Showing 2641 items matching "cleaning."
-
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph
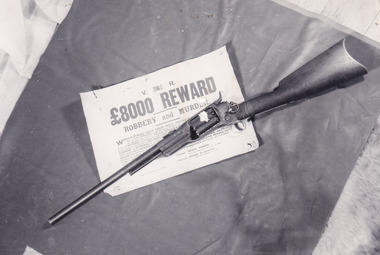
In this image a Colt 1855 Revolving Rifle is placed upon a sign detailing an £8,000 reward for robbery and murder. Writing on the rear of the photograph identifies the rifle as having belonged to Joe Byrne. In colonial Victoria, the Colt brand firearm was highly popular. They began their popularity in the goldfields of the early 1850s. Individuals, particularly those coming to Victoria with prior experience in the goldfield, brought with them a means of self-defence because of the prevalence of assault and robbery on the goldfields. In the 1860s, the Colt firearm became popular among the Victorian Police force. It was decided in June 1864 by Chief Commissioner of Police, Frederick Standish that the Colt revolvers were far more practical, being of simpler construction and therefore, more easily cleaned and less dangerous than the revolvers used prior to this: the Adams and Kerr firearms. The Colt revolver remained in use in regional districts of Victoria as late as the early 1880 when they were used at the Kelly siege at Glenrowan. The £8,000 reward was issued in 1879 after the Kelly Gang committed numerous bank robberies at Euroa and Jerilderie. In the year prior, the Kelly Gang murdered three policemen at Stringybark Creek. This resulted in the creation of the “Felon’s Apprehension Act 1878” which enabled an individual, whether a part of the Police force or civilian, to shoot a declared outlaw on sight. After the bank robberies, the Police force of NSW and Victoria increased the existing reward to this £8,000 amount.This photograph is significant for what it can potentially reveal about the Kelly Gang and firearms made in this period. The rifle in the image is a Colt Revolving Rifle which was known to have been used by the Victorian Police force from the early 1850s to the late 1880s. It is also known that the Kelly Gang stole police rifles which they used to practise with and so the identification of the rifle as having belonged to Joe Byrne is of significant importance to researchers studying the firearms of the Kelly Gang. More research is needed to solidify the connection of this particular weapon to Byrne other than the handwritten note on the back of the photograph. The Burke Museum Beechworth is home to a significant collection of photographs connected to Ned Kelly and the Kelly Gang. Photographs like this one are valuable for what they can potentially reveal about the Kelly Gang and the Police force during this period. Alongside the study of the other images, photographs from this collection have the ability to further expand current knowledge on this period of Australian history. There is also the capability to provide an analysis of how these firearms and Kelly memorabilia have been received in the past. It could be beneficial to undertake a close study of the use history and reception of these artefacts within the museum context.Black and white rectangular reproduced photograph printed on matte photographic paperReverse: 10268 / Joe Byrne's / Riflekelly album, ned kelly, kelly gang, joe byrne, rewards, outlaw, criminals, bushrangers, colt, police, firearm, beechworth, reward, felon's apprehension act 1878, 1880, glenrowan, colt revolver, revolving rifle, 8000 pound reward, jerilderie, euroa, beechworth goldfield -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageEquipment - Bed Pan
The Bedpan Toilet device is a special tool designed for people who are unable to get out of bed to use the bathroom. It helps them go to the toilet comfortably and conveniently without having to leave their bed. The device is placed under the person's bottom, and it has a container that collects urine or stool. It is easy to clean and can be emptied into a toilet or sink. The Bedpan Toilet device allows individuals who are confined to bed due to illness or injury to maintain their dignity and independence by providing them with a practical solution for using the bathroom while staying in bed. The word bedpan was first seen in the literature of John Higgins in 1572, and one of the oldest known bedpans is on display in the Science Museum of London. It is a green, glazed earthenware bedpan that has been dated to the 16th or 17th century. At that time, bedpans were made from materials including pewter, brass, pottery, glass, and porcelain. Bedpans were not a commonplace item in hospitals until the late 1800s. Florence Nightingale, who worked as a nurse in the United Kingdom from the mid to late 1800s, recorded death rates and causes for soldiers in military hospitals during the Crimean War and then correlated them to corresponding sanitisation procedures. As a result, Nightingale proposed several methods to improve the sanitary conditions in both military and civilian hospitals, including the addition of bedpans in order to reduce infection exposure from urine or faeces. https://www.wikiwand.com/en/Bedpan The use of bedpans is significant, as it allows a patient who cannot move much, to remain in bed and perform toilet functions.Bed pan ceramic white glaze with handle. Labelled "The New Slipper Bed Pan". Has specific instructions for use under the maker's label.‘THE NEW SLIPPER BED PAN. This slipper should be passed under the patient in front between the legs. If a flannel cap is made for the blade fastened by strings under the handle considerable comfort will be afforded.’ flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, nursing, bedpans, hygiene -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyAsh Tray Pocket, Circa mid to late 1900s
This flip top pocket steel ash tray was at the beginning of the social "cleaning up" of cigarette ash and related products. This cigarette waste container was for those occasions when it was polite not to throw the cigarette ash and used up cigarettes "buts" on the ground, or if working in any rural area during a dry fire prone season, when discarding burning cigarette waste could set up a severe "bush" fire. It was also at the beginning of an intensive look at the affects of smoking upon the health of users. Later in the 1900s was a time when medical evidence supported a ground swell of the anti smoking movement which resulted in further restrictions of the use cigarette smoking in public places. Before the anti cigarette smoking revolution, it was both fashionable and manly to either roll your own cigarette or open up a packet of "tailor made's". In the rural and man's man environment the roll your own provided a visual acknowledgement that the user was "true blue" Aussie male and not a city boy. The cycle of use of cigarettes has drastically changed from when this item was first used. Today's society (post 2000) has produced a ground swell of government and non government organisations whose aim is provide a cigarette "ash" free environment and society. This is highlighted in the beginning of the 2000 millennium by a cigarette "Free" Australia campaign, and the pocket flip top personal ash tray as a practical solution for butt litter disposal.This pocket ash tray not only was used when social graces required it to, but also provided a container for any unfinished cigarettes or stogies (cheap half used cigars). In rural areas (open fresh air countryside), where time was always made available for the "smoko" (Australian rest period), at any time, especially after some hard physical work, the ability to have a self contained ashing apparatus, not to offend the gentler folk, was a pre-requisite . The rural environment, in the days of these cigarette ash containers,was one which could range from harsh and unforgiving to mild and relaxing. Smoking could be enjoyed anywhere and at any time without too much "fussing" around. This ash tray was mobile, convenient, unobtrusive and regarded by the user as being considerate to those around. It also eliminated the tell tale evidence that the "no smoking" signs had been ignored. The Kiewa Valley was like many rural ares that found it hard for smokers to come to grips with a governmental "non smoking policy" to indoor recreational and other "confined space" environments. Tin plated mild steel round container with a lid. The opening lid is spring loaded, hinged top, circular and fixed by a clasp, pop- riveted (4) onto the main housing. Opposite the hinge the lid is held closed by a small metal ball fitting tightly to the top wall of the container. The lid is opened by the use of a fingernail positioned at junction of lid to body. This edge is bevelled to allow access. personal effects, tobacco waste products, smoking accessories -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyAsh Tray Pocket
