Showing 44 items matching " cast iron works"
-
 Glen Eira Historical Society
Glen Eira Historical SocietyDocument - Burreel
... ... Cast iron works...Burreel Biggin and Scott Auctions Biggin Kevin Lawson Graeme Elsternwick Victorian Style Mansions Stephen Francis Glenhuntly Road Buxton Family Allen George Music Neate Mary Nursing homes Alexander Enid Cellars Bricks Bluestone Slate Verandas Fireplaces Plaster moulds Cool stores Gas lighting Cast iron works Architectural features gardens Document Burreel ...This file contains one item. 1. Auction leaflets for two periods of sale, 5 April and 30 April, years unknown, possibly 1990’s. Articles give same photograph of home, sketch of home and interior plan layout. Also includes history of Burreel to 1982/1983.burreel, biggin and scott, auctions, biggin kevin, lawson graeme, elsternwick, victorian style, mansions, stephen francis, glenhuntly road, buxton family, allen george, music, neate mary, nursing homes, alexander enid, cellars, bricks, bluestone, slate, verandas, fireplaces, plaster moulds, cool stores, gas lighting, cast iron works, architectural features, gardens -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Book - MUSEUM OF VICTORIAN TECHNOLOGY - AN EMPLOYMENT INITIATIVES PROGRAMME, c1983
... ...cast iron museum gas works tourism Bendigo...History House 11 Mackenzie Street Bendigo goldfields BENDIGO History victorian technology cast iron museum gas works tourism Bendigo Bendigo City Council, Bendigo Trust and National Trust of Australia (Victoria) Museum of Victorian Technology - An Employment Initiatives Programme. ...Museum of Victorian Technology - An Employment Initiatives Programme. Project outline and detail for development of a Museum of Victorian Technology at the Old Gasworks Bendigo. Black and white Illustrations & maps.Bendigo City Council, Bendigo Trust and National Trust of Australia (Victoria)bendigo, history, victorian technology, cast iron museum gas works tourism bendigo -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyIron - Kerosene
... Residents in the Kiewa Valley used kerosene irons. iron domestic laundry pressing clothes household kerosene shelite Comfort iron / Self Heating Comfort Iron MFD by / National Stamping and Electric Works / made in U.S.A. Chicago This black iron is made of cast iron with a steel base and a black wooden handle. ...Kerosene irons were used c1930 - 1950 especially where electricity wasn't available. Shelite was another fuel that could be used instead of kerosene. The advantage of the kerosene iron was that it didn't require a stove to be lit (especially in summer) to heat the iron and it didn't require electricity.Residents in the Kiewa Valley used kerosene irons.This black iron is made of cast iron with a steel base and a black wooden handle. This Comfort iron has a ball shaped container with a screw-on lid to hold the fuel (kerosene or Shelite). At the bottom of this ball is a pipe going down then meeting another pipe at right angles to it leading into the iron. At the pipe junction there is a handle on a screw to limit the amount of fuel. The Kerosene would flow through this pipe. There is a filler plug air stem on top. This is a self-heating iron.Comfort iron / Self Heating Comfort Iron MFD by / National Stamping and Electric Works / made in U.S.A. Chicago iron, domestic, laundry, pressing clothes, household, kerosene, shelite -
 Kiewa Valley Historical Society
Kiewa Valley Historical SocietyPot - Cast Iron, c1900
... cast iron. cooking pot. albion stove works. maryborough....Kiewa Valley Historical Society Mount Beauty Information Centre 31 Bogong High Plains Rd Mt Beauty high-country Cattlemen on the High Plains used this cooking pot. cast iron. cooking pot. albion stove works. maryborough. Albion Stove Works, Maryborough. ...Cattlemen on the High Plains used this cooking pot.This circular cast iron pot has three legs. The pot has straight sides, 13 cms high and a diameter of 36 cms. The handle is in two pieces joined with a hinged pin with hooks on the ends. These hooks go through the cast iron protruding "eyes" on each side near the top.Albion Stove Works, Maryborough.cast iron. cooking pot. albion stove works. maryborough. -
 Orbost & District Historical Society
Orbost & District Historical Societyembosser and seal, 1890's
... Cast iron stamp and seal. Stamp (.1) has a wooden handle which works by a lever action. ...Ltd was registered on June 1st 1893 and was an important source of income to the Orbost district. orbost-butter-factory agriculture farming seal embosser stamp On seal in centre : ORBOST Around edge of seal : Orbost Butter Factory plus some unreadable print Cast iron stamp and seal. Stamp (.1) has a wooden handle which works by a lever action. ...This stamp and seal were collected by Kevin Ingram who cleaned up the Orbost Butter factory in 1981. It is possibly from the original factory in the 1890's.This seal was probably used on official letters.The Orbost Butter and Produce Co. Ltd was registered on June 1st 1893 and was an important source of income to the Orbost district.Cast iron stamp and seal. Stamp (.1) has a wooden handle which works by a lever action. It has a rectangular base plate and is painted black.The main stem is decorated in gold paint. The separate seal (.2) seems to have been attached to the stamp.On seal in centre : ORBOST Around edge of seal : Orbost Butter Factory plus some unreadable print orbost-butter-factory agriculture farming seal embosser stamp -
 Orbost & District Historical Society
Orbost & District Historical Societydolly pot
... It works like a large mortar and pestle. dolly-pot gold-mining metal-trades A small cast iron dolly pot. dolly pot ...A dolly pot is used to crush specimens and samples before panning. It works like a large mortar and pestle. A small cast iron dolly pot.dolly-pot gold-mining metal-trades -
 Bendigo Historical Society Inc.
