger of being nabbed by a Prefect. The girls had a winter uniform, which included thick beige stockings and a maroon blazer, and a summer frock in which they could be relatively cool during hot days. The boys had to wear their double breasted grey suits all year, with a jumper under the jacket in cold weather. The boys were supposedly being groomed as gentlemen, and so even during hot conditions were not allowed to remove their suit jackets in the class room. On about two very hot afternoons a year, the headmaster removed his jacket and so allowed the boys to do likewise. With single breasted suits becoming fashionable, it became difficult to find double breasted grey suits in the wide range of sizes required by students. In about late 1960 or early 1961 the uniform rules for boys were changed to enable them to wear single breasted grey suits. They still however were not allowed to remove their jackets in class on hot days. Over the years the rules for the wearing of uniforms were relaxed and in the late 1970's students were wearing either uniforms, or parts of uniforms, or their normal clothing. The wearing of uniforms at Sunshine High School eventually died out well before the School vacated the buildings on Ballarat Road, and amalgamated with other local secondary schools to form the Sunshine College.The three items of clothing, although not a complete uniform set, serve as a reminder of the summer and winter uniforms, as well as the colours, that were worn by the girls at Sunshine High School during the early years. The jumper is identical in appearance to that worn by the boys and so it is not difficult to imagine how a male Sunshine High School student would look like with a grey suit and that type of jumper.THREE ITEMS of girls uniform from the no longer existing SUNSHINE HIGH SCHOOL are individually displayed here. The items being: (1) Beige with maroon print cotton summer frock. (2) Maroon polyester/wool winter tunic. (3) Maroon V-necked wool/nylon jumper with light blue and gold coloured stripes around the cuffs and the neck.Ecole brand winter tunic. Buxwear brand summer frock of Style S289. M.G.Magree brand jumper.sunshine high school, uniform, frock, tunic, jumper, girls school uniform, maroon uniform -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Domestic object - Kitchen Equipment, household soap, c1900
Common soap was made from mixing animal fat with potash a form of the potassium based alkali present in plant and wood material. Early settlers, made their own soap from the waste fats and ashes they saved from their daily work. They did not then have to rely on waiting for soap to be shipped from England and waste their goods or money in trade for soap. In making soap the first ingredient required was a liquid solution of potash commonly called lye. Animal fat, when removed from the animals during butchering, must be rendered to remove all meat tissues and cooking residue before soap of any satisfactory quality can be made from it. To render, fats and waste cooking grease were placed in a large kettle with an equal amount of water. Then the kettle was placed over the open fire outdoors, because the smell from rendering the fats was too strong to wish in anyone's house. The mixture of fats and water were boiled until all the fats had melted. After a longer period of boiling to insure completion of melting the fats, the fire was stopped and into the kettle was placed another amount of water about equal to the first amount of water. The solution was allowed to cool down and left over night. By the next day the fats had solidified and floated to the top forming a layer of clean fat. All the impurities being not as light as the fat remained in water underneath the fat. In another large kettle or pot the fat was placed with an amount of lye solution ( known by experience ). This mixture was boiled until the soap was formed - 6-8 hours - a thick frothy mass, and a small amount placed on the tongue caused no noticeable "bite". The next day a brown jelly like slippery substance was in the kettle and this was 'soft soap' . To make hard soap, common salt was thrown in at the end of the boiling and a hard cake of soap formed in a layer at the top of the pot. But as salt was expensive most settlers used 'soft soap',. The soap could be scented with oils such as lavender for personal use. These 3 cakes of home-made soap are examples of the self sufficiency of the early settlers as they had to be self reliant ,growing food and making and mending their own farm equipment, tools and clothes while establishing their market gardens in Moorabbin Shire3 cakes of home-made, white hard household soap. 1 cake of soap eaten by a brush tailed possum when he entered the Cottage via the chimney 27/4/2014soap making, market gardeners, pioneers, early settlers, moorabbin, brighton, dendy's special survey 1841. kitchen equipment, laundry equipment, bentleigh -