This flip top pocket aluminium ash tray was at the beginning of the social "cleaning up" of cigarette ash and related products. This cigarette waste container was for those occasions when it was polite not to throw the cigarette ash and used up cigarettes "buts" on the ground, or if working in any rural area during a dry fire prone season, when discarding burning cigarette waste could set up a severe "bush" fire. It was also at the beginning of an intensive look at the affects of smoking upon the health of users. Later in the 1900s was a time when medical evidence supported a ground swell of the anti smoking movement which resulted in further restrictions of the use cigarette smoking in public places. Before the anti cigarette smoking revolution, it was both fashionable and manly to either roll your own cigarette or open up a packet of "tailor made's". In the rural and man's man environment the roll your own provided a visual acknowledgement that the user was "true blue" Aussie male and not a city boy. The cycle of use of cigarettes has drastically changed from when this item was first used. Today's society (post 2000) has produced a ground swell of government and non government organisations whose aim is provide a cigarette "ash" free environment and society. This is highlighted in the beginning of the 2000 millennium by a cigarette "Free" Australia campaign, and the pocket flip top personal ash tray as a practical solution for butt litter disposal.This light weight aluminium pocket ash tray not only was used when social graces required it to, but also provided a container for any unfinished cigarettes or stogies (cheap half used cigars). In rural areas (open fresh air countryside), where time was always made available for the "smoko" (Australian rest period), at any time, especially after some hard physical work, the ability to have a self contained ashing apparatus, not to offend the gentler folk, was a pre-requisite . The rural environment, in the days of these cigarette ash containers,was one which could range from harsh and unforgiving to mild and relaxing. Smoking could be enjoyed anywhere and at any time without too much "fussing" around. This ash tray was mobile, convenient, unobtrusive and regarded by the user as being considerate to those around. It also eliminated the tell tale evidence that the "no smoking" signs had been ignored. The Kiewa Valley was like many rural ares that found it hard for smokers to come to grips with a governmental "non smoking policy" to indoor recreational and other "confined space" environments. The covered lid reduces odors and eliminates ashes from being blown around.Aluminium round container with a lid. The opening lid is spring loaded, hinged top, circular and fixed by a clasp, pop- riveted (4) onto the main housing. Opposite the hinge the lid is held closed by a small metal ball fitting tightly to the top wall of the container. The lid is opened by the use of a fingernail positioned at junction of lid to body. This edge is bevelled to allow access.personal effects, tobacco waste products, smoking accessories, tobacco -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageContainer - Polishing Powder, Joseph Goddard, 1950s+
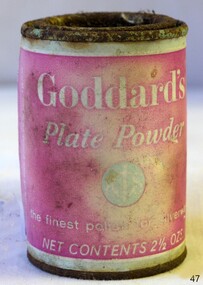
1813 Joseph Goddard was born in Market Harborough, Leicestershire in1830s and he always held a deep appreciation for beautiful silver. As a chemist and county analyst in Leicester, J. Goddard was frequently called upon to assay fine silver owned by England's wealthy families. Joseph Goddard's career altered when, after the discovery of electroplating, silver-plate became affordable to the average English home. The initial excitement of those who bought new silverware, however, soon turned to disappointment because the commonly used mercurial silver polish ate away the thin-layer of silver-plate. Joseph Goddard was sure that there must be a way to clean tarnished silverware without spoiling the finish then In 1839, and after many unsuccessful attempts, he finally perfected a silver polish that would safely remove tarnish from even the thinnest plated silver. Goddard's Non-Mercurial Plate Powder was introduced and the fame of Plate Powder quickly spread. Goddard's powder became so much in demand that it was soon marketed through other retailers. In 1877 Joseph Goddard died, and his son, also called Joseph, joined the business, followed, in turn, by his son and grand son. All of them expanded the business to produce a range of other polishes. 1885 Goddard's products won six gold medals for excellence at the American Exposition.An interesting history for an everyday item that even today is in use around the world and that we take for granted. The item gives a snapshot into how a product can be developed by shear perseverance by someone who believes there must be a better way of doing a particular task. However this example of Goddard's polishing powder container cannot be associated with an historical event, person or place.Container of Goddard's Plate Powder for polishing silverwareGoddard's Plate Powderflagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, goddard's plate powder, goddards, silver polishing -
 Melbourne Legacy
Melbourne LegacyPhotograph, HDC Camp 1992, 1992
Photos from a camp for handicapped dependents in January 1992. These photos show different camp activities, including arts and craft, eating meals, cleaning up in the kitchen and outside activities. Some appeared in the newsletter in March 1992. The article mentions that the annual camps run for two weeks at Somers Camp (believed to be Somers School camp). It is a wonderful gathering of Junior Legatees, Legatees, and dedicated helpers. 50 Legatees attended this camp with the personal attention almost one-to-one. With ages ranging from 22 to into the 60s, Legacy has to ensure it caters for the differing needs. Legatees headed by Camp Chief, Jim Hammon and Chairman of the Handicapped Dependents Committee, Merv Tickell, were supported by two Camp Co-Ordinators and 50 helpers known as 'leaders'. Many of the leaders are people in the workforce wishing to give something back to the community. Junior Legatees are organised into groups. They participate in horse-riding, swimming, golfing, strawberry picking, and many other activities. Every month Legacy's handicapped dependents are invited to go on outing for take part in recreational and educational activities. These programmes aim to develop independence and thus lessen the need for reliance on others for simple routine functions. Other photos from the camp are at 01560, 01561, and 01562 and 01564. Photos were in a scrapbook of photos spanning 1983 to 1992.A record of the type of activities Legacy provided for the handicapped dependents of the Legacy families. Black and white photo x 3 of a HDC camp, a label and an article in the newsletter.Handwritten in blue pen 'HDC Camp -Somers / Jan 1992 / Camp Chief: L/ J Hammon / Co-ordinator Julien Hardy-Smith / Photo Eric Wadsworth / 51 J/Ls'junior legatee outing, somers camp -
 Melbourne Legacy
Melbourne LegacyPhotograph, HDC Camp 1992, 1992
Photos from a cam for handicapped dependents in January 1992. These photos show different camp activities, including arts and craft, eating meals, cleaning up in the kitchen and outside activities. Some appeared in the newsletter in March 1992. The article mentions that the annual camps run for two weeks at Somers Camp (believed to be Somers School Camp). It is a wonderful gathering of Junior Legatees, Legatees, and dedicated helpers. 50 Legatees attended this camp with the personal attention almost one-to-one. With ages ranging from 22 to into the 60s, Legacy has to ensure it caters for the differing needs. Legatees headed by Camp Chief, Jim Hammon and Chairman of the Handicapped Dependents Committee, Merv Tickell, were supported by two Camp Co-Ordinators and 50 helpers known as 'leaders'. Many of the leaders are people in the workforce wishing to give something back to the community. Junior Legatees are organised into groups. They participate in horse-riding, swimming, golfing, strawberry picking, and many other activities. Every month Legacy's handicapped dependents were invited to go on outings or take part in recreational and educational activities. These programmes aim to develop independence and thus lessen the need for reliance on others for simple routine functions. Other photos from the camp are at 01560, 01561, 01562 and 01563. Photos were in a scrapbook of photos spanning 1983 to 1991.A record of the type of activities Legacy provided for the handicapped dependents of the Legacy families. Black and white photo x 2 of a HDC camp, a label and an article in the newsletter.Handwritten in blue pen 'HDC Camp -Somers / Jan 1992 / Camp Chief: L/ J Hammon / Co-ordinator Julien Hardy-Smith / Photo Eric Wadsworth / 51 J/Ls'junior legatee outing, somers, somers camp -
 Ballarat Tramway Museum
Ballarat Tramway MuseumAdministrative record - Log book, Diary, Collins Bros, 1959
Yields information about the track maintenance activities of the track gang in Ballarat, the work they did, notes, names and other information.Collins Australian Diary, 1961, No. 324 printed by Collins Bros, pattered dark red cover with green cloth binding on cover, card covers, sewn sections with ruled sheets providing a diary for 1961, one week per double page. Has "useful information" sheets at from the diary. Used by the SEC Ballarat track gang to record their daily work, leave, welding, track cleaning, truck driver etc In the section for Telephone numbers is a list of Track gang and addresses for 1961. H. Dowie E. Lakey C. Edwards H. Lancaster G. McQuinn E. Fish W. Holder L. Marks D. Wiseman H. Platt H Groves notes relieving manager - Mr. Crawford See also Memoranda sheets for another list of names and addresses and notes on materials used, costs, scrubber use and hours, and length of track Cash account sheets for April - September - weekly hours of workers. Loose contents 1. - Inside front cover - front cover of SEC news paper - 16/8/1962. 2 - 19/6/1961 - photograph dated on rear March 1962, of two men holding up large fish in a lake. 3 - 7/8/1961 - SEC receipt for N.McVitty - for jury fees 4 - 9/10/1961 - Medical Certificate for Doug Wiseman 5 - start of memoranda notes - two sheets of notes 6 - 2nd last page - sketch showing dimensions and levels - no locations tram, trams, sec, ballarat, depot, trackwork, rails, scrubber tram -
 Ballarat Tramway Museum
Ballarat Tramway MuseumAdministrative record - Log book, Diary, Collins Bros, 1961