Bendigo Historical Society Inc.Photograph - CHARLIE BUTTON'S STORE
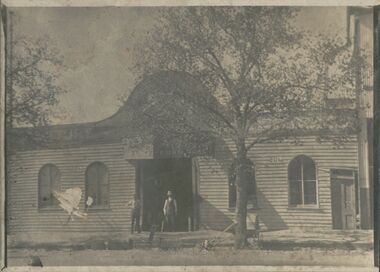
... cast iron cookware. MP 99 top right hand corner. On paper enclosed with photo : ' this large weatherboard building was Charlie Button's Secondhand Furniture Store at 204 Williamson Street next to Jones Miller's Store formerly Pickles' large rolling stock works' ( BHS Inc. )...cast iron cookware. MP 99 top right hand corner. On paper enclosed with photo : ' this large weatherboard building was Charlie Button's Secondhand Furniture Store at 204 Williamson Street next to Jones Miller's Store formerly Pickles' large rolling stock works' ( BHS Inc. ) Photograph CHARLIE BUTTON'S STORE ...black and white photo: large weatherboard building with central doorway, 4 arched windows and panelled doorway to right of photo. Two males standing in doorway. Trunks, prams, rocking chairs in front of photo, also cast iron cookware. MP 99 top right hand corner. On paper enclosed with photo : ' this large weatherboard building was Charlie Button's Secondhand Furniture Store at 204 Williamson Street next to Jones Miller's Store formerly Pickles' large rolling stock works' ( BHS Inc. )organization, business, charlie button's store -
 Queenscliffe Maritime Museum
Queenscliffe Maritime MuseumFunctional object - Anchor, stock, modern
... The introduction of cast steel in 1894 led to the improved Martin-Adelphi pattern, in which the crown and arms are cast in one, and, with the stock, are made of cast steel, the shank remaining of forged iron. A projection in the crown works in a recess (right image), and is secured in its place by a forged steel pin, fitted with a nut and washer, which passes through the crown and the heel of the shank....The introduction of cast steel in 1894 led to the improved Martin-Adelphi pattern, in which the crown and arms are cast in one, and, with the stock, are made of cast steel, the shank remaining of forged iron. A projection in the crown works in a recess (right image), and is secured in its place by a forged steel pin, fitted with a nut and washer, which passes through the crown and the heel of the shank. improved Martins patent anchor, Adelphi pattern Stock-anchor - improved Martins patent, Adelphi pattern Functional object Anchor, stock, modern ...The Improved Martin-Adelphi Anchor. The introduction of cast steel in 1894 led to the improved Martin-Adelphi pattern, in which the crown and arms are cast in one, and, with the stock, are made of cast steel, the shank remaining of forged iron. A projection in the crown works in a recess (right image), and is secured in its place by a forged steel pin, fitted with a nut and washer, which passes through the crown and the heel of the shank.Stock-anchor - improved Martins patent, Adelphi pattern improved Martins patent anchor, Adelphi pattern -
 Flagstaff Hill Maritime Museum and Village
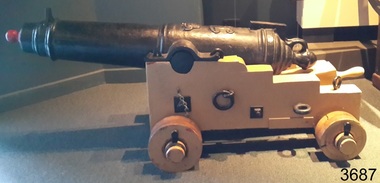
Flagstaff Hill Maritime Museum and VillageWeapon - Carronade, 1840
... cast iron ball, with a smooth bore barrel 6.5 cm in dia the item is mounted on stepped wooden carriage with wooden wheels. Cannon barrel can have its elevation adjusted via a wooden wedge. Gun carriage has loops for locating and holding in position to a deck by ropes. Carriage is a replica made 1982 Weapon Carronade Carron Iron Works ...The carronade was designed as a short-range naval weapon with a low muzzle velocity for merchant ships, but it also found a niche role on warships. It was produced by the Carron Iron Works and was at first sold as a complete system with the gun, mounting, and shot altogether. Carronades initially became popular on British merchant ships during the American Revolutionary War. A lightweight gun that needed only a small gun crew and was devastating at short range was well suited to defending merchant ships against French and American privateers. The invention of the cannon is variously attributed to Lieutenant General Robert Melville in 1759, or to Charles Gascoigne, manager of the Carron Company from 1769 to 1779. In its early years, the weapon was sometimes called a "mellvinade" or a "gasconade". The carronade can be seen as the culmination of a development of naval guns reducing the barrel length and thereby the gunpowder charge. The Carron Company was already selling a "new light-constructed" gun, two-thirds of the weight of the standard naval gun and charged with one-sixth of the weight of the ball in powder before it introduced the carronade, which further halved the gunpowder charge. The theory of its design was to use less powder and had other advantages that were advertised in the company's sales pamphlet of the time, state. The smaller gunpowder charge reduced the barrel heating in action, also reduced the recoil. The mounting, attached to the side of the ship on a pivot, took the recoil on a slider, without altering the alignment of the gun. The pamphlet advocated the use of woollen cartridges, which eliminated the need for wadding and worming, although they were more expensive. Carronades also simplified gunnery for comparatively untrained merchant seamen in both aiming and reloading that was part of the rationale for adopting the gun. Other advantages promoted by the company were. The replacement of trunnions by a bolt underneath, to connect the gun to the mounting, reduced the width of the carriage that enhanced the wide angle of fire. A merchant ship would almost always be running away from an enemy, so a wide-angle of fire was much more important than on a warship. A carronade weighed a quarter as much as a standard cannon and used a quarter to a third of the gunpowder charge. This reduced charge allowed Carronades to have a shorter length and much lighter weight than long guns. Increasing the size of the bore and ball reduces the required length of the barrel. The force acting on the ball is proportional to the square of the diameter, while the mass of the ball rises by the cube, so acceleration is slower; thus, the barrel can be shorter and therefore lighter. Long guns were also much heavier than Carronades because they were over-specified to be capable of being double-shotted, (to load cannons with twice the shot, for increased damage at the expense of range), whereas it was dangerous to do this in a carronade. A ship could carry more carronades, or carronades of a larger calibre, than long guns, and carronades could be mounted on the upper decks, where heavy long guns could cause the ship to be top-heavy and unstable. Carronades also required a smaller gun crew, which was very important for merchant ships, and they were faster to reload. The small bore carronade and carriage is part of a collection of nineteenth Century Flagstaff Hill Guns and Cannon, which is classified as being of significance and was made a few years after the beginning of Queen Victoria's reign in 1837 and fires a 6 lb pound cannon ball. This nineteenth century artillery piece is a rare and representative item of artillery of this era, used predominately on ships, both military and merchant. The artillery piece, individually and as part of the collection, is highly significant for its historical, scientific and aesthetic reasons at the state, national and world level. This carronade represents the methods of artillery technology, its advancement and its modifications to suit dangerous situations that sailors encountered from attacks from free booters (pirates, living from plunder) or others at the time. Carronade firing a 6 lb cast iron ball, with a smooth bore barrel 6.5 cm in dia the item is mounted on stepped wooden carriage with wooden wheels. Cannon barrel can have its elevation adjusted via a wooden wedge. Gun carriage has loops for locating and holding in position to a deck by ropes. Carriage is a replica made 1982Cast into the barrel is the royal emblem of Queen Victoria (VR "Victoria Regina") indicating the carronade was cast during Queen Victoria's reign / 1840 & 4-2-0 denoting the weight of the barrel. Right hand trunnion has a serial number “8708”. Also on top of the barrel is the British "Board of Ordinance" identifying mark a broad arrow indicating the carronade was in military use. flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, colonial defences, victoria’s coastal defences, warrnambool fortification, warrnambool garrison battery, warrnambool volunteer corps, ordinance, armaments, garrison gun, smooth bore cannon, carronade, black powder, 12 pounder, 1840, artillery, lieutenant general robert melville, charles gascoigne, carron company, mellvinade, gasconade -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Water standpipe, Langlands Bros. & Co, 1880-1893
