Showing 1973 items
matching decorations
-
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Show Harness, R. Mitchell, Saddler, Early to mid-20th century
The early settlers of Victoria depended on horse drawn vehicles to farm, make roads and railways, deliver produce and transport people. Horse harnesses were an important requisite for all drivers and could be found wherever there were working horses. Horse Harnesses have played an essential role in different cultures throughout history. Simple, utilitarian horse harnesses made of leather straps and iron rings were being used in early China before AD 500 as well as ancient Greece and Rome, allowing horses to pull chariots and ploughs. The Greeks and Romans were the first to use a "horse collar" which distributed the weight of the harness evenly across the horse's chest rather than relying on a "throat harness" that could damage a horse's throat or choke them. During the medieval period, European horse harnesses became more elaborate and decorative. Variations of different horse harnesses were also found in Native American and Middle Eastern cultures. Horse Harnesses usually have four basic components which include - 1. Communication - the bridle, bit and reins allows the driver to communicate instructions and commands to the horse, guiding its movement and direction. 2. Draft - the collar, hame straps, hames, traces and chains enables the horse to draw and pull the load efficiently by distributing the weight and transferring the pulling force to the vehicle. 3. Stopping - the breeching band, pole straps and breast strap helps to control or stabilise the horse and vehicle when moving downhill or stopping. 4. Support - the back pad, backband, belly band and back saddle keep the harness in the correct position and proper alignment. This show harness was used by Mr. Andy Bourke when showing his Clydesdales at shows or demonstrations. Although a more modern example with decorative embellishments, it still has many essential components traditionally found in an everyday working horse harness. The original purpose of the "housen" for example, was to run rain or drizzle off the horse's neck when they had to work in wet conditions - it was laid flat for this purpose on the top of the collar. Nowadays it is purely for show and is often used to advertise a business or stud. Horse brasses and fly terrets were fastened to various parts of a horse's harness. In the early days they probably began as amulets to ward off evil and to bring good luck and continued to be used as a festive decoration. The heyday of horse brasses was between the years 1851 and 1900. Horse brasses are fastened to various parts of the harness with many of their designs being symbolic. The ornamentation on this harness (although not authentic horse brasses) are based on the horse brasses that were popular in the 19th century. This horse harness is a significant example of the equipment that was needed wherever heavy horses were being used - particularly in the early years of Victoria's settlement by white settlers. Harnesses such as this example were used with stage coaches, drays, farming equipment, delivery carts and personal transportation.A leather and metal horse harness used when showing a Clydesdale (or other breed of heavy horse). It is made up of a number of components. 1. Decorative leather cart saddle with two large cloth pads underneath (which have a scalloped leather and stud border), a raised leather pommel and a silver and red coloured metal back strap holder across the top. It has two symmetrical sets of ornamentation (silver hearts and circles) in the front and a wide strap or girth (with a maker's stamp reading "R. Mitchell Saddler") and buckle which attaches the saddle to the horse. 2. Pair of steel hames which are gently curved (to fit on a horse collar) and are topped with steel knobs. They have several steel rings and lugs (to hold straps and chains) and a "Made in England Warranted Steel" stamp. 3. Breeching harness which consists of a number of leather straps, chains and metal rings including a wide padded leather strap with a scalloped edge that sits on the back of the horse and a thick leather strap that goes around the hind quarters of a horse which is joined to the back strap with four shorter vertical straps and buckles. These straps feature silver and red patent leather trim and silver heart shaped ornamentation. The strap also features the maker's stamp of "R. Mitchell". 4. Decorative leather bridle with blinkers featuring the same silver and red patent leather trim on the cheek piece, brow band and throatlatch. It has a stainless steel "Liverpool Driving Bit" with a curb chain, a variety of decorative silver ornaments (rosettes, diamonds plus a heart and two circles) on each end of the forehead band, dropper and strap as well as a silver metal bell (sometimes known as a "fly terret" or "swinger") that sits on the headpiece of the bridle. 5. Leather "violin shaped" dropper (or hanger) with two silver rosette shaped ornaments and a stainless steel clip on the top 6. Stainless steel "Liverpool Driving Bit" with a straight mouthpiece which is ribbed on one side. It has three rein spots (spaces) and a curb chain. 7. Leather arch shaped "Housen" covered in black and red patent leather and decorated with silver studs (some spelling out F H) and bordered with a red fringe. It has a leather strap at the back and two leather loops on the front. 8. Leather padded backband (Australian style "Stallion Draught Roller") decorated with two groups of nine metal "horse brasses" or harness ornaments displaying horseshoe, starburst and horse head designs on blue, red and white striped webbing. The backband has three notched straps at each end, a buckle near the centre and the initial B stamped in two places underneath. 9. Bellyband made of leather and red, white and blue striped webbing. It has a set of three buckles at each end (which correspond with the notched straps of the backband). 10. Wide, thick leather strap which has a buckle and notches at each end. It also has the maker's stamp of "R. Mitchell Saddler". 11.One pair of long leather traces - each with a buckle and notched loop at one end, decorated with a small silver diamond shaped harness ornament. 12. Length of stainless steel heavy duty chain with two swivel connectors.Saddle - "R.MITCHELL / SADDLER" Hames - "MADE IN ENGLAND / WARRANTED / STEEL" "MADE IN ENGLAND / WARRANTED / unclear" Breeching Straps - "R. MITCHELL / MAKER / R. MITCHELL MAKER" Housen - "F H" Backband "B / B' Wide leather strap - "R. MITCHELL / SADDLER"flagstaff hill maritime museum and village, warrnambool, great ocean road, shipwreck coast, harness, horse harness, show harness, clydesdale horses, andy bourke, horse drawn cart, housen, bridle, hames, breeching straps, dropper, bit, liverpool bit, backband, harness ornamentation, bellyband, back saddle, fly terret -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Bottle, 1870s-1910s
This clear, green tinged, Half Whirley (or Whirly) salad oil bottle has been handmade by a glassblower from 1870s-1910s. A bottle with such elaborate decoration would have been sought after as there was no need to decant the sauce into another jug or bottle to make it acceptable for table service. It is possible that this bottle was recovered from the Loch Ard, wrecked in 1878. A diver found the bottle on a shipwreck in the coastal waters of Victoria about 100 years from when it was made. The diver who found this bottle has recovered objects from several different shipwrecks between the late 1950s and early 1970s. A sizeable proportion of those objects was from the wreck of the famous clipper ship Loch Ard. This salad oil bottle may very well have been amongst that ship’s cargo. It is part of the John Chance Collection. A paper titled ‘Glass Bottles from the Loch Ard Shipwreck (1878): A Preliminary Study’ by Iain Stuart, (published in Australian Historical Archaeology, 9, 1991) included a study of twelve salad oil bottles from the wreck of the Loch Ard. The bottles were of this same Half Whirley design (half meaning that it was Whirley on the upper half but not on the lower half of the body), as well as the same colour and size. A diagram of one of these twelve bottles matches the bottle in our collection. The paper mentions that eleven of the twelve bottles have a number on their base, just as this one has. It is estimated that foreign and salad oil bottles totalled four percent of all of the bottles carried as cargo on the ship. The Half Whirley bottle has side seams from below the lip to the base, indicating that the bottle was made in a two-piece mould that included the heel, body, shoulder and neck. The fancy ‘whirly’ twist pattern and panelled sides would have been cut into the mould’s inner surface. The uneven thickness of the ridge around the base comes from adding a separately moulded and embossed base after the bottle was removed from the mould. The applied finish (mouth and lip) was also added to the bottle. The elongated bubbles in the glass are evidence of the glass being mouth blown into the mould, thus forming the shape and pattern from the inside shape of the mould. The bottle probably had a glass stopper with a round top and wedge-shaped shank with a ground surface, allowing the bottle to be re-sealed. The ring between upper and lower lip allows the closure to be sealed and anchored. The embossed numbers are either “133” or “833” and may represent a particular bottle pattern, manufacturer or filler. Although the bottle is not currently linked to a particular shipwreck, it is recognised as being historically significant as an example of bottles imported for use in Colonial Victoria in the mid-to-late 19th century. This whirley salad oil bottle is matches the whirley salad oil bottles recovered from the Loch Ard in the 1990s, adding depth of interpretation to the array of salvaged Loch Ard artefacts in Flagstaff Hill’s collection. The salad oil bottle is an example of the type of food condiment containers that were used in Victoria’s early days. The bottle is also significant as it was recovered by John Chance, a diver in Victoria’s coastal waters in the late 1960s to early 1970s. Items that come from several wrecks, including the Loch Ard, have since been donated to the Flagstaff Hill Maritime Village’s museum collection by his family, illustrating this item’s level of historical value. Bottle; glass Half Whirley salad oil bottle, green-tinged, with some opalescence. Handmade, elaborately decorated bottle with round neck and base, and five-sided body. Applied double lip; straight upper, flared lower. The lower neck and shoulder have twisted spiral whirley patterns in the glass. The body tapers slightly inwards towards the base. It has five plain panels, one wider than the others. Side seams run from below the lip to the heel. The heel of the bottle is uneven in width, height and density where it joins the body of the bottle. The base is not level. Embossed characters on base. Glass has elongated bubbles towards the base and orange-brown sediment inside, on one side. Embossed "133" or “833” (the first character may be an “8”) flagstaff hill, warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, shipwreck artefact, john chance, glass bottle, antique bottle, handmade, mouth blown, blown bottle, 19th century bottle, collectable, bottle, green glass, tinged green, two piece mould, food bottle, oil bottle, salad oil bottle, whirley, whirly, half whirley, condiment bottle -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Clothing - BLACK SILK SATIN BEADED BODICE, 1850's
Silk, satin, fully lined with silk (?). Eleven bones, ranging in length from 10 - 12 cm long, taper the bodice to the waistline. 15cm wide panels of beaded net come from the high back waistband, over the shoulder to the front waistband. These are loose panels with linear beading, and more decorative beading over the shoulders. Centre front panel has a net overlay, sheer above the bustline to the throat, with a 16cm high net stand-up, mandarin collar, edged in lace, and outlined at the throat with a row of tiny jet beads. Cotton perspiration pads under the arms.A beaded '' butterfly'' shape sits over the bustline where the sheer lace panel begins. Below the beaded motif, five roulet knotted and loops fasten into the finest of metal loops to close the bodice. Silk ''over -sleeves'' also have three roulet looped decorations at each edge. Below the elbow length ''over sleeves'', a double layer of net sleeves-the top layer finished with seven rows of tiny jet beads, the lower wrist length net sleeve, finished wit one row of tiny jet beads, and a two cm net fill. Beading and an embroidered ribbon flower trim the back centre net panel, and a roulet looped trim, sits at the centre back waistline. An extension of the beaded over -the-shoulder panels falls in a rectangular shape 38cm X 23cm. The front extension of the ''over the shoulder'' beaded net, falls in two oval shapes - one either side of opening 24cms long. A 4.5cm band of three pleated silk encircles the waistline.Waterfield, 14 Gleghow Terrace, South Kensington. ( Label on tape fastens around waistline).costume, female, black silk satin beaded bodice -
 The 5th/6th Battalion Royal Victoria Regiment Historical Collection
The 5th/6th Battalion Royal Victoria Regiment Historical CollectionArtwork, other - Portrait, Captain Oswald Birley M.C et al, King George V (Duke of Kent) 1935, c.1935
Portrait of King George V (Duke of Kent) 1935Presented to the 6th Battalion Royal Melbourne Regiment by an Allied Battalion the Royal Fusiliers as a toke of friendship and esteem. This Portrait would have hung pride of place in the officers mess from 1935-? The portarait is also signed by the artist, an M.C reciepient, as well as the the reigning monarch, and colonel in chief of the presenting unit. It is supported by a letter from the colonel of the Presenting unit, Maj Gen Hill CB.CMG.DSO, and as such is hghly provinanced Colour print of His Magesty King George V wearing the unaiform of the the Royal Fusilliers, Read coat with decorations and blue sash under a navy blue over coat. The print is signed in lead pencil by the artist and by King George V on the lower edge. A regimental badge is present in the top right of the image. The picture is framed in a pewter coloured frame with ornate leaf mouldings in the corners. On the lower edge of the frame is a plaque which states " From the Colonel and Officers of the Royal Fusilliers 1935" Also included with the portait is a letter on Royal Fusiliers letterhead dated October 23 1935 " From - Maj-Gen. W.P.H. Hill. CB. CMG. DSO., Colonel. The Royal Fusiliers Dear Armstrong I am forwarding to you under a separate cover an engraving of a portrait of His Majesty, King George V, Colonel - in - Chief, the Royal Fusiliers, in the uniform of the Regiment, This portrait was painted by Captain Oswald Birley, M.C., late Royal Fusiliers, and presented to the Regiment by Lord Wakefield to commemorate the 250th anniversary of the raising of the Regiment of Fusiliers at the Tower of London in 1685. His Majesty has graciously signed this copy for presentation to your Regiment from the Corps of the Royal Fusiliers, and we trust that you will accept it as a token of friendship / and esteem .... and esteem we feel for our Allied Battalion, the 6th Battalion, the Royal Melbourne Regiment Yours Sincerely W.F.H. Hill Lieutenant-Colonel C.E. Armstrong , Comdg. 6th Bn. The Royal Melbourne Regt., Carlton, Victoria, Australia" This letter is supported by framing card , which has some water damage on the lower right corner and right side signed by King George and the artist From the Colonel and Officers of the Royal Fusilliers 1935" 5/6 rvr, officer's / sergeant's mess, 6th battalion, royal melbourne regiment, king george v, royal fusiliers -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPainting, Lindsay Edward, The Malt House, 1942c