Yields information about the track maintenance activities of the track gang in Ballarat, the work they did, notes, names and other information.Collins Australian Diary, 1962, No. 324 printed by Collins Bros, pattered dark red cover with green cloth binding on cover, card covers, sewn sections with ruled sheets providing a diary for 1962, one week per double page. Has "useful information" sheets at from the diary. Used by the SEC Ballarat track gang to record their daily work, leave, welding, track cleaning, truck driver etc In the Memoranda section (last two pages), list of names and addresses of track gang and notes on materials used, costs, scrubber use and hours, and length of track. Has notes when some finished on the track gang - elsewhere within the SEC? Grove Platt Lancaster Wiseman Lakey Edwards Dowie Marks Fish Eames Smith Loose contents 1. - Inside front cover - 12 green and pink "Workshop Requisition" requesting work by the track gang outside the direct tramway area, eg Ballarat B station and one handwritten note. 2.- Telephone numbers - a receipt made out to E. Fish for jury duties fees. 3 - 19/3/1962 - printed card from the Municipal Officers Assoc (SECOA) for a general meeting at Electra Hall on 7/12. 4 - April Cash account - note re requirement for tip truck to pick up materials. 5 - Inside last sheets - medical certificate for H. Dowie, dated 10/7/1962. tram, trams, sec, ballarat, depot, trackwork, rails, scrubber tram -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncPhotograph - Fred Rochow Railways Collection - Driver George Sandford, C. 1970s
The Fred Rochow Railways Collection incorporates photos related to the operation of the Wodonga Railway Station including different types of trains and railways staff C. 1930 – 1990. It was donated to the Wodonga Historical Society by Fred Rochow, a railwayman who spent many years based in Wodonga. He joined the Victorian Railways on 17th June l947 and retired in 1988. For some time, he was a member of the Australian Federated Union of Locomotive Enginemen and served a term as a member of the Trades Hall Council. He had an extensive knowledge of the struggles that took place to achieve better conditions for railway workers. Fred worked for many years as a fireman and then worked his way up the ranks to driver, experiencing many changes from the days of steam locomotives through to diesel trains, locomotives and even the modern XPT train. He worked throughout Victoria at different stages of his career, with his final working years focused on the northeast of Victoria and the Albury to Melbourne line. After his retirement, Fred continued to share his love of steam miniature trains with the community.This collection has local and statewide significance as it captures images of trains, locomotives and personnel who operated the railway services in Wodonga and throughout Northeast Victoria. The railways played a critical role in opening up Victoria and connecting Australia for trade, business, social communication and transport.Driver George Sandford on Locomotive K153 George joined Victoria Railways on 4th June 951. He started cleaning at Seymour on 21 February 1955. George passed his Driver qualification on 18 May 1960. He was based at Cressy from 1966 to 1968 followed by Wodonga from 1966 to 1982. K Class Locomotives - One of VR's most successful classes of loco they were built over a 24 year period. A general purpose, light lines loco the K class had a very long career in all sorts of service from branch line passenger and goods work to pilot and banker duties and roadside mainline service. The K class is credited with working virtually every line in the VR system and hauling almost every kind of train. The majority of the class lasted into the 60's. K153 entered service on 9 September 1940, initially allocated to the Benalla locomotive Depot It is now owned by VicTrack and managed by Steamrail Victoria. When in Melbourne, it is regularly used on suburban shuttles and on day tours to Geelong and similar-length trips. At various stages it has been withdrawn from service for preservation work. Throughout its preservation career (starting from 1974), the engine has been painted all-over black with some details picked out in white or yellow (such as handrails and the staff exchanger horn, welded in the raised position) to meet modern safety standards. It most recently returned to service in 2003.railways wodonga, fred rochow, wodonga railwaymen, george sandford, locomotive k153 -
 Melbourne Tram Museum
Melbourne Tram MuseumManual, Yarra Trams, "Glen Huntly Depot Renewal", "Kew Depot - Pit Deepening Roads 1 to 4", "Camberwell Depot Yard Tracks Renewal", 2007 to 2011
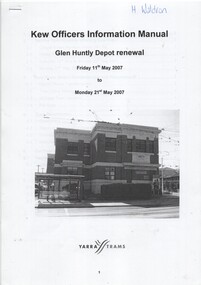
Set of three Reports or Operations Plan or Manual for work at Kew and Glen Huntly Depots. .1 - 12 A4 pages - stapled - "Kew Officers Information Manual - Glen Huntly Depot renewal" - Friday 11 May 2007 to Monday 21st May 2007". Has a photo of the depot on the front sheet. Covers service changes, arrangements for changes to services running from Kew Depot, car parking, tram requirements. Has a table of contents. .2 - 7 A4 pages - stapled - "Operations Plan - "Kew Depot - Pit Deepening Roads 1 to 4" = Monday 23 June 2008 to Friday 18 July 2008" - has a table of contents, covers maintenance, tram requirements, out stabling, security, sanding and hours of operation. .3 - 19 A4 pages - stapled - "Camberwell Depot Yard Tracks Renewal" - Saturday 3 December 2011 to Monday 12 December 2011 - has a table of contents, service changes, car parking, stabling, maintenance, operations, sanding, cleaning, rosters and test trams and notice to employees. .4 - 3 A4 foolscap sheets - Co-ordinating plan for Kew Depot / Barkers Road entrance and High Street and Cotham Road - dated 25/11/2005 - list works, location, overhead, cabling, track and other works and isolation requirements. On the rear has a list of the trams for the depot, Collins St, Simpson St and Camberwell. .5 - Notes on the Kew Depot relay by Hugh Waldron received in an email dated 9/3/2018 - from Kew Depot History..1 - Has "H. Waldron" in top left hand corner in blue ink. .2 - ditto "Hugh" in red ink.trams, tramways, yarra trams, kew depot, glenhuntly tram depot, trackwork, depot fan, tram services -
 Eltham District Historical Society Inc
Eltham District Historical Society IncNegative - Photograph, Ian McDonald, Corner of Main Road and Arthur Street, Eltham, 4 Jan. 1968
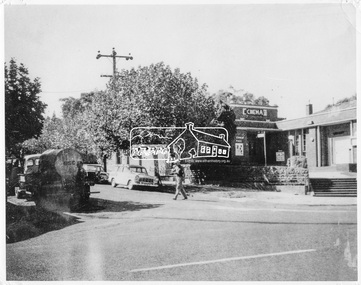
The intersection of Arthur Street and Main Road Eltham, January 4, 1968. The Eltham Shire Council hall and offices on the right hand side. The Hall was also a cinema and operated as the Plaza Theatre from 1943 to about 1968. A truck with a water tank is on the left of the street, possibly cleaning the street. Note Cinema sign on hall. Copied from an original document produced by Ian McDonald (Eltham Shire Council) 1970. During the period 1969-1971 photos were being collected for a proposed publication on the history of the Shire of Eltham as part of its centenary celebrations in 1971 (managed by the Shire of Eltham Historical Society and Alan Marshall). The publication was Pioneers & Painters (1971), edited by Alan Marshall. The document titled "Shows area sold to Woolworths" consisted of a panorama of three B&W photo prints creating a panorama of the frontage along Main Road (SEPP_0744) and a single B&W photo print of the Shire of Eltham offices and Hall on the corner of Arthur Street and Main Road (SEPP_0737) along with typed and hand written notes by Ian McDonald. The panorama (SEPP_0744) was captioned in typewritten text "Old Shire Office and Hall, etc - Frontage of 285 feet along Main Road" and in pencil the date "4-1-68" The single image of the shire offices (SEPP_0737) was captioned in typewritten text "Main Road and Arthur Street Corner" In addition, the following handwritten notes in pencil: " I took these photos from the new fire station - the building in the middle is the old fire station - Moved to Research for the Scouts 1970" and signed "IMcD"This photo forms part of a collection of photographs gathered by the Shire of Eltham for their centenary project book,"Pioneers and Painters: 100 years of the Shire of Eltham" by Alan Marshall (1971). The collection of over 500 images is held in partnership between Eltham District Historical Society and Yarra Plenty Regional Library (Eltham Library) and is now formally known as 'The Shire of Eltham Pioneers Photograph Collection.' It is significant in being the first community sourced collection representing the places and people of the Shire's first one hundred years.Digital image 4 x 5 inch B&W Negsepp, shire of eltham pioneers photograph collection, eltham, arthur street, cinema, eltham hall, main road, shire hall, motion picture theartre, plaza theatre -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageSoda Syphon, 1900-1930’s