... iron shipbuilder, and one of the largest employers in Victoria at the time. Langlands was known for its high quality workmanship and wide range of goods for mining, engineering, marine, railway and other industrial uses. The company made the first cast bell, the first lamp posts in the colony, and the boiler for the first Australian train. In the 1860s it produced cast iron pipes for the Board of Works...iron shipbuilder, and one of the largest employers in Victoria at the time. Langlands was known for its high quality workmanship and wide range of goods for mining, engineering, marine, railway and other industrial uses. The company made the first cast bell, the first lamp posts in the colony, and the boiler for the first Australian train. In the 1860s it produced cast iron pipes for the Board of Works ...This water standpipe is believed to be the only one of its kind in working order. It was originally located in Warrnambool, on the hillside at the corner of Mickle Crescent and Banyan Street, providing water for the Chinese Market Gardens below, on the flats. It was removed from this location on May 2nd, 1979, with the intention to relocate it at the new Flagstaff Hill Maritime Museum & Village. The standpipe lay in storage for years until the Warrnambool Company, Chemblast, offered to restore it for use as a working display. The display was officially opened on March 31, 2014. The water from the adjacent lake is drawn out with a hand operated water pump, and goes up into the standpipe, where flows through the canvas hose and into the top of the Furphy Farm Water Cart. The display is a visual acknowledgement of the years served by Flagstaff Hill volunteer and Friends of Flagstaff Hill Chairperson, Bob Crossman. Warrnambool’s early settlers had no water supply prior to the mid-1850s. They relied on rain water tanks, domestic wells and springs. The town experienced a huge, destructive fire in William Bateman Jnr. & Co.’s large produce store in November 1856, which highlighted the need for both a fire brigade and a good supply of water. In 1863 a volunteer fire brigade was established. In August 1880 the town celebrated the installation of its first water standpipe on the corner of Liebig and Timor streets. The water was pumped from springs at Cannon Hill through the connected pipeline to the standpipe, then distributed to households via horse and cart. Each of the licenced cart drivers were compelled by Council regulations to keep their carts full from sunset to sunrise, ready to cart water to outbreaks of fire. They received a fee for this service. In 1893 the town installed a water supply, sourced from the Merri River, stored in a reservoir basin and tower in north Liebig Street, and distributed throughout the town in a system of pipes. By late 1939 a reticulated supply was installed, with the water piped in under the Otway Scheme. Standpipes are still used in modern times in rural and remote areas for homes, farms, stock, agriculture and firefighting. Many commercial or government owned standpipes are metered, charging a fee for the quantities of water supplied. This water standpipe was made by Langlands Foundry Co. Limited, Melbourne, which was establish in 1842. It was Melbourne’s first foundry and iron shipbuilder, and one of the largest employers in Victoria at the time. Langlands was known for its high quality workmanship and wide range of goods for mining, engineering, marine, railway and other industrial uses. The company made the first cast bell, the first lamp posts in the colony, and the boiler for the first Australian train. In the 1860s it produced cast iron pipes for the Board of Works, which laid the pipes for Melbourne’s first reticulated water supply. The firm was bought by Austral Otis Co. in 1897.This water standpipe is significant historically as it is believed to be the only one of its type in working condition. The standpipe is significant for being manufactured by early colonial firm Langlands Foundry of Melbourne, which was known for high quality, cast iron products. The firm made the boiler for the first Australian train, assembled the first Australian paddle steamer and made the first Australian cast bell and lamp posts. Langlands was one of the largest employers in Victoria at the time. The standpipe is significant historically as it represents the evolution of water supply services in Australia. Standpipe; vertical cast iron water pipe, painted crimson, fixed in position, tapering inward from the round base to the rectangular joint near the finial on top. A hexagonal pipe extends at right angles from the joint, with an outlet fitting and flow-controlling wheel on the end. A length of canvas hose hangs from the outlet fitting. Inscriptions are on one face of the joint. The standpipe was made by Langlands Foundry Company of Melbourne. Embossed “LANGLANDS FOUNDRY CO. / LIMITED / ENGINEERS / MELBOURNE”warrnambool, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, flagstaff hill, standpipe, stand-pipe, water standpipe, fire standpipe, firefighting equipment, water supply equipment, chinese market gardens, banyan street, liebig street, water tower, bateman’s fire, working display, water supply, town water, rural water, reticulated water, cannon hill spring, merri river, otway water, water carters, horse and cart water supply, volunteer fire brigade, langlands foundry, early melbourne, iron works, bob crossman, late 19th century water supply -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Boiling Copper, Newberry & Walker, Boiling Tub, Circa1900
... Works in 1890 with a workmate from the Humbles iron foundry in Lupton Street Geelong where he worked. Newberry & Walker Foundry & Enameling Works was built adjoining a cottage that was to be the home of the Newberry family during the ensuing years. Although Walker soon relocated to New Zealand, the Newberry and Walker foundry had become a local success. The foundry produced numerous cast...Works in 1890 with a workmate from the Humbles iron foundry in Lupton Street Geelong where he worked. Newberry & Walker Foundry & Enameling Works was built adjoining a cottage that was to be the home of the Newberry family during the ensuing years. Although Walker soon relocated to New Zealand, the Newberry and Walker foundry had become a local success. The foundry produced numerous cast ...Francis John Newberry founded the Victoria Foundry and Enameling Works in 1890 with a workmate from the Humbles iron foundry in Lupton Street Geelong where he worked. Newberry & Walker Foundry & Enameling Works was built adjoining a cottage that was to be the home of the Newberry family during the ensuing years. Although Walker soon relocated to New Zealand, the Newberry and Walker foundry had become a local success. The foundry produced numerous cast iron products such as washing copper frames, and friezes, balustrades and verandah columns. Verandah posts are to be found in declining numbers, but the Newberry and Walker mark can sometimes be seen on the few which remain. A certain number of iron culvert posts were also made; some of them were still in place on the road to Cressy as late as 1961. Perhaps half the iron friezes on Geelong West verandahs came from the local firm’s foundry. A significant item made in Geelong giving a snapshot into the early beginnings of Victoria's industrial manufacturing of products that helped to replace previously imported items from England or America.Copper boiling tub, cast iron frame copper bowl inside of 14 gallon capacity Newberry & Walkerflagstaff hill, warrnambool, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, copper, cast iron, newberry & walker, washing copper frame, laundry, dairy, butchering -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Weight, Thomas & James Middleton, 1840-1852
... Works and were based at the Victoria Iron Foundry in Smethwick’s Rolfe Street Birmingham England. The Britannia Bedstead Works was not a particularly large employer by local standards in 1851 it employed 80 men but it was profitable enough to enable James Middleton and his wife Elizabeth to live in a house in New Street, North Harborne, and to employ a servant. The foundry had been in production from before 1830 or possibly earlier and had become specialist manufacturers in the Birmingham area by the 1840s making many other cast...Works and were based at the Victoria Iron Foundry in Smethwick’s Rolfe Street Birmingham England. The Britannia Bedstead Works was not a particularly large employer by local standards in 1851 it employed 80 men but it was profitable enough to enable James Middleton and his wife Elizabeth to live in a house in New Street, North Harborne, and to employ a servant. The foundry had been in production from before 1830 or possibly earlier and had become specialist manufacturers in the Birmingham area by the 1840s making many other cast ...Thomas and James Middleton owned the Britannia Bedstead Works and were based at the Victoria Iron Foundry in Smethwick’s Rolfe Street Birmingham England. The Britannia Bedstead Works was not a particularly large employer by local standards in 1851 it employed 80 men but it was profitable enough to enable James Middleton and his wife Elizabeth to live in a house in New Street, North Harborne, and to employ a servant. The foundry had been in production from before 1830 or possibly earlier and had become specialist manufacturers in the Birmingham area by the 1840s making many other cast iron items at the foundry, weights being one. An item made in England around 1850-1860 by a renowned company making items various cast iron items at its foundry in Smethwick, Birmingham. Weight cast iron disc black colour4lb "Middleton"flagstaff hill, warrnambool, shipwrecked-coast, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Post Office Receiving Pillar, 1885