Artist Lindsay Edward and wife Jan built a house designed by Alistair Knox at 151 Old Eltham Road, Lower Plenty. See article on home designed by Alistair Knox for Lindsay Edward, teacher, at 151 Old Eltham Road, Lower Plenty. The home was originally featured on the cover of the January 1953 issue of Home Beautiful magazine and was revisited in the March 1969 issue. See registration record No. 01649. Lindsay Edward Biography: 1919: 26 August Lindsay Maurice Edward was born in Melbourne. 1937: 4 – 9 May Exhibition - Heidelberg art exhibition (SLV collection) 1939: Art student at the National Gallery of Victoria 1940: 7-14 October Exhibition Heidelberg art exhibition. (SLV collection) 1941: November - Exhibition Heidelberg Art Exhibition 1942: Lindsay was an art student living at this 14 Park Cres. Fairfield. Occupation Art student. He most likely painted this painting around this time. c.1942 – 1944: Enlistment for military service in World War 2 in Casino, NSW. 1944: Rank of Sergeant. 1944: Exhibition Seddon Galleries (Melbourne) 1945: Exhibition Seddon Galleries 1946: Exhibition Exhibition of Past Students of the National Gallery of Victoria 1947: Submitted “Self- portrait in the Archibald Prize, Art Gallery of NSW 1948: Lived in London for a year and married a fellow artist ? Knox. 1949: Returned from London 1949: Electoral Roll Residence– 16 Mount Street, Ivanhoe 1950: October Exhibition Stanley Coe Galleries, 435 Bourke Street, Melbourne 1951: 19 Nov. - 9 Dec. Exhibition An exhibition of present day art of Victoria Victorian 1951 Commemoration Committee in conjunction with the Victorian Artists' Society, 1951: (SLV Collection) 1953: October Exhibition Melbourne Contemporary Artists Exhibiton 1954: Exhibition Melbourne Contemporary Artists Exhibition 1958: Victorian artist and educator Lindsay Edward won the £500 prize for the wall decoration of the Queensland Library - . Edward was born in 1919 and had studied at the National Gallery of Victoria. In 1958 he was head of the painting section of the Royal Melbourne Technical College (now RMIT) and had only recently begun experimenting with mosaic. The Centennial mosaic covers a wall 68 feet (20.72 metres) in length and 14 feet (4.26 metres) high. In a Melbourne Age article in July 1958 Edward described the mural as ‘not a literal subject’ rather as ‘a basic formation of organic forms indicating growth and development’. 1960: Exhibition Eltham Art Show (SLV collection) 1963: Exhibition October 28-November 17 - Argus Gallery, 290 Latrobe Street, Melbourne and at Hassall's Roadside Gallery, Eltham and at Gallery A and at Russell Davis Art Gallery. (SLV Collection) 1963, 1967, 1977 and 1980: Electoral Rolls – Residence Old Eltham Road, Lower Plenty. Occupation Teacher 1966: Exhibition Art Show -Austin Hospital Appeal (Heidelberg) (SLV collection) 1970s: Head of Art Department RMIT where he established a fine art collection. 1982: Exhibition Bolitho Gallery Canberra http://nla.gov.au/nla.news-article116467780 1988: 28 July – Exhibition Recent Paintings Darwin Performing Arts Centre (SLV Collection) 1993: Exhibition Solander Gallery, Canberra 2007: January Died and is buried in Eltham Cemetery 2007: Obituary in Age Jun 2, 2007 - LINDSAY Edward's retirement as head of the fine art department at RMIT in August 1979 signalled the end of an important chapter in the art Sources: ART CONTEST. (1939, March 2). The Argus (Melbourne, Vic. : 1848 - 1957), p. 8. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article12103185 ART EXHIBITION AT HEIDELBERG (1941, November 25). The Argus (Melbourne, Vic. : 1848 - 1957), p. 6. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article8218682 ART EXHIBITIONS (1945, October 3). The Age (Melbourne, Vic. : 1854 - 1954), p. 7. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article205639922 EX-GALLERY STUDENTS' SHOW (1946, October 15). The Argus (Melbourne, Vic. : 1848 - 1957), p. 3. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article22386440 https://www.artgallery.nsw.gov.au/prizes/archibald/1947/ Art World Busy (1949, February 26). The Argus (Melbourne, Vic. : 1848 - 1957), p. 12. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article22706197 http://nla.gov.au/nla.news-article22781141 ART NOTES (1953, October 13). The Age (Melbourne, Vic. : 1854 - 1954), p. 2. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article206462733 Design, color in art show (1954, October 5). The Argus (Melbourne, Vic. : 1848 - 1957), p. 9. Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article23453359 https://artcollection.its.rmit.edu.au/?p=rmit-gallery-about Cinema (1993, October 7). The Canberra Times (ACT : 1926 - 1995), p. 7 (Good Times). Retrieved October 16, 2016, from http://nla.gov.au/nla.news-article127509819 Queensland Centenary Artwork (includes image) http://queenswharf.org/places/former-queensland-state-library-wall-decoration-and-sculpture/ Eltham Cemetery http://www.elthamcemetery.com/index.php/search oil on paper board 31.5 x 37.5 cm signed "Edward" lower rightInscribed on back "The Malt House Lindsay Edward 15 Park Cres Fairfield"fairfield, malt house, lindsay edward, home beautiful, home beautiful magazine, alistair knox -
 Bayside Gallery - Bayside City Council Art & Heritage Collection
Bayside Gallery - Bayside City Council Art & Heritage CollectionCeremonial object - Mayoral chain, Blashki, City of Sandringham Mayoral Chain, c. 1954
This chain was part of the official regalia worn by the Mayor of the City of Sandringham before the amalgamation into Bayside City Council in 1994. The chain was seen as an outward sign of power, authority, and responsibility and was a formal, full-dress type of regalia that was worn by the mayor over their robes at ceremonial functions. The large central drop medallion features the design of the council sea, and the links of the chains are made of cutwork initials of each Mayor. The Sandringham seal was designed by Sans and McDougal had been selected in 1917, by a special committee and its main features are the Sandringham pier and breakwater, with a yacht in full sail as an inset, supported by two dolphins. The motto reads 'Omni Opere' which translates to ‘With all earnestness.’9 carat yellow gold mayoral chain for the City of Sandringham. Consists of two concentric circles of 57 small oval links, with an Australian Coat of Arms as a centrepiece and a large 'drop' medallion of the City of Sandringham seal below. Each oval link is made up of the cutwork initials of a mayor, the surrounding oval border has an inscription above the initials which gives the mayor's name; an inscription below gives dates of office; the earliest is Cr. B.J. Ferdinando 1917-18, and latest is Cr. S.T. Russell 1993-94. The ovals are surrounded by decorative scrolls and are joined by small curb chains. The outer circle contains 31 links, while the inner contains 26. On both shoulders sit decorative bars, joining the front of the chain to the back. The main medallion has an oval central panel that features the coloured Sandringham seal in enamel depicting two sailboats in the water, a pier protruding from the left, a coastline on the right with two pine trees. Above the scene are decorative triangles in light blue and yellow, above which is another section in dark blue containing a third sailboat. The seal is flanked by two engraved dolphins and above it sits an engraved St Edward's gold crown filled with red enamel. Below the seal, there is a ribbon containing the Latin motto 'OMNI OPERE' which is engraved and filled in dark blue enamel. The pendant is surrounded by cutwork lettering reading 'CITY OF SANDRINGHAM / 1919' and leaf decorations. The medallion is inscribed on the reverse with important dates in Sandringham's history. A fleur-de-lys joins the medallion to the Australian Coat of Arms centrepiece above. The Coat of Arms features a shield, depicting symbols of Australia's six states, in enamel, flanked by an engraved kangaroo on the left and emu on the right. Below it sits a ribbon engraved 'ADVANCE AUSTRALIA'.mayoral chain, ceremonial wear, seal, medallion, mayor, coat of arms, crest, bayside, blashki & sons, city of sandringham, sandringham, omni opere, blashki, mayoral regalia, motto, st edward's crown, sans and mcdougall -
 Bayside Gallery - Bayside City Council Art & Heritage Collection
Bayside Gallery - Bayside City Council Art & Heritage CollectionHonour Board, H. Goldman Pty Ltd, Brighton Honour Board, 1928
On 19 April 1915, Brighton City Councillor T. Wilson moved to install a roll of honour in the Brighton Town Hall. "The men who had gone to the war deserved all the praise and consideration that could be given them. Nothing could be said too highly in their favour." The Roll of honour was unveiled at the Brighton Town Hall on Armistice Day, 11 November 1928, by the mayor, Cr. H.E. Pullman. It contained the names of the men of the municipality who gave their lives in World War I. A service was conducted by the Brighton Ministers' Association, under the presidency of the Rev. H. B. Hewitt, of St. Andrew's Church, Brighton. The roll of honour was made by H. Goldman Pty, Ltd, a Melbourne cabinet maker and designer who worked exclusively in Australian timbers. The two metal panels/tablets on either side of the honour roll were added at a later date and commemorate those who died in World War II.Polished wood and metal honour board attached to wall in the Brighton Town Hall. The board is a rectangular shape with a semi-circular curved top at the centre. The central section is a dark carved timber Honour Roll for WWI listing the names of Brighton residents who gave their lives in service 1914—1919. To the left and right of the honour roll are black metal panels/tablets that were added at a later date which commemorate those who died in WWII 1939—1945. The central section contains the honour roll of 228 names which are inscribed in gold with black shadow across three panels which are divided by four decorative round columns. The middle panel is arched at the top and under the arch is a decorative wreath in relief containing the City of Brighton crest within it, below which is "LEST WE FORGET" in gold lettering. The top of the left and right wooden panels each have carved decorative eucalyptus foliage and a bow hanging in the middle. A piece of metal with an incised quote "AT THE GOING DOWN OF THE SUN AND IN THE MORNING WE WILL REMEMBER THEM" is attached to the bottom edge of the central section. Below the metal bar on the left and right panels are the dates 1914 and 1919 in gold lettering, and in the centre "TO COMMEMORATE HEROIC & SUPREME SACRIFICE". The cast metal side panels are set back slightly from the central section and contain decorative wreaths at the top and quotes under them. The left panel has the incised inscription "IN GRATEFUL MEMORY OF THOSE WHO GAVE THEIR LIVES IN THE SERVICE OF THEIR COUNTRY IN THE SECOND WORLD WAR 1939—1945" and the right panel reads "GREATER LOVE HATH NO MAN THAN THIS THAT A MAN LAY DOWN HIS LIFE FOR HIS FRIENDS 1939—1945". They have square columns on their far ends and the capital of the columns and top and base decorations mimic the original timber design. brighton, roll of honour, honour board, lest we forget, brighton town hall, commemoration, wwi, world war i, wwii, world war ii, brighton city council, bayside, military, service, war memorial, h. goldman, harry goldman, h. goldman manufacturing company -
 Melbourne Tram Museum
Melbourne Tram MuseumNegative - W2 343 (Essendon Aerodrome Route 59) and SW6 860 (City Route 19) southbound in Elizabeth St, Wal Jack, 10/03/1954
Black and white negative, by Wal Jack, of W2 343 (Essendon Aerodrome Route 59) and SW6 860 (City Route 19) southbound in Elizabeth St, c1955 near to Franklin St Note the Moomba decorations in the overhead. In the background is Disney's (at 416 Elizabeth St a Holden dealer) with flags under the verandah) Rod Atkins advised 7/9/2020: "He was born in Ballarat to Arthur Disney and Isabella Christina Hill. During World War I he served with the Australian Flying Corps and was at Gallipoli. He then became a motor dealer, running his own company. In June 1924 he married Ruby Chapman. From 1935 to 1952 he served on Melbourne City Council. He was elected to the Victorian Legislative Council in 1940 as a United Australia Party member, representing Higginbotham Province; at this time his father still represented Melbourne West for the Labor Party. Disney was a supporter of Ian MacFarlane, and served in his brief ministry in October–November 1945 as Minister of Transport and Mines. He consequently lost Liberal endorsement in 1946 and was defeated. In 1948 he was elected Lord Mayor of Melbourne, serving until 1951; during this period he was closely involved with securing the 1956 Olympic Games for Melbourne. Knighted in 1951, Disney died in 1952 at Auburn.[1] The ones at Swanston street are taken on different days. Yes there is one of those under powered Jaguars parked across the road .... Did you notice the tram signal on the pole? An interesting thing I did not know looking at all three photos is that the flag pole holder on the route number box is on the inside. So when did it move to the outside of the box? On the photo of the RAAF tram, there is one employee wearing a cap but appears to be wearing overalls? I wonder what that is all about? "trams, tramways, sw6 class, w2 class, route 59, route 19, elizabeth st, moomba, tram 343, tram 860 -
 Kew Historical Society Inc
Kew Historical Society IncBook, Stories They Tell : A history of Kew through objects, 2022