This soda syphon (or siphon) was distributed by John Fletcher of Warrnambool, and made by the British Syphon Mfg. Co. Ltd. of London between the 1900s-1930s. It comprises a multi-sided clear glass bottle, an internal glass tube and a metal release valve and spout on the top. It was used to dispense pressurised, effervescent soda water. It was often used as an alternative to water or added to fruit juices and cordials. The text on this bottle states that it remains the property of the retailer, John Fletcher, and must be returned to him. Customers were asked for a deposit on the bottle, which would be refunded when the bottle was exchanged or continued as the deposit on a fresh bottle. Returned bottles would be cleaned and recharged with the gas and sold again. Soda syphon are bottles, glass or metal, with a release valve and spout on the top. The valve lever on the top of the syphon, when depressed, causes the gas in the syphon to force the water up through the tube and out of the spout. The bottle’s mechanism gives the water an effervescent quality to make bubbly drinks such as sparkling mineral water, soda water and sparkling water. ABOUT JOHN FLETCHER John Fletcher bought the Union Cordial Factory in Koroit Street, Warrnambool that was previously owned by John Davis. Fletcher operated the factory as J Fletcher, John Fletcher and Fletcher’s. He eventually sold his business and stock in 1930 to Ralph Reeves, who may have continued using Fletcher’s supply of drink containers before renewing them with stock showing his own brand. The soda syphon is representative of drink containers used in the later 19th and early 20th century. It also represents the system of returnable, recyclable containers. Soda syphon (or siphon). Glass bottle, clear, multi sided, tapered from a heavy glass base to a narrower shoulder, with glass tube at centre connected to metal pump mechanism at the top. Has elaborate frosted label for J. Fletcher of Warrnambool. Made by the British Syphon Mfg. Co. Ltd. London. Bottle remains the property of John Fletcher, Warrnambool.Metal syphon has impressed "J FLETCHER" and logo "S S" in centre of two concentric circles with text between circles "BRITISH SYPHON MFG. CO. LTD. LONDON". Etched into glass "J. FLETCHER / WARRNAMBOOL", "TRADE "[stylised] F" / MARK", "SODA WATER", "THIS SYPHON IS THE PROPERTY / OF JOHN FLETCHER / WARRNAMBOOL AND CONNOT BE / AND CONNOT BE LEGALLY USED BY OTHERS / BRITISH SYPHON CO. TLD. LONDON / - - - - "flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, john fletcher, fletcher, john fletcher of warrnambool, soda siphon, soda syphon, british syphon mfg co ltd of london, soft drinks, soda drinks -
 Ballarat and District Irish Association
Ballarat and District Irish AssociationImage, Joseph Chamberlain, 1864
Joseph Chamberlain was was an important businessman and a politician. He worked to improve education, and cities. He was a Member of Parliament from 1876 to 1914, and Colonial Secretary (controlling British colonies) from 1895 to 1903. His son Austen won the Nobel Peace Prize and another son Neville was Prime Minister from 1937 to 1940. (Wikipedia) Chamberlain was a Unitarian, a Christian who believes Christ was an example of the way to live life, but was not divine (not a part of God). Unitarians try to work to help society. There were many problems in Birmingham after the industrial revolution, and many men were not allowed to vote. In 1868 Chamberlain helped a liberal man to become the Member of Parliament for Birmingham. In 1869, he started a group working for free primary education for all children. In November 1869, he became a member of Birmingham City Council. There he worked for cheaper land prices for rural (countryside) workers, and became very popular. In 1873 he became the Mayor of Birmingham. He bought the gas companies and water companies for the city, so people were able to have clean and safe water. He made parks, roads, schools museums and built new houses for poor people. In June 1876 he became the Member of Parliament (MP) for Birmingham. In parliament he worked to unite radical M.P.s (MPs that wanted change) against the Whig party who were in power. His work helped William Ewart Gladstone to become Prime Minister in 1880. Chamberlain often spoke about education in parliament. (Wikipedia)Image of a man called Joseph Chamberlain.ballarat irish, chamberlain, joseph chamberlain -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - EDINBURGH TANNERY: SHEEPWASH CREEK, 1890 approx
In 1878, J H Abbott bought the Edinburgh tannery from Mr Lambert and Mr Sibley in 1878 and set about expanding and modernising it. Soon it consisted of the necessary sheds surrounded by cottages built for the workers. The tannery buidings and processes consisted of :- 1. Hide shed that held 400-500 salted hides 2. Salt pots where the salted hides were soaked to remove all salt 3. Lime water pits where the hides were soaked to remove hair and all adherent flesh. 4.Beam shed where hides were hung so they could be scraped clean with double handled knives 5. Water baths that soaked the hides to remove the lime 6. Tan yard where there were 10 pits containing tanning liquid made from ground wattle bark. The entire process could take up to 9 months depending on the type of leather required. A forward thinking initiative of this tannery was the lack of waste. The left over flesh was boiled down to make tallow, trimmings from the hides was used to make glue, hair was washed and used by saddlers and upholsterers and the lime was mixed with tanning liquid to produce fertilizer. The tannery was producing about 240 sides of leather a week, with about two thirds of this being sent to England where it was in great demand because of its quality. In December 1894 the plant was destroyed by a fire believed to have started in the engine room. The plant was quickly rebuilt at an estimated cost of ten thousand pounds. The plant at 145 Tannery Lane operated until 1906.Sepia photograph: 13 workmen, shed at rear. Brick, timber, corrugated iron buildings in back ground. Interesting industrial site of the time. Photo of workmen taken in front of open sheds. Brick chimney and pile on L.H.S. Suggests Edinburgh Tannery, Sheepwash. J.H Abbott & Co. On back on small piece of paper 1127 Bgo. New registration No. rather indistinct. James Lerk 26.11.1999, ' Edinburgh Tannery - Sheepwash?' Ken Arnold Book 'Bendigo A History in Bottles & Stoneware 1852-1930 p10. This photograph labelled 'Workers at Sheepwash Tannery,' C. 1880-1890 with section about J.H. Abbott & Co. See book 'Bendigo A History in Bottles & Stoneware 1852-1930 by Ken Arnold, p.10RHSV 1127, Bgoorganization, business, edinburgh tannery, sheepwash creek. -
 Federation University Historical Collection
Federation University Historical CollectionMagazine - Booklet, Ballarat School of Mines Students' Magazine, 1936, 1936
List of Full Course Students' 1936, Editorial, Obituary - L. Hill, Personal Column, Old Boys' Personal, Fumes from the Lab, The Newcastle Trip, War and Women, Arts & Crafts Gossip, Sport, Commercial Notes, The Junior TechsYellow soft covered magazine of 60 pages, including advertisements. Artwork * Mr. C - By Albino Paganetti * Bo'sun - By Albino Paganetti * " So then says I ' you can't ask me to do that, boys - its dishonest," - By Jessie Hopwood * come on "(hic)" be serious - By Albino Paganetti * Bill - By Albino Paganetti * Mac - By Albino Paganetti * "I used the fruit bowl this time fro a change" - By Dorothy Woolcock * Mother & Bobby - By Dorothy Woolcock * Ernie - By Nornie Gude * Gateway to the Garden city - By Albino Paganetti * Tip - By Albino Paganetti * Pat - By Jean Coates * Our Dark Horse - By Jean Coates * Moorish Tower, Perth University - By Jessie Hopwood * Sailing Ship Print - By Verma Lynch * Lemon - By Albino Paganetti * Site for the King George memorial - By Gilda Gude * Gladys - By Dorothy Woolcock? * Our Tall Story - By Dorothy Woolcock * Another one today Sylvia - By Nornie Gude * Haze - By Dorothy Woolcock * Commercial Notes - By Leila McLachlan * Fred - By Albino Paganetti * Gordon - By Betty Brown * Gandhi - By Dorothy Woolcock * Ellie - By Gilda Gude * Betty - By Alan Nye * Lost Ball - By E. Prout * Cleaning Ladies - Betty Brown * Rusty - By Gilda Gude * Blondie - By Gilda Gude * Peggy - By Betty Brown * Hocky - By Gilda Gude * Betty - By Gilda Gude * Joan - By Gilda Gude * General - By Max Coward * Twitter - By Gilda Gude * Banjo - By Max Coward * Georgie - By Max Coward * Skinny - By Max Coward * Sydney Jim - By Max Coward * Tommy - By Max Coward * Max - By Max Coward * SOS - By Max Coward * Nipper - By Max Coward * Dasha - By Max Coward * Wee Macgregor - By Albino Paganetti Signed on front cover by "H. Darby".ballarat school of mines, magazine, allan nye, r. rickey, a. gordon, reg warnock, maxwell bayley, sylvia wyres, m. mcrae, albino paganetti, victor hunt, lila welsh, f. g. procter, mr. cochrane, w. coates, d. shore, jessie skelton, l. hill, k. h. wilkie, j. pound, h. maddern, n. pickering, john elliott, paul f. chaplin, w. usebach, fergy and p. macgregor, j. hammer, k. ellwood, j. w. muir, john menhennett, philip harris, j. anderson, william mcdonald, lawrence egan, archibald sneddon, p. holioake, lyle dimsey, a. horsfall, eoin macdonald, james martin, jack mole, bill walters, david flynn, william williams, dororthy billings, clarice mcintosh, gladys bilney, ida shearer, j. brady, g. lamb, grace gordon, elva brimacombe, r. hutchinson, g. leviston, i. mcdonald, w. callighan, t. jones, s. j. chambers, russell ewins, g. berriman, j. walker, r. t. hocking, f. e. capuano, f. w. hassell, c. m. reynolds, r. davies, r. c. white, h. f. forrest, h. h. evans, a. j. ritchie, j. g. kittelty, w. cornish, l. liebhardt, r. allender, a. pobjoy, a. laing, w. j. paterson, v. e. jukes, h. v. bolt, l. c. henderson, c. f. white, nornie gude, gilda gude, max coward, alan nye, betty brown, leila mclachlan, dorothy woolcock, verma lynch, jessie hopwood, jean coates, e. prout -
 Wodonga & District Historical Society Inc
Wodonga & District Historical Society IncPhotograph - Fred Rochow Railways Collection - Eric Molloy preparing Heavy Harry H220, C. 1943 - 1956
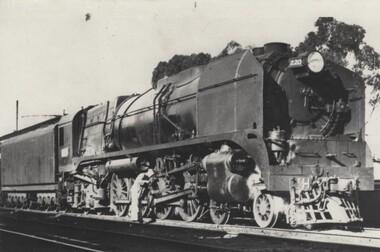