... cast iron body required sand blasting and undercoating. The pillar was installed in Flagstaff Hill Maritime Village in March 2014. A specialist visited the Village and painted the pillar with 7 coats of ‘post office red’ then completed the job with gold paint on the details. In 2015 an information plate of brass was fitted to the Pillar in the position that would have originally announced the clearing times. It was originally manufactured by G Couch, Engineer, Alliance Iron Works...COUCH - / ENGINEER / ALLIANCE IRON / WORKS / MELBOURNE” Post Office Receiving Pillar, or letterbox.1885 "High Door Round" design, restored 2014 Tall cast iron sylinder with decorative dome cap, slot in side, hinged door with handle shaped as a fist. ...Post Office Receiving Pillar was Collected from Warrnambool City Council’s Scott Street Depot and transported to Flagstaff Hill, stored in the Barracks area Friends of Flagstaff Hill began the project of restoring the Post Office Receiving Pillar in early 2011. The replacement dome required a pattern to be made from paper, then timber, then someone to manufacture it. The cast iron body required sand blasting and undercoating. The pillar was installed in Flagstaff Hill Maritime Village in March 2014. A specialist visited the Village and painted the pillar with 7 coats of ‘post office red’ then completed the job with gold paint on the details. In 2015 an information plate of brass was fitted to the Pillar in the position that would have originally announced the clearing times. It was originally manufactured by G Couch, Engineer, Alliance Iron Works, Melbourne. Gordon Couch passed away in June 1896 and his Works were offered for auction in November 1897. HISTORY OF POST OFFICE RECEIVING PILLARS In 1851 ‘pillar boxes’ were installed at roadside locations in the island of Jersey, England; they had already been successful in several European countries. The use of new prepaid, adhesive postage stamps as well as the roadside pillar boxes meant there was no need for the public to take a trip to the Post Office just to post a letter. By 1855 London had installed its first six Pillar Boxes. In 1856 the pillar boxes were first introduced in Sydney. These were circular with a crown on the dome, supported by leaves. Early Victoria Mail was originally collected by ‘letter carriers’, first appointed in Melbourne in 1841, equipped with leather bag and hand bell. He wore a red coat with brass buttons and a black top hat! In 1844 two wooden receiving boxes were erected in Melbourne. The first cast iron boxes were installed in South Melbourne (Emerald Hill) and were still in service until 1967. They were a fluted circular design and made in England. In the early 1860’s the ‘low door round’ design posting box was introduced, being circular and surrounded by a crown, with two broad embossed bands around its circumference. The clearance door was in front of the box and low down. These were made in Australia. In the early 1870’s square boxes with a tapering top were being used. These too were made in Australia by different manufacturers with slight variations on style such as the orientation and number of slots. Next came the circular boxes again, similar to the ‘low door round’ but with the clearance door extending to just below the posting slot, often referred to as ‘high door round’. These boxes did not have embossed bands. In 1887 small cast iron boxes were introduced, attached to posts and poles and called ‘lamp post receivers’. Around 1930 a ‘London’ model was used in Victoria. It was copied from the flat-domed type in London but made in Tasmania. … [References: Flagstaff Hill Maritime Village records, The Argus, 11th April, 1890, The Argus, 2nd July, 1896, The Argus, 30th Nov. 1897, “Stamps.Au” http://www.stampsau.com, 4th April 2011 (Extracted from “Australian Street Posting Boxes” by Ken Sparks – out of print)] Post Office Receiving Pillar, or letterbox.1885 "High Door Round" design, restored 2014 Tall cast iron sylinder with decorative dome cap, slot in side, hinged door with handle shaped as a fist. Painted red with gold trip..Reconditioned barrel, reconstructed dome. Restored by Friends of Flagstaff Hill, 2014. Now a working letterbox. Made in Melbourne.Oval maker's plate “ - G. COUCH - / ENGINEER / ALLIANCE IRON / WORKS / MELBOURNE”flagstaff hill, warrnambool, shipwrecked coast, flagstaff hill maritime museum, maritime museum, shipwreck coast, flagstaff hill maritime village, great ocean road, post office receiving pillar, letterbox, mailbox, australia post -
Glenelg Shire Council Cultural Collection
Domestic object - Try pot, n.d
... Glenelg Shire Council Cultural Collection History House Cliff Street Portland great-ocean-road Believed donated to City of Portland Collection, stored at city works depot for many years. whaling Front: on lip "Bishop London" Cast iron, oval shaped pot, 2 flat sides, 2 round lifting or bracing lugs diagonally opposite each other. ...Believed donated to City of Portland Collection, stored at city works depot for many years.Cast iron, oval shaped pot, 2 flat sides, 2 round lifting or bracing lugs diagonally opposite each other. Circular opening on the top surrounded by collar. Gaps in collar (to fit spout or perhaps to join another pot).Front: on lip "Bishop London"whaling -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageInstrument - Barometer, 1867
... Also in the 1860s, they commenced manufacture of cast iron pipes for the Board of Works, which was then laying the first reticulated water supply system in Melbourne. ...Also in the 1860s, they commenced manufacture of cast iron pipes for the Board of Works, which was then laying the first reticulated water supply system in Melbourne. ...Langlands Company History: Langlands foundry was Melbourne's first foundry and iron shipbuilder established in 1842, only 8 years after the founding of the Victorian colony by two Scottish immigrants, Robert Langlands and Thomas Fulton, who had formed a partnership before emigrating (1813–1859). The business was known as the 'Langlands Foundry Co'. Henry Langlands (1794-1863), left Scotland in 1846 with his wife Christian, née Thoms, and five surviving children to join his brother Robert. By the time he arrived in early January of 1847 the partnership of Robert Langlands and Fulton had dissolved as Fulton had gone off to establish his own works. It was at this time that the two brothers took over ownership of Langlands foundry. Several years later Robert retired and Henry became sole the proprietor. The foundry was originally located on Flinders Lane between King and Spencer streets. Their sole machine tool, when they commenced as a business, was a small slide rest lathe turned by foot. In about 1865 they moved to the south side of the Yarra River, to the Yarra bank near the Spencer Street Bridge and then in about 1886 they moved to Grant Street, South Melbourne. The works employed as many as 350 workers manufacturing a wide range of marine, mining, civil engineering, railway and general manufacturing components including engines and boilers. The foundry prospered despite high wages and the lack of raw materials. It became known for high-quality products that competed successfully with any imported articles. By the time Henry retired, the foundry was one of the largest employers in Victoria and was responsible for casting the first bell and lamp-posts in the colony. The business was carried on by his sons after Henry's death. The company was responsible for fabricating the boiler for the first railway locomotive to operate in Australia, built-in 1854 by Robertson, Martin & Smith for the Melbourne and Hobson's Bay Railway Company. Also in the 1860s, they commenced manufacture of cast iron pipes for the