'Stories They Tell : A history of Kew through objects' explores diverse narratives from European settlement to the first decades of the twenty-first century. These stories use as their starting point artworks, texts and artefacts from the nationally significant collection of the Kew Historical Society. Limited to 100 copies.117 pp : illustrated : Appendices Chapters: Preface / Robert Baker p4. The collection / Robert Baker p5. Cartwheel penny / Robert Baker p6. Creek and old watering stage / David White p10. John Carson: Mayor 1863–4 1 / Julie King p4. Wedding dress / Suzanne McWha p18. Back to Kew 1875 / Judith Scurfield p22. Barnard’s clock / Margaret Robinson p26. Denbigh quilt / Suzanne McWha p28. Fragments of art decoration / Robert Baker p32. Mr Richardson’s sock / Felicity Renowden p36. Kew Volunteer Fire Brigade / David White p38. Kew Where We Live / Judith Scurfield p42. [MMBW} Detail Plan No. 1580 / Judith Scurfield p46. Adeney Avenue / Suzanne McWha p50. Young Workers’ Patriotic Guild / Margaret Robinson p54. Roll of Honor [Thomas Rand] / Robert Baker p56. Alice Anderson in her tourer / Felicity Renowden p60. Kew War Memorial / David White p62. Beaded dance dress / Suzanne McWha p 66. The great flood of 1934 / Desley Reid p68. Depression-era toolbox / Robert Baker p72. War Savings Street / Julie King p74. Kew Public L.ibrary / Suzanne McWha p78. Signature supper cloth / Desley Reid p82. View from the garden of Rockingham / Desley Reid p86. Cr Marie Dalley / Felicity Renowden p90. Centenary of Kew / Robert Baker p94. Doris Dickinson’s gown / Julie King p98. [Model Dairy] Milk bottles / Robert Baker p100. Kew Civic Centre / David White p102. Bicentennial tapestries / Margaret Robinson p106. Crest of the City of Kew / Desley Reid p110. Town Crier [outfit] / Desley Reid p112. Acknowledgements p114. List of works p115.non-fiction'Stories They Tell : A history of Kew through objects' explores diverse narratives from European settlement to the first decades of the twenty-first century. These stories use as their starting point artworks, texts and artefacts from the nationally significant collection of the Kew Historical Society. Limited to 100 copies.collection -- kew historical society, museum catalogues, henty family, cartwheel pennies, kew lunatic asylum, patchwork quilts, john carson, george bouchier richardson, gb richardson, coombs family, james dannock, back to kew 1875, francis barnard, denbigh family, cullis hill & co, ordsall, southesk, kew volunteer fire brigade, jfc farquhar, henry kellett, mmbw detail plan 1580, william nicholls anderson, young workers patriotic guild, roll of honor -- town of kew, alice anderson, kew war memorial, flapper dresses, fairfield bridge, chandler highway bridge, warren trestrail, furniture -- 1930s, war savings streets, kew library, children's libraries, voluntary aid detachments - kew (vic.), rockingham, james govett, centenary of kew, mayoresses -- kew (vic.), model dairy -- kew (vic.), doris dickinson, crests -- city of kew (vic.), town criers -- kew (vic.), joy stewart, australian bicentennial -- kew (vic.), kew civic centre, ak lines mcfarlane marshall, adeney avenue -- kew, wwi -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFurniture - Chair, early 29th century
The Bentwood chair has been called ‘the world’s most popular chair’. The original Bentwood chair, was designed by German-Austrian cabinet maker and Master Joiner, Michael Thonet (b.1796 - d.1871) and introduced to the market in 1859. Thonet started his business in his home town of Boppard as an independent cabinet maker in 1819. In the 1830’s he began trying to make furniture from glued (laminated) and bent wooden slats. Over the next few years his attempts to patent this process failed in Germany, Great Britain, France, and Russia. He then began using lightweight, strong wood and bending it into elegant, comfortable furniture. The Bentwood technology took Thonet years to perfect. In simple terms, the wooden rods or lengths were wet by soaking or steaming, bent into shape and then held in place until they hardened into the moulded curved shape or pattern. The wood usually chosen for the bentwood chairs was maple or beech. Thonet had revolutionised an older process by industrialising the process. The dowels of wood were cut and prepared as components of furniture, treated by the ‘bentwood’ process, then ready immediately for assembling with very little extra workmanship needed. Thonet held 2 patents for this process, the second one ended on 10th July 1869 and was non-renewable. At the Trade Fair at Koblenz of 1841 Prince Klemens Wenzel von Mettemich was very impressed with Thonet’s furniture, especially the chairs. In 1842 Thonet sold his Boppard business and emigrated to Vienna, and began working, along with his sons, on the interior decoration of the Palais Leichtenstein, for the Carl Leistler establishment. In 1849 he began his own business again, the Gebruder Thonet to include his sons (translated “Brothers Thonet”). He produced the “No. 1” Bentwood chair. He received a bronze medal for his Vienna bentwood chairs at the World Fair in London in 1851, and a silver medal in Paris in 1855. In 1856 he opened a new factory in Koritchan (Moravia), where there were extensive woods of beech trees available for his enterprise. In the next years, five more Eastern European production sites were established in Bystritz (1862), Nagy-Ugrócz (1866), Wsetin (1867), Hallenkau(1867) and Nowo-Radomsk(1880). Thonet’s 1859 No. 14 “chair of chairs” (or “Konsumstuhl Nr. 14” – coffee shop chair no. 14) was the most famous of all of Thonet’s Bentwood chairs. In 1867 he received a gold medal at the Paris World Fair. This new style of furniture making became very popular. Up until 1830 50 million of these chairs had been produced. By the 1870’s Thonet owned offices in almost 20 countries, with sales locations across Europe, in Chicago and New York. In 1889 he set Thonet set up a head office in Frankenberg, Hesse. Bentwood models designed in the mid to late 19th century featured hand-caned or laminated wood seats and were usually stamped with the country of origin. The Bentwood elements were the backrest, seat rim and legs. Typically the seat was covered with ‘bucket’ leather. After the Patent ran out in 1869, companies such as Jacob & Josef Kohn began the production of bentwood furniture.The popularity of the Bentwood chair that was introduced by Michael Thonet in the 1850s is due to its versatility and timeless quality. Its style, whether varnished or painted, suits any room in the house. The lightweight chairs are also popular for café and restaurant seating, as well as for public gatherings. They can be easily moved around and grouped in a variety of ways to suit any occasion.Chair, bentwood, pair of two. Backrest has full length inverted U inside frame. Support rail and wire reinforcing between legs. 3692.01 seat has floral pattern pressed into wood 3692.02 seat is plain (replacement seat). Made by Harnison & Co.3692.01 chair's marks; Label ""HARNISON & CO./ NEUSOL / BUDAPEST" and "WIENER NOBEL" and "(symbol) N inside circle, under Crown" flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, domestic furniture, dining furniture, bentwood chair, harnison & co., neusol, budapest, wiener nobel -
 Bendigo Military Museum
Bendigo Military MuseumAdministrative record - COMPENDIUM WW1 - WW2, 4) A H Pettifer, Government Printer et al, 2) 14.2.1946; .3) 1.3.1919; .4) 30.11.1954 .5) 24.11.19? - WWI; .6) 31.10.1917; .7) 12.6.1917; .8) Page 1: 20.12.1915, Page 2: 10.12.1915, Page 6: 19.1915; .9) 10.9.1918; .10) 18.4.1919; .11) c.2.3.19?; .12) 18.9.1920; .14) post WWI; .15) 24.4.1920; .17) 18.4.1942; .18) 19.6.1943; .19) 18.3.1947; .20) 1944; .21) 1944; .23) 22.10.1941; .26) 13.9.1944; .27) 1.1944; .30) 7.3.1950; .31) 31.7.1944; .32) 16.4.1942; .33) 13.6.1946; .34) 6.5.1946; .36) a) & b) 3.11.1947; .37) 24.10.1951; .38) 24.9.1957; .39) 9.10.1957; .40) 19.2.1958; .41) 26.2.1958; .42) 1.3.1958; .43) & .44) 7.3.1958; .45) 25.2.1958; .46) 3.1.1948; .47) 26.2.1948; .48) 22.4.1958; .49) 24.2.1958; .50) 12.3.1958; .51) 6.1958; .52) c.Mar/Apr 1958; .53) 5.4.1958; .54) c.end WWII; .55) a.b. 13.6.1967; .56) 26.5.1967; .57) 18.2.1954
Herbert Trangmar Allan, refer 2755.4 for his extensive service history and wards. .2) Details gifting of a pair of Japanese binoculars to Col H T ALLAN by Pacific Island Regiment. .3) Certificate issued by Winston Churchill, Secretary of State for War (The War of 1914-1918), awarded to Capt H T ALLAN MC. .4) Herbert Trangman ALLAN born 5.1.1895 at Woolwich, NSW. Middle name misspelled, should be Trangmar not Trangman. .6) Congratulating H T ALLAN on receiving the Military Cross award for leading 2 companies which had lost officers during action on Passchendaele Ridge on 9.10.1917. .7) Describes life behind the lines whilst H T ALLAN's battalion has been resting for a month. Daily life consisted of training drills, sport & entertainment. Writer takes time to describe the countryside & weather. .8) Relate to H T ALLAN's military exam results & his promotion to 2nd Lieutenant in 1915. .9) To Herbert Allan's father, Mr P Allan detailing the citation for awarding of the Military Cross to Herbert ALLAN. Original citation appeared in the London Gazette,5.4.1918. .10) Form addressed to Capt H ALLAN MC, 17th Battalion stating his period of enlistment in the 1st AIF was to expire 26.5.1919. .11) Letter from Lord BIRDWOOD (General) to Herbert ALLAN in response to a letter received 19.11.19?. General BIRDWOOD expresses his opinions on difficulties the allied troops face in their fight against the Japanese. .12) Letter to Capt H T ALLAN advising of MID oak leaves sent to him. Details guidelines for attaching oak leaves to both the larger Victory Medal & the small service dress medal. .13) Form details H T ALLAN's WWII Army No, Rank, Unit & Decorations & Medals held. The form has not been signed & dated. .14) Details service record of Lt Col H T ALLAN NX12229. Includes military service from 1912 - 1944, schools & courses attended, decorations, promotions & overseas service. .16) Form issued to H T ALLAN on 15.12.1939 granting permission to leave New Guinea for Australia & return within a period of 12 months. Issued by Customs Office in Salamaua. Lists H T ALLAN's age as 44, height 5' 10" & occupation. .17) Letter from Major General MORSHEAD GOC, AIF (ME) to Major H T ALLAN, OBE, MC congratulating him on being awarded the OBE for outstanding service at Tobruch. .18) Letter from Major General MORSHEAD to Major H T ALLAN, OBE, MC replying to ALLAN's letter of 15.6.1943. MORSHEAD is congratulating ALLAN on his appointment to New Guinea Force, also acknowledges his excellent service record. .19) Letter acknowledges H T ALLAN's resignation from the Office of Production Member of the Australian New Guinea Production Control Board, effective from 28.8.1946. .20) Major General WINDEYER commanded the 20th Brigade from 1942-1946. .22) Card sent from the CO of the 3rd Australian Anti-Tank Regiment. .23) Menu for Farewell Dinner held in the Officer's Mess of the 20th Infantry Brigade, Tobruch on 22.10.1941. .24) Menu & Toast list for Farewell Dinner to Brigadier J J MURRAY DSO MC VD. Attended by H T ALLAN & held in the Officers Mess, 2/17 Australian Infantry Battalion on 22.12.1941. .25) Invitation to Col H T ALLAN by Lady Gowrie (wife of Governor General Baron Gowrie) to attend a Luncheon at Government House, Canberra, ACT. .26) Letter to Major (T/Lt Col) H T ALLAN from Major W A JENNER advising him of his secondment to 2/17 Australian Infantry Battalion & appointment to command 5 Aust Base Sub Area. .27) Application for Africa Star with Eighth Army Clasp signed by H T ALLAN & approved by Lt Colonel of 2/17 Australian Infantry Battalion. H T ALLAN held the rank of Major (substantive) at the time of qualification, 1.3.1942 - 11.1942. He held the rank of Lt Colonel at the time of application in 2.1944. .28) Detailing changes in command & promotions including that of Lt Col H T ALLAN, dated 1.4.19? .29) For Lt Col H T ALLAN detailing movements required by First Australian Army command. .30) Acknowledgement & confirmation of Col H T ALLAN's application for campaign awards for WWII. .31) Letter addressed to Lt Col H T ALLAN from Lt Gen Stanley Sauige requesting information on New Britain for a forthcoming visit. .32) Certificate was presented to H T ALLAN on 16.4.1942 when he was awarded an OBE by King George VI. .33) Document details H T ALLAN's relinguishing of Command of the HQ of Pacific Islands Regiment. ALLAN also relinguished the rank of temporary Colonel & was transferred to the Reserve of Officers with rank of substantive Lt Colonel. .35) Official letter to Colonel H T ALLAN from Joseph Francis, Minister for the Army. The letter acknowledges Col ALLAN's long & distinguished career during both peace & wartime. .36) a) & b) From H T ALLAN (assumed) to Prime Minister J B CHIFFLEY referring to the production of copra in New Guinea, the actions of the Commonwealth Bank in relation to planters & the collaboration of New Guinea natives with the Japanese. Assumed to be a copy of original. .37) Letter to H T ALLAN indicating he had been placed on the Retired List with the rank of Honorary Colonel. .38) Letter invites H T ALLAN to officially open the State Conference in Lae in late March or early April 1958. Invitation was extended due to H T ALLAN for distinguished service in PNG. .39) Letter to H T ALLAN thanking him for accepting the invitation to open the Papua & New Guinea State Conference in late March or early April 1958. .40) Letter from H T ALLAN to Lt Gen Sir Henry WELLS, Chief of the General Staff, Victoria Barracks, Melbourne. ALLAN requests permission to wear his uniform for official engagements during his upcoming visit to New Guinea. ALLAN also offers advice on how to deal with native troops including serving time with them, learning their language & studying their customs. He suggests that this would help quell & dissent & revolt. .41) Reply from Major General DALY to HT ALLAN thanking him for his offer to spend time with the CO of the Pacific Island Regiment to address concerns with that unit. This meeting would coincide with ALLAN's upcoming visit to PNG. .42) HT ALLAN's reply to Major General T J DALY's letter of 26.2.1958. ALLAN requests an opportunity to discuss PIR issues with Major General DALY prior to his visit to PNG. .43) Major General T J DALY's reply to HT ALLAN's request for a meeting to discuss ongoing issues with the Pacific Island Regiment. .44) Letter from HT ALLAN to Brigadier D M CLELAND notifying him that he will be staying in Port Moresby on his way to the RSS&AILA Congress in Lae. .45) Lieutenant Colonel MCGUINN writes to invite Colonel ALLAN to visit the PIR during his visit to New Guinea at the end of March of the beginning of April 1959. .46) Letter of appreciation to H T ALLAN thanking him for his efforts in presenting the case for the Territory of New Guinea during the post WWII transition period. .47) Letter to H T ALLAN from New Guinea Citizens Association, Lae Branch, thanking him for his service on behalf of the people of the Territory of New Guinea. The association offered to send ALLAN a suitable present in recognition of his service. .48) Major General T J DALY's reply to HT ALLAN's suggestions for handling disquiet amongst the native troops in the Pacific Island Regiment. .49) Reply from Lieutenant General WELLS to H T ALLAN granting him permission to wear his uniform on his forthcoming visit to New Guinea. WELLS also notes that he has passed other requests made by ALLAN to Major General DALY. .50) Copy of H T ALLAN's reply to Lieutenant General WELL's letter of 24.2.1958 [.49)]. .51) A written account of Colonel H T Blue ALLAN's visit to New Guinea in 3.1958. Article appeared on p.65 & 67 of the 6.1958 edition of Pacific Islands Monthly. .52) Newspaper account of Colonel H T Blue ALLAN's opening of the Rabaul Branch of the Native Ex Servicemen's Association. Colonel ALLAN spoke of the involvement of the Pacific Islands Regiment during WWII. .53) The Rabaul Times account of Colonel H T Blue ALLAN's opening of the Rabaul Branch of Native Ex Servicemen's Club. Featured on p1, concluded p3. .54) Biographical account of Colonel H T ALLAN's service in WWI & WWII. In addition an account of his success in New Guinea between the wars is included. .55) a.b. Biography of Colonel H T ALLAN written by R W Robson who was the founder of the Pacific Islands Monthly. Article was written following ALLAN's death on 23.5.1967 aged 72. This item is a pre publication copy of Robson's article which appeared in the Pacific Islands Monthly. .56) Text of a valedictory given at the funeral of Colonel Herbert Trangmar ALLAN OBE, MC, ED, NX12229 held 26.5.1967 following his death on 23.5.1967. The speech summarized his life in both wars & civilian life. 57) Invitation issued to Colonel H T & Mrs ALLAN to attend a Garden Party at Government House on 18.2.1954. At this function Colonel H T & Mrs ALLAN were to be presented to her Majesty Queen Elizabeth II.Herbert T ALLAN Collection. The contents are all of various size, the Album is the size documented. .1) Large teal green album containing 16 plastic pockets each with white card insert. Various documents & photos contained in each pocket. .2) Typed letter, black type on cream paper. .3) Certificate mounted on fawn card backed with dark brown veneer. Presented to Capt H T ALLAN MC for being mentioned in despatches on 7.11.1917. .4) New South Wales Birth Certificate extract, printed on pink paper with watermark. .5) Telegram on tissue paper to a sheet of cream paper. Pin located top L corner. Requests the attendance of Lt Herbert ALLAN, Russell Hotel, Russell Square. .6) Typed letter mounted on grey cardboard. .7) 2 page letter on foolscap paper, secured by pin top L corner. Written from France by Herbert (Bert) ALLAN & addressed to his father. .8) 11 pages secured with a clip top L corner. 