The Fred Rochow Railways Collection incorporates photos related to the operation of the Wodonga Railway Station including different types of trains and railways staff C. 1930 – 1990. It was donated to the Wodonga Historical Society by Fred Rochow, a railwayman who spent many years based in Wodonga. He joined the Victorian Railways on 17th June l947 and retired in 1988. For some time, he was a member of the Australian Federated Union of Locomotive Enginemen and served a term as a member of the Trades Hall Council. He had an extensive knowledge of the struggles that took place to achieve better conditions for railway workers. Fred worked for many years as a fireman and then worked his way up the ranks to driver, experiencing many changes from the days of steam locomotives through to diesel trains, locomotives and even the modern XPT train. He worked throughout Victoria at different stages of his career, with his final working years focused on the northeast of Victoria and the Albury to Melbourne line. After his retirement, Fred continued to share his love of steam miniature trains with the community.This collection has local and statewide significance as it captures images of trains, locomotives and personnel who operated the railway services in Wodonga and throughout Northeast Victoria. The railways played a critical role in opening up Victoria and connecting Australia for trade, business, social communication and transport.Eric Molloy preparing Locomotive H220 "Heavy Harry" for another run. Eric was born on 11 August 1906. He started cleaning with the Victorian Railways on 26 November 1926. Eric passed his Driver qualification on 1 December 1943. "Heavy Harry" - H220 was the only locomotive constructed in this class. The H class is the largest locomotive built to operate on the Victorian Railways. He was built at Newport in 1941 as the first of three mighty locomotives to haul the Overland Express to Adelaide, each to take the place of two ordinary locomotives. H220 entered service on 7 February 1941. Known as “Heavy Harry”, he never fulfilled his destiny, because bridges and tracks were not strong enough to carry his 260 tons (with tender). The war put an end to plans to strengthen the line and to build the other two locomotives. As a result, the locomotive spent its entire service life on the Northeast line as this was the only other line on which it could operate. It was used mainly on fast goods trains with an occasional run on an express passenger train and typically completed five return trips a week between Melbourne and Wodonga, covering around 1,875 miles per week. H220 continued in service until it was withdrawn for an overhaul on 20 May 1956. H220 was stored rather than overhauled, and never returned to service. It was written off the VR locomotive register on 30 April 1958. and was put on display in the Newport Railway Museum in 1962. In April 2008, 50 years after its official withdrawal from service, H220 was added to the Victorian Heritage Register. railways wodonga, fred rochow, wodonga railwaymen, locomotive h220, "heavy harry", eric molloy -
 Ballarat Tramway Museum
Ballarat Tramway MuseumPhotograph - Colour Photograph/s, Carolyn Dean, Apr. 1999
Set of 20 photographs taken by Carolyn Dean between 16/4/1999 and 16/5/1999 of moving the ex SEC bike shed to Bungaree and placing the roof back onto the shed and other works at Bungaree and one tram operation photo. On Kodak paper. 1095.1 - Loading the shed at Ballarat East - Alastair Reidier and Peter Winspur. .2 - ditto .3 - truck with shed on approach road to house. .4 - ditto and John Phillips .5 - lifting the shed into position at Bungaree over the power line. .6 - ditto .7 - lowering onto the foundations. .8 - tram 14 in Wendouree Parade near depot junction. .9 - Fixing hole in roof of the house - Bungaree - John Phillips .10 - ditto .11 - its snowing - Darren Hutchesson, Carolyn Dean, Alan Snowball - photo John Phillips .12 - putting roof back on the shed .13 - various cars out front of the house. .14 - nailing weather boards back on - Peter Winspur, Sftnon Jenkins, Alan Snowball .15 - ditto .14 used in the May 1999 Fares Please! .16 - fitting off purlins - Darren Hutchesson and John Phillips .17 - view of house and shed and partially painted fence looking south west. .18 - ditto looking south. .19 - fitting off the sheet metal - John Phillips .20 - cleaning up the tree in frost of the house from breaking off more branches - Alan Snowball and Alastair Reither. .1 > .7-16/4/1999: .8 - 25/4/1999: .9 > .16-15/5/1999: .17 > .20-16/5/1999. See also Reg. No. 1095 for next stage of the move.On rear of each photo in blue ink is date in the upper edge and on lower edge "Photo by Carolyn Dean"btm, sec bike shed, bungaree -
 Eltham District Historical Society Inc
Eltham District Historical Society IncPhotograph, Eltham Hardware and Timber Co, Main Road, Eltham, opposite Railway Station. c.1952, 1952c
The Eltham Hardware and Timber Company first opened on Main Road opposite the Railway Station around late 1922. An advertisement placed in the Hurstbridge Advertiser advised that the Hardware Store had just opened with a varied stock of Saws, Hammers, Nails, Shovels, Screw Drivers, and every article required in a house or on a farm. People were also encouraged to try their Jams, Pickles, Sauces, Cups and Saucers, etc. A few months later in May 1923, William Walker, a plumber, placed an advertisement wishing to to announce that he had taken over the ELTHAM HARDWARE STORE, and asked for the continued support of the district. He also noted that all kinds of Plumbing work was done. Walker remained the proprietor of the Hardware Store for many years regularly advertising its services and wares up until at least 1941. The trail goes a bit quiet then but he does appear in the 1944 Electoral Roll listed as a Plumber, of Main Street, Eltham. However he is not listed in the 1949 Electoral Roll but his son, Thomas Roy Walker, also a plumber of Main Road is listed. Thomas had been on active duty overseas during the Second World War and returned at the end of 1945. It is assumed that William died sometime between 1945 and 1949. On November 18th, 1950 the Hardware Store and residence was auctioned on site by Scarff Bros. Pty Ltd. It is presumed that this is when J.N. Burgoyne and Sons took over the business. It would have been around this time the picture of the store was taken for only three years later, in October 1953, the business and dwelling was again put up for sale, this time by Trebilcock Bros, in two separate lots. LOT 1. — ELTHAM HARDWARE AND TIMBER CO. Freehold and Property, Plant, Fittings and Business; Plus Stock at Valuation. To be Sold as a Going Concern. THE FREEHOLD PROPERTY Comprises Large Brick and Timber Shop. Well Fitted. Has Good Light. Comfortable 3-Room Dwelling and Detached Bungalow, H.W.S., Phone, Garage and Outbuildings. Situate on Large Allotment, 50 Ft. x 150 Ft. Aprox. THE BUSINESS: Flourishing Hardware and Builders’ Supplies, Crockery, Glassware and Gifts, Dry Cleaning Agency and Petrol Reseller Licence (1 Bowser Installed), Oil Storage. Annual Turnover Aprox. £12,000. Audited Figures Available, Old-established Business Comprehensive Stock is Good, Clean and Saleable (Value Approx. £4000). TERMS: £1000 Deposit, Balance 30 Days. VACANT POSSESSION. LOT 2. — Superb Shop Sites. Adjoining the Above Property. Land 58 Ft. x 150 Ft. (Approx.). Erected on Land Is Old Style 4-r Timber Dwelling, Set Well Back from Footpath. Leaving Ample Apace to erect Shops. Also Small Shop Let as Agent’s Office. To Be Sold Subject to Existing Tenancies, Gross Rentals £106 12/ Per Annum. Terms: £1000 Deposit, Balance 30 days. GENERAL: Eltham Is a Rapidly Developing Area only 12 Miles from G.P.O. Street Frontage of these Two Adjoining Properties Is 108 Feet By Depth of 150 Feet in the Heart of Expanding Shopping Centre, directly Opposite Station Entrance. Full Details and Inspection Available on Application from the Auctioneers: TREBILCOCK BROS. AUCTIONEERS and ESTATE AGENTS, Coincidentally, the Hardware Store was taken over by Richard Phillip Trebilcock, an electrical engineer from Mayona Road, MontmorencyNegative black and white film 120 6x6 formatSingle frameeltham, main road, 1951 chevrolet deluxe, ampol, eltham hardware and timber, j.n. burgoyne and sons, petrol bowser, william walker, richard phillip trebilcock -
 Montmorency–Eltham RSL Sub Branch
Montmorency–Eltham RSL Sub BranchUniform - Coat, US Cold Weather, M-65, US Cold Weather Coat
In 1951 - in the context of the Cold War - the Menzies government established the 'National Service Act 1951', which called-up men for compulsory military training for a period of 176 days. The 14th Battallion was located in Victoria. The coat has historic significance in the wider context of Australia’s involvement in the Cold War (particularly in Vietnam) and in the establishment of a National Service Scheme. Olive green army man coat with four outside pockets - two on the chest, two at the bottom; each pocket has one metallic button attached. Coat has a metallic zip as well as metallic buttons; two velcro scratches at the wrist level. Extra removable padding inside, which is attached with plastic buttons. Two identical inscriptions on right and left shoulder reading '14 National Service Battalion'. Two identical inscriptions on right and left shoulder - reading '14 National Service Battalion' Manufacturing details on the inside reading: Coat, Cold weather, Man's, Field M-65. Olive green colour. Style 8120/8542 DSA 102-81-C1204. 1. Wear as outer garment or as under-layer in cold-dry climate. 2. Wear button-in liner for added insulation. 3. Adjust closures and drawcords to ventilate; avoid over-heating of body. 4. When hood is used, lower extension shall be worn over neck opening, preventing water. 5. Brush snow or frost from garments before entering opening. 6. For fast drying, remove liner from coat. 7. Do not expose to high temperature of a stove. 8. Lubricate slide fasteners with wax. 9. For cleaning and restoring of water repellency return to laundry for machine washing in accordance with established procedures for quarpel garments. 10. Do not starch. Do not remove this label. Black ink pen inscription on manufacturing label reading '3/715875' and 'N.Wain'war, army, coat, man's coat, australian army, military uniform, national service scheme, cold war, vietnam war -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph, c. 1870