Board of Works, which was then laying the first reticulated water supply system in Melbourne. Langlands was well known for its gold mining equipment, being the first company in Victoria to take up the manufacture of mining machinery, and it played an important role in equipping Victoria's and Australia's first mineral boom in the 1850s and 1860s. Langlands Foundry was an incubator for several engineers including Herbert Austin (1866–1941) who worked as a fitter at Langlands and went on to work on the Wolesely Shearing machine. He also founded the Austin Motor Company in 1905. Around the 1890s Langlands Foundry Co. declined and was bought up by the Austral Otis Co. in about 1893. History for Grimoldi: John Baptist Grimoldi was born in London UK. His Father was Domeneck Grimoldi, who was born in Amsterdam with an Italian Father and Dutch mother. Domeneck was also a scientific instrument maker. John B Grimoldi had served his apprenticeship to his older brother Henry Grimoldi in Brooke Street, Holburn, London and had emigrated from England to Australia to start his own meteorological and scientific instrument makers business at 81 Queens St Melbourne. He operated his business in 1862 until 1883 when it was brought by William Samuel and Charles Frederick, also well known scientific instrument makers who had emigrated to Melbourne in 1875. John Grimoldi became successful and made a number of high quality measuring instruments for the Meteorological Observatory in Melbourne. The barometer was installed at Warrnambool's old jetty and then the Breakwater as part of the Victorian Government's insistence that barometers be placed at all major Victorian ports. This coastal barometer is representative of barometers that were installed through this government scheme that began in 1866. The collecting of meteorological data was an important aspect of the Melbourne Observatory's work from its inception. Just as astronomy had an important practical role to play in navigation, timekeeping and surveying, so the meteorological service provided up to date weather information and forecasts that were essential for shipping and agriculture. As a result, instruments made by the early instrument makers of Australia was of significant importance to the development and safe trading of companies operating during the Victorian colonies early days. The provenance of this artefact is well documented and demonstrates, in particular, the importance of the barometer to the local fishermen and mariners of Warrnambool. This barometer is historically significant for its association with Langlands’ Foundry which pioneered technology in the developing colony by establishing the first ironworks in Melbourne founded in 1842. Also, it is significant for its connection to John B Grimoldi who made the barometer and thermometer housed in the cast iron case. Grimoldi, a successful meteorological and scientific instrument maker, arrived in the colony from England and established his business in 1862 becoming an instrument maker to the Melbourne Observatory. Additional significance is its completeness and for its rarity, as it is believed to be one of only two extant barometers of this type and in 1986 it was moved to Flagstaff Hill Maritime Village as part of its museum collection. Coast Barometer No. 8 is a tall, red painted cast iron pillar containing a vertical combined barometer and thermometer. Half way down in the cast iron framed glass door is a keyhole. Inside is a wooden case containing a mercury barometer at the top with a thermometer attached underneath, each with a separate glass window and a silver coloured metal backing plate. Just below the barometer, on the right-hand side, is a brass disc with a hole for a gauge key in the centre. The barometer has a silvered tin backing plate with a scale, in inches, of "27 to 31" on the right side and includes a Vernier with finer markings, which is set by turning the gauge key. The thermometer has a silvered tin backing plate with a scale on the left side of "30 to 140". Each of the scales has markings showing the units between the numbers.Inscription at the top front of the pillar reads "COAST BAROMETER" Inscribed on the bottom of the pillar is "No 8". and "LANGLANDS BROS & CO ENGINEERS MELBOURNE " The barometer backing plate is inscribed "COAST BAROMETER NO. 8, VICTORIA" and printed on the left of the scale, has "J GRIMOLDI" on the top and left of the scale, inscribed "Maker, MELBOURNE". There is an inscription on the bottom right-hand side of the thermometer scale, just above the 30 mark "FREEZING" Etched into the timber inside the case are the Roman numerals "VIII" (the number 8)flagstaff hill, warrnambool, maritime village, maritime museum, flagstaff hill maritime museum & village, shipwreck coast, great ocean road, warrnambool breakwater, coast barometer, coastal barometer, barometer, weather warning, ports and harbours, fishery barometer, sea coast barometer, austral otis co, coast barometer no. 8, henry grimoldi, henry langlands, john baptist grimoldi, langlands foundry co, meteorological instrument maker, robert langlands, scientific instrument maker, thermometer, thomas fulton -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageDomestic object - Stove, Cox and Rizzetti Stove Works, ca. 1918-1930s
... cast iron stoves were produced with burners in different positions, giving varied temperatures, so a wide variety of foods could be cooked at the same time at the most suitable heat, from slow cooking to baking scones. In contemporary times people the new wood-burning stoves had to meet the anti-pollution standards now in place to protect our environment. By the 1920s gas cookers were being introduced for domestic use, and by the 1930s electric home cookers were being offered to householders. PLANET STOVES In August 1925 the firm Cox and Rizzetti, Stove Works...cast iron stoves were produced with burners in different positions, giving varied temperatures, so a wide variety of foods could be cooked at the same time at the most suitable heat, from slow cooking to baking scones. In contemporary times people the new wood-burning stoves had to meet the anti-pollution standards now in place to protect our environment. By the 1920s gas cookers were being introduced for domestic use, and by the 1930s electric home cookers were being offered to householders. PLANET STOVES In August 1925 the firm Cox and Rizzetti, Stove Works ...Cast iron stoves burn solid fuel such as wood or coal, and are used for cooking and warmth. The stoves have a firebox with a grate where the fuel is burned. The hot air flows through flues and baffles that heat the stove top and the oven. Before cast iron stoves were invented, cooking and heating were carried out in outdoor open fires, and later, in fireplaces inside the home. In 1642 the first cast iron stove was manufactured in Lynn, Massachusetts, where molten cast iron was poured into a sand mould to make rectangular plates that were then joined together to make a box. Benjamin Franklin invented the more efficient Pennsylvania stove in 1744, and this efficient design is still used today. After the mid-19th century cast iron stoves were produced with burners in different positions, giving varied temperatures, so a wide variety of foods could be cooked at the same time at the most suitable heat, from slow cooking to baking scones. In contemporary times people the new wood-burning stoves had to meet the anti-pollution standards now in place to protect our environment. By the 1920s gas cookers were being introduced for domestic use, and by the 1930s electric home cookers were being offered to householders. PLANET STOVES In August 1925 the firm Cox and Rizzetti, Stove Works, and also Sydney Road, South Melbourne, advertised in the Brunswick and Coburg Leader of November 11, 1925 as "formerly with Harnwell and Sons" and as "specialists in solid cast iron Planet stoves ... which merit an inspection from builders and householders". The firm continued in business and was mentioned as sponsors in the King Island News in 1971. Harnwell and Sons was listed in the Victorian Government Gazette of 1894. It is curious that the firm was mentioned in an article in the Sunrasia Daily of June 14, 1934 titled 'Planet Stoves' as a manufacturer of Planet Stoves. This Planet No 3 stove is an uncommon example of cooking equipment used in kitchens in the early 20th century, as the firebox is above the oven rather than beside it. The cast iron combustion stove is significant as part of the evolution of domestic cooking. Previously cooking was mostly carried out in outdoors in open fires, and later in fireplaces indoors. Cast iron stoves are still used today and have additional features such as thermostats to monitor and