1st document typed, 2nd handwritten, remainder printed. Relate to H T ALLAN's military exam results. .9) Typed letter from Department of Defence Base Records Office to P ALLAN. .10) Document, printed form to inform the recipient that their period of enlistment in the 1st AIF had expired. .11) 4 page handwritten letter on 2 sheets of paper. 1st page has a printed letterhead. .12) BR Form No 20. Typed formal letter from AIF Base Records Office to accompany Mentioned in Despatches oak leaves sent to the recipient. .13) Form AAFA36 used for recommending the awarding of an Efficiency Decoration. Form details service record & details of a serving soldier. .14) 1 large / 1 small page, numbered, detailing the service record of Lt Col H T ALLAN. Black type on cream paper. 2 pages are loose but evidence of attachment visible. .15) Bachelor of Arts Degree Certificate (testamur) granted by the University of Sydney, awarded to Herbert Trangmar ALLAN. Printed on cream parchment. .16) Proforma document issued by the Territory of New Guinea permitting leave & return to the Territory. Printed 2 sides, black type on cream paper. .17) Letter on Australian Imperial Force letterhead from Major General MORSHEAD to Major H T ALLAN. .18 Letter on HQ2 Aust Corps letterhead from Major General MORSHEAD to Major H T ALLAN. .19) Typed letter on External Territories letterhead from J R Halligan to H T ALLAN. .20) Cream Christmas card folded in 2, sent to H T ALLAN. On front in black lettering is HQ 20th Australian Infantry Brigade below black Rising Sun emblem. Inside in black lettering is With Best Wishes for Christmas and New Year. Christmas 1944. .21) Cream card folded in 2. Front illustration depicts a devil figure riding a platypus & carrying a pennant with 2/13 on it. The devil is depicted attacking a German & Japanese soldier. Below the devil is a boomerang with Greetings Xmas 1944 printed on it. Illustration is in green & black. Inside on LHS is a message from 2/13 Battalion. On RHS is a list of 2/13 battle honours from 1940-1943. On back in black print is 1944-1945 New Guinea Australia. .22) Cream Christmas card folded in 2. Front illustration in brown with word Greetings in green. RHS inside printing in green & brown letters. Artillery badge on back in brown. .23) Cream card folded in 2. Typed menu on cream paper attached inside. Front cover illustrated with 20th Infantry Brigade colour patch & a rat over a scroll with words - So What? .24) Cream card folded in 2. On front black printing accompanied by 2/17 Battalion colour patch that is black over green diamond shape. Inside a list of Toasts & Dinner Menu printed in black. Back page for autographs. .25) Cream invitation card. Black cursive script printing below gold crown on front. .26) Typed letter on cream paper. .27) Typed foolscap application form to claim the Africa Star. .28) & .29) Message form filled with typed orders. .30) Typed letter acknowledging an application for campaign medals & listing eligible awards. .31) Typed letter on bond paper. .32) Certificate on cream parchment. Black print in cursive script. Text details the awarding of an OBE to the recipient. .33) Typed text on Australian Military Forces letterhead. Cream paper. .34) Typed text. Temporary note for H T ALLAN's discharge from AMF. .35) Typed letter on Commonwealth of Australia, Minister for the Army letterhead. .36) a) & b) 2 page letter in black type on cream paper. Pages are loose, letter unsigned. .37) 1 page typed letter on Australian Military Forces letterhead. .38) & .39) 1 page typed letter on Return Sailors, Soldiers & Airmen's Imperial League of Australia, Papua & New Guinea Branch letterhead. .40) 1 page typed letter, unsigned. .41) Single sided typed letter on Australian Military Forces letterhead on cream paper. .42) 1 page typed letter, unsigned on cream paper. .43) Single sided typed letter on Australian Military Forces, Northern Command, Victoria Barracks, Brisbane letterhead on cream paper. .44) Single sided typed letter on cream paper. .45) 2 page typed letter on folded cream paper bearing the letterhead of the Pacific Islands Regiment. .46) 1 page typed letter on cream, lined paper. .47) 1 page typed letter on cream paper. .48) 1 page typed letter on Australian Military Forces, Northern Command Headquarters, Victoria Barracks, Brisbane letterhead on cream paper. .49) 1 page typed letter on Chief of General Staff, Australian Military Forces, Army Headquarters, Victoria Barracks, Melbourne letterhead on cream paper. .50) 1 page copy of an unsigned letter on cream paper. .51) Magazine article: Building a New Nation in New Guinea : Some advice from Colonel Blue ALLAN. Black & white article with a 2nd small section stapled to the main page. Large page features a black & white captioned photo of a group listening to a uniformed Officer deliver a speech. Also features advertising front & back. .52) Newspaper article: Official Opening of Native Ex Servicemen's Club. Black & white typed newspaper article featuring a captioned black & white photo of a uniformed Australian Officer & a group of New Guinea Ex Servicemen. .53) a. b. c. Newspaper article: Master Blue Came Back to the Islands: 4000 Attend Club Opening. 3 Section article cut from a newspaper. One part is the banner of the newspaper with date published. Other sections contain the text of the article. The larger section features a black & white photo of an Australian Army Officer in uniform. .54) Newspaper article, untitled. Black & white typed newspaper article with black & white caricature of an Australian Army Officer featured. .55) a. b. Magazine article: The Story of a Big Man who Loved Soldiering. 2 page black & white typed article with sub headings. .56) Text of a Speech. 2 page typed text written for a valedictory given at a funeral. Pages connected with a staple in the top L corner. .57) Printed, cream card invitation to a Garden Party for the recipient to meet Queen Elizabeth II & The Duke of Edinburgh. Text is in cursive script under the Coat of Arms of Her Majesty. .2) Signature ? Capt S C PIR. .4) Date of issue typed: 30.11.1954 Name of recipient: Herbert Trangman Allan Stamped: T Wells, Registrar General NSW .5) Handwritten: To Lt Herbert Allan, Russell Hotel, Russell Square. Typed: Buckingham Palace OHS. Your attendance is required at Buckingham Palace on Wednesday next the Twentyeighth inst (28.11.19?) at ten o'clock am service dress please telegraph acknowledgement Lord Chamberlain London. Stamped: Central District 24 NO 19. .6) Signed in pencil: W Birdwood. In pencil on back: 15 x 12. .8) p1: Handwritten signature. Copy dated 29.12.1915. p2 Handwritten in ink: P Allan Esq, Mount Hunter Hill. Military Examination. Copy dated 29.12.1915. Handwritten in pencil: Results: H T Allan. Tactics - Distinction 92% HE Barff p3 Underlined in ink: 38th Infantry Herbert Trangmar Allan to be 2nd Lieutenant (provisionally). Dated 16 June 1914. p5 Handwritten: Total 139. Lieut Allan tied with 15 others for 20 place. p7, 9, 10 & 11underlined in ink: H T Allan. p8 Underlined in ink: Allan HT. .9) & .10) Signature in black ink. .12) Handwritten signature in black ink: On back handwritten signature in black ink: Clive Wilkinson, Buddong, Robinson St, Chatswood. Also ? Rd, Cremorne Pt. .13) Handwritten in black ink: Details of HT Allan's Commission Service from 16.6.1914 - 18.2.1946. .15) Handwritten signature of the University Chancellor, Dean of Faculty of Arts & Registrar. Handwritten name of recipient. Seal of the University of Sydney imprinted bottom LHS. .16) Handwritten in black ink: Details of recipient. Stamped in red ink: New Guinea Customs. Stamped in blue ink: H M Customs, Cooktown, dated 17.12.1939. Handwritten on reverse: Signature. Stamped on reverse in red ink: New Guinea Customs, dated 15.12.1939. .17) & .18) Handwritten signature: Major General Morshead. .19) Handwritten signature in black ink: J R Halligan. .20) Handwritten inside in blue ink: Lt Col Allan. Good wishes from your many friends here. Signed by Major General Windeyer. .21) Inside LHS handwritten in blue ink: Lt Col Allan & an indecipherable signature. .22) Inside RHS handwritten: To Major (Blue) Allan OBE MC from Lt Col? .23) On front handwritten in blue ink: H T Allan?. Inside in black ink & pencil are 19 signatures. .24) On front: 3 signatures in black ink & pencil. On back: 36 signatures in black & blue ink & pencil. .25) On back handwritten in black ink: Colonel H T Allan OBE MC, with 3 ink lines below name. .26) Handwritten in blue/black ink: Signature. Handwritten in blue pencil top R corner: A32/3477. Handwritten in black ink bottom L corner: Cond (?) 15/9A. Handwritten in black ink: Signature. .27) Stamped top R corner: 2/17 Bn Received 9.2.1944. Signature in black ink: H T Allan. Signature in black ink: ? Lt Col 2/17 Aust Inf Bn 10.2.1944 Page bottom in pencil: Blue will keep 1 1/4 for you? .30) Handwritten: Details of eligible medals. Handwritten signature: J C K Miller Capt 7.3.50. Handwritten bottom L corner: Col H T Allan Bottom R corner: OBE, MC, 1914-19, Victory, ED, MID 1914-18, MID 1939-45 On back: Steak & Kidney Morris ) Clark ) Vowood ) 10/- 70215 Maughan ) Allan ) .31) Top of page: Imprinted Coat of Arms Top LHS in black ink: TOP SECRET AND PERSONAL Handwritten signature: Stanley Sauige .32) Embossed top L corner: Seal of the Most Excellent Order of the British Empire. Handwritten: Mary R. .32) Signed: Queen Mary, mother of George VI. .33) Handwritten signature. .34) Handwritten in blue ink: HERBERT TRANGMAR ALLAN 6 MAY 46 Handwritten signature. .35) Handwritten signature in blue ink: Joseph Francis, Minister for the Army. .37) Handwritten signature. .38) & .39) Handwritten signature: J W Knight. .41), .43) & .45) Handwritten signature in blue ink. .46) & .47) Handwritten signature in black ink: Henry G Eckhoff. .48) Handwritten signature in blue ink: With best wishes Yours sincerely T J Daly. .49) Handwritten signature in black ink: Yours sincerely H Wells. .57) Handwritten in black ink: Colonel & Mrs H T Allan.certificates, records, awards, administrative, compendium -
 Federation University Historical Collection
Federation University Historical CollectionPhotograph - Black and White, Ponsonby May Carew Smyth, 1906
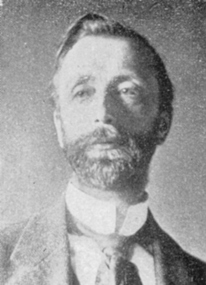
Ponsonby Carew Smyth, A.R.C.A. London, was Victorian Art Inspector of Technical Schools. "Ponsonby May Carew-Smyth (1860-1939), educationist, was born on 7 August 1860 at Cork, Ireland, son of Emmanuel Uniacke Smyth, gentleman, and his wife Catherine Giles, née Carew. Carew-Smyth's initial art training and teaching was at the Belfast Government School of Art and Design. In 1885 he entered the National Art Training School at South Kensington, London, where he remained as student and teacher for five years. He also taught at Rugby School, studied at the Royal School of Wood Carving and the Guild School of Handicrafts, London, and was sent by the Department of Science and Art to study art, art education and museum procedures in Paris. Testimonials to his career in England affirm his ability and dedication as an educationist and his integrity as a man. On 23 December 1890 Carew-Smyth married Marie Reynolds of Brixton; they migrated to Australia next January. In September Carew-Smyth applied from Melbourne for the position of master of the school of art and design, established under the auspices of the Ballarat Fine Art Gallery. Opening in November, the school offered day classes and a broad curriculum, and under Carew-Smyth's guidance, established a sound reputation. In November 1899 he was appointed inspector of drawing in the Department of Education. Carew-Smyth saw drawing as a crucial link between primary and technical education, insisting on it as a 'mental process quite as much as a manual'; he believed strongly in the utilitarian value of drawing to the artisan class and of art as 'craftmanship'. By his emphasis on teacher-training, by his role in the Teachers' Training College, and by his constant travels, writing and lecturing, he upgraded both the standard and importance of drawing early in the century. His meticulous mind formulated the Austral Drawing Books which provided the basis of instruction in the subject in Victoria until 1927. Although he gave his occupation as 'artist', Carew-Smyth was primarily an educationist. He was actively involved in the early years of Prahran and Swinburne Technical colleges, and especially the Working Men's College which held his interest even after his retirement. In 1906 he was appointed chairman of the Victorian State Schools' Equipment and Decoration Society, and he was important in the organization of the state schools' exhibition that year. He designed the commemorative wall plaques installed in state schools after World War I, and the art teachers' certificate. He was prominent in bringing about the 1922 Jubilee Exhibition, and the 1926 showing of work of overseas schools, and especially the 1934 Melbourne centenary 'Early Victorian Art' exhibition. In the 1930s he wrote wide-ranging, informative and sometimes humorous articles for the Argus on various aspects of the decorative arts. In mid-1936 he was acting director of the National Gallery of Victoria. To students his single-mindedness sometimes suggested sternness, but Carew-Smyth was always held in the highest regard both professionally and personally. His colleagues recalled a man of kindness, unstinting devotion to work, and humour; he was considered quite a raconteur. Survived by his wife, a son and a daughter, he died in his home at South Yarra on 9 October 1939, and was cremated." (Margot Lethlean, 'Carew-Smyth, Ponsonby May (1860–1939)', Australian Dictionary of Biography, National Centre of Biography, Australian National University, http://adb.anu.edu.au/biography/carew-smyth-ponsonby-may-5501/text9359, accessed 4 June 2013.)Image of the face and shoulders of a bearded man - Ponsonby Carew Smyth. The image was originally published from the State Schools Exhibition Catalogue, 1906. (Cat. No. 401)carew smyth, inspector, technical schools, art. -