This photograph was captured at an undisclosed location and at an unidentified time but likely dates to approximately 1870. The photographer's details are not recorded and the identities of the men in the image are also not known. This image depicts a group of 10 men in typical miners fashion. Four of them are sat on a large log with one holding a small dog. Six miners stand behind those sitting. All these men are wearing a white button-up shirt and tan coloured work trousers. They wear heavy boots and seven have included a dark vest over their shirt. The man holding the dog has a pipe in his mouth. Two of these men are clean shaven with the remainder sporting a moustache and two with a beard. The ages of these men vary from late 20s to middle age. This group of men are located in a mining location with what appears to be an open cut mine in the background of the image. The ground is muddy and has elements which can help identify it as a mining location based on the condition of the landscape. The bottom of the men's trousers are muddy which provides the assurance that these men were working in this location when their photograph was captured. In the background there is one structure, possibly a dwelling, and bush which identifies the location as Australia. Open cut sluicing is a method used to extract gold and other precious metals from beneath the surface of the earth. This technique involved the use of high-powered hoses which broke down the soil enabling miners to come along and search this soil for gold. After the gold rush of the early 1850s, diggers had to enlist the assistance of heavy machinery and techniques like hydraulic sluicing in order to reach gold because the surface alluvial gold had already been discovered and removed. This heavy machinery was not used until after 1853. The search for gold is ingrained into the history of Victoria and therefore, images like this one which portray an open cut sluicing site can reveal important information for society and technology for the date when the photograph was taken. This image is of important historical significance for its ability to convey information about sluicing and the methods used to find gold in the late 1800s and early 1900s. It also shows a location where sluicing was undertook which provides insight into the impact of sluicing on the environment at a time when it was done. Images, like this one, of Australian gold rush history can reveal important information about the social and environmental impact of this period. This image depicts diggers standing in a mining location and therefore, this image has the capacity to reveal or support significant information for researchers studying the fashion and social status of diggers in Australia in approximately 1870. It can also provide information on the landscape of Australia in this period and the impact of mining for gold on both society and the Australian landscape. The Burke Museum is home to a substantial collection of Australian mining photographs which can be used to gain a deeper understanding into life on the gold fields, technology used in mining, the miners themselves and the impact of the gold digging on the environment.Sepia toned rectangular photograph printed on matte photographic paper mounted on board.Reverse: 1997.2518mining, goldfields, beechworth, 1870, australia, australian goldfields, diggers, victoria, sluicing, gold mining, miners, diggers victoria -
 Upper Yarra Museum
Upper Yarra MuseumRazor, Cut throat
Sharped Edged instrument used for cleaning hair from the skin. http://en.wikipedia.org/wiki/Straight_razor A straight razor is a razor with a blade that can fold into its handle.[1] They are also called open razors and cut-throat razors. HISTORY The first modern straight razor complete with decorated handles and hollow ground blades was constructed in Sheffield, England, by Benjamin Huntsman in 1740. Huntsman's process was adopted by the French sometime later. The English manufacturers were even more reluctant than the French to adopt the process and only did so after they saw its success in France.[5] Straight razors were the most common form of shaving before the 20th century and remained that common in many countries until the 1950s. TODAY Straight razors are still manufactured. DOVO, of Solingen, Germany, and Thiers Issard of France are two of the most well-known European manufacturers. Feather Safety Razor Co. Ltd. of Osaka, Japan makes a razor with the same form as a traditional straight, but featuring a disposable blade that can be installed through an injector-type system. Modern straight razor users are known to favor them for a variety of reasons. Some are attracted to the nostalgia of using old and traditional methods of shaving. It is a masculine ritual comparable to pipe smoking. Others profess an interest in reducing the waste of disposable blades.[11][22] Still others agree that straight razors provide a superior shave through a larger blade and greater control of the blade including the blade angle. Straight razors cover a much greater area per shaving stroke because their cutting edge is much longer than any of the multiblade razors. Ivory cut throat razor, with cream case 00121.3.Known as a straight razor.Razor with square point, full hollow ground 5/8” blade and double transverse stabiliser. The centre pin adds stability and rigidity to the handle---I think this is it ROM Parts The narrow end of the blade pivots on a pin, between 2 pieces of ivory forms the handle. LONG EXTRACT FROM WIKI _ SHORTEN to describe 00121 The parts of a straight razor and their function are described as follows: The narrow end of the blade rotates on a pin called the pivot, between two protective pieces called the scales or handle. The upward curved metal end of the narrow part of the blade beyond the pivot is called the tang and acts as a lever to help raise the blade from the handle. One or two fingers resting on the tang also help stabilize the blade while shaving. The narrow support piece between the tang and the main blade is called the shank, but this reference is often avoided because it can be confusing. The shank sometimes features decorations and the stamp of the country of origin. The top side and the underside of the shank can sometimes exhibit indentations known as fluting, or jimps for a more secure grip.[8] The curved lower part of the main blade from the shank to the cutting edge is called the shoulder.[9] The point where the shoulder joins the cutting edge is called the heel. A thick strip of metal running transversely at the junction where the main blade attaches to the shank is called the stabiliser. The stabiliser can be double,[10] single or can be absent in some razor models. The first stabiliser is usually very narrow and thicker and runs at the shank to blade junction, covering the shank and just spilling over to the shoulder. The second stabiliser can be distinguished since it is considerably wider and narrower, appearing after the first stabiliser and running lower into the shoulder. The non-cutting top of the blade is called the back or the spine while the cutting part of the blade opposite the back is called the cutting edge.[11] Finally the other free end of the blade, at the opposite end of the tang, is called the point and, sometimes, the head or the nose.[9][12] There are two to three pins in any handle. The middle pin, if present, is plastic coated and is called the plug.[13] Its function is to stabilise the sides of the handle so that they cannot be squeezed in the middle. When folded into the scales, the blade is protected from accidental damage, and the user is protected from accidental injury. During folding, the back of the blade, being thick and normally with a curved cross-section, acts as a natural stopper and prevents further rotation of the blade out of the handle from the other side shaving, lever, handle, blade, pivot, razor, tang -
 Eltham District Historical Society Inc
Eltham District Historical Society IncNewspaper - Newspaper articles, Sun News-Pictorial, It's Now Safe in Fire Areas; Death Toll Reacxhes 8, The Sun News-Pictorial, Thursday, January 18, p1, 1962
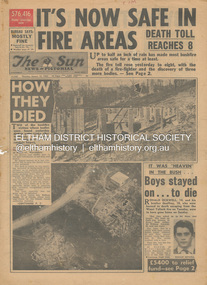
Various news articles pertaining to the January 1962 Victorian bushfires in the Dandenong and Healesville districts which by the third day had encompassed large areas of the State. Specific Eltham Shire districts mentioned include Warrandyte on page 1, St. Andrews and Smith’s Gully on page 2, St. Andrews on page 3 and 43, Panton Hill and Warrandyte on p23 and Hurstbridge on page 44 • It's Now Safe in Fire Areas; Death Toll Reaches 8, p1 (Illust.) • How they died, pp1-2 • It was “heaven” in the bush … Boys stayed on . . . to die, pp1-2 (Illust.) • Towns take stock as danger drops, p2 • £5400 to the relief fund, p2 • Fire now threat to Otways, p2 • Pensioners lose all, p2 • “…If Only The Rain Had Come” … and then it came to town, p3 (Illust.) • Our best rain since May • It halted at Grandma’s front gate, p5 (Illust.) • Now that the rain has come; It’s time for the clean-up, p6 • Wisps of smoke where flames danced, p7 • Charitry’s a loser, p7 • War Service homes claim, p7 • Help’s on way, p7 (Illust.) • Came with their gifts …, p7 • Fire summons for youth; “sparked the rest”, p9 • Three gaoled, p9 • They had to camp out at Wye River, p9 (Illust.) • “Probe Fires” – Stoneham, p9 • The Fourth Day: Scorched Earth!, pp22-23 (Illust.) • This home was saved but - , p22 (Illust.) • Relief Centre, p23 (Illust.) • Homeless, p23 (Illust.) • So little was left, p43 (Illust.) • Tommy saved his cat, p43 (Illust.) • Some were lucky … and some were tired, p44 (Illust.) tom fielding collection, victorian bushfires - 1962, victorian bushfires – 1962, ronald ockwell, geoffrey ockwell, woori yallock, william ockwell, leslie ockwell, linda may ockwell, black friday, victorian bushfires – 1939, warrandyte, arthur brown, harold vernon betton, bloom road, william smith, olinda, bushfire relief fund, yarra glen, healesville, railway line, st. andrews, smith’s gully, otway ranges, eric watts, edith varty, inverness road, mt. evelyn, wye river, panton hil, heather sullivan, warrandyte hall, montrose, kalorama, mrs e. tucker, shirley tucker, margaret tucker, joane tucker, roger tucker, trevor tucker, ann quinton, tom dunstan, hurstbridge hall -