maintain temperature, water heating pipes connected, and environmentally approved anti-pollution fittings. Stove; a compact, blackened cast iron combustion cooker, installed within a fireplace and enclosed by bricks on both sides. The upright rectangular stove has a flat top with three round, removable cook plates and a flue connected at the back. The front has three doors with round knob handles; a swing-down firebox door above a sliding ashtray, and two side-hinged oven doors above a sliding opening. Inside on the side walls are two pairs of runners. Behind the pair of doors is an oven with two pairs of rails and two removable metal shelves. The stove has cast inscriptions on the chimney flue and on the front of the right hand side stove door. The model of the stove is The Planet No 3, made in Melbourne.Chimney flue, "[within rectangle] THE / PLANET" Stove door, "(within oval) PLANET / No 3"flagstaff hill, flagstaff hill maritime museum and village, warrnambool, maritime museum, maritime village, great ocean road, shipwreck coast, stove, cast iron stove, combustion stove, wood-burning stove, wood stove, wood oven, solid fuel stove, cooker, the planet, planet, planet no. 3, kitchen equipment, baking, domestic cooking, cooking equipment, food preparation, planet stove, planet cooker, cooking range, slow combustion stove, antique, range cooker, cox and rizzetti, harnwell and sons, melbourne manufacturer -
 Flagstaff Hill Maritime Museum and Village
Flagstaff Hill Maritime Museum and VillageFunctional object - Anchor, Henry P Parkes & Co, 1885 - 1904
... Iron Works. Some of the chains were exhibited at the Great Exhibition in 1851 and also at the 1855 French Exhibition in Paris, where they won a prize medal. Henry Pershouse Parkes died in 1867 and appears to have been succeeded by his son, who had the same name. In 1867 the firm produced the largest anchor in the world, at that time. It was built for Brunel’s S. S. Great Eastern to the patented design of Joseph Beterley, of Liverpool. The anchor, which weighed eight tons was twenty six and a half feet long and cast...Iron Works. Some of the chains were exhibited at the Great Exhibition in 1851 and also at the 1855 French Exhibition in Paris, where they won a prize medal. Henry Pershouse Parkes died in 1867 and appears to have been succeeded by his son, who had the same name. In 1867 the firm produced the largest anchor in the world, at that time. It was built for Brunel’s S. S. Great Eastern to the patented design of Joseph Beterley, of Liverpool. The anchor, which weighed eight tons was twenty six and a half feet long and cast ...In about 1820 Henry Pershouse Parkes, from Dudley, established the Tipton Green Chain and Anchor Works (Staffordshire). The firm’s products included cables, chains, anchors and all kinds of forgings. In 1851 some tests were carried out on the company’s chains to demonstrate the tensile strength and fibrous toughness of the iron used in their production. The iron used on this occasion was supplied by Summer Hill Iron Works. Some of the chains were exhibited at the Great Exhibition in 1851 and also at the 1855 French Exhibition in Paris, where they won a prize medal. Henry Pershouse Parkes died in 1867 and appears to have been succeeded by his son, who had the same name. In 1867 the firm produced the largest anchor in the world, at that time. It was built for Brunel’s S. S. Great Eastern to the patented design of Joseph Beterley, of Liverpool. The anchor, which weighed eight tons was twenty six and a half feet long and cast from iron supplied by Bloomfield Iron Works. It was tested at Tipton Proving House and found to be able to stand a strain of 100 tons. Henry Pershouse Parkes junior went into partnership with Alexander Stewart Ross to form Henry P. Parkes and Ross. The partnership came to an end in 1885 and the company became Henry P. Parkes & Company. In 1904 the business was sold and became H. P. Parkes and Company, under the control of N. Hingley & Sons Limited, of Netherton. In 1944 the company’s name was changed to Richard Sykes and Son Limited, then in 1947 it became H. P. Parkes & Company Limited. The business went into liquidation in 1966.The item is significant as an early example of a well known prize winning British anchor and chain maker from the mid 19th century. The company name on the anchor indicate the period of manufacture making it a significant item prized today by collectors.Anchor 5 pronged metal with loop at bottom to attach anti-snag rope. Long shank painted black. Label attached "Henry P Parker and Co"flagstaff hill, warrnambool, flagstaff-hill, flagstaff-hill-maritime-museum, maritime-museum, shipwreck-coast, flagstaff-hill-maritime-village, five pronged anchor, henry p parkes & co, tipton green chain and anchor works -
 Federation University Historical Collection
Federation University Historical CollectionBook, Ballarat Conservation Guidelines, 1981, 1981
... cast iron wndy jacobs miles lewis gary vines heritage planning heritage guidelines Cream soft coloured book of 60 pages. Contents include - Contributary Commercial Buildings, New COmmercial Buildings, Contributary residential Buildings, New Residential Development, Public and In stitutiona Buildings, Railways, Cemeteries, Botanic Gardens, Lake Wendouree, Public Open Spaces, Street Works, Fences and Landscaping, Advertising Guidelines, Lydiard/Camp Street Precinct Case Study Ballarat Conservation Guidelines, 1981 Book Book Jacobs Lewis Vines Architects and Conservation Planners ...The Guidelines were commissioned by the City of Ballarat , Historical Buildings Preservation Council and the Australian Heritage Commission.Cream soft coloured book of 60 pages. Contents include - Contributary Commercial Buildings, New COmmercial Buildings, Contributary residential Buildings, New Residential Development, Public and In stitutiona Buildings, Railways, Cemeteries, Botanic Gardens, Lake Wendouree, Public Open Spaces, Street Works, Fences and Landscaping, Advertising Guidelines, Lydiard/Camp Street Precinct Case Studyballarat, conservation guidelines, lydiard/camp street precinct case study, railway, botanic gardens, guttes, footpaths, signs, signage, fences, robin nuttall, gerald jenzen, ray tonkin, conservation study, architectural styles, verandahs, shopfronts, cast iron, wndy jacobs, miles lewis, gary vines, heritage planning, heritage guidelines -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedTool - D324 WRENCH - H. V. McKay, H. V. McKay Pty. Ltd, Early 1900's
... works, and the design is significant enough for images of the tool to be used in an artistic mural, which is painted on the Eastern Pillar of the new H. V. McKay Footbridge in Sunshine, Victoria 3020. h. v. mckay pty. ltd d324 d324 wrench d324 spanner agricultural spanner antique wrench agricultural tool albert montgomery jack causon lake tooliorook 'H V McKAY' on one side and 'D324' on the reverse side Curved double ended rusty cast iron wrench with 4 open slots plus 2 closed slots Tool D324 WRENCH - H. ...This type of wrench or spanner was used as a service tool for H. V. McKay Pty. Ltd. manufactured agricultural machinery. This specific tool belonged to Albert (Bert) Montgomery of 11 Kamarooka St, Albion. Bert Montgomery was born in Sunshine and in 1910 was apprenticed as a carpenter with Sunshine Harvester Works, where he worked as a wood machinist. On 19 August 1914, while still an apprentice, he enlisted in the First AIF. He left McKay's and started business as a builder probably just prior to WW2. After the war he joined the Shire of Braybrook as Assistant Building Surveyor until he retired. In 1962 Bert and his friend Jack Causon (proprietor of an Anderson Road second hand store that previously was Les James grocery) were on a fishing trip to Lake Tooliorook (aka Ettrick) near Lismore, Victoria. Their boat capsized and both fishermen were drowned. Bert was a Past President of Sunshine RSL and at that time it was reported that his funeral was the largest that Sunshine had seen. The information about Bert Montgomery was supplied by a Committee member of the Sunshine & District Historical Society Inc. who spoke to Montgomery's daughter, who also donated the tool. This tool serves as a reminder of the large H. V. McKay agricultural manufacturing works that once existed in Sunshine. The tool is associated with the works, and the design is significant enough for images of the tool to be used in an artistic mural, which is painted on the Eastern Pillar of the new H. V. McKay Footbridge in Sunshine, Victoria 3020.Curved double ended rusty cast iron wrench with 4 open slots plus 2 closed slots'H V McKAY' on one side and 'D324' on the reverse sideh. v. mckay pty. ltd, d324, d324 wrench, d324 spanner, agricultural spanner, antique wrench, agricultural tool, albert montgomery, jack causon, lake tooliorook -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionFire Finder