 Hepburn Shire Council Art and Heritage Collection
Hepburn Shire Council Art and Heritage CollectionPublic Art Work, Boy with a thorn - 'Lo Spinario', c. 1900
Boy with a Thorn Though the classical bronze that the figure was modeled has become known as Lo Spinario, both Stuart Rattle and Kevin O’Neill referred to it as The Boy with a Thorn. Information from the late Stuart Rattle and John Graham, the late Kevin O’Neill’s partner. The statue was bought by Kevin O’Neill from a South Yarra antique dealer in the 1980s. She had bought it in Europe. Stuart believed that it was cast in Berlin by Moritz Geiss who had pioneered the popular process of zinc casting of classical statues. Schinkel, the architect of early 19th Century Prussian public buildings used the process extensively. I assume that the decorations that can be seen in Berlin currently are copies of those copies, given the comprehensive destruction of the city in 1945. Unless there is a date stamped on the statue, and there might well be, there is no firm indication of its age, although Stuart and Kevin believed it was “turn of the century”. It was given to Stuart by John Graham after the death of Kevin O’Neill. Prior to its installation at Musk Farm, it was “by the dam” at Marnarnie, O’Neill’s property at Mt Macedon. It became a much photographed focal point in the sunken garden at Musk Farm. The statue is a gift from the Rattle family to The Friends of Wombat Hill Botanic Gardens who intend to give it, in turn, to Hepburn Shire to be placed in the Botanic Gardens. Both the family and the Friends see it as a memorial to Stuart’s tireless work to raise funds for the Gardens and to raise the profile of the Gardens so that their considerable significance could be more broadly acknowledged. The CMP notes that statuary has been a feature of most botanic gardens (and a notable feature of the Ballarat Botanical Gardens) and James Lowe, the head of Parks for the Shire has also commented that it is an area that could well be developed in the Gardens. This comes from his attendance at meetings of the BGANZ, the “peak professional body” for the development and maintenance of registered botanic gardens in Aus and NZ. Given the lack of funds that the Shire has been able to allocate to the Gardens, a donation of this calibre is a welcome addition to the cultural asset that the Gardens represent. A very large number of residents of the Shire are members of the Friends, have visited Musk Farm and are appreciative of the Gardens. There is a current feeling that the Gardens are undergoing a dynamic revival as a result of the success of the Café and also because of the extraordinary improvement and enhancement of the amenity that has been undertaken over the past two years by the Friends. The installation of the Boy with the Thorn is another move forward for the Gardens. The statue is cast zinc. It is sometimes referred to a white bronze. As can be seen in the photographs, it is in very good condition with no damage or apparent degeneration of the metal. The Smithsonian Institution has a lengthy document relating to the deterioration and repair of similar casts in the US where urban pollution has taken its toll but for the most part it deals with inappropriate repair rather than maintenance protocols. One of the properties of zinc that is appreciated in Australia is its ability to withstand the elements and given that the artwork has been either on Mt Macedon or at Musk for the last 30 years or more, its relocation to Wombat Hill seems to be an appropriate one. The Friends are prepared to organise and pay for the relocation of the statue. The issue of security from the point of view of theft, malicious damage and environmental impact will need to be addressed. The Ballarat Botanical Gardens have recently reinstalled statuary which has been damaged and which had been removed from the Gardens on account of this. They have used Rockworks Ballarat and Wilson’s Memorials to make plinths, secure artworks with steel pins and to provide especially robust fixings to ensure the safety of the various sculptures. The CMP (2007) makes a number of recommendations regarding security in the Gardens ranging from the installation of lighting to the locking of the gates overnight and the repair/reinstatement of appropriate fencing – not done as yet to my knowledge. Paul Bangay has also agreed to act as a consultant in the process of installing the Boy. John Graham estimates its value at $20,000 The preferred location for the work would be at the entrance to the Fernery from the lawn. The paths form an intersection at that point that could be modified to fit the statue. But this is currently a suggested location only. The statue is a gift from the Rattle family to The Friends of Wombat Hill Botanic Gardens who have gifted it to the Hepburn Shire to be placed in the Botanic Gardens. Both the family and the Friends of the Wombat Hill Botanical Gardens Daylesford see it as a memorial to Stuart’s tireless work to raise funds for the Gardens and to raise the profile of the Gardens so that their considerable significance could be more broadly acknowledged. Lo Spinario (Boy with a thorn) c. 1900 copy after the Greco-Roman Hellenistic antique bronze in Rome. c. 1900 copy after the Greco-Roman Hellenistic antique bronze in Rome (Palazzo dei Conservatori, Musei Capitolini, Rome) Manufacturer M. Geiss, Berlin Nonedaylesford, wombat hill botanical gardens, stuart rattle, kevin o'neill, john graham, boy with a thorn, lo spinario, classical sculpture, zinc, classical nude, hepburn shire, public art, sculpture, art -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Wedding of Sarah Ann Bird (b.1881) to Edward Ernest Pepper (b.1874) held at the Bird family home of "View Hill', Eltham, 1904, 1904
Sarah Bird 4th from left (seated) and Edward Pepper on her left (standing). George Bird, 2nd from right (seated). George Bird her great-grandfather and Sarah Bird and Edward Pepper, her grandparents. [from Evelyn Observer and Bourke East Record, morning edition, 18 November 1904, p. 3:] ORANGE BLOSSOM. The marriage of Miss Sarah A. Bird, eldest daughter of Mr George Bird, of "View Hill," Eltham, to Mr Ernest Edward Pepper, of Diamond Creek, was celebrated at the residence of the bride's parents on Wednesday, 9th November, 1904. The ceremony took place at 4 p.m. and was performed by the Rev Percey Knight, B.A., of Alphington. The bride entered the drawing room with her father who gave her away, and the Wedding March, was nicely played by Miss Wild. The bride was prettily dressed in creme voile nicely tucked and gathered, trimmed with guipure lace and silk ruching, sprays of orange blossom, wreath and veil, and she carried a shower bouquet. Her travelling dress was a very pretty blue. The brides-maids were Miss Ethel Barker dressed in pale green voile trimmed with creme guipure lace and silk ruching; and Miss Button in creme voile, guipure lace, silk ruching; both carried pretty bouquets. The groomsmen were Mr Lorimer, of Diamond Creek, and Mr George Bird, brother of the bride. Between forty and fifty relatives and friends partook of a bountifully provided and nicely laid out breakfast. The usual toasts were honored, and congratulations were freely tendered "to the happy couple". The decorations were very tastefully executed by Miss Beatrice Nelson, and Mr Sayers. The evening was very pleasantly spent in singing, recitations, games, and other suitable pastimes, while others "tipped the light fantastic toe". About 10 p.m., "while all was merry as a marriage bell", the bride and bridegroom departed secretly "to cheat surprise and prying eyes". The presents were numerous and handsome:– Parents of the bride, sewing machine; Miss A. Bird, silver breakfast cruet; Miss N. Bird, bread board and knife; Master A. Bird, pair glass dishes; Master R. Bird, pair photo frames; Mr Sayers, tea set; Miss Kidd, silver jam dish and spoon; Miss Wilkinson, carpet; Mr J. Kilpatrick, cheque; Mr W. Kilpatrick, clock; Miss Kilpatrick, silver butter knife; Mr J. H. Kilpatrick, hand painted mirror; Mrs Kerwin, pictures; Mrs Gilsenan, the handsome wedding cake; Mrs Nelson, Japanese occasional table; Misses Nelson, jugs and candlestick; Mrs Bunker, silver cruet stand; Miss Bunker, hand-painted vases; Miss E. Bunker, epergne; Mr E. Bunker, crumb tray and brush; Miss Jessie Gilsenan, cake stand; Mr Harold Gilsenan, auger basin and ornaments; Mr Lorimer, silver breakfast cruet; Mr A. Collins and Miss Jones, epergne; Miss Cassie Sweeney, jardiniere; Miss Ida and Ollie Cooper, silver butter dish; Miss Mills, large vases; Misses M. and F. Shillinglaw, handsome oak clock; Misses C. and E. Shillinglaw, pair large pictures; Mr Lucas and Miss Sutton, silver butter dish and knife, and silver jam dish and spoon; Miss M. and A. Short, teapot, cheese dish, and tumblers; Mr and Mrs J. Anderson, butter dish; Miss Williams, pen tray; Miss Griffiths, vases; Mr I. Hill, cheque; Miss Wild, biscuit barrel; Mr, Mrs and Miss Brown, trifle bowl and crystal jug; Mrs Weller, water jug and glasses; Mrs Hadfield, pair glass dishes and butter dish; Mr and Mrs Blackney, photo frames; Mr Wilson, beaded basket pin cushion; Mr Linsy, cheque; Mrs Linsy, fruit dish; Mrs Stebbing, pair candle sticks; Mrs Blanchard, pictures.Digital copy of framed sepia photographanderson, bird, blanchard, blackney, bunker, collins, cooper, edward ernest pepper, george bird, george bird jnr, gilsenan, griffiths, hadfield, hill, jones, kerwin, kidd, kilpatrick, linsy, mills, nelson, sarah ann bird, sayers, shillinglaw, short, stebbing, sutton, sweeney, view hill, wedding, weller, wild, wilkinson, williams, wilson, brown, lesley mitchell (nee pepper) collection -
 Upper Yarra Museum
Upper Yarra MuseumRazor, Cut throat
Sharped Edged instrument used for cleaning hair from the skin. http://en.wikipedia.org/wiki/Straight_razor A straight razor is a razor with a blade that can fold into its handle.[1] They are also called open razors and cut-throat razors. HISTORY The first modern straight razor complete with decorated handles and hollow ground blades was constructed in Sheffield, England, by Benjamin Huntsman in 1740. Huntsman's process was adopted by the French sometime later. The English manufacturers were even more reluctant than the French to adopt the process and only did so after they saw its success in France.[5] Straight razors were the most common form of shaving before the 20th century and remained that common in many countries until the 1950s. TODAY Straight razors are still manufactured. DOVO, of Solingen, Germany, and Thiers Issard of France are two of the most well-known European manufacturers. Feather Safety Razor Co. Ltd. of Osaka, Japan makes a razor with the same form as a traditional straight, but featuring a disposable blade that can be installed through an injector-type system. Modern straight razor users are known to favor them for a variety of reasons. Some are attracted to the nostalgia of using old and traditional methods of shaving. It is a masculine ritual comparable to pipe smoking. Others profess an interest in reducing the waste of disposable blades.[11][22] Still others agree that straight razors provide a superior shave through a larger blade and greater control of the blade including the blade angle. Straight razors cover a much greater area per shaving stroke because their cutting edge is much longer than any of the multiblade razors. Ivory cut throat razor, with cream case 00121.3.Known as a straight razor.Razor with square point, full hollow ground 5/8” blade and double transverse stabiliser. The centre pin adds stability and rigidity to the handle---I think this is it ROM Parts The narrow end of the blade pivots on a pin, between 2 pieces of ivory forms the handle. LONG EXTRACT FROM WIKI _ SHORTEN to describe 00121 The parts of a straight razor and their function are described as follows: The narrow end of the blade rotates on a pin called the pivot, between two protective pieces called the scales or handle. The upward curved metal end of the narrow part of the blade beyond the pivot is called the tang and acts as a lever to help raise the blade from the handle. One or two fingers resting on the tang also help stabilize the blade while shaving. The narrow support piece between the tang and the main blade is called the shank, but this reference is often avoided because it can be confusing. The shank sometimes features decorations and the stamp of the country of origin. The top side and the underside of the shank can sometimes exhibit indentations known as fluting, or jimps for a more secure grip.[8] The curved lower part of the main blade from the shank to the cutting edge is called the shoulder.[9] The point where the shoulder joins the cutting edge is called the heel. A thick strip of metal running transversely at the junction where the main blade attaches to the shank is called the stabiliser. The stabiliser can be double,[10] single or can be absent in some razor models. The first stabiliser is usually very narrow and thicker and runs at the shank to blade junction, covering the shank and just spilling over to the shoulder. The second stabiliser can be distinguished since it is considerably wider and narrower, appearing after the first stabiliser and running lower into the shoulder. The non-cutting top of the blade is called the back or the spine while the cutting part of the blade opposite the back is called the cutting edge.[11] Finally the other free end of the blade, at the opposite end of the tang, is called the point and, sometimes, the head or the nose.[9][12] There are two to three pins in any handle. The middle pin, if present, is plastic coated and is called the plug.[13] Its function is to stabilise the sides of the handle so that they cannot be squeezed in the middle. When folded into the scales, the blade is protected from accidental damage, and the user is protected from accidental injury. During folding, the back of the blade, being thick and normally with a curved cross-section, acts as a natural stopper and prevents further rotation of the blade out of the handle from the other side shaving, lever, handle, blade, pivot, razor, tang -
 Warrnambool and District Historical Society Inc.