Glen Eira Historical Society
Article - AJAX Football Club
This file contains seven items. Southwick Speaks Up clipping from Glen Eira Port Phillip Leader 02/04/2013, report of speech in parliament by Caulfield M.P. David Southwick about dispute between AJAX Senior Football Club and Glen Eira Council. Collegians Fend Off Old Carey, Premiers field new look team clipping from Glen Eira Port Phillip Leader 16/04/2013 by Brad Beitzel. Includes mention of AJAX club. Untitled clipping from Glen Eira port Phillip Leader 21/05/2013. Includes mention of AZAX team’s loss to Old Brighton. AJAX Hopes to Clean Up Without Key Man Poyas. Wedding bells chime for essay by Brad Beitzel, clipping from Glen Eira Port Phillip Leader 30/04/2013. Discusses performance of AJAX club which will be missing Ezay Poyas, who is getting married. Untitled clipping from Glen Eira Port Phillip Leader 14/05/2013 on performance of David Fayman in game against princes Park. Fayman Breaks AJAX’s record by Brad Beitzel clipping from Glen Eira Port Phillip Leader 28/05/2013. Describes game against Parkdale in which Daid Fayman surpassed club record of kicking 412 goals. Daniel Ready for AFL Grand Final Debut clipping from Glen Eira Port Phillip Leader 04/06/2013 about Daniel Waks, aged seven, of the AJAX NAB AFL Auskick Centre, who was selected as Round 9 NAB AFL Auskicker of the Year Award and will march in the 2013 Grand Final.ajax football club, glen eira council, collegians club, caulfield grammarians, glen eira club, elsternwick club, ormond club, southwick david, caulfield, princes park, pyas ezay, cevik kivanc, thornton aaron, fayman david, white jarrod, jankie marcus, waks daniel, football, football clubs, footballers, schools, colleges, sportsgrounds, parks and reserves, parliamentary representatives, awards -
 Eltham District Historical Society Inc
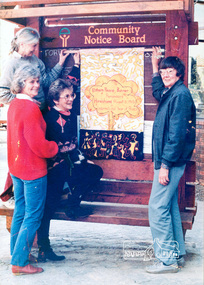
Eltham District Historical Society IncPhotograph, Ron Grant, The Eltham Peace Group hanging the Hiroshima Day Banner on the Community Notice Board, Arthur Street, Eltham; Community Arts 1986 'As We Are' Banner Project Group, Hiroshima Day, 6 August 1986
Arthur Street, Eltham next to ANZ Bank The Hiroshima Day Banner was made by Jacky Talbot as part of the project. The women wanted to do something for Hiroshima Day and suggested that a workshop be set aside to make a banner. The artist was concerned about the remaining time scheduled for the project and spent several days "whipping" up the banner herself. For the artist this banner was to prove quite significant. The women hung it at the Community Notice Board on Hiroshima Day and were photographed by the local newspaper publicising the group and drawing wider community attention to the remembrance of the day. Although no new members joined the group from this activity, the artist felt that she was more fully accepted by the group afterwards. This banner has initiated a small group of women committed to peace. The artist has also continued to liaise and meet with the women as time permits. Future group plans include: making kimonos to wear when carrying the banner, participating in the Palm Sunday March, an observance of Hiroshima Day activity, which is yet to be decided, establishing contact with a sister-town in USA and USSR and supporting Eltham Council's stance as a Nuclear Free Zone. (The banner habits of the Eltham tribes : Eltham Shire "as we are" Community Banner Project report / by Jacky Talbot, Shire of Eltham, Feb. 1987, p46) Used in Shire of Eltham display at the Eltham Community Festival, 7 November 1987. Shire of Eltham Engineering Department Providing the resources to undertake • Survey, design, consultation • Road construction and maintenance • Bridge construction and maintenance • Street sweeping • Drain and pit cleaning • Traffic engineering installation and maintenance • Garbage collection • Tip management, land reclamation and beautification • Maintenance of community buildings • Provision of community and recreation facilitiesIllustrative of services provided by former Shire of ElthamColour photograph 20 x 29 cm mounted on green-painted chipboard 28 x 35.5 cm (string on back for hanging) Ref: 01842-0Title printed on label adhered to board below photograph (replaced June 2017)display panel, eltham festival, eltham peace banner, hiroshima day banner, infrastructure, shire of eltham, laurel eckersall, anne laurence, betty johnson, joan maclagan -
 National Wool Museum
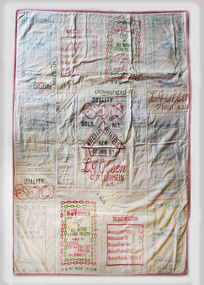
National Wool MuseumTextile - Quilt, Mrs Beryl Andersen, Chicken Feed Wagga, 1995-2001
Norma Dessent (the donor) was cleaning out her Mother-in-law Amy Dessent’s home, after she passed away in 1995. She came across a collection of gunny sacks for chicken feed, potatoes, and flour. Norma gave the bags to her good friend Beryl Andersen, thinking she might be able to make use of the material in her quilting. Many years later in 2001, Beryl gave Norma this quilt made in a wagga style out of the bags. This was both a great surprise and a great delight for Norma. Amy Dessent was a housewife. Her chickens were her friends, keeping her company as she worked in her renowned garden and while she cooked and maintained a beautiful home. Typically, Amy would have a dozen chickens clucking around at a time. In the style of the time, everything was kept for a possible repurposing later in life, such as these gunny sacks. The Chicken Feed Wagga was created in Ballarat by Mrs Beryl Andersen. Beryl was the inaugural president of the Hamilton Quilters Guild and is a well-known quilter. Perhaps her best-known work was the “Quilt for Hope”, a living memorial for victims of institutional church-related sexual abuse. More information about this quilt can be found on the following link. https://www.nationalquiltregister.org.au/quilts/quilt-of-hope/). The wool blanket used as a backing belonged to Beryl’s mother. Beryl’s mother married in 1930 and the blanket is thought to have been a present from this wedding, making the blanket close to a century old. Norma donated the quilt to the National Wool Museum in 2021 as a result of downsizing. She no longer had room for the quilt to hang on her wall. Before downsizing, the quilt had hung in the entryway to her home for the last two decades.Wagga style quilt made with a appliqué top layer of gunny sacks that once held chicken feed, flour, and potatoes. The insulating internal material is not known. The backing fabric is made from a cream woollen blanket. The edges are bound with a material of a red and white plaid. The gunny sacks are quilted together with a machine stitch of red thread. The sacks contain imagery pertaining to their previous use. Some sacks have an image of a chicken applied with blue, red, or green ink. Other sacks contain imagery of potatoes. While other sacks contain information “Minimum Crude Protein 14%, Minimum Crude Fat 3%, Maximum Crude Fibre 7%”. One of the sacks shows a handwritten price for a bag of chicken feed in a red ink.Numerous. See multimediaquilts, wagga, gunny sacks, upcycle -
 Ballarat Tramway Museum
Ballarat Tramway MuseumAlbum - Photo Album, Keith Kings, Jul. 1970
Album comprises heavy cardboard covers with brown Rexene covers, with inside papers of heavy dark grey photo album paper, 36 leaves of dark grey photo paper and two brass interscrews within black grommets. See Condition Details re damage to back cover. Album contains 32 photos - personal prints of Keith Kings. Title page has been hand written to Les Denmead, dated 6/7/1970, thanking Mr. Denmead for his assistance over the years. Photos divided into the three SEC Provincial Tramway cities, each with a typed name proceeding the set of photos. Two further photos of Geelong were at the rear of the album, but were not in position when catalogued. One of these photos may be Reg. Item 1874 - photo of Geelong scrubber tram. Each of the photographs have been separately registered, as shown in the table below. Scanned images made of front and back of the photos. Back has Keith Kings ID number, description, notes and date of photo. Conservation Notes prepared - within the cataloguing sheet - see related documents. Folio Reg. Notes Item No. 1 Handwritten note to Mr. L. J. Denmead from Keith Kings. 2 Title sheet – “BALLARAT” 3 1903 Small photo of SEC Monogram from Geelong No. 1 1904 Photo of SEC plaques etc at Wendouree office 4 1905 Photo of front of Wendouree Parade depot – 1957 - with trams 40 and 25 in photo. 5 1906 Photo of Ballarat 23 at depot 6 1907 Photo of Ballarat 29 in depot. 7 1908 Photo of Ballarat 17 in Wendouree Parade 8 1909 Photo of Ballarat 21 at depot. 9 1910 Photo of Ballarat 15 and 31 in Sturt St. 10 1911 Photo of Ballarat No. 40 Sturt St. 11 1912 Photo of Ballarat No. 38 – Wendouree Parade 12 1913 Photo of Scrubber car in depot. 13 Title sheet – “BENDIGO” 14 1914 Photo of Bendigo depot 15 1915 Photo of Bendigo No. 17, 1949. 16 1916 Photo of Bendigo 22 and 4 at Eaglehawk. 17 1917 Photo of Bendigo 12 at Golden Square. 18 1918 Photo of Bendigo 13 and 26 at Eaglehawk terminus. 19 1919 Photo of Bendigo 17 (bogie) at Quarry Hill terminus. 20 1920 Photo of Bendigo 18 at Charing Cross 21 1921 Photo of Bendigo Birneys 28 and 29 at Charing Cross 22 1922 Photo of original sprinkler and track cleaning car in Bendigo depot 23 1923 Photo of Bendigo 2nd track cleaning car 24. 1924 Photo of trams at Manchester Loop, 1958. 25. Title sheet – “GEELONG” 26 1925 Photo of Geelong 19 in front of the depot. 27 1926 Photo of Geelong depot 28 1927 Photo of Geelong No. 3 at East terminus 29 1928 Photo of Geelong No. 23 outside depot. 30 1929 Photo of Geelong No. 16 at Eastern Park terminus. 31 1930 Photo of Geelong No. 28 at depot 32 1931 Photo of Geelong Birney No. 14 at Eastern Park terminus. 33 1932 Photo of Geelong No. 32 at Moorabool St. 34 1933 Photo of Geelong No. 37 outside depot 35 1934 Photo of Geelong No. 39 at West terminus 36. No photo – marks of four corners remained. 37 – back cover No photo – marks of four corners remained. Photos not to be taken out of the album unless for photographic copying. Use image files. Photo Album - The Commercial Photo Album - No. 1 - 36 leaves. See hand written note from Keith Kings to Mr. L. J. Denmead. Dated 6/7/70.trams, tramways, ballarat, bendigo, geelong, photo album -