... Heavy cast iron circular object with a paper topographic map mounted on it. The metal dial and ruler works similar to a compass. ...Heavy cast iron circular object with a paper topographic map mounted on it. The metal dial and ruler works similar to a compass. ...Victoria once had well over one hundred fire lookouts and firetowers. Fire lookouts, or observation posts, were often just a clearing on a hill or a vantage point, whereas firetowers were definite structures. Many were established by the Forests Commission Victoria (FCV) in the 1920s, but the network was expanded rapidly in response to recommendations of the Stretton Royal Commission after the 1939 Black Friday bushfires. When a fire or smoke was spotted from the tower a bearing was taken with the alidade and radioed or telephoned into the district office. It was then cross referenced with bearings from other towers on a large wall map to give a "fix" on the fire location. Alidades and telescopes were used in the post war period but were replaced with a much simpler map table and reference string suspended from the centre of the tower cabin. This "Fire Finder" was used in Canadian fire towers to identify the location of wildfires. The unique design was first developed by the British Columbia Forest Service (BCFS) in the early 1950s. Close examination of the map indicates that this particular Fire Finder may have been once used at Bluejoint Mountain lookout in Granby Provincial Park. This Fire Finder was a gift to Barry (Rocky) Marsden from the British Columbia Forest Service in the late 1980s in recognition of the close relationships that had been forged with the staff at the Altona Workshops over many decades. Fire Finders were originally painted black but this one was repainted green after it arrived at Altona. The BC Forest Service had a large facility where they manufactured Fire Finders and many other items of equipment, but in the 1980s it was shut down. Heavy cast iron circular object with a paper topographic map mounted on it. The metal dial and ruler works similar to a compass. The sight tube is used to determine the bearing and elevation of the fire on the map. This Fire Finder also sometimes known as an Alidade. Its a different design from the Osborne Fire Finder widely used in North American fire lookouts from the 1920s. British Columbia Forest Service. Model 62A. Serial Number 6308.bushfire -
 Department of Energy, Environment and Climate Action
Department of Energy, Environment and Climate ActionFire Finder
... Heavy cast iron circular object with a paper topographic map mounted on it. The metal dial and ruler works similar to a compass. ...Heavy cast iron circular object with a paper topographic map mounted on it. The metal dial and ruler works similar to a compass. ...Victoria once had well over one hundred fire lookouts and firetowers. Fire lookouts, or observation posts, were often just a clearing on a hill or a vantage point, whereas firetowers were definite structures. Many were established by the Forests Commission Victoria (FCV) in the 1920s, but the network was expanded rapidly in response to recommendations of the Stretton Royal Commission after the 1939 Black Friday bushfires. When a fire or smoke was spotted from the tower a bearing was taken with the alidade and radioed or telephoned into the district office. It was then cross referenced with bearings from other towers on a large wall map to give a "fix" on the fire location. Alidades and telescopes were used in the post war period but were replaced with a much simpler map table and reference string suspended from the centre of the tower cabin. This "Fire Finder" was used in Canadian fire towers to identify the location of wildfires. The unique design was first developed by the British Columbia Forest Service (BCFS) in the early 1950s. Close examination of the map indicates that this particular Fire Finder may have been once used at Bluejoint Mountain lookout in Granby Provincial Park. This Fire Finder was a gift to Barry (Rocky) Marsden from the British Columbia Forest Service in the late 1980s in recognition of the close relationships that had been forged with the staff at the Altona Workshops over many decades. Fire Finders were originally painted black but this one was repainted green after it arrived at Altona. The BC Forest Service had a large facility where they manufactured Fire Finders and many other items of equipment, but in the 1980s it was shut down. Heavy cast iron circular object with a paper topographic map mounted on it. The metal dial and ruler works similar to a compass. The sight tube is used to determine the bearing and elevation of the fire on the map. This Fire Finder also sometimes known as an Alidade. Its a different design from the Osborne Fire Finder widely used in North American fire lookouts from the 1920s. British Columbia Forest Service. Model 62A. Serial Number 6308.bushfire -
 Working Heritage Crown Land Collection
Working Heritage Crown Land CollectionPlaque - former Royal Mint Plaque, The Royal Mint
... IN 1970 the Public Works Department commenced the restoration and adaptation of this building and the Guard Houses for their present purposes. The object is a cast iron ...The object is a cast iron plaque.The Melbourne branch of the Royal Mint was established in 1965 after negotiations between Victoria and the British Exchequer. The original site contained 9,763 square meters and included a large area at the rear of the building. On this area, November 16th, 1869, the erection commenced of a single storey building forming three sides of a courtyard and containing workshops, laboratories and coining hall. The Guard Houses and this existing building, which completed the courtyard and housed administrative offices, deputy master's quarters and bullion room followed. All these buildings were designed by J. J. Clark, architect with the Public Works Department. The official opening took place on June 6th, 1872, when the first gold sovereigns were minted. IN 1970 the Public Works Department commenced the restoration and adaptation of this building and the Guard Houses for their present purposes. historic building, former royal mint -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedMemorabilia - Massey Ferguson Ash Tray
... Materials: Cast Iron Production Method: Foundry Moulding & Casting Metal When made: November 1976 When used: 1976 Where made: Australia, Victoria, Sunshine Where used: Australia, Victoria, Sunshine Massey Ferguson Sunshine Harvester Works Manufacturing "MASSEY FERGUSSON" "FIRST CAST" "NEW FURNACE NOV 76. - AUSTRALIA LTD" Ash tray - One of many "Cast" in "MASSEY FERGUSSON" new Foundary November 1976 Memorabilia Massey Ferguson Ash Tray ...To commemorate the first pour of metal from a New Furnace & Foundary Complex. Many of these trays were cast. Materials: Cast Iron Production Method: Foundry Moulding & Casting Metal When made: November 1976 When used: 1976 Where made: Australia, Victoria, Sunshine Where used: Australia, Victoria, SunshineAsh tray - One of many "Cast" in "MASSEY FERGUSSON" new Foundary November 1976"MASSEY FERGUSSON" "FIRST CAST" "NEW FURNACE NOV 76. - AUSTRALIA LTD"massey ferguson, sunshine harvester works, manufacturing -
 Sunshine and District Historical Society Incorporated
Sunshine and District Historical Society IncorporatedBadge - H.V. McKay Massey Harris Trolley Badge, H.V. McKay Massey Harris Pty. Ltd
... Cast iron badge is placed on a tubular sack trolley in the the centre. H.V. McKays Massey Ferguson Sunshine Harvester Works Manufacturing Local History Badge The trolley badge is a cast iron oblong shape, dark brown and rustic in appearance, with raised capital lettering. ...Cast iron badge is placed on a tubular sack trolley in the the centre.A cast iron metal trolley badge showing the name H. V. McKay Massey Harris Pty. Ltd. SunshineThe trolley badge is a cast iron oblong shape, dark brown and rustic in appearance, with raised capital lettering. It has a raised border on the edge along with two holes to attach to a sack trolley. The back is flat and rough with two areas being slightly lighter in brown. The edge of the cast iron badge is slightly rough while the other side at the top is a burr of when it was formedh.v. mckays massey ferguson, sunshine harvester works, manufacturing, local history badge -
 Wannon Water
Wannon WaterCast iron seal embossing press, Excello, Seal
... works for the supply of water to the township of Heywood. The Trust was abolished on 1 July 1984 under the Water and Sewerage (Restructuring) Act 1983 when it amalgamated with the Heywood Sewerage Authority to form Heywood Water Board A cast iron seal press, . ...Heywood Waterworks Trust was constituted on 20 November 1962 upon application by Councillors of the Shire of Portland to construct, manage and maintain the works for the supply of water to the township of Heywood. The Trust was abolished on 1 July 1984 under the Water and Sewerage (Restructuring) Act 1983 when it amalgamated with the Heywood Sewerage Authority to form Heywood Water BoardA cast iron seal press, . This was used by Heywood Waterworks Trust to emboss agreements and official documents. Die is still attached to the press. It reads: Heywood Waterworks Trust 1963Small metal machine painted black and mounted onto a black rubber base. Two dies are attached with the seal of Heywood Waterworks Trust. Paper is placed between the dies, the handle depressed and the seal embossed on the paper under pressure as a blind (inkless) embossing. The seal consists of two circles with the wording "Heywood Waterworks Trust".Heywood Waterworks Trust 1963/ Excello / Reg Trade Mark/ Seal Press/ Pat NO 420419/Size No 2/Inscription on rubber base: "EXCELLO SEAL PRESS" / REGD TRADE MARK / 1. PATENT ROLLER BEARING HANDLE PAT. NO. 420419 / 2. DURABLE PLASTIC COUNTER / 3. RUBBER DESK PROTECTOR / STANDARD RUBBER TYPE CO. LTD. / TOKYO JAPAN"heywood, public administration, water supply, amalgamations -
 Wannon Water
Wannon WaterCast Iron Seal Embossing Press, Seal
... works for the supply of water to the township of Mortlake. The Trust was abolished on 1 July 1984 under the Water and Sewerage Authorities (Restructuring) Act 1983 when authority was transferred to the Mortlake Water Board. A cast iron ...Mortlake Waterworks Trust – 18 May 1915 to 1 July 1984 Mortlake Waterworks Trust was constituted on 18 May 1915 following application by the Shire of Mortlake to carry out works for the supply of water to the township of Mortlake. The Trust was abolished on 1 July 1984 under the Water and Sewerage Authorities (Restructuring) Act 1983 when authority was transferred to the Mortlake Water Board. A cast iron seal press. This was used by Mortlake Waterworks Trust to emboss agreements and official documents. Die is still attached to the press. It reads: Mortlake Waterworks Trust 1915. Small metal machine painted black , decorated gold . Dies are attached with the seal of Mortlake Waterworks Trust . Paper is placed between the dies, the handle depressed and the seal embossed on the paper under pressure as a blind (inkless) embossing. The seal consists of two circles with the wording "Mortlake Waterworks Trust 1915". Mortlake Waterworks Trust 1915mortlake, public administration, water supply, amalgamations -
 Wannon Water
Wannon WaterPipe, Cast Iron Pipe
... This 75 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013...Wannon Water 25 Gateway Road Warrnambool great-ocean-road This 75 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 Water Pipe Reticulation Cast Iron pipe - rust encrusted on the outside, cement lined on the inside Cast Iron Pipe Pipe ...This 75 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013Cast Iron pipe - rust encrusted on the outside, cement lined on the insidewater, pipe, reticulation, -
 Wannon Water
Wannon WaterPipe, Cast Iron Pipe
... This 75 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 ...Wannon Water 25 Gateway Road Warrnambool great-ocean-road This 75 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 Water Pipe Reticulation Rust encrusted on the outside, cement lined on the inside Cast Iron Pipe Pipe ...This 75 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 Rust encrusted on the outside, cement lined on the insidewater, pipe, reticulation -
 Wannon Water
Wannon WaterPipe, Cast Iron Pipe
... This 100 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 ...Wannon Water 25 Gateway Road Warrnambool great-ocean-road This 100 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 Water Pipe Reticulation Rust Encrusted on the outside - cement lined on the incside Cast Iron Pipe Pipe ...This 100 mm cast iron pipe was laid in 1920 and would have been cement lined in the 1960's. It was replaced during modifications of Jamieson Street Roundabout Pipe Works in 2013 Rust Encrusted on the outside - cement lined on the incsidewater, pipe, reticulation -
 Puffing Billy Railway
Puffing Billy RailwayEquipment - Victorian Railways Carriage Foot Warmer
... works. Historic - Victorian Railways - Carriage Heater - Foot warmer puffing billy victorian railways carriage haeter foot warmer passenger comfort station furnace railway ephemera early heating methods A rectangular-shaped stainless steel casing with a welded seam down the back and welded ends. There is a handle at one end for carrying and shaking. Inside the foot warmer are two baffle plates and three trays to contain the sodium acetate. There was a cast-iron ...During prestige, long distance train journeys some carriages had air-conditioning, and the majority of passengers had to brave unheated carriages. To offer some comfort during the winter months, the non-air-conditioned carriages were provided with footwarmers. These were metal containers roughly 100 mm thick and 300 mm wide, and about 750 mm long, which were filled with salt crystals (concentrated crystalline hydrated sodium acetate). The footwarmers were covered by sleeves of thick canvas, and two footwarmers were usually placed in each compartment of non-air-conditioned carriages. To activate the chemicals, the footwarmers were heated almost to boiling point. This was done by removing the canvas sleeves and placing the footwarmers in a large bath of very hot water. After they had been heated, they were removed from the bath and the sleeves refitted. They were then ready to be placed in the carriages. The McLaren patent foot warmer was used on railways in New South Wales, Queensland, Victoria and South Australia as well as South Africa and New Zealand. It was during the 1901 royal visit by the Duke and Duchess of Cornwall that these foot warmers were first used in New Zealand in the royal carriage. Before railway carriage heating was introduced, McLaren patent foot warmers were placed on the floor of New South Wales government railway carriages from 1891 to provide a little passenger comfort. The rectangular steel container worked a bit like a hot water bottle but instead of water contained six and a half kilograms of loosely-packed salt crystals, (concentrated crystalline hydrated sodium acetate). This was permanently sealed inside the container with a soldered cap. After the foot warmer was heated in vat of boiling water for about one and a quarter hours the crystals became a hot liquid. (The melting point for sodium acetate is 58 degrees). There was a whole infrastructure of special furnaces set up at stations for the daily heating of foot warmers. By 1914 the Victorian railways had 4,000 foot warmers in service and by 1935 there were 33 furnaces at principal stations to heat them. After about 10 hours the container was picked up by the handle and given a good vertical shake which helped the cooled liquid reform into a solid mass of hot crystals. Staff or sometimes passengers shook them en route when the foot warmers began to get cold. However, as they were heavy this was only possible by fit and agile passengers. At the end of the journey the containers were boiled again for reuse on the next trip. Sodium acetate railway foot warmers were introduced in Victoria in 1889, Adelaide to Melbourne express in 1899. "Shaking up" on this service took place at Murray Bridge and Stawell on the tip to Melbourne and at Ballarat and Serviceton on the trip to Adelaide. The use of foot warmers began to decline in New South Wales from the 1930s with the first trial of carriage air-conditioning in 1936, steam heating from 1948 ad LP gas heating from 1961. By the early 1960s the main services using foot warmers were the overnight mail trains. info from : http://www.powerhousemuseum.com/collection/database/?irn=67564#ixzz4UBNzVf6t Under Creative Commons License: Attribution Non-Commercial There was a whole infrastructure set up at stations for the daily heating of foot warmers in special furnaces. In Victoria alone in 1935 there were 33 heating works.Historic - Victorian Railways - Carriage Heater - Foot warmerA rectangular-shaped stainless steel casing with a welded seam down the back and welded ends. There is a handle at one end for carrying and shaking. Inside the foot warmer are two baffle plates and three trays to contain the sodium acetate. There was a cast-iron ball in each internal compartment. puffing billy, victorian railways, carriage haeter, foot warmer, passenger comfort, station furnace, railway ephemera, early heating methods