Warrnambool and District Historical Society Inc.Domestic object - Dressing bag, Mary Glass Dickson, Circa1885
John Glass Cramond 1829 and James Dickson 1831-1910 were founders of a large drapery store. Both were Scots and both came separately to Australia in 1852. Cramond initially came for gold but soon opened a store in St Kilda with a post Office attached and he was the first post master there. Dickson was a farmer’s son but became a draper and while he was unsuccessful on the Bendigo diggings and then returned to Melbourne where he met Cramond and soon after they opened a store on Lonsdale Street. They opened their business in Warrnambool in 1855 as a general store with groceries, drapery and ironmongery. Both partners were involved with the community and James Dickson was an original director of the Warrnambool Woollen Mill 1909 and the Warrnambool Cheese and butter factory. He also served on the committee of management of Warrnambool Base Hospital. This case was a wedding gift from James Dickson Jnr to his wife Mary Glass Cramond on the occasion of their wedding. This item has significance on a number of levels. It belonged to a member of one of Warrnambool’s earliest pioneering families and it marks the occasion when the two families of Cramond and Dickson were linked through the marriage of James Dickson jnr and Mary Glass Cramond. The firm played a significant part in the development of the city and traded for nearly 150 years. It therefore has social significance to Warrnambool. The item is well provenance with the case initialed and items within the case monogrammed. The case and its items are aesthetically quite beautiful as well as being typical of travelling or dressing cases of the more well to do, of the time. Mappin & Webb were manufacturers of some standing with the Mappin name appearing in manufacturing as early as 1775.The company has held a royal warrant as silversmiths since 1897 to the present day and as crown jeweler since 2012. Throughout this time, they have manufactured quality items for the luxury market. It provides an insight into the way ladies travelled and the items which they considered essential. This consists of a black leather with leather handle attached with brass fittings. Middle opening with side pocket on one side with metal catches. Inside has removable sections for holding the numerous containers and items belonging to the case. Interior of the case is dark blue satin. The items contained within the case are as follows: 321.1 Luggage case 321.2 Glass bottle rectangular, silver monogrammed lid, empty. 321.3 Tall round glass bottle, silver monogrammed lid, empty. 321.4 Small glass bottle with pink powder, silver monogrammed lid. 321.5 Small multi sided bottle with stopper and brass hinged lid. 321.6 Tall round bottle with silver monogrammed lid. 321.7 Tall thin multi sided bottle with brass lid. 321.8 Cream coloured monogrammed jar cotton wool inside. 321.9 Clothes brush rectangular cream back. 321.10.1Glove stretcher bone coloured .10.2 Case black leather. 321.11.1 hair comb cream with silver edge .11.2 Case black leather 321.12 Hair brush cream handle 321.13Spatula cream monogrammed 321.14 Mirror, silver round with handle. 321.15 Writing compendium .1 Case black leather .2 Pen with nib .3 Lead pencil .4 Navy satin covered blotting book 321.16 Inkwell glass bottle in small black leather case. 321.17 Match striker in leather case. 321.18 Mirror in black leather case rectangular 321.19 Small case for visiting cards. 321.20Sewing kit rectangular, contains threads and needles pkts x 3 321.21Container, small, hinged tortoise shell patterned. 321.22.1 Manicure set .2 Scissors small .3 Scissors large .4Corkscrew with Mother of pearl handle .5 Pocket knife with Mother of pearl handle .6Tweezers with Mother of pearl handle .7 File with Mother of pearl handle .8 Fine hook Mother of pearl handle .9 Bodkin .10 Bodkin 321.23 Hairbrush oval silver backed 321.24 Mirror silver handled hand mirror. 321.25 Hairbrush wooden handled with Mother of pearl inlay. 321.26 Cylinder, silver with removable lid and small phial of iodine labelled Felton’s pocket iodine. 321.27 Phial small glass with gold decorations. 321.28 Inhaler with insert 321.29 Thimble, metal. 321.30 Silver backed hair brush 321.31 silver backed clothes brushEngraved on side pocket: M.G.D. Mappin and Webb Sheffield and London. Some of the items are monogrammed as per the list above. A number of the glass bottles have lids hallmarked Mappin & Webb London and Sheffield makers stamped inside lid with hall marks history of warrnambool, cramond and dickson, mary glass cramond, dressing bag, woman's toiletry bag 1880 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Dentist Drill, Late 19th century
The design of this and other similar treadle powered dental engine (or dentist drill) was in common use by dentists from the 1870’s into the 1920's. When electricity became accessible to most communities the electrically powered dental engines began to take over from the treadle power. Over the ages teeth were extracted using picks and scissors and other gouging instruments. Bow drills, hand drills and even a "bur thimble" drill were later used to prepare cavities for filling. Some drills were made bendable by attaching flexible shanks between the metal bur and the handle, giving access to the teeth at the back of the mouth. Other mechanical devices were introduced along the way, such as clockwork drills, but they were hard to handle and inefficient. Over the centuries “dentistry has been performed by priests, monks and other healers. This was followed by barbers; the barber’s chair may well have been the precursor to the dental chair. “(SA Medical Heritage Society Inc.) In 1871 James Morrison patented the first commercially manufactured 'foot treadle dental engine', the first practica dental engine although others had been introduced as early as 1790 (by John Greenwood). Handmade steel burs or drills were introduced for dental handpieces, taking advantage of the significant increase in the speed of the drill. In 1891 the first machine-made steel burs were in use. The treadle drill reduced the time to prepare a cavity from hours to less than ten minutes. In 1876 the Samuel S. White Catalogue of Dentist Instruments listed a 12 ½ inch wheel diameter dental engine, with 14 bright steel parts, for sale at US $55 In today’s market, this is the equivalent to US $1200 approx. The specifications of that dental engine are very similar to the this one in our Flagstaff Hill Maritime Village’s collection. It is interesting to note that workings of a similar treadle dentist drill were used and modified to power a treadle spinning wheel of one of the volunteer spinners at Flagstaff Hill Maritime Village. The foot treadle dental engine was a milestone in dental history. “Historic importance of treadle powered machines; they made use of human power in an optimal way” (Lowtech Magazine “Short history of early pedal powered machines”) The invention of a machine to speed up the process of excavation of a tooth lead to the invention of new burs and drills for the handpieces, improving speed and the surgical process of dentistry. They were the fore-runner of today’s electrically powered dental engines. This treadle-powered dentist drill, or dentist engine, is made of iron and steel and provides power for a mechanical dental hand-piece that would be fitted with a dental tool. The drill has a three footed cast iron base, one foot being longer than the other two. A vertical C shaped frame is joined into the centre of the base, holding an axle that has a driving-wheel (or flywheel) and connecting to a crank. A slender, shoulder height post, made from telescoping pipes, joins into the top of this frame and is height adjusted by a hand tightened screw with a round knob. On the post just above the frame is a short metal, horizontal bar (to hold the hand-piece when it is not in use). A narrow tubular arm is attached to the top of the stand at a right angle and can move up and down. At the end of the arm is a firmly fixed, flexible rubber hose protected for a short distance by a sheath of thin metal. At the end of the hose there is a fitting where the drill’s hand-piece would be attached; a small, silver coloured alligator clip is also at the end. A treadle, or foot pedal, is hinged to the heel to the long foot of the base, and joined at the toe to the crank that turns the driving-wheel. There is a spring under the toe of the treadle. The metal driving-wheel has a wide rim. Touching the inside of the rim are four tubular rings that bulge towards the outside of the driving-wheel, away from the pole, and all meet at the hub of the axle. The axle is bulbous between the inside of the driving-wheel and the frame then passes through the frame and is attached on the other side. The driving-wheel has a groove around which a belt would sit. The belt would also fit around a pulley on the arm, at the top of the post. The pulley is joined to a rod inside the arm and this spins the drill's hand-piece and dental tool holder. The two shorter feet of the base are made from a long metal bar that has been curved outwards, and its centre is bolted to the base of the pole. Under the ends of the curved legs of the base are wedge shaped feet. The driving-wheel is decorated in light coloured paint on both sides, each side having three sets of floral decals evenly spaced around them, and each about a sixth of the wheel's circumference. Similar decoration is along the sides of the frame. The foot pedal has decorative cutout patterns in the centre of the foot and at the toe. On the long foot of the stand is some lettering with a fine, light coloured border around it. The lettering is hard to read, being a dark colour and flaking off. There are also remnants of fine, light coloured flourishes. The foot pedal has lettering of the maker’s trade mark cast into the metal at the ball of the foot. Lettering on the base is peeling and difficult to read. The foot pedal has a trade mark cast into it that looks like a combination of ‘C’ , ‘S’ , ‘A’, ‘R’. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, dentist, teeth, dental drill, dental engine, treadle drill, foot powered drill, treadle engine, orthodontics, dental surgery, james morrison -
 Federation University Historical Collection
Federation University Historical CollectionBooks, H.E. Daw Government Printer, Ballarat School of Mines and Industries Departmental Papers, 1914-1950, 1914-1950
Used at the Ballarat School of Mines and the Ballarat Technical Art SchoolThis collection of examinations is significant because of its completeness with the full range of examinations between 1914 and 1950.Large leather bound books, with leather spine, containing all examinations held at the Ballarat School of Mines (including the Ballarat Technical Art School and Ballarat Junior Technical School). The examination papers were supplied and printed by the Education Department, Victoria. Examinations include: Agriculture, Algebra, Architecture, Arithmetic, Applied Mechanics, Assaying, Biology, Botany, Boilermaking, Building Design, Blacksmithing, Bricklaying, Carpentry and Joinery, Coachbuilding, Cabinet Making, Civil Engineering, Cabinet Making, Commercial, Chemistry, Engineering Drawing, Economics, English, Electrical technology, Electricity and Magnetism, Electric Wiring, Electric Welding, Electrical Fitting, Electrical Trades, Food Analysis, Geology, Geological Mapping, Graphics, Geometry, Heat Engines, Heat Treatment, Hydraulics, Hand Railing, Instrument Making, Millinery, Milling and Gearouting, Machine Shop Practice. Metal Founding, Mining, Metallurgy, Mineralogy, Mathematics, Motor Mechanics, Mine Surveying, Mining Mechanics, Petrology, Physics, Painting and Decorating, Pattern Making, Plastering, Plumbing and Gasfitting, Printing, Refrigeration, Spelling, Science , Shorthand, Surveying. Signwriting. Sheet Metalwork, Toolmaking, Ladies Tailoring, Trigonometry, Typewriting, Welding, Commercial Geography. Millinery, Dressmaking, Needlework, Decorative Needlework, Architecture, Building Design and Construction, Art (Composition in Form and Colour), Art (Casting Clay MOdels) Art (Drapery), Art (Drawing the Human Figure From Casts), Art (Drawing the Antique from Memory), Art (Drawing from Memory); Art (Drawing Plant Forms from Nature, Art (Drawing Plant Forms From Memory), Art (Drawing from Models and Objects), (Drawing From a Flat Example). Art (Drawing in Light and Shade from a Cast of Ornament or Lower Nature), Art (Drawing Ornament from the Cast), Art (Drawing from Models or Objects), Art (Drawing fro Dressmakers' and Milliners' Fashions), Art (Drawing With the Brush), Art (Drawing from a Flat Example); Art (Modelled Design), Art (General Design), Art (Embossed Leatherwork), Art (Practical Plane Geometry), Art (Practical Solid Geometry), Art (Geometrical Drawing), Carpentry and Joinery, Art (Human Anatomy), Art (Historic Ornament), Art (House Decoration), Art (LEttering), Signwriting, Art (Light Metalwork), Art (Modelling), Art (Modelling the Human Figure from a Life), Art (Stencilling); Art (Wood Carving) Refrigeration, Teaching, Boilermaking, Blacksmithing, Carpentry and Joinery, Coachbuilding and Carriage Drafting, Electric Wiring, Electrical Fitting, Graining and Marbling, Instrument Making , Machine Shop Practice, Metal Founding, Milling and Gear Cutting, Motor Mechanics, Painting and Decorating, Sheet Metalwork, Toolmaking, Printing, Pattern Making, Plumbing and gasfitting, examinations, ballarat school of mines, ballarat technical art school, trades, education department victoria, agriculture, algebra, architecture, arithmetic, applied mechanics, assaying, biology, botany, boilermaking, building design, blacksmithing, bricklaying, carpentry and joinery, coachbuilding, cabinet making, civil engineering, commercial, chemistry, engineering drawing, economics, english, electrical technology, electricity and magnetism, electric wiring, electric welding, electrical fitting, electrical trades, food analysis, geology, geological mapping, graphics, geometry, heat engines, heat treatment, hydraulics, hand railing, instrument making, millinery, milling and gearouting, machine shop practice, metal founding, mining, metallurgy, mineralogy, mathematics, motor mechanics, mine surveying, mining mechanics, petrology, physics, painting and decorating, pattern making, plastering, plumbing and gasfitting, printing, refrigeration, spelling, science, shorthand, surveying, signwriting, sheet metalwork, toolmaking, ladies tailoring, trigonometry, typewriting, welding., dressmaking, needlework, decorative needlework, architecture, building design and construction, art (composition in form and colour), art (casting clay models), art (drapery), art (drawing the human figure from casts), art (drawing the antique from memory), art (drawing from memory), art (drawing plant forms from nature, art (drawing plant forms from memory), art (drawing from models and objects), (drawing from a flat example), art (drawing in light and shade from a cast of ornament or lower nature), art (drawing ornament from the cast), art (drawing from models or objects), art (drawing for dressmakers' and milliners' fashions), art (drawing with the brush), art (drawing from a flat example), art (modelled design), art (general design), art (embossed leatherwork), art (practical plane geometry), art (practical solid geometry), art (geometrical drawing), art (human anatomy), art (historic ornament), art (house decoration), art (lettering), art (light metalwork), art (modelling), art (modelling the human figure from a life, art (stencilling), art (wood carving), teaching, coachbuilding and carriage drafting, graining and marbling, milling and gear cutting, commercial geography, exams, examination book -
 Ballarat Heritage Services
Ballarat Heritage ServicesPhotograph - Photograph - Colour, L.J. Gervasoni, Avoca War Memorial, 2011, 06/08/2011