 The Beechworth Burke Museum
The Beechworth Burke MuseumPhotograph, Walter William McLean Thwaites, c.1870
This photograph depicts a large group of men in their work clothing situated in front of a large bank of earth. They are identified as miners working in an unidentified location in Australia. This photograph was taken by photographer Walter Thwaites sometime during the period of 1865-1908, likely c.1870. It is unsure where this image was taken since Thwaites travelled a lot over his photography career and the photograph is not annotated with this information. In addition, the identities of the men in the photograph are also unknown. These men are photographed in front of a large bank of earth where they had presumably been mining for gold or other precious metals. The men, with the exception of four, are wearing wide brimmed hats to protect their faces from the sun. They are also wearing loose fitting white shirts which are often worn beneath a darker coloured vest. They wear pale coloured work pants and boots. The men are mostly clean shaven with the exception of the moustache and a couple of beards. Two of the men have pipes in their mouth. Their clothing is basic and much less dramatic than the outfits worn by the gold diggers of the 1852 gold rush. These men, by wearing similar outfits, are expressing a sense of comradery or equality between them. It is likely that they are from the same, or similar, social status. They have an air of independence and share social equality in their stance and clothing. Walter William McLean Thwaites (1840-1908) was a professional photographer born in Sydney, Australia. He learnt the craft in his father's Hobart studio, but later embarked on his own solo career and toured every existing Australian colony between 1860 to 1888. The Thwaites family were a long line of photographers and artists with Thwaites' father Walter WIlliam Thwaites Sr working as an artist and photographer in Australia after moving from England in 1834. Walter Thwaites Sr's father, also named Walter Thwaites, was a British miniature portrait artist.Images, like this one, of Australian gold rush history can reveal important information about the social and environmental impact of this period. This image depicts over 30 diggers standing in front of a bank of earth and therefore, this image has the capacity to reveal or support significant information for researchers studying the fashion and social status of diggers in Australia in approximately 1870. It can also provide information on the landscape of Australia in this period and the impact of mining for gold on both society and the Australian landscape. The Burke Museum is home to a substantial collection of Australian mining photographs which can be used to gain a deeper understanding into life on the gold fields, technology used in mining, the miners themselves and the impact of the gold digging on the environment.Sepia toned rectangular photograph printed on matte photographic paper and mounted on board.Reverse: 1997.208 / MINERS. / W. Thwaites / Photography /australia, australian photography, photography, miners, gold rush, australian landscape, diggers, walter thwaites, thwaites photography, w. thwaites photography, social history -
 City of Moorabbin Historical Society (Operating the Box Cottage Museum)
City of Moorabbin Historical Society (Operating the Box Cottage Museum)Manufactured Glass, bottle 'Listerine' with wrapper, 20thC
Listerine is a brand of antiseptic mouthwash product named after Sir Joseph Lister, Bt. FRS (1827 – 1912), who was a British surgeon and a pioneer of antiseptic surgery. By applying Louis Pasteur's advances in microbiology, he promoted the idea of sterile surgery while working at the Glasgow Royal Infirmary. 1865 Lister successfully introduced carbolic acid (now known as phenol) to sterilise surgical instruments, clean wounds, and for washing surgeons hands before and after operations. These measures led to a reduction in post-operative infections and made surgery safer for patients. “Listerine” was formulated by Dr. Joseph Lawrence and Jordan Wheat Lambert in St. Louis, Missouri, in 1879 as surgical antiseptic, it was given to dentists for oral care in 1895 It was later sold, in distilled form, as both a floor cleaner and a cure for gonorrhoea. But it wasn't a runaway success until the 1920s, when it was advertised as a solution for "chronic halitosis"— a then obscure medical term for bad breath.. In just seven years, the company's revenues rose from $115,000 to more than $8 million.. In 1885, Lawrence sold his share to the Lambert Pharmacal Company. Listerine was packaged in a glass bottle inside a corrugated cardboard tube for nearly 80 years before the first revamps were made to the brand. In 1992, Cool Mint Listerine was introduced in addition to the original Listerine Antiseptic formula and, in 1994, both brands were introduced in plastic bottles for the first time. . From 1921 until the mid-1970s, Listerine was also marketed as a preventive and remedy for colds and sore throats. In 1976, the Federal Trade Commission ruled that these claims were misleading, Originally marketed by the Lambert Pharmacal Company (which later became Warner-Lambert), since 2006 it is manufactured and distributed by Johnson & Johnson In 2009, Johnson and Johnson launched a new alcohol-free version of the product called Listerine Zero. The screw top indicates that the bottle was manufactured post-1920sA clear glass bottle, with a rubber stopper, wrapped in corrugated cardboard containing 'Listerine' mouth rinse .Front Label: LISTERINE / TRADE MARK REGISTERED / ANTISEPTIC / PROOF SPIRIT 50% / LAMBERT / a star / PHARMACAL COMPANY (AUST.) PTY LTD / SYDNEY Back Label : Instructions for use .......... on bottle : LISTERINE ANTISEPTIC / LAMBERT on cardboard wrapper ; 7 FLUID OZ. / LISTERINE / PROOF SPIRIT 50% / ANTISEPTIC, DEODORANT, / PROPHYLACTICpharmacy, listerine, lister joseph, lawrence dr. joseph, lambert jordan wheat, missouri, glasgow royal infirmary, infectious diseases, johnson & johnson ltd., surgery, antiseptics, medicine, pasteur louis, france -
 National Wool Museum
National Wool MuseumPhotograph - 01 Bendigo, Nicole Marie, Women In Wool - Photographic Collection, 2018
National Wool Museum exhibition in form of a series of portraits and a slideshow showcasing the women of Australia’s wool industry. Exhibition was launched on International Women’s Day 2019, featuring images by photographer Nicole Marie. Women In Wool The Australian wool industry would not be what it is today without the significant contribution of women. Often their role has been forgotten or underrepresented. Since colonial times, women have left their mark on the industry, such names as Eliza Forlonge, Elizabeth Macarthur and Anne Drysdale are examples of pioneering Australian women of wool. Traditionally woolsheds were claimed as the domain of men. In the past men would utter the phrase “ducks on the pond” as a cryptic warning to other male shearers that there were women in the sheds and they should watch their language and clean themselves up. But this segregation has changed. In recent years the role of women has increased dramatically across all aspects of the wool industry, but most significantly in woolsheds. Over the last decade the number of women in shearing sheds has almost doubled and it is set to increase further in the coming years. Today, in many sheds across Australia, sometimes women outnumber men when it comes around to shearing time. Women are active and important contributors to the prosperity of the industry. The portraits on show here are a celebration of the significant role of women in the industry. They are a diverse selection, including both young female shearers and experienced workers, ranging in age from 19 to 96. Many of the up-and-coming shearers started as rouseabouts and have stepped up to becoming shearers - one sitter for the project had just returned to the sheds after having a child only three-months before. Also on show are women who devoted decades of their lives to the industry and are only now becoming recognised for their vital role in Australian wool. Foreward by National Wool Museum Senior Curator - Dr. Luke Keoghvirtual imageswool, women in wool, nicole marie