 Marysville & District Historical Society
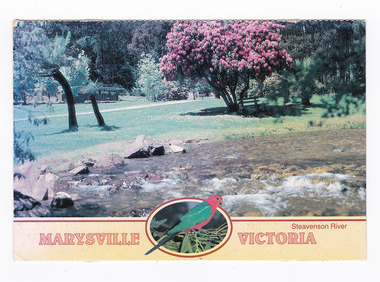
Marysville & District Historical SocietyPostcard (item) - Colour postcard, Neil Cutts, Marysville Victoria-Steavenson River, Pre 2009
A postcard in a series produced by the Rose Stereograph Company in Victoria, Australia as a souvenir of Marysville.A colour photograph of the Steavenson River which flows through Marysville in Victoria. The Rose Series postcard No. 3527.POST CARD The "Rose" Series/ De Luxe Proudly Printed in/ Australia Since 1880 AFFIX/ STAMP/ HERE/ Rose Series/ Post Card No./ 3527 ADDRESS/ Nancy Oliver/ 14/150 Tyabb Road/ Mornington/ Victoria - 3931/ POSTCODE Steavenson River/ MARYSVILLE, VICTORIA, AUSTRALIA/ Photo Neil Cutts Copyright Rose Stereograph Co., Glen Waverley, Victoria (03) 9560 7772 8-3-2003 Dear Nancy/ here we are/ at Mary Lyn./ Everything is about the name nice/ pleasant & cheerful & restful meeting different people/ every day but we miss dear Nancy & Company eh?/ We did not notice any changes the prices are up./ We enjoy walking most mornings Eric enjoys/ longer walks in the afternoon. The weather so far/ has been nice cool and/ pleasant and time is passing/ quickly Hope to meet you in/ Nov. all being well./ Love Sarina & Ericmarysville, victoria, steavenson river, postcard, souvenir, rose stereograph co, 3527 -
 The Ed Muirhead Physics Museum
The Ed Muirhead Physics MuseumCoolidge X-ray Tube
The investigation of the x-ray appears early on to have been a priority research topic at the University of Melbourne’s School of Physics. This interest was sparked by the appointment in 1889 of Professor T.R. Lyle. Lyle, who was head of the school until 1915, is thought to have been the first person in Australia to have taken an x-ray photograph. A copy of this photograph can be found in the School of Physics Archive. For this particular experiment Lyle actually made his own x-ray tube. His successor, Professor Laby, continued to work with x-rays. During the 1920s Laby worked on the x-ray spectra of atoms and in 1930 he co-published with Dr. C.E. Eddy, Quantitative Analysis by X-Ray Spectroscopy. Also with Eddy, Laby produced the landmark paper Sensitivity of Atomic Analysis by X-rays. Laby went on to have an x-ray spectrograph of his own design manufactured by Adam Hilger Ltd. (see cat. No. 38). School of Physics, the University of Melbourne Cat. No. 22. Jacqueline Eager Student Projects Placement, Cultural Collections 2005 In 1913 Coolidge overcame the limitation of the narrow operating range of the gas X-ray tubes with the invention of the vacuum X-ray tube. A filament heated by an electric current directly releases electrons by thermionic emission. In thermionic emission, electrons are emitted from a metal surface directly by the application of an electric current to heat a wire filament. The electrons accelerate to the anode and produce X-rays. The anode has associated cooling fins due to the high temperatures attained by the release of kinetic energy by the electrons on colliding with the anode. Internal Glass sleeve: “A941/L2593/2821” -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Iron
Before the introduction of electricity, irons were heated by combustion, either in a fire or with some internal arrangement. An "electric flatiron" was invented by American Henry Seely White and patented on June 6, 1882. It weighed almost 15 pounds (6.8 kg) and took a long time to heat. The UK Electricity Association is reported to have said that an electric iron with a carbon arc appeared in France in 1880, but this is considered doubtful. Two of the oldest sorts of iron were either containers filled with a burning substance, or solid lumps of metal which could be heated directly. Metal pans filled with hot coals were used for smoothing fabrics in China in the 1st century BC. A later design consisted of an iron box which could be filled with hot coals, which had to be periodically aerated by attaching a bellows. In the late nineteenth and early twentieth centuries, there were many irons in use that were heated by fuels such as kerosene, ethanol, whale oil, natural gas, carbide gas (acetylene, as with carbide lamps), or even gasoline. Some houses were equipped with a system of pipes for distributing natural gas or carbide gas to different rooms in order to operate appliances such as irons, in addition to lights. Despite the risk of fire, liquid-fuel irons were sold in U.S. rural areas up through World War II. In Kerala in India, burning coconut shells were used instead of charcoal, as they have a similar heating capacity. This method is still in use as a backup device, since power outages are frequent. Other box irons had heated metal inserts instead of hot coals. From the 17th century, sadirons or sad irons (from Middle English "sad", meaning "solid", used in English through the 1800s[4]) began to be used. They were thick slabs of cast iron, triangular and with a handle, heated in a fire or on a stove. These were also called flat irons. A laundry worker would employ a cluster of solid irons that were heated from a single source: As the iron currently in use cooled down, it could be quickly replaced by a hot one. https://en.wikipedia.org/wiki/Clothes_ironThis iron is typical of the clothes iron used before electric irons superseded it.Salter iron no. 6, painted black but with rust showing through. Salter iron no. 6.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, iron, clothes, laundry -
Glenelg Shire Council Cultural Collection
Document - Military Submission, John Ferres, Government Printer, Defences of the Colony, 1864
1864 group of 4 submissions bound in to one document. Heavy paper sewn together with twine, black print on white.portland battery, military, major scratchley, commodore wiseman, governor, john ferres -
 National Wool Museum
National Wool MuseumTextile - Quilt, Rosemary A.O. Cameron, Celebration Quilt, 1990
From Rosemary Cameron - This quilt has been made in 100% wool to celebrate the diversity, durability and beauty of pure wool, especially the lightweight cool wools. The woollen patches were kindly donated by Mr. David Jones, managing Director of Fletcher Jones and Staff which were pre-cut samples of European Fabrics in various weights, textures and colours. I had the task of creating a design around the fabrics available, some of which I only had to sample. I chose to surround my design with dark shades to encompass at the top of the quilt, the lightness of the sky and the trees, in the middle the warmth of summer, the dryness of central Australia and at the bottom the rick tones of Opals, our mineral wealth and the internal heart of earth. To add excitement and texture to this design I chose 31 Australian Wildflowers including all the Australian Floral Emblems, some unusual wildflowers and favourite small wildflowers. Twice life size, these flowers have been made of silk wool and cotton, embroidered, painted and beaded by our creative and talented Hamilton Quilters, their results are fantastic! The brilliance and timeless quality of these Australian Wildflowers intensify and complement the colours of the Wool Quilt. The Quilt was hand pieced and hand quilted at quilting bees. It has a woollen batting, binding and backing which was a delight to work with and very easy to quilt. The flowers were assembled and attached in small working bees. To the fifty-two Hamilton Quilters who have worked on this quilt for six months thank you for you hard work and creativity especially Joan H. Lyons for her time, enthusiasm and knowledge when difficulties arose. Joan M. Lyons has worked with me on various stages of this Quilt, her help and support has been tremendous. To my family who have tolerated scraps of wool and silk, photographs, wildflower books and specimens and drawings which have at times almost taken over our house, a year from ideas to completion, thank you for your support and help in many ways.Multi coloured patchwork quilt with native flowers protruding from centre in a diamond shape.Embroidered on back - "The Celebration Quilt" Made in 1990 by The Hamilton Quilters, Designed by Rosemary A.O. Cameron. Made of Pure Wool. Beryl Anderson, Joan Askew, Bett Basham, Marilyn Baulch, Rau Blaby, Pauline Boyd, Aileen Beckwith, Dorothy Beveridge, Ros Brommell, Rosemary Cameron, Gwen Cook, Anne Cordner, Kaylene Cowland, Elaine Denby, Barbara Dolman, Rosalie Duffield, Helen Fry, Glennys Gardner, Nola Gunning, Margaret Irvine, Bev Jeffrey, Emma Jensen, Betty Lacy, Helen Lampard, Joan H. Lyons, Joan M. Lyons, Elaine McDonald, Carole McEwan, Joy McLeod, Joyce McLeod, Mary May, Joan Mallinson, Susan Mason, Anne Menzel, Val Mills, Betty O’Brien, Di Pettigrew, Therese Read, Sherry Robertson, Lee Rowland, Irene Saddler, Nanette Templeton, Glenys Tindall, Liz Wallis, Ruth Walter, Marion Warburton. Alison Waterman, Pat Wilmot, Nola Malcolm, Ann Nicholls, Margaret Rowe, Jill Hillier.celebration, flowers, hamilton quilters, quilt, native flowers