The monument commemorates those from Avoca who have served in the various conflicts in which Australia has been involved. It was dedicated on18 November 1921. The memorial was later rededicated in 1988 to also remember those who served in the Second World War. During the First World War, 137 men from the Avoca area volunteered for the armed services and of this number 29 were killed. A plaque, unveiled in 1984, commemorates Sergeant Lewis McGee V.C who enlisted from Avoca in World War One. Colour photograph of the Avoca World War One. The Memorial is an octagonal building of rendered brick supported on eight columns with rounded engaged columns on the central section of each. At the top of the rounded section is a shield decoration. World War One Fallen Auls A. Beavis J. Beer C. Brown J.A. Brown J.N. Burns W. Dobley L. Driver W.H. Evans C.G.H. Fish W. Harrowfield N. Henderson J.H. Henry C.A. Howell T.P. Kiehl A. Lambert S. Lansdell H. Livingstone J. McArdle J.E.F. McDowell W.R. Oppy W. Rowlands W. Rowlands H. Smith S.W. Summers D.L. Templeton C. Turpin H. Willmott C. Wrigley F. Yates L.R. World War One Honour Roll Anderson N.W. Armstrong H.M. Barry R.E. Beavis JOHN. Blain J. Bowen L. Bradley H.J. Brazil F. Brereton W.C. Brereton C. Brown H. Burke J.F. Burke P. Burnett W. Cain H.C. Calnan C. Chandler R.W. Chandler H. Chaplan W. Coates E. Cross F. Cross C. Crute A.T. Cullip C. Daly J. Derrick E.A. Diamond C.P. Doodt D. Doodt C. Douglas J.O. Ebeling C. Elliot T. Elliot N. Elliot W.N. Ford H. Fraser D.C. French W. French W.H. French C. Garner J. Gee J. Gee F.R. Gibson C.A. Golder A. Golder F. Gollop H. Gouce W. Greenwood H. Greenwood W. Harbour H.J.H. Harris N. Harrow R. Harrowfield B. Hellings D. Henderson C. Henderson J.J. Henderson T.A. Hilderbrand W. Holland H.S. Hughes W. Jardine J.W. Jardine W.E. Jardine J.A. Johnson G. Johnson W. Johnson REG. Johns Kitchen G.R. Laidlow R.T. Larkins James. Leyden J.M. Leyden P.J. Lindsay F. Lyons P.L. McEwan F. McVicar F.C. McVicar A.A. Mitchell T.T. Moodie A. Nicholson E. Porter A.B. Randall W. Redpath S. Reeves H. Reid E. Resuggan A. Robinson R.W. Samers V. Scott R.V. Sims H.L. Stavely W. Torney S. Williams H. Willmott H. Wilmott D. Wilson B.C. Wilson A. Wiltshire C. Witherden T. Witherden D. Yates J.O. Young F. Johnson F. Kitchell P. Kitchen A.L.avoca, avoca war memorial -
 Victorian Aboriginal Corporation for Languages
Victorian Aboriginal Corporation for LanguagesBook, Aldo Massola, The Aborigines of south-eastern Australia : as they were, 1971
Contents: p.1-3; Origins, arrival in Australia; p.4-9; How they lived - camp sites, dating (including carbon dating); p.10-27; Physical appearance, skin colour, hair, clothing, body ornaments, cicatrization; exchange system, distribution of food, marriage &? sexual relations; the tribe - structure, relationship to land, territory, gives map showing locations of tribes, New South Wales, Victoria &? eastern South Australia, leadership, government, division of labour, status of women, estimated population at white settlement, density of population (Victoria); p.28-31; Language - names &? naming, reproduces Wembawemba vocabulary, notes use of secret languages, gives 12 rules for pronounciation; p.32-53; Religion, spirit beliefs, totemism, moieties, phratries, marriage rules; mythology, gives eaglehawk &? crow myth from Lake Victoria &? other myths illustrating origins of fire &? natural rock formations, mythical beasts (Bunyip, Mindie), stellar beliefs; magic, medicine men, powers, native remedies for sickness, describes ceremony held in Melbourne, 1847 to avert evil, sorcery, pointing bone, love magic, rain makers; messengers, appearance, etiquette, message sticks; p.54-71; Rock art, motifs, colours, decorative art, engraving of utensils, rock engravings, manufacture &? use of pigments, engraving techniques; trade system, objects bartered, meeting places for trade (Victoria), map shows possible routes (south east Australia); corroborees, purpose, body ornaments &? decorations, musical instruments; p.72-93; Ceremonial life, marriage, punishment for infidelity, birth, childhood, games &? amusements, initiation, etiquette of visiting tribes, details of ceremony, womens role, earth figures &? ground designs, bull roarers, female puberty ceremonies; p.94-133; Shelters, fire making, cooking, construction of canoes, wooden implements, use of reeds, animal skins &? sinews, shells; stone tools, cylindro conical stones, scrapers, knives &? microliths; hunting weapons, spear, other methods pits, nets; fishing methods &? spears, traps; food sharing, womens responsibilities for collecting, digging stick, cooking methods, insect foods, plant foods, water resources; manufacture &? use of spears, spear throwers, shields, clubs, boomerangs; inter- &? intratribal fighting; p.134-147; Death, disposal of body - eating of the dead, burial, cremation, platform exposure, dendroglyphs (N.S.W.), Aboriginal burial grounds (Darling &? Murray Rivers), mourning, widowhood, kopi caps (N.S.W.), causes of death, inquest ceremonies, revenge expedition, after death beliefs; p.148-157; The end of the tribes white settlement &? its impact on Aboriginal life, friction between natives &? settlers, establishment of Protectorates; copiously illustrated throughout.maps, b&w illustrations, b&w photographswemba wemba, murray river, darling river, lake victoria -
 Ballarat and District Irish Association
Ballarat and District Irish AssociationPhotograph - digital, Shane Dunne, St Patrick's, Elaine, 2013, 2013
St Patrick's Catholic Church Elaine closed in 2013. Originally known as "Stony Rises" Elaine could once claim the largest Catholic church congregation in the Meredith parish, due to the extensive mining activity in the area. At the time the population of the district supported three hotels and 4 churches and the town was served by a water supply from a reservoir at Lal Lal. Elaine in common with other rural communities has lost many of the services that were once available, but it still retains a well maintained Catholic church and Public Hall as well as a Hotel, Post Office, General Store and Service Station. (http://www.parishofmeredith.org.au/elaine_h.html, accessed 04/03/2014) The St Patrick‘s Church at Elaine was opened on Sunday 28th, November, 1909 and a report appeared in the Advocate on December 4th, 1909. "On Sunday last the Very Rev.Dean Phelan, V.G., blessed a new church at Elaine, in the parish of Meredith. The church, which was built by a local firm, Messrs. Smith Bros, is a weather-board building on brick foundations, and gives a clear seating accommodation of 50 feet by 25 feet, independent of sanctuary, sacristy, and porch. After the ceremony, which commenced at 11 o‘clock, the pastor of the parish, Rev.M.Murphy, celebrated Mass, and the choir from St.Joseph‘s, Meredith, sang in a highly creditable manner portions of Weber‘s Mass, also a hymn to St.Patrick, under whose patronage the church is placed. The financial statement made by Fr.Murphy showed that the entire cost of the building, alter, seats, etc, was $1103.10; that $620 had been subscribed previous to the opening, and over $140 received on Sunday, including $20 from his Grace the Archbishop, and $10 each from the Dean and Fr.Murphy. After Communion the Very Rev.Dean Phelan preached on the necessity of a church as a dwelling place for God in His Eucharist Presence. Taking for his text, “Behold the tabernacle of God with men: He shall dwell with them, and they shall be His people; and He Himself with them shall be their God.” In doing this work, I am pleased to learn that you have not only received material assistance from some who do not kneel at this altar, but that the authorities of the Presbyterian Church have given you their organ for the Mass today. This generous action deserves our special thanks and is in striking contrast with the anti-Catholic prejudice shown in other quarters. It reminds me of the action of Hiram, King of Tyre, when he heard that Solomon was about to build a house to the God of Israel. Not only did he offer cedar-trees from Libanus, but skilled men to carve the wood, and sent his trained sailors to assist in bringing from the mines of Ophir four hundred and twenty talents of gold for internal decoration. May that spirit of Christian charity ever dwell in your midst! (http://www.parishofmeredith.org.au/elaine_h.html, accessed 04/03/2014) The stained glass window of St Patrick was consecrated in 1928. According to The Geelong Advertiser on 25 July 1928: One of the largest congregations that has ever been in St.Patrick‘s Church attended on Sunday last, the occasion being the consecration of a memorial window to the memory of James Connell, who died in his 25th year in February last. Deceased was the youngest son of Mr. and Mrs. John Connell, respected residents of Elaine. He was loved and respected by all sections of the community, and was closely connected with all sporting bodies. Friends of the deceased and the family were present from Ararat, Stawell, Ballarat, Melbourne, Geelong and all the surrounding districts, also members of other denominations. A few noticed were Cr.C.C.Austin, Mr.H.Young, Mrs.A.Bowers, Mrs.Gray, Mr.and Mrs.R.Norgate and others. The stained window was made by Brookes Robinson in Melbourne, bearing the image of St.Patrick and the inscription thereon “To the undying memory of James Connell, who died 3.2.28 R.I.P.” The beautiful window was kindly placed in position by Mr.Bill Smith, Meredith. High Mass with full ceremonies was offered by Rev.Fr.F.Conlon,P.P., Meredith, with six alter attendants from St.Josephs School, Meredith. The Meredith choir, with Mrs.R.Grant organist, assisted by Miss K.Johnson (violin) rendered beautiful music, the principal parts of the singing being capably handled by Mrs.Thos Brady, Father Conlon took as his text, “Blessed are the dead who die in the Lord. From henceforth now, said the spirit, that they may rest from their labors, for their works follow them.” With well chosen remarks Fr.Conlon touched feelingly on the many qualities of the late member. First as a good son; secondly as a good citizen and sportsman; thirdly as a good child of the church. The choir conducted an impressive ceremony with “Nearer my God to Thee.” (http://www.parishofmeredith.org.au/elaine_h.html, accessed 04/03/2014) Five colour photographs of St Patrick's Elaineelaine, st patrick, st patrick's elaine, . catholic, stained glass, james connell, james joseph connell -
 Red Cliffs Military Museum
Red Cliffs Military MuseumDischarge Paper WW1, Copy of WW1 Discharge Paper in cover, (estimated); 1921
This is a part of the A.J. Roddy Collection. The Family have glued a piece on the envelope which says, "Dad's Discharge Paper/ Royal Irish Rifles & Royal Flying Corps./ 7-1-1915 to Dec 1921. Copy a the Discharge paper of Pte2 James Roddy, Royal Irish Rifles & Royal Flying Corps RAF 7-1-1915 to Dec 1921 and CoverCover: Cover for Certificates/ and other Documents of a/ soldier on Demobilization or Transfer to the Reseve/ or Discharge.// Front of Paper: Top right: Form 2067/ Royal Air Force/ Serial No/ Character Certificate of No 133458/ Rank Pte2 Name Roddy James/ Royal Flying Corp (Regiment (crossed out))/ Born in the Parish of / near the Town of South in the / County of ......... on the / Date 11.7.1897/ Trade as stated by him on Enlistment Postman/ 2 parallel lines/ * Description on Leaving the Colours/ Heoght 5ft 6in. Identification Marks:-/ Complexion Fresh Scar above 1st Lumbar/ Eyes Grey. Vertibrae/ Hair Brown/ Signature of Soldier/ (was signed J. Roddy/ * To prevent impersonation/ In the event of any doubt arising as to the bona fidis of the/ bearer, the above description and signature should be carefully compared with present appearance and hand writing. (16:957) WT 3183C/1875 5m.17/18. P&P Ltd/ Photostat copy of Original Opening the paper inside: The character here given is based on continous records of the holder's conduct and / employment throughout his Military Career./ This is to Certify that No 133458 Rank Pte2 Name Roddy James/ has served with the colours in the Royal Irish Rifles & Royal Flying Corps for 3 83/365 years. 1915-18/ Serving in the Royal Flying Corps as a Batman, and during/ the whole of this period carrying out his duites in a/ satisfactory manner/ There is no record of him having incurred any service/ entries on his conduct sheet during this period./ for service in the R.A.F. see form 280/ Signature ..... Squadron Leader/ Date December 1921 Commanding R.A.F. Records Ruislip/ If further particulars as to his character and record of service are required within three years of above date, apply to/ where he is registered for Civil Employment,/ afterwards to the Officer in Charge of Records./ * This space is intended to be filled in by any organisation which has registered the man's name and is prepared to/ supply further information.// Back of paper: Particulars of Service/ Date of Enlistement 7.1.15/ Preceeded on Furlough pending Transfer to the Army/ Reserve, or Discharge on... passed medically fit for the Army Reserve on/ Due for Final Discharge on../ Cause of Transfer or Discharge - Transferred to R.A.F. 1-4-18. under the provisions of the/ Air Force (Constitution) Act Oct. 1917./ Campaigns, Medals and Decorations/ France from 15.6.15 to 3.12.16/ 1914-15 Star, British War & Victory/ Medals. /Education and other Certificates and dates/corps, ww1, collection, royal, a j, roddy, flying, irish, rifles, pte2, james, 1915 -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic. Crack on side. Badly stained.Backstamp very faint and unable to be read.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, mixing bowl, food preparation, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/ This bowl is an example of kitchenware used in the 19th century and still in use today.Bowl white ceramic plain that has two sets of edging around lip. Inside bowl has plaster designed to look like cooking mixture.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Bowl, J & G Meakin, Late 19th or early 20th Century
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/This bowl was made by renowned pottery company J & G Meakin of England. The firm was established in the mid-1800's. The bowl is an example of kitchenware used in the 19th century and still in use today.Bowl; white ceramic, round and tapering inwards towards base. Made by J and G Meakin England.On base, 'Ironstone China Reg SOL 391413' with symbolflagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, mixing bowl, food preparation, j & g meakin, pottery, stoke-on-trent, kitchen equipment, ceramic -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.White earthenware dinner plate. Crazing evident all over.Backstamped ‘Made in England S LTD’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Johnson Bros
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.A white earthenware side plate with a gadroon edge. Has water marks and chips on front.‘Johnson Bros England Reg No 15587’flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, johnson bros, ceramics, tableware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Plate, Alfred Meakin
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/Ceramics have evolved over thousands of years.Earthenware dessert plate, cream colour. Made by Alfred Meakin, England. Backstamped ‘Alfred Meakin England’. flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, alfred meakin, ceramics, earthenware, kitchenware -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Jug
The Process of Making Pottery Decorating, Firing, Glazing, Making, Technical There is a rhythm and flow to clay. It can’t be done all at once! Even the making process! It can take weeks to get everything done, especially if you can only work on your pottery once a week! Even though we have three hour classes, it’s often just not enough time! Here is an overview of some of the processes so you have a bit more grasp on some of the technical stuff! Step One – Design There are SO many ideas out there for making stuff in clay! From delicate porcelain jewellery, through to heavy sculptural work and everything in between. Deciding your direction is sometimes not that easy – when you first start, try everything, you will naturally gravitate to the style that you enjoy! The options and variations are endless and can get a wee bit overwhelming too! Check in with me before you start to ensure your ideas will work, what order you might do things, how you could achieve the look you are seeking and any other technical data required! Step Two – Making Clay is thixotropic. This means that as you work with it, the clay first gets sloppier and wetter, before is begins to dry in the atmosphere. For most things, you simply can’t do all parts of the project at once. An example of work order might look like: Get last weeks work out from the shelves Prepare clay for today’s work – roll your clay, prepare balls for throwing, make the first stage of a pinch pot) Clean up last week’s work and put it on the shelf for bisque firing Check that you have any glazing to do – and do enough of it that you will have time to finish your main project Do the next step of your next project – there might be a further step that can’t be complete immediately, in that case, wrap your work well and put onto the shelves. Letting your work rest for a while can really help keep your work clean and professional looking. Many things require bagging under plastic to keep it ready for work the next week – put your name on the outside of the bag so you can find your work easily. We have stickers and markers. Consider how you want to decorate your work – coloured slip can be applied at a fairly wet stage (remembering that it will make your work even wetter!). Trying to apply slip to dry clay won’t work! If you want to do sgraffito – you will need to keep the work leather hard (a state of dryness where you can still work the clay with a little effort and a little water and care). Step Three – Drying Most of the time your work can go into the rack uncovered to let it dry out for the following week. If you want to continue forming or shaping you will need to double bag your work – put your work on a suitable sized bat and put the bat in a bag so the base of the bag is under the bat, then put another bag over the top of the work and tuck the top of the bag under the bat. If you want to trim (or turn) your thrown work the following week, it should also be double bagged. If your work is large, delicate, or of uneven thicknesses, you should lightly cover your work for drying. When considering the drying process, bare in mind the weather, humidity and wind! The hotter and dryer, the faster things dry and work can dry unevenly in the shelves – this can lead to cracking – another time to lightly cover your work for drying. Step Four – Trimming and Cleaning Up Your work is dry! It is called greenware now and it is at it’s most fragile! Handle everything with two hands. I often refer to soft hands – keep everything gentle and with your fingers spread as much as possible. Try to not pick up things like plates too much, and always with both hands! Before your work can be bisque fired it should be “cleaned up”. You work won’t go into the kiln if it has sharp edges – when glazed, sharp edges turn into razor blades! Use a piece of fly wire to rub the work all over – this will scratch a little so be light handed. Use a knife or metal kidney to scrape any areas that require a bit more dynamic treatment than the fly wire offers! Finally, a very light wipe over with a slightly damp sponge can help soften and soothe all of your edges and dags! Trimming thrown work: If you are planning to trim (or turn) your thrown work (and you should be), make sure you bag it well – your work should be leather hard to almost dry for easiest trimming. Use this step to finish the work completely – use a metal kidney to polish the surface, or a slightly damp sponge to give a freshly thrown look. Wipe the sponge around the rim after trimming, and check the inside of the pot for dags! Trimming slip cast work: Usually I will trim the rims of your work on the wheel the following day to make that stage easier, however you will still need to check your work for lumps and bumps. Last but not least – check that your name is still clearly on the bottom of your work. Step Five – Bisque Firing When the work is completely dry it can go into the bisque kiln. The bisque kiln is fired to 1000°C. This process burns off the water in the clay as well as some of the chemically bound water. The structure of the clay is not altered that much at this temperature. Inside the bisque kiln, the work is stacked a little, small bowl inside a larger bowl and onto a heavy plate. Smaller items like decorations or drink coasters might get stacked several high. Consideration is paid to the weight of the stack and shape of the work. A bisque kiln can fire about one and a half times the amount of work that the glaze kiln can fire. The firing takes about 10 hours to complete the cycle and about two days to cool down. Once it has been emptied the work is placed in the glaze room ready for you to decorate! Step Six – Glazing Decorating your work with colour can be a lot of fun – and time consuming! There are three main options for surface treatment at this stage: Oxide Washes Underglazes Glazes Washes and underglazes do not “glaze” the work – It will still need a layer of glaze to fully seal the clay (washes don’t need glaze on surfaces not designed for food or liquid as they can gloss up a little on their own). Underglazes are stable colourants that turn out pretty much how they look in the jar. They can be mixed with each other to form other colours and can be used like water colours to paint onto your work. Mostly they should have a clear glaze on top to seal them. Oxides are a different species – the pink oxide (cobalt) wash turns out bright blue for instance. They don’t always need a glaze on top, and some glazes can change the colour of the wash! The glazes need no other “glaze” on top! Be careful of unknown glaze interactions – you can put any combination of glaze in a bowl or on a plate, but only a single glaze on the outside of any vertical surface! Glazes are a chemical reaction under heat. We don’t know the exact chemicals in the Mayco glazes we use. I can guess by the way they interact with each other, however, on the whole, you need to test every idea you have, and not run the test on a vertical surface! Simply put, glaze is a layer of glass like substance that bonds with the clay underneath. Clay is made of silica, alumina and water. Glaze is made of mostly silica. Silica has a melting point of 1700°C and we fire to 1240°C. The silica requires a “flux” to help it melt at the lower temperature. Fluxes can be all sorts of chemicals – a common one is calcium – calcium has a melting point of 2500°C, however, together they both melt at a much lower temperature! Colourants are metal oxides like cobalt (blue), chrome (green through black), copper (green, blue, even red!), manganese (black, purple and pink) iron (red brown), etc. Different chemicals in the glaze can have dramatic effects. for example, barium carbonate (which we don’t use) turns manganese bright pink! Other elements can turn manganese dioxide brown, blue, purple and reddish brown. Manganese dioxide is a flux in and of itself as well. So, glazes that get their black and purple colours, often interact with other glazes and RUN! Our mirror black is a good example – it mixes really well with many glazes because it fluxes them – causes them to melt faster. It will also bring out many beautiful colours in the glazes because it’s black colouring most definitely comes from manganese dioxide! Glaze chemistry is a whole subject on it’s own! We use commercial Mayco glazes on purpose – for their huge range of colour possibilities, stability, cool interactions, artistic freedom with the ability to easily brush the glazes on and ease of use. We currently have almost 50 glazes on hand! A major project is to test the interactions of all glazes with each other. That is 2,500 test tiles!!!! I’m going to make the wall behind the wheels the feature wall of pretty colours! Step Seven – Glaze (Gloss or sometimes called “Glost”) Firing Most of the time this is the final stage of making your creation (but not always!) The glaze kiln goes to 1240°C. This is called cone 6, or midrange. It is the low end of stoneware temperatures. Stoneware clays and glazes are typically fired at cone 8 – 10, that is 1260 – 1290°C. The energy requirement to go from 1240°C to 1280°C is almost a 30% more! Our clay is formulated to vitrify (mature, turn “glass-like”) at 1240°, as are our glazes. A glaze kiln take around 12 hours to reach temperature and two to three days to cool down. Sometimes a third firing process is required – this is for decoration that is added to work after the glaze firing. For example – adding precious metals and lustres. this firing temperature is usually around 600 – 800°C depending upon the techniques being used. There are many students interested in gold and silver trims – we will be doing this third type of firing soon! After firing your work will be in the student finished work shelves. Remember to pay for it before you head out the door! There is a small extra charge for using porcelain clay (it’s more than twice the price of regular clay), and for any third firing process! Once your work has been fired it can not turn back into clay for millennia – so don’t fire it if you don’t like it! Put it in the bucket for recycling. https://firebirdstudios.com.au/the-process-of-making-pottery/The form of the jug has been in use for many centuries.Stoneware jug. Two tone brown glaze with pierced lip behind spout. Spout chipped.None.flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, jug, ceramic jug -
 Lara RSL Sub Branch
Lara RSL Sub BranchFlag, Australian Flag (Union Jack) 1900
There is a Union Jack brought back from South Africa by 1229 Trooper Fredrick James Smith. Between 1899 and 1902, around 16,500 Australians served in South Africa during the Boer War. This was the largest international deployment of troops from the Australian Colonies before Australian Federation. Of the 16,500 men who served in South Africa, 606 were killed in action or died of diseases. The Australian War Memorial records that the fighting conditions in South Africa extremely hard on men and horses. Australians fighting in South Africa were doing so as part of Colony based Regiments such as the Victorian Mounted Rifles, New South Wales Lancers, Queensland Mounted Infantry as well as units from the other states. Australians were awarded six Victoria Crosses during the campaign along with many other decorations. In May of 1902 the treaty of Vereeniging was signed officially ending the Boer War. The Boer War is commemorated in many Towns and Cities around Australia. The Lara RSL Sub Branch holds some memorabilia from the Boer War. There is a Union Jack brought back from South Africa by 1229 Trooper Fredrick James Smith. He was a resident of Lara and was a member of the 5th Victorian Mounted Rifles. It was reported that he carried this flag into battle. The Lara RSL also holds the flag staff of the China, South African and Old Veterans Association. Both these items are of national significance. Both the flag and flag staff were used in marches in Geelong each year until 1916 when Anzac Day commenced. The flag and flag staff were donated to the Lara RSL sub Branch when he joined in 1928. Fredrick James Smith was born at Lara in 1879, the son of Mr/Mrs Smith from Lara. He was a farm hand from Horton Vale, Anakie when he joined F Company of the 5th Victorian Mounted Rifles at the beginning of February 1901. Two weeks later, he left for South Africa on the 15th February. Before leaving, he purchased the flag from W. Libby & Son Geelong. Frederick Left for South Africa on the 15 February 1901 on the Orient. He saw service between March 1901 - March 1902 in east Transvaal and Natal frontier under the British Major General S. Beatson then Pulteney, including the defeat at Wilmansrust where 18 soldiers were killed and 42 wounded (12th June 1901 - heaviest casualties of any Australian contingent,); and the successful intervention at Onverwacht on the 4th January 1902. The 5th Victorian Mounted Rifles suffered: 36 killed or died of wounds, 13 died of disease of a contingent of 46 Officers, 971 Other Ranks and 1099 horses. They returned to Australia on the 26th April 1902 on the Custodian after sailing from Point Natal in South Africa on the 5th April. On his return, Tropper Smith (Saddler Private) joined the South African Soldiers Association of Victoria – Geelong Branch, and after 1928, he joined the Lara RSL. He was buried in Western Cemetery on the 19th June 1968 at the age of 89. Enrolled February 1901 Departed for South Africa on 15 February 1901 Establishment: 46 Officers, 971 Other Ranks with 1099 horses Mobilised at Pretoria: 24 March -- 4 April 1901 Typical company: 1 Captain, 4 Lieutenants, 1 company sergeant-major, 1 company quartermaster-sergeant, 1 sergeant-farrier, 1 sergeant-saddler, 5 sergeants, 6 corporals, 3 shoeing-smiths, 3 saddlers, 1 bugler, 99 privates. Total in company: 126 with 131 horses. Engagements: Rhenoster Kop, Klippan, Kornfontein, Drivelfontein, Wilmansrust, Kambuladraai, H'Lobane, Luchiel's Nek, Loch's Kraal, Vryheid, Onverwacht, Johnston Hoek Killed in action (or died): six Officers, 48 Other Ranks VC Winner: Lieut. L. C. Maygar News article Leader (Melbourne) Saturday 31st May 1902, page 42 - Dear Cinderella. — This is the second time I have written to you. I was very sorry at not seeing my first letter in "The Leader". But I hope to say, that this one will be in. The last time I wrote to you I told you that my brother (Fredrick Smith) went to the Boer War in South Africa, and that he was supposed to be killed in the Wilmansrust disaster. But this time I am going to tell you about his return, and the grand welcome he got from the residents of Lara. Mother, Father, and my Brother, went down to Melbourne, to meet the boat. You can just imagine how rejoiced we all were to see him back again. The railway station was decorated some thing beautiful with flags of all description all the colours you could think of. He has bought a lot of Boer curios home and some Kaffir bracelets. They are such funny looking things. The residents of Lara, also gave my brother a grand social and ball there were over four hundred people present, They presented him with a hand some gold chain, and locket suitably inscribed, and a pair of gold sleeve links, they were magnificent. The ball was very nice. . I had a few dances. I enjoyed myself grand. I think this is all I can tell you this time. I must conclude with love. I remain yours sincerely - BESSIE SMITH. Age 14-years. This flag is of national significance as it was used in the Boer War by Private Fredrick James Smith (SN:1229) of the 5th Victorian Mounted Rifles, F Company in their deployment to South Africa between 1901 and 1902. The flag was taken into the Wilmansrust engagement in which 19 soldiers died and 41 were wounded. On return to Australia, the flag was used in marches by the South Africa, China Old Veterans Association - Geelong. This flag represents a unique part of Australian history from which the movie, Breaker Morant was taken. It is of spiritual significance as the Boer War was where the first Australian received the Imperial Victoria Cross, and the spirit of Anzac was conceived, giving birth in World War 1. The Flag represents the spirit of Australians who fought and died in South Africa.Cotton Union Jack flag approx 221cm wide by 109cm tall with small repair patches and center section cotton deteriorated.Has the word "Lara" inscribed in black on bottom part of the flag heading. Has the flag makers name "W.Libby & Son" on the top part of the flag heading.boer war, union jack flag, south africa, wilmansrust, 5th victorian mounted rifles, f coy, private fredrick james smith, service number 1229, february 1901, april 1902, south africa